2А620ф1 станок горизонтально-расточной c неподвижной передней стойкой и УЦИ Схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка 2А620Ф1
Производитель горизонтально-расточных станков 2А620Ф1 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2004 г — банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства Ленинградского станкостроительного завода им.
 Свердлова
Свердлова 2А620ф1 Горизонтально-расточной станок c неподвижной передней стойкой, поворотным столом и УЦИ. Назначение, область применения
Горизонтально-расточной станок 2А620ф1 сконструирован на основе базовой модели 2А620 с высокой степенью унификации функциональных узлов и деталей.
Горизонтально-расточные станки 2А620ф1 предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станки 2А620ф1 снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков 2А620ф1 позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки 2А620ф1 могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Основные характеристики горизонтального расточного станка 2а620ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.
Горизонтально-расточной станок 2а620ф1 производился с основными параметрами по ГОСТ 7058-84. Станки горизонтально-расточные. Основные размеры..
- Диаметр выдвижного расточного шпинделя — 90 мм
- Наибольшее горизонтальное (осевое) перемещение шпинделя (Z`) — 710 мм
- Наибольшее вертикальное перемещение шпиндельной бабки (Y) (установочное) — 1000 мм
- Рабочая поверхность стола (ширина х длина) — 1120 х 1250 мм
- Наибольший продольный ход стола (Z, W) — 1000 мм
- Наибольший поперечный ход стола (X) — 1250 мм
- Наибольшая масса обрабатываемого изделия — 4000 кг
- Частота вращения шпинделя — 10…1600 об/мин (23 ступени)
- Электродвигатель привода шпинделя — 11 кВт; 1500 об/мин
- Вес станка — 17,5 т.

Основные характеристики устройства цифровой индикации (УЦИ) расточного станка 2а620ф1
- Дискретность цифровой индикации — 0,01 мм
- Число одновременно индицируемых координат — 3
- Смещение начала отсчета (плавающий нуль) — есть
Модификации горизонтально-расточного станка 2А620Ф1
Станки моделей 2А620, 2А620Ф1, 2А620Ф2 с радиальным суппортом на встроенной планшайбе с выдвижным шпинделем диаметром 90 мм отличаются большой универсальностью.
2А620, 2А620-1, 2А620Ф1-1, 2А620Ф2-1 — горизонтально-расточные станки производства станкостроительного завода «Свердлов»
2А620-2, 2А620Ф1-2 — горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
- Станок модели 2А620-1 снабжен оптическим отсчетом координат.
- Станок модели 2А620Ф1-1 оснащается цифровой индикацией координат.

- Станок модели 2А620Ф2-1 оснащается системой числового программного управления.
Класс точности станков Н
В 1975 г. станкам моделей 2А620-1, 2А620Ф1-1 присвоен «Знак качества».
Посадочные и присоединительные базы горизонтально-расточного станка 2А620Ф1. Встроенная план-шайба
Посадочные и присоединительные базы станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Расположение составных частей горизонтально-расточного станка 2А620Ф1
Расположение составных частей расточного станка 2А620Ф1
Перечень составных частей горизонтально-расточного станка 2А620Ф1
- станина;
- стол;
- планшайба;
- подвеска пульта;
- передняя стойка;
- шпиндельная бабка:
- дополнительная направляющая станины
Расположение органов управления горизонтально-расточным станком 2А620ф1
Расположение органов управления расточным станком 2а620ф1
Перечень органов управления горизонтально-расточным станком 2А620ф1
- рукоятка включения нарезания резьбы;
- рукоятка включения план-шайбы:
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.
Управление горизонтально-расточным станками 2А620Ф1
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа
Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений
Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования
Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.

Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
Основные узлы горизонтально-расточных станка 2А620Ф1
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.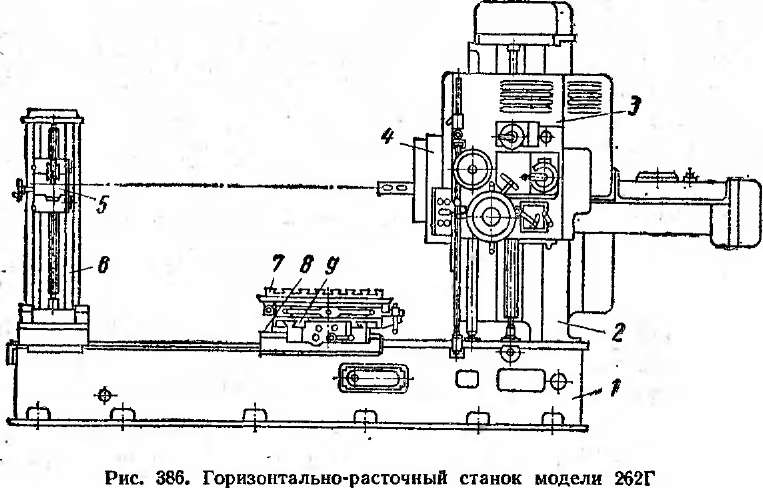
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот. Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
Кинематическая схема горизонтально-расточного станка 2А620Ф1
Кинематическая схема горизонтально-расточного станка 2а620ф1
Схема кинематическая горизонтально-расточного станка 2А620. Смотреть в увеличенном масштабе
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Читайте также: Обозначения кинематических схем металлорежущих станков
2А620ф1 станок горизонтально-расточной. Видеоролик.
Технические характеристики горизонтально-расточных станков 2А620Ф1
| Наименование параметра | 2А620Ф1 | 2А622Ф1 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25. ..1250 ..1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5° | 1° |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2. ..2000 ..2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | — |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1. ..10 ..10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
- Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1.

Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976 - Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.
 К. Токарь-расточник. Учебник для технических училищ, 1982
К. Токарь-расточник. Учебник для технических училищ, 1982 - Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
Горизонтально-расточной станок – обработка крупных заготовок + Видео
Для обработки металлических заготовок используют различное оборудование. Горизонтально-расточной станок является универсальным, обеспечивающим выполнение разнообразных операций с помощью разных инструментов.
1 Горизонтально-расточное оборудование – назначение и особенности
Горизонтально-расточное станочное оборудование является подвидом группы металлорежущих многофункциональных устройств, предназначенных для обработки различным инструментом заготовок больших размеров. В эту категорию оборудования входят еще 2 типа станков – координатно-расточные, а также алмазно-расточные.
Всем этим металлорежущим промышленным оснащением можно выполнять растачивание, сверление, зенкерование, подрезку торцов, обтачивание цилиндрических заготовок, нарезание резьб (наружной, внутренней), фрезерование (торцевое и цилиндрическое). В ряде случаев на расточных станках производят окончательную обработку детали без последующей ее перестановки на какое-либо другое оборудование. Расточные станки имеют отличительную особенность – оснащены шпинделем (специальный вал регулируемой длины с зажимным механизмом), в который закрепляют инструмент:
В ряде случаев на расточных станках производят окончательную обработку детали без последующей ее перестановки на какое-либо другое оборудование. Расточные станки имеют отличительную особенность – оснащены шпинделем (специальный вал регулируемой длины с зажимным механизмом), в который закрепляют инструмент:
- сверло;
- развертку;
- зенкер;
- фрезу;
- борштангу (приспособление для крепления инструмента) с резцами;
- другой.
Шпиндель совершает перемещение инструмента в заданное положение. Эти движения в расточном оборудовании обеспечиваются работой различных узлов, состав и функционирование которых зависят от назначения, размеров, компоновки станка, а также от количества, характера производимых операций. Горизонтально-расточное станочное оборудование получило наибольшее распространение, оно универсально и применяется для обработки изделий в условиях промышленного как серийного, так и единичного производства. Эти станки оснащены горизонтальным шпинделем, установленном в бабке, перемещаемой по передней стойке вверх и вниз.
Эти станки оснащены горизонтальным шпинделем, установленном в бабке, перемещаемой по передней стойке вверх и вниз.
Именно шпиндельный узел обеспечивает широкую универсальность оборудования. Он состоит из следующих узлов:
- полого шпинделя, оснащенного планшайбой (шайбовый механизм, преобразующий движение вращение в возвратно-поступательное), обеспечивающей позиционирование закрепленного инструмента;
- расточного внутреннего шпинделя, перемещающегося горизонтально в осевом направлении, выполняя движение подачи.
У внутреннего шпинделя и планшайбы, имеющей радиальный суппорт, приводы раздельные. Эта конструктивная особенность и применение различных приспособлений существенно расширяют функционально-технологические возможности горизонтально-расточного оборудования (совмещение переходов, например). В оборудовании малых размеров стол имеет салазки и сани, обеспечивающие перемещения в поперечном и продольном направлениях. Механизмы, обеспечивающие смену положения стола, позволяют сообщать ему как медленное (со скоростью подачи при обработке) движение, так и установочное быстрое, а также ручное перемещение.
Для поворотного стола есть 4 фиксированные позиции, расположенные через 90°. Устройство вращения предусматривает ручной, а также механический разворот стола с последующей фиксацией и закреплением его. Промежуточные нефиксированные положения выставляются по круговой шкале. В тяжелых станках столы перемещаются в 1 направлении по направляющим непосредственно самой станины посредством червячно-реечных передач. Привод передвижения столов приводится в действие регулируемыми электрическими двигателями постоянного тока.
Задняя стойка станков литая, имеет коробчатую форму. По вертикальным направляющим, расположенным на ней, может передвигаться люнет, который поддерживает борштангу с инструментами.
2 Основные виды универсальных станков
Существует три основных типа горизонтально-расточного универсального оборудования:
- Для обработки средних и мелких заготовок – имеют шпиндель, диаметр которого до 125 мм.
 Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.
Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях. - Для крупных и средних изделий – шпиндель 100–200 мм. Основные узлы такие же, как у оборудования малых размеров. Стойки и стол перемещаются в 1 направлении взаимно перпендикулярно (поперечно или продольно).
- Для особо крупных заготовок – шпиндель 125–320 мм. Колонка (передняя стойка) передвигается в 1 или 2 направлениях. Тяжелые станки не имеют стола. Крепление заготовки осуществляют непосредственно на станине.
Главное движение универсального станка малого размера – вращение шпинделя. Перемещение подачи передается либо заготовке, либо инструменту, что зависит от вида обработки изделия. Первый вариант подачи осуществляется благодаря движению стола в одном из направлений. Второй – за счет вертикального перемещения бабки или осевого движения шпинделя, либо радиального смещения резца по планшайбе.
Вспомогательные движения малых станков – установочная смена положения стола по 2 координатам, шпиндельной бабки вверх или вниз, задней стойки или люнета на ней, переключение скоростей осуществления подач и так далее. В средней и тяжелой серии станков движения и перемещения исполнительных механизмов такие же, как и у оборудования малых размеров, и определяются их компоновкой.
В наиболее универсальных тяжелых станках передняя стойка передвигается поперечно по направляющим станины, а продольно – по промежуточным саням с направляющими. Перемещение стойки производится со скоростью установочных движений, а также рабочих подач (как при фрезеровании). Задняя стойка меняет положение только в поперечном направлении.
В приводах подачи и шпинделя используются электродвигатели постоянного или переменного тока, установленные на шпиндельной бабке. В оборудовании малых размеров для смены положения шпиндельной бабки, стола, задней стойки предусмотрены отдельные электродвигатель и коробка передач.
3 Горизонтально-расточное оборудование с ЧПУ
Горизонтально-расточной станок с ЧПУ, в отличие от обычного универсального такого же оборудования, оснащен позиционной замкнутой системой программируемого управления, которая обеспечивает точность и последовательность всех необходимых операций по обработке заготовки. Значения задаваемых и текущих перемещений по осям отображаются с помощью цифровой индикации. В качестве датчиков, осуществляющих обратную связь между исполнительными узлами и устройством ЧПУ, применены сельсины.
Количество управляемых координатных осей равно 5/2 (всего/одновременно). Дискретность (точность) отсчета (перемещения) по осям – 0,01 мм. Помимо этого, возможно введение корректировки положения и длины инструмента. Станок с ЧПУ имеет выдвижной шпиндель, поворотный поперечно-подвижный стол, продольно-подвижную переднюю стойку. Шпиндель осуществляет вращательное (главное) движение и перемещение по оси (подача).
Салазки перемещаются редуктором подачи по направляющим станины, расположенным горизонтально. Стол перемещается в поперечном направлении посредством редуктора подачи и имеет запрограммированный поворот. Шпиндельная бабка меняет положение, передвигаясь по направляющим вертикальной стойки. Шпиндель получает главное движение от электрического двигателя постоянного тока, передаваемое через модули зубчатых колес и передачу. Блоки и муфта переключаются электрогидравлическим устройством. При механическом переключении ступеней подача выключается, а при электрическом управлении не отключается.
Поворот стола производится от вала двигателя через червячную или иную передачу. Чтобы поворотный стол устанавливался через 90°, на его салазках смонтирован индуктивный датчик, а сам стол оснащен 4 магнитоприводами, имеющими конструкцию, позволяющую регулировать в небольших пределах угол поворота. При подходе магнитопровода к датчику стол перемещается на заданной маленькой скорости.
Подвижные механизмы расточного станка зажимаются индивидуальными наборами тарельчатых пружин, а разжимаются гидравликой. Станочная гидросистема осуществляет отжим подвижных устройств, инструмента, закрепленного в шпинделе, а также переключение ступеней основного привода.
Станочная гидросистема осуществляет отжим подвижных устройств, инструмента, закрепленного в шпинделе, а также переключение ступеней основного привода.
4 Горизонтальный координатно-расточной станок – высокая точность обработки
Такой станок – оборудование, предназначенное для обработки различных пазов, отверстий, плоскостей, взаимное расположение которых относительно базовых точек, поверхностей детали должно иметь особо высокую точность. На таких станках выполняют почти все операции, предусмотренные для расточного оборудования. Помимо этого, на них можно производить разметочные работы.
Для обеспечения точности координатных передвижений узлов станки оснащены различными механическими, индуктивными, электронными и оптико-механическими устройствами отсчета, позволяющими измерять перемещения всех подвижных модулей с очень высокой точностью. Поворотные столы на таком оборудовании установлены универсальные, обеспечивающие возможность обработки наклонных отверстий и выполнения операций в полярной системе координат.
Оборудование подразделяют на одностоечное и двухстоечное. Движения, производимые координатно-расточным оборудованием:
- главное – вращение шпинделя;
- подачи – вертикальное перемещение шпиндельного узла;
- установочные:
- в одностоечных станках – поперечное и продольное перемещение подвижного стола на заданные осевые координаты и вертикальное позиционирование шпиндельной бабки в соответствии с высотой детали;
- в двухстоечных – стол перемещается продольно, шпиндельная бабка поперечно позиционируется на траверсе, которая может передвигаться вертикально.
На данных станках режущий инструмент и изделие взаимно перемещаются (с линейной точностью до 2 мкм) по осям прямоугольных координат. Конструкция оборудования выполнена особо жесткой, с очень плавными передачами всех движений и тщательно сбалансированными быстровращающимися деталями (чтобы уменьшить вибрацию).
Горизонтально-расточной станок: схемы, виды, особенности, чертежи
Содержание статьи:
Для сложной обработки металлических заготовок специалисты используют особый тип оборудования – расточные станки. Они могут выполнять несколько типов операции и представляют сложные промышленные комплексы с функциями автоматической работы.
Они могут выполнять несколько типов операции и представляют сложные промышленные комплексы с функциями автоматической работы.
Назначение расточных станков
Расточной станок
Перед анализом схем расточных станков следует рассмотреть их функциональные возможности, технические и эксплуатационные качества. В первую очередь это касается особенностей конструкции.
Специфику комплектации горизонтально-расточного станка можно рассмотреть на схеме стандартной модели этого оборудования. Оно состоит из станины, стойки, стола с салазками и фрезеровальной головки. Станина выполняет функцию основания стола, на ней находятся два вида направляющих — плоские и Т-образные. По ним перемещаются салазки. Для настройки оборудования предусмотрен блок управления и устройство для набора координат. Шпиндельная головка предназначена для фиксации деталей. В зависимости от выбранных комплектов резцов выполняются работы по обработке заготовки.
Особенности эксплуатации горизонтально-расточного станка можно узнать из стандартной схемы. Они заключаются в следующем:
Они заключаются в следующем:
- обязательное присутствие корригирующих механизмов, предназначенных для уменьшения погрешности шага винта;
- для увеличения точности обработки используют оптические устройства;
- не подверженность изменению установленных параметров из-за вибрации.
Эти требования предъявляют особые условия для изготовления подобного оборудования.
Схема комплектации горизонтально-расточного станка зависит от типа выполняемых работ. Главной задачей является правильный выбор режущего инструмента.
Горизонтально-расточные станки
Схема горизонтально-расточного станка
Наиболее распространенными моделями являются горизонтально-расточные станки. Они выполняют большинство стандартных операций, для них разработаны индивидуальные схемы изготовления.
Особенностью конструкции этого типа оборудования является расположение шпинделя — горизонтальное. Для выполнения процесса обработки необходимо вращение заготовки, что обеспечивает силовые агрегаты устройства. Во время работы происходит вращательно-поступательное движение шпинделя. Процедура расточки заготовки может выполняться несколькими способами движения подачи:
Во время работы происходит вращательно-поступательное движение шпинделя. Процедура расточки заготовки может выполняться несколькими способами движения подачи:
- инструменту;
- детали, которая крепится на столе;
- с помощью специальной подвижной подложки.
Дополнительно в комплектации оборудования могут быть предусмотрены устройства перемещения шпиндельной бабки, смещение стола относительно двух координат, плавное переключение скоростей и т.д. Все зависит от конкретной модели оборудования.
Практически любой фрезеровальный станок можно модифицировать для выполнения дополнительных функций. Но эти изменения не должны повлиять на его работоспособность.
Координатно-расточные станки
Схема координатно-расточного станка
Намного большим функционалом обладают другие разновидности этого оборудования — устройства для координатной обработки стальных поверхностей заготовок. В отличие от горизонтально-расточного они имеют сложное управление, но при этом способны выполнять ряд других операций.
Главной задачей этого оборудования является формирование отверстий нестандартной формы. С их помощью изготавливаются кондукторы, шаблоны, штампы и т.д. Обладая высокой точностью обработки, промышленный комплекс может быть за короткое время перенастроен для изготовления другой детали. Важной особенностью является точная настройка исходных параметров для обработки.
Кроме этого, координатная модель отличается от вышеописанных типов оборудования наличием следующих компонентов:
- высокая точность перемещения узлов. Это обеспечивается устройствами нескольких типов — оптическими, механическими и электронными;
- универсальные поворотные столы. Они дают возможность обрабатывать отверстия в полярных системах координат без смещения режущей части;
- смещение шпинделя происходит в горизонтальном направлении.
Помимо этого, есть одностоечные и двухстоечные модели. Разница между ними заключается в степенях обработки детали.
В отличие от стандартных схем станков с горизонтальным расположением шпинделя, координатные модели отличаются небольшими размерами.
Исключение составляет специальное оборудование, предназначенное для обработки больших деталей.
Для изготовления изделий из особо твердых сортов стали используют алмазные модификации фрезеровального оборудования. Разница заключается в режущей части инструмента. Помимо сверления отверстий станки могут обрабатывать конусные и цилиндрические детали. Средний показатель погрешности заставляет 0,5-1 мкм.
Подобное оборудование применяется для изготовления приборов, а также в машиностроении. Для комплектации применяется несколько типов резцов квадратной или прямоугольной формы. По типу обработки они могут быть резьбовые, канавочные, подрезные и проходные. Наиболее распространенные пластинчатые резцы, диаметр которых составляет 20 мм. Для заточки комплектующих необходимо применять специальное оборудование.
В видеоматериале можно ознакомиться с примером заводской модели:
Обзор и сравнение характеристик моделей
| Модель | TK611В/1 | TK611С/1 | TK611C/4 |
| Диаметр шпинделя, мм | 110/130 | ||
| Размер рабочей поверхности стола, мм | 1320х1010 | ||
| Продольное поперечное перемещение стола, мм | 850 x 1300 | 1200 x 1300 | 1800 x 1300 |
| Вертикальное перемещение шпиндельной бабки, мм | 900 | 900 | 1200 |
| Продольное перемещение выдвижного шпинделя, мм | 550 | ||
Макс. диаметр растачивания, мм диаметр растачивания, мм | 240 | ||
| Макс. диаметр сверления, мм | 50 | ||
| Макс. перемещение радиального суппорта, мм | 160 | ||
| Диапазон рабочих подач шпинделя, мм/мин | 0.5-1000 | ||
| Пределы частоты вращения шпинделя, об/мин | 12-1100 | ||
| Пределы частоты вращения планшайбы, об/мин | 4-130 | ||
| Габаритные размеры, мм | 4970*2100*3010 | 4970*2330*3010 | 4970*2717*3120 |
| Масса, кг | 10700 | 12000 | 14500 |
TK611В/1, TK611С/1, TK611C/4
Горизонтально-расточной станок TРХ6111В по низкой цене, описание с техническими характеристиками, видео работы. Интервесп
- Поставщик: Китай
- Станки данной серии являются универсальными и предназначены для сверления, зенкерования, растачивания, рассверливания отверстий, подрезки торцов, нарезания резьбы метчиком, фрезерования и др.
 Станки оснащены расточной головкой, с радиально подвижным суппортом, что позволяет осуществлять расточку отверстий большого диаметра, наружное точение, обработку торцов и точение и др.
Станки оснащены расточной головкой, с радиально подвижным суппортом, что позволяет осуществлять расточку отверстий большого диаметра, наружное точение, обработку торцов и точение и др. Модель TPX6113
Преимущества Горизонтально-расточной станок обладает повышенной жесткостью конструкции, высокой точностью, производительностью и надежностью. Он предназначен как для черновой, так и для чистовой обработки. Горизонтально-расточные станки серии SPХ конструктивно отличаются боковым положением шпиндельной бабки относительно стойки, продольным и поперечным перемещением стола. Горизонтально-расточной станок обладает повышенной жесткостью конструкции, высокой точностью, производительностью и надежностью. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка с расточным шпинделем и планшайбой. На направляющих основания расположены салазки, а на них стол, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение. Управление станком осуществляется с пульта. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм). Современный завод расточных станков постоянно анализирует запросы потребителей своей продукции и при модернизации производственного процесса старается выпустить новую модель станка, которая удовлетворяла бы всем требованиям времени. | |
 Он предназначен как для черновой, так и для чистовой обработки. Горизонтально-расточные станки серии SpХ конструктивно отличаются боковым положением шпиндельной бабки относительно стойки, продольным и поперечным перемещением стола.
Он предназначен как для черновой, так и для чистовой обработки. Горизонтально-расточные станки серии SpХ конструктивно отличаются боковым положением шпиндельной бабки относительно стойки, продольным и поперечным перемещением стола.Опции, описания
Возможная комплектация:
- Встроенная планшайба
- Поворотный стол
- Электроавтоматика ф.
 «Mitsubishi» (Япония)
«Mitsubishi» (Япония) - УЦИ на координаты Х, Y
- Подвесной пульт управления
- Конус шпинделя ISO 50 7:24
- Фундаментальные болты
- Техническая документация
- Комплект ЗИП
Дополнительная комплектация:
- УЦИ на ось Z
- ЧПУ
- задняя колонна
- Универсальная расточная головка F214A
- расточной инструмент
- сменные шестерни 16 шт.
- державка расточного инструмента короткая
- державка расточного инструмента длинная
- державка фрезерного инструмента
- Державка для токарного резца
- державка для нарезания резьб
- фланец для державки фрез-го инструмента
- угловой стол
- Рабочая поверхность стола, — 2000х2000
- Диаметр шпинделя, 130, 160 мм
Заводская гарантия -12 мес.
Срок поставки от 3 мес.
По вашему запросу можем прислать референс-лист.
Оперативная доставка комплектующих и з/частей к станку.
Имеем возможность произвести ПНР.
Технические характеристики горизонтально-расточного станка TРХ6111В
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продажа горизонтально-расточного станка – пожалуйста, уточняйте наличие товара на складе. Информация о горизонтально-расточном станке размещенная на этом сайте не является публичной офертой.
Информация о горизонтально-расточном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 26.08.2016 11:30.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
Производители Горизонтального расточной станок из России
Продукция крупнейших заводов по изготовлению Горизонтального расточной станок: сравнение цены, предпочтительных стран экспорта.
- где производят Горизонтальный расточной станок
- ⚓ Доставка в порт (CIF/FOB)
- Горизонтальный расточной станок цена 11.08.2021
- 🇬🇧 Supplier’s Horizontal Boring Machine Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇨🇳 КИТАЙ (46)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (23)
- 🇮🇳 ИНДИЯ (10)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (5)
- 🇺🇦 УКРАИНА (5)
- 🇰🇿 КАЗАХСТАН (5)
- 🇩🇪 ГЕРМАНИЯ (3)
- 🇸🇰 СЛОВАКИЯ (2)
- 🇲🇩 МОЛДОВА, РЕСПУБЛИКА (2)
- 🇳🇴 НОРВЕГИЯ (1)
- 🇨🇭 ШВЕЙЦАРИЯ (1)
- 🇹🇯 ТАДЖИКИСТАН (1)
- 🇲🇳 МОНГОЛИЯ (1)
- 🇦🇺 АВСТРАЛИЯ (1)
- 🇪🇬 ЕГИПЕТ (1)
Выбрать Горизонтальный расточной станок: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Горизонтальный расточной станок.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Горизонтальный расточной станок.
🔥 Внимание: на сайте находятся все крупнейшие российские производители Горизонтального расточной станок, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки Горизонтального расточной станок оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству Горизонтального расточной станок
Заводы по изготовлению или производству Горизонтального расточной станок находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Горизонтальный расточной станок оптом
станки расточные
Изготовитель станки расточно-фрезерные
Поставщики Станки расточно-фрезерные с числовым программным управлением
Крупнейшие производители Станки расточные с числовым программным управлением
Экспортеры Цифровые панели управления со встроенной вычислительной машиной на напряжение не более В
Компании производители части и принадлежности к станкам товарной позиций
Производство Делительные головки и другие специальные приспособления к станкам
Изготовитель Двигатели и силовые установки :силовые установки и двигатели гидравлические
Поставщики колена и отводы
Электроник — Сверлильно-расточные станки
Сверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертакми, метчиками и другими инструментами.
Основными параметрами сверлильного станка являются наибольший условный диаметр сверления отвертсия (по стали), вылет и максимальный ход шпинделя и т.д.
В зависимости от области применения различают следующие сверлильные станки:
1. Вертикально- сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера (рис.С1, а). Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение стола станка вместе с заготовкой относительно инструмента.
2. Радиально- сверлильные станки (рис.С1, б) используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и оси шпинделя с инструментом достигается перемещением шпиндельной бабки по направляющим поворотной траверсы относительно неподвижной детали.
Вертикально- сверлильный станок 2Н1353. Горизонтально-расточной станок (рис.С1, в) предназначен для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных плоских поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке заготовок корпусных деталей в мелкосерийном и серийном производстве.
Горизонтально-расточной станок (рис.С1, в) предназначен для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных плоских поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке заготовок корпусных деталей в мелкосерийном и серийном производстве.
4. Координатно-расточные станки предназначены для обработки отверстий (рис.С1, г) с высокой точностью и их взаимным расположением относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве.
Рис. С1. Станки сверлильно-расточной группыРасточные станки предназначены для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке корпусных деталей в мелкосерийном и серийном производстве. В зависимости от характера операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специальные. Универсальные станки делят на горизонтально-расточные и алмазно-расточные (отделочно-расточные) и координатно-расточные. Для расточных станков наиболее существенными параметрами, определяющими основные данные станка, являются диаметр расточного шпинделя и размеры поворотного стола.
Выпускают горизонтально-расточные станки с диаметром шпинделя 80-32 мм и с рабочим размером поворотных столов от 800-900 до 1600-1800 мм.
Универсальный горизонтально-расточной станок 2620В (рис.Р1).
Рис. Р1. Универсальный горизонтальный расточной станок 2620ВКоординатно-расточные станки. На координатно-расточных станках можно размечать и центровать, сверлить, развертывать, окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяются для обработки точных отверстий в тех случаях, когда расстояние между осями или расстояние их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью. Точные расстояния между осями обработанных отверстий и принятыми, базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики. При этом применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированных помещениях, где поддерживается температура 20°C.
Координаты рассчитывают с помощью точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из коррозионно-стойкой стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валика доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдении через специальные микроскопы. Зеркальный валик размещают на столе и перемещают вместе с ним.
Станки сверлильно-расточной группы с ЧПУ
Эти станки предназначены для обработки отверстий сверлами, зенкерами, развертками, расточным и другим инструментом, во фланцах, плоскостных и корпусных деталях. На этих станках возможна комплексная сверлильно-фрезерно-расточная обработка деталей различной конфигурации и степени точности.
Внедрение сверлильно-расточных станков с ЧПУ позволяет повысить производительность труда в 1.5-2.0 раза, а станков с автоматической сменой инструмента и инструментальным магазином в 3-4 раза.
Вертикально-сверлильный станок 2Р135Ф2 с ЧПУ.
Горизонтально-расточной станок с ЧПУ мод.2611Ф2.
Радиально-сверлильный станок с ЧПУ мод.2М55Ф2.
Горизонтально-расточной станок с поворотным столом WFT 12/13
Горизонтально-расточные станки с поворотным столом WFT 13, которые способны с высокой производительностью обрабатывать габаритные заготовки при соблюдении высокой точности и качества обработки. Все модели станков конструктивно решены как модульно-сборные, так что их можно приспособить требованиям пользователей.
Шпиндельная бабка
Главная несущая часть шпиндельной бабки представляет собой отливку из чугуна GGG60. Эта так называемый ползун призматической формы. В его нижней и боковой части находятся калевки направляющих линейного качения SCHNEEBERGER, позволяющие горизонтально перемещать шпиндельную головку.
Для привода рабочего шпинделя служит асинхронный серводвигатель SIEMENS с возможностью плавного регулирования оборотов и планетарная двухступенчатая коробка передач производства германской фирмы ZF (с передаточным числом 1:5,5 для черновой обработки и силовых операций и 1:1 для обычной работы). Переключение ступеней передачи осуществляется автоматически в зависимости от заданных оборотов шпинделя.
Рабочий шпиндель оснащен автоматическим цанговым закреплением инструментов OTT Jakob при помощи тарельчатых пружин с умножителем силы зажима, отпуск инструмента обеспечивает гидравлический цилиндр. Подшипники главной посадки шпинделя SKF смазываются бессрочной набивкой солидола. Шпиндель оснащен конусом ISO 50 в соответствии с DIN 69 871/2 и обдувкой воздухом.
Станина
Станина и каретка станка соединены в один общий узел. Они изготовлены из массивной стальной, ребристой, сварной конструкции, которая термически стабилизирована. Благодаря этому решению достигнута максимальная жесткость и прочность соединения каретки со станиной, и, одновременно с этим, обеспечена максимальная точность и жесткость обработки.
Каретка шпиндельной бабки
Каретка шпиндельной бабки изготовлена из ковкого, термически стабилизированного, высокопрочного чугуна GGG 60. Масса шпиндельной бабки и каретки, перемещающейся в вертикальном направлении, центрируется при помощи двух шариковых винтов (так называемая ось Gantry) и двух отмеривающих линеек. Благодаря этому обеспечена максимальная безопасность и высокая точность и качество обработанной поверхности.
Поворотный стол
Поворотный стол состоит из двух главных частей: из каретки и установочной плиты стола. Эти обе части изготовлены из массивной ребристой отливки, которая термически стабилизирована. Крепежная плита уложена на крестовой подшипник качения, который обеспечивает высокую несущую способность стола с минимальными пассивными сопротивлениями. Перемещение поворотного стола обеспечивается двумя шестернями, каждая из которых оснащена собственным серводвигателем с коробкой передач. Благодаря этому обеспечен привод без люфта. Этот принцип называется Master & Slave.
Поперечная и продольная станины
Поперечная и продольная станины изготовлены из качественного серого чугуна GG30. Отливки термически стабилизированы. Конструкции отливок, расположение ребер жесткости и толщина стен рассчитана с учетом максимального демпфирования ударов и гашения вибраций, возникающих в процессе обработки.
Технические характеристики
| Шпиндельная бабка | WFT 12 | WFT 13 |
| Диаметр шпинделя, мм | Ø120 | Ø130 |
| Коническое гнездо рабочего шпинделя | ISO 50 | ISO 50 |
| Конус инструмента | DIN 69871, CAT 50, BT 50 | DIN 69871, CAT 50, BT 50 |
| Конус хвостовика инструмента | DIN 69872 | DIN 69872 |
| Диапазон оборотов рабочего шпинделя, об/мин | 10 — 3400 | 10 — 3100 |
| Максимальный крутящий момент на шпинделе, Нм | 1100 | 2171/3257 |
| Сечение ползуна, мм | 420×425 | 400×465 |
| Номинальная мощность главного привода, кВт | 98/156 | 37/56 или 40/60 |
| Система управления | ||
| Система ЧПУ | Heidenhain iTNC 530, Fanuc 31i, Siemens 840D | Heidenhain iTNC 530, Fanuc 31i, Siemens 840D |
| Рабочий диапазон | ||
| Продольный ходовой путь станины X, мм | 1500, 2000, 2500, 3000, 3500, 4000, 4500, 5000 | 1500, 2000, 2500, 3000, 3500, 4000, 4500, 5000 |
| Перестановка шпиндельной бабки Y по вертикали, мм | 1700, 2000, 2500, 3000, 3500 | 1700, 2000, 2500, 3000, 3500 |
| Поперечный ходовой путь станины Z, мм | 1200, 1700 (Y=1700 — 2500) 1500/2000 (Y=3000, 3500) | 1200, 1700 (Y=1700 — 2500)/1500, 2000 (Y=3000, 3500) |
| Выдвижение четырехгранного ползуна V, мм | — | — |
| Выдвижение рабочего шпинделя W, мм | 730 | 730 |
| Диапазон рабочих подач всех осей, мм/мин | 1-8000 | 1-8000 |
| Ускоренная подача X, Y, мм/мин | 12000 | 12000 |
| Ускоренная подача V, W, Z, мм/мин | 12000 | 12000 |
| Ускоренная подача B, об/мин | 2 | 2 |
| Максимальная сила подачи по осям X, Y, кН | 20 | 20 |
| Максимальная сила подачи по осям V, W, Z, кН | (V отсутствует), 30, 30 | (V отсутствует), 30, 30 |
| Точность позиционирования X, Y, Z, W, мм | 0,01 | 0,01 |
| Повторяемость позиционирования X, Y, Z, W, мм | 0,005 | 0,005 |
| Поворотный стол | ||
| Габариты стола, мм | 1600×1800, 1800×2200, 2000×2200 | 1600×1800, 1800×2200, 2000×2400 |
| Грузоподьемность стола, кг | 15000, 20000 | 15000, 20000 |
| Зажимные T-пазы: размеры, мм | 22 H8/28 H8 | 22 H8/28 H8 |
| Автоматическая замена инструмента (По выбору) | ||
| Количество позиций магазина, шт | 20, 32, 40 | 20, 32, 40 |
| Охлаждение (По выбору) | ||
| Низконапорное — максимальное подаваемое количествово, л/мин | 60 | 60 |
| Низконапорное — давление жидкости охлажддения, бар | 4 | 4 |
| Низконапорное — объем емкости, л | 550 | 550 |
| Высоконапорное — максимальное подаваемое количество, л/мин | 20, 30, 37 | 20, 30, 37 |
| Высоконапорное — давление жидкости охлаждения, бар | 10, 20, 30 | 10, 20, 30 |
| Высоконапорное — объем емкости, л | 200 | 200 |
| Электрические параметры | ||
| Общая установочная мощность, кВА | 130 | 80 |
Примененные современные системы управления (Heidenhain, Siemens, Fanuc) обеспечивают высокий комфорт в управлении станка и много других практических функций. Стандартным является взаимосвязанное управление по 5 осям (X, Y, Z, W и B).
При самой обработки станок перемещается по оси Z станины, а заготовки закреплены на поворотном столе.
Станки предназначены для эффективной режущей обработки, главным образом габаритных и тяжелых заготовок, прежде всего из чугуна, литейной стали. Имеют широкую возможность технологического использования в операциях: фрезирование, сверление, развертывание и резьбонарезка.
Горизонтально-расточной станокна Grizzly.com
Для многих проектов точное расположение просверленных отверстий может решить или испортить работу.
Вы можете испытать удачу с помощью догадок и приспособлений, но вы будете отдыхать легче с использованием горизонтально-расточного станка G4185, который каждый раз обеспечивает высокоточные результаты.
G4185 имеет стол шириной 15-3 / 4 дюйма и глубиной 9-3 / 4 дюйма с пазами для углового калибра в форме ласточкина хвоста.
Ваша заготовка не соскользнет со сверла, потому что мощный пневматический зажим оказывает усилие более 600 фунтов!
Plus, эта универсальная рабочая лошадка позволяет использовать многобитовые расточные головки, чтобы сделать ваш рабочий процесс еще более эффективным.
2-х шпиндель G5952 и 3-х шпиндель G5953 — текущие варианты расточной головки, доступные от Grizzly.
Сверлильные головки приобретаются отдельно.
На G4185 предоставляется 1-летняя гарантия на детали и уверенность в том, что устройство не имеет заводских дефектов.
Руководство G4185 было написано нашим отделом документации в США и содержит полезную информацию.
Полное и легко читаемое руководство упрощает сборку и обслуживание вашего расточного станка.
Группа технической поддержки Grizzly находится в США. Детали и аксессуары для машины доступны в Интернете и отправляются со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Двигатель: 2 л.с., 220 В, однофазный, 12 А
- Ход шпинделя: 3 дюйма
- Скорость шпинделя: 3450 об / мин
- Максимальное количество ходов в минуту: 12 при 90 фунт / кв. Дюйм
- Максимальная ширина заготовки: 7-1 / 2 дюйма
- Тип сверла: правая резьба
- Диаметр сверла: 9/16 «
- Требования к воздуху: 0.5 куб. Футов в минуту при 90 фунт / кв. Дюйм
- Ход стола, вертикальный: 3-1 / 2 »
- Размер стола: ширина 15-3 / 4 дюйма, глубина 9-3 / 4 дюйма
- Общий размер: 15 дюймов Ш x 37-1 / 4 дюйма x 47-1 / 2 дюйма В
- Приблизительный вес в упаковке: 346 фунтов.
ХАРАКТЕРИСТИКИ
- Отшлифованный чугунный стол
- Калибр угла наклона ласточкин хвост и пазы
- Пневматический зажим и ход шпинделя
- Подходит для расточных коронок с правой резьбой
- Стенд готовый стальной
- Подносы для стола ласточкин хвост
- Удобное ножное педальное управление
Что такое горизонтально-расточной станок
Горизонтально-расточной станок — это специализированный станок, который сверлит отверстия в горизонтальном направлении по отношению к полу.Есть три основных типа, включая напольные, настольные и строгальные. Расточные станки могут обрабатывать очень большие и тяжелые детали и позволяют операторам обрабатывать детали сложной формы и небольшие полости.
Горизонтально-расточной станок состоит из станины, колонны, суппорта, ползуна и шпинделя. Ось X — это продольное перемещение станка по станине. Ось Y — это вертикальное перемещение седла вдоль ряда. Ось Z и ось W представляют собой ход плунжера и шпинделя бурового инструмента внутрь и наружу соответственно.Седло соединено с противовесом, помещенным в колонну, с помощью проволоки через шкив в верхней части колонны для уменьшения собственного веса. Каждый вал приводится в движение шарико-винтовой парой или зубчатой рейкой.
:: Подробнее: Введение в расточные станки
Заготовка размещается на полу, установленном на передней стороне станка, и режется с каждой осевой операцией. Когда установлен поворотный стол, можно повернуть заготовку, а потом отрезать ее спинку и т. Д.
Разница между горизонтальными и вертикальными расточными станками
Разница между горизонтально-расточной фрезой и вертикально-расточной фрезой заключается в том, что заготовка горизонтальной фрезы неподвижна, а инструмент вращается.Вертикально-расточной станок будет иметь неподвижный инструмент, пока заготовка вращается. Горизонтально-расточной станок обеспечивает большую универсальность, поскольку станок может иметь неограниченные размеры деталей и может поставляться со специальными опциями.
Хотя эти расточные станки в основном используются для сверления отверстий в крупных деталях, они также используются для токарной и фрезерной обработки деталей. Эти типы расточных станков используются в тяжелых промышленных условиях из-за их способности формировать крупные детали.В то время как у расточного станка со столом к станку прикреплен стол, который перемещается по двум осям, у станка с напольным покрытием стол нет, но он перемещается по плитам пола.
Преимущества горизонтальных мельниц
Растачивание — один из самых распространенных процессов обработки. Однако не все типы расточных станков могут создавать детали для промышленного сектора, изготовленные на заказ. Из-за размеров деталей или требуемой степени точности некоторые машины просто не подходят.Горизонтально-расточной станок позволяет изготавливать уникальные промышленные детали. Вот некоторые преимущества горизонтально-расточных станков.
У некоторых горизонтально-расточных станков есть преимущество, которого нет у других обрабатывающих инструментов: возможность изготавливать очень большие заготовки. Это оборудование позволяет изготавливать детали большого формата, особенно для таких секторов, как сельскохозяйственная или промышленная механика.
Горизонтально-расточные станки обладают высокой скоростью резания и даже могут выполнять несколько резов одновременно, в зависимости от станка.Эта функция особенно полезна в тех случаях, когда промышленность требует производства и поставки большого количества механических деталей в короткие сроки.
Изгиб или отклонение в процессе обработки происходит, когда инструмент встречает большее сопротивление, чем он может легко компенсировать. Это может привести к неправильному углу сверления, когда инструмент подвергается чрезмерной силе. Пример, иллюстрирующий эту ситуацию, — когда сверло находится слишком далеко от точки крепления во время сверления отверстия.Конструкция горизонтально-расточных станков обеспечивает постоянное и точное сверление, так как это расстояние никогда не бывает слишком большим.
CNC-обработка (компьютерное числовое управление) относится к технологии, которая позволяет управлять компьютерными инструментами. Благодаря обработке с ЧПУ каждое движение токарного, фрезерного или шлифовального станка следует команде, введенной в компьютер техником. Таким образом, горизонтально-расточные станки с компьютерным управлением снижают риск человеческой ошибки и обеспечивают всегда исключительно точную резку.
В заключение, при всех упомянутых выше преимуществах горизонтально-расточной станок практически необходим для механического цеха, который хочет обслуживать как можно больше различных отраслей промышленности.
Почему мы рекомендуем горизонтально-расточной станок?
Производительность
Все больше и больше отраслей интегрируют расточно-фрезерные станки со своими устройствами, поскольку они эффективны и обычно облегчают весь производственный процесс.Эти комбинаты могут повысить эффективность промышленных проектов более чем одним способом. Начнем с того, что оборудование идеально подходит, когда не хватает времени. Промышленные предприятия во всем мире полагаются на расточно-фрезерные станки, потому что они улучшают процесс растачивания, выполняя больше работы за меньшее время, чем ручные методы.
Расточные станки — отличное вложение для любого производственного или перерабатывающего предприятия. По сравнению с более традиционными методами растачивания эти цельные станки являются хорошим выбором для длительного производства.Лучший способ получить самое доступное предложение — это проверить как новые, так и подержанные машины от известных производителей.
Одно из достоинств расточно-фрезерных станков — это то, что они могут использоваться в течение длительного времени благодаря инновационному дизайну, надежному производству и квалифицированному послепродажному обслуживанию. Большинство поставщиков оборудования обеспечивают своим взыскательным клиентам модернизацию, общий ремонт и полное обслуживание. Мы верим в высокий стандарт качества нашего широкого ассортимента расточно-фрезерного оборудования.
В отличие от многих других типов мельниц, используемых на заводах, которые источают неприятный запах, наше расточно-фрезерное оборудование совершенно не имеет запаха. Также не стоит беспокоиться о шумовом загрязнении, потому что оборудование работает бесшумно.
:: Подробнее: основные причины, по которым вам нужна расточная обработка
Выставка IMTS
IMTS объединила мировых производителей горизонтально-расточных станков на этой онлайн-платформе.Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
Сверлильный станок [SHIBAURA MACHINE]
ДОМ
- ДОМ
- Информация о товаре
- Станки
- Линейка продуктов
- Сверлильный станок
Новый
Добавляет спецификации широкоформатного стола 1000 мм x 1200 мм к машине BTD100.
Усовершенствованная машина компактной конструкции, но по жесткости подходит для замены небольшого существующего предприятия
Эта новая модель была модернизирована с точки зрения производительности и дизайна, чтобы удовлетворить потребности рынка в более высокой скорости и точности.
Высоко предпочитаемая FLEXMACHINE.Поддерживается многими пользователями от поколения к поколению Простота в использовании и оснащена новыми функциями, поддерживающими более сложные операции обработки
Разработан и изготовлен с функциями для повышения производительности резки
Недавно разработанный шпиндель для оптимально высоких скоростей, обеспечения высокой точности и тяжелой обработки
Опыт работы с более чем 8000 станками с постоянными техническими улучшениями, «BTH-130.R24, H-Cube »был разработан для обеспечения возможности горизонтального растачивания с производительностью и гибкостью обрабатывающего центра
Благодаря опыту работы с более чем 8000 станков с постоянным техническим совершенствованием, станок «BTH-110.R18, H-Cube» был разработан для обеспечения возможности горизонтального растачивания с производительностью и гибкостью обрабатывающего центра.
Горизонтально-расточной станок напольного типа с пинольчатой шпиндельной головкой, обновленной конструкцией и производительностью, отвечающими требованиям пользователей к высокой скорости и точности
Разработан и изготовлен с функциями для повышения производительности резки
Новый станок отличается высокоскоростной, высокоточной и тяжелой обработкой
Универсальный обрабатывающий центр с поворотным шпинделем для штампов / пресс-форм и деталей авиакосмической отрасли / самолетов с высокой точностью и высокой производительностью
СТРАНИЦА ВЕРХНЯЯ
© 2020 Компания Shibaura Machine CO., LTD Все права защищены
СТАНОК ДЛЯ ГОРИЗОНТАЛЬНО-СВЕРЛИВОГО СТАНКА, ЕГО ДЕТАЛИ И ФУНКЦИОНАЛЬНОЕ ЗНАЧЕНИЕ
Что такое Сверлильный станок ?Сверлильный станок — это станок, который используется для сверления больших отверстий в изделиях или рабочих элементах которые невозможно перемещать или вращать на машине. Это одна из самых полезных машин, которая используется для обработки тяжелых предметов, таких как двигатели, рамы, цилиндры, земля и т. д.на котором работает токарный станок и сверлильный станок невозможен.
Что такое горизонтально-расточной станок?Горизонтальное растачивание станки используются для бурения больших отверстий в горизонтальном направление. Горизонтально-расточной станок — это тяжелый станок, который используется для растачивания крупных рабочих деталей. которые в большей степени являются неподвижными, тяжелыми, трудно балансируемыми и т. д. выполняет несколько задач, таких как растачивание, токарная обработка, фрезерование, резка, шлифование и т. д.
Горизонтально-расточной станок против вертикально-расточного станка Главное отличиеосновное отличие вертикально-расточных станков от горизонтально-расточных машина — это образец установки и конфигурации машины.Это означает позиционирование инструментов управления и размещения рабочего элемента.
Вертикально-расточной станокВ конфигурации вертикального расточного станка рабочий инструмент размещается как обычный токарный станок и выполняет все обычные функции токарного станка, такие как резка, токарная обработка, растачивание, нарезание резьбы и т. Д.
Использование — Вертикально-расточные станки используется в турбинах, шинах, трубопроводах, больших рамах, станках и т. д.
Горизонтально-расточной станок
Горизонтально-расточной станок в основном используется при растачивании выполняться на более крупных деталях.В этой машине шпиндель расположен горизонтально и шпиндель размещен параллельно положение к столу и заземлить оба.
Использование- Горизонтально-расточной станок Используется при растачивании, формовании, торцевании, фрезеровании и сверлении. Одно из основных применений — когда детали больше по размеру и кран должен быть установлен над головой.
Работа горизонтально-расточного станкаГоризонтальное растачивание Станок остается неподвижным, а сверлильный инструмент вращается. Отверстия просверливаются с помощью расточные оправки и инструменты.Для просверливания отверстия на шпинделе крепится расточный инструмент. резак регулируется на штанге специально требуемый размер. Основным фактором при растачивании является требуемый размер отверстия по длине и сфере.
Детали и функциональное значение по горизонтали Сверлильный станокОписание и функционал важность частей по горизонтали сверлильный станок указан ниже
1. КроватьСтанина сделана из чугуна и прикреплена к земле.Он размещен так, чтобы поддерживать таблицу и столбец.
2.
Колонна для поддержки передней бабки и концовКолонна также изготавливается из чугуна и обеспечивает опору для передней бабки, которая перемещается в вверх и вниз через боком. Колонна поддерживающая сбоку или направляющая способов размещается у кровати.
3. Передняя бабкаПередняя бабка размещается на опоре колонны и удерживает рабочий инструмент.Передняя бабка перемещается вверх и вниз для установки рабочего инструмента на необходимую высоту работы.
4. СтолСтол используется для поддержки работы во время растачивания, он обеспечивает положение Т для удержания различных частей расточного станка.
5. СедлоСедло — это та деталь что позволяет рабочему элементу перемещаться по платформе в продольном направлении.Седло также контролирует скорость передвижения. через ручное или моторное приводное усилие.
6. Расточка БарыРасточные оправки используются для удержания фрезы, шпинделя, колонны для операции растачивания, а опоры зависят от уровня операции растачивания, например, диаметр отверстия, глубокая или короткая глубина отверстий и т. Д.
Esskay machines — лучший из производителей промышленного оборудования в Махараштре, Дели-NCR, Индоре, Мумбаи, Индии и других странах, производящих лучшие и качественные станки с ЧПУ, токарные, фрезерные, сверлильные станки.
Shopsmith Mark 7 — Горизонтально-расточной станок
Запишитесь на прием сегодня!
12 ДЕНЬ — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 доллара США за первые 15 минут и 1,00 доллар США за минуту после
КАК ЭТО РАБОТАЕТ:
| ✓ ГАРАНТИЯ | ✓ ОТСУТСТВИЕ ГАРАНТИИ |
|---|---|
| Если ваше оборудование находится на гарантии, бесплатно позвоните в нашу службу поддержки клиентов по номеру (937) 890-5197 . | Если на ваше оборудование не распространяется гарантия или вы приобрели его не у продавца, обратитесь к техническому эксперту Shopsmith. |
ВЫ ПРОСИЛИ, МЫ ДАЕМ
Благодаря более чем 63-летнему опыту работы и более 600000 единиц оборудования в обращении, наши клиенты запросили более широкий доступ к службе поддержки инженеров-изготовителей, чтобы:
- Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
- Помощь в выполнении процедуры
- Помогите с исходными материалами, такими как диаграммы, руководства и т. Д.
- Расскажет, как выбрать детали для решения технических проблем
- Направляет вас к богатству материалов для начинающих.
- Или просто показать, как начать работу!
Инженерно-техническую группу магазинов возглавляет наш инженер-мастер, ведущий специалист по обеспечению качества и ветеран-мастер по работе с магазинами более 40 лет. Если его команда не может помочь, скорее всего, никто не сможет.
Хотелось бы, чтобы мы могли разливать по бутылкам экспертов Shopsmith Experts и иметь неограниченные ресурсы, но они просто недоступны. Итак, мы создали специальную линию поддержки инженеров для магазинов, специально предназначенную для оборудования. Больше не на гарантии. (У нас такое качественное оборудование, оно служит и служит!)
| # | ЧТО | КАК |
|---|---|---|
| 1 | Назначить встречу | Забронировать онлайн |
| Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы назначить время для вас | ||
| 2 | Оплата кредитной картой | Предоставьте данные своей кредитной карты, чтобы выставить вам счет за:
|
| 3 | Получите максимум от своего звонка! | При самостоятельном планировании онлайн вы сможете:
|
| Прямой вызов технической поддержки позволит вам получить немедленный ответ, если они доступны и не назначены на прием в 12:00 и 15:00, пн-пт, приблизительное время. | ||
| Позвонив в нашу общую линию обслуживания клиентов, вы сможете попросить представителей назначить встречу с продавцом в службу технической поддержки, чтобы вам не приходилось делать это. Они расскажут, как предоставить информацию команде технической поддержки Shopsmith. |
3 Преимущества использования расточного станка
Что такое расточно-расточный станок?Расточно-фрезерные станки — это оборудование, используемое для увеличения отверстий в различных материалах с помощью одноточечного режущего инструмента (инструмента с одной режущей кромкой).Эти машины бывают двух видов, которые по-разному выполняют аналогичные функции:
- Горизонтально-расточные станки. Эти станки позволяют заготовке опираться на стол станка, в то время как расточная оправка вращается вокруг горизонтальной оси. Некоторые сравнивают это с работой горизонтального фрезерного станка.
- Вертикально-расточные станки. На этих расточных станках (или часто называемых VTL) заготовка вращается вокруг вертикальной оси, в то время как расточный инструмент движется линейно — т.е.е. без поворота. В чем-то это похоже на вертикальный токарный станок.
Расточно-фрезерные станки в основном используются для увеличения отверстий там, где другие процессы были бы дорогостоящими, неэффективными или неточными. Несколько ключевых применений включают:
- Черновая / чистовая обработка внутренних поверхностей. Одним из основных применений расточного станка с ЧПУ является придание шероховатости или сглаживание внутренних поверхностей вырезанного отверстия. Здесь используемый инструмент может помочь текстурировать поверхность внутренней части отверстия определенным образом.Иногда это делается при ремонте продукта, а не при создании нового.
- Растачивание термочувствительных или непластичных материалов. В качестве процесса физической резки расточные фрезерные станки могут увеличивать отверстия в материалах, которые не подходят для термических или электрических методов обработки отверстий (таких как лазерная резка или обработка электрическим разрядом).
Ручные расточные станки лучше всего подходят для расширения сквозных отверстий. Хотя расточно-фрезерные станки с ЧПУ могут иметь точность, необходимую для сверления глухих или частичных отверстий, это все еще не является их предпочтительным применением.
Преимущества расточно-фрезерных станковИтак, если горизонтально-расточной станок с ЧПУ похож на специализированный горизонтальный фрезерный станок, а вертикально-расточный станок — на вертикальный токарный станок (хотя и расширяет отверстие, а не снимает внешний слой детали), зачем вам хотите сверлильный станок вместо одного из этих станков для вашего механического цеха?
Несколько причин включают:
- Сверлильные фрезы могут обрабатывать очень большие детали. Некоторым станочным цехам приходится фрезеровать очень большие заготовки, и именно здесь расточно-фрезерные станки лучше всего. Расточный станок имеет очень большую «конфигурируемую зону», что позволяет монтировать детали большего размера, чем на аналогичном горизонтальном фрезерном станке.
- Минимизация отклонения инструмента. Отклонение инструмента или отклонение в процессе обработки происходит, когда инструмент сталкивается с сопротивлением, превышающим то, что он может легко компенсировать, например, когда шпиндель выдвигается слишком далеко от своего анкера, что приводит к сверлению под необычным углом при установке под чрезмерной силой.У расточных фрез шпиндель выдвигается из передней бабки, что означает, что он может быть коротким, чтобы предотвратить отклонение инструмента. Это приводит к более последовательному бурению.
- Прочность и срок службы. Скучно-расточные станки могут показаться не интересными, но они невероятно прочные и надежные инструменты, особенно когда они содержатся в хорошем состоянии. Они могут прослужить десятилетия непрерывного использования при надлежащем уходе, что делает бывшие в употреблении расточные станки с ЧПУ особенно желательными инвестициями, которые сохраняют свою ценность.
Вам нужна помощь в поиске подходящего расточно-фрезерного станка для вашего механического цеха? Свяжитесь с экспертами SFMS сегодня, чтобы получить совет или воспользоваться нашей обширной сетью контактов, чтобы найти бывшую в употреблении расточную станцию, подходящую именно вам.
Горизонтальное растачивание — Услуги по горизонтальному растачиванию с ЧПУ
Technox Machine & Manufacturing Inc. — ведущий в отрасли поставщик услуг по обработке крупных деталей. Мы стремимся предложить непревзойденное обслуживание клиентов, гарантируя высочайшее качество деталей и достигая высочайшей точности в наших процессах обработки. Наши превосходные возможности горизонтального растачивания гарантируют своевременность, точность и высокое качество компонентов для каждого заказа.
Горизонтально-расточной
На нашем высокотехнологичном предприятии размещен широкий спектр больших горизонтально-расточных станков с максимальным рабочим диапазоном 120 x 152 x 70 дюймов и 5-осевой производительностью, что дает нам возможность обрабатывать очень сложные детали на высоких скоростях при сохранении точности ± 0.0005 ”допуски. С нашими 15-тонными подъемными кранами мы также можем обрабатывать очень большие детали.
Способные работать с множеством различных материалов, от стандартных металлов до высокоэффективных сплавов и конструкционных пластмасс, мы обладаем навыками и оборудованием для выполнения множества различных процессов обработки. Наша программа управления качеством направлена на систематическое обеспечение наилучшего качества наших процессов и продуктов. Тщательно контролируемые и контролируемые процедуры тестирования и инспекции гарантируют, что все требования и ожидания клиентов всегда выполняются или превышаются.
Сверлильные станкипозволяют операторам достигать точных и требовательных допусков. При растачивании используются цельные режущие инструменты для увеличения предварительно просверленных отверстий в заготовках. Хотя растачивание во многих отношениях похоже на токарную обработку, это сложная операция, требующая большого опыта для правильного выполнения процесса.
Сравнение горизонтального и вертикального растачивания
Горизонтально-расточные станки различаются ориентацией шпинделей. Горизонтально-расточные станки удерживают заготовки в неподвижном состоянии, в то время как инструменты поворачиваются для выполнения операций.Вертикально-расточные станки используют токарные детали, в то время как инструменты остаются неподвижными.
Горизонтальное растачивание обеспечивает большую универсальность, поскольку подходит для деталей гораздо большего размера. Существует ряд других преимуществ , в том числе:
- Повышенная скорость производства
- Уменьшенный прогиб инструмента
- Совместимость с ЧПУ
Материалы, с которыми мы работаем
Technox обрабатывает компоненты из самых разных материалов.Наши навыки и оборудование позволяют нам работать с обширным ассортиментом материалов , от стандартных металлов до высокоэффективных сплавов и конструкционных пластиков, таких как:
- Сталь
- Нержавеющая сталь
- Алюминий
- Латунь
- Медь
- бронза
- Никель
- Чугун
- Инконель
- Хастеллой
- Пластмассы
Процессы обработки
Наши производственные мощности и инструменты гарантируют, что мы можем выполнить ряд процессов обработки , в том числе:
- Расточка
- Фрезерование
- Бурение
- Нарезание резьбы
- Нарезание резьбы
- Зенковка
- Зенковка
- Накатка
- Протяжка
- Карманы
- Профилирование
- Развертка
- Отрезка / резка
- Облицовка
- Зубофрезерный станок
Услуги по горизонтальному растачиванию от Technox
Преимущество нашего очень большого рабочего диапазона в сочетании с нашей выдающейся точностью и отзывчивым обслуживанием клиентов делает наши услуги по горизонтальному растачиванию не имеющими себе равных.Мы работаем с 1976 года, и наша клиентская база охватывает широкий спектр требовательных отраслей, включая нефть и газ, гидроэнергетику, сталелитейные заводы, а также производителей оборудования и машин. Для получения дополнительной информации запросите цитату сегодня.
Возможности горизонтального растачивания и горизонтального растачивания с ЧПУ
Растачивание, фрезерование, сверление, нарезание резьбы, зенкование, зенкование, накатка
Протяжка Карманы Профилирование Развертывание Отрезка / резка Торцевое зацепление Зубофрезеровка Шлицевой
Ручные расточные станки Горизонтально-расточные центры с ЧПУ
Ось станка: 5 Шпиндель: 5 дюймов
Сталь Нержавеющая сталь Алюминий Латунь Медь Бронза
Никель Чугун Инконель ® Хастеллой ® Пластмассы
Порошковое покрытие Prime Painting
Анодирование черным оксидом
Длина детали: До 120 дюймов Ширина детали: До 152 дюймов Высота детали: До 70 дюймов Вес детали: До 15 тонн (кран)
Твердость, проницаемость красителя (утечка), Поверхность
.