Датчик касания для станков с ЧПУ и установочные системы Производитель, Компания, Завод
PIONEER CNC MACHINE TOOL PROBE & SETTER SYSTEM И ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ СЕНСОРНОГО ДАТЧИКА
Дизайн продукта Harbin Pioneer основан на реализации собственных функций и использовании большего количества идей, чтобы нести коннотацию, а затем предоставить клиентам высококачественные, персонализированные, профессиональные и экономичные измерительные инструменты с ЧПУ и программное обеспечение для измерительных инструментов. За последние более 20 лет Pioneer настаивает на превосходном качестве независимых исследований и разработок измерительных инструментов Pioneer с ЧПУ. Компания Pioneer имеет десяток патентов на продукцию, а также разработала различные типы инструментов, используемых в станках с ЧПУ, и обозначила серию измерительного программного обеспечения с ЧПУ, накопила богатый производственный опыт. Мы разработали измерительный инструмент с ЧПУ, устройство для наладки инструмента и различные щупы для этих трех серий продуктов, чтобы удовлетворить различные потребности клиентов.
Система сенсорного датчика
Зондирование — лучшее решение для максимизации возможностей, качества, эффективности и точности измерительных инструментов станков с ЧПУ. Пробник Pioneer может помочь сократить время настройки и улучшить контроль процесса.
Посмотреть больше
Система наладки инструмента с ЧПУ
Pioneer предлагает решения для настройки длины и диаметра инструмента, обнаружения поломки инструмента. Это может снизить процент брака и сэкономить средства.
Посмотреть больше
Зонд стилус
Pioneer предлагает широкий ассортимент щупов и принадлежностей для щупов. Мы можем настроить вас для удовлетворения ваших особых потребностей.
Посмотреть больше
О компании Pioneer
Компания Harbin Pioneer M&E Technical Development Co, Ltd была основана г-ном Байчун Саном в 1995 году. После нескольких лет развития завод датчиков постепенно сосредоточил свой основной бизнес на разработке датчиков для станков с ЧПУ, производстве и продаже измерительных датчиков с ЧПУ и установочных систем. . В 1999 году название завода по производству датчиков было официально изменено на Harbin Pioneer M&E Technical Development Co, Ltd. В последние два десятилетия компания Pioneer сосредоточилась на области измерительных операций на станках с ЧПУ. Мы разработали зонды, приспособления для наладки инструмента и различные щупы для зондов для трех серий продуктов. Как первый производитель датчиков для станков с ЧПУ в Китае, Pioneer всегда настаивал на независимом развитии станков и инструментов и упорно трудился, чтобы выйти на мировой передовой уровень.
Решения Pioneer CNC Machine Probe & System
Узнайте, как машины и инструменты Pioneer значительно улучшают ваши производственные показатели — от повышения эффективности производства и повышения качества продукции до максимального снижения производственных затрат.
Решение для зондовых станков с ЧПУ View More
Фрезерный станок с ЧПУ
Токарный станок с ЧПУ
Шлифовальный станок с ЧПУ
Другие измерения с ЧПУ
Общее решение View More
Аэрокосмическая промышленность
Автомобильная промышленность
Электроника
Станки — Процессы обработки
Транспорт
НОВОСТИ И БЛОГ Pioneer CNC
ITES Шэньчжэньская промышленная выставка
Стенд: Зал 3, Стенд T16
Посмотреть больше
CIMT2021 Китайская выставка станков с ЧПУ
Стенд: зал E8, стенд B746
Посмотреть больше
CCMT2020 Китайская выставка станков с ЧПУ
Компания Harbin Pioneer M&E Technical Development Co, Ltd примет участие в Китайской выставке станков с ЧПУ CCMT2020, которая состоится в Шанхайском новом международном выставочном центре с 7 по 11 апреля 2020 г.
Посмотреть больше
Универсальный токарный станок по металлу: что это такое
20.03.2020
- Назначение и описание
- Разновидности
- Как устроен токарный станок, из чего он состоит
- Схема токарного станка со всеми основными устройствами
- Что делает токарный станок, как он работает
- Управление токарным станком: как включить устройство и начать работу
- Как установить и настроить токарный станок
- Как выбрать токарный станок по металлу и разобрать маркировку
Точение – один из наиболее популярных и востребованных способов металлообработки. В данной статье мы расскажем про устройство универсального токарного станка по металлу, что это за оборудование, какие у него технические характеристики, как выбрать и установить подходящий и провести на нём обработку, а также о его видах.
Фактически любое предприятие, работающее со сталью, имеет в цеху агрегат, способный вытачивать из заготовки цилиндрической формы нужные элементы, например, валы.
Сама конструкция применяется не только для работы с металлическими изделиями, но и с другими материалами. Первые прародители установок были созданы еще в 7 веке до нашей эры. Они использовались преимущественно для дерева или кости и имели примитивный механизм обрабатывания: деревянная станина, не самые прочные зажимы и ручной привод. Однако суть операции осталась прежней.
И только в начале восемнадцатого столетия появились первые модели, которые предназначались для работы на цехах с металлическими заготовками.
Сейчас современные аппараты имеют электрический привод, крепкое основание, прочный инструмент из инструментальной стали. Некоторые машины оснащены числовым программным обеспечением, то есть имеют высокую степень автоматизации.
Суть операции по металлообработке заключается в следующем. С двух сторон необработанный материал зажимается специальными фиксаторами. Шпиндели начинают вращение, вместе с ними, соответственно, приходит в движение и сама заготовка.
Затем используются различные инструменты. Резец снимает верхний слой с поверхности, производя основную операцию – точение. Универсальные аппараты также дополнительно обладают способностью делать отверстия, наносить резьбу.
Рассмотрим, какое назначение имеет данный агрегат. Он выполняет следующие функции:
- ● выработка винторезных метчиков и плашек – можно сделать из прутка полноценный болт, саморез;
- ● создание конуса – полного или усеченного, сплошного или полого;
- ● развертка отверстий – глухих или сплошных, их последующее шлифование, различная обработка;
- ● обрезка краев, торцевых частей;
- ● разрезка одного элемента на два и более.
Универсальные агрегаты имеют максимальный набор функций. Однако классическая старая модель может выполнять немногие задачи. Основной является снятие верхнего слоя металла с цилиндрической заготовки.
Однако классическая старая модель может выполнять немногие задачи. Основной является снятие верхнего слоя металла с цилиндрической заготовки.
Классификация изделий проходит по нескольким основаниям. Основные особенности и характеристики можно понять из маркировки. Рассмотрим, какие критерии являются основополагающими при выборе.
Класс точности работы токарного станка
Здесь все предельно просто. Чем лучше заточены инструменты, выверен чертеж, тем точнее будет результат. Но между ручным и автоматизированным процессом есть ощутимая разница. Оборудование, оснащенное ЧПУ, имеет большое преимущество перед трудом вручную. Особенно это касается мелких деталей.
Буква, поставленная в маркировке, характеризует класс точности. Приведем их в порядке возрастания от нормального до особо высокого в этой таблице:
|
Обозначение |
Допустимая погрешность в процентах |
Трудоемкость изготовления, % |
|
Н |
100 |
100 |
|
П |
60 |
140 |
|
В |
40 |
200 |
|
|
25 |
280 |
|
С |
16 |
450 |
Масса
Любое оборудование для металлообработки имеет значительный вес.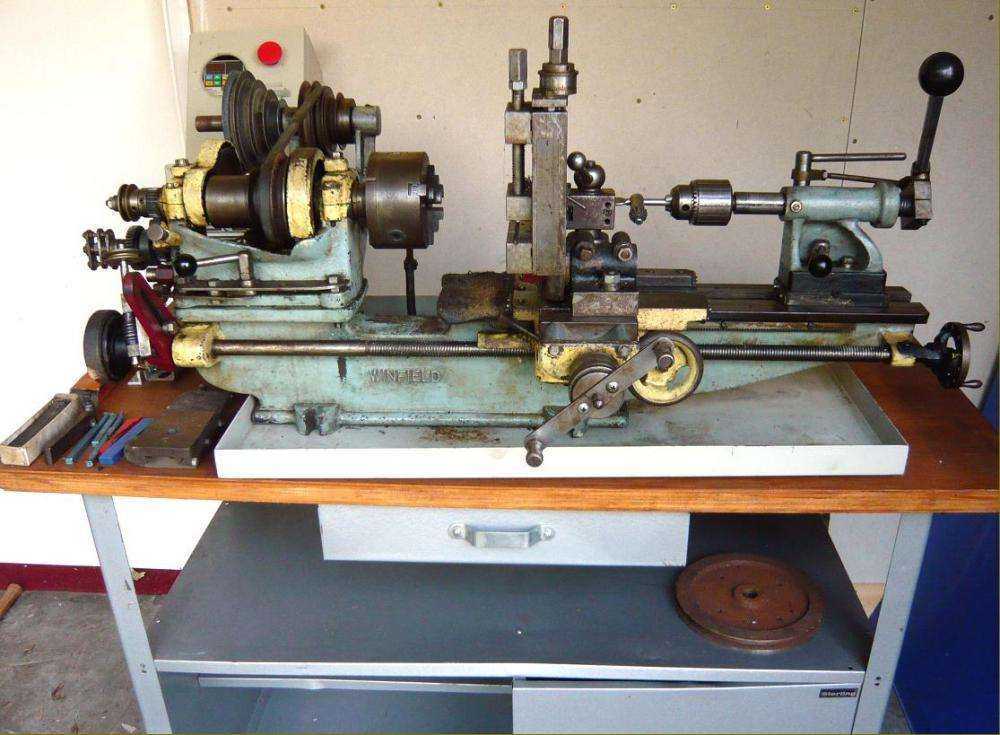 В большинстве случаев требуется дополнительное укрепление полов, например, заливка бетонного основания. Обычно такие тяжелые конструкции помещаются на первом этаже.
В большинстве случаев требуется дополнительное укрепление полов, например, заливка бетонного основания. Обычно такие тяжелые конструкции помещаются на первом этаже.
От того, к какому классу относится агрегат, зависит то, что можно сделать на токарном станке, то есть – с чем работать. Небольшие установки хорошо справятся с мелкими деталями. Но если стоит вопрос об обработке в целях машиностроения, то зачастую его недостаточно. Посмотрим в небольшой таблице, какие разновидности различают:
|
Название |
Максимальная масса (в тоннах) |
|
Легкий |
до 1 |
|
Средний |
от 1 до 10 |
|
Тяжелый |
более 10 |
|
Уникальный |
выше 100 |
Степень автоматизации
Чем более автоматизированно работает машина, тем меньше физического труда должен применять сотрудник. Токарь испытывает меньше воздействия на свое здоровье на производстве, поскольку не обязан постоянно испытывать усталость, а также влияние высокого уровня шума.
Токарь испытывает меньше воздействия на свое здоровье на производстве, поскольку не обязан постоянно испытывать усталость, а также влияние высокого уровня шума.
Второе достоинство автоматов – ускорение всех процессов, повышение производительности. Особенно это касается серийного производства, когда все изготовление поставлено на конвейер.
Третье преимущество – уменьшение количества ошибок и увеличение точности. Обычно любые погрешности и дефекты – следствие ошибочных действий токаря. Отсутствие издержек на дефективные заготовки поможет существенно сэкономить. Рассмотрим, как работать на токарном станке по металлу, в зависимости от степени автоматизации:
- ● С ручным управлением. Привод двух основных движений (вращение и подача) механизирован. Но перемещение инструмента, установка заготовки, фиксация, снятие стружки, подача смазки – все это нужно делать вручную.
- ● Полуавтомат. Все перечисленные выше процедуры управляются компьютером.
 Исключением является постановка и снятие детали.
Исключением является постановка и снятие детали. - ● Автомат. Самые прогрессивные модели, в основном они оснащены пультом ЧПУ. Оператор исключительно контролирует самостоятельную работу машины.
Широкий выбор автоматических установок представлен в интернет-магазине «Сармат». Их применение будет экономически выгодно не только на крупных заводах, но и на небольших мелкосерийных производствах.
Гибкость системы
Есть классические машины, а есть ГПУ, то есть гибкий производственный модуль. Второй отличается тем, что на нем можно быстро и просто перенастраивать назначение работы. То есть переходить с одного цикла на другой. Это выгодно, когда на производстве находится целая серия изделий с разным типоразмером.
Специальное назначение в обработке металла
Есть ряд машин, которые обладают уникальными возможностями. Они используются исключительно для одной операции, но выполняют ее максимально качественно и точно.
Универсальность
То, что можно делать на разных видах токарных станков, зависит от многозадачности. Универсальные аппараты имеют множество инструментов, а также обладают возможностью перемещения суппорта во многих направлениях. Классические агрегаты обладают только двумя осями движения, в то время как есть до 6 направлений.
Практически все изделия с ЧПУ дают возможность выполнять много задач, в том числе винторезные, все они представлены выше.
Старые модели обычно не оснащены пультом управления и имеют узкую направленность. Модернизация на производстве часто включает замену устаревших конструкций на более универсальные. Это позволяет не только ускорить производственный процесс, но и сократить трудозатраты, в некотором случае – рабочие места, так как теперь с новыми аппаратами множество действий за то же время может выполнить один оператор.
Конструкция всех установок включает в себя следующие узлы:
- ● Станина.
 Это металлическое основание, которое держит на себе весь вес остальных элементов, а также обрабатываемую деталь. Также к ней крепятся все остальные части.
Это металлическое основание, которое держит на себе весь вес остальных элементов, а также обрабатываемую деталь. Также к ней крепятся все остальные части. - ● Фартук. Отвечает за преобразование энергии в движение.
- ● Бабки. Их две – одна просто отвечает за фиксацию, другая включает в себя двигатель и шпиндель, который удерживает и одновременно вращает заготовку.
- ● Суппорт. Он отвечает за инструмент – его перемещение и фиксирование.
- ● Коробка подач и прочие элементы, позволяющие изменять скорость и направление движения подвижных узлов.
- ● Числовой пульт управления, который, в свою очередь, включает дисплей, шкаф с кнопками и саму программу.
Это основные части, но есть и дополнительные системы, например, подача смазывающей и охлаждающей жидкости или отвод стружек.
После словесного описания давайте посмотрим на реальный чертеж изделия:
На изображении мы видим универсальный прибор, который оснащен возможностью не только выполнять точение, но и нарезать резьбу.
Вот еще одна схематическая фотография реального агрегата:
На ней мы видим помимо основных и второстепенные составляющие:
- ● Передняя и задняя тумбы. Это элемент станины, который несет на себе основную нагрузку. При конструировании учитывается также пощадь поверхности. Вторая их задача – обеспечение достаточной высоты для комфортной работы токаря.
- ● На фартуке расположено колесо и рукоятка для перемещения продольных и поперечных салазок.
- ● На задней бабке расположены также винты для фиксации.
- ● Посередине мы видим подвижный блок, который оснащен ручкой крепления резцедержателя и затяжной головкой – здесь устанавливается инструмент.
Что делает токарный станок, как он работает
Принцип работы оборудования довольно прост. Электродвигатель генерирует подачу энергии, которая в коробке скоростей превращается в силу движения – вращение передается на шпиндель или планшайбу. Эти элементы заставляют вращаться заготовку.
Эти элементы заставляют вращаться заготовку.
Одновременно с этим начинает двигаться суппорт. Вне зависимости от уровня автоматизации, существуют горизонтальные и вертикальные аппараты. Это влияет на то, какая ось передвижения инструмента является основной.
Таким образом, движения только два – вращение и подача. Оператор направляет суппорт в нужное место. Режущая часть снимает верхний слой с металлической поверхности, образуется стружка.
Сперва необходимо установить заготовку в двух шпинделях и проверить надежность крепления. Если на большой скорости один из держателей вылетит из своего места, возможны тяжелые последствия, как для аппаратуры, так и для инженера. Второй этап – выбор и установка инструмента. При классических задачах используются резцы, иногда могут понадобится сверла или метчики (при сверлении отверстий и нанесении внутренней резьбы). В оборудовании, оснащенном ЧПУ обе эти операции часто выполняются автоматически. На полуавтоматах это делает оператор.
На полуавтоматах это делает оператор.
Дальнейшие действия могут быть различными в зависимости от типа машины.
На автомате:
- ● Разработать проект, ввести данные в систему управления.
- ● Включить токарный станок.
- ● Следить за правильным исполнением процедуры.
Для ручного производства:
- ● Произвести включение двигателя.
- ● С помощью коробки скоростей выбрать оптимальное число вращений в секунду.
- ● Ручками и колесом управлять за передвижением суппорта, срезая нужный размер верхнего слоя.
Также на разных этапах должен проводиться контрольный замер. Затем можно произвести шлифовку.
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.

При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. Компания «Сармат» не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:
При покупке необходимо отталкиваться от:
- ● Потребностей производства.
 Для мелкосерийной и эксклюзивной работы нужны универсальные устройства, которые можно перепрограммировать.
Для мелкосерийной и эксклюзивной работы нужны универсальные устройства, которые можно перепрограммировать. - ● Типа завода. В зависимости от размера обрабатываемых деталей (машиностроение или создание мелких элементов) потребуется разный вид машин по массе.
- ● Помещения цеха. Иногда удобнее установить вертикальные агрегаты вместо горизонтальных – они занимают меньше места, но подходят не для любых заготовок.
- ● Стоимости. Чем выше класс точности и больше функций, тем дороже стоит устройство. Мы не рекомендуем брать бывшие в употреблении аппараты, так как они могут быть просто испорчены неправильным обращением. А ремонт обойдется дороже, чем покупка нового.
Уделяйте внимание маркировке. На ней представлена вся необходимая информация и особенные технические характеристики.
Широкий ассортимент продукции представлен в каталоге интернет-магазина «Сармат». Компания занимается реализацией металлообрабатывающей техники с числовым пультом управления. Здесь можно купить оборудование разного ценового сегмента с высокой точностью.
Здесь можно купить оборудование разного ценового сегмента с высокой точностью.
В статье мы постарались разобрать все об универсальных токарных станках и о том, как на нем нарезать резьбу, производить обработку металла, делать отверстия. При работе придерживайтесь техники безопасности.
Архивы Токарные автоматы продольного точения TORNOS
Основанная в 1914 году, компания TORNOS одной из первых начала применять технологию продольного точения. Компания TORNOS производит токарные автоматы продольного точения и многошпиндельные токарные автоматы с ЧПУ, а также обрабатывающие центры для комплексной обработки деталей с прецизионной точностью, опираясь на программное обеспечение собственной разработки и всеобъемлющую сервисную поддержку. Имея штаб-квартиру в Швейцарии, TORNOS работает по всему миру, что позволяет компании быть ближе к своим клиентам. Производители из самых различных областей промышленности — от автомобилестроения и производства медицинских компонентов до точной механики и электроники — обращаются к TORNOS за уникальными технологическими решениями.
Компания ГАЛИКА, как официальный представитель компании TORNOS на территории РФ и стран СНГ, обеспечивает полный цикл продаж оборудования от выдачи технико-коммерческих предложений до ввода оборудования в эксплуатацию, гарантийного и постгарантийного обслуживания, снабжения запасными частями, а также оказания технологической поддержки нашим клиентам. В нашей работе мы соответствуем самым высоким швейцарским стандартам качества.
|
Станок |
Максимальный диаметр прутка |
Количество управляемых осей |
| SwissDECO | Ø 25,4 / 32 (36) мм | 11 |
| EvoDECO 10/10 | Ø 10 мм | 10 |
| EvoDECO 10/8 | Ø 10 мм | 8 |
| EvoDECO 16/10 | Ø 16 мм | 10 |
| EvoDECO 16/8 | Ø 16 мм | 8 |
| EvoDECO 20 | Ø 25,4 мм | 10 |
| EvoDECO 32 | Ø 32 мм | 10 |
| SwissNano | Ø 4 / 7 мм | 6 |
| Swiss GT 32 | Ø 32 мм | 6 |
| Swiss GT 32B (с осью B) | Ø 32 мм | 7 |
| Swiss GT 26 | Ø 25,4 мм | 6 |
| Swiss GT 26B (с осью B) | Ø 25,4 мм | 7 |
| Swiss GT 13 | Ø 13 мм | 6 |
| Swiss DT 26 | Ø 25,4 мм | 5 |
| Swiss DT 13 | Ø 13 мм | 5 |
| CT 20 | Ø 20 мм |
Мы предлагаем широкий ассортимент токарных автоматов, магазинов загрузки прутка и программного обеспечения, способный удовлетворить потребности заказчиков в самых разных отраслях промышленности.
Эксперт в области производства автоматов продольного точения
Компания Tornos — пионер в области производства автоматов продольного точения, обладающий более чем вековым опытом и непревзойденной компетенцией. Будучи производителем специализированного оборудования, компания поставляет заказчикам готовые решения «под ключ». Ассортимент продукции компании Tornos настолько широк, что в состоянии удовлетворить любые потребности производителей, независимо от диаметра обрабатываемых деталей или области применения оборудования. Богатейший опыт компании Tornos позволяет создавать инновационные решения и постоянно совершенствовать их.
Магазины загрузки прутка, повышающие производительность
Увеличить производительность токарных автоматов Tornos позволяет обширный модельный ряд магазинов загрузки пруткового материала. Все они чрезвычайно просты в управлении и программировании, имеют небольшую установочную площадь, легко интегрируются в технологические процессы и обеспечивают идеально точную подачу прутка.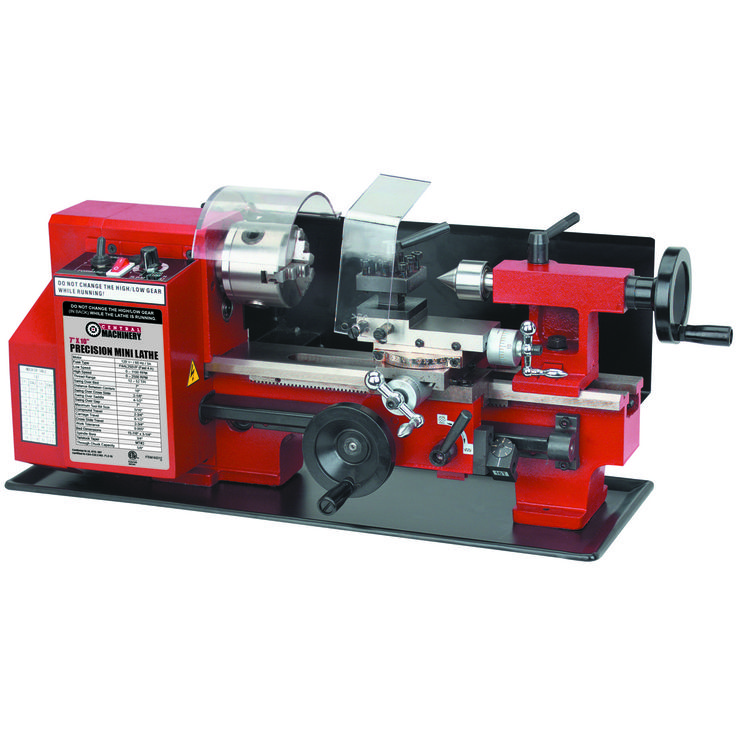 Преимущество для заказчика заключается в том, что и станок, и устройство загрузки прутка поставляются из одних рук.
Преимущество для заказчика заключается в том, что и станок, и устройство загрузки прутка поставляются из одних рук.
Программные обеспечения
TISIS: ваш пропуск в мир Индустрии 4.0
Программное обеспечение TISIS, предназначенное для интерактивной связи со станком и программирования, представляет собой решение для повышения эффективности производства, которое символизирует концепцию Индустрия 4.0. TISIS – это трамплин, который переносит пользователя в условия интеллектуального предприятия будущего и дает ему инструмент для интерактивной связи со станком, позволяя оперативно реагировать на непредвиденные ситуации и брать над ними контроль. TISIS открывает путь к действительно легкому программированию и контролю процессов в режиме реального времени. Программное обеспечение «знает» станочный парк пользователя и помогает ему выбрать оборудование, подходящее для обработки конкретной детали. Одновременно с этим пользователь получает возможность контролировать все опции станка, что позволяет снизить риск возникновения столкновений и связанного с ними простоя оборудования, устранить источники ошибок, а также повысить производительность, эффективность и качество обрабатываемых деталей.
Скачать каталог продукции
Компания STAMA | DEG
| СКАЧАТЬ КАТАЛОГ |
Информация о компанииSTAMA (Германия) – мировой производитель фрезерных и токарно-фрезерных обрабатывающих центров, который осуществляет разработку и изготовление модульной системы станков под индивидуальные потребности заказчика. Ключевым направлением деятельности компании Stama является предоставление готовых решений под конкретные производства, от разработки технологической концепции, расчета времени цикла обработки и стоимости детали до установки и наладки производственного цеха «под ключ». О компании Stama в цифрах
Компания Stama реализует свою продукцию более чем в 74 страны по всему миру таким известным компаниям как Rolex (Швейцария), Mercedes (Германия), Audi (Германия), Bosch (Германия), Seco (Швеция), Maral (Чехия), Kennametal (США), Sandvik (Швеция), Siemens (Германия), Volvo (Швеция), Peugeot (Франция), Volkswagen (Германия), Лукойл (Россия), КАМАЗ (Россия), Автоваз (Россия) и многие другие.
Инновационные решения — синоним StamaНа мировом рынке синонимом названия Stama является инновационные решения. Огромное количество сертификатов, зарегистрированных Ноу-хау и лицензий наглядно это иллюстрируют:
Решения под ключКомпания Stama предоставляет исключительно индивидуально подобранные системы оборудования, которые собираются из модулей под уникальные требования заказчика. Все модули делятся на 4 класса мощности и 45 типов станков. Принятие решения о том, из каких модулей будет собран станок, основывается на итоговом расчете показателя издержек на единицу продукции, хронометраже производственных циклов, анализе стоимости процессов. В итоге клиент получает не только самую производительную, но и самую экономически выгодную систему производства детали. В пакете технической документации содержатся не только параметры станка, но и детальное описание технологии процесса производства деталей, пробные обработки, программную симуляцию числового управления, описание изготовления опытной серии и ее параметров, предложения по оптимизации процессов и т. Оборудование целиком производится специалистами компании Stama в собственных цехах из комплектующих Европейских производителей, в основном из Германии. Станки Stama комплектуются ЧПУ всемирно-известных производителей — Siemens и FANUC. Компания постоянно дополняет пакет опций для ЧПУ, считая, что программное обеспечение должно быть не только удобным в использовании, но и существенно способствовать уменьшению издержек в расчете на единицу продукции. Преимущества компанииКомпания Stama делает главный фокус на предоставлении максимально эффективного решения обработки детали. В связи с этим на базе компании существует мощнейший инженерно-технический отдел, ежедневно работающий над совершенствованием оборудования. Все фрезерные и токарно-фрезерные обрабатывающие центры STAMA предназначены для высокопроизводительного и гибкого массового производства. Все компоненты, обеспечивающие производительность, например, диаметр подшипника шпинделя, параметры перемещений и т. Для тяжелых режимов резания была разработана жесткая конструкция подвижной стойки. Данная технология позволяет добиться очень большой производительности. Эталонными показателями среди аналогичного оборудования являются точность, мощность и стабильность благодаря использованию принципа конструкции общих салазок по оси Z. На оборудовании Stama возможна обработка прутка любого сечения из любого материала. Благодаря инженерным решениям в токарных центрах с двумя шпинделями и 4 установленными деталями издержки в расчёте на единицу продукции уменьшаются на 30% по сравнению с аналогичным оборудованием конкурентов. Обрабатывающие токарные центры Stama демонстрируют самую низкую стоимость капиталовложения в расчете на деталь (75% от среднерыночного показателя). На станках Stama возможно изготовление самых различных деталей из прутка без переналадки, используя 6-стороннюю обработку за одну установку (обеспечивается наивысшая точность детали). Отдельного упоминания заслуживает инструментальный магазин с интеллектуальной системой инструментообеспечения. Встроенный инструментальный магазин на 42 или 60 мест герметично защищен от попадания стружки и СОЖ. Запатентованная система инструментообеспечения позволяющая сократить время «от стружки до стружки». Инструментальная оправка ISO 40 , HSK-63 или HSK100. В линейке фрезерно-токарных центров особое место занимает передовая технология высокоточной и экономичной шестисторонней комплексной обработки деталей — из прутка или из заготовки в патроне. Высочайшее качество продукции
74% клиентов компании Stama покупают их оборудование для установки на производства автокомпонентов, что является лучшим доказательством непревзойденного качества станков. Например, при изготовлении шпиндельного узла используется следующая технология: после проверки шпиндельного вала на радиальное биение и тонкой балансировки пакеты подшипников монтируют в кондиционированном чистом помещении. Проверку на радиальное биение и баланс повторяют после установки приводной штанги и проведения 500 нагрузочных циклов пружинного пакета. Заключительный контроль смонтированного шпинделя заканчивается 10-часовой проверкой продолжительного хода на самых высоких оборотах. В изготовлении шпинделей и предварительном монтаже заняты 25 сотрудников, которые в год монтируют 800 фрезерных шпинделей с креплениями инструмента HSK A63/100, SK 40/50 и Capto C5/C6 для четырех различных классов мощности станков STAMA. Шпиндели изготавливаются с учетом минимальной внутренней смазки или внутренним подводом СОЖ под давлением до 120 бар, партиями по 5-10 штук. Опыт компании Stama
Видео о компании STAMA:Ресурсы и рекламно-информаионные материалыПрезентация |
 36% от объема произведенного оборудования компании идет в производственные цеха Bosch.
36% от объема произведенного оборудования компании идет в производственные цеха Bosch.
 д.
д.
 д. в каждом конструктивном ряду оптимально подгоняются друг к другу. Узлы, не предназначенные для процесса металлорезания, например, система инструментального магазина, во всех классах мощности состоят из конструктивно одинаковых серийных элементов. В результате достигается высочайшее качество деталей при большем сроки эксплуатации оборудования и высокой экономической эффективностью.
д. в каждом конструктивном ряду оптимально подгоняются друг к другу. Узлы, не предназначенные для процесса металлорезания, например, система инструментального магазина, во всех классах мощности состоят из конструктивно одинаковых серийных элементов. В результате достигается высочайшее качество деталей при большем сроки эксплуатации оборудования и высокой экономической эффективностью.
 При производстве деталей на центрах Stama экономится до 42% (токарные центры) до 70% (фрезерно-токарные центры) времени изготовления детали по сравнению с использованием станков других производителей.
При производстве деталей на центрах Stama экономится до 42% (токарные центры) до 70% (фрезерно-токарные центры) времени изготовления детали по сравнению с использованием станков других производителей.
 Шестисторонняя комплексная обработка на одном обрабатывающем центре с использованием технологий «фрезеровка, сверление и точение» — разработка фирмы STAMA, обеспечивающая снижение времени и ощутимое сокращение издержек в расчете на единицу продукции.
Шестисторонняя комплексная обработка на одном обрабатывающем центре с использованием технологий «фрезеровка, сверление и точение» — разработка фирмы STAMA, обеспечивающая снижение времени и ощутимое сокращение издержек в расчете на единицу продукции.
 Каждому шпинделю присваивается индивидуальный номер Unikat, который позволяет вести наблюдение за историей шпинделя в течении всего срока эксплуатации, а также фиксировать любые ремонтные работы.
Каждому шпинделю присваивается индивидуальный номер Unikat, который позволяет вести наблюдение за историей шпинделя в течении всего срока эксплуатации, а также фиксировать любые ремонтные работы.

Часовой токарный станок настольный: устройство, назначение, модели
Выбираем станок
Отнеситесь к подбору токарного станка внимательно, иначе использовать его будет сложно или не получится вообще. Сначала задумайтесь о том, для чего он вам нужен и что именно вы на нём будете делать.
Сначала задумайтесь о том, для чего он вам нужен и что именно вы на нём будете делать.
- Нужно ли вам выполнять только те работы, которые считаются стандартными для таких устройств (нарезание резьбы, сверление, токарные работы), или же ваши запросы выходят за их границы? Если вы хотите, скажем, обтачивать детали, шлифовать их, точить инструменты, то вам могут понадобиться дополнительные инструменты.
- С деталями каких размеров вы будете работать, и каков диаметр их обточек? От этих величин зависит расстояние до суппорта. В основном для бытовых работ вам хватит 30−40 мм.
- Насколько точные операции вам нужно производить?
- Каковы ориентировочные масштабы работы и частота эксплуатации?
Прикинув в голове все эти параметры, вы сможете выбрать нужную именно вам модель.
При подборе нужно обратить внимание на некоторые характеристики аппарата:
Куда устанавливается станок, и каков его вес. Есть мнение, что чем он тяжелее, тем точнее будет результат выполняемых работ, но это не так — эти две вещи никак не связаны
А вот на то, куда именно вы его поставите и как часто собираетесь транспортировать, стоит обратить внимание. Не приобретайте самый тяжёлый станок, если будете постоянно перевозить его с места на место, лучше отдайте предпочтение более лёгкой модели — до 45 килограммов весом.
Не приобретайте самый тяжёлый станок, если будете постоянно перевозить его с места на место, лучше отдайте предпочтение более лёгкой модели — до 45 килограммов весом.
Каково рабочее напряжение выбранной модели
В домах, как правило, проведена однофазная сеть в 220 В, и именно она подходит для большинства миниатюрных токарных станков по металлу. Настольный станок, тем не менее, может потребовать и трёхфазной сети 380 В, и тогда придётся менять проводку.
Какой мощности хватит для выполнения ваших задач. Обычно она бывает не более 400 Вт, чего достаточно для большинства бытовых целей. Она зависит от того, какие материалы вы будете обрабатывать.
С какой скоростью должен вращаться вал со шпинделем и можно ли её регулировать. Чем быстрее вращение, тем более оперативно можно выполнить любые работы, но для разных материалов (скажем, металла и дерева) потребуется регулировка этой настройки.
Наличие реверса шпинделя. Если его нет, то придётся менять положение ремня каждый раз, когда потребуется вращать деталь в другую сторону, что не всегда удобно.
Цена деления на шкале лимба подачи. Чем меньше одно деление, тем точнее можно будет скорректировать движение резца.
Какое расстояние разделяет заднюю и переднюю бабку. Этот параметр определяет, детали какой длины вы сможете обрабатывать.
Каков диаметр пиноли. С его возрастанием уменьшается вибрация детали во время работы.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Устройство
А сейчас стоит рассказать об устройстве этих станков. Всего выделяют шесть основных элементов устройства:
- станина;
- суппорт;
- лицевая бабка;
- тыльная бабка;
- прижимная бабка;
- открытый мотор.
Итак, теперь расскажу о каждом из них поподробнее.
Станина
Этот элемент предназначен для закрепления на ней всех узлов — как подвижных, так и неподвижных. Она является основой не только для часового, но и для всех других видов станков, так что это наиболее важный элемент.
Также станина позволяет механизму упираться в фундамент и принимать любую нагрузку, которая возникает в процессе работ. Но, даже несмотря на это, она всё равно считается самой долговечной деталью в станке.
Делается станина в основном из чугуна, но иногда её делают и из низкоуглеродистой стали.
Суппорт
Эта деталь — тоже одна из важнейших. Благодаря суппорту закреплённую заготовку можно передвигать вдоль и поперёк оси шпинделя, а также под углом этой самой оси. Благодаря этому можно с лёгкостью заготавливать детали.
Суппорт имеет крестовую конструкцию, а также имеет три движущих узла: нижние и продольные салазки, а также продольную каретку
Если почитать техническую литературу, то можно обнаружить, что эти узлы практически всегда называются по-разному, но это не так важно
Лицевая бабка
Передняя бабка (или лицевая) выполняет две функции одновременно: она придаёт будущей детали вращение, а также поддерживает её в процессе работы.
На лицевой бабке располагается панель управления, с помощью которой можно регулировать скорость вращения заготовки. Многие рабочие для упрощения работы прикрепляют возле этой панели подробную схему с описанием, где нужно повернуть, чтобы ускорить или замедлить вращение. Это также может быть полезно тем, кто только приступил к работе.
Тыльная бабка
Задняя (или тыльная) бабка нужна для фиксации деталей с большой длиной. Кроме того, на ней могут быть установлены различные инструменты, такие как свёрла или развёртки.
При работе возникают нагрузки на ось. Вся эта нагрузка идёт на упорный шарикоподшипник. Также на тыльной бабке установлено и зафиксировано оборудование центра за счёт конусного отверстия втулки. В такой центр можно установить какой-либо инструмент, после чего зафиксировать его. Это позволит избежать вращения инструмента вместе с деталью.
Вся эта нагрузка идёт на упорный шарикоподшипник. Также на тыльной бабке установлено и зафиксировано оборудование центра за счёт конусного отверстия втулки. В такой центр можно установить какой-либо инструмент, после чего зафиксировать его. Это позволит избежать вращения инструмента вместе с деталью.
Прижимная бабка
Она находится рядом с тыльной бабкой и является частью её. Как ясно из названия, прижимная бабка зажимает заготовку. Имеет вентили для зажимки, а также специальные движущиеся части.
Открытый мотор
Двигатель (или открытый мотор) — это как раз то, что и позволяет передней бабке вращать заготовку при помощи шпинделя. Подключённый к электросети, он начинает при помощи ремешков крутить шпиндель, а вместе с ним и заготовку, позволяя обрабатывать её со всех сторон.
В наше время в основном для токарных станков, в том числе и для часовых, используют в основном двигатели с короткозамкнутым ротором, но это также зависит от производителя и предназначения станка.
4 Как он работает и основы правильной эксплуатации
Работать на таком оборудовании довольно просто, не зря именно его выбирают для учебных заведений. В пиноли задней бабки находятся отверстия, куда и устанавливаются рабочие инструменты. Эта часть устройства подвижна и перемещается по направляющим. Ее положение подгоняют в соответствии с размерами обрабатываемой детали. Каретка суппорта также движется по направляющим во время работы и перемещает рабочий инструмент.
Движение каретки суппорта
Резцедержатели бывают разных видов. Их тип подбирается в зависимости от нагрузок и материала обрабатываемого изделия. Например, одиночные резцедержатели прекрасно справятся с работами среднего уровня сложности. Но сегодня все большей популярностью пользуются современные резцовые головки, на которых зафиксировано несколько режущих элементов одновременно, но школьный вариант станка работает с классическим набором.
Прежде чем начинать работы, следует внимательно ознакомиться с техникой безопасности. Если речь идет про школьный урок труда, то включать устройство и тем более обрабатывать заготовки можно только под присмотром учителя. На станину запрещается класть любые посторонние предметы, в том числе и инструменты. А элементы ременной передачи следует оградить. Нельзя опираться на части машины. Если возникли какие-либо неисправности, нужно немедленно оповестить учителя.
Если речь идет про школьный урок труда, то включать устройство и тем более обрабатывать заготовки можно только под присмотром учителя. На станину запрещается класть любые посторонние предметы, в том числе и инструменты. А элементы ременной передачи следует оградить. Нельзя опираться на части машины. Если возникли какие-либо неисправности, нужно немедленно оповестить учителя.
Работать следует только в специальной одежде, при этом следите, чтобы ее края не свисали. А волосы желательно спрятать под головным убором. Если предполагается образование стружки, то понадобятся еще и защитные очки. Перед запуском “Школьника” проверяют, надежно ли зафиксированы все узлы. Обязательно надо взглянуть на заземляющий провод и протестировать на холостом ходу исправность клавиш “Пуск” и “Стоп”. Если обнаруживается какая-нибудь неполадка, приступать к работе нельзя, пока она не будет устранена.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет.
 Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
Классификация настольных токарных агрегатов
Настольные токарные станки имеют несколько модификаций:
- Револьверный. Особенность заключается в способе установки резца. Весь узел помещается в барабан. Появляется возможность вести несколько видов обработки детали без перестройки оборудования.
- Винторезный. Предназначен для ведения разнообразных операций.
- Многошпиндельный. Операции выполняются с заготовками разного диаметра.
- С ЧПУ. Идет подключение компьютерной программы. Без участия человека процесс проходит быстрее и качественнее.
На станке выполняются операции разной сложности — черновая обработка поковок, формирование нужной поверхности, расточка внутренней полости, срезание торцов.
Конструкция часового токарного станка С-95
Часовой токарный станок С-95 в основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка С-95 (черт. С-95-01-00)
Станина станка представляет точеную балку (деталь 01), укрепленную на двух поддерживающих стойках (деталь 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабок в станине имеется Т-образный паз, а для крепления суппорта в средней части ее — сквозное окно.
Передняя бабка токарного станка С-95 (черт. С-95-02а)
Передняя бабка токарного станка С-95 представляет вильчатую стойку (деталь 04) со стальными калеными коническими втулками (деталь 02-02). Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка (при нарезке зуба трибов), на торце шкива (деталь 02-09) засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
Суппорт обычный для настольно-токарных станков с поворотной верхней частью.
Задняя бабка токарного станка С-95 (черт. С-95-03)
Задняя бабка токарного станка С-95 представляет стойку (деталь 03-01) со шпинделем (деталь 03-02), перемещающимся от рычага (деталь 03-21). Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором (деталь 03-29). При центровых работах зажим шпинделя производится барашком (деталь 03-06). Крепление бабки на станине производится эксцентриком (деталь 03—13) при помощи рукоятки.
Приспособление для фрезерования и наружного шлифования (черт. С-95-05)
Приспособление для фрезерования и наружного шлифования представляет систему головки, несущей квилльную установку (черт. С-95-06), ползушки, на которой головка может быть повернута на угол ±90°, и стойки, в направляющих которой ползушка с головкой могут быть регулируемы по высоте от ходового винта. Приспособление крепится на суппорте под любым углом относительно бабки.
Приспособление для внутреннего шлифования (черт. С-95-07)
Приспособление для внутреннего шлифования крепится вместо резцедержателя на суппорте. Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.
Подручник (черт. С-95-08)
Подручник крепится на станине (деталь 01) и регулируется по высоте зажимным винтом (деталь 08-06).
Стойка подручника (деталь 08-03) связана шарнирно с планкой (деталь 08-02), закрепляемой на станине так, что может быть вместе с подручником откинута в заднее положение на 180°.
Контрпривод (черт. С-95-09)
Контрпривод смонтирован на деревянном щите. Вал контрпривода расположен на шарикоподшипниках, имеющих своими опорами две стойки. В непосредственной близости от ведущих шкивов на щитке укреплена еще одна стойка, служащая для монтажа направляющих роликов.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Технические характеристики станка Т-28
| Наименование параметра | Т-65 | С-95 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 120 | 50 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 12 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 32 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 125 | 220 |
| Наибольшая длина обтачивания, мм | 70 | 38 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 6 х 9 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 6 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 8 | 10 |
| Конус Морзе шпинделя | № 1 | 39°30` | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 3 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 1300. .3000 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 44 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 38 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | 39°30` | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 30 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 420 х 200 х 250 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 19,2 | 25 |
Список литературы:
Настольный токарный станок Т-28. Руководящие материалы, Минск, 1974
Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Разновидности станков
На сегодняшний день существует множество типов токарных станков. Каждый из них отличается своими характеристиками, функциональными возможностями, системой управления и конструкцией.
Виды токарного оборудования:
Токарно-винторезные. Считаются самыми распространёнными станками. Используются для изготовления единичных деталей и серийного производства. С их помощью можно изготавливать резьбу с наружной и внутренней стороны заготовок, обтачивать цилиндрические и конусовидные заготовки, обрабатывать торцы. Винторезные модели позволяют мастеру создавать отверстия различного диаметра, проводить зенкеровку и развертку. При наличии копировального устройства появляется возможность создавать сложные контуры без фасонных резцов.
Сверлильные. Большая группа оборудования, к которой относится вертикальный токарный станок, радиальный, одношпиндельный, многошпиндельный и горизонтальный. С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба
При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
Расточные. Многофункциональное оборудование, которое позволяет создавать отверстия в заготовках, нарезать резьбу мечиками, создавать пазы на поверхности деталей, зенкеровать и растачивать отверстия
Для точной обработки используют алмазные расточные станки.
Шлифовальные. Станки, на которые устанавливаются диски со сменными шлифовальными кругами. С их помощью обрабатываются детали различной формы с наружной и внутренней стороны. Дополнительно можно разрезать заготовки, затачивать режущие инструменты. Качество обработки зависит от зернистости шлифовального круга. Крупной фракцией снимают грубые слои металла с заготовки. Мелкая фракция предназначена дли финишной шлифовки.
Притирочные. На рабочей части устанавливаются специальные притиры, на поверхности которых нанесён абразивный порошок.
Хонинговальные. На шпинделе таких станков закрепляется специальная головка (хонон), которая представляет собой бруски с нанесение абразивного порошка. Рабочая часть вращается и движется в двух направлениях, обрабатывая неподвижное отверстие в заготовке.
Зубообрабатывающие. На таком оборудовании устанавливается множество фасонных резцов.
Также нельзя забывать про резьбообрабатывающее и фрезерное оборудование. Они используются для обработки отверстий, нарезания резьбы, торцевания, создания деталей различной формы. В магазинах можно увидеть универсальные токарные станки с ЧПУ. Это универсальное оборудование, которое может выполнять различные задачи. После настройки программы оператором, система сама начинает работу.
Токарно-сверлильный станок
Статья «Опыт модернизации оборудования с ЧПУ на ОАО «Долгопрудненское научно-производственное предприятие». К 75-летию предприятия» из журнала CADmaster №4(39) 2007 (октябрь-декабрь)
Главная » CADmaster №4(39) 2007 » Машиностроение Опыт модернизации оборудования с ЧПУ на ОАО «Долгопрудненское научно-производственное предприятие». К 75-летию предприятия
Страницы истории
История ОАО «Долгопрудненское научно-производственное предприятие» (ДНПП) — одного из ведущих отечественных заводов авиационной промышленности — берет начало 5 мая 1932 года, с основанием предприятия «Дирижаблестрой». Это, наверное, единственное предприятие в стране, которое в разное время производило три вида летательных аппаратов — дирижабли, самолеты и ракеты. Одним из создателей этой организации стал известный итальянский пионер дирижаблестроения Умберто Нобиле. Затем предприятие получило название «Долгопрудненский машиностроительный завод» (ДМЗ). Так его и по сей день называют в городе Долгопрудный. В настоящее время ДНПП входит в Концерн ПВО «Алмаз-Антей».
Несколько фактов истории. В 60-х годах три завода Министерства авиационной промышленности СССР (МАП) в течение трех лет не смогли освоить производство необходимой в то время для нужд обороны ракеты «3М9» зенитно-ракетного комплекса «Куб» (рис. 1). ДМЗ же за полтора года вышел на серийный выпуск этих изделий. В 1981 году после безуспешных попыток трех заводов освоить изготовление ракеты «Р-33» класса «воздух-воздух» (рис. 2), которые планировалось применять на самолетах МИГ-31 в составе комплекса ПВО «Заслон», это задание получил ДМЗ. Документация была получена в феврале, а уже в четвертом квартале этого же года было начато серийное производство ракеты.
Рис. 1. Ракеты «3М9» производства ДМЗ на зенитном ракетном комплексе «Куб» Рис. 2. Ракеты «воздух-воздух» Р-33 на самолете МИГ-31 в составе системы управления вооружением «Заслон»
Мы хотели бы рассказать читателям о работах по модернизации парка станков с программным управлением, проводившихся с 2000 по 2006 год на ОАО «Долгопрудненское научно-производственное предприятие». Целью этих работ стало восстановление и сохранение работоспособности станков, повышение технического уровня, переход с перфоленты на электронные носители информации, замена изношенных и морально устаревших устройств ЧПУ, создание локальных сетей станков с ЧПУ с перспективой включения их в единую информационную сеть предприятия.
Во все годы своего существования предприятие уделяло большое внимание поддержанию высокого технического уровня, развитию инженерных и технологических служб как решающего фактора при освоении производства сложной ракетной техники.
Предприятие всегда стремилось осваивать современные технологии и прогрессивное технологическое оборудование, в том числе — с ЧПУ. Так, еще в 1966 году ДМЗ одним из первых получил и внедрил в производство фрезерный станок с ЧПУ ФП-4 № 002, выпущенный Горьковским заводом фрезерных станков (рис. 3).
Рис. 3. Первый станок с ЧПУ модели ФП-4
В непростые 90-е годы на ДНПП эксплуатировалось уже довольно много станков с ЧПУ, благодаря которым в значительной степени был обеспечен выпуск военной техники и гражданской продукции (рис. 4). И это в сложных условиях реформирования экономики страны!
Рис. 4. Ракеты 9М317, выпускаемые в настоящее время ДНПП, в составе корабельного зенитно-ракетного комплекса «Штиль-1»
В 1999 году парк оборудования с ЧПУ на предприятии насчитывал около 200 единиц, однако большинство из них было введено в эксплуатацию еще в 70−80−х годах.
С 1990 года новое оборудование с ЧПУ практически не приобреталось. Более 90% станков работали с перфолентой (УЧПУ Н22−1 М, Н33−2 М, Н33−1 М, КУРС 33, ЛУЧ 33 и др.) или использовали перфоленту для ввода управляющих программ в память (УЧПУ 2С42, Bosch-Альфа2, Fanuc 6 М, Fanuc 6 Т, CNC1600 и др.). Некоторые УЧПУ вообще не имели устройств ввода-вывода программ (2Р22, Электроника НЦ-31). Примерно 30% оборудования было неисправно из-за отказов и износа электронной части УЧПУ или механической части станка. Еще 30% использовалось эпизодически из-за морального устаревания, низкой надежности и точности. Поэтому вопрос об обеспечении работоспособности парка станков с ЧПУ на заводе встал с особенной остротой.
С 2000 года в планы организационно-технических мероприятий ДНПП, которые ежегодно составлялись и утверждались на техническом совете предприятия и генеральным директором, стали включаться и работы по модернизации оборудования с ЧПУ. При этом было выбрано несколько направлений в зависимости от технического состояния станков, их технологического назначения и финансовых возможностей предприятия.
Первое направление. Восстановление устаревших и неисправных станков с ЧПУ до современного уровня надежности, функциональности и точности
Для реализации этого направления были использованы устройства нового поколения на базе промышленных компьютеров типа IBM PC. В качестве основного УЧПУ применялось оборудование серии NC санкт-петербургской фирмы «Балт-систем» — NC100, NC110 и NC200 с синхронными цифровыми приводами и высокоточными датчиками перемещений. Эта, так называемая «глубокая» модернизация применялась в основном к совсем «убитым», неисправным станкам и предусматривала замену устройства ЧПУ, приводов и датчиков перемещений, отладку программного обеспечения УЧПУ для каждого конкретного станка. На некотором оборудовании достаточно было лишь заменить УЧПУ. Наиболее затратная с финансовой точки зрения, такая модернизация, тем не менее, позволяет получить качественно новый станок современного технического уровня. Ответственность за это направление на предприятии была возложена на отдел главного механика, курирующий все работы по модернизации и сдачи в эксплуатацию модернизированного станка «под ключ». В случае необходимости привлекались подрядные организации.
За период с 2000 по 2006 год 31 станок был полностью оснащен устройствами числового программного управления нового поколения типа NC100, NC110, NC200 и современными приводами и датчиками (рис. 5, 6).
Рис. 5. Реконструированный токарный станок РТ755Ф3−01, оснащенный УЧПУ NC200 фирмы «Балт-систем» (ДНПП, 2001 г.)
Рис. 6. Устройство числового программного управления NC200
Использование современных технических решений позволило сократить объем монтажа электрической части станка, снизить стоимость модернизации, повысить качество. При этом модернизация проводилась силами самого предприятия (рис. 7). Она обеспечила точность и надежность оборудования, удобство работы со станком и ввод информации с дискет и портативных компьютеров (рис. 8, 9).
Рис. 7. Специалисты отдела главного механика ОАО ДНПП проводят работы по комплексной модернизации обрабатывающего центра модели 2202ВМФ4 (производство завода «Жальгирис», г. Вильнюс, 1987 г.) с заменой УЧПУ 2С42−65 на NC200
Рис. 8. Применение оптических датчиков линейных перемещений позволяет повысить точность обработки и обеспечить стабильность размеров обрабатываемых деталей. Сфера их применения в станках с ЧПУ на ОАО ДНПП постоянно расширяется
Рис. 9. Применение современных высокоточных цифровых приводов переменного тока позволило улучшить динамику приводов станка, значительно повысить скорость быстрого хода и производительность обработки
Рис. 9. Применение современных высокоточных цифровых приводов переменного тока позволило улучшить динамику приводов станка, значительно повысить скорость быстрого хода и производительность обработки
Применение синхронных поворотных столов производства ОАО «Рухсервомотор» (г. Минск) позволило применять силовое резание с поворотом детали при многокоординатной обработке (рис. 10).
Рис. 10. Реконструированный обрабатывающий центр MCFHD-80 (производство ЧССР, 1986 г.), оснащенный УЧПУ NC110 и синхронным поворотным столом (ДНПП, 2003 г.)
Замена устаревшей электроники на импортных станках производства 80-х годов XX века обеспечило надежность и точность их работы (рис. 11, 12).
Рис. 11. Токарный станок с ЧПУ мод. SPT16NC (производство ЧССР, 1987 г.), на котором устаревшее УЧПУ NS660 было заменено на NC200 фирмы «Балт-систем» (ДНПП, 2003 г.) Рис. 12. Токарный станок с ЧПУ мод. EEN-320 (производство Венгрия, 1988 г.), на котором в 2004 г. неисправное УЧПУ PNC721 было заменено на УЧПУ NC200
Второе направление. Замена устаревших фотосчитывающих устройств (ФСУ) с вводом управляющих программ с перфоленты на электронные считывающие записывающие устройства (ЭСЗУ) с электронными картриджами и на микропроцессорные устройства модели ЭСЗУ-К
Это более простая и дешевая модернизация применялась для работающих станков производства 70-х и 80-х годов, у которых ввод управляющих программ осуществлялся с перфоленты (в основном восьмидорожечной, шириной 25,4 мм) через ФСУ. Таких станков на предприятии в конце 90-х годов насчитывалось более 100 единиц, поэтому поле для модернизации было довольно широкое. На станке демонтировалось ФСУ, а вместо него на специальную панель ставились ЭСЗУ или ЭСЗУ-К разработки и производства ООО «АЗиК» (г. Москва) (рис. 13). На первом этапе, с 2000 по 2002 год, устанавливались ЭСЗУ с передачей управляющих программ с помощью энергонезависимого электронного картриджа, разработанного в 2000 году фирмой «АЗиК» специально для ДНПП (рис. 14).
Рис. 13. Устройство ЧПУ «Луч 33» фрезерного станка ФП-7CМН3, оснащенное электронным считывающим записывающим устройством (ЭСЗУ) производства фирмы «АЗиК» (ДНПП, 2001 г.)
Рис. 14. Энергонезависимый картридж (разработка ООО «АЗиК») для передачи управляющих программ на станки с ЧПУ. Объем картриджей — 32, 128 и 256 Кбайт, срок службы — 10 лет
Картридж сконструирован на специальных микросхемах, которые обеспечивают многократную перезапись информации и не требуют подзарядки. Управляющая программа на картридж с помощью специального программного обеспечения записывается на ПЭВМ рабочего места технолога-программиста (рис. 15). Кроме того, такие программы можно записывать с использованием порта USB, для чего на предприятии было разработано и внедрено специальное устройство и программное обеспечение (рис. 16).
Рис. 15. Устройство для записи УП на картридж с компьютера на рабочем месте технолога-программиста
Рис. 16. Малогабаритное микропроцессорное устройство для записи УП на картридж с ПК через порт USB (разработка ДНПП, 2003 г.)
Применение ЭСЗУ в общем не изменяет технические характеристики оборудования, однако позволяет перейти на электронные способы передачи технологической информации, избавившись от совершенно устаревшего программоносителя — перфоленты и «дышащей на ладан» древней аппаратуры для ее подготовки (фотосчитки и перфораторы).
С 2003 года на станки с ЧПУ устанавливается новая разработка ООО «АЗиК» — микропроцессорное электронное считывающее записывающее устройство модели «К» (ЭСЗУ-К). Именно ДНПП стал первым предприятием, на котором ЭСЗУ-К, установленное и отлаженное на токарном станке модели 16К30Ф325 Рязанского станкозавода выпуска 1981 года с устройством ЧПУ Н22−1 М, начало эксплуатироваться в реальных промышленных условиях. ЭСЗУ-К обладают широкими возможностями установки на различные модели станков и УЧПУ, снабжены внутренней памятью для хранения программ до 256 килобайт, что эквивалентно 9000 кадрам или 300 управляющим программам. Можно редактировать программу и параметры системы в памяти ЭСЗУ-К с помощью двустрочного дисплея и клавиатуры, программно эмулировать в устройстве аппаратные коррекции устройств ЧПУ типа Н22 и Н33, выполненные на устаревших и ненадежных декадных переключателях (рис. 17,18).
Рис. 17. Установка ЭСЗУ-К на откидной панели устройства ЧПУ модели Н221М станка 16К30Ф325 (2003 г. )
Рис. 17. Установка ЭСЗУ-К на откидной панели устройства ЧПУ модели Н221М станка 16К30Ф325 (2003 г.) Рис. 18. Использование микропроцессорного ЭСЗУ-К для ввода-вывода управляющих программ и параметров в УЧПУ 2Р22 на токарном станке АТПУ-125−08 Рис. 18. Использование микропроцессорного ЭСЗУ-К для ввода-вывода управляющих программ и параметров в УЧПУ 2Р22 на токарном станке АТПУ-125−08
Для работы с большими программами и переноса информации к ЭСЗУ-К может быть подсоединен внешний картридж объемом до 16 Мб. Он соединяется с компьютером через параллельный порт без дополнительных контроллеров (рис. 19).
Рис. 19. Картридж для ЭСЗУ-К
Все работы по установке, отладке и внедрению на предприятии ЭСЗУ и ЭСЗУ-К, а также организацию способов передачи технологической информации на оборудование с ЧПУ в электронном виде осуществлял отдел главного технолога.
Третье направление. Создание локальных сетей из станков с ЧПУ на основе ПЭВМ для хранения и передачи управляющих программ и другой технологической информации по линиям связи
Локальные сети из станков с ЧПУ создавались путем оснащения станков ЭСЗУ или подключения УЧПУ типа CNC непосредственно к ПЭВМ. Кроме того, были внедрены и станочные сети собственной разработки. Работы по проектированию и монтажу сетей выполнял отдел главного технолога. В механосборочном цехе предприятия эксплуатируются установленные в 1988 и 1990 годах гибкие производственные комплексы (ГПК). В их состав входят восемь высокопроизводительных обрабатывающих центров АГП-630 и АГПН-630 со вспомогательным оборудованием и транспортными системами, позволяющими реализовать механическую обработку изделий в режиме модной тогда так называемой «безлюдной» технологии с управлением от ЭВМ. ГПК были спроектированы в научно-исследовательском институте авиационной технологии (НИАТ) бывшего мощного МАП СССР в начале 80-х годов и изготовлены в Югославии. «Безлюдная» технология в полном объеме так и не была внедрена, несмотря на значительные усилия, предпринимавшиеся в этом направлении со стороны НИАТ и предприятия. Тем не менее, высокий для того времени технический уровень оборудования и электроники позволил в последующие 15 лет весьма эффективно использовать ОЦ для изготовления разнообразной продукции. Комплекс был спроектирован для применения в качестве управляющих ЭВМ СМ-2 М. Когда с течением времени машины устарели и вышли из строя, родилась идея модернизации ГПК на основе использования ПЭВМ типа IBM PC как для связи с использовавшимися на ОЦ УЧПУ CNC1600, так и для выполнения функций управления комплексом.
С 2000 по 2001 годы эта идея реализовывалась собственными силами предприятия. Был проведен комплекс работ по модернизации ГПК с целью восстановления элементов управления комплексом от ЭВМ с помощью персональных компьютеров и создания локальной станочной сети. Внедрен программно-аппаратный комплекс связи устройств ЧПУ CNC1600 восьми обрабатывающих модулей ГПК с компьютером. Получена возможность хранения управляющих программ, параметров инструментов и другой информации в компьютере и передачи их по линиям связи на рабочие места. Сокращен цикл освоения производства изделий. Значительно уменьшилось время наладки станков. Полностью исключено применение перфоленты (рис. 20, 21).
Рис. 20. Гибкий производственный комплекс и управляющий вычислительный комплекс на базе двух ЭВМ СМ-2 М (1989 г.)
Рис. 20. Гибкий производственный комплекс и управляющий вычислительный комплекс на базе двух ЭВМ СМ-2 М (1989 г.)
Рис. 21. Управляющий вычислительный комплекс на базе компьютеров IBM PC в составе локальной станочной сети ГПК после модернизации (2001 г.)
Рис. 21. Управляющий вычислительный комплекс на базе компьютеров IBM PC в составе локальной станочной сети ГПК после модернизации (2001 г.)
Рис. 21. Управляющий вычислительный комплекс на базе компьютеров IBM PC в составе локальной станочной сети ГПК после модернизации (2001 г.)
В 2005 году была произведена модернизация локальной сети. Разработан, изготовлен и внедрен многоканальный коммутатор с интерфейсом USB, позволяющим осуществлять связь с современными компьютерами и операционными системами.
В 2001 году в механическом цехе ОАО ДНПП была внедрена локальная сеть на базе ПЭВМ типа IBM PC для четырех обрабатывающих центров модели 2202ВМФ4 (производство завод «Жальгирис», г. Вильнюс, 1987 и 1988 годы) с использованием аппаратуры и программного обеспечения универсального программируемого параллельного адаптера (УППА) разработки ООО «АЗиК». Это обеспечило быструю и надежную передачу управляющих программ от ПЭВМ, расположенной в помещении мастера, в устройства ЧПУ 2С42 четырех станков, ускорило наладку операций на станках, улучшило качество изготовления деталей.
В компьютере локальной сети в виде электронного архива стали храниться управляющие программы и параметры настройки УЧПУ. Полностью исключено использование перфоленты. Система графического анализа и контроля управляющих программ «Контур» разработки ОАО ДНПП обеспечила эффективное создание и редактирование технологической информации (рис. 22). Сегодня на предприятии работают шесть локальных сетей из станков с ЧПУ с различной структурой и технологией передачи информации в зависимости от типа оборудования, устройств ЧПУ и устройств передачи программ.
Рис. 22. Структура локальной сети из четырех обрабатывающих центров модели 2202ВМФ4 на базе ПЭВМ и комплекса УППА
Рис. 22. Структура локальной сети из четырех обрабатывающих центров модели 2202ВМФ4 на базе ПЭВМ и комплекса УППА
Переход на электронные способы передачи информации и локальные сети, основанные на компьютерах, сделал возможным в перспективе подключение парка станков с ЧПУ к корпоративной вычислительной сети ДНПП. На предприятии разработана программная система обмена информацией между компьютерами сети и устройствами ЧПУ металлорежущего оборудования. В настоящее время изучаются возможности ее практического внедрения в реальное производство.
Итоги
На рис. 23 приведены результаты модернизации парка станков с ЧПУ на ДНПП за период с 2000 по 2006 годы. На основании представленной диаграммы можно сделать следующие выводы.
Рис. 23. Итоги модернизации парка оборудования с ЧПУ на ОАО «Долгопрудненское научно-производственное предприятие» за период с 2000 по 2006 гг.
- При незначительном сокращении общего количества оборудования с ЧПУ и приобретении минимума нового оборудования на предприятии практически прекращено применение устаревшего программоносителя — перфоленты. В 1999 году количество станков с УЧПУ типа NC, работающих с перфолентой, составляло 51, а с УЧПУ типа CNC — 80. На конец 2006 года их осталось 6 и 2 соответственно.
- Осуществлен переход на электронные носители информации — энергонезависимые картриджи, дискеты, локальные сети. В 1999 году на предприятии работало только одно экспериментальное электронное считывающее записывающее устройство (ЭСЗУ) на фрезерном станке с ЧПУ ФП-17МН. В 2006 году станков, на которые стало возможным передача технологической информации в электронном виде, насчитывается уже 142, что составляет более 75% от общего количества эксплуатируемого оборудования. Таким образом, создана техническая возможность встраивания парка станков с ЧПУ в единое информационное пространство корпоративной вычислительной сети предприятия.
- Проведенная модернизация позволила сократить количество неисправного и малоэксплуатируемого оборудования. На конец 2006 года число такого оборудования составляло примерно 35 единиц (19%), тогда как в 1999 году — 68 единиц (34%). Как видим, процент пока еще остается довольно значительным. Причины этому — не только технические, но и организационные: недостаточная загрузка предприятия заказами, специализация на отдельные операции и др.
Таким образом, поле деятельности для дальнейшей модернизации оборудования с ЧПУ еще широко. Впрочем, как и резервы станочного парка предприятия для увеличения выпуска продукции.
Устройство для защиты от столкновений токарных щупов — Pioneer — ремонт колес Midland
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Токарная обработка с ЧПУ на токарных станках с осью Y и приводным инструментом
Жизненно важные компоненты вашего последнего проекта были не на должном уровне. Может быть, это потому, что методы токарной обработки с ЧПУ, которые вы использовали, были не такими продвинутыми, как могли бы быть. Только современные механообрабатывающие цеха имеют современное оборудование, позволяющее изготавливать такие прецизионные детали в сжатые сроки. Так что не рискуйте и узнайте все, что можно, прежде чем отправлять дизайн недооцененному участнику торгов.
Основы токарной обработки с ЧПУ
Токарная обработка с ЧПУ не так проста, как кажется на YouTube. По сути, это строго регламентированный метод производства, на освоение которого уходит несколько лет. Квалифицированные техники обычно считают это искусством, и их готовые изделия всегда скульптурны.
Процесс токарной обработки с ЧПУ включает несколько станков, инструментов и методов. Порции сырья или полусырья удерживаются на месте патроном. Затем этот патрон вращается, в то время как оператор манипулирует различными режущими устройствами с помощью программ CAD/CAM.
Машинисты используют прецизионные токарные станки с ЧПУ для удаления материала со своих заготовок. Они также могут использовать токарный станок с осью Y или приводные инструменты для выполнения более сложных заказов. В любом случае именно так ваши новые компоненты начинают обретать форму. Это один из первых и наиболее важных процессов в современном производстве.
Что такое токарный станок с осью Y?
Достаньте свои школьные учебники по геометрии, потому что здесь мы говорим об осях X и Y. В токарной обработке с осью Y операторы манипулируют инструментами в горизонтальном направлении. В отличие от традиционной токарной обработки с ЧПУ, которая включает только движения от пола до потолка, токарный станок с осью Y перемещается по заготовке и используется для совершенно других целей.
Преимущества токарной обработки по оси Y в современном токарном цехе с ЧПУ
Передовой цех токарной обработки с ЧПУ в Мичигане точно знает, что такое токарная обработка по оси Y. Кроме того, они будут точно знать, как это сделать, и иметь оборудование, чтобы все это произошло. Они также поймут многие преимущества, так что вы тоже должны.
Вот 5 плюсов, которые вам необходимо знать:
- Метод помогает вашей команде ЧПУ придерживаться графика , повышая их производительность и сокращая время наладки.
- Увеличивает срок службы дорогих прецизионных режущих инструментов, что обеспечивает более высокую точность.
- Это также позволяет станкам точить детали без перехода на фрезерный станок для второстепенных операций.
- Этот метод делает механообрабатывающий цех способным выполнять более сложных живых инструментов проектов.
- Ваши детали изготавливаются с лучшими характеристиками резки в целом.
Токарная обработка с ЧПУ, а именно токарная обработка с осями X/Y и приводные инструменты, помогают сохранить и повысить точность. Они делают это, сохраняя постоянство геометрии, что делает возможной дополнительную работу с помощью быстрой однократной настройки.
В Pioneer Cuts нам нравится оставаться на переднем крае, чтобы предоставить вам наилучшее обслуживание в кратчайшие сроки. Итак, теперь у нас есть новые токарные станки с приводной оснасткой по оси Y, и мы продолжаем расширять наши возможности токарной обработки с ЧПУ, включая двухшпиндельные и многоосевые токарные станки.
ЗНАЕТЕ ЛИ ВЫ: Первоначальная стоимость станка с приводным инструментом с осью Y обычно слишком высока для менее продвинутых станков с ЧПУ. Тем не менее, хорошо оборудованные магазины обнаружат, что они предлагают более качественные детали гораздо быстрее.
Что такое приводной инструмент?
Live Tooling предлагается только самыми современными станками с ЧПУ. Это связано с тем, что для правильной работы требуется использование множества шпинделей и различных конфигураций вспомогательных шпинделей. Эта техника также требует участия высококвалифицированного специалиста, а также отличных режущих инструментов и интуитивно понятного программирования.
Этот сложный процесс обеспечивает как минимум 3 вещи как для клиента, так и для токарного станка с ЧПУ:
Один: Это означает, что с заготовкой можно манипулировать различными способами, оставаясь на одной линии с главным шпинделем. Это увеличивает скорость производства без ущерба для качества.
Два: Приводные (или приводные) инструменты обычно адаптируются к узлу револьверной головки. В результате оператор может настраивать прецизионные разрезы, используя различные инструменты программирования и/или прерывистую регулировку инструмента.
Три: Техника, хотя и требует больших вложений, повышает эффективность на всех фронтах. Магазины могут сократить эксплуатационные расходы, а затем передать эту экономию клиенту.
Проще говоря, Live Tooling в современной токарной мастерской с ЧПУ с использованием токарных станков с осью Y — лучший выбор для обеспечения качества и своевременности проекта. Предлагается в базовой и/или 90-градусной конфигурации с различными совместимыми зажимными системами. Here are just a few as an example:
- Arbor
- Capto
- Collet Chuck
- Whistle Notch
- Hydraulic
- HSK
- CAT
- ABS
- Weldon
- Proprietary
Для получения дополнительной информации о зажимных системах Pioneer Cuts с приводным инструментом, получите быстрое 6-часовое предложение от одного из наших экспертов.
Какой метод токарной обработки с ЧПУ лучше?
Идеальный метод обработки для вашего проекта зависит от многих факторов. Имейте в виду, что передовой станочный цех с ЧПУ должен предоставить экспертное руководство для этой части процесса. В большинстве случаев проекты начинаются с простой токарной обработки с ЧПУ на токарном станке с осью Y. Тем не менее, сложные детали больше не единственные, которые обрабатываются с помощью Live Tooling.
Поскольку этот метод очень эффективен, даже самые простые проекты можно завершить таким образом. Хотя дозвониться сложно. Итак, задавайте правильные вопросы и учитывайте следующие 5 вещей:
- Некоторые методы могут давать более точные результаты, чем другие.
- Высокотехнологичные процессы обычно обходятся дороже, чем традиционная резка деталей.
- Все станки с ЧПУ в Мичигане устанавливают разные цены за свою работу.
- Приводной инструмент с токарным станком с осью Y, вероятно, является самым быстрым вариантом для точных деталей.
- Слесари могут обрабатывать практически любую форму заготовки или материала с помощью правильного метода.
Ваши проектные и инженерные группы могут рассказать вам больше об особенностях каждого процесса. И не беспокойтесь, если ваши компоненты нужно будет собрать после их изготовления. Pioneer Cuts также предлагает высокоскоростные услуги по сборке деталей, что делает нас ведущим универсальным станочным цехом с ЧПУ во всем Мичигане.
Руководство по работе с приводными инструментами на токарном станке с осью Y
Не позволяйте вашей следующей обработанной детали снова стать сломанным звеном. Воспользуйтесь преимуществами нашего добросовестного штата сертифицированных механиков и получите расчет стоимости услуг, пока шпиндели еще вращаются. Pioneer Cuts — это отраслевой стандарт, основанный на более чем 25-летнем опыте и передовых инструментах, позволяющих выполнять работу точно в соответствии с вашим графиком.
- Основы токарной обработки с ЧПУ
- Что такое токарный станок с осью Y?
- Преимущества токарной обработки по оси Y в современном токарном цехе с ЧПУ
- Что такое живой инструмент?
- Какой метод токарной обработки с ЧПУ лучше?
- Ваше руководство по работе с приводными инструментами на токарном станке с осью Y
Станок с ЧПУ RPS-20M Радиодатчик, датчик токарного станка
Радиозондовая система RPS-L11M
Радиозондовая система RPS-L11M содержит контактный щуп TP200, приемопередатчик RPDM, приемник RSI-20M и стандартное измерительное программное обеспечение, применяемое в щупе токарного станка, щупе многозадачных станков и щупе токарного станка. RPDM — это радиочастотный датчик, предназначенный для установки на револьверной головке для настройки и проверки деталей на токарных станках. Радиозондовая система РПС-Л11М предназначена для контроля и наладки заготовок на многоцелевых, токарных и токарных станках.
Запросить цену Скачать PDF
Радиозондовая система RPS-L11M содержит контактный щуп TP200, приемопередатчик RPDM, приемник RSI-20M и стандартное измерительное программное обеспечение, применяемое в щупе для токарных станков, многоцелевых станков и щупе для токарных станков. RPDM — это радиочастотный датчик, предназначенный для установки на револьверной головке для настройки и проверки деталей на токарных станках. Радиозондовая система РПС-Л11М предназначена для контроля и наладки заготовок на многоцелевых, токарных и токарных станках.
RPS-L11M Radio Probe System
TP200+RPDM: | | ||||
Measuring direction | ±X,±Y,+Z | ||||
Arbitrary direction swinging angle | X-Y±15°, Z +5 mm | ||||
Repeatability (2σ) | ≤ 2 μm; | ||||
Trigger force in Z direction | 600 ± 30 (G) | ||||
Триггерная сила в направлении X-Y | 50-100 (G) | ||||
RAID | |||||
Модель стандартного Stylus | M4-P50-RB6-S36 | ||||
Модель батареи | 14250 *3. | 14250 *3.6 (V) 2 PCS | 14250 *3.6 (V) 2 PCS | 9000 14250 (V).0172 Seal grade | IP68 |
RSI-20M | | ||
Radio signal receiving/sending distance | >14m | ||
Frequency радиосигнала | 2.4-2.483G | ||
Количество радиоканалов | 16 | Input voltage | 24±10% VDC |
Output load current | 50mA | ||
Length of the cable | 8m | ||
Length Трубки с поддержанием кабеля | 2M | ||
Уплотняя класс | IP68 |
RASTRAIN RASTRAP RPS-L11M RAID-L11M RAID-L11M RAID-L11M-L11M-L11M
1RASTRAP RPS-L11M-L11M-L11M0015
Применение радиозондовой системы RPS-L11M
RPS-L11 предназначен для контроля заготовок и настройки работы на многоцелевых станках и токарных станках.
PRS-L11 часто используется в токарных станках для измерения заготовки и установки точки отсчета.
Обеспечивает автоматическое измерение положения и выравнивания компонентов на станке. Ускорьте настройку, улучшите качество и сократите брак.
Технические характеристики радиозондовой системы РПС-Л11М
Разъем щупа датчика TP200 защищен металлической крышкой и резиновым уплотнением;
Способ включения/выключения излучателя радиосигналов РПД/РПДМ: М-код вкл/выкл;
Радиокодовые сигналы используются для передачи информации между излучателем радиосигналов RPD/RPDM и приемником. Время передачи и декодирования группы сигналов менее 1 мс;
Всемирно признанный диапазон волн 2,4 ГГц — соответствует требованиям радиосвязи на всех основных рынках.
Приемник RSI-20 выдает триггер, ошибку, низкий уровень заряда батареи зонда и выходной импульс четырех видов сигналов.
И его логическое состояние может меняться нормально закрытым и нормально открытым.Световые индикаторы в РСИ-20 и РПДМ показывают рабочее состояние зондовой системы
Видеодисплей радиозондовой системы РПС-Л11М
Сенсорная система
- Система радиозондов
- Радиозондовый комплекс РПС-20М
- Радиозондовая система РПС-Л11М
- Оптическая измерительная система OPS-30 с ЧПУ
- Кабельная измерительная система с ЧПУ
- Кабельный зонд TP400
- Кабельный зонд TP300
- Ручной зонд
- Датчик касания TP60
- Электрический зонд EP40
- Электрический зонд EP60
Система настройки инструмента с ЧПУ
- Наладчик оптических инструментов
- Наладчик радиоинструмента
- Система установки кабельных инструментов
- Система наладки тросового инструмента TTC100
- Система наладки тросового инструмента TTC200
- TTC400A Блок наладки тросового инструмента
Зонд Стилус
- Щуп с винтовым щупом M2
- Щуп с винтовым щупом M3
- Щуп с винтовым щупом M4
- Щуп с винтовым щупом M5
Часто задаваемые вопросы | Пионер Сервис Инк
перейти к содержаниюЧасто задаваемые вопросыPioneer Service Inc2021-06-22T12:03:21-05:00
Вы можете рассчитывать на то, что ожидают все наши клиенты: качественные детали, своевременную доставку и исключительное обслуживание клиентов. Мы любим то, что делаем, и думаем, что это видно!
Да! Мы сертифицированы AS9100D и ISO9001: 2015, а нашим регистратором является NSF International. Не стесняйтесь загружать наши самые последние сертификаты здесь.
В: Что именно означает «ЧПУ»?ЧПУ расшифровывается как «с числовым программным управлением» и относится к автоматизированному производственному процессу, в котором предварительно запрограммированное программное обеспечение управляет движением оборудования. ЧПУ обеспечивает постоянную точность, позволяющую производить прецизионные детали. Посетите нашу страницу CNC Turning and Milling для примеров!
В: В чем разница между токарным станком, винтовым станком, токарным центром и швейцарским токарным станком? В своей простейшей форме токарный станок представляет собой машину, которая может изготавливать токарные детали из прутка, но не имеет возможности фрезерования. Винтовые станки, токарные центры и швейцарские токарные станки — это токарные станки, которые могут токарно-фрезеровать детали.
Токарные центры и швейцарские токарные станки обычно могут изготавливать более сложные детали, чем винтовые станки, и лучше подходят для деталей с жесткими техническими допусками. Швейцарские токарные станки, как правило, лучше подходят для небольших, тонких и длинных деталей, чем винтовые станки и токарные центры. В Pioneer Service у нас есть все три платформы токарных станков, поэтому мы можем работать с широким спектром конструкций деталей.
В: Какую самую маленькую деталь вы можете сделать? Какую самую большую часть вы можете сделать? Короткий ответ: «это зависит». Важны такие факторы, как ваши потребности, сложность деталей, тип производства и многие другие факторы. Как правило, мы можем обрабатывать детали с малым наружным диаметром (НД) от 2 мм (0,080 дюйма) и большим наружным диаметром до 200 мм (8 дюймов). Если вам нужна помощь в учете этих факторов, мы рекомендуем вам связаться с нашим техническим персоналом по продажам в начале цикла проектирования, чтобы мы могли рассмотреть вашу часть и предоставить информацию и помощь.
Чтобы предоставить содержательное предложение, нам требуется только следующая информация:
- Полноразмерная печать, чертеж, эскиз в формате PDF или CAD
- Все необходимое сырье
- Любые необходимые вторичные операции, включая термообработку, нанесение покрытия или чистовую обработку
- Любые применимые спецификации заказчика, такие как проверка первого изделия, требования PPAP и требуемые внешние сертификаты процесса
- Ожидаемое количество или количества
- Любая другая полезная информация, такая как целевое ценообразование или требуемое время выполнения заказа
Да! Мы принимаем все основные кредитные карты: American Express, Discover, MasterCard и Visa.
Мы обслуживаем наших клиентов по всему миру более 30 лет. Головной офис большинства наших клиентов находится в Северной Америке.
В: Можете ли вы помочь мне спроектировать мою деталь?Проектирование деталей выходит за рамки нашей регистрации ISO в качестве контрактного производителя, но мы можем предложить некоторые рекомендации по проектированию для технологичности (DFM). С помощью DFM мы можем предложить способы оптимизации вашего дизайна для снижения затрат при сохранении функциональности.
В: Предлагаете ли вы отчеты о проверке первого изделия (FAI) и PPAP (процесс утверждения производственных деталей)? Да, мы предлагаем FAI, AS9102 FAI и отчеты PPAP для деталей, которые мы производим. Пожалуйста, сообщите нам о ваших конкретных потребностях в отчетах по контролю качества с вашим запросом предложения, и мы включим его в ваше предложение. Может взиматься дополнительная плата.
Абсолютно! Мы любим принимать клиентов, желающих познакомиться с нашей командой и лично убедиться в наших возможностях. Чтобы записаться на прием, позвоните нам по телефону (630) 628-0249 или напишите по адресу [email protected].
В: Какие детали производит Pioneer Service? Какие услуги вы предлагаете?Мы производим металлические и пластмассовые детали на заказ из стержней или труб в соответствии с высочайшими стандартами качества и точности. Мы обеспечиваем швейцарскую обработку с ЧПУ, токарную и фрезерную обработку с ЧПУ, а также два типа бесцентрового шлифования. Пожалуйста, посетите нашу страницу Индивидуальные решения, чтобы узнать больше!
В: Какие отрасли вы обслуживаете? Мы работаем практически во всех мыслимых отраслях. Мы обслуживаем аэрокосмическую, энергетическую, медицинскую, стоматологическую и многие другие отрасли. Полный список можно найти на странице «Отрасли».
ЧПУ означает компьютерное числовое управление, которое автоматизирует наши станки. Наши станки с ЧПУ выполняют как токарные, так и фрезерные операции.
При токарной обработке с ЧПУ бруски материала удерживаются в патроне и вращаются, в то время как инструмент подается к детали для удаления материала и создания желаемой формы. Фрезерование относится к механической обработке неподвижной заготовки с помощью движущегося (или «живого») инструмента. Большинство компаний-производителей используют термин «токарные детали» для обозначения деталей, изготовленных любым из этих способов.
В: Какой тип инспекционного оборудования у вас есть? В дополнение к стандартному оборудованию, такому как оптические компараторы, калибры-пробки, калибры-кольца и калибры-резьбы, мы используем систему визуального контроля Keyence. Система Keyence использует 22 линзы с фиксированным положением и четыре набора телецентрических линз для проверки деталей и может создавать отчеты SPC на основе данных измерений, что позволяет нашей группе обеспечения качества проверять первое изделие и более эффективно проводить проверки в процессе производства. Посетите нашу страницу качества для получения дополнительной информации.
В большинстве случаев мы ответим вам в течение 1 рабочего дня. Лучший способ обеспечить быструю смету — предоставить как можно больше точной информации. Запросите предложение, чтобы начать!
В: Каковы ваши стандартные сроки поставки деталей-прототипов? Для производственных деталей? Каждая деталь уникальна, поэтому невозможно обозначить значимое «стандартное время выполнения заказа». Тем не менее, наш отдел продаж готов быстро рассмотреть вашу деталь и предоставить вам оценку. Запросите предложение, чтобы начать!
Количество не может быть слишком маленьким или слишком большим. Мы производим детали в количестве от одной штуки до более чем 1 миллиона. Будь то проверка концепции, прототип или серийное производство, мы готовы поставлять качественные детали в установленные сроки.
В: Каковы ваши стандартные условия кредита?Наши стандартные условия кредита: 1%/10 нетто 30 для проверенных клиентов. Чтобы запросить кредит, запросите и заполните нашу заявку после запроса котировки. Для срочных заказов мы принимаем 30% в момент заказа, а дальнейшие условия зависят от окончательного утверждения. Иногда, чтобы ускорить первый заказ в ожидании торговых рекомендаций, мы принимаем 30% оплаты стоимости заказа на кредитной карте.
В: Предлагаете ли вы программы инвентаризации, управляемой поставщиком (VMI)? Да! Наша команда по продажам готова обсудить наши внутренние варианты VMI для любого количества производственных деталей либо по электронной почте по адресу contact@pioneerserviceinc. com, либо по телефону (630) 628-0249.
«Мы в полном восторге от продукта, который вы нам прислали. Они выглядят великолепно. Я сравнил один из ваших образцов с образцом, когда они прибыли, и понял, что образец был неправильным. Твои партии были на высоте. Мы очень ценим это и обязательно обратимся к вам в будущем, если вам потребуется точная обработка».
Джейми – аэрокосмическая компания
Есть вопрос?
Вы должны производить свои виниловые пластинки с помощью мелкосерийной резки на токарном станке — и вот почему.
Входные барьеры для музыкальных продюсеров практически устранены. Между множеством платформ цифрового распространения и автономной экосистемой Bandcamp музыкальным продюсерам не нужно — и часто не нужно — беспокоиться о звукозаписывающих лейблах и физических релизах. Итак, возникает вопрос: почему рынок винила не только сохраняется, но и продолжает расти?
Коллекционная привлекательность, эстетика и качество звука — вот лишь некоторые из основных причин. Для многих артистов и ди-джеев виниловые пластинки имеют определенную легитимность. В наш век отсутствия надзора за воротами запись может означать определенный контроль качества.
Но есть проблема. В то время как появляется все больше заводов по прессованию (и знаменитый производитель пластинок Джек Уайт умоляет крупных компаний вновь открыть свои заводы), индустрия просто не может удовлетворить спрос. Сроки изготовления небольших тиражей пластинок (300–500) находятся на рекордно высоком уровне. Billboard предполагает, что спрос на новые виниловые пластинки как минимум в два раза превышает все мировые производственные мощности. Стало намного сложнее донести до ди-джеев свой минималистичный, готовый к берлинскому танцполу писк, в то время как несколько заводов по производству прессы в мире борются под тяжестью специальных выпусков Lizzo и репрессий Steely Dan.
Рассмотрим другой маршрут: Токарная резка . Существует альтернатива, пришедшая из мира увлечения винилом. Токарная резка доступна в различных компаниях по всему миру, часто у людей, которые приобрели старые токарные станки для резки и обслуживали и обновляли их. Вместо того, чтобы нажимать на канавки, токарный станок врезает музыку (в реальном времени) в пластинку. Часто это бутик-сервисы, в которых всего 1 или 2 инженера управляют всем бизнесом. Этот процесс похож на дублирование, за исключением того, что вместо использования ацетата и, в конечном итоге, относительно быстрого износа, токарный станок режет поликарбонат и подходит для многих игр.
При резке на токарном станке вы можете изготовить всего одну пластинку, что может быть полезно для ди-джея, работающего только на виниле, который хочет играть свою собственную музыку, но не может дождаться прессового завода. , или даже в качестве подарка или приза конкурса. Эта услуга часто используется для небольшого тиража ограниченного тиража, который артист может продавать на своем веб-сайте или во время тура.
Как и в случае с независимыми пресс-центрами, цены распределяются по уровням в зависимости от количества пластинок, которые будут напечатаны. Нажатие 20 будет стоить гораздо меньше за запись, чем за одну запись. Привычным образом цены градуируются в зависимости от выбора 7-, 10- и 12-дюймовых пластинок, а также количества времени, доступного для каждого подъема. Цена за запись намного выше, чем при тираже с прессовочным заводом, но вы сэкономите деньги, так как нет минимального заказа. Преимущество метода токарной резки заключается в том, что в отличие от обычного процесса не требуется нанесение лака, что снижает значительные затраты. Лак — это форма, созданная для вдавливания в винил, тогда как токарный станок врезает звук прямо в пластинку.
Качество звука может сильно различаться в зависимости от используемого оборудования. Большинство сервисов заранее сообщают об уровне качества звука, который вы можете ожидать, с премиальной платой за звук Hi-Fi. Некоторые компании могут стремиться предложить качество аудиофильского уровня, в то время как другие предлагают подарок в виде новинки. Всегда полезно провести небольшое исследование и начать разговор со всеми, с кем вам интересно работать. Форумы и сабреддиты могут быть отличным ресурсом для получения дополнительной информации об опыте других производителей, обзорах услуг и множестве мнений по всем типам физических носителей. Вам нужно знать, чего вы можете ожидать от провайдера, с которым вы работаете, и если на их веб-сайте не так много информации о качестве звука, вам следует спросить их или поискать отзывы в Интернете.
Фото Ади Гольдштейна на Unsplash Как токарные станки сравниваются с «настоящими рекордами»? Технически, вы можете использовать токарный станок, чтобы нарезать звук на что-нибудь плоское и пластиковое, поэтому, если вы хотите навсегда выгравировать свой френч-сенсор на задней панели Nintendo Switch, дерзайте! Однако большинство людей используют поликарбонат, и результаты почти незаметно отличаются от «обычных» пластинок (кроме некоторых иногда несовершенных краев).
Когда я исследовал услугу, среднее время выполнения заказа составляло около 8 недель. В зависимости от вашего местоположения могут быть особые часы пик, когда люди карабкаются за уникальными рождественскими подарками, или группы начинают готовиться к летним турам весной.
Как уже упоминалось, ваш готовый продукт будет удобно храниться в любой коллекции пластинок, но лучше сообщить людям, что они покупают токарную версию. По крайней мере, это объясняет более высокую цену, которую вам, вероятно, придется взимать за запись, поскольку токарная обработка может стоить более 20 долларов за запись в зависимости от поставщика и количества ваших заказов.
Мой личный опыт с моей пластинкой, вырезанной на токарном станке Фото Джеймса Саттона на Unsplash Я выставил 25 10-дюймовых пластинок для продажи на своей странице Bandcamp. Оборот занял около 8 недель, а с цветными этикетками и прозрачными оболочками проект стоил чуть меньше 500 долларов. Чтобы выйти на уровень безубыточности, мне пришлось брать около 20 долларов за пластинку, что довольно много для 10-дюймового диска, поэтому мне действительно пришлось опираться на аспект «Ограниченного выпуска», чтобы оправдать цену. Я был очень доволен качеством и сервисом от выбранной мной компании (Audio Geography). Я изучил несколько разных компаний, но сделал свой выбор, заметив, что они раньше работали с электронными артистами и предлагали вариант Hi-Fi.
Как и при любой покупке, на которую вы ставите свою артистическую репутацию, вы должны проявить должную осмотрительность. В качестве первого шага сделайте разумный логистический ход: найдите ближайший к вам сервис, чтобы вы могли сократить расходы на доставку. Вот несколько вариантов в зависимости от географического положения:
Северная Америка- Audio Geography
- Lathecuts
- Little Elephant
- Funky Frankenstein
- CUT до винила
- Токана для могилы
- Archive
- ASIA
- ASIA
- ASIA
- ASIA
- ASIA
- 8 888 8 8 8. и ваш бюджет. Поскольку резка на токарном станке, как правило, является результатом страстного проекта владельца бизнеса, компании, вероятно, будут очень открыты для вопросов и специальных проектов. Не бойтесь протянуть руку и начать разговор, если у вас есть что-то конкретное на уме.
Вы сами вырезали таким образом свои пластинки или покупали их у других исполнителей? Нам интересно узнать о вашем опыте и узнать, есть ли у вас компании, которые вы бы порекомендовали добавить в наш список. Дайте нам знать об этом в комментариях!
Токарная обработка с ЧПУ | Токарный станок с ЧПУ с приводным инструментом для нестандартных деталей
Спинка
Материалы
Материалы по услугам
Литье под давлениемОбработка с ЧПУ3D-печатьЛистовой металл
Материалы по типу
Пластмассы, Металлы, Эластомеры
Ссылки по теме
Смолы, поставляемые заказчиком, Цвета
Руководство по альтернативам материалам для литья под давлением
Боретесь с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Скачать
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Истории успеха Вспомогательные средства дизайна Вебинары и выставки
Блог Видео Часто задаваемые вопросы Преподаватели и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупки
Свяжитесь с нами
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
СШАФ: 877.479.3680
Ф: 763.479.2679
E: [email protected]Лучшее в своем классе онлайн-предложение
включает производственный анализ, помогающий повысить технологичность изготовления деталей.
В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.Узнать больше
Получить предложениеВойти
Получите качественные точеные детали для быстрого прототипирования и конечного производства. Сроки изготовления от 1 дня.
Загрузить деталь
Сертификаты
ISO 9001:2015 | AS9100D | Регистрация ITAR
Перейти к разделу→ Возможности
→ Материалы
→ Поверхностная обработка
→ О токарной обработке с ЧПУНаш процесс токарной обработки с ЧПУ позволяет изготавливать прототипы на заказ и детали для конечного использования всего за 1 день. Мы используем токарный станок с ЧПУ с приводным инструментом, поэтому можно обрабатывать такие элементы, как осевые и радиальные отверстия, плоские поверхности, канавки и пазы.
Токарная обработка с ЧПУ часто используется для:
- функциональных прототипов и деталей конечного использования
- детали с цилиндрическими элементами
- детали с осевыми и радиальными отверстиями, лысками, канавками и пазами
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
CNC Machining Design Guide
В этом руководстве по CNC-обработке вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0004
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Рекомендации по проектированию для токарной обработки с ЧПУ
Наши основные рекомендации по токарной обработке с ЧПУ включают важные аспекты проектирования, которые помогают улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
США Метрическая система Максимальные размеры Диаметр 3,95 дюйма 100,33 мм Длина 9 дюймов 228,6 мм Минимальные размеры Диаметр 0,16 дюйма 4,07 мм Длина 0,05 дюйма 1,27 мм Толщина стенки 0,020 дюйма 0,51 мм Уголок 30° 30° Допуски +/- 0,005 дюйма +/- 0,13 мм
Дополнительные примечания к рекомендациям по токарной обработке с ЧПУ- Допускаются небольшие элементы, но диаметр в любой области не должен быть меньше 0,030 дюйма (0,76 мм).
- Допускаются острые конические точки; углы должны быть больше 30 градусов. Стенки тоньше 0,020 дюйма (0,5 мм) обычно не выдерживают процесса механической обработки.
Материалы для токарной обработки с ЧПУ
У нас есть широкий ассортимент металлических материалов, подходящих для различных применений деталей и отраслей промышленности. Выберите из алюминия, латуни, низкоуглеродистой стали, нержавеющей стали, стального сплава и титана для токарных деталей.
- Алюминий
- Латунь
- Низкоуглеродистая сталь
- Стальной сплав
- Нержавеющая сталь
- Титан
Варианты отделки поверхности точеных деталей
Токарные детали обычно имеют очень гладкую поверхность. Обработанная поверхность цилиндрических областей обычно будет намного более гладкой на токарном станке, чем на фрезерном станке, поэтому учитывайте это при выборе метода обработки для тех деталей, которые подходят для любого метода.
Области, вырезанные с помощью приводного инструмента, такие как плоские поверхности и пазы, могут иметь видимые следы инструмента.При желании металлические детали можно слегка обработать дробеструйной очисткой, чтобы они стали матовыми. Края твердых металлов, таких как сталь и нержавеющая сталь, также могут быть сломаны (удалены заусенцы) с помощью легкой пескоструйной обработки для удаления металлических осколков, а также острых или шероховатых участков.
Алюминий Кромки, сломанные с видимыми следами инструментов, края, сломанные легкой дробеструйной обработкой, или острые кромки с видимыми следами инструментов Все другие металлы Кромки, сломанные с видимыми следами от инструмента или кромки, сломанные легкой дробеструйной обработкой Материал: алюминий
Поверхностная обработка: заостренный крайМатериал: алюминий
Поверхностная обработка: Дробеструйная обработкаМатериал: Алюминий
Поверхностная обработка: Острая кромкаЧто такое токарная обработка с ЧПУ?
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, при котором металлический стержень вращается, а режущий инструмент удерживается на заготовке для удаления материала и создания конечных деталей.
Наши токарные станки с ЧПУ также оснащены приводными инструментами, которые могут обрабатывать плоские элементы и отверстия в заготовке. Также доступна резьба наружного (OD) и внутреннего диаметра (ID).Точеные детали могут быть оставлены после механической обработки с видимыми следами инструмента или подвергнуты дробеструйной очистке. Когда цикл завершен, детали проверяются, упаковываются и вскоре после этого отправляются.
Ресурсы
Совет по проектированию
Токарная обработка деталей с цилиндрическими элементами
Для деталей с цилиндрическими элементами лучше всего использовать токарный станок.
Ознакомьтесь с советами по проектированию
Веб-семинар
Как проектировать эффективные детали для обработки на станках с ЧПУ
Узнайте о нескольких способах изменения конструкции станка с ЧПУ, чтобы не только улучшить функциональность, но и снизить производственные затраты.
Посмотреть веб-семинар
Советы по проектированию
Как снизить затраты на обработку с ЧПУ
Используйте эти рекомендации по конструкции и материалам, чтобы сократить затраты на обработку.
- 8 888 8 8 8.
- ASIA
- ASIA
- ASIA