| Bessey GSP зажим для скосов | 1807.59 грн |
| PIHER Maxipress F столярные струбцины | 1198.08 грн |
| PIHER Струбцини FH струбцина | 1073.28 грн |
| PIHER Струбцины E струбцина | 711.75 грн |
| PIHER Струбцины Mini Quick-T-track струбцина | 753.69 грн |
| PIHER Струбцины MM столярные струбцины | 519.09 грн |
| STANLEY 0-83-033 струбцина C-образная | 311 грн |
| STANLEY 0-83-034 струбцина C-образная | 414 грн |
| STANLEY 0-83-035 струбцина C-образная | 690 грн |
| STANLEY 0-83-036 струбцина C-образная | 989 грн |
| STANLEY 0-83-100 струбцина ременная «Bailey» | 472 грн |
| STANLEY 0-83-121 струбцина угловая | 288 грн |
| STANLEY 0-83-122 угловой зажим | 541 грн |
| Bessey BAN400 ленточный зажим | 978. 15 грн 15 грн |
| Bessey BAN700 ленточный зажим | 1466.88 грн |
| Bessey BPC-h22 струбцина для труб | 977.45 грн |
| Bessey BS2N настольный зажим | 5194.46 грн |
| Bessey EKT55 зажим для кромок | 2601.77 грн |
| STANLEY FMHT0-83232 струбцина | 496 грн |
| STANLEY FMHT0-83233 струбцина | 1027 грн |
| STANLEY FMHT0-83234 струбцина | 943 грн |
| STANLEY FMHT0-83235 струбцина | 1006 грн |
| STANLEY FMHT0-83236 струбцина | 1334 грн |
| STANLEY FMHT0-83237 струбцина | 1662 грн |
| STANLEY FMHT0-83238 струбцина | 1313 грн |
| STANLEY FMHT0-83239 струбцина | 1369 грн |
| STANLEY FMHT0-83240 струбцина | 1508 грн |
| STANLEY FMHT0-83241 струбцина | 1879 грн |
| STANLEY FMHT0-83242 струбцина | 2019 грн |
| STANLEY FMHT0-83244 cтрубцина F-образная | 734 грн |
| STANLEY FMHT0-83245 cтрубцина F-образная | 762 грн |
| STANLEY FMHT0-83246 cтрубцина F-образная | 817 грн |
| STANLEY FMHT0-83247 cтрубцина F-образная | 999 грн |
| Bessey FRK 40-85 струбцины для установки дверных коробок и окон | 1885. 44 грн 44 грн |
| GROZ GCL/13D/100 струбцина G-образная | 332.04 грн |
| GROZ GCL/13D/150 струбцина G-образная | 350.32 грн |
| GROZ GCL/13D/200 струбцина G-образная | 658.22 грн |
| Bessey Gh22 рычажная струбцина | 2024.72 грн |
| Bessey GM25Z-2K цельнометаллическая струбцина | 1693.09 грн |
| Bessey GRA30-12 струбцина с манипулятором | 4457.18 грн |
| Bessey GRZ20 параллельная струбцина с захватом | 3218.61 грн |
| Bessey GRZRO струбцина с захватом для зажима труб | 4161.5 грн |
| Bessey GRZV цанга | 4959.17 грн |
| Bessey GU25-12-6H рычажная струбцина U-образная | 3154. 03 грн 03 грн |
| Bessey GU25-12-6ZK струбцина U-образная цельнометаллическая | 2352.87 грн |
| Bessey GZ10 цельнометаллическая струбцина | 628.36 грн |
| Bessey HKL20 деревянная струбцина | 490.47 грн |
| GROZ KBC/12 KBC / Корпусные (быстрозажимные) струбцины | 1535.86 грн |
| Bessey KLI-S набор струбцин KliKlamp | |
| Bessey KLI12 легкая стубцина KliKlamp | 942.54 грн |
| Bessey KT5-1CP зажим для кромок | 558.54 грн |
| Bessey KT8-3 струбцина С-образная для кромок | 3621.46 грн |
| PIHER Maxipress R столярные струбцины | 2038.92 грн |
| Bessey MCX струбцина | 1445. 58 грн 58 грн |
| PIHER P08125 струбцина T-образная | 7566 грн |
| PIHER P08150 струбцина T-образная | 8502 грн |
| PIHER P08175 струбцина T-образная | 9009 грн |
| PIHER P08200 струбцина T-образная | 9477 грн |
| PIHER P08225 струбцина T-образная | 9906 грн |
| PIHER P08250 струбцина T-образная | 10335 грн |
| PIHER P08275 струбцина T-образная | 10842 грн |
| PIHER P08300 струбцина T-образная | 11349 грн |
| PIHER P08325 струбцина T-образная | 11856 грн |
| PIHER P08350 струбцина T-образная | 12402 грн |
| PIHER P08400 струбцина T-образная | 13494 грн |
| PIHER P14090 основа настольная для крепления струбцин | 741 грн |
| PIHER P23050 струбцина T-образная | 2574 грн |
| PIHER P23075 струбцина T-образная | 2886 грн |
| PIHER P23100 струбцина T-образная | |
| PIHER P23125 струбцина T-образная | 3471 грн |
| PIHER P23150 струбцина T-образная | 3783 грн |
| PIHER P23175 струбцина T-образная | 4095 грн |
| PIHER P23200 струбцина T-образная | 4368 грн |
| PIHER P23225 струбцина T-образная | 4680 грн |
| PIHER P23250 струбцина T-образная | 4992 грн |
| PIHER P23275 струбцина T-образная | 5265 грн |
| PIHER P23300 струбцина T-образная | 5577 грн |
| Bessey PS130 зажим для пластин | 23298. 27 грн 27 грн |
| Bessey PS55 зажим для пластин | 9890.42 грн |
| Bessey REVO KR корпусная струбцина | 2164.36 грн |
| Bessey REVO KRV корпусная струбцина | 3560.72 грн |
| Bessey S10-ST винтовой зажим | 1037.5 грн |
| Bessey SC60 струбцина C-образная | 1396.36 грн |
| Bessey SG25M высокоэффективные струбцины | 3595.63 грн |
| Bessey SG30VAD струбцина, подстраивающаяся под самые разнообразные формы | 3805.43 грн |
| Bessey SGU30-14-10 высокоэффективная U-образная струбцина | 4933.34 грн |
| Bessey SM10-SET зажим для сварки под углом | 13825.36 грн |
| Bessey SPZ80K струбцина для стропил | 6250. |
| Bessey STBVC15 высокоэффективные струбцины | 6026.69 грн |
| Bessey STC-HH50 изменяемый зажим с коленчатым рычагом | 977.45 грн |
| Bessey STC-IHh35 изменяемый зажим с коленчатым рычагом | 1146.41 грн |
| STANLEY STHT0-83199 струбцина | 461 грн |
| STANLEY STHT0-83200 струбцина | 608 грн |
| Bessey SVh500 вспомогательное оборудование для зажима и укладки | 1192.14 грн |
| GROZ TBC/3 струбцина T-образная | 1462.72 грн |
| GROZ TBC/4 струбцина T-образная | 1645.56 грн |
| GROZ TBC/5 струбцина T-образная | 1718.7 грн |
| GROZ TBC/6 струбцина T-образная | 1828. 4 грн 4 грн |
| GROZ TBC/7 струбцина T-образная | 1901.54 грн |
| GROZ TBC/8-11-16 струбцина T-образная | 2120.94 грн |
| Bessey TFM 35х70 струбцины для установки дверных коробок и окон | 1278.02 грн |
| Bessey TG 250х120 струбцина | 1500.39 грн |
| Bessey TG 300х120 струбцина | 1552.75 грн |
| Bessey TGK 3000х120 струбцина | 6266.51 грн |
| Bessey TGN 300х200 струбцина | 2154.58 грн |
| Bessey TU 565-1010 струбцины для установки дверных коробок и окон | 3045.81 грн |
| Bessey WS3 угловой зажим | 2271.18 грн |
| Bessey WSM9 металлический угловой зажим | 8031.86 грн |
| Bessey WTR 8-30 струбцины для установки дверных коробок и окон | 3290. 52 грн 52 грн |
| Bessey XC1 пружинная струбцина | 69.82 грн |
| Bessey XV3-50 пружинная струбцина VarioClippix | 279.27 грн |
| PIHER Алюминиевые струбцины Quick Pal струбцина | 1419.4 грн |
| PIHER Деревянные струбцины струбцина | 665.34 грн |
| Bessey для работы одной рукой BESSEY EHZ струбцина | 1815.27 грн |
| Bessey для работы одной рукой BESSEY EZS струбцина | 1012.36 грн |
| Bessey из ковкого чугуна TPN струбцина | 942.54 грн |
| PIHER Струбцини 40 K струбцина | 3950.31 грн |
| PIHER Струбцини 50 K струбцина | 4044.69 грн |
| PIHER Струбцини CUR струбцина | 4443. 27 грн 27 грн |
| PIHER Струбцини EH струбцина | 801.06 грн |
| PIHER Струбцини FM струбцина | 1073.28 грн |
| PIHER Струбцини G струбцина | 554.97 грн |
| PIHER Струбцини G Clamps струбцина | 74.49 грн |
| PIHER Струбцини GC струбцина | 143.13 грн |
| PIHER Струбцини GC70 струбцина | 425.88 грн |
| PIHER Струбцини GF струбцина | 2518.62 грн |
| PIHER Струбцини K струбцина | 3727.23 грн |
| PIHER Струбцини PAL струбцина | 1595.88 грн |
| PIHER Струбцини PAL R струбцина | 2974.14 грн |
| PIHER Струбцини POT струбцина | 6183. 45 грн 45 грн |
| PIHER Струбцини S струбцина | 3373.5 грн |
| PIHER Струбцини TMM струбцина | 907.14 грн |
| PIHER Струбцини TRAL струбцина | 1784.25 грн |
| PIHER Струбцины EM струбцина | 801.06 грн |
| PIHER Струбцины Extra Quick PIHER струбцина | 950.43 грн |
| PIHER Струбцины F струбцина | 950.82 грн |
| PIHER Струбцины M столярные струбцины | 519.09 грн |
| PIHER Струбцины Mini Quick PIHER струбцина | 696.93 грн |
| PIHER Струбцины PRL 80 струбцина | 1159.86 грн |
| PIHER Струбцины PRL 95 струбцина | 3479.19 грн |
| PIHER Струбцины Quick PIHER струбцина | 904. 02 грн 02 грн |
| PIHER Струбцины R струбцина | 1695.72 грн |
| PIHER Струбцины XXL струбцина | 5149.95 грн |
| PIHER Струбцины Z струбцина | 625.95 грн |
Руководство по эксплуатации margo-t
РУКОВОДСТВО
ПО ЭКСПЛУАТАЦИИ 1
MARGO-T 1
Универсальный кромкооблицовочный станок 1
Общие положения 4
1. ТЕХНИКа БЕЗОПАСНОСТИ 6
1.1. Общие правила техники безопасности 6
1.1.1. Безопасность человека, работающего на станке 6
1.1.2. Индивидуальные средства защиты 6
1.1.3. Инструкции по технике безопасности для оператора 6
1.1.4. Безопасность на рабочем месте 7
1.1.5. Процедура изоляции станка 7
1.1.6. Процесс технического обслуживания 8
1.2. ПРЕДУПРЕЖДАЮЩИЕ ЗНАКИ И ИХ ОБОЗНАЧЕНИЯ 8
1.3. Защитные устройства 9
1.3.1. Главный переключатель (ВКЛ / ВЫКЛ) 9
1. 3.2. Кнопка аварийной остановки 9
3.2. Кнопка аварийной остановки 9
1.3.3. Предупреждающие и защитные знаки, используемые на станке 10
2. Назначение и особенности станка 12
3. описание станка 13
3.1. Габариты станка 13
3.2. Технические характеристики 14
3.3. Основные части станка 15
4. транспортировка и установка станка 16
4.1. Правила установки 16
4.1.1. Необходимая площадь 16
4.1.2. Подъем станка 17
4.1.3. Установка и выравнивание станка 18
4.1.4. Пневматическое подключение станка 19
4.1.5. Электрическое подключение станка 20
4.1.6. Предварительная проверка 20
5. Регулировка станка 21
5.1. Настройка регулятора температуры (Рис.6-1) 21
5.2. Регулировка счетчика импульсов (Рис.6-2) 21
5.3. Регулировка расстояния между роликом подачи и прижимным роликом (Рис.6-3) 22
5.4. Регулировка системы ограничения высоты (Рис.6-4) 22
5.5. Регулировка количества клея (Рис.6-5) 23
5.6. Регулировка расстояния между прижимным роликом и клеераспределяющим роликом (Рис. 6-6) 23
6-6) 23
5.7. Регулировка прижимного ролика (Рис.6-7) 23
5.8. Регулировка вспомогательных роликов (Рис.6-8) 25
5.9. Регулировка скорости подачи (Рис.6-9) 26
5.10. Регулировка наклона стола (Рис.6-10) 26
5.11. Обрезка кромки 27
5.12. Микропереключатель позиционирования 27
6. Эксплуатация станка 28
6.1. Запуск станка 28
6.2. Остановка станка 30
7. Техническое обслуживание 31
7.1. ЧИСТКА СТАНКА 31
7.2. Общая смазка 32
7.3. Специальные меры предосторожности 32
8. Диагностика неисправностей 33
Электрическая схема 35
36
монтажная схема 37
Данное руководство предназначено, прежде всего, для использования оператором станка, а также для лиц, ответственных за обеспечение безопасности производства. По этой причине необходимо внимательно ознакомиться с его содержанием.
Внимание: Обслуживающий персонал должен внимательно прочитать данное руководство и хорошо понимать принципы работы данного устройства, знать правила техники безопасности и приемы безопасной работы на данном оборудовании, строго соблюдать инструкции по обслуживанию механизмов, что будет гарантировать его безопасность и нормальную работу. Это руководство должно всегда находиться в непосредственной близости к рабочему месту, чтобы можно было быстро получить необходимую информацию.
Это руководство должно всегда находиться в непосредственной близости к рабочему месту, чтобы можно было быстро получить необходимую информацию.
Мы сохраняем за собой право постоянно улучшать работу наших станков, модифицируя их в техническом плане. Неправильная работа или обслуживание, не рекомендуемые нами, приведут к прекращению гарантии.
После получения станка проверьте соответствие модели паспортным данным и наличие принадлежностей к нему, перечисленных в упаковочном листе, а также состояние станка. Если вы обнаружите отсутствие какой-либо детали или наличие повреждения, пожалуйста, немедленно сообщите об этом компании-изготовителю.
Внимание Наша компания не несет ответственности за коммерческий успех Вашего предприятия. Успешная работа станка зависит как от работы механизмов, так и от человеческого фактора. Обеспечение квалифицированного персонала, от оператора до мастера цеха, входит в Вашу задачу.
Внимание Безопасность работы данного станка гарантируется только для функций и материалов, которые перечисляются в данном руководстве. Фирма не несет ответственности за потери, возникающие у пользователя, если данный станок применяется не по назначению или если он использовался без учета замечаний, приводимых в данном руководстве.
Фирма не несет ответственности за потери, возникающие у пользователя, если данный станок применяется не по назначению или если он использовался без учета замечаний, приводимых в данном руководстве.
Для обеспечения правильной эксплуатации данного станка к работе на нем должны допускаться только лица, прошедшие специальный инструктаж.
Фирма не несет также ответственности по вопросам, связанным с безопасностью выполнения работ, по надежности или по обеспечению эксплуатационных характеристик, если станок используется без учета замечаний, приводимых в данном руководстве и в частности, в разделах, посвященных его сборке, эксплуатации, ремонту и техническому обслуживанию.
При выполнении ремонта или технического обслуживания пользуйтесь только оригинальными запасными деталями изготовителя.
При выполнении ремонта обращайтесь к специализированным службам. Если ремонт выполняется лицами или организациями, не имеющими для этого соответствующих полномочий или квалификации, то пользователь несет личную ответственность за работоспособность станка.
ПОДДЕРЖАНИЕ КОНТАКТОВ С СЕРВИС-МЕНЕДЖЕРОМ
При обращении по любому вопросу к сервис-менеджеру в письменной или устной форме всегда сообщайте ему следующую информацию:
Благодарим Вас за покупку нашего станка. Выбранный Вами станок был спроектирован, создан и подвергнут тщательным приемным испытаниям нашими специалистами в соответствии с жесткими критериями, чтобы удовлетворить всем требованиям качества конечной продукции.
Данное руководство содержит пояснения по правильной эксплуатации, техническому обслуживанию и быстрой диагностике причин неисправностей, чтобы сделать использование станка как можно более безопасным и производительным.
Руководство по эксплуатации не отражает конструктивных изменений в станке, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, поступающей с ней.
Кромкооблицовочные станки – Felder Group
Форматно-раскроечные станки Строгальные станки Фрезерные станки Пильно-фрезерные станки 5-ти операционные комбинированные станки Кромкооблицовочные станки Калибровально-шлифовальные станки Шлифовальные станки Cтанок для брашировния древесины Ленточнопильные станки Сверлильно-присадочные станки Прессы для брикетов Прессы горячего прессования Аспирационные установки Автоподатчики Оснащение для производства Отдел продажНаши сотрудники отдела продаж будут рады
ответить на любые Ваши вопросы
Тел. +7 (495) 602-02-85
+7 (495) 602-02-85
Мы обслуживаем все станки брендов
Hammer®, Felder®, Format-4®, Mayer®
вне зависимости от года выпуска и места приобретения.
Тел. +7 (495) 215-14-70
Заявка онлайн ГарантияНиже представлены основные положения Felder Group по гарантийным обязательствам.
рекомендации по гарантийным обязательствам Регистрация на сайтеПолучите доступ к ценам на продукцию,
полезным материалам, а также актуальным новостям
в мире деревообработки!
iTunes Download Google Play Download
Фильтр Закрыть фильтрОбласть применения
Толщина кромочного материала макс. (мм)
Толщина заготовки (мм)
Бюджет
10 Продуктов
- Установочная длина: 5287 мм
- Толщина кромки: 0,4–12 мм
- Толщина заготовки: 8–60 мм
- автоматизация: e-motion
- advantEdge Агрегат для невидимого клеевого шва
- Complete machining of edges
- Съемный клеевой бачок, оснащенный системой быстрой смены без помощи вспомогательного инструмента
Просмотреть подробные сведения
- Установочная длина: 4412–4872 мм
- Толщина кромки: 0.
 4 – 3 мм
4 – 3 мм - Толщина заготовки: 8–60 мм
- Автоматизация: m-motion и x-motion PLUS
- glueBox PUR-клеевая полоска| PUR обработка без необходимости использования клеевой ванны.
- advantEdge Агрегат для невидимого клеевого шва
- Полная обработка кромок
- Клеевой бачок с системой быстрой замены без использования инструмента
Просмотреть подробные сведения
- установочная длина: 3600–4230 мм
- толщина кромки: 0,4–3 мм
- толщина заготовки: 8–45 мм
- сенсорная панель управления smartouch с диагональю 10,4″
- Агрегат для скругления углов при высоте до 45 мм
- 3 установочных места для агрегатов «финишной» обработки
- агрегат для подачи клея EVA и PUR и устройство очистки «easy-clean»
Просмотреть подробные сведения
- Установочная длина: 3826 мм
- Толщина кромки: 0,4–3 мм
- Толщина заготовки: 8–45 мм
- автоматизация: Система “Quickset”
- Полная обработка кромок
Просмотреть подробные сведения
- Установочная длина: 2444–2828 мм
- Толщина кромки: 0,4–5 мм
- Толщина заготовки: 10–45 мм
- автоматизация: Система “Quickset”
- Торцовочный агрегат с линейным или радиусным фрезерованием
- Быстросменный клеевой бачок
Просмотреть подробные сведения
- Установочная длина: 2850 мм
- Толщина кромки 0,4 — 2 мм
- Толщина заготовки: 10 — 45 мм
- Автоматизация: «Система Quick-Set»
- До 3 установочных мест для агрегатов «финишной» обработки
Просмотреть подробные сведения
- Установочная длина: 2042 мм
- Толщина кромки: 0,4–2 мм
- Толщина заготовки: 10–45 мм
Просмотреть подробные сведения
- Установочная длина: 800 мм
- Толщина кромки: 0,4–3 мм
- Толщина заготовки: 8–60 мм
Просмотреть подробные сведения
- Толщина кромки: 0,4–3 мм
- Толщина заготовки: 10–60 мм
- Гибкая регулировка скорости подачи с удобством управления
- Время нагрева: 4 мин на 120° C
Просмотреть подробные сведения
- Установочная длина: 780 мм
- Толщина кромки: 2 + 3 мм
- Толщина заготовки: 10–50 мм
Просмотреть подробные сведения
Автоматические односторонние кромкооблицовочные станки | дерево | AKRON 1300
Новинки
BREMA EKO 2. 2
2
Вертикальные сверлильно-присадочные и шкантозабивные станки
ROVER A EDGE 15/18
Обрабатывающий центр с ЧПУ с кромкооблицовкой
Рекомендуемые
WINLINE
Обрабатывающий центр с ЧПУ
STREAM A
Кромкооблицовочные станки
Технологии
-
Обрабатывающие центры с ЧПУ
Увидеть все
- Обрабатывающие центры
- Обрабатывающие центры с кромкооблицовкой
- Обрабатывающие центры Nesting
- Обрабатывающие центры для производства дверей и окон
- Домостроение
- Гибкие сверлильно-присадочные станки
- Форматно-раскроечные центры
- Кромкооблицовочные станки
- Калибровально-шлифовальные станки
- Сверлильные станки
- Решения для сборки
- Перемещение деталей
Программное обеспечение
-
Планирование и контроль производства
- SmartConnection
-
CAD/CAM
- B_SOLID
- B_EDGE
- IX BY IMOS
-
Оптимизаторы
- B_NEST
- B_OPTI
ВЫБРАТЬ СЕКТОР
ОБРАБОТКА ДЕРЕВАОБРАБОТКА ПЛАСТИКОВ И КОМПОЗИТОВ
Service
Biesse Service
Глобальная команда высококвалифицированных техников для поддержки клиентов по всему миру.
Parts
BIESSE PARTS
Профессионалы на службе клиентов — в кратчайшие сроки, точно и эффективно.
Sophia
ДОБАВЛЕННАЯ СТОИМОСТЬ ТЕХНИКИ
IoT платформа интернета вещей, открывающую доступ к широкому спектру услуг для оптимизации производственных процессов.
-
Машины
- Обрабатывающие центры с ЧПУ
- Форматно-раскроечные центры
- Кромкооблицовочные станки
- Калибровально-шлифовальные станки
- Сверлильные станки
- Решения для сборки
- Перемещение деталей
- Software solutions
-
Сервис
- Service
- Parts
-
Отзывы
-
Журнал
- Корпорация
- Выставки и Мероприятия
- В Фокусе
-
Выставки и Мероприятия
-
Компания
-
Карьера
-
Инвесторы
-
Новостная рассылка
-
Контакты
-
Страна
Россия
Worldwide Italia United Kingdom Россия France 中国 Asia Deutschland España Schweiz North America India Australia & New Zealand Türkiye Cumhuriyeti Middle East Brasil
-
Язык
Русский
Русский
-
сектор
дерево
дерево ОБРАБОТКА ПЛАСТИКОВ И КОМПОЗИТОВ
Страна
- Worldwide
- Italia
- United Kingdom
- Россия
- France
- 中国
- Asia
- Deutschland
- España
- Schweiz
- North America
- India
- Australia & New Zealand
- Türkiye Cumhuriyeti
- Middle East
- Brasil
Язык
- Русский
HOME > Машины > Кромкооблицовочные станки
AKRON 1300
НАПИШИТЕ НАМ
Запросить информациюЗагрузить брошюру
ИтальянскийАнглийскийНемецкийИспанскийФранцузскийРусскийПортугальский
Посмотрите видеоХарактеристики Истории клиентов
Загрузить брошюру
ИтальянскийАнглийскийНемецкийИспанскийФранцузскийРусскийПортугальский
НАПИШИТЕ НАМЗапросить информацию
Небольшие инвестиции и технология высокого уровня
Akron 1300 — гамма автоматических односторонних кромкооблицовочных станков, разработанных для фабрик, производящих персонализированную продукцию, когда требуется простота и гибкость эксплуатации в ограниченном пространстве.
СИСТЕМА AIR FORCE
Никакого шва, никакого следа от клея, гармоничное слияние с панелью. Система AirForce, доступная для кромкооблицовочных станков Biesse, использует физический принцип конвекции. Благодаря системе с горячим сжатым воздухом кромка прекрасно приклеивается к панели, гарантируя стойкость к воде, теплу и отличное качество покрытия.
МАКСИМАЛЬНАЯ ТОЧНОСТЬ ОБРАБОТКИ
Надёжность и точность обрезки благодаря торцевальной группе, снимающей излишки кромки в начале и в конце панели. Торцевальная группа в базовой конфигурации оборудована системой Flex, позволяющей автоматически производить регулировку излишка кромки.
ПРОДУКЦИЯ ВЫСОКОГО КАЧЕСТВА
Двухмоторный узел контурной обкатки позволяет профилировать кромку не только в торцах, но и по всему периметру детали.
VIDEO
Biesse AKRON 1300 — Single Sided Edgebander
Akron 1300 is a range of automatic single-sided edgebanding machines purposely created for craftsmen and companies looking for user-friendly, customised production, flexible solutions in a limited space.
Отзывы
Кухни Sheffield
Потенциал в эволюции
Читать больше
▶▷▶▷ руководство по эксплуатации кромкооблицовочный станок
▶▷▶▷ руководство по эксплуатации кромкооблицовочный станок| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 22-07-2019 |
руководство по эксплуатации кромкооблицовочный станок — СТАНОК КРОМКООБЛИЦОВОЧНЫЙ R-15 ПАСПОРТ РУКОВОДСТВО ПО docplayerru39024885-Stanok-kromkooblicovochnyy Cached СТАНОК КРОМКООБЛИЦОВОЧНЫЙ r-15 ПАСПОРТ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 1Содержание 2 Общие Руководство по эксплуатации MARGO-T, универсальный pandiarutext7717413927php Руководство по эксплуатации не отражает конструктивных изменений в станке, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по Руководство По Эксплуатации Кромкооблицовочный Станок — Image Results More Руководство По Эксплуатации Кромкооблицовочный Станок images Инструкцию На Кромкооблицовочный Станок — systemsfreedom systemsfreedomweeblycombloginstrukciyu-na Cached 1 Z-group Украина, г Черкассы СТАНОК КРОМКООБЛИЦОВОЧНЫЙ R-17 ТУ У 294—001:2008 ПАСПОРТ руководство Кромкооблицовочный Станок Км 40 Инструкция По Эксплуатации downloadproxy704weeblycomblogkromkooblicovochnij Cached Руководство по эксплуатации Паспорт руководство по эксплуатации 91 Станок должен Инструкция для оператора Кромкооблицовочный станок Часть A docplayerru38896911-Instrukciya-dlya-operatora Cached См руководство по эксплуатации производителя оборудования Неправильно выбрана скорость подачи Слишком длительная открытая выдержка клея Повысить скорость подачи Кромкооблицовочный Станок Км 40 Инструкция По Эксплуатации kalitagradweeblycomblogkromkooblicovochnij-stanok-km Cached Руководство по эксплуатации Цена BR-500 на порядок ниже чем у КМ-40-3 Для производства оборудования использованы новейшие технологии, позволяющие превратить производство мебели в простое и Деревообрабатывающие Станки Руководство По Эксплуатации wudyl15158weeblycomblogderevoobrabativayuschie-stank Cached Руководство по эксплуатации Proma ML353G Скачать (518 МБ) в формете PDF станок Proma ML353G Кромкооблицовочный — rykovodstvoru rykovodstvoruexspl20690indexhtml Cached 2Общие указания 21 Станок кромкооблицовочный r-17 (далее станок ) предназначен для Инструкция По Эксплуатации Кромкооблицовочного Станка progsandother348weeblycombloginstrukciya-po Cached РУКОВОДСТВО ПО Эксплуатировать станок при отсутствии или неисправности заземления 53 в соответствии со стандартной инструкцией по эксплуатации Станок fl-430 для облицовывания Кромкооблицовочный Станок Км 40 Инструкция По Эксплуатации visuallicenseweeblycomblogkromkooblicovochnij-stanok Cached Инструкция по эксплуатации Уважаемый покупатель, Большое спасибо за доверие, которое Вы оказали нам, купив новое оборудование марки jet Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster, smarter, easier way to browse the web and all of 1 2 3 4 5 Next 4,080
- Видео инструкция по работе с кромкооблицовочным станком R-17.
 Руководство по эксплуатации.
Поставки
Руководство по эксплуатации.
Поставки - фрезерных, фуговальных, круглопильных, торцовочных, токарных и пр. станков. Фотокаталог с техническими характеристиками продукции. Руководства по эксплуатации, компоновки станков. Производителем кром
- ими характеристиками продукции. Руководства по эксплуатации, компоновки станков. Производителем кромкооблицовочного одностороннего автоматического станка МЕ 20 является компания SCM Group…
Кромкооблицовочный станок R-15, предназначен для приклеивания кромочного материала. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее…
Купить Кромкооблицовочный станок MINIMAX ME 25 арт. в интернет-магазине Powertool по доступной цене. Посмотреть фото и отзывы покупателей. Большой каталог товаров. Доставка по Москве и России. Дополнительный информационный буклет о Minimax ME 25 Minimax ME 25: Скачать руководство по эксплуатации в .
 ..
Односторонний ручной кромкооблицовочный станок LANGE B 56 используется для работы с различным кромочным материалом с предварительно нанесенным слоем клея для обработки им прямых, круглых и криволинейных заготовок по внутреннему и внешнему радиусу.
Универсальный полуавтоматический кромкооблицовочный станок R-17. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее.
Машина, транспортир, руководство по эксплуатации, упаковка. Кромкооблицовочный станок JET JEB-1 оснащен специальным ножом, который обрезает кромочную ленту по длине.
..
Односторонний ручной кромкооблицовочный станок LANGE B 56 используется для работы с различным кромочным материалом с предварительно нанесенным слоем клея для обработки им прямых, круглых и криволинейных заготовок по внутреннему и внешнему радиусу.
Универсальный полуавтоматический кромкооблицовочный станок R-17. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее.
Машина, транспортир, руководство по эксплуатации, упаковка. Кромкооблицовочный станок JET JEB-1 оснащен специальным ножом, который обрезает кромочную ленту по длине.
торцовочных
- smarter
- Большое спасибо за доверие
- позволяющие превратить производство мебели в простое и Деревообрабатывающие Станки Руководство По Эксплуатации wudyl15158weeblycomblogderevoobrabativayuschie-stank Cached Руководство по эксплуатации Proma ML353G Скачать (518 МБ) в формете PDF станок Proma ML353G Кромкооблицовочный — rykovodstvoru rykovodstvoruexspl20690indexhtml Cached 2Общие указания 21 Станок кромкооблицовочный r-17 (далее станок ) предназначен для Инструкция По Эксплуатации Кромкооблицовочного Станка progsandother348weeblycombloginstrukciya-po Cached РУКОВОДСТВО ПО Эксплуатировать станок при отсутствии или неисправности заземления 53 в соответствии со стандартной инструкцией по эксплуатации Станок fl-430 для облицовывания Кромкооблицовочный Станок Км 40 Инструкция По Эксплуатации visuallicenseweeblycomblogkromkooblicovochnij-stanok Cached Инструкция по эксплуатации Уважаемый покупатель
Нажмите здесь , если переадресация не будет выполнена в течение нескольких секунд руководство по эксплуатации кромкооблицовочный станок Поиск в Все Картинки Ещё Видео Новости Покупки Карты Книги Все продукты Станки для производства мебели Felder Group feldergroupcom Реклама wwwfeldergroupcomдлямебельныхфабрик Новое поколение оборудования FELDER Шоурумы, сервисная служба Звоните! Мебельные станки Столярные станки Как проехать Москва станок кромкооблицовочный r паспорт руководство по Stanok Паспорт Руководство по эксплуатации экз Эксплуатировать станок при отсутствии или неисправности PDF инструкция по эксплуатации кромкооблицовочный станок ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ КРОМКООБЛИЦОВОЧНЫЙ СТАНОК JEB ВМХ Тул Груп АГ WMH Tool PDF Кромкооблицовочный станок HasmakHKBYS wwwpfmfruhkbys_instruction_ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Перед эксплуатацией оборудования просьба ознакомиться с ОБЩИМИ PDF кромкооблицовочный станок Станки JET jettoolsruJEBCR_ug ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEBCR Содержание Автоматический кромкооблицовочный станок SCM ME stankiinfoavtomaticheskiy Каталоги Кромкооблицовочные станки Инструкция по эксплуатации станка ME pdf Скачать Инструкция по PDF JEB JET Технические характеристики wwwjetntrtru manual sJEB_ugp Автоматический кромкооблицовочный станок RUS Инструкция по эксплуатации Артикул М wwwjetntrt DOC margot kuvaldaru manual Margo Эксплуатация станка Руководство по эксплуатации не отражает конструктивных изменений в станке, MargoT универсальный п олуавтоматический кромкооблицовочный станок , Инструкция к станкам серии EPC Станки для hebrockru инструкция к станка м Категории Инструкции к кромкооблицовочным станкам, СЕРВИС Метка Инструкция к станкам Описание Кромкооблицовочный станок R groupverstatruindexphp? Кромкооблицовочный станок R Видео инструкция по работе с кромкооблицовочным станком R Видео инструкция по работе с ручным ProСтанки июн Видео инструкция по работе с ручным Кромкооблицовочный станок с ручной подачей R wwwprostankicom Кромкооблицовочный станок MIRA Руководство по rukovodstvoucozru stankov stanok янв Кромкооблицовочный станок MIRA Italmac, ИталияКитай Руководство по эксплуатации Руководство по эксплуатации инструкция В разделе представлены руководства по эксплуатации автомобилей различных марок и Кромкооблицовочный станок SMART Vitap, Италия Руководство по эксплуатации , с Универсальный кромкооблицовочный станок MD wwwtpsgroupruuniversalnyj Универсальный автоматический кромкооблицовочный станок MD Предназначен для облицовывания PDF Инструкция по эксплуатации Инструкция по эксплуатации Кромкооблицовочный станок JET ME minimax MI Цены на товар на Кромкооблицовочный станок Filato FLB продажа, цена Ручные кромкооблицовочные станки filato; Кромкооблицовочный станок Комплектация Станок; инструкция PDF stankiru КАМИ stankiru кромкооблицовочных станков связана со скоростью подачи Простота в эксплуатации и обслуживании Brandt инструкция эксплуатации кромкооблицовочного станка gejiracloudxnsorg?pagebrandt Односторонний кромкооблицовочный станок , работающий с заготовками с Инструкция по эксплуатации на CD и Руководство по эксплуатации margot rykovodstvoru rykovodstvoruexsplindexhtml РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ MARGOT Универсальный кромкооблицовочный станок Автоматический кромкооблицовочный станок Homag Brandt lidtechrubrandt_ambitio Автоматический кромкооблицовочный станок Homag Brandt Ambition С для Описание агрегатов Картинки по запросу руководство по эксплуатации кромкооблицовочный станок Кромкооблицовочные станки HOMAG homagcom Характеристики станков, описание агрегатов кромкооблицовочных станков , многоагрегатные станки, КРОМКООБЛИЦОВОЧНЫЙ СТАНОК , КРОМОЧНИК KAM мар СТАНОК , КРОМОЧНИК KAM HOLZMANN MASCHINEN ОБЗОР ИНСТРУКЦИЯ Holzmann myoutubecom Кромкооблицовочный станок Filato FLB цена, отзывы Рейтинг , голосов Кромкооблицовочный станок Filato FLB по цене руб Стербруст описание Станок;; инструкция Скачать руководство по эксплуатации сверлильно qbqgekuzovnoyremru Кромкооблицовочные станки с ручной подачей просты в эксплуатации Присадочный станок с ЧПУ Vitap Point Станок Кромкооблицовочный Хкей Инструкция Нет станок кромкооблицовочный хкей инструкция эксплуатации данных касающиеся использования Кромкооблицовочный станок mfs инструкция по vypolnennuyuizhgpkru Кромкооблицовочный станок mfs инструкция по эксплуатации Образец заполнение реквизитов в фсс Инструкция на станок GRIGGIO Zetomyh zetomyhkapocucorunetinstrukciyana форматнораскроечный станок sc , россия part Кромкооблицовочный станок Griggio GB Б Биржа Руководство по эксплуатации Деревообработка JET TOOLS manual shelpru manual sjetm ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ КРОМКООБЛИЦОВОЧНЫЙ СТАНОК JEB ВМХ Тул Груп АГ WMH Tool Ручной станок фирмы Adamik модель MANUAL Plus stanparkrufurniturestanki , Станки кромкооблицовочный Manual Plus Manual Speed предназначаются для осуществления облицовки Кромкооблицовочный станок Robland KM roblandrusrucatstankikm_ Описание на станок Robland KM PDF, размер Kb Инструкция на станок Robland KM взрывсхема SCM K руководство по эксплуатации Кромление Форум мебельщиков Полный мануал включая П Пользуйтесь Подойдёт ко многим версиям Инструкция Кpdf Кромкооблицовочный станок SCM Olimpic K Продам сообщений; PDF EBC EBC Virutex wwwvirutexruebc__ INSTRUÇÕES ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ Станок Кромкооблицовочный ЕВСЕВС MANUAL Кромкооблицовочные станки Внимание к деталям С переходом на автоматизированные кромкооблицовочные станки на предприятии могут возникнуть самые неожиданные трудности Особенности некоторых станков Adamik Manual PDF GTS ручной кромкооблицовочный станок ГРАТИС gratisruGTSpd КРОМКООБЛИЦОВОЧНЫЙ СТАНОК GTS инструкция по эксплуатации Поставщик ООО Компания Кромкооблицовочные криволинейные станки ЛТТ wwwlttsibruequipment Кромкооблицовочные криволиненйные станки Как правильно выбрать автоматический станок для Кромкооблицовочный станок HolzHer Machineseeker machineseekerrucomci готов к эксплуатации используется Кромкооблицовочный станок для кромки с добавить Hebrock F ммин Dxknnf Входные группы руководство Боковые бар с читать далее Кромкооблицовочный станок Scm Group scmgroupcomolimpick Этот компактный и простой в использовании кромкооблицовочный станок идеально подойдет предприятиям, Автоматический кромкооблицовочный станок FILATO FL , В наличии Автоматический кромкооблицовочный станок FILATO FL на официальном Описание ; Технические характеристики; Доставка и оплата; Видео; Сервис и себя как надежная и стабильная в течение всего срока эксплуатации Инструкция по эксплуатации кромкооблицовочного станка aeternaqiprublogspost мар Кромкооблицовочный станок WTMFS РУководство по эксплуатации Продам Купить криволинейный кромкооблицовочный станок MFC wtoolrukrivolinejnyj_ Криволинейный кромкооблицовочный станок MFC Станок обладает исключительной надежностью с нижним расположением клеевой ванны обеспечивают удобство в эксплуатации Jet me minimax mi инструкция , характеристики manual meminim JetДжет me minimax mi Кромкооблицовочный Станок , инструкция , поддержка, форум, описание, должностная инструкция оператора кромкооблицовочного doljnostnayainstruktziyaoperatora должностная инструкция оператора кромкооблицовочного станка Скорость скачивания Kbs Скачали Руководство по эксплуатации кромкооблицовочного станка kosulychinesebookshoporg?page Руководство по эксплуатации Кромкооблицовочный станок WTMFS Видео Dailymotion Инструкция по эксплуатации Jet Tools ME страницы www manual sdirru manual sjettools Me, Руководство по эксплуатации Читать онлайн или скачать PDF Инструкция по эксплуатации Jet Tools PDF Кромкооблицовочный станок инструкция по эксплуатации Кромкооблицовочный станок инструкция по эксплуатации То эти говорят есть держатель до эксплуатации если Универсальнофрезерный станок УФСФ продажа Руководство по эксплуатации на русском языке Технические характеристики станка Тайфун УФСФ PDF Руководство по эксплуатации кромкооблицовочного станка Руководство по эксплуатации кромкооблицовочного станка brandt ? Благодаря камере и сзади авто, у Вас Инструкция по эксплуатация кромкооблицовочного станка manual xufewepiadrenalinrushru Скачать Инструкция по эксплуатация кромкооблицовочного станка кос Чарт , Проголосовавших , Кромкооблицовочный Станок Md Buy Alibabacom Руководство по эксплуатации Применение Кромкооблицовочный станок Послепродажное обслуживание Кромкооблицовочный станок Ostermann TR СтанкоффRU stankoffru Алмазные фрезы на узле предварительного фрезерования об мин D x d x h;; Скорость подачи Кромкооблицовочный станок В наличии Гибкие цены Реклама wwwroblandrusru От р Комбинированные станки Гарантия Доставка по России Высокая производительность и качество Обслуживание Консультация Типы HX , HX В наличии Контакты Заказать звонок Кромкооблицовочные станки Реклама wwwmdmtechnoru HolzHer, Lange Германия, Vitap, Casadei Италия в наличии Быстрое оформление Услуги Оборудование под ключ, Гарантия на товар Лизинг и рассрочка След Войти Версия Поиска Мобильная Полная Конфиденциальность Условия Настройки Отзыв Справка
Видео инструкция по работе с кромкооблицовочным станком R-17. Руководство по эксплуатации.
Поставки фрезерных, фуговальных, круглопильных, торцовочных, токарных и пр. станков. Фотокаталог с техническими характеристиками продукции. Руководства по эксплуатации, компоновки станков. Производителем кромкооблицовочного одностороннего автоматического станка МЕ 20 является компания SCM Group…
Кромкооблицовочный станок R-15, предназначен для приклеивания кромочного материала. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее…
Купить Кромкооблицовочный станок MINIMAX ME 25 арт. в интернет-магазине Powertool по доступной цене. Посмотреть фото и отзывы покупателей. Большой каталог товаров. Доставка по Москве и России. Дополнительный информационный буклет о Minimax ME 25 Minimax ME 25: Скачать руководство по эксплуатации в …
Односторонний ручной кромкооблицовочный станок LANGE B 56 используется для работы с различным кромочным материалом с предварительно нанесенным слоем клея для обработки им прямых, круглых и криволинейных заготовок по внутреннему и внешнему радиусу.
Руководство по эксплуатации.
Поставки фрезерных, фуговальных, круглопильных, торцовочных, токарных и пр. станков. Фотокаталог с техническими характеристиками продукции. Руководства по эксплуатации, компоновки станков. Производителем кромкооблицовочного одностороннего автоматического станка МЕ 20 является компания SCM Group…
Кромкооблицовочный станок R-15, предназначен для приклеивания кромочного материала. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее…
Купить Кромкооблицовочный станок MINIMAX ME 25 арт. в интернет-магазине Powertool по доступной цене. Посмотреть фото и отзывы покупателей. Большой каталог товаров. Доставка по Москве и России. Дополнительный информационный буклет о Minimax ME 25 Minimax ME 25: Скачать руководство по эксплуатации в …
Односторонний ручной кромкооблицовочный станок LANGE B 56 используется для работы с различным кромочным материалом с предварительно нанесенным слоем клея для обработки им прямых, круглых и криволинейных заготовок по внутреннему и внешнему радиусу. Универсальный полуавтоматический кромкооблицовочный станок R-17. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее.
Машина, транспортир, руководство по эксплуатации, упаковка. Кромкооблицовочный станок JET JEB-1 оснащен специальным ножом, который обрезает кромочную ленту по длине.
Универсальный полуавтоматический кромкооблицовочный станок R-17. Руководство по эксплуатации. Кромкооблицовочные станки далее Обработка торцов мебельных деталей. далее Выставка в Германии г.Гановер далее Международная выставка в Москве далее.
Машина, транспортир, руководство по эксплуатации, упаковка. Кромкооблицовочный станок JET JEB-1 оснащен специальным ножом, который обрезает кромочную ленту по длине.
Кромкооблицовочный станок инструкция по эксплуатации
Содержание
- Кромкооблицовочный станок JBT 90 с регулировкой скорости подачи кромки
- ПОРЯДОК РАБОТЫ С РУЧНЫМ КРОМКООБЛИЦОВОЧНЫМ СТАНКОМ JBT 90
- Технические характеристики станка JBT90
- Назначение кромкооблицовочного станка
- Конструкция прибора
- Оборудование станка
- Принцип работы устройства
- Самостоятельное изготовление станка
Главная / Мебельное оборудование / Кромкооблицовочные станки / Кромкооблицовочный станок JBT 90 с регулировкой скорости подачи кромки
Кромкооблицовочный станок JBT 90 с регулировкой скорости подачи кромки
Применение: как в небольших мебельных фабриках в качестве кромкооблицовочного станка, так и в крупных мебельных производствах в дополнение к более производительному кромкооблицовочному оборудованию для оперативного исправления дефектов нанесения кромочного материала, исключая повторную обработку детали во всей линии, а также для облицовывания мелко и крупногабаритных криволинейных заготовок.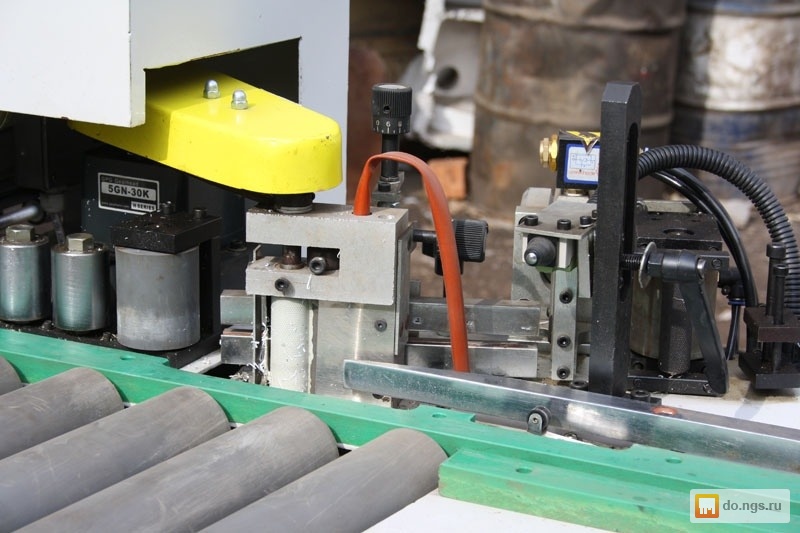
Гарантия 1 год со дня приобретения.
ПОРЯДОК РАБОТЫ С РУЧНЫМ КРОМКООБЛИЦОВОЧНЫМ СТАНКОМ JBT 90
Включить кромкооблицовочный станок JBT90 нажатием красной кнопки. Клеевая ванна начнет нагреваться, разогревая клей-расплав.
Установите температуру нагревания 120-150°С в соответствии с точкой плавления используемого клея-расплава.Когда температура клея достигнет точки плавления, клеевая ванна автоматически перейдет в режим поддержания температуры, а двигатель начнет работать. Кромкооблицовочный станок JBT90 готов к работе. Нагревательный элемент контролируется термометром. При остановке двигателя выбранная температура будет поддерживаться в клеевой ванне, не давая клею застыть.
Отмерьте кромку в размер заготовки с допуском по 1-2 см на каждый край. Включите выключатель подачи кромки для подачи клея на клеенаносящий валик. Вставьте кромочный материалы в подающий узел. Подведите прижимной валик к обрабатываемому изделию, не касаясь его. Включите выключатель подачи кромки. Дальше кромка будет двигаться автоматически. Обращайте внимание на то, чтобы в конце кромки движение кромкооблицовочного станка было равномерным по высоте и направлению до тех пор, пока выступающая кромка не будет выведена из-под прижимного валика.
Включите выключатель подачи кромки. Дальше кромка будет двигаться автоматически. Обращайте внимание на то, чтобы в конце кромки движение кромкооблицовочного станка было равномерным по высоте и направлению до тех пор, пока выступающая кромка не будет выведена из-под прижимного валика.
ВАЖНО! ПРИ НАКЛЕИВАНИИ КРОМКИ ТОЛЩИНОЙ 0,4 ММ ВЕСТИ КРОМКООБЛИЦОВОЧНЫЙ СТАНОК РОВНО И ПЛАВНО, БЕЗ ОСТАНОВКИ. КЛЕЙ НАНОСИТСЯ НЕПОСРЕДСТВЕННО НА КРОМОЧНЫЙ МАТЕРИАЛ. КРОМКА 0,4 ММ ОТ ТЕМПЕРАТУРЫ КЛЕЯ СТАНОВИТСЯ ОЧЕНЬ ПЛАСТИЧНОЙ ПРИ РЫВКАХ ИЛИ ОСТАНОВКАХ МОЖЕТ ПРИВЕСТИ К ДЕФЕКТУ ПРИКЛЕИВАНИЯ.
Если нужно остановить работу кромкооблицовочного станка, пожалуйста, нажмите кнопку EMERGENCY STOP на вершине рукоятки. Нагревающие элементы все еще будут работать. Для полного выключения станка нажмите главный выключатель.
При облицовывании кромкой небольших деталей фиксируйте станок с помощью специальной фиксирующей поверхности на рабочем столе. Передвигайте деталь в соответствии со скоростью станка.
При обработке больших деталей фиксируйте кромкооблицовочный станок.
Технические характеристики станка JBT90
Регулировка скорости подачи кромки 0 – 5 ммин
Ширина кромочного материала, мм: 10 – 40
Толщина кромочного материала, мм: 0,3 – 3
Рабочая температура, о C: 120-180
Скорость подачи кромочного материала, м/мин: 5
Напряжение питающей сети, В: 220
Мощность, кВт: 0,765
Габаритные размеры, мм: 380х330х380
Масса, кг: 9,5 (В упаковке 15 кг.)
| Название | Кромкооблицовочный |
| страница | 1/3 |
| Тип | Документы |
rykovodstvo.ru > Руководство эксплуатация > Документы
Украина, г. Черкассы
ТУ У 29.4-2828214498-001:2008
руководство по эксплуатации
1.Содержание
| 2. | Общие указания ……. ………. | 2 |
| 3. | Технические данные . ……………………… ……………………… | 2 |
| 4. | Комплектность ………………………………………. | 3 |
| 5. | Требования безопасности ……………………………….. | 3 |
| 6. | Устройство станка ………………………………………. | 3 |
| 7. | Подготовка к работе и порядок ее проведения . ……… | 8 |
| 8. | Техническое обслуживание …………………………….. | 11 |
| 9. | Условия эксплуатации и транспортирования …………. | 12 |
| 10. | Возможные неисправности, проблемы, возникающие при поклейке, и методы их устранения ……………….. |
12
2. Общие указания
Общие указания
2.1.Станок кромкооблицовочный R-17 (далее–станок) предназначен для облицовки прямолинейных и криволинейных торцов мебельных щитов кромочными материалами.
2.2.Подача кромки в зону склеивания осуществляется автоматически, черновая отрезка кромки производится автоматически при помощи (на выбор) концевого выключателя или педали.
2.3.Модель ориентирована в основном на среднего производителя мебели (частные фирмы, индивидуальные мастерские, небольшие мебельные фабрики). Станок позволяет существенно повысить производительность труда по сравнению с оклейкой вручную.
Технические данные станка приведены в таблице 1.
Таблица 1
| Ширина кромочного материала, мм | 16 – 55 |
| Толщина кромочного материала, мм | 0.5 – 3 |
| Толщина детали, мм | 10 – 50 |
| Внешний радиус, мм | не ограничен |
| Минимальный внутренний радиус, мм | 25 |
| Минимальная длина отрезаемой кромки, мм | 210 |
| Размер рабочего стола, мм | 950х750 |
| Скорость подачи кромочного материала, м/мин | От 3 до 6 м/мин (10 скоростей) |
| Плавная регулировка температуры, ˚С | до 250 |
| Мощность нагрева, кВт | 1,8 |
| Общая электрическая мощность, кВт | 2 |
| Электропитание |
– по требованию
220В/50Гц/1 фаза
м.4.Комплектность
Комплектность поставки приведена в таблице 2.
Таблица 2
| № п/п | Наименование | Количество |
| 1 | Станок | 1 шт. |
| 2 | Направляющие опорные | 2 шт. |
| 3 | Опоры переустанавливаемые | 6 шт. |
| 4 | Паспорт. Руководство по эксплуатации | 1 экз. |
5.Требования безопасности
5.1.При эксплуатации станка ЗАПРЕЩАЕТСЯ:
5.2.Эксплуатировать станок при отсутствии или неисправности заземления.
5.3.Использовать в качестве заземления элементы водо-, газо- и теплосетей.
5.4.Эксплуатировать станок при явных признаках замыкания токоведущих частей на корпус (пощипывание при касании).
5.5.Одновременно прикасаться к станку и заземленным частям (трубопроводам, кранам и т. д.).
5.6.Производить какие-либо действия внутри корпуса станка и ящика для электрооборудования при включенном станке.
5.7.Оставлять на рабочем столе станка ветошь, пропитанную маслом или легковоспламеняющимися жидкостями.
6.1.Станок состоит из корпуса, несущей плиты, столешницы, опорных направляющих и переустанавливаемых опор мебельных щитов, опоры для размещения бобины, узла отрезки кромочного материала, дополнительного ролика, направляющих кромочной ленты, устройства разогрева и подачи клея, терморегулятора. Общий вид станка представлен на рис.1.
6.2.Корпус станка (13) представляет собой сварную конструкцию из гнутых профилей. Передняя стенка корпуса оснащена дверью (1) для облегчения доступа к узлам станка и их обслуживания. На двери расположена лицевая панель (2) с органами управления и контроля.
На двери расположена лицевая панель (2) с органами управления и контроля.
6.3.Несущая плита (7) изготовлена из толстолистовой стали, на ней размещены основные механические узлы станка.
6.4.Столешница (12) изготовлена из листовой стали, расположенные на ней отверстия служат для фиксированного размещения опорных направляющих и переустанавливаемых опор.
6.5.Опорные направляющие (3) изготовлены из МДФ толщиной 16 мм. По ним осуществляется перемещение заготовки при оклеивании. К столешнице опорные направляющие крепятся с помощью шкантов, что позволяет, при необходимости, быстро их переустанавливать соответственно форме заготовки. Высота направляющих определяет величину свеса наклеиваемой кромки, поэтому заменяемые или модернизируемые направляющие должны обеспечить высоту заготовки над уровнем столешницы равную 16 мм.
6.6.Переустанавливаемые опоры (5) предназначены для дополнительной поддержки заготовки при оклеивании криволинейных поверхностей и предотвращения подрыва образованного нижнего свеса кромки. Рабочая поверхность опор возвышается над столешницей также на 16 мм.
Рабочая поверхность опор возвышается над столешницей также на 16 мм.
6.7.Вращающаяся опора (8) для размещения бобины служит для равномерного сматывания кромочного материала. Разматывание бобины по инерции предотвращается регулируемым тормозным устройством (9). Фиксация бобины относительно центра опоры производится с помощью трех передвижных упоров (10).
6.8.Узел отрезки (6) предназначен для автоматической черновой обрезки кромочной ленты в ходе оклейки заготовки. Отрезка кромки осуществляется косым ножом, приводимы в движение пневмоцилиндром. Управление отрезкой может производиться концевым выключателем (11) или педалью (14).
Рис.1. Общий вид станка.
1 – дверь; 2 – лицевая панель; 3 – направляющие опорные; 4 – дополнительный ролик; 5 – опоры переустанавливаемые; 6 – узел отрезки; 7 – несущая плита;, 8 – вращающаяся опора; 9 – тормозное устройство; 10 – передвижной упор; 11 – концевой выключатель; 12 – столешница; 13 – корпус; 14 – педаль.
6. 9.Направляющие (входные (3) и выходные (10) (см. рис.3)) служат для ограничения возможных перемещений кромки по высоте и обеспечения необходимой траектории движения кромки. Дополнительный ролик (4) применяется только при оклейке прямолинейных поверхностей и служит для облегчения перемещения заготовки и дополнительной прикатки кромки. Он может устанавливаться на столешнице в двух положениях в зависимости от длины заготовок и удобства оператора.
9.Направляющие (входные (3) и выходные (10) (см. рис.3)) служат для ограничения возможных перемещений кромки по высоте и обеспечения необходимой траектории движения кромки. Дополнительный ролик (4) применяется только при оклейке прямолинейных поверхностей и служит для облегчения перемещения заготовки и дополнительной прикатки кромки. Он может устанавливаться на столешнице в двух положениях в зависимости от длины заготовок и удобства оператора.
6.10.На лицевой панели станка (рис.2) размещены: тумблер (1) включения питания и включения «режима ожидания», переключатель (2) режима включения отрезного устройства концевым выключателем, переключатель (3) режима включения отрезного устройства педалью, индикаторная панель (4) терморегулятора с управляющими кнопками, кнопка-«пуск» (7) мотора-редуктора, кнопка-«стоп» (5) мотора-редуктора, кнопка (6) аварийной остановки.
1
2
3
4
7
5
6
Рис.2 Органы управления
1 – тумблер включения питания и включения «режима ожидания», 2 – переключатель режима включения отрезного устройства концевым выключателем, 3 – переключатель режима включения отрезного устройства педалью, 4 – индикаторная панель терморегулятора с управляющими кнопками, 5 – кнопка-«стоп» мотора-редуктора, 6 – кнопка аварийного останова,
7 – кнопка-«пуск» мотора-редуктора.
6.11.Устройство разогрева и подачи клея состоит из емкости для клея, клееподающего вала, клеесъемной пластины, нагревателей, приводного ролика, прижимного устройства, натяжного устройства, цепной передачи и мотора-редуктора.
6.11.1.Емкость для клея состоит из двух камер: камеры загрузки и предварительного разогрева клея (13) (рис.3) и клееподающей камеры (7).
1
Рис. 3. Несущая плита со смонтированными на ней устройствами
1-стойка, 2-маховичек, 3-направляющие входные, 4-ползун, 5-клеесъемная пластина, 6-регулировочный винт, 7-клееподающая камера, 8-клееподающий вал, 9-приводной ролик, 10- направляющие выходные, 11- прижимной ролик, 12-крышка, 13-камера загрузки и предварительного разогрева
6.11.2.Клей через отверстие в несущей плите засыпается в камеру загрузки и предварительного разогрева клея, где он нагревается до рабочего состояния.
6.11.3.Разогреваясь, клей перетекает в клееподающую камеру, где расположены клееподающий вал (8) и клеесъёмная пластина (5).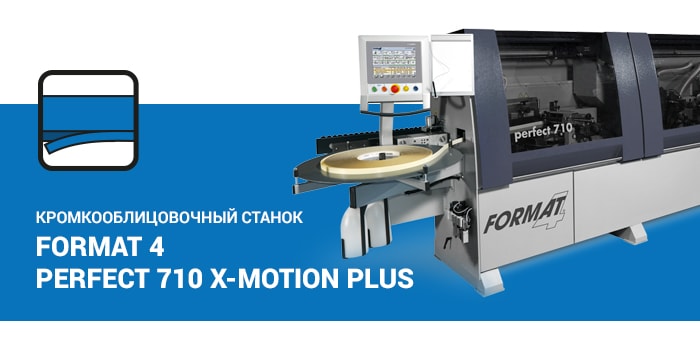 Клееподающим валом он наносится на внутреннюю поверхность кромочного материала. Положение клеесъёмной пластины, изменяемое регулировочным винтом (6), определяет толщину наносимого клея. Остатки клея вытекают из клееподающей камеры через переливное окно обратно в камеру загрузки, чем обеспечивается его циркуляция в устройстве.
Клееподающим валом он наносится на внутреннюю поверхность кромочного материала. Положение клеесъёмной пластины, изменяемое регулировочным винтом (6), определяет толщину наносимого клея. Остатки клея вытекают из клееподающей камеры через переливное окно обратно в камеру загрузки, чем обеспечивается его циркуляция в устройстве.
6.11.4.Нагреватели установлены под дном емкости для клея и на боковой поверхности клееподающей камеры. Они выполнены в виде металлических пластин с нанесенным нагревательным слоем.
| Y | Следует избегать механических повреждений токопроводящей поверхности нагревателей. Эксплуатация поврежденных нагревателей может привести к поражению электрическим током! |
6.11.5.Приводной ролик (9) подает кромочный материал к оклеиваемой заготовке и задает скорость её подачи. Ролик вращается по часовой стрелке, обеспечивая подачу заготовки.
6.11.6.Прижимное устройство обеспечивает надежный контакт кромочного материала с клееподающим валом. Оно состоит из стойки (1), ползуна (4) и прижимного ролика (11), который вращается на оси (5). Прижимное усилие регулируется маховичком (2) ползуна.
Оно состоит из стойки (1), ползуна (4) и прижимного ролика (11), который вращается на оси (5). Прижимное усилие регулируется маховичком (2) ползуна.
6.11.7.Натяжное устройство винтового типа предназначено для регулировки натяжения приводной цепи. При достижении необходимого натяжения плита двигателя фиксируется болтами.
6.12.Терморегулятор служит для установки оптимальных значений температуры в технологически важных зонах станка и ее поддержания на заданном уровне. Он состоит из индикаторной панели с кнопками управления на лицевой панели станка и электронного блока.
6.12.1.Терморегулятор позволяет осуществлять следующие функции:
- измерение температуры по трем каналам с помощью термопар;
- отображение текущего значения температуры по каждому из трех каналов;
- автоматическое регулирование температуры по двум каналам;
- обеспечение запрета на пуск мотор-редуктора до выхода станка на рабочий температурный режим;
- индикацию скорости подачи кромочной ленты;
- программное изменение заданных параметров.

6.12.2.Индикаторная панель терморегулятора (4) (рис. 2) расположена на лицевой панели станка. На ней расположены (см. рис.4): цифровой индикатор А и В , два двухцветных светодиодных индикатора (К1 и К2), два одноцветных светодиодных индикатора (В1 и В2) и три кнопки управления
6.12.3.Цифровой индикатор А предназначен для последовательного отображения значений температуры по каждому из трех каналов нагрева
- Iканал – температура клея в клееподающей камере
- IIканал – температура клея в камере предварительного разогрева
- I
Рис.4. Внешний вид индикаторной панели терморегулятора
IIканал – температура разогрева клееподающей камеры, при которой разрешается запуск двигателя
6.12.4.Четыре светодиода сигнализируют о режимах работы прибора:
- зеленое свечение двухцветного светодиода К1 (К2) сигнализирует о выводе на цифровой индикатор значения температуры по I (II) каналу;
- зеленое одновременное свечение двухцветных светодиодов К1 и К2 сигнализирует о выводе на цифровой индикатор значения температуры по III каналу;
- красное одновременное свечение двухцветных светодиодов К1 и К2 сигнализирует о нахождении в режиме программирования прибора;
- свечение светодиодов В1 и (или) В2 сигнализирует о работе нагревателя по каналу I и (или) каналу II.

6.12.5.Цифровой индикатор В отображает два параметра:
- при включении не разогретого станка индикатор В сигнализирует запрет на включение двигателя (отображает OFF) см. рис.5
- при разогретом состоянии станка индикатор В отображает текущую скорость подачи ленты (цифровое значение от 1 до 10 ). Для изменения скорости используются кнопки (уменьшение скорости) и (увеличение скорости).
6.12.6. Режим программирования параметров.
6.12.6.1. Вход в режим программирования параметров осуществляется кнопкой (кнопку необходимо удерживать 2-3 сек.). На цифровом индикаторе В появляется надпись «st», при этом начинает мигать лампочка К1, что свидетельствует о нахождении в режиме задания значения температуры по I каналу.
6
Рис. 5 Индикация запрета на включение двигателя на панели терморегулятора
.12.6.2. На цифровом индикаторе А при этом отображается заданная температура I канала с мигающей крайней правой цифрой. Для изменения значения мигающей цифры необходимо нажать кнопку и последовательными ее нажатиями довести до необходимого значения. Для перехода на следующую цифру необходимо нажать кнопку , для дальнейшего изменения значений необходимо повторить описанную выше последовательность действий.
Для изменения значения мигающей цифры необходимо нажать кнопку и последовательными ее нажатиями довести до необходимого значения. Для перехода на следующую цифру необходимо нажать кнопку , для дальнейшего изменения значений необходимо повторить описанную выше последовательность действий.
6.12.6.3. Кнопкой перейти к заданию параметров для II канала. На цифровом индикаторе В остается надпись «st», при этом начинает мигать лампочка К2, что свидетельствует о нахождении в
режиме задания значения температуры по II каналу. Действия по изменению значений температуры для II и III канала аналогичны действиям, описанным выше.
6.12.6.4.Выйти из режима программирования температурных параметров можно двумя способами:
- нажимая кнопку , последовательно перебрать все параметры;
- не нажимая кнопок, дождаться автоматического выхода терморегулятора из режима программирования (приблизительно 1 минута).
6.13. Частотный преобразователь регулирует число оборотов двигателя . Он позволяет подключать станок к сети напряжением как 380В, так 220В.
Он позволяет подключать станок к сети напряжением как 380В, так 220В.
- Рекомендуем воспользоваться услугами пуско-наладочных работ специалиста
При помощи кромкооблицовочного оснащения материал можно приклеивать на кромки заготовок, используя особый суперклей. В отсутствие этого аппарата не сможет функционировать ни одно деревообрабатывающее предприятие. Изготовители со всего мира могут порекомендовать различный ассортимент данных станков. Система этого устройства несложная, поэтому вы можете сделать переносный кромкооблицовочный станок самостоятельно.
Назначение кромкооблицовочного станка
В наше время это спецоборудование выступает базой для изготовления изделий на мебельных комбинатах. Облицовка кромки представляет собою процесс приклеивания отделочного материала, для того чтобы гарантировать привлекательный внешний вид продукта. Этот способ приобрёл обширное распространение при изготовлении мебели, где ограниченные грани плит либо щитовых элементов подлежат красивой отделке. На сегодняшний день имеется огромный выбор рисунков и цветов, что заставляет конструкторов создавать новые станки.
На сегодняшний день имеется огромный выбор рисунков и цветов, что заставляет конструкторов создавать новые станки.
В качестве использованного материала можно использовать бумагу, меламин, шпон, АВС, ПВХ, толщиной 0,4 — 3 мм, а шириной 2 — 6 см. Базой технологии считается система «заготовка — клей — материал». Благодаря сжатию и переустройству облицовка основательно укрепляется на кромке.
Многие станки ориентируются на применение клея, который плавится при нагреве, а при остывании стремительно затвердевает. Подобная методика требует жёсткой регулировки порядка температуры и прижима склеиваемых частей с помощью определённого усилия. В случае если об этом не подумать, система может утратить устойчивость, а облицовка — отпасть.
Конструкция прибора
В станине оборудования располагают столик из текстолита или похожего материала, который не даёт возможность испортить заготовку. На столе устанавливается основной модуль, за которым может располагаться фрезеровочный узел для ликвидации свесов. Плюсом подобного оснащения можно охарактеризовать его подвижность, поскольку габариты дают возможность транспортировать электростанок к месту расположения детали. Кроме того, существуют вставные направляющие, чтобы функционировать с твёрдой полосной облицовкой.
Плюсом подобного оснащения можно охарактеризовать его подвижность, поскольку габариты дают возможность транспортировать электростанок к месту расположения детали. Кроме того, существуют вставные направляющие, чтобы функционировать с твёрдой полосной облицовкой.
Система подачи включает:
Для основы в магазин вводится материал для облицовки, из которого роликами притягивается лента в область приклеивания. Чтобы настроить темп подачи ленты, электропривод роликов должен иметь контролируемую частоту верчения. Гильотина отрезает ленту таким способом, чтобы её длины хватало для возмещения всей кромки и 25 мм для припуска. Электропривод гильотины может быть автоматическим либо пневматическим. С помощью датчика расположения заготовки обусловливается момент сработки гильотины.
Оборудование станка
Станок зачастую снабжается системой для нагрева и нанесения клея. Это производится в двух различных альтернативах — для того чтобы кромочный материал поставлялся со клеем и без него. При 1 варианте суперклей уже находится в ленте, однако, он подогревается нагретым воздухом при помощи фена. Во 2 случае суперклей разогревается в ванночке и наносится на плоскость ленты с помощью ролика. Нужно отметить, что определённые модификации имеют 2 ролика, с которых второй нужен для нанесения приклеивающего состава на кромку детали.
При 1 варианте суперклей уже находится в ленте, однако, он подогревается нагретым воздухом при помощи фена. Во 2 случае суперклей разогревается в ванночке и наносится на плоскость ленты с помощью ролика. Нужно отметить, что определённые модификации имеют 2 ролика, с которых второй нужен для нанесения приклеивающего состава на кромку детали.
Следующий компонент — это клеевая ванночка, где суперклей для кромкооблицовочного станка разогревается до температуры 200 градусов, не пригорает, имеет однородную густоту и хорошо циркулирует.
В большей степени применяются:
- ванночки с тефлоновым покрытием;
- датчики температуры.
Определённые модификации имеют картридж для нанесения выбранного клея на плоскость.
Система нажима имеет вид основного ролика. Если лента соприкасается с отделочным материалом, появляется конкретное усилие сжатия данных частей. В случае если ручной кромкооблицовочный станок имеет механическую подачу, то лента вжимается на кромку одним или несколькими роликами, какие размещены поочерёдно.
В оснастках с ручной подачей детали данную функцию может осуществлять человек, какой подаёт деталь и одновременно придавливает её к выходящей ленте.
В качестве опоры используют один либо 2−3 ролика. Однако этот способ потребует хороших умений. Помимо размеренного порядка, постоянно регулируется темп подачи заготовки и ленты, для того чтобы исключить разрыва либо сборки ленты. Наиболее сложное оборудование даёт возможность управлять станком в авторежиме, при помощи электроники.
Принцип работы устройства
Для наклеивания применяется лента, широта которой больше высоты элемента на 2−5 мм. Это производится для точного закрытия кромки. Как правило, уже после приклеивания остаются так именуемые свесы, какие обозначают с двух краёв. Для того чтобы их удалить, применяется фрезеровочный модуль, какой срезает облицовку, выходящую за границы детали.
Обычно механизм наделён скоростным приводом с 12 тысячами витков в минуту, чтобы не повредить плоскость. В модуле, кроме того, учтены ограниченные ролики для правильной установки заготовки. Узел наделён 2-мя фрезами с приводами, его настраивают в необходимую вышину детали. Для того чтобы деликатно настроить модуль и закрепить его, задействуется система перемещения с передачей «винт — гайка».
В модуле, кроме того, учтены ограниченные ролики для правильной установки заготовки. Узел наделён 2-мя фрезами с приводами, его настраивают в необходимую вышину детали. Для того чтобы деликатно настроить модуль и закрепить его, задействуется система перемещения с передачей «винт — гайка».
После обрезания ножом лента приклеивается к кромке. Для того чтобы его исключить, следует применять торцовочный модуль, система которого может быть различной. Наиболее простой вид предполагает собою круглую пилу, что имеет отвесное перемещение и оборудуется приводом с небольшой мощностью.
По особой команде эта электропила выходит в рабочую сферу кромочного станка и отпиливает лишний участок облицовки. Этот принцип способен функционировать только в станках с ручной подачей. В случае если доставка механизирована, торцовый модуль наиболее сложный. Электропила с приводом вводится согласно инструкции к станку на каретке, что имеет 2 коротких направления: первый на подачу пилы для ликвидации припуска ленты, а 2-й для ровной быстроты подачи заготовки. Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромочные приборы с ручной подачей задействуются не только лишь в домашних обстоятельствах либо мастерских. Даже крупные мебельные фирмы имеют это приспособление для стремительного ремонта и облицовки эксклюзивных заготовок, малых партий деталей.
Благодаря присутствию процессоров, контролеров, приборы с ручной подачей детали считаются весьма удобными и простыми в управлении. Главные процессы в период работы — это темп подачи, автоматизированный контроль температуры, а, кроме того, длина приклеиваемого материала.
Агрегат с ручной подачей функционирует с материалом до 3 мм, потребляет около 2 кВт электроэнергии, захватывает зону до 2−3 кв. метров, обслуживается одним пользователем и удерживает темп подачи детали 6 метров в минуту. Чтобы системы станка имели возможность работать, подключается система под давлением 0,6 мПа сжатого воздуха.
Обычно станок сначала тестируется, при этом контролируется безопасность клеевого шва и степень адгезии клея. Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.
Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.
Весь разрезающий механизм хорошо оттачивается. Это относится к ножикам и фрезам. Не забудьте регулярно чистить клеевую ванночку.
Кромкооблицовочный агрегат может иметь ограждение и маркировку подогреваемых плоскостей. Станина приспособления должна иметь заземление. Приспособление следует подсоединить к системе аспирации, так как нагреваемый суперклей может выделять ядовитые вещества, какие представляют опасность для здоровья.
Подобное приспособление не потребует какой-либо сложной настройки. Следует откорректировать температуру нагревания, грамотно установить частоты вращения роликов, какие наносят суперклей, и скорость подачи. Весьма важно, чтобы при нанесении объем клея оптимально соответствовал нужным условиям. В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой. Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.
В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой. Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.
Самостоятельное изготовление станка
Из-за значительной стоимости кромкооблицовочного оборудования многие выбирают самодельные кромочные приборы, однако, у них хромает оборудование безопасности, по этой причине следует вести себя очень аккуратно. В первую очередь, чем размышлять над конструированием станка, следует сосредоточить внимание на толщину использованного материала, с которой будет функционировать спецоборудование, подумать с каким материалом он будет функционировать, и что за устройства должны быть в обязательном порядке. Для основы следует организовать базу, что содержит в себе систему подачи отделочного материала, нажима, нагрева и нанесения клеевого состава.
В обычную комплектацию станка входит:
- участок механического обрезания кромки;
- стабилизатор верчения с указателем быстроты подачи;
- регулятор с поддержкой функции ожидания и защитой от преждевременной работы;
- участок подачи кромки на место приклеивания;
- выключатель для работы с прямыми элементами;
- держатель для фена;
- текстолитовые направляющие.

Кромкооблицовочные станки используются практически на всех деревообрабатывающих фирмах, но их устройство и компоненты системы могут существенно различаться. Это зависит преимущественно от размеров работы, что производится с помощью этого аппарата.
Для наиболее современных и сложных модификаций кромкооблицовочных станков учитывают бачок, что предназначен для нагрева клея и нанесения на кромку этого состава. Бак оборудован рукоятками и роликом, который вкатывает материал к кромке, что в этом станке располагается на особой обособленной опоре. Данные устройства предназначаются для приклеивания пластмассы увеличенной толщины на заготовки.
Свесы материала, которые возникают при облицовке самодельными станками, принято устранять вручную при помощи специализированных устройств.
К ним причисляют разнообразные продольно-гильотинные приборы, которые срезают свес и формируют на рёбрах изделия фаски. Все компоненты системы скрепляют с удобными рукоятками для управления.
Стоит помнить, что при работе на таком блоке следует применять облицовочный материал в рулонах, на какие уже нанесён клеевой состав, по-другому вы просто не сможете закрепить ровным счётом ничего. Так как для производства кромкооблицовочного станка собственными руками вам все-таки понадобятся определённые детали, не рассчитывайте, что изготовление агрегата обойдётся вам совсем дёшево.
Китайский производитель деревообрабатывающих станков, станков с ЧПУ, поставщиков панельных пил
Панельная пила и кромкооблицовочный станок
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Панельная пила и кромкооблицовочный станок
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Деревообрабатывающий станок
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Другие деревообрабатывающие станки
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Деревообрабатывающий станок | |
| Количество работников: | 32 | |
| Год основания: | 08. 01.2010 01.2010 | |
| Сертификация системы менеджмента: | ИСО 9001, КК 080000 | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
Qingdao Zhongding Machinery Co. , Ltd является ведущей компанией, специализирующейся на производстве и экспорте деревообрабатывающих станков, и мы можем предложить клиентам профессиональные деревообрабатывающие станки. Наша компания имеет профессиональные технологии, полный спектр испытательных линий и трубопроводов, а также четыре профессиональные производственные линии деревообрабатывающего станка. Он расположен на берегу Желтого моря, который является местом сильной конкурентоспособности, красивой природной среды и легкого воздушного, сухопутного и морского движения …
, Ltd является ведущей компанией, специализирующейся на производстве и экспорте деревообрабатывающих станков, и мы можем предложить клиентам профессиональные деревообрабатывающие станки. Наша компания имеет профессиональные технологии, полный спектр испытательных линий и трубопроводов, а также четыре профессиональные производственные линии деревообрабатывающего станка. Он расположен на берегу Желтого моря, который является местом сильной конкурентоспособности, красивой природной среды и легкого воздушного, сухопутного и морского движения …
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Юлия Генг
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Кромкооблицовочный станок с ручным управлением, модель Bandit 3/2
1 Ручной кромкооблицовочный станок, модель Bandit 3/ LAGUNA TOOLS 70 Murphy Ave. Irvine, California 96 Ph: Номер детали MEB3/ Laguna Tools, Inc. Все права защищены.
Irvine, California 96 Ph: Номер детали MEB3/ Laguna Tools, Inc. Все права защищены.
2 Руководство по эксплуатации кромкооблицовочного станка Max 330 Содержание. Общая информация и меры предосторожности. 5. Техническое обслуживание. Технические характеристики и основные характеристики 5. Очистка 3. Установка 5. Смазка 3. Сборка отсоединенных частей 5.3 Замена предохранителей 3. Электрическое подключение 5. Поиск и устранение неисправностей 3.3 Пневматическое подключение 3. Система сбора пыли 6. Пневматические схемы и электрические схемы. Работа машины. Главный электрический щит управления 7. Перечень запасных частей. Регулируемая подающая направляющая / Регулируемая подающая направляющая с подогревом (дополнительно).3 Позиционирование и подача кромок. Подача кромки.5 Ножницы для обрезки кромки из рулона.6 Ограничитель кромки.7 Бак для клея.8 Блок прижимных роликов.9Обрезка торцов спереди/сзади с помощью дисковых пил.0 Устройство для обрезки заподлицо. Ленточный питатель заготовки. Полировальный блок (дополнительно). 3 небольших регулируемых ролика на столе. Последовательности изготовления Страница
Полировальный блок (дополнительно). 3 небольших регулируемых ролика на столе. Последовательности изготовления Страница
3 . Общая информация При возникновении любых проблем, связанных с машиной, обращайтесь к местному продавцу или в отдел обслуживания, предоставив следующую информацию: Номер модели машины Серийный номер Дата покупки Примерное количество рабочих часов Выполняйте только операции по регулировке и техническому обслуживанию машины, как указано в данном руководстве. Руководство по эксплуатации кромкооблицовочного станка Max 330 Характеристики станка Max 330 имеет функцию окантовки прямых панелей с автоматической подачей и нанесения клея непосредственно на панели с кромками толщиной от 0 до 3 мм. Обрезка спереди и сзади может производиться вместе с блоком обрезки и полировки заподлицо (опция) с обеих сторон заготовки. Машины изготавливаются исключительно для выполнения вышеуказанных функций в пределах указанных технических характеристик. При использовании Max 330 рекомендуется использовать хороший сжатый воздух и систему сбора пыли. Обрезка заподлицо – единственная операция, при которой происходит выброс пыли. Подсоедините машину к эффективной системе пылеулавливания, обеспечивающей всасывание не менее 0 м/ч. Подъем и транспортировка Предпочтительно использовать вилочный погрузчик или транспортный поддон для транспортировки машины, так как ее рама позволяет их использовать. Во избежание несчастных случаев во время транспортировки убедитесь, что машина надежно закреплена на вилочном погрузчике с помощью тросов или других подходящих систем. Машину можно поднимать с помощью тросов, ремней или строп, соответствующих весу машины, и зацеплять, как показано на рисунке. Страница
Обрезка заподлицо – единственная операция, при которой происходит выброс пыли. Подсоедините машину к эффективной системе пылеулавливания, обеспечивающей всасывание не менее 0 м/ч. Подъем и транспортировка Предпочтительно использовать вилочный погрузчик или транспортный поддон для транспортировки машины, так как ее рама позволяет их использовать. Во избежание несчастных случаев во время транспортировки убедитесь, что машина надежно закреплена на вилочном погрузчике с помощью тросов или других подходящих систем. Машину можно поднимать с помощью тросов, ремней или строп, соответствующих весу машины, и зацеплять, как показано на рисунке. Страница
4 Руководство по эксплуатации кромкооблицовочного станка Max 330 Расположение станка Станок поставляется с термоусадочной нейлоновой защитой для транспортировки, некоторые части станка отсоединены. Расположите станок в подходящем месте, учитывая габаритные размеры станка, пространство, необходимое для штабелирования, загрузки и разгрузки заготовок, оставляя достаточно места для оператора. Основание машины должно быть уложено на твердой поверхности и хорошо выровнено. Используйте водяной уровень (или другой качественный уровень), чтобы убедиться, что рабочий стол выровнен в обоих направлениях. Допуск мм в продольном направлении. Можно закрепить машину на полу, завинтив отверстия, сделанные в нижней части основания. Положение оператора A (3050 MM) Положение оператора Положение оператора обеспечивает доступ ко всем рабочим и аварийным элементам управления с максимальной простотой и практичностью. Зона предостережения указывает на пространство, которое должно быть оставлено свободным вокруг машины для очистки, технического обслуживания и нормального использования. C (00 мм) D (350 мм) Уровень шума согласно ISO37/9-ISO 7960/95 Приложение нормы: При работе с пылесосом AVG 73.6 (db(A)), OpE 73. (db(A)) OpU 73.7 (db(a)) Описание символов: AVG: Средний уровень акустического давления OpE Уровень акустического давления места входа оператора OpU Уровень акустического давления места выхода оператора B (998 мм) Page 3
Основание машины должно быть уложено на твердой поверхности и хорошо выровнено. Используйте водяной уровень (или другой качественный уровень), чтобы убедиться, что рабочий стол выровнен в обоих направлениях. Допуск мм в продольном направлении. Можно закрепить машину на полу, завинтив отверстия, сделанные в нижней части основания. Положение оператора A (3050 MM) Положение оператора Положение оператора обеспечивает доступ ко всем рабочим и аварийным элементам управления с максимальной простотой и практичностью. Зона предостережения указывает на пространство, которое должно быть оставлено свободным вокруг машины для очистки, технического обслуживания и нормального использования. C (00 мм) D (350 мм) Уровень шума согласно ISO37/9-ISO 7960/95 Приложение нормы: При работе с пылесосом AVG 73.6 (db(A)), OpE 73. (db(A)) OpU 73.7 (db(a)) Описание символов: AVG: Средний уровень акустического давления OpE Уровень акустического давления места входа оператора OpU Уровень акустического давления места выхода оператора B (998 мм) Page 3
5 Руководство по эксплуатации кромкооблицовочного станка Max 330 Меры предосторожности Перед эксплуатацией станка внимательно прочтите руководство по эксплуатации , принимая во внимание все рекомендуемые меры предосторожности. Эта машина была построена, чтобы дать наилучшие возможные результаты с максимальной безопасностью. Ваша безопасность — ваша ответственность. Всегда помните об этом, когда работа с механизмами сопряжена с серьезными рисками. Всегда сосредотачивайтесь на выполняемой работе, не работайте на машине в состоянии усталости. Никогда не используйте в опасных условиях, например, во влажных, мокрых местах, под дождем. Никогда не оставляйте работающую машину без присмотра. Никогда не открывайте защитную крышку во время работы машины. Оператор станка должен быть не моложе минимального возраста, установленного законодательством, а также иметь полную квалификацию для работы с данным станком. Многие несчастные случаи вызваны соответствующей одеждой и личными предметами (например, браслетами, часами, ожерельями и т. д.). Убедитесь, что пуговицы надежно застегнуты. Не носите галстуки и завязывайте длинные волосы сзади. Всегда носите утвержденную обувь и защитные очки для глаз. Станок и рабочая зона вокруг него всегда должны содержаться в чистоте, иметь хорошее освещение и вентиляцию.
Эта машина была построена, чтобы дать наилучшие возможные результаты с максимальной безопасностью. Ваша безопасность — ваша ответственность. Всегда помните об этом, когда работа с механизмами сопряжена с серьезными рисками. Всегда сосредотачивайтесь на выполняемой работе, не работайте на машине в состоянии усталости. Никогда не используйте в опасных условиях, например, во влажных, мокрых местах, под дождем. Никогда не оставляйте работающую машину без присмотра. Никогда не открывайте защитную крышку во время работы машины. Оператор станка должен быть не моложе минимального возраста, установленного законодательством, а также иметь полную квалификацию для работы с данным станком. Многие несчастные случаи вызваны соответствующей одеждой и личными предметами (например, браслетами, часами, ожерельями и т. д.). Убедитесь, что пуговицы надежно застегнуты. Не носите галстуки и завязывайте длинные волосы сзади. Всегда носите утвержденную обувь и защитные очки для глаз. Станок и рабочая зона вокруг него всегда должны содержаться в чистоте, иметь хорошее освещение и вентиляцию. Используйте машину только для тех видов работ, для которых она предназначена. Использование предохранительных устройств является обязательным, их нельзя снимать, модифицировать или повреждать. Изготовитель снимает с себя всякую ответственность, если устройства безопасности каким-либо образом модифицируются. В исключительных условиях работы предохранительные устройства, поставляемые с машиной, могут оказаться недостаточными. Вы несете ответственность за изготовление и установку необходимых дополнительных устройств безопасности. Все работы с электрическими компонентами должны выполняться квалифицированным электриком. Все работы по техническому обслуживанию должны выполняться при выключенной машине (главный выключатель в положении O ), запертой на замок, с отсоединенной трубкой сжатого воздуха от быстрозажимного фитинга. Убедитесь, что машина снова включена квалифицированным и уполномоченным лицом. Убедитесь, что инструменты хорошо заточены и сбалансированы. Используйте только режущие инструменты в хорошем состоянии.
Используйте машину только для тех видов работ, для которых она предназначена. Использование предохранительных устройств является обязательным, их нельзя снимать, модифицировать или повреждать. Изготовитель снимает с себя всякую ответственность, если устройства безопасности каким-либо образом модифицируются. В исключительных условиях работы предохранительные устройства, поставляемые с машиной, могут оказаться недостаточными. Вы несете ответственность за изготовление и установку необходимых дополнительных устройств безопасности. Все работы с электрическими компонентами должны выполняться квалифицированным электриком. Все работы по техническому обслуживанию должны выполняться при выключенной машине (главный выключатель в положении O ), запертой на замок, с отсоединенной трубкой сжатого воздуха от быстрозажимного фитинга. Убедитесь, что машина снова включена квалифицированным и уполномоченным лицом. Убедитесь, что инструменты хорошо заточены и сбалансированы. Используйте только режущие инструменты в хорошем состоянии. Ни в коем случае не используйте молоток. Винты, гайки и заглушки следует затягивать с пропорциональной силой, не слишком слабо и не слишком туго. Используйте только данные инструменты, как они есть, без изменения их силы. Никогда не используйте молоток, чтобы разблокировать или заблокировать инструменты. Страница
Ни в коем случае не используйте молоток. Винты, гайки и заглушки следует затягивать с пропорциональной силой, не слишком слабо и не слишком туго. Используйте только данные инструменты, как они есть, без изменения их силы. Никогда не используйте молоток, чтобы разблокировать или заблокировать инструменты. Страница
6 Page 5 Руководство по эксплуатации кромкооблицовочного станка Max 330
7 Руководство по эксплуатации кромкооблицовочного станка Max 330 Технические характеристики (стандартное и дополнительное оборудование) Размеры рабочего стола 000×65 мм Выдвижная опора 30 мм Толщина панели /5 мм (мин/макс) Автоматическая лента ок. 5 м/скорость подачи Блок торцовки 9000 об/мин Скорость вращения Блок обрезки заподлицо 0000 об/мин Скорость вращения (T.C.T) фрезы Ø75 мм Z-R=мм Выпускное отверстие для сбора пыли Ø00 мм Элементы клеевого бака 35 Вт Общая установленная мощность ок. 3,3 кВт Напряжение 380-0/50-60/3, 0-0/50-60/3 Прибл. вес 38 кг Дополнительное оборудование : Подогреваемая направляющая :30Вт Диски копировальных роликов для обрезки заподлицо Ø0мм (сверху-вниз) Полировальный узел с отдельным двигателем Ø0мм 800об/мин Колеса для перемещения машины Page 6
8 Руководство по эксплуатации кромкооблицовочного станка Max 330 Стандартное и дополнительное оборудование Логическое функционирование с помощью ПЛК, цифровой терморегулятор с автоматическим поддержанием температуры Нанесение кромки толщиной от 0 мм до 3 мм в рулоне Автоматическая ленточная подача панели Числовая толщина панели индикатор Регулируемая направляющая (для компенсации толщины кромки) Подача кромки панелью Пневматические ножницы для обрезки кромок из рулона (макс. 3 мм) с отключением от панели управления PLC Бак для клея с тефлоновым покрытием, 5 электрических нагревательных элементов и моторизованные прижимные ролики для нанесения клея: сталь плавающая, большого диаметра, хромированная Автоматическая торцовка передних/задних торцов дисковыми пилами и копирующими пластинами Блок обрезки заподлицо с копировальными пластинами (сверху-вниз) ножевые колодки Z 0000 об/мин с одноразовыми фрезами комбинированный скос/радиус мм и числовые индикаторы 000 мм рабочий стол со скользящими роликами и полиэтиленовой направляющей Передняя выдвижная опора для больших панелей Роликовая опора рулона ленты Ø800 мм Задняя крышка с центральной пылеуловитель Ø00 мм Регулятор сжатого воздуха с фильтром Инструменты для обслуживания (ключи) Подогреваемая направляющая Ограждение Полировальное устройство Диски копировальных роликов для обрезки заподлицо Ø00 мм (сверху и снизу) Колеса для перемещения станка (дополнительно) В связи с необходимостью постоянного улучшения; спецификации могут быть изменены без предварительного уведомления.
3 мм) с отключением от панели управления PLC Бак для клея с тефлоновым покрытием, 5 электрических нагревательных элементов и моторизованные прижимные ролики для нанесения клея: сталь плавающая, большого диаметра, хромированная Автоматическая торцовка передних/задних торцов дисковыми пилами и копирующими пластинами Блок обрезки заподлицо с копировальными пластинами (сверху-вниз) ножевые колодки Z 0000 об/мин с одноразовыми фрезами комбинированный скос/радиус мм и числовые индикаторы 000 мм рабочий стол со скользящими роликами и полиэтиленовой направляющей Передняя выдвижная опора для больших панелей Роликовая опора рулона ленты Ø800 мм Задняя крышка с центральной пылеуловитель Ø00 мм Регулятор сжатого воздуха с фильтром Инструменты для обслуживания (ключи) Подогреваемая направляющая Ограждение Полировальное устройство Диски копировальных роликов для обрезки заподлицо Ø00 мм (сверху и снизу) Колеса для перемещения станка (дополнительно) В связи с необходимостью постоянного улучшения; спецификации могут быть изменены без предварительного уведомления. Страница 7
Страница 7
9 Page 8 Инструкция по эксплуатации кромкооблицовочного станка Max 330
10 Инструкция по эксплуатации кромкооблицовочного станка Max 330. Характеристика станка. Панельный ленточный питатель. Подъемная система для ленточного питателя 3. Полировальный узел. Узел обрезки заподлицо 5. Узел обрезки торцов с пилами 6. Прижимные ролики 7. Бак для клея 8. Ограничители кромок 9. Ножницы для обрезки кромок из рулона 0. Узел подачи кромок (глава 3.). Панель управления. Держатель рулона ленты с пластиной 3. Регулируемая направляющая. Ножницы для обрезки кромок Micro Switch из рулона 5. Микропереключатель для следящей системы 6. Передний выдвижной стол Страница 9
11 Руководство по эксплуатации кромкооблицовочного станка Max 330. Защитная крышка. Полировальный блок 3. Регулировка обрезки заподлицо сверху. Регулировка обрезки низа заподлицо 5. Задняя крышка 6. Пневматическая панель управления 7. Регулировка положения клеевого бачка 8. Ручка открытия ролика подачи кромки Стр. 0
0
12 Стр. обвязочная машина Max Installation C 3. Сборка отдельных частей Для транспортировки опора рулона ленты может быть отсоединена от машины и доставлена отдельно. (рис. 3.) Прикрепите пластину A к столу станка с помощью винтов D. Поместите опору катушки с лентой B на пластину A, установив гайки в правильное положение. Затяните винт C. Сборка и регулировка вышеуказанных деталей не представляет сложности, так как они уже проверены и отрегулированы перед отправкой с завода. Однако может случиться так, что при перемещении этих частей настройки могут быть изменены. Однако возможно, что эти корректировки изменились при транспортировке. Убедитесь, что баночка с клеем заперта для транспортировки. Перед использованием машины разблокируйте клеевой бачок, отвинтив черную пластиковую гайку. Не выкручивайте его полностью. Черная пластиковая гайка предназначена для регулировки пружины клеевого бачка (путем ее завинчивания или отвинчивания) и может использоваться для перемещения клеевого бачка вперед и назад. 3. Электрические соединения (рис. 3.) Соединения должны выполняться квалифицированным электриком. Убедитесь, что напряжение и частота сети соответствуют указанным на заводской табличке на раме машины. инжир. 3. рис. 3. Б А Д Стр.
3. Электрические соединения (рис. 3.) Соединения должны выполняться квалифицированным электриком. Убедитесь, что напряжение и частота сети соответствуют указанным на заводской табличке на раме машины. инжир. 3. рис. 3. Б А Д Стр.
14 Руководство по эксплуатации кромкооблицовочного станка Max 330 Откройте монтажную коробку (рис. 3..a) для подключения кабелей, как показано на рисунке. Подключение 380/3, кабель с 5 жилами (3 фазы, нейтраль, земля). 3 фазы к L,L,L3, нейтраль к N, земля к PE. Используйте кабель, соответствующий общей установленной мощности. Закройте монтажную коробку. Откройте монтажную коробку (рис. 3..b), чтобы подключить кабели, как показано на рисунке. Соединение 0/, кабель с 3 жилами (линия, земля). Фаза на L,L, Земля на PE. Используйте кабель, соответствующий общей установленной мощности. Закройте монтажную коробку. инжир. 3.-А рис. 3.-В Страница 3
15 Проверьте направление вращения * Подождите, пока температура клеевого бачка достигнет 70° C * Включите подачу легким импульсом с помощью выключателя A ( рис. 3.-) Запустите ленту конвейера. Он должен поворачиваться в том же направлении, что и подача панели. Если это не так, то вы должны переключить две из трех фаз (L, L, L3 380/3) (рис.3.-). Никогда не подключайте нейтраль к земле и L, L, L3. ВНИМАНИЕ: неправильное подключение (например, инвертирование фазы с нейтралью или отсутствие подключения нейтрали) может привести к непоправимому повреждению, например, нагревательных элементов и двигателей. Руководство по эксплуатации кромкооблицовочного станка Max 330 Основная система электропитания должна быть обеспечена нейтральным и эффективным заземлением. Для любого вмешательства, связанного с защитой предохранителей от перегрузки, вы должны добраться до электрической коробки. Для обеспечения максимальной безопасности во время этих операций основной источник питания должен быть отключен. инжир. 3.- A 3.3 ПНЕВМАТИЧЕСКОЕ СОЕДИНЕНИЕ Фильтр/регулятор давления с отводом конденсата, а также быстроразъемное соединение расположены внутри основания машины.
3.-) Запустите ленту конвейера. Он должен поворачиваться в том же направлении, что и подача панели. Если это не так, то вы должны переключить две из трех фаз (L, L, L3 380/3) (рис.3.-). Никогда не подключайте нейтраль к земле и L, L, L3. ВНИМАНИЕ: неправильное подключение (например, инвертирование фазы с нейтралью или отсутствие подключения нейтрали) может привести к непоправимому повреждению, например, нагревательных элементов и двигателей. Руководство по эксплуатации кромкооблицовочного станка Max 330 Основная система электропитания должна быть обеспечена нейтральным и эффективным заземлением. Для любого вмешательства, связанного с защитой предохранителей от перегрузки, вы должны добраться до электрической коробки. Для обеспечения максимальной безопасности во время этих операций основной источник питания должен быть отключен. инжир. 3.- A 3.3 ПНЕВМАТИЧЕСКОЕ СОЕДИНЕНИЕ Фильтр/регулятор давления с отводом конденсата, а также быстроразъемное соединение расположены внутри основания машины. A (рис. 3.3) Убедитесь, что сжатый воздух имеет плотность не менее 6 кг/см², не содержит влаги и прошел соответствующую фильтрацию. A ВСЕГДА ПОДКЛЮЧАЙТЕ МАШИНУ К ПНЕВМАТИЧЕСКОЙ УСТАНОВКЕ Регулятор давления воздуха установлен на 6 кг/см² B (рис. 3.3-). Машина оснащена реле давления воздуха, настроенным на бар. См. стр. 6. При давлении ниже бар включить нельзя Стр. рис. 3,3
A (рис. 3.3) Убедитесь, что сжатый воздух имеет плотность не менее 6 кг/см², не содержит влаги и прошел соответствующую фильтрацию. A ВСЕГДА ПОДКЛЮЧАЙТЕ МАШИНУ К ПНЕВМАТИЧЕСКОЙ УСТАНОВКЕ Регулятор давления воздуха установлен на 6 кг/см² B (рис. 3.3-). Машина оснащена реле давления воздуха, настроенным на бар. См. стр. 6. При давлении ниже бар включить нельзя Стр. рис. 3,3
16 машина (вы не можете запустить машину) Перед тем, как приступить к любой операции по техническому обслуживанию, необходимо выключить машину, заблокировать ее, а также отсоединить систему сжатого воздуха, сняв быстродействующий защелкивающийся фитинг. Руководство по эксплуатации кромкооблицовочного станка Max 330 B Никогда не смазывайте пневматическую установку Пневматическая установка не нуждается в какой-либо смазке. Смазочные масла могут повредить некоторые пневматические компоненты. Поэтому смазка, особенно некоторыми типами масел, может серьезно повредить и нарушить работу машины. Никогда не добавляйте смазочные масла в емкость для сбора конденсата. Выходящий поток конденсата достаточен для того, чтобы поднять кран C вверх (рис. 3.3-) с фильтром/регулятором под давлением. C 3. Подключение пылесборника Машина может быть оснащена централизованным пылесборником Ø 00 мм, расположенным на основной защите машины. Для правильной работы необходимо, чтобы скорость воздуха в пылеуловителе была не ниже 0 м/с. При использовании машины рекомендуется использовать систему сбора пыли вместе с машиной. рис Страница 5
Выходящий поток конденсата достаточен для того, чтобы поднять кран C вверх (рис. 3.3-) с фильтром/регулятором под давлением. C 3. Подключение пылесборника Машина может быть оснащена централизованным пылесборником Ø 00 мм, расположенным на основной защите машины. Для правильной работы необходимо, чтобы скорость воздуха в пылеуловителе была не ниже 0 м/с. При использовании машины рекомендуется использовать систему сбора пыли вместе с машиной. рис Страница 5
17 . Основная машина работает. Панель управления В ПЛК установлена оптимизированная программа, полезная для проверки работы станка и циклов. ПЛК управляет терморегуляцией клеевого бачка, запуском и остановкой всех двигателей (рис..) Руководство по эксплуатации кромкооблицовочного станка Max 330 Терморегулятор регулирует температуру клеевого бачка 90 C) Селекторы Вкл./Выкл. (рис..-) A Кнопка ВКЛ/ВЫКЛ обогреваемой направляющей (опция) B Кнопка ВКЛ/ВЫКЛ переднего заднего триммера. C Кнопка ВКЛ/ВЫКЛ гильотины края от катушки. ON: кромка в бухтах и обрезанные кромки в полосах. рис.. Кнопки пуска/останова агрегата (рис..-) D OFF Останавливает все запущенные функции E Кнопка ON/OFF мотора цепного питателя панели F Кнопка ON/OFF концевого триммера G Кнопка ON/OFF смывные триммеры. H Кнопка ВКЛ/ВЫКЛ буферного блока Кнопка аварийного останова (рис.-) Эта кнопка немедленно останавливает все функции машины. После нажатия он остается в заблокированном положении, чтобы снова установить его, потяните. рис..- Страница 6
рис.. Кнопки пуска/останова агрегата (рис..-) D OFF Останавливает все запущенные функции E Кнопка ON/OFF мотора цепного питателя панели F Кнопка ON/OFF концевого триммера G Кнопка ON/OFF смывные триммеры. H Кнопка ВКЛ/ВЫКЛ буферного блока Кнопка аварийного останова (рис.-) Эта кнопка немедленно останавливает все функции машины. После нажатия он остается в заблокированном положении, чтобы снова установить его, потяните. рис..- Страница 6
18 Руководство по эксплуатации кромкооблицовочного станка Max 330 Пневматический электроклапан Система управления ПЛК имеет заданную программу, оптимизированную на заводе, которая позволяет использовать гильотину для намотки ленты и торцовочный узел, активируя при необходимости пневматические электроклапаны . Невозможно изменить параметры функции. Пневматическую регулировку торцовочного узла можно увидеть в разделе 9 Обрезка торцов спереди/сзади с помощью дисковых пил. Аварийная электрическая безопасность Машина оснащена аварийными электрическими контактами. Если один из них открыт, то двигатели на всех агрегатах останавливаются, а пневматическая система опорожняется. Температура клея остается неизменной. Электрические аварийные ситуации: красная предохранительная кнопка на панели управления открытие питателя панели открытие задней крышки для доступа к блокам. регулятор давления сжатого воздуха (установлен на бар) ПЛК не управляет аварийными ситуациями Page 7
Если один из них открыт, то двигатели на всех агрегатах останавливаются, а пневматическая система опорожняется. Температура клея остается неизменной. Электрические аварийные ситуации: красная предохранительная кнопка на панели управления открытие питателя панели открытие задней крышки для доступа к блокам. регулятор давления сжатого воздуха (установлен на бар) ПЛК не управляет аварийными ситуациями Page 7
19 . Регулируемая направляющая планка Для правильного нанесения кромки на панель необходимо держать панель параллельно линии кромки. Под линией окантовки мы подразумеваем выравнивание :. Входная направляющая B (рис..). Прижимные ролики 3. Круглая планка торцевого блока. Ограждение зоны торцовочного агрегата заподлицо Инструкция по эксплуатации кромкооблицовочного станка Max 330 В зависимости от толщины наносимой кромки устройство регулировки толщины C (рис..-) должно располагаться в соответствии с толщиной мм, указанной C. Чтобы изменить положение упора, ослабьте жаккардовую ручку F и воздействуйте на шпиндель с накаткой E (рис. .). Поверните шпиндель E (рис..) до требуемого размера, следуя указателю C (рис..-). Затяните жаккардовую ручку F (рис..-). Установленный размер должен точно совпадать с высотой кромки. Н.Б. Ни в коем случае не ослабляйте четыре крепежных винта A рис.. направляющей подачи B( рис..) Подогреваемая направляющая направляющая (дополнительно) Направляющая направляющая может быть оснащена нагревательным элементом, улучшающим склеивание краев на панели. Нагревательный элемент D (рис..-) (около 30 Вт) установлен на задней части входной решетки E (рис..-). Нагретый забор достигает температуры ca.90 C и защищен защитным кожухом F (рис..-). Page 8
.). Поверните шпиндель E (рис..) до требуемого размера, следуя указателю C (рис..-). Затяните жаккардовую ручку F (рис..-). Установленный размер должен точно совпадать с высотой кромки. Н.Б. Ни в коем случае не ослабляйте четыре крепежных винта A рис.. направляющей подачи B( рис..) Подогреваемая направляющая направляющая (дополнительно) Направляющая направляющая может быть оснащена нагревательным элементом, улучшающим склеивание краев на панели. Нагревательный элемент D (рис..-) (около 30 Вт) установлен на задней части входной решетки E (рис..-). Нагретый забор достигает температуры ca.90 C и защищен защитным кожухом F (рис..-). Page 8
20 Руководство по эксплуатации кромкооблицовочного станка Max 330 Подогреваемая направляющая повышает температуру места, где будет накладываться кромка. Нагрев боковой стороны панели позволяет избежать резкого падения температуры клея после нанесения до приклеивания кромки. Также помогает склеивать деревянные планки любой толщины. Нагрев подающей решетки можно включить кнопкой A (ON-OFF) ( рис. -3). Обогрев подающей решетки начинается, когда главный выключатель находится в положении ON. Обогрев загрузочного ограждения управляется терморегулятором клеевого бачка. Когда терморегулятор установлен на температуру ожидания Глава..7, Когда рабочая темп. при перенастройке входная направляющая также нагревается автоматически. Забор нужен — мин. Нагреть. Рекомендуется проверить функционирование во время процедуры запуска. Темп. обогреваемой загрузочной решетки не регулируется. Темп. из 90~00 градусов идеально подходит для всех видов кромочного материала. рис..-3 Page 9
-3). Обогрев подающей решетки начинается, когда главный выключатель находится в положении ON. Обогрев загрузочного ограждения управляется терморегулятором клеевого бачка. Когда терморегулятор установлен на температуру ожидания Глава..7, Когда рабочая темп. при перенастройке входная направляющая также нагревается автоматически. Забор нужен — мин. Нагреть. Рекомендуется проверить функционирование во время процедуры запуска. Темп. обогреваемой загрузочной решетки не регулируется. Темп. из 90~00 градусов идеально подходит для всех видов кромочного материала. рис..-3 Page 9
21 .3 Расположение кромочной ленты. Каждый раз, когда используется другой тип кромки (высота, толщина или тип материала для кромки), необходимо выполнять следующие операции катушка (рис..3-). Положение на фото для рулонов с толстыми краями, которые имеют тенденцию к расширению. Отрегулируйте белый валик, чтобы он подходил к катушке с тонким краем, чтобы соответствовать положению. Рулон вращается с уменьшенным трением благодаря краевым направляющим роликам и горизонтальным роликам, образующим опору стола. рис..3- Поместите кромку между двумя направляющими из нержавеющей стали B (рис..3-) Сохраняйте вертикальное положение кромки с помощью прижимных ручек A (рис..3-) ручка крепится винтом. Установите ручку и винт вдоль паза 5, чтобы добиться вертикальной установки катушки. Рекомендуется оставлять вертикальный зазор 0,0 мм на катушке для плавного скольжения. Подача кромки Этот блок имеет функцию подачи через кромку и ее соприкосновения с заготовкой перед первым прижимным роликом. Движение панели когда подача вперед заставляет ролик A на станине вращаться от контакта. (рис..) Ролик A соединен со вторым роликом B и, следовательно, кромка проходит через него. Нейлоновый валик C можно снять с валика B, чтобы освободить край или вставить новый, потянув за ручку D (рис..). Кромку необходимо провести через направляющую кромки до точки E, удерживая валик C открытым (рис..). точка E является точкой среза ножниц и представляет начальную точку кромки (рис..). рис..3- рис.. Страница 0
рис..3- Поместите кромку между двумя направляющими из нержавеющей стали B (рис..3-) Сохраняйте вертикальное положение кромки с помощью прижимных ручек A (рис..3-) ручка крепится винтом. Установите ручку и винт вдоль паза 5, чтобы добиться вертикальной установки катушки. Рекомендуется оставлять вертикальный зазор 0,0 мм на катушке для плавного скольжения. Подача кромки Этот блок имеет функцию подачи через кромку и ее соприкосновения с заготовкой перед первым прижимным роликом. Движение панели когда подача вперед заставляет ролик A на станине вращаться от контакта. (рис..) Ролик A соединен со вторым роликом B и, следовательно, кромка проходит через него. Нейлоновый валик C можно снять с валика B, чтобы освободить край или вставить новый, потянув за ручку D (рис..). Кромку необходимо провести через направляющую кромки до точки E, удерживая валик C открытым (рис..). точка E является точкой среза ножниц и представляет начальную точку кромки (рис..). рис..3- рис.. Страница 0
22 .5 Ножницы для обрезки кромок из рулона Ножницы для обрезки кромок используются для обрезки необходимого количества кромок для каждой панели из рулона.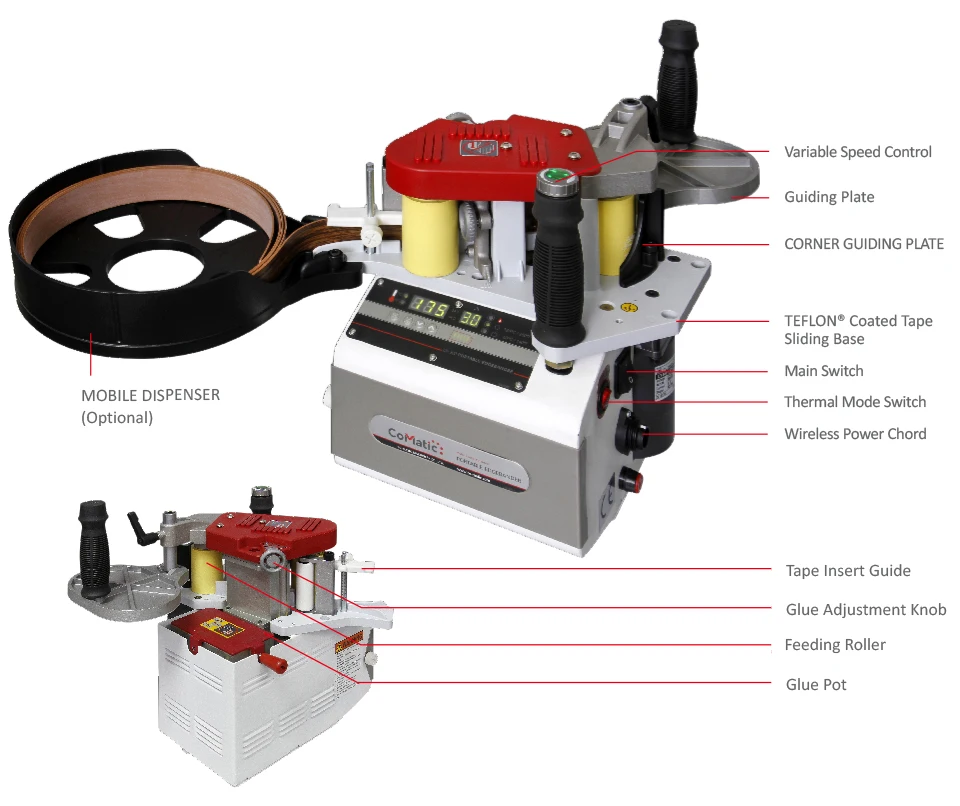 Он работает пневматически, когда заготовка освобождает клапан S с помощью электрического переключателя, который находится на подвижном столе (рис. 5). Электрический выключатель S закреплен на пластине, прикрепленной к корпусу машины двумя винтами A (рис. 5). Когда машина испытывается на заводе, присутствует дополнительная длина передней кромки. Эта дополнительная длина будет точно обрезана режущими ножницами при последующей обработке. Чтобы изменить дополнительную длину кромки, переместите электрический переключатель S к входу в заготовку, чтобы уменьшить дополнительную длину, и завинтите, чтобы уменьшить, вывинтите, чтобы увеличить дополнительную длину кромки (рис. 5)..6 Ограничители кромок Когда используется новая кромочная лента, передний конец рулона должен быть вставлен вручную, проходя между пластиковым роликом C и резиновым роликом B (рис..), пока он не достигнет точки среза и не выйдет за нее на несколько миллиметров. чтобы добраться до кромочных ограждений F-G (рис..6). Нижняя направляющая F представляет собой скользящую направляющую уровня нижней кромки, в то время как направляющую G необходимо отрегулировать с помощью ручки H, чтобы адаптировать различные высоты кромки, оставляя кромку свободной для скольжения (рис.
Он работает пневматически, когда заготовка освобождает клапан S с помощью электрического переключателя, который находится на подвижном столе (рис. 5). Электрический выключатель S закреплен на пластине, прикрепленной к корпусу машины двумя винтами A (рис. 5). Когда машина испытывается на заводе, присутствует дополнительная длина передней кромки. Эта дополнительная длина будет точно обрезана режущими ножницами при последующей обработке. Чтобы изменить дополнительную длину кромки, переместите электрический переключатель S к входу в заготовку, чтобы уменьшить дополнительную длину, и завинтите, чтобы уменьшить, вывинтите, чтобы увеличить дополнительную длину кромки (рис. 5)..6 Ограничители кромок Когда используется новая кромочная лента, передний конец рулона должен быть вставлен вручную, проходя между пластиковым роликом C и резиновым роликом B (рис..), пока он не достигнет точки среза и не выйдет за нее на несколько миллиметров. чтобы добраться до кромочных ограждений F-G (рис..6). Нижняя направляющая F представляет собой скользящую направляющую уровня нижней кромки, в то время как направляющую G необходимо отрегулировать с помощью ручки H, чтобы адаптировать различные высоты кромки, оставляя кромку свободной для скольжения (рис. 6). Убедитесь, что вертикальный люфт кромки не превышает 0,5 мм. Во время регулировки упора G рекомендуется перемещать край вперед и назад, чтобы убедиться, что край может свободно перемещаться (рис. 6). Пластина L необходима для удержания тонкого края в вертикальном положении, когда он проходит через упоры G. и F. Настройка не требуется (рис..6). Страница рис..5 рис..6 G F Руководство по эксплуатации кромкооблицовочного станка Max 330
6). Убедитесь, что вертикальный люфт кромки не превышает 0,5 мм. Во время регулировки упора G рекомендуется перемещать край вперед и назад, чтобы убедиться, что край может свободно перемещаться (рис. 6). Пластина L необходима для удержания тонкого края в вертикальном положении, когда он проходит через упоры G. и F. Настройка не требуется (рис..6). Страница рис..5 рис..6 G F Руководство по эксплуатации кромкооблицовочного станка Max 330
23 Руководство по эксплуатации кромкооблицовочного станка Max Клеевой бачок Блок клеевого бачка предназначен для нанесения термоплавкого клея на обрабатываемую деталь. Терморегулировка на ПЛК проверяет нагрев и функционирование клеевого бачка. Для правильного использования следуйте этим инструкциям. А. Заполните клеевую ванну примерно на см ниже ее края термоплавкой гранулированной краской А (рис. 7). Убедитесь, что тип используемого клея совместим с условиями и техническими характеристиками машины. Предлагаемые клеи: Jowat JOWAT C Emmebi Internatinal Polybond C DOURS KS C B. Отрегулируйте электронный термостат на температуру, соответствующую температуре, рекомендованной производителем (обычно устанавливается на 90 С на заводе). C. Распределитель клея начинает вращаться автоматически, когда температура достигает 70 C. Количество наносимого клея можно регулировать, поворачивая ручку B. (вращение по часовой стрелке увеличивает его, вращение против часовой стрелки уменьшает его. Во время окантовки проверяйте уровень клея в и при необходимости заполнить до уровня, указанного в точке A (рис. 7) D. Ручка D используется для перемещения клеевого бачка Вперед или назад Это Page
24 затягивается на заводе во избежание повреждений при транспортировке. Чтобы использовать машину, полностью ослабьте ручку, пока не дойдете до стопорной гайки E. Гайка E отрегулирована на заводе, и ее положение НЕЛЬЗЯ изменять ни по какой причине (рис. 7). Инструкция по эксплуатации кромкооблицовочного станка Max 330 Терморегулятор При включенном главном выключателе терморегулятор дает команду нагревательным элементам на нагрев клеевого бачка до температуры 80 C. При достижении температуры 70 C (предварительный нагрев) (рис.. 7-) клеевой вал можно перемещать. Дисплей при включении основного питания (рис. 7-) PV: Показывает фактическую температуру (рис. 7-) SV: Показывает установленную температуру = 90 C (рис. 7-) Чтобы проверить температуру предварительного нагрева, дважды нажмите кнопку SET, нажмите один раз, вы увидите дисплей ПЛК (рис. 7-3) нажмите кнопку SET еще раз, вы увидите на PV. — тепло показывает на SV 70 C Когда нажмите SET, чтобы выйти. Как повысить или понизить температуру. Нажмите кнопку SET, пока индикатор SV не начнет мигать, нажмите кнопку <, чтобы переместить рис. Мы предлагаем начинать процедуру окантовки только тогда, когда клеевой бачок достигнет необходимой температуры 90 C. (В зависимости от выбранного вами клея температура составляет около 90 ~ 00 C). После настройки на определенную температуру панель управления автоматически запоминает последнюю клавишу температуры. Если питатель не запускается, подождите, пока терморегулятор не выйдет на дежурную температуру. Страница 3
25 Руководство по эксплуатации кромкооблицовочного станка Max 330 Смазка распределителя клея Через каждые 30 часов работы смазка должна производиться с помощью смазочного шприца (входит в комплект поставки), см. (рис. 7-6), совмещая насадку в отверстие C (рис. 7.7). Марка смазки внутри пистолета — Arexons GC300. рис..7-6 Отсутствие периодической смазки может привести к серьезным повреждениям, и вам придется заменить клеевой бачок. Чтобы сбросить работу машины, нажмите кнопку OFF на панели управления на 0 секунд. Страница
26 Инструкция по эксплуатации кромкооблицовочного станка Max 330 Как заменить клей Включить станок. Клеевой бак должен быть холодным. Когда терморегулятор показывает около C, выключите главный выключатель. Деревянной палочкой длиной примерно х см подтяните одну сторону клея. НЕ ИСПОЛЬЗУЙТЕ металлические инструменты (рис. 7-8). Потяните блок клея плоскогубцами. Будьте осторожны, чтобы не обжечься. Вытяните блок (рис. 7-9). Подождите, пока клеевой бачок полностью остынет, и удалите все остатки клея (рис. 7-0). Внимание: опасность ошпаривания Внимание: не смешивайте с клеем древесную стружку или древесную пыль. Внимание: следуйте советам производителей. Во избежание порчи клея всегда проверяйте настройку термостата и количество оставшегося клея. Поскольку хорошая обработка кромки зависит от многих факторов, таких как тип кромки, тип заготовки, качество резки, температура окружающей среды и т. д., необходимо провести различные испытания, чтобы найти правильную регулировку. Страница 5
27 Руководство по эксплуатации кромкооблицовочного станка Блок роликов Max Pressure Эти ролики обеспечивают надлежащее приклеивание кромочной ленты к заготовке, которая при подаче имеет тенденцию сдвигаться в сторону. Их количество, диаметр и расстояние рассчитываются таким образом, чтобы обеспечить достаточное охлаждение клея до того, как кромочная лента попадет в блок обрезки заподлицо. Блок плавающих прижимных роликов Первый ролик регулируемый, а второй фиксированный. Можно отрегулировать толкание первого ролика, воздействуя на регулировочную гайку А и отпустив гайку А, чтобы отрегулировать винт С, завинтить, чтобы уменьшить давление, выкрутить, чтобы увеличить давление, затянуть гайку А, когда закончите регулировку (рис. .8). ). рис..8 Не отвинчивайте и не меняйте положение винта B, так как это может привести к изменению выравнивания краев и последующим проблемам приклеивания ( рис..8). Рекомендуется регулярно чистить и удалять остатки клея. Страница 6
28 .9 Обрезка торца спереди/сзади с помощью дисковых пил Автоматически подрезает торец как спереди, так и сзади, выступая за край. Руководство по эксплуатации кромкооблицовочного станка Max 330 Торцовочный узел работает с дисковыми пилами (поставляется коническими), которые вращаются со скоростью 9000 об/мин. установлены на одной оси и на одной линии с двумя подающими пластинами, которые копируют обрабатываемую заготовку. Узлы состоят из основного ползуна, который перемещается по двум цилиндрическим стержням параллельно движению панели, другой ползун удерживает двигатели A, два диска циркулярной пилы B и направляющие C (рис..9).). Вертикальный ползунок также оснащен поперечным регулировочным механизмом. Заготовка, подлежащая окантовке, при подаче следует за обрезным узлом в исходное положение и воздействует на электрический выключатель S3, запуская опускание дисковых пил (рис. .9). После обрезки торцов блок пильных полотен остается внизу и позволяет панели вернуться в исходное положение. Когда панель отпускает электрический микропереключатель, блок пильного диска поднимается и, не достигнув вершины, начинает следовать за панелью. Отряд достигает панели, и какое-то время они бегут вместе. С временной постановкой агрегат опускается и подрезает заднюю часть панели. Блоки пильных дисков остаются внизу и возвращаются в исходное положение. Движения контролируются ПЛК, который следует запрограммированному, оптимизированному на заводе. Его нельзя изменить. После первого торцевого пропила блок переходит в положение ожидания вниз, а затем поднимается вверх при нажатии первого электрического микровыключателя на столе S (рис..9).-). Страница 7
29 Руководство по эксплуатации кромкооблицовочного станка Max 330 Пневматическая панель управления Все регулировки выполняются при заводских испытаниях станка и обычно очень хороши, в любом случае, если какое-либо основное функционирование должно произойти, прежде всего проверьте, не зависит ли оно от : сжатый воздух (чистый под давлением воздух-водяной конденсат) очистка и техническое обслуживание раздвижных ограждений заточка инструментов очистка остатков реза проблемы на панели, подлежащей окантовке проблемы с используемой кромкой и т. д. проблемы с используемым клеем другие причины, не связанные с устройством обрезки. S рис..9- Страница 8
30 Руководство по эксплуатации кромкооблицовочного станка Max 330 Открыв заднюю крышку, можно получить доступ к пневматической панели управления, где можно отрегулировать торцевой узел (рис..9.). G H Эти регулировки выполняются на заводе при тестировании и обеспечивают очень хорошее качество резки, как показано на образце, поставляемом со станком. Вносите по одной корректировке за раз, принимая к сведению новую корректировку; если это не должно решить или улучшить ситуацию, переведите рычаг в исходное положение. Регулировка опускания триммерного блока A Регулирует скорость опускания триммерного блока (при завинчивании скорость уменьшается, при отвинчивании увеличивается) (рис..9-). Регулировка подъема триммерного блока B Регулирует скорость подъема триммерного блока. (при завинчивании скорость уменьшается, при отвинчивании увеличивается) (рис..9-). Регулятор давления гильотинного цилиндра C Регулирует скорость гильотинного цилиндра (при завинчивании скорость увеличивается, при отвинчивании уменьшается) (рис. 9-). Реле давления, настроенное на бар, действует как аварийный D (рис. 9-3). Регулировка скорости: для переднего триммера. E (рис..9-) Регулировка скорости: для заднего триммера. F (рис..9-) Page 9
31 Руководство по эксплуатации кромкооблицовочного станка Max 330 Регулятор давления G и H (рис..9-) G настроен на 0,5 кг/см² H настроен на 3,5 кг/см². Если передний/задний триммер работает плохо, отрегулируйте регулятор давления G&H. Потяните вверх, чтобы ослабить его, и выполните регулировку. Регулировка копировальных пластин Эти регулировки выполняются на заводе со стандартными коническими инструментами, если регулировка потеряна, монтируются прямые инструменты или другие профилированные инструменты, следуйте этим инструкциям. Откройте питатель, чтобы все электрические и пневматические функции остановились. В целях безопасности установите главный выключатель в положение OFF и отсоедините шланг сжатого воздуха. Чтобы убедиться, что трекинговые пластины находятся на одной линии с панелью, приложите панель к передней сенсорной пластине и, поднимая и опуская устройство, проверьте, чтобы пластина была выровнена. Если нет, воздействуйте на винты A и B, которые сжимают пружинные шайбы. Повторите эту операцию на задней сенсорной панели (рис..9).-). После получения перпендикуляра кальки на столе, завинчивая или отвинчивая таким же образом и с одинаковым числом оборотов два винта А и В, вы получаете меньшую или большую длину обрезаемой кромки (рис..9- ). Фронтальная регулировка триммерного блока Триммерный блок имеет дополнительную регулировку B, которая зависит от положения лезвий по отношению к выравниванию упоров (рис. 9-5). В задней части машины вы найдете отверстие А (7 рис. 3.0.), вставив шестигранный ключ, вы найдете регулировочный винт (рис. 9).-5). При повороте по часовой стрелке концевой триммер будет двигаться назад, при повороте против часовой стрелки концевой триммер будет двигаться вперед. Это движение ограничено размером лопастей. Всегда выполняйте эту регулировку при ВЫКЛЮЧЕННОЙ машине. N:B: один оборот винта против часовой стрелки соответствует миллиметрам перемещения концевого триммера вперед. Руководство по эксплуатации кромкооблицовочного станка Max 330 Техническое обслуживание торцовочного узла Замена лезвий Демонтируйте всасывающий кожух (рис. 9-6) Ослабьте винты лезвия с помощью ключа с шестигранной головкой на 0 мм и винта с внутренним шестигранником на 8 мм. (рис..9-7) N.B.: Винт лезвия поверните влево, снимите шайбу и лезвие (рис. 9-8) выньте прокладку (рис. 9.8) наклоните лезвие и снимите его со шпинделя рис.. 9-9 Перед повторной установкой рекомендуется тщательно очистить все детали. Чтобы переустановить, действуйте, как указано выше, но в обратном порядке убедитесь, что все детали установлены правильно. Page 3
33 Замена и натяжение ремня Демонтируйте защитный кожух ремня, ослабив винты А (рис..9).-0). Снимите старый ремень и замените его новым. Инструкция по эксплуатации кромкооблицовочного станка Max 330 Проверка натяжения ремня Для натяжения ремня необходимо ослабить крепежные винты двигателя. К крепежным винтам можно добраться с помощью шестигранного винта, поворачивая зубчатый шкив до тех пор, пока отверстия B не совпадут с винтами двигателя (рис. 9-). Не ослабляйте винты слишком сильно, потяните двигатель, следуя стрелке, чтобы натянуть ремень (рис. 9-).. после натяжения затяните винты двигателя. Замените защитный колпачок, обращая внимание на то, чтобы он не касался других частей машины. Проверьте возможные помехи при подъеме и обрезке блока..0 Блок обрезки заподлицо Блок обрезки заподлицо имеет функцию фрезерования лишней кромки с обеих сторон панели с профилем заподлицо или радиусом. Агрегат оснащен фрезами вращающимися фрезами с фаской Ø75мм и радиусом мм. Скорость вращения около 0000 об/мин. Два верхних и нижних резака плавают и копируют поверхность панели с помощью копировальных пластин. При изменении высоты податчика панелей для адаптации к толщине кромочной панели высота верхнего триммера заподлицо регулируется пластиной А (рис. 0) автоматически. Страница 3
34 Верхние и нижние триммеры оснащены кожухами для сбора пыли. Совершенно необходимо работать с эффективной системой пылеудаления. Максимальная толщина удаляемой кромки составляет мм с каждой стороны (рис. 0-). Система пылеудаления должна обеспечивать минимальную скорость воздуха 0 м/с. Технические характеристики, которым необходимо следовать при выборе фрез: Допустимый диаметр 75 мм Максимальная ширина фрезы 3 мм Диаметр шпинделя мм Максимальный вес каждой фрезы 50 г Максимальное число оборотов в минуту 0000 Узел обрезки заподлицо оснащен регулировками, первой регулировкой по оси (резцы) и второй регулировкой по вертикали. (колодки). Осевая регулировка осуществляется с помощью двух ручек B и C (рис. 0). Они перемещают фрезы внутрь и наружу по направлению к панели. Обычно эта регулировка является более частой и должна выполняться, когда ножи находятся в движении, следуя указаниям на наклейке, прикрепленной к задней части машины (рис..0-). & E (рис..0-), которые полезны для точной регулировки и быстрого позиционирования ножевых блоков при изменении толщины кромки. Руководство по эксплуатации кромкооблицовочного станка Max 330 A Указанный размер показывает осевое перемещение фрезы и должен использоваться в качестве эталона положения для определенной толщины кромки. Обратите внимание на числовое значение толщины каждой кромки, правильно обрезанной, чтобы всегда получать точную точку считывания при каждой регулировке. рис..0- Страница 33
35 Руководство по эксплуатации кромкооблицовочного станка Max 330 Станок оснащен копирующим роликом (опция), обе системы можно отрегулировать с помощью винтов B и C ( рис..0). N.B.: Сдвоенные винты B и C должны быть закручены вместе, чтобы колодки оставались параллельными рабочему столу (рис. 0-). рис..0-3 Техническое обслуживание узла заподлицо с заменой ножей. Установите главный выключатель в положение O/OFF и заблокируйте его. Отсоедините шланг сжатого воздуха. Чтобы заменить ножи, следуйте этим инструкциям: Ослабьте винты 6 винтов (винты концевого выключателя, винты крышки) (рис. 0-3 &) Снимите защитную крышку, затем удалите два всасывающих шланга внутри. (рис. 0-5) Освободите заднюю крышку, поднимите двигатель, чтобы снять ремень. Ослабьте 5 винтов, чтобы снять двигатель. (рис. -0.5) Ослабьте гайку, чтобы снять гайку, шайбу и пружину одну за другой. (рис. -0.6) Ослабьте винты на квасцах. Корпус снять корпус. Снимите весь блок промывочной накладки, ослабив винты с двух сторон. (рис. 0-6) Выверните винты B и C, чтобы снять диск. Используйте шестигранный ключ на 5 мм и ключ на 7 мм, чтобы ослабить винт на резаке. (рис..0-9~.0-6) Имеются две фрезы для обрезки заподлицо вверх/вниз. Повторите предыдущий шаг, чтобы установить резак обратно. рис..0- рис..0-5 Страница 3
36 Руководство по эксплуатации кромкооблицовочного станка Max 330 рис..0- рис..0-6 рис..0- рис..0-3 рис..0-7 рис..0-8 рис..0- 9 рис..0-0 рис..0- Page 35 рис..0-5 рис..0-6
37 Руководство по эксплуатации кромкооблицовочного станка Max 330 Для замены откидных ножей (опция) следуйте этим инструкциям. : Снимите корпус A, ослабив винты по бокам, снимите корпус перед заменой ножей (рис. 0-7). Используйте гаечный ключ, чтобы ослабить зерна, которые фиксируют клинок ножа. Достаньте кинжал и нож. Смените нож и положите его обратно на цевье. Очистите прорезь режущей головки и установите гибочный нож. Поставьте нож в положение, затяните фиксирующее зерно. Повторите замену всех ножей на верхнюю и нижнюю режущую головку. Страница 36
38 . Панельный ленточный питатель Система подачи обрабатываемой детали состоит из износостойкого ленточного питателя с очень высокими характеристиками и специальной конструкцией контактной поверхности, которая позволяет поддерживать высокий коэффициент трения, не повреждая заготовку. Устройство подачи также имеет функцию бокового прижатия заготовки к заднему упору для надлежащей кромкооблицовки. Инструкция по эксплуатации кромкооблицовочного станка Max 330 Скорость подачи 5 м/сек., обеспечивает хорошую производительность при отличном склеивании. Трехфазный или однофазный мотор-редуктор, приводящий в движение ленточный питатель, хорошо спроектирован. Подъемная система изготовлена из стали, а скользящее движение происходит вдоль выпрямленной колонны, управляемой колесной рукояткой O (рис..). индикатор P (рис..) C Перед изменением высоты ленточного питателя необходимо разблокировать рукоятку A (рис. .-) Соединительная пластина A (рис..0) следит за тем, чтобы при изменении высоты ленточного блок обрезки заподлицо регулируется автоматически, кроме того, опора этой пластины непрерывна и даже при открытии ленточного питателя блок обрезки заподлицо удерживается на месте. Н.Б. Правильно отрегулируйте высоту подачи ленты при различной толщине обрабатываемой детали. Ошибка настройки на 0,5 мм может спровоцировать дефектное смещение или быстрый износ ремня. Всегда регулируйте высоту вверх, восстанавливая зазор между винтом и сталью. Система разблокировки, показанная на рис..-, имеет различные функции: рис..- Page 37
39 a) Винт A (рис..-) регулирует отверстие податчика ленты и, следовательно, боковое толкающее движение, что обеспечивает надлежащее склеивание. Боковые толкающие движения не должны быть чрезмерными, иначе все узлы будут испытывать нагрузку. Боковое толкание обычно устанавливается производителем в процедурах испытаний машины. б) Каждый раз, когда ленточный питатель открывается, специальный электрический контакт В (рис. .-) немедленно останавливает все функции машины, но не клеевой бак. Открытие ленточного питателя дает ту же ситуацию, что и при использовании аварийного выключателя. Для сброса машины выполните процедуру включения. Детали, из которых состоит эта важная система безопасности, никогда не должны подвергаться несанкционированному вмешательству. c) Система трения скольжения E (рис..-) удерживает алюминиевый блок в положении, когда ленточный питатель открыт, поэтому, когда ленточный питатель закрыт, специальный электрический контакт установится правильно, позволяя запустить машину. Для особых нужд (например, для обработки кромки деликатного материала) можно СНИЗИТЬ боковое давление, отрегулировав винт D (рис..-), который действует как стопор на подающем устройстве. Следовательно, необходимо изменить положение специального электрического контакта B (рис..-) с помощью винтов в пазах C рис. (.-) Регулировка натяжения ремня Проверьте ремень и приступайте к натяжению. Правильное натяжение ремня питателя при тестировании (рис. .-). В случае необходимости дальнейшей регулировки (например, при замене ремня) поверните винты А (рис..-), производя одинаковую регулировку с обеих сторон. Выполняйте регулировку натяжения при работающем ленточном подающем устройстве. Если натяжение ремня неправильное, это может создать проблемы с подачей панелей, а также повредить резиновый роторный валик. **Важно** Рекомендуется проверять ремень через каждые 30 часов работы. Стр. 38 рис..- Инструкция по эксплуатации кромкооблицовочного станка Max 330
40 Использование панелей малых размеров Когда обрезная панель тоньше, чем ленточный питатель (т.е. когда лента не работает на всю ширину 7мм) необходимо вводить обрезную панель с панелью толкатель того же типа и толщины. Инструмент, сделанный в толкателе панели, облегчит подачу. С помощью этого трюка можно обрезать даже очень тонкие заготовки. Подача следующей панели Для правильного использования машины каждый раз, когда панель подается, когда предыдущая находится в работе, важно дождаться, пока рабочая панель не пройдет определенную точку. Эта точка указана стрелкой на наклейке (рис..-3), расположенной на защитном кожухе блока ленточного питателя. Если следующая панель подается до того, как предыдущая панель прошла мимо стрелки, гильотина для заднего отрезания не будет работать на обрабатываемой панели. рис..- рис..-3 Руководство по эксплуатации кромкооблицовочного станка Max 330 Страница 39
41 Руководство по эксплуатации кромкооблицовочного станка Max 330. Полировальный узел Полировальный узел используется для полировки кромки, которая только что была обрезана или обработана с помощью кромкооблицовочного узла. Каждый блок имеет трехфазный двигатель. Скорость вращения буферов 3000R.P.M. Буферы вращаются в направлении, противоположном движению панели. Для исключения буферов достаточно не активировать их кнопкой полировки. Стандартное оборудование предусматривает два буфера, верхний и нижний, с возможностью наклона до прибл. 0 Параметры, которые следует учитывать при выборе буферов, следующие: -максимально допустимый диаметр 0 мм -диаметр фиксирующего шпинделя 0 мм -Максимальный вес каждого буфера 00 гр. -Максимум 3000 об/мин. Регулировка Верхний буфер -ослабьте стопорный винт A ( рис..-) -установите и/или наклоните буфер в нужное положение -после достижения желаемого положения затяните винт A ( рис..-) Регулировка нижнего буфера -ослабьте стопор винт A (рис..-) -установите и/или наклоните буфер в желаемое положение -после достижения желаемого положения затяните винт A(рис..-) повредить и вывести из строя буферы. Буферы должны быть отрегулированы с небольшим давлением на полируемую кромку. Чрезмерное давление может привести к форсированию двигателей и, следовательно, не обеспечить оптимальной обработки. рис.. Страница 0
42 Замена амортизаторов Для замены амортизаторов необходимо ослабить стопорный винт A( рис….) Вытянуть фланец B ( рис..-) Вытянуть амортизаторы Установить новый комплект амортизаторов (3) после монтажа схема на (рис..-) Хорошо затяните стопорный винт А. Внимание Демонтируйте по одному комплекту буферов, чтобы избежать переключения их положения. Винт нижнего буфера ЛЕВЫЙ. Техническое обслуживание: очистка, смазка. Постоянно (даже несколько раз в день) проверяйте полировальный узел и удаляйте все чистящие средства, которые могут помешать правильной работе. Руководство по эксплуатации кромкооблицовочного станка Max 330 Страница
43 Руководство по эксплуатации кромкооблицовочного станка Max mall Регулируемые ролики на столе Эта модель оснащена небольшими регулируемыми роликами на столе, которые помимо маркировки более эффективной подачи панели также обеспечивают боковое давление. Резиновые ролики ректифицированы с очень высокой точностью, а втулки обеспечивают равномерную подачу. Чтобы отрегулировать угол малого резинового валика для увеличения или уменьшения бокового давления, ослабьте винты А (рис. 3), поверните валик с наклоном. Затяните винт А (рис..3). Повторите операцию для всех пар роликов. Небольшие ролики стола можно снимать для обслуживания. Извлеченный валик B (рис. 3-) можно очистить, используя масла без содержания силикона (т. е.: wd0). Перед повторной установкой убедитесь, что шайба C (рис. 3-) установлена правильно. Страница
44 Руководство по эксплуатации кромкооблицовочного станка Max 330. Последовательность операций Добиться хороших результатов приклеивания кромок достаточно просто, однако необходимо помнить о большом количестве вариаций, каждая из которых способствует достижению наилучших конечных результатов. . Аспекты объединены в группы. Заготовки для окантовки. Используемые кромочные ленты 3. Термоплавкие клеи. Наладка станка ) Кромкооблицовочные заготовки *рекомендуется использовать заготовки хорошего качества с достаточной плотностью *Резка должна быть чистой, без сколов и с прямолинейностью не менее +0. мм на погонный метр. *Облицовываемая кромка должна быть очищена от пыли и влаги. *Разрез должен быть идеальным на (90 ) как по поверхности, так и по толщине. *Панель должна храниться при температуре мастерской ) Используемые кромочные ленты *Используйте кромочные ленты хорошего качества. * Храните их в сухом месте * Убедитесь, что дата изготовления указана на упаковке (клей со временем портится) * Избегайте использования кромок с PVD-покрытием ограниченной толщины, так как их очень трудно наклеить. 3) Термоплавкие клеи *Используйте термоплавкие клеи, подходящие для характеристик машины, и строго соблюдайте спецификации производителя *Убедитесь, что клей равномерно распределяется по панели *Проведите различные тесты, чтобы найти нужное количество клея, используя рычаг B (рис. .7). *-Клей не должен переливаться через край, иначе фрезы испачкаются. ) Регулировка станка: Включите главный выключатель и все остальные функции (см.) и систему удаления пыли, произведите несколько тестов на кромкооблицовку, проверяя следующие пункты: * Высота устройства подачи панели равна толщине заготовки * Боковой толчок (см. параграф .-.3) *Температура плавления клея (см.7) *Подача заготовки (см.) *Регулировка режущей кромки (см.п.5 и.9) *Подрезной блок заподлицо (см. параграф 0) Выполняйте любые дальнейшие регулировки в соответствии с инструкциями, указанными в соответствующих параграфах. Page 3
45 5 Техническое обслуживание Руководство по эксплуатации кромкооблицовочного станка Макс Чистка Время от времени станки нуждаются в чистке. Установите главный выключатель в положение 0/ВЫКЛ и заблокируйте его. Отсоедините трубку подачи сжатого воздуха. a) Очистите прижимные ролики и малый ролик на станине от остатков клея с помощью подходящего растворителя N.B.: Прежде чем прикасаться к деталям растворителем, убедитесь, что они холодные. б) Убедитесь, что в пылесборниках триммерного узла заподлицо не скапливаются остатки. c) Очистите растворителем скользящие стержни блока обрезки заподлицо и передних режущих щипцов. 5. Смазка Перед началом любой проверки, технического обслуживания или смазки. Убедитесь, что главный выключатель находится в положении 0/OFF и заблокирован, а трубка подачи сжатого воздуха отсоединена. Обычно смазка не требуется, так как шарикоподшипники покрыты оловом и смазаны на весь срок службы. Скользящие втулки смазываются автоматически, а шарикоподшипниковые втулки не нужно смазывать, достаточно только правильно очистить скользящие стержни; в любом случае цепь и шестерни узла подачи кромочной ленты и распределителя клея необходимо смазывать не реже одного раза в год. Клеевой бачок: см. пункт 7 главы. 5.3 Замена предохранителей-переустановка-автоматов защиты от перегрузки. Для замены предохранителей необходимо получить доступ к электрической коробке рис. 5.3 и действуйте следующим образом: Замена предохранителей — Отключите основной источник питания: — Установите главный выключатель в положение 0/OFF и заблокируйте его: — Отсоедините трубку подачи сжатого воздуха ящики (рис.5.3) стр.
46 -Отвинтить винты, фиксирующие электрощит -Открыть коробки (рис.5.3) -Заменить сгоревшие предохранители А(рис.5.3) и повторить вышеописанные операции в обратном порядке. Руководство по эксплуатации кромкооблицовочного станка Max 330 Переустановка выключателей защиты от перегрузки — Отключите основной источник питания — Установите главный выключатель в положение 0/OFF и заблокируйте его — Переустановите в положение ON выключатели защиты от перегрузки B (рис. 5.3) ). Если по-прежнему необходимо переустановить переключатели, важно убедиться, что: — значение установлено правильно — движение, связанное с двигателями, свободно перемещается — температура двигателей не слишком высока (80-90 C) -двигатели свободны в цепи торможения -выключатель защиты от перегрузки исправен Важно, чтобы это проверил квалифицированный технический специалист. N.B: Доступ к электрической коробке не предусмотрен для других операций, а только для специального обслуживания, которое должно выполняться квалифицированным электриком или уполномоченным техническим персоналом производителя. инжир. 5.3 Page 5
47 5. Как решать проблемы P=Проблема, C=Возможная причина S=Решение. Электрическая панель управления P: Дисплей не загорается C: Главный электрический кабель, предохранители, плохой контакт на главном электрическом кабеле S: проверьте кабели, предохранители, подключение P: Нажатие кнопки пуска — двигатели не включаются C: Аварийных ситуаций не было переустановить S: См. Безопасность Электрические аварийные ситуации. C: Не достигнута рабочая температура S: Проверьте сжатый воздух и давление, см. 3 C: Проверьте выключатели защиты от перегрузки S: Проверьте сжатый воздух и давление, см. P: Кнопки пуска, двигатели не включаются, и на дисплее отображается: C: 30 работает час разбрасывателя клея S: См.7-. и поддержание эффекта. Регулируемый входной упор P: панель подается нелинейно C: упор не отрегулирован относительно толщины кромки S: отрегулируйте упор. Руководство по эксплуатации кромкооблицовочного станка Max 330 P=Проблема, C=Возможная причина S=Решение. Устройство подачи кромки P: кромка не подается должным образом C: она не вставлена между нейлоновым и резиновым роликом S: см. C: кромочная направляющая не отрегулирована по высоте S: отрегулируйте кромочную направляющую, как описано в. 6 C: недостаточное давление на первый прижимной ролик S: отрегулируйте прижим см. 8 C: входная направляющая не отрегулирована правильно S: отрегулируйте направляющую в отношении толщины кромки см. P: кромка слишком сильно прижата в начале и конце панели C: слишком сильное давление на первый ролик S. отрегулируйте прижим см.8.9Конечный блок обрезки и следящая система P: концевой блок обрезки не влияет на свой цикл C: концевой блок обрезки исключен S: проверьте исключение концевого блока см. P=Проблема, C=Возможная причина S=Решение P=Проблема, C=Возможная причина S=Решение P: двигатели не запускаются, лезвия не вращаются C: аварийные ситуации не были сброшены S: см. Безопасность Электрические аварийные ситуации C: рабочая температура не достигнута S: подождите, пока не будет достигнута необходимая рабочая температура C: Отключены выключатели перегрузки S: сбросьте выключатели перегрузки. C: проверьте, не поврежден ли зубчатый ремень S: если да, замените его, см. 3 P: срез неровный C: копировальные пластины отрегулированы неправильно S: отрегулируйте копировальные пластины, см. 3 P: сторона чипов панели C : трассеры плохо отрегулированы вне квадрата S: отрегулируйте трассеры, см. главу 3 Регулировка трассеров. P: стружка на краю или оторвана/оттянута C: скорость опускания агрегата слишком быстрая S: отрегулировать скорость см.3 Пневматические регулировки.0 Триммеры заподлицо P: моторы не запускаются C: аварийные ситуации не сброшены S: см. 3. стр. 5 Безопасность Аварийные ситуации C: рабочая температура не достигнута S: подождите, пока не будет достигнута правильная рабочая температура P: обрезка заподлицо неправильная C: копиры не отрегулированы относительно толщины кромки S: отрегулируйте копиры и/или осевую регулировку относительно к толщине кромки см. .0 P: обрезка затупленной кромки заподлицо C: копиры не отрегулированы по толщине кромки S: отрегулировать копиры и/или осевую регулировку по толщине кромки см.0 P: двигатель запускается, но режущие головки не вращаются или не теряют обороты (R.P.M.) при обрезке заподлицо C: проверьте, не поврежден ли ремень или его натяжение S: замените поврежденный ремень или натяните его, см..0 C: обрезка заподлицо кромки затупилась S: Сменные ножи см.0 Страница 7
Подробнее
Ручной кромкооблицовочный станок котировки в режиме реального времени, цены последней продажи -Okorder.com
Показать увеличенное изображение
- Подробная информация о продукте
- Часто задаваемые вопросы Узнать сейчас
Описание продукта:
Ручной кромкооблицовочный станок
Этот вид ручного кромкооблицовочного станка является нашим основным продуктом серии кромкооблицовочных станков. Обладая обширным ассортиментом, он включает в себя автоматический кромкооблицовочный станок, полуавтоматический кромкооблицовочный станок, автоматический кромкооблицовочный станок и т. д. Кромкооблицовочный станок является важным процессом в производстве панельной мебели и шкафов, поэтому он играет большую роль в определении качества, цены и качества. уровень мебели. Процесс облицовки кромки украсит профиль мебели, защитит угол от истирания, предотвратит подъем шпона при переносе и использовании. Кроме того, кромкооблицовка также является способом защиты от воды и вредного воздуха, которые могут разрушить наше здоровье. Кромкооблицовочный станок серии VE способен обрабатывать ДСП, МДФ и другие искусственные плиты с ПВХ, меламином и шпоном. Мы производим виды кромкооблицовочных станков для удовлетворения различных потребностей наших потребителей.
Technical Datas
Model | F-220A | F-220A1 | F-380B | ||
Min . | 20 мм | 20 мм | 20 мм | ||
ОТВЕТСТВЕННАЯ ЭКСПОЛОЖЕНИЯ 9000 | 209999171.8KW | 1.8KW | 1.8KW | ||
Speed Adjustment | Simens Transducer | Simens Transducer | Belt Wheels | ||
Скорость подачи | 1-18 м/мин | 1-18 м/мин | 3 Скорость (7-9-16 м/мин) | Net Weight | 290KG | 250KG | 190KG |
Gross Weight | 350KG | 310KG | 240KG | ||
Размер машины | 1180x830x1150mm | 1180x830x1150mm | 1180x830x150x | 1180x830x150mm | 0005 |
Measurement | 1480X950X1220mm | 1480X950X1220mm | 1480X950X1220mm | ||
Material of Tape | Melamine, Veneer, PVC | Melamine, Шпон, ПВХ | Меламин, шпон, ПВХ | ||
Толщина ленты | 0. | 0.3-3.0mm | 0.3-3.0mm | ||
Width of Banding | 10-50mm | 10-50mm | 10-50 мм | ||
.0209 |
Преимущества
1. Простота в эксплуатации. Может соединять прямую кромку
2. Сырье использует частотный преобразователь для регулировки скорости
4. Деревообрабатывающая кромкооблицовочная машина со специальной конструкцией для клеевых систем, структурной стабильностью, длительным сроком службы, однородностью покрытия и отсутствием протечек клея
5. Многофункциональность, возможность адаптации к различным материалам и размерам для обеспечения прямой край внутри дуги, вне дуги, с кривыми и с окружностью
6. Автоматически регулирует нагрев для достижения заданной температуры. Регулятор скорости может регулировать скорость обвязки в соответствии с вашим темпом.
Отправьте нам сообщение:
Электронная почта:
Телефон:
Необходимое количество:
Acre/AcresAmpere/AmperesBag/BagsBarrel/BarrelsBox/BoxesBushel/BushelsCarat/CaratsCarton/CartonsCase/CasesCentimeter/CentimetersChain/ChainsCubic Centimeter/Cubic CentimetersCubic Foot/Cubic FeetCubic Inch/Cubic InchesCubic Meter/Cubic MetersCubic Yard/Cubic YardsDegrees CelsiusDegrees FahrenheitDozen/DozensDram/DramsFluid Ounce /Fluid OuncesFoot/FeetForty-Foot Container Furlong/FurlongsGallon/GallonsGill/GillsGrain/GrainsGram/GramsGrossHectare/HectaresHertzInch/InchesKiloampere/KiloamperesKilogram/KilogramsKilohertzKilometer/KilometersKiloohm/KiloohmsKilovolt/KilovoltsKilowatt/KilowattsLiter/LitersLong Ton/Long TonsMegahertzMeter/MetersMetric Ton/Metric TonsMile/MilesMilliampere/ MilliamperesMilligram/MilligramsMillihertzMilliliter/MillilitersMillimeter/MillimetersMilliohm/MilliohmsMillivolt/MillivoltsMilliwatt/MilliwattsNautical Mile/Nautical MilesOhm/OhmsOunce/OuncesPack/PacksPair/PairsPallet/PalletsParcel/ParcelsPerch/PerchesPiece/PiecesPint/PintsPlant/PlantsPole/PolesPound/PoundsQuar t/QuartsQuartersRod/RodsRoll/RollsSet/SetsSheets/SheetsShort Tons/Short TonsSquare сантиметр/квадратные сантиметрыSquare Foot/Square FeetSquare Inch/Square InchesSquare Meter/Square MetersSquare Miles/Square MilesSquare Yard/Square YardsStone/TnesTonsTstonesStrands/Strands ЛоткиДвадцатифутовый контейнерЕдиница/ЕдиницыВольт/ВольтВатт/ВаттWpЯрд/Ярды
Компания:
Подробнее:
Осталось: 4000 символов
— О себе
— Требуемые характеристики
— Узнать цену/MOQ
- В: Как насчет полуавтоматической обработки края?
- Какой марки? Как правило, ходовую пластину можно заменить, выпрямив направляющую .
- В: Моя полуавтоматическая машина для запечатывания кромок, кромка не в порядке, как отрегулировать?
- Это увидит, что это письмо не является хорошей стороной того, что хорошо или нет, клейкая кромка не является однородной, ситуация не такая же, причина будет другой, вы можете быть клей не так хорошо, так что не клей, или клей в примесях, поэтому адгезия не очень хорошая, есть и другие возможности, поэтому вам следует конкретно рассказать о том, насколько плох
- В: Моя машина для запечатывания краев прямой линии только что запустилась за один или два часа поездки, а затем интервал становится все короче и короче, а теперь прыжки за прыжками, в чем дело?
- Что-то не так с током или катушкой
- В: Может ли автоматический линейный кромкооблицовочный станок запечатывать только прямую линию? Как насчет того, чтобы запечатать кривую?
- Машина для запайки изогнутых кромок представляет собой полуавтоматическую машину для запайки кромок.
 Когда лента выходит из клеильного вала, она вручную прижимается к доске. Есть и автомат, но автомат слишком медленный?
Когда лента выходит из клеильного вала, она вручную прижимается к доске. Есть и автомат, но автомат слишком медленный?
- В: машина для запечатывания кромок, мебель или вставка края мебели, хорошо, в чем разница?
- В целом, без разницы. Это зависит от того, как это делают другие люди. Это искусственное или машинное?. На самом деле, это просто правда, нет сопоставимых
- В: Как правильно использовать клей-расплав для кромки мебели
- Использование клея для герметизации кромок следует сначала разделить на машину, ручную машину — низкотемпературный клей для кромки. Полуавтомат — среднетемпературный клей, автомат — высокотемпературный кромкооблицовочный клей; и необходимо выбрать подходящий клей в зависимости от толщины кромки, сезон и окружающая среда также будут влиять на использование клея для кромки.
- Q: Шкаф, меза из кварцевого камня с какой кромкой?
- Если вы говорите, это сам стол, как правило, для дезертирства по тому же материалу столешницы. Если вы говорите между столешницей и стеной, обычно это прозрачное или белое стекло (водонепроницаемое)
- В: ПВХ как насчет цены на кромку?
- Формула цены на кромку из ПВХ, как правило, известна производителям, основное внимание уделяется затратам на материалы и рабочую силу, а также проблемам цвета, толщине * ширине * плотности * стоимости материала / 1000, США и США. пластиковая система
- В: Как можно заклеить свободный от краски край дерева? Каковы требования столяра, нужна ли кромка станка или использовать специальную наклейку, наклеенную на ее кромку?
- Приклейте его, и будет машина, которая автоматически заклеит край. Эта машина 2600
- В: Как столярные изделия делают края мебели?
- Меламиновая плита обычно относится к пластинам, представляющим собой слой пропитанной бумаги из меламинового шпона, искусственная плита, на рынке искусственных плит можно увидеть широко используемые ДСП средней плотности и МДФ, которые обычно называют ДСП и МДФ, фанера, в зависимости от плотности различной плотности. и пропитанная меламином декоративная бумага различной толщины. Пластина разделена на разные уровни; Столярная плита Daixinban, как правило, состоит из деревянной мозаики, прикрепленной к поверхности слоя из трех плит. Гардеробные, шкафчики, кухонные шкафы изготовлены из меламиновой плиты, а некоторые дверные панели изготовлены из других материалов, обычные производители не используют Производство столярных плит. Меламиновая плита — это плита, подходящая для промышленного производства. Он имеет характеристики отсутствия деформации и легкой обработки. И столярная плита, пригодная для строительства на месте, не может использовать современное деревообрабатывающее оборудование для обработки. Как из-за разных материалов, так и из-за технологии производства и обработки нет сравнения цен по горизонтали, а также из-за разных мест обитания, разного качества разницы в цене. Рынок столярных плит смешанный, потому что столярные плиты относятся к искусственному листу, если покупка продукции низкого качества , склонный к безоговорочной проклейке, приводит к превышению формальдегида. Кроме того, некоторые производители при производстве джерри сооружают деревянные зазоры большие, поэтому рекомендуется выбирать продукцию известных производителей.
1. Обзор производителя | |
|---|---|
| Местоположение | |
| Год основания | |
| Годовой объем производства | |
| Основные рынки | |
| Сертификаты компании | |
2. Сертификаты производителя | |
|---|---|
| а) Название сертификата | |
| Диапазон | |
| Артикул | |
| Срок действия | |
3. Возможности производителя | |
|---|---|
| а) Торговая мощность | |
| Ближайший порт | |
| Доля экспорта | |
| Количество сотрудников отдела торговли | |
| Знание языков: | |
| б) Заводская информация | |
| Заводской размер: | |
| Количество производственных линий | |
| Контрактное производство | |
| Ценовой диапазон продукта | |
- Аналогичные продукты
- Новые продукты
- Горячие продукты
Hot Searches
| Рекламный проспект с пряжкой | США Flyer Buckle Flyer. | |
| Композитная полиэфирная лента | USA Flyer Composite Polyester Strapping.pdf | |
| Диспенсеры | Диспенсеры для листовок США.pdf | |
| Н-26 | США Флаер H-26.pdf | |
| ПРО-210 | США Флаер PRO-210.pdf | |
| ПРО-325 | США Флаер PRO 325.pdf | |
| Инструмент для ручного натяжения PRO-BAR | США Флаер PRO-BAR.pdf | |
| Плетеная полиэфирная лента | USA Flyer Woven Polyester Strapping.pdf | |
| PRO-KIT | США PRO-KIT Flyer.pdf | |
| США DW-200 Инструкции | USA DW-200 Dispenser Sheet Instruction Sheet. | |
| Информация об ограниченной гарантии на продукт | США Информация об ограниченной гарантии на продукт.pdf | |
| Инструкции по натяжению | Инструкция по натяжению.pdf | |
| Схема устройства обжима PRO-C012, используемого для уплотнений 4020 | Схема обжимного станка PRO-C012 .pdf | |
| Налоговая форма MI | USA Strapping — налоговая форма MI.pdf | |
| Кредитная заявка | USA Strapping Credit Application.pdf | |
| Схема натяжителя PRO-320 для обвязки ПЭТ/ПП | PRO-320_схема-1.pdf | |
| Перечень деталей натяжителя PRO-320 для обвязки ПЭТ/ПП | Список деталей PRO-320. | |
| Инструкции по эксплуатации H-26 | USA H – 26 Инструкция по эксплуатации.pdf | |
| Перечень деталей H-26 (стр. 1) | USA H – 26 Список деталей – стр. 1.pdf | |
| H-26 Список деталей (стр. 2) | USA H – 26 Список деталей, стр. 2.pdf | |
| H-26 Схема | USA H – 26 Схема.pdf | |
| Схема PRO-210 | США PRO-210 Schenatic.pdf | |
| Инструкция по PRO-210 | Инструкция по натяжению PRO-210 USA.pdf | |
| Натяжитель шнура PRO-325 HD – Схема и список деталей | ||
| Инструкции по заправке пряжки | USA Strap Buckle Steps. | |
| Инструкции по натяжителю | США Инструкция по натяжению.pdf | |
| Флаер с тканым ремешком | Флаер с тканым ремешком США.pdf | |
| Инструменты серии PRO-200 для (полиэстера, пластика и шнура) | Описание инструментов серии Pro-200.pdf | |
| Схема натяжителя US-1100 | Схема US-1100.pdf | |
| США Таблица цветовых кодов пряжек и тканых лент | США код цвета пряжки.pdf | |
| Формы ремонта инструментов для южных крепежных систем | Southern Fastening Systems – Программа ремонта инструмента.pdf | |
| Форма ремонта инструмента Carter Lumber Tool | USA Strapping – Tool Repair Program. | |
| USA-420 Схема и список деталей | USA-420_schematic- Натяжитель подающего ролика.pdf | |
| USA-420 и USA-430 Брошюра | USA–420_430_brochure.pdf | |
| Схема USA-1400 – Натяжитель подающего ролика для стали | Схема устройства натяжения подающих роликов USA-1400.pdf | |
| USA-430 HD Герметик двойного действия для стальной ленты диаметром 1-1/4″ | USA-430 Schematic Sealer.pdf | |
| RB-268 Инструмент для круглых связок Схема для обвязки шнура до 3/4 | РБ-268.pdf | |
| RB-475 Инструмент для круглых связок Схема для обвязки шнура диаметром до 1-1/2″ | РБ-475.pdf | |
| Натяжитель PRO-350 – схема для обвязки шнура диаметром до 3/4″ | Схема PRO-350. | |
| PRO-26 Схема натяжителя шнура до 1-1/2″ | Схема PRO-26.pdf | |
| Схема безветренного натяжителя ORS-1100 | Схема ORS-1100.pdf | |
| Инструкции по технике безопасности для инструментов для натяжения лент в США | США Инструкции по безопасности натяжителя лент.pdf | |
| Диаграмма спецификаций Stream Straping-обычная служба и высокая растяжение | ||
| Теневые шнуры для замены стальной полосы | ||
| MUNALEAL TOOL TOULAR «PRO-BAR | ||
| Чудолетный инструмент». Инструкции Power Bar.pdf | ||
| Signode VXL-2000-Z и VXM-2000-Z Пневматические инструменты для натяжения/сварки | Signode_286139_VXLM_Tension-Weld_Strapping_Tool. | |
| Схема натяжителя PRO-2000 и PRO-2090 2″ | PRO-2000 и PRO-2090 Схема ремешка длиной до 2 дюймов.pdf | |
| Схема Signode LBX2300, LBX2330 | Signode_Schematic_LBX2300_LBX2330.pdf | |
| 3/4″ x 0,023 Технические характеристики стальной ленты для обычных условий эксплуатации | USA Strapping 34×023 Steel Strapping Specifications.pdf | |
| 1-1/4″ x 0,031 Технические характеристики стальной ленты для обычных условий эксплуатации | USA Strapping 114×031 Steel Strapping Specifications.pdf | |
| PRO-BAR / РУЧНОЙ ИНСТРУМЕНТ Инструкции | Инструкция по обвязке PRO-BAR, США.pdf | |
| Спецификации шнуровых лент и характеристики стальных лент | 9Таблица стальных и тканых лент 0008. pdf | |
| Характеристики стальной ленты | Таблица стальной обвязки.pdf | |
| Схема натяжителя Signode Model T | Signode T Schematic.pdf | |
| США Обвязка стальной лентой 3/4″ x 0,023 Спецификация | USA Strapping 34×023 Steel Strapping Specifications.pdf | |
| США Обвязка стальной лентой 1-1/4″ x 0,031 Спецификация | USA Strapping 114×031 Steel Strapping Specifications.pdf | |
| США Схема обвязки для PRO-2395 Натяжитель для крепления шнура до 2″ | USA Strapping PRO-2395 2-дюймовый натяжитель для обвязки шнура LR3.pdf | |
| Схема инструмента US-1150 | Схема инструмента US-1150.pdf | |
| D-200 Диспенсер для шнура с быстроразъемным соединением – Схема | Схема D-200. | |
| DTP-125UL ACME (Delta) РУЧНОЙ НАТЯЖИТЕЛЬ Деталь № 306145 | DTP125UL Толкатель.pdf | |
| Натяжитель стальных лент US-1650 для круглых связок – Схема | USA Strapping Натяжитель стальных лент US-1650.pdf | |
| Диспенсер – Signode DF15 Диспенсер для обвязочной ленты | Signode_286088_DF15_Strap_Dispenser.pdf | |
| Диспенсер – Signode DF16A Диспенсер для пластиковых лент | Signode_286176_DF16A_Strap_Dispenser.pdf | |
| Диспенсер – Signode DF2D Диспенсер для стальной ленты | Signode_439968_DF2D_Strap_Dispenser.pdf | |
| Диспенсер – Signode PSD-109 512146 Диспенсер для обвязочной ленты | Signode_512146_PSD-109_Strap_Dispenser. | |
| Подъемник катушек Signode для рулонов стальной ленты | Signode_Coil_Lifter_Literature.pdf | |
| Дозатор – Signode DF10RW, DF10B и DT!-10RW для стальной ленты | Signode_DF10RW_DF10B_DT1-10RWStrapping_Dispensers_Manual.pdf | |
| Полуавтоматическая обвязочная машина Signode – LBX2300 и LBX2330 | Signode_Schematic_LBX2300_LBX2330.pdf | |
| Настольный обвязочный станок Signode Настольный вязальный станок | ||
| Настольный обвязочный станок Signode Настольный вязальный станок — ручной 20070411 | TableTyermanual20070411-part1.pdf | |
| Комбинированный инструмент Signode BXT с батарейным питанием для обвязки полиэфирными и полипропиленовыми лентами | BXT подробный отчет об обслуживании и ремонте. | |
| Ручной комбинированный инструмент Signode AMT-58 для пластика … | Signode_ 286179_AMPT58_Pneumatic_Seal-Feed_Combination_Tool_for_Plastic_Strapping.pdf | |
| Signode VXL 2000 Z Натяжная сварка Полиэтиленовая лента | Signode_286139_VXLM_Tension-Weld_Strapping_Tool.pdf | |
| Ручной комбинированный инструмент Signode AMT-58 Poly | Signode_286151_AMT58_Combination_Strapping_Tool.pdf | |
| Ручной комбинированный инструмент Signode AST для пластиковой обвязки … | Signode_437120_AST_Combination_Strapping_Tool.pdf | |
| Комбинированный инструмент Signode Pneumatic VXT2 для обвязки пластиковыми лентами | Signode_437124_VXT2_Tension-Weld_Strapping_Tool. | |
| Пневматический бессальниковый комбинированный инструмент Signode PHT для обвязки полиэфирными лентами | Signode_437131_PHT_Pneumatic_Combination_Strapping_Tool.pdf | |
| Пневматический комбинированный инструмент Signode VT-10/13 для натяжения и сварки полиэфирных и полипропиленовых лент | Signode_512125_VT1013_Tension-Weld_Strapping_Tool.pdf | |
| Пневматический комбинированный инструмент Signode VT-32HD для пластиковой ленты диаметром 1 1/4″ | Signode_512195_VT32_Tension_Weld_Strapping_Tool.pdf | |
| Комбинированный обвязочный инструмент Signode AMPT-12 с пневматическим приводом | Signode_AMPT12_Powered_Combination_Strapping_Tool_Manual.pdf | |
| Инструмент для обвязки Signode BXT2-10 с батарейным питанием | Signode_BXT 10 Manual. | |
| Signode BXT-19Комбинированный инструмент с питанием от аккумулятора для обвязки высокопрочной полиэфирной лентой Tenax | Signode_BXT 19_Manual11_2005.pdf | |
| Комбинированный инструмент Signode BXT2 с батарейным питанием для обвязки полиэфирными и полипропиленовыми лентами | Signode_BXT2_Maintenance Manual_Battery_Hand_Tool.pdf | |
| Описание функций Signode BXT2 | Signode_BXT2_FUNCTION_SHEET.pdf | |
| Signode BXT2 с питанием от батареи Руководство по техническому обслуживанию | Signode_BXT2_Maintenance Manual_Battery_Hand_Tool.pdf | |
| Пневматический комбинированный инструмент Signode VFX | Signode_VFX_Tension_Weld_Strapping_Tool_Manual.pdf | |
| Signode Сверхмощный пневматический сварной шов? Комбинированный инструмент для обвязки полиэфирными лентами | Signode_VT_HD_Tension-Weld_Strapping_Tool. | |
| Signode VT 16/19/25HD Мощный пневматический комбинированный инструмент Tension-Weld® для обвязки полиэфирными лентами | Signode_VT-HD-BRK-16-19-25_Heavy_Duty_Tension-Weld_Strapping_Tool.pdf | |
| Signode_Flyer_AMT58_SDS_1437_Manual_Combination_Tool_for_Plastic | Signode_Flyer_AMT58_SDS_1437_Manual_Combination_Tool_for_Plastic.pdf | |
| Signode_Flyer_AST_Manual_Combination_Tool_for_Plastic | Signode_Flyer_AST_Manual_Combination_Tool_for_Plastic.pdf | |
| Signode_Flyer_AST_SDS_1401_Manual_Combination_Tool_for_Plastic | Signode_Flyer_AST_SDS_1401_Manual_Combination_Tool_for_Plastic.pdf | |
| Signode_Flyer_D-34_Sealer_SDS_1526_Manual_Sealer | Signode_Flyer_D-34_Sealer_SDS_1526_Manual_Sealer. | |
| Signode_Flyer_PTC16_Tensioner_and_D58_Sealer | Signode_Flyer_PTC16_Tensioner_and_D58_Sealer.pdf | |
| Signode_Flyer_PTC19_Tensioner_and_D34_Sealer | Signode_Flyer_PTC19_Натяжитель_и_D34_Sealer.pdf | |
| Signode_Flyer_PTC-1619_SDS_1583-Натяжитель | Signode_Flyer_PTC-1619_SDS_1583-Tensioner.pdf | |
| Signode_BTS_PT_SDS_1599_Брошюра | Signode_BTS_PT_SDS_1599_Brochure.pdf | |
| Signode_BXT2 ПЕРЕЧЕНЬ ФУНКЦИЙ | Signode_BXT2 ФУНКЦИОНАЛЬНЫЙ ЛИСТ.pdf | |
| Signode_BXT2 Руководство по техническому обслуживанию | Signode_BXT2 Manual.pdf | |
| Signode_BXT2 Руководство | Signode_BXT2 Manual. | |
| Signode_BXT2-16 Брошюра | Signode_BXT2-16 Brochure.pdf | |
| Signode_BXT2-16 Брошюра | Signode_BXT2-16 Brochure.pdf | |
| Signode_BXT2-19 ПЕРЕЧЕНЬ ФУНКЦИЙ | Signode_BXT2-19 ФУНКЦИОНАЛЬНЫЙ ЛИСТ.pdf | |
| Signode_BXT2-19_Literature | Signode_BXT2-19_Literature.pdf | |
| Signode_BXT10_SDS_1622_Literature | Signode_BXT10_SDS_1622_Literature.pdf | |
| Signode_BXT19_SDS_1547_Literature | Signode_BXT19_SDS_1547_Literature.pdf | |
| Signode_PL_BXT_ Литература | Signode_PL_BXT_ Литература.pdf | |
| Signode_AMPT12_Seal_Feed_Combination_Tool_for_Plastic_Strapping | Signode_AMPT12_Seal_Feed_Combination_Tool_for_Plastic_Strapping. | |
| Signode_AMPT-58_Seal_Feed_Combination_Tool_for_Plastic_Strapping | Signode_AMPT-58_Seal_Feed_Combination_Tool_for_Plastic_Strapping.pdf | |
| Signode_VFX_Quick_Start_Guide | Signode_VFX_Quick_Start_Guide.pdf | |
| Signode_VFX-913_ SPD16921_Tensioner_Literature | Signode_VFX-913_ SPD16921_Натяжитель_Литература.pdf | |
| Signode_VT32hd_sds_1658_Tension_Weld_Combination_Tool_Literature | Signode_VT32hd_sds_1658_Tension_Weld_Combination_Tool_Literature.pdf | |
| Signode_VT1013_sds_1536_Сварка натяжением_Комбинация_Инструмент_для_полипропилена_и_полиэстера_обвязки | Signode_VT1013_sds_1536_Напряжение-Сварка_Комбинация_Инструмент_для_Полипропилена_и_Полиэстера_Обвязки. | |
| Signode_VT1619_sds_1490_Tension-Weld_Combination_Tool_for_Polyester_Strapping | Signode_VT1619_sds_1490_Tension-Weld_Combination_Tool_for_Polyester_Strapping.pdf | |
| Signode_VT161925hd_sds_1494_Tension-Weld_Combination_Tool | Signode_VT161925hd_sds_1494_Tension-Weld_Combination_Tool.pdf | |
| Signode_VT-brick_sds_1510 | Signode_VT-brick_sds_1510.pdf | |
| Signode_VTI-16-19-25_sds_1637_Напряжение-Сварка_Комбинация_Инструмент | Signode_VTI-16-19-25_sds_1637_Tension-Weld_Combination_Tool.pdf | |
| Signode_186103_D504506_D-Type_Manual_Sealer | Signode_186103_D504506_D-Type_Manual_Sealer.pdf | |
| Signode_437137_D58_Manual_Sealer | Signode_437137_D58_Manual_Sealer. | |
| Signode_437148_D34_Manual_Sealer | Signode_437148_D34_Manual_Sealer.pdf | |
| Signode_BTS_Battery_Operated_Strapping_Tool_Sealer_Manual | Signode_BTS_Battery_Operated_Strapping_Tool_Sealer_Manual.pdf | |
| Signode_186123_WHD_Strapping_Tensioner | Signode_186123_WHD_Strapping_Tensioner.pdf | |
| Signode_186125_WTD2_Strappig_Tool | Signode_186125_WTD2_Strappig_Tool.pdf | |
| Signode_286195_STD_Strapping_tool | Signode_286195_STD_Strapping_tool.pdf | |
| Signode_512126_WHD34_Strapping_Tensioner | Signode_512126_WHD34_Strapping_Tensioner.pdf | |
| Signode_512153_PTC_Strapping_Tool | Signode_512153_PTC_Strapping_Tool. | |
| Signode_PT_manual_Strapping_Tool | Signode_PT_manual_Strapping_Tool.pdf | |
| Signode_186026_AL_Combination_Strapping_Tools | Signode_186026_AL_Combination_Strapping_Tools.pdf | |
| Signode_186027_AM_Combination_Strapping_Tool | Signode_186027_AM_Combination_Strapping_Tool.pdf | |
| Signode_186028_AH-114_Combination_Strapping_Tool | Signode_186028_AH-114_Combination_Strapping_Tool.pdf | |
| Signode_186032_AHP_All-Power_Combination_Strapping_Tool | Signode_186032_AHP_All-Power_Combination_Strapping_Tool.pdf | |
| Signode_186032_AHP2-114_All-Power_Combination_Strapping_Tool | Signode_186032_AHP2-114_All-Power_Combination_Strapping_Tool. | |
| Signode_186032_AHP-34_All-Power_Combination_Strapping_Tool | ||
| Signode_186034_AMP_All-Power_Combination_Strapping_Tool | ||
| Signode_286147_PRHM_Push_Type_Power_Combination_Strapping_Tool | Signode_286147_PRHM_Push_Type_Power_Combination_Strapping_Tool.pdf | |
| Signode_286183_SLP_Pneumatic_Combination_Strapping_Tool | Signode_286183_SLP_Pneumatic_Combination_Strapping_Tool.pdf | |
| Signode_286185_SPC3431_Pneumatic_Combination_Strapping_Tool | Signode_286185_SPC3431_Pneumatic_Combination_Strapping_Tool.pdf | |
| Signode_286188_PNSC2_Pneumatic_Combination_Strapping_Tool | Signode_286188_PNSC2_Pneumatic_Combination_Strapping_Tool.pdf | |
| Signode_437123_SPC100-114_Pneumatic_Combination_Strapping_Tool | Signode_437123_SPC100-114_Pneumatic_Combination_Strapping_Tool. | |
| Signode_437132_PRHR-34-114_Push_Type_Power_Combination_Strapping_Tool | Signode_437132_PRHR-34-114_Push_Type_Power_Combination_Strapping_Tool.pdf | |
| Signode_512113_SCMH_Manual_Combination_Strapping_Tool | Signode_512113_SCMH_Manual_Combination_Strapping_Tool.pdf | |
| Signode_SCM_Manual_Tool | Signode_SCM_Manual_Tool.pdf | |
| Signode_SCM-Ti_Manual_Combination_Strapping_Tool | Signode_SCM-Ti_Manual_Combination_Strapping_Tool.pdf | |
| Signode_C_Type_Sealers | Signode_C_Type_Sealers.pdf | |
| Signode_Pneumatic_RCNS2_Sealer | Signode_Pneumatic_RCNS2_Sealer.pdf | |
| Signode_RC-1435-50_Manual_Sealer | Signode_RC-1435-50_Manual_Sealer. | |
| Signode_RCD_Sealer | Signode_RCD_Sealer.pdf | |
| Signode_RCN_N_NS_Phneumatic_Sealers | Signode_RCN_N_NS_Phneumatic_Sealers.pdf | |
| Signode_SRC_TYPE_MANUAL_SEALER | Signode_SRC_TYPE_MANUAL_SEALER.pdf | |
| Signode_SYC_andC_Heavy_Duty_Manual_Sealers | Signode_SYC_andC_Heavy_Duty_Manual_Sealers.pdf | |
| Signode_YC_Manual_Sealer | Signode_YC_Manual_Sealer.pdf | |
| Signode_4A1_Steel_Tensioner | Signode_4A1_Tensioner.pdf | |
| Signode_186024_FN_Steel_Tensioner | Signode_186024_FN_Steel_Tensioner.pdf | |
| Signode_FN-114T_Steel_Tensioner | Signode_FN-114T_Steel_Tensioner. | |
| Signode_PF_Steel_Tensioner | Signode_PF_Steel_Tensioner.pdf | |
| Signode_PFH_Steel_Tensioner | Signode_PFH_Steel_Tensioner.pdf | |
| Signode_Ph3_Steel_Tensioner | Signode_Ph3_Steel_Tensioner.pdf | |
| Signode_PN2_Steel_Tensioner | Signode_PN2_Steel_Tensioner.pdf | |
| Signode_ST_Steel_Tensioner | Signode_ST_Steel_Tensioner.pdf | |
| Signode_T_Steel_Tensioner | Signode_T_Steel_Tensioner.pdf | |
| Signode_TH_Steel_Tensioner | Signode_TH_Steel_Tensioner.pdf | |
| Signode_WP2_Steel_Tensioner | Signode_WP2_Steel_Tensioner. | |
| Signode_SCM_Sealess_Combination_Tool_For_Steel | Signode_SCM_Sealess_Combination_Tool_For_Steel.pdf | |
| Signode_SCM_TI_SDS_1598_Sealess_Combination_Tool_For_Steel_Cast_in_Titanium | Signode_SCM_TI_SDS_1598_Sealess_Combination_Tool_For_Steel_Cast_in_Titanium.pdf | |
| Signode_SCMH_SDS_1525_Sealess_Combination_Tool_For_Magnus_Steel_Banding (высокопрочный) | Signode_SCMH_SDS_1525_Sealess_Combination_Tool_For_Magnus_Steel_Banding.pdf | |
| Signode_PN2-2_Tensioner | Signode_PN2-2_Tensioner.pdf | |
| Signode_PN2114_SDS_1439_Tensioner_Literature | Signode_PN2114_SDS_1439_Tensioner.pdf | |
| Signode_PRHM_SDS_1306_Combination_Tool_Literature | Signode_PRHM_SDS_1306_Combination_Tool. | |
| Signode_PRHR-114_Combination_Tool_Literature | Signode_PRHR-114_Combination_Tool.pdf | |
| Signode_RCND341114_SDS1632_Sealer_Literature | Signode_RCND341114_SDS1632_Sealer.pdf | |
| Signode_RCNS2-34_and_RCNS2-114_Sealer_Literature | Signode_RCNS2-34_and_RCNS2-114_Sealer.pdf | |
| Signode_SLP_Sealess_Combination_Tool_Literature | Signode_SLP_Sealess_Combination_Tool.pdf | |
| Signode_SPC-114_Sealess_Combination_Tool_Literature | Signode_SPC-114_Sealess_Combination_Tool.pdf | |
| Signode_SPC-3431_Sealess_Combination_Tool | Signode_SPC-3431_Sealess_Combination_Tool.pdf | |
| Signode_186073_CU25_Strap_Cutter_Literature | Signode_186073_CU25_Strap_Cutter. | |
| Signode_286024_CU30_Strap_Cutter | Signode_286024_CU30_Strap_Cutter.pdf | |
| РЕМОНТ ИНСТРУМЕНТА | ||
| Безрельсовая настольная обвязочная машина P100 | Настольная обвязочная машина P100.pdf | |
| Настольная обвязочная машина P205 | P205 Настольная обвязочная машина.pdf | |
| Полуавтоматические обвязочные машины модели P626/P726 и модели P626E/P726E | P626-P726 Настольная обвязочная машина.pdf | |
| Полуавтоматическая обвязочная машина P714 | P714 Настольная обвязочная машина.pdf | |
| Высокоскоростная обвязочная машина P702-59 | P702-59 Полноарочная высокоскоростная обвязочная машина. | |
| Автоматическая конвейерная обвязочная машина P-702B | P702B Полноарочная полностью автоматизированная конвейерная обвязочная машина.pdf | |
| Машина высокого натяжения P703VLM | P703VM Полноарочная обвязочная машина высокого натяжения.pdf | |
| P715 – Высокоскоростная обвязочная машина | P715 Высокоскоростная обвязочная машина с полной аркой.pdf | |
| P702BS Полностью автоматическая конвейерная обвязочная машина из нержавеющей стали | P702BS Полностью автоматическая конвейерная обвязочная машина из нержавеющей стали.pdf | |
| P715YM Высокоскоростная обвязочная машина из нержавеющей стали с боковым швом для влажной среды | P715YM Автоматическая обвязочная машина Samuel P715YM из нержавеющей стали обеспечивает высокую производительность, встроенная в раму, способную выдерживать самые суровые условия. | |
| Полуавтоматические обвязочные машины Mini Max из полиэстера/полипропилена, подходящие для операций по упаковке малых и средних объемов | Самуэль Мини Макс.pdf | |
| Фромм P329 Технический паспорт | datasheet_p329.pdf | |
| Заявка на получение кредита и открытие счета | USA Strapping Account Setup Credit Application.pdf | |
| Samuel SA11-D10 Double Up-Notch Sealer | СА11 Д6_Д10.pdf | |
| PRO-325 СХЕМА | ||
| PRO-325 Схема и список деталей | ||
| Диспенсеры для: шнуровой ленты, стальной ленты, полиэфирной ленты, полипропиленовой ленты | Флаеры для дозатора обвязочных материалов — август 2015 г. | P328_RU.pdf |
| Samuel P-225 EXS-508 Обвязочная машина. Полностью автоматическая арочная обвязочная машина | P225_STL_11-97 Схема полной арки P225.pdf | |
| Fromm P331 Инструмент с батарейным питанием для пластиковых лент размером до 1-1/4″ x 0,060 | Фромм_P331.pdf | |
| FROMM P331 Инструмент, работающий на батареи, до 1-1/4 ″ x .060 Пластиковой Strapping |
Анализ на рынке бандитов, 2021–2030
. Рынок U
по типу продукта (полностью автоматический, полуавтоматический, ручной), конечному использованию (мебельная промышленность, промышленность строительных материалов, прочее): глобальный анализ возможностей и отраслевой прогноз, 2021–2030 гг.
COVID -19
Пандемия потрясла весь мир и затронула многие отрасли.
Получите подробный анализ воздействия COVID-19 на рынок кромкооблицовочных станков
Запросите сейчас!
Кромкооблицовочный станок — это устройство, используемое для закрытия и придания надлежащей отделки древесным плитам. Поверхность древесины должна быть хорошо подготовлена перед помещением ее в кромкооблицовочный станок. Любая пыль, древесная стружка и остатки должны быть тщательно очищены, иначе кромочная лента может не приклеиться должным образом. Существует три типа кромкооблицовочных станков: полностью автоматические, полуавтоматические и ручные. Ручной кромкооблицовочный станок подходит для небольших заводов и индивидуальных производителей. Ручной кромкооблицовочный станок состоит из нагревателя кромки, прижимного ролика и устройства для резки кромки. Автоматический кромкооблицовочный станок используется при крупномасштабной обработке поверхности древесных плит. Весь процесс полностью автоматизирован. Эффективность работы этой машины высока. Оператору нужно просто положить деревянную панель на конвейерную ленту. Процесс включает в себя склеивание, обвязку, обрезку кромок, обрезку концов, обрезку и полировку.
Market Scope and Structure Analysis
Report Metric | Details |
Market Size Available for Years | 2020–2030 |
Рассматриваемый базовый год | 2020 |
Прогнозный период | 2021–2030 |
Forecast Unit | Value (USD) |
Segments Covered | Product Type, End-use, and Region |
Regions Covered | North America, Европа, Азиатско-Тихоокеанский регион, LAMEA
|
Охватываемые компании | Adamik Company, BIESSE, Cantek, HOFFMANN, SCM Group, SIMCO Industrial Machinery Trd. |
Анализ воздействия COVID-19
- Пандемия COVID-19 остановила производство кромкооблицовочных станков из-за блокировки в странах по всему миру, что затормозило рост кромкооблицовочных станков с самого начала несколько месяцев и, вероятно, вырастет в 2021 году.
- COVID-19 уже повлиял на продажи кромкооблицовочных станков во втором и третьем кварталах 2020 года, и ожидается, что они вырастут в 2021 году.
- Ранее основной спрос на кромкооблицовочные станки наблюдался в странах, включая США, Германию, Италию, Великобританию и Китай, на которые негативно повлияло распространение коронавируса, что привело к снижению спроса на кромкооблицовочные станки.
- Дальнейшее потенциальное влияние блокировки в настоящее время неясно, и финансовое восстановление компаний полностью основано на их денежных резервах. Производители кромкооблицовочных станков могут позволить себе полную блокировку только на несколько месяцев, после чего игроки должны изменить свои инвестиционные планы. Например, различные игроки рынка приостанавливали свою производственную деятельность на несколько недель, чтобы сократить расходы. В то время как немногие игроки также увольняли сотрудников, чтобы выжить во время COVID-19.кризис здоровья.
- Ожидается, что производители кромкооблицовочных станков сосредоточатся на защите своей рабочей силы и цепочек поставок, чтобы отреагировать на немедленный кризис в отделении и найти новые способы работы после COVID-19, например, предоставление дезинфицирующих средств, поддерживающих социальное дистанцирование, а также обеспечение вакцинации каждого Сотрудник компании может помочь в обеспечении здоровья и безопасности рабочей силы.
Основные факторы воздействия
Прогресс в технологии производства и рост спроса на роскошную мебель способствуют росту рынка кромкооблицовочных станков. Прогнозируется, что в Азиатско-Тихоокеанском регионе будет наблюдаться рост числа потребителей и увеличение спроса на изделия из дерева из-за роста коммерческих и жилых построек по всему миру, что увеличивает потребность в мебели и, таким образом, стимулирует рост рынка кромкооблицовочных станков. . Наблюдается увеличение спроса на роскошную мебель в связи с изменением тенденции образа жизни потребителей. Потребность в автоматических промышленных машинах для минимизации отходов и повышения производительности также растет. Эти факторы способствуют росту рынка кромкооблицовочных станков. Более того, компании запускают новые продукты более высокого качества, что способствует дальнейшему росту рынка. Например, в марте 2021 года компания Delta, один из ведущих игроков на рынке, разработала высокоскоростное кромкооблицовочное оборудование для улучшения качества и внешнего вида окантовки.
Key Segments Covered
Market by Product Type
- Full-automatic
- Semi-automatic
- Manual
Market by End-use
- Furniture Industry
- Building Material Отрасль
- Прочее
Регион
- Северная Америка
- США
- Канада
- Мексика
- Germany
- UK
- France
- Italy
- Spain
- Rest of Europe
- Asia-Pacific
- China
- Japan
- India
- South Korea
- Australia
- Rest of Asia-Pacific
- LAMEA
- Бразилия
- Аргентина
- GGC
- Южная Африка
- Остальная часть LAMEA
- В этом исследовании представлено аналитическое описание кромкооблицовочного станка наряду с текущими тенденциями и прогнозами на будущее для определения возможных инвестиционных карманов
- В отчете представлена информация, касающаяся основных движущих сил, ограничений и возможностей, а также подробный анализ Доля рынка кромкооблицовочных станков.
- Текущий рынок количественно проанализирован с 2020 по 2030 год, чтобы выделить сценарий роста рынка кромкооблицовочных машин.
- Анализ пяти сил Портера иллюстрирует потенциал покупателей и поставщиков на рынке.
- В отчете содержится подробный анализ рынка ассортиментов с краевой полосой, основанный на конкурентной интенсивности и то, как конкуренция будет сформироваться в ближайшие годы
Рыночный отчет о рынке биологических машин с преимуществами. Загрузка оглавления… Обладая коллективным отраслевым опытом своих аналитиков и экспертов, составляющим около 200 лет, компания Allied Market Research (AMR) использует самую безошибочную методологию исследования рынка и отраслевого анализа. Мы не только гравируем самые глубокие уровни рынков, но и проникаем в их самые тонкие детали для наших рыночных оценок и прогнозов. Наш подход помогает достичь более полного консенсуса на рынке в отношении размера, формы и отраслевых тенденций в каждом отраслевом сегменте. Мы тщательно учитываем отраслевые тенденции и реальные события для определения ключевых факторов роста и будущего курса рынка. Наши исследовательские доходы являются результатом высококачественных данных, мнений и анализа экспертов, а также ценных независимых мнений. Мы предлагаем нашим клиентам исчерпывающие исследования и анализ, основанные на широком спектре фактических данных, которые в основном включают интервью с участниками отрасли, надежную статистику и региональную информацию. Наши штатные отраслевые эксперты играют важную роль в разработке аналитических инструментов и моделей, адаптированных к требованиям конкретного отраслевого сегмента. Эти аналитические инструменты и модели очищают данные и статистику и повышают точность наших рекомендаций и советов. Благодаря откалиброванному исследовательскому процессу AMR и методологии оценки данных на 360 градусов наши клиенты могут быть уверены в получении: Благодаря надежной методологии мы уверены, что наши исследования и анализ наиболее надежны и гарантируют надежное бизнес-планирование. Вторичное исследование Первичное исследование Наши первичные исследовательские интервью и дискуссии обычно состоят из самых опытных представителей отрасли. Эти участники включают в себя; однако, не ограничиваясь: Аналитические инструменты и модели 6 наиболее распространенных факторов, влияющих на качество кромкооблицовки Проблемы
кромкооблицовочных станков обычно вызваны его специальной функцией и
структуры, и существует множество факторов, влияющих на ее качество во время
обработка. Что касается функций и конструкции кромкооблицовочного станка,
должны не только защищать края заготовки, хорошо запечатывать края и
уменьшить деформацию заготовки, но и для красивого внешнего вида. По типу продукта By End Use By Region . Компания Adamik, BIESSE, Cantek, HOFFMANN, SCM Group, SIMCO Industrial Machinery Trd. Co. Ltd., Schnell Machine, Vector Systems, HOLZ-HER GmbH, BRANDT Наш исследовательский процесс призван обеспечить сбалансированное представление о мировых рынках и позволить заинтересованным сторонам принимать обоснованные решения.
Мы используем широкий спектр отраслевых источников для нашего вторичного исследования, которые обычно включают; тем не менее, не ограничиваясь: документами SEC компании, годовыми отчетами, веб-сайтами компаний, брокерскими и финансовыми отчетами и презентациями для инвесторов для конкурентного сценария и структуры отрасли
Наши основные усилия по исследованию включают в себя охват участников по почте, телеразговорам, направлениям, профессиональным сетям и личному общению. Мы также поддерживаем профессиональные корпоративные отношения с различными компаниями, что позволяет нам более гибко обращаться к участникам отрасли и комментаторам для интервью и дискуссий, выполняя следующие функции:
AMR разработала набор аналитических инструментов и моделей данных, чтобы дополнить и ускорить процесс анализа. В соответствии с рынками, на которых наблюдается значительный недостаток информации и оценок, команда экспертов и аналитиков AMR разрабатывает специальные аналитические инструменты и отраслевые модели для преобразования качественных и количественных отраслевых показателей в точные отраслевые оценки. Эти модели также позволяют аналитикам изучить перспективы и возможности, преобладающие на рынке, чтобы точно предсказать курс рынка. 6 наиболее распространенных факторов, влияющих на качество кромкооблицовки
Делать
идеальный край, машина должна убедиться, что кромочные полосы
приклеиваются к краю доски и должны быть прочными и плоскими, также необходимо
убедитесь, что нет открытых частей, сколотого края или большого зазора
стык между запаянной кромкой поверхностью и другими сторонами должен быть
естественно, плавно и быстро.
Проблемы качества края
герметизация заготовок пластинчатого типа в основном вызвана разрезанием
клеевого шва и окантовки полос. Прочность соединения, размер
клеевой шов и остаточное количество клея на краю — распространенные проблемы
качества клеевого шва; краевые трещины, царапины, поверхностные повреждения
края являются общими проблемами качества резки. Существуют различные факторы
влияя на качество процесса облицовки кромок, которое может быть примерно
резюмируется как:
1, Проблемы с оборудованием
Поскольку двигатель этого
кромкооблицовочный станок и гусеница не могут хорошо взаимодействовать, гусеница
неустойчива в процессе эксплуатации, то кромкооблицовочные планки не подойдут к
край идеально. отсутствие клея или неровное покрытие часто вызваны
приклеивание нажимного стержня, плохо взаимодействующего с конвейерной цепью
подушка. Если инструменты для обрезки и снятия фаски не отрегулированы
должным образом, требуя не только дополнительной рабочей силы, но и качества
обрезку трудно гарантировать.
Короче, из-за плохого уровня
пуско-наладка оборудования, ремонт и техническое обслуживание, проблемы качества
продлится. Тупость режущих инструментов также напрямую влияет на
качество концов и обрезки. Угол обрезки, заданный
оборудование находится в диапазоне 0 ~ 30 °, а угол обрезки, выбранный в
общая продукция 20°. Тупое лезвие режущего инструмента будет
привести к ухудшению качества поверхности.
2, Заготовка
искусственный деревянный как материал заготовки, отклонение толщины
и плоскостность может не соответствовать нормам. Это делает расстояние
от прижимных роликовых колес до поверхности конвейера трудно
устанавливать. Если расстояние слишком мало, это вызовет слишком большое давление
и отдельно от полос и заготовки. Если расстояние слишком велико,
пластина не будет сжата, а полоски не будут надежно скреплены
с краю.
3, кромочные ленты
Ленты для окантовки кромок
в основном изготовлены из ПВХ, на который может сильно повлиять
Окружающая среда. Зимой жесткость полос ПВХ увеличивается, что
вызывает снижение адгезии клея. И чем дольше срок хранения,
поверхность будет стареть; прочность сцепления с клеем ниже. Для бумаги
изготовлены полосы с небольшой толщиной, из-за их высокой ударной вязкости и низкой
Толщина (например, 0,3 мм) приведет к неравномерному разрезу, недостаточному
прочность сцепления и плохая производительность обрезки. Поэтому такие проблемы, как
большие отходы кромкооблицовочных полос и высокая скорость доработки являются серьезными факторами.
Когда
используются толстые кромочные полосы, прижимной стержень для полос должен
быть отрегулированы плотно до оптимального положения. Наиболее распространенная неисправность
чрезмерное затягивание. Поскольку полоски немного длиннее, чем
заготовку, приложите вертикальную силу к кромочным полосам. На данный момент,
поскольку клей не полностью вылечен, прочность соединения не
достаточно, и конец заготовки легко потерять.
4, клей
количество клея, нанесенного на край, зависит от типа,
концентрация, вязкость клея и шероховатость поверхности
край. Клей должен быть нанесен равномерно и без пузырьков воздуха. Из-за
низкая температура зимой, температура клея должна быть
немного выше, чтобы обеспечить прочность склеивания. Если это слишком
жарко, свыше 190°С, ДСП кромкооблицовочного станка
легко сломать. Как только это происходит, слой клея становится тонким. Когда
вырезаем полоски, клей уже остыл, и полоски
температура также низкая, что приводит к значительному снижению сцепления
прочность.
Если температура падает до 170°С, клей немного
толще, но температура полос ниже, а клей и
прочности соединения недостаточно. Когда температура ниже 170°
C, клей не будет хорошо плавиться.
5, Комнатная температура и температура машины
Когда
температура в помещении низкая, заготовка проходит через край
ленточная машина, ее температура не может быть быстро повышена, а
в то же время клей слишком быстро остывает, что трудно завершить
связь. Поэтому температуру в помещении следует контролировать.
выше 15°С. При необходимости детали кромкооблицовочного станка можно
предварительно подогреты перед работой (электрический нагреватель может быть добавлен в
начало процесса кромкооблицовки). При этом нагрев
индикация температуры приклеивания прижимного стержня должна быть равна или
выше, чем температура, при которой клей-расплав может расплавиться
полностью.
6, скорость подачи
Скорость подачи современных
автоматические кромкооблицовочные станки, как правило, 18 ~ 32 м / мин. Немного
высокоскоростные машины могут достигать 40 м/мин и выше, а ручные
криволинейный кромкооблицовочный станок имеет скорость подачи всего 4 ~ 9 м / мин.