конструкция, модели, изготовление своими руками
На больших предприятиях и в частных мастерских часто возникают потребности в производстве деталей одинаковых по размеру и форме. Чтобы выполнить подобные работы необходимо применять копировально-фрезерный станок. Оборудование позволяет изготавливать одинаковые детали, не отличающиеся по размеру и форме.

Копировально-фрезерный станок
Технические характеристики
Возможности копировально-фрезерного оборудования зависят от его технических характеристик. При выборе следует учитывать технические параметры станка:
- Форму и размеры.
- Тип питания.
- Наличие ЧПУ.
- Размер рабочего стола.
- Количество шпинделей.
- Мощность электродвигателей.
- Массу.
Помимо основных характеристик, у покупного оборудования есть дополнительные элементы, которые расширяют его функционал. К ним относится возможность изменения положения рабочего стола под разными углами, наличие обычных и поворотных тисков.
Устройство
Знание конструкции станка позволяет избежать ошибок в эксплуатации оборудования. Устройство:
- Обработка заготовок производится с помощью фрезы.
- Оснастка приводится в движение с помощью шпинделя.
- Одинаковые детали изготавливаются с помощью задающего устройства (копир).
- Каркас. Представляет собой направляющие, по которым передвигаются рабочие части.
- Станина, на которой закрепляются остальные детали. Это литая конструкция.
Дополнительно на копировально-фрезерном оборудовании устанавливается пантограф. С его помощью задаётся рабочий процесс в определённом масштабе.

Копировально-фрезерное оборудование
Предназначение
Использование станка позволяет проводить фрезерование поверхности заготовок. Подобное оборудование используется как для работы с металлом, так и с деревом. Для копира используется готовая деталь, по которой станок начинает копирование формы на необработанную заготовку. Копировально-фрезерные станки предназначены для таких работ:
- Контурное фрезерование.
- Гравировка поверхностей.
- Создание узорных надписей, орнаментов, контуров.
Промышленные машины позволяют создавать узоры и сложные фигуры на разных плоскостях.
Принцип работы
Копировально-фрезерное оборудование позволяет ускорить производство и повысить эффективность труда рабочих. Этапы проведения работ:
- Изготавливается шаблон, по которому будут изготавливаться идентичные детали.
- Заготовка обрабатывается по контуру в соответствии с заданными габаритами шаблона.
- Шпиндель вращается и крутит фрезу, которая снимает лишние слои металла.
Рабочий инструмент (фреза) выбирается в зависимости от того, какой узор нужно нанести на рабочую поверхность заготовки.
Классификация
Копировальные фрезерные станки бывают разных типов, комплектации и конструкции. Оборудование, которое можно найти в продаже, бывает нескольких типов:
- с пантографом;
- с фотокопировальными механизмами;
- оборудование, комплектуемое копиром и поворотной рейкой, на которой он закрепляется.
Копировально-фрезерные машины можно разделить на две группы по количеству рабочих частей:
- Одношпиндельные. Простые модели, имеющие один шпиндель с фрезой. Оборудование используется в небольших мастерских, где не требуется серийное производство деталей.
- Многошпиндельные. Имеют несколько шпинделей. Оборудование используется на предприятиях и заводах.
Станки с копиром можно разделить по типу управления:
- Ручные. Механизм настраивается человеком, приводится в действие с помощью пневматических и механических приводов.
- Машины, оборудованные системой ЧПУ. Это профессиональное оборудование, в котором требуется прописывать алгоритм для подвижных механизмов.

Ручной копировально фрезерный станок
Как изготовить копировально-фрезерный станок
В строительных магазинах присутствуют копировально-фрезерные станки для обработки металлических заготовок. Самые популярные — модели с системой ЧПУ. Однако они очень дорогие. И поэтому вопрос о изготовление станка своими руками становится весьма актуальным.
Добиться высокой производительности от самодельного оборудования не получится. Без опыта работы с радиодеталями, схемами и программным обеспечением установить систему ЧПУ на самодельную модель не получится.
Этапы изготовления самодельного токарного станка:
- Подготавливается чертёж. На нём изображаются элементы устройства и размеры. Габариты самодельного оборудования выбираются в зависимости от того, какие заготовки будут обрабатываться с его помощью и сколько места есть в производственном помещении.
- Когда чертёж готов, подготавливаются инструменты, расходные материалы. Станину, несущую раму лучше изготавливать из металла. Отдельные детали скрепляются сварочным аппаратом. Конструкцию нужно закрепить на тяжёлой станине. Она не позволит вибрациям нарушить рабочий процесс.
- Рабочий стол изготавливают из листового металла. Его оборудуют системой перемещения по горизонтали и вертикали.
После сборки основной конструкции, на самодельный станок устанавливается шпиндель, в который закрепляется фреза. Для передвижения рабочей части на конструкцию закрепляются направляющие профиля.
Самодельное оборудование не годится для серийного производства. После нескольких обработанных деталей направляющие профиля отклонятся от изначальных размеров. Из-за этого их требуется периодически проверять, настраивать.
Нельзя забывать про изготовление панели управления. Лучше сделать пульт, с помощью которого можно будет изменять скорость вращения шпинделя. Перед включением самодельного оборудования проверяется надёжность крепёжных соединений, работоспособность двигателя, наличие питания.
Копировально-фрезерный станок позволяет изготавливать одинаковые детали с готовых шаблонов. Это позволяет заниматься серийным производством изделий из металла и дерева. Можно собрать самодельное оборудование, которое пригодиться в мастерской или гараже. Оно не сравнится с промышленным, однако подойдёт для изготовления деталей в небольшом количестве.
metalloy.ru
различие деревянных и металлических пантографов
Очень часто требуется сделать копию какого-либо предмета или повторить необходимую деталь. Для изготовления копий изделий сложной формы придумано много способов. Если требуется изготовить партию однотипных элементов, то чаще всего используют копировально фрезерные станки. Они обладают высокой скоростью обработки заготовок и позволяют быстро изготовить копии идентичные заданному образцу.
Основы процесса фрезерования
Практически на всех крупных промышленных производствах и в небольших мастерских можно встретить станки фрезерной группы. Ведь операция фрезерования — самый популярный способ механической обработки изделий. С помощью фрезеровальных устройств выполняют черновые, получистовые и чистовые обработки заготовок из дерева, черного и цветных металлов, а также пластика. Современные станки способны быстро и высокоточно обрабатывать изделия не только простых, но и самых сложных форм.

Фрезерные машины делятся на два вида:
- Станки общего назначения.
- Специализированное оборудование.
К специализированному оборудованию относятся рассматриваемые копировальные фрезеры. Они позволяют делать копии предметов и работают как с плоскими, так и объемными формами. Более того, эти устройства могут помочь выполнить гравировку, нанести орнаменты, различные надписи, создать различные узоры на гранях, которые расположены в различных плоскостях.
Существуют два способа фрезерования:
- Встречное, при котором инструмент подается и вращается в различные стороны.
- Попутное. В этом случае подача и вращение инструмента происходит в разных направлениях.
Режущее полотно фрез таких станков может быть из самых разных материалов, что позволяет успешно переходить с обработки деревянных изделий на твердые металлы и даже натуральные или искусственные камни.
Принципы работы
Общим элементом для всех фрезеров копировальных по дереву или металлу является фреза — режущий и обрабатывающий инструмент.
Основные моменты работы фрезерного устройства:
- С помощью копира задается поверхность или контур, который затем повторяет фреза.
- Между узлом слежения и режущей фрезой расположена соединяющая их система. При обработке деревянных изделий она чаще всего имеет механическое управление и подачу. Кроме механической применяют пневматическую или гидравлическую систему.
- Копиром может является или плоский шаблон, или эталонная объемная заготовка, фотоэлемент или чертеж. В сложных станках встраивается ЧПУ, и тогда они превращаются в широкоуниверсальные.
- Детали, выступающие шаблонами, могут быть сделаны из чего угодно. Это может быть дерево, металл, пластмасса или другой плотный материал.
Все копировальные станки работают по одному принципу: к образцу любого типа подводится следящее устройство, которое через соединительную систему передает необходимое направление и усилие на режущий узел — фрезу.

Использование шаблона-образца исключает ручное вмешательство и поэтому даже при изготовлении копий сложных деталей, все полученные изделия одинаковы по форме и размерам. Копировальное фрезерование бывает контурное, объемное и прямого действия. Обрабатываемая заготовка и первоначальный шаблон закрепляют на перемещающейся рабочей поверхности станка.
При контурном копировании рабочая поверхность перемещается в продольном направлении. Во втором случае, при объёмном копировании, стол с копиром и заготовкой подвижны и в поперечном, и в продольном направлениях.
Узел между копиром и фрезой, который точно задает движение и силу режущему инструменту называется пантограф. По дереву или другому материалу пантографы работают одинаково безошибочно.
 Пантограф используется в станках прямого действия. Этот узел позволяет организовывать не только копирование, но и масштабирование деталей. Часто такие станки используют для гравировальных работ.
Пантограф используется в станках прямого действия. Этот узел позволяет организовывать не только копирование, но и масштабирование деталей. Часто такие станки используют для гравировальных работ.
Пантограф состоит из направляющего пальца, его оси, отдельной оси вращения и инструментального шпинделя. Направляющий палец вместе со шпинделем размещены на одной планке. Масштаб копирования напрямую зависит от соотношения плеч шпинделя и пальца.
Палец перемещается по контуру оригинала и приводит в движение рейку, которая свободно вращается на оси. Таким образом, шпиндель, расположенный на другой стороне рейки, повторяет движение пальца.
Режущая кромка приходит в движение при помощи винта, золотникового клапана, соленоида, электромагнитной муфты. В усилительном устройстве копировально фрезерного станка по металлу используется реле. Оно может быть электромагнитное, гидравлическое или электрооптическое.
Вращение передается от электрического двигателя при помощи цепи и гидравлического цилиндра.
Передача вращательного момента может быть многоступенчатой.
Качество полученной при копировании детали, а именно шероховатость, точность размеров и формы, напрямую зависит от скорости реагирования и перемещения следящего устройства. Хорошими результатами считаются: точность профиля две сотых миллиметра, а шероховатость должна соответствовать шестому номеру общепринятых стандартов.
Разновидности устройств
Копировальное оборудование может отличаться приводами, которые бывают различных типов.
На основе приводов различают:
 Устройства, имеющие пантограф, который позволяет обрабатывать детали в разных измерениях.
Устройства, имеющие пантограф, который позволяет обрабатывать детали в разных измерениях.- Оборудование, у которого копир закреплен на поворотной планке подвижной по вертикали.
- Станки с поворотными столами. Устройство может иметь один шпиндель или несколько. Стол имеет круглую или прямоугольную форму.
- Фотокопировальные устройства.
- Оборудование с подачей за счет механических, гидравлических или электрических узлов.
Станки также отличаются степенью автоматизации и вариантами фиксации заготовок.
На основании этого устройства бывают:
 Настольные или ручные. Обрабатываемая деталь закрепляется механическим способом. Этот способ позволяет рассверливать отверстия на заготовке по заданному шаблону.
Настольные или ручные. Обрабатываемая деталь закрепляется механическим способом. Этот способ позволяет рассверливать отверстия на заготовке по заданному шаблону.- Автоматические станки, на которых заготовки фиксируются пневматическими прижимами. Эти станки стационарного типа и на них работают с алюминием.
- Автоматические стационарные агрегаты имеющие пневматические пружины и трехшпиндельную головку. На такой конструкции можно одновременно сверлить тройные отверстия, что невозможно сделать на устройствах предыдущих типов.
На современном рынке есть множество предложений по готовым станкам различного уровня и сложности. Но некоторые мастера предпочитают изготавливать самодельные копировальные фрезерные станки по дереву или металлу. Если присутствуют чертежи, инструмент и исходный материал, то подобное оборудование собрать несложно.
Изготовление своими руками
 Полностью конкурировать с промышленными образцами самодельный копировальный станок для резьбы по дереву, конечно, не может. При эксплуатации самодельных устройств наблюдаются разнообразные недостатки.
Полностью конкурировать с промышленными образцами самодельный копировальный станок для резьбы по дереву, конечно, не может. При эксплуатации самодельных устройств наблюдаются разнообразные недостатки.
Самые распространенные проблемы — это вибрация рамы станка, прогибание заготовки, большие погрешности при копировании. Поэтому при проектировании собственного станка следует учитывать задачи, которые он будет решать. Проще собрать узкопрофильное устройство, чем универсальное, сразу настроив его для решения однотипной задачи.
Несмотря на разнообразие схем, показывающих порядок сборки станка, все устройства имеют одинаковые основные узлы.
Минимальный набор элементов следующий:
- Стол рабочий.
- Рама несущая.
- Головка фрезерная.

Вращение с электродвигателя через привод передаётся на головку с фрезой. При необходимости сменить режим реза, меняется высота стола. При желании, для смены скоростей разрабатывают передаточный механизм.
Пантограф может быть собран из дерева или металла.
Пантограф по дереву имеет свой недостаток, поскольку деревянные части соединяются при помощи петель и, таким образом, им свойственен люфт. Поэтому точность обработки деревянного пантографа невысокая.
При изготовлении металлического пантографа появляется возможность создавать копии разного масштаба. Но он не умеет делать объемные копии.
Некоторые умельцы пытаются переделать обычный производственный фрезерный станок, добавив к нему копирующее устройство. В этом случае надо переделывать практически полностью весь старый станок и проще собрать агрегат с нуля.
Следует учитывать размер заготовок, которые должен будет обрабатывать станок. Чем больше длина заготовки, тем сильнее нагрузка на направляющие оси станка. Возможно, они неспособны будут выдержать такую нагрузку. А также при работе с крупными деталями, инструмент испытывает большие вибрации. Чтобы компенсировать момент вибрации, оборудование необходимо проектировать массивным и тяжелым.
Поэтому, в первую очередь перед созданием копировально фрезерного станка по металлу или дереву надо выделить задачи, которые будут решаться при работе на нём. Исходя из этого планируются размеры стола и всей конструкции, способы крепления шаблона и варианты перемещения фрезы.
Если планируется обработка плоских деталей, то для контурного копирования хватит двух осей станка, поскольку перемещение будет только продольное и поперечное.
Если рассчитывать на работу с рельефными заготовками, то потребуется добавить еще перпендикулярное движение.
 Если же рельеф большой, то приходится рассчитывать на еще одну ось — четвертую.
Если же рельеф большой, то приходится рассчитывать на еще одну ось — четвертую.
Все возможные варианты надо продумать до начала изготовления станка, поскольку после изготовления и сборки всех узлов, очень сложно внести изменения в существующую конструкцию.
Компоновка станка может быть горизонтальной или вертикальной. Если станок вертикальный, то стружка во время фрезерования попадает либо на стол, либо в специальный поддон, а не оседает в деталях фрезы.
Для лучшего качества обработки изделия фрезерная головка должна быть высокооборотная.
Для обработки деталей из разных материалов, желательно иметь набор режущих фрез разного качества и износостойкости.
После определения круга задач, вычисляется необходимая мощность мотора. Для выполнения гравировки и подобных работ по дереву достаточно двигателя с мощностью от сто пятидесяти до двухсот ватт.
Рабочий узел и щуп закрепляются вместе так, чтобы они находились на одной плоскости и высоте по отношению к рабочему столу. В качестве крепления используется жесткий зажим. Тогда весь собранный элемент сможет перемещаться параллельно сторонам рабочей поверхности как горизонтально, так и вертикально.
Все подвижные узлы должны быть максимально легкими, чтобы управляющие усилия были минимальными.
Правила техники безопасности
Поскольку инструмент является и электрическим, и режущим, он требует аккуратной эксплуатации и соблюдения элементарных правил техники безопасности.
Правила техники безопасности включают в себя:
 Размещать аппарат в помещении следует таким образом, чтобы к нему был свободный доступ.
Размещать аппарат в помещении следует таким образом, чтобы к нему был свободный доступ.- Само помещение должно быть хорошо проветриваемым.
- Перед включением нужно убедиться, что поверхность стола свободна он лишних предметов и ничего не мешает работе устройства.
- Все крепления, особенно фреза, должны быть надежно закреплены и не болтаться.
- Электродвигатель должен быть заземлен и не иметь повреждений.
- Нельзя прикасаться руками к вертящимся валам до полной их остановки.
- Любые ремонтные работы проводятся только при выключенном приборе и отключенном от электросети двигателе.
- Стоять во время работы нужно на резиновом коврике.
- После получаса непрерывной работы, необходимо выключить станок и дать деталям остыть.
Знание и соблюдение простых мер безопасности предотвращает травмы, порезы, ушибы, а иногда спасает жизнь.
obrabotkametalla.info
Копировально-фрезерные станки — Фрезерные работы
Копировально-фрезерные станки
Категория:
Фрезерные работы
Копировально-фрезерные станки
Детали сложной конфигурации, например штампы, пресс-формы, лопатки турбин и др., в крупносерийном и массовом производстве обрабатывают на копировально-фрезерных станках концевыми фрезами. Различают контурное и объемное копировальное фрезерование.
При контурном фрезеровании фрезе или обрабатываемой заготовке необходимо сообщить одновременно движение в двух направлениях: х и у (продольном и поперечном) — по заданной программе (кривой копира). Для обеспечения точного обвода контура результирующая скорость перемещения щупа, относительно копира и режущего инструмента по заготовке детали (так называемая подача копирования) всегда должна быть направлена по касательной к контуру в данной точке.
Выполнение этого условия обеспечивается специальным устройством — синусным распределителем. Пространственно-сложные фасонные поверхности при объемном копировании обрабатываются отдельными проходами концевой фрезы с закругленными торцовыми зубьями. Во время каждого такого прохода фреза перемещается вдоль профиля обрабатываемой заготовки в данном сечении в направлении оси х (задающая подача sx). В процессе продольного перемещения фреза должна изменять свое положение в направлении оси у (следящая подача sy). Для перехода к обработке соседнего сечения необходимо периодическое смещение фрезы в направлении оси г. Такое перемещение носит название строчечной подачи sz.
Копировально-фрезерные станки имеют задающее устройство (копир, шаблон, эталонная деталь, чертеж, модель и др.), связанное через копировальное устройство (щуп, копировальный палец, копировальный ролик, фотоэлемент) с исполнительным органом, который повторяет движение копировального устройства для воспроизведения режущим инструментом формы задающего устройства.
Существуют две схемы работы копировально-фрезерных станков: без следящей системы и с ней. В первой согласование взаимного положения шупа (копировального пальца) с копиром осуществляется жесткой связью между задающим и исполнительным устройствами. Вторая система имеет следящий механизм в системе исполнения команд. В задающем устройстве образуются управляющие сигналы, которые подаются в следящий механизм.

Рис. 1. Схема копировального фрезерования пространственно-сложных фасонных поверхностей
Последний сравнивает заданную программу с выполненной и при их расхождении подает сигнал исполнительному устройству для корректирования траектории режущего инструмента. Копировальные станки со следящей системой характеризуются также наличием усилительных устройств, которых нет в станках с жесткой связью. В отличие от механических копировальных устройств, в которых сила резания воспринимается копиром (шаблоном), в следящих системах следящий орган (щуп), передвигаясь по копиру, только подает команду исполнительным органам, которые осуществляют соответствующие перемещения рабочих органов станка. Поэтому следящие копировальные устройства работают с очень малым давлением на копиры (шаблоны или модели), что дает возможность применять дешевые и простые в изготовлении копиры и производить обработку крутых и точных переходов профиля фасонной поверхности. Малые давления следящего органа (щупа) на копир обеспечивают высокую точность и класс шероховатости обработанной поверхности, позволяют производить обработку при оптимальных режимах фрезерования. Наибольшее применение получили копировально-фрезерные станки с электромеханической и гидравлической копировальными системами.
Горьковский завод фрезерных станков выпустил вертикально-фрезерный консольный станок с копировальным устройством модели 6Р12-К1. На нем кроме обычных фрезерных работ возможна обработка сложных фасонных поверхностей — штампов, пресс-форм и других деталей. Станок имеет ряд конструктивных усовершенствований по сравнению с базовым модели 6Р12К. Так, предусмотрены новая конструкция консоли с коробкой подач, механизированное крепление инструмента, тормозные муфты в приводе продольного и поперечного хода стола. Скорость быстрого хода стола увеличена до 4 м/мин. Для управления муфтами копировального устройства использованы быстродействующие полупроводниковые ключи. Возможен автоматизированный обход контура обрабатываемых заготовок как по часовой, так и против часовой стрелки.
—-
Копировально-фрезерные станки с пантографом. Эти станки предназначены для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиоов и объемных моделей. На них можно производить гравирование различных фасонных профилей, орнаментов, узоров, надписей и т. п. Копирование осуществляется вручную перемещением ощупывающего пальца (трейсера) по контуру копира. Кроме того, станки могут быть использованы для легких фрезерных работ при неподвижном пантографе; подача в таких случаях осуществляется перемещением рабочего стола станка.

Рис. 2. Копировально-фрезерный станок с пантографом
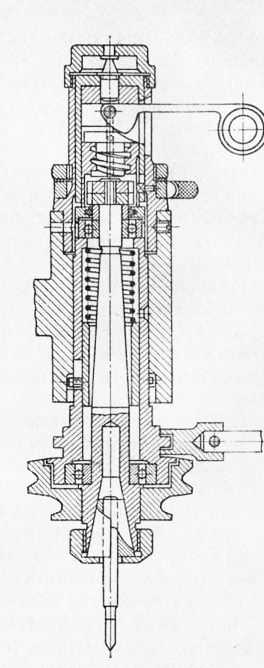
Рис. 3. Шпиндель пантографа
Копировально-фрезерный станок с пантографом выполнен в виде одноколонной конструкции с вертикальной осью шпинделя и горизонтальным расположением рабочей поверхности стола. На верхней части колонны крепится пантограф, с помощью которого осуществляется копирование модели. Плечи пантографа соединяют ощупывающий палец (трейсер) и шпиндель станка. По вертикальным и горизонтальным направляющим станины перемещается рабочил стол, который имеет движение в трех взаимно перпендикулярных направлениях. Обрабатываемая деталь закрепляется на рабочем столе, модель — на специальном копирном столе, расположенном на одном уровне с рабочим столом, что обеспечивает удобное для работы положение детали и копира. Привод вращения шпинделя осуществляется от отдельного электродвигателя, смонтированного снаружи колонны. Установка плеч пантографа при настройке необходима при изготовлении уменьшенных или увеличенных копий (в нужных масштабах) и производится путем совмещения соответствующих штриховых отметок на движках и плечах пантографа.
Шпиндель пантографа смонтирован на шарикоподшипниках, благодаря которым обеспечивается плавное вращение резца-фрезы без люфта как при самой низкой, так и при самой высокой частоте вращения. Правильная установка (соосность) резца-фрезы и шпинделя обеспечивается специальными разрезными конусными цангами, в которых резец удерживается гайкой. Перемещение резца-фрезы в вертикальном направлении производится путем опускания или подъема рычага шпинделя. Кроме того, вращением рычага шпинделя в горизонтальной плоскости можно дополнительно опускать или поднимать резец-фрезу, а глубину гравирования фиксировать специальным кольцом. Шпиндель пантографа допускает применение резцов-фрез диаметром до 8 мм.
Трехразмерный пантограф является основной особенностью конструкции станка. Он свободно подвешен на шарнире и позволяет производить различные объемные граверные работы. При объемных (рельефных) работах глубина гравирования после установки резца регулируется движением ощупывающего пальца по копиру. При работах же в одной плоскости (гравирование всевозможных шрифтов) глубина гравирования регулируется путем комбинированной грубой и точной перестановки резца-фрезы в шпинделе, к чему в случае надобности добавляется еще и вертикальное перемещение рабочего стола. Сначала путем опускания рычага шпинделя резец подводится к поверхности обрабатываемой детали, а затем врезается в материал и посредством последующего горизонтального перемещения продолжает резание. Нониус установки глубины имеет цену деления 0,1 мм.
Установка пантографа как при уменьшении, так и при увеличении размеров копирования осуществляется перемещением и закреплением направляющих по отметкам, выгравированным на стальных призмах.
Для получения определенного уменьшения или увеличения размеров копии с передаточным отношением, выраженным в целых числах, следует установить оба движка на плечах с пантографа и движок b — на поперечине е на соответствующих изменению масштаба рисках. Движки устанавливают так, чтобы штрих (марка) движка совпадал со штрихом плеча или поперечины.

Рис. 4. Схема пантографа: а — положение плеч пантографа при уменьшении изображения 1:2; б — положение плеч пантографа о обозначениями, необходимыми для производства расчета дробных значений масштаба и изображения
Например, для изменения масштаба в 3,5 раза нужно передвинуть движки от штриха на расстояние 75 мм. При установке необходимо обращать внимание на то, чтобы отсчет производился в нужную сторону от штриха.
По приведенной формуле можно рассчитать таблицы промежуточных положений движков для звеньев пантографов любой системы.
Площадь гравирования, охватываемая с одной установки пантографа, зависит от настройки передаточного отношения его плеч. Конфигурация рабочей площади изображена на рис. 76. Чтобы показать, какие площади изделий можно охватить гравированием, на этом рисунке в рабочую площадь вписаны прямоугольник, круг и эллипс, размеры которых, как было сказано выше, зависят от настройки плеч пантографа. Из рисунка видны размеры остающегося свободного пространства.
Рабочий и копирный столы расположены один против другого на равной высоте. Крепежные Т-образные пазы в этих столах точно параллельны друг другу. Стол для копиров вертикально перемещается маховиком и предохранен от самопроизвольного вращения шпоночным направляющим пазом, но при ослаблении крепежного болта может вращаться вокруг своей оси. Этот стол имеет возвратно-поступательное движение в горизонтальном направлении: к рабочему столу и от него. Рабочий стол может перемещаться вертикально при помощи маховика с микрометрическим нониусом и вдоль и поперек станины, причем его консоль снабжена литыми призматическими направляющими. На столе для копиров установлены также съемный стол с пазами, имеющими форму ласточкина хвоста, для набора вставных цифровых или буквенных шаблонов.
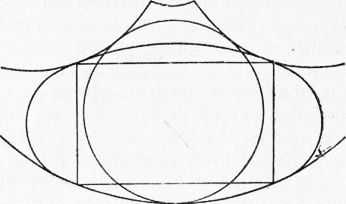
Рис. 5. Конфигурация рабочей площади

Рис. 6. Внешний вид станка с пантографом
Другой копировально-фрезерный станок с пантографом предназначен для выполнения копировальных работ на плоскости по шаблону. На станке можно производить гравирование различных профилей. Передвижение резца-фрезы осуществляется при перемещении копировального (ощупывающего) пальца по контуру копира. Копирование может быть в масштабах от 1 : 1 до 1 : 50. Для расширения эксплуатационных возможностей станок снабжается круглым столом с непосредственным делением окружности на 24 части. Наиболее рентабельным следует считать применение этой модели для простых граверных работ при серийном производстве, а также для легких фрезерных.
Копирующее движение на станке осуществляется шарнирно соединенными плечами пантографа и креплением его с помощью шарнирной оси к стойке, которая может устанавливаться в различных положениях на верхних направляющих станины. Изменение масштабов копирования производится смещением передвижных шарниров плеч пантографа. К станине прикреплен кронштейн, несущий рычаг и корпус шпинделя. Последний шарнирно связан с передним плечом пантографа и может перемещаться по направляющим в виде ласточкина хвоста.
На заднем удлиненном звене пантографа имеются два отверстия для установки корпуса ощупывающего пальца: одно из этих отверстий служит для копирования в масштабах от 1 : 1 до 1 : 1,9, а другое — для копирования в масштабах от 1 : 2 до 1 : 50. Прижим ощупывающего пальца к шаблону осуществляется пружиной. Шаблон или копир устанавливается и закрепляется на столе для копиров. На передней стенке станины расположены вертикальные направляющие, по которым перемещается рабочий стол пантографа. На левой стенке станины размещен электродвигатель, служащий для вращения шпинделя с двухступенчатым шкивом. Соосно с электродвигателем на станине установлен качающийся рычаг, на котором укреплен четырехступенчатый промежуточный шкив. Смена ступеней шкивов позволяет получить четыре различные частоты вращения шпинделя. Для пуска станка необходимо повернуть ручку выключателя в сторону надписи «Пуск», при необходимости остановить электропривод — повернуть ручку в сторону надписи «Стоп». На задней стенке колонны станка для местного освещения смонтирован отдельный выключатель.
Если копировальный станок с пантографом новый и еще не был в употреблении, то его необходимо запустить на холостом ходу на 2—3 ч. Это делают для приработки всех его трущихся частей.
Чтобы ощупывающий палец при изменении масштаба копирования не вышел за пределы стола, последний может быть повернут вокруг своей оси. На столе для копиров устанавливают и закрепляют копир. Во втулку вставляют ощупывающий палец, а в шпиндель — резец-фрезу. Правильное копирование может быть выполнено только в том случае, если копируемое место на заготовке установлено относительно копира в соответствии с расстоянием между осью копира и осью режущего инструмента. Режимы обработки (скорость резания, частота вращения, подача) в каждом отдельном случае зависят от обрабатываемого материала, а также от материала, из которого изготовлен режущий инструмент (резец-фреза).
Установку заготовки под режущим инструментом осуществляют горизонтальными перемещениями рабочего стола станка. Грубую установку заготовки по высоте также производят перемещением рабочего стола, но уже в вертикальном направлении. Точную настройку глубины гравирования осуществляют при помощи рычага шпинделя.
При отклонении масштаба копирования и искажений правильной формы обработанной фигуры следует произвести смещение установочных рисок на плечах пантографа, что изменит натяг элементов качения в шарнирах плеч пантографа.
Необходимыми инструментами и приспособлениями для работы на станке с пантографом являются резцы-фрезы различной формы, прижимные планки, служащие для закрепления заготовок на рабочем столе и копиров на столе для копиров, наборы цифровых и буквенных шаблонов, стойка, предназначенная для закрепления ощупывающего пальца при обыкновенном фрезеровании,
И различный вспомогательный инструмент для обслуживания станка (набор гаечных и специальных ключей, отвертки и т. п.).
Настольный станок. Он представляет собой сравнительно легкую модель настольного типа, предназначенную для выполнения плоскостных исключительно граверных работ по копиру. На станке, например, можно производить гравировку всевозможных шильдиков, панелей, плат, цифровых и буквенных обозначений и многое другое.
На рис. 6 показан общий вид станка. Копирование осуществляется передвижением ощупывающего пальца по копиру вручную посредством пантографа, несущего на своем боковом звене шпиндель с резцом-фрезой. Гравирование на этом станке может производиться с изменением натуры в масштабе от 1 : 2 до 1 : 10.
Корпус станка выполнен в виде плоской литой станины, в средней части которой помещен рабочий стол. Для крепления деталей в столе выфрезерованы пять Т-образных пазов под винты с прижимами. С левой стороны рабочего стола, в станине, на конце ходового винта закреплен накатной маховик с нониусом, при вращении которого осуществляется перемещение стола в правую или левую сторону. На станине станка установлен вертикальный вал, в верхней его части закреплен при помощи винта специальный хомут с маховиком и длинным вертикальным винтом, предназначенным для вертикального перемещения пантографа со шпинделем. Такое устройство позволяет производить граверные работы на деталях, имеющих высоту до 800 мм, и в полной мере компенсирует отсутствие вертикального перемещения рабочего стола
В нижней части вала расположен второй хомут (связанный с вертикальным винтом), являющийся опорой пантографа и точкой качения его звеньев, несущих на себе шпиндель с вертикальной осью. Непосредственно на звеньях пантографа установлен малогабаритный электродвигатель, вращающий привод шпинделя. Оригинальная конструкция крепления мотора значительно повышает маневренность пантографа, как бы компенсируя массу его звеньев.
В передней части станины расположен стол для закрепления копиров или буквенных шаблонов. Этот стол можно перемещать вертикально вверх и вниз, в поперечном направлении, вращать вокруг своей оси.

Рис. 6. Внешний вид настольного станка с пантографом
Копирующее движение на этом станке, как и других аналогичных моделей, осуществляется с помощью шарнирного четы-рехзвенника — пантографа, укрепленного шарнирной осью на вертикальном валу станка. Изменение масштаба гравирования производят смещением шарниров плеч пантографа, т. е. изменением их передаточного отношения.
Рабочий стол имеет горизонтальное перемещение с общей длиной хода 100 мм; в передней его части установлены два стопорных винта для фиксирования при настройке в определенном положении. Движение стола осуществляется по направляющим, имеющим в сечении вид ласточкина хвоста. Компенсация износа направляющих поверхностей и регулировка зазоров производится поджимом клиньев винтами.
Шпиндель установлен на одном из звеньев пантографа на шарикоподшипниках и приводится во вращение от электродвигателя бесконечным пятимиллиметровым ремнем. Натяг ремня достигается изменением расстояния между центрами шпинделя и электродвигателя с последующей их фиксацией. Шпиндель оснащен шестимиллиметровой цангой, закрепляющей резец-фрезу и зажимающей резец ввинчиванием затяжного винта, расположенного в верхней части шпинделя.
Грубая настройка глубины гравирования производится с помощью вертикального винта, опускающего при надобности весь пантограф и установленный на нем шпиндель. Точная настройка достигается путем опускания рукоятки шпинделя, а вместе с ней и резца-фрезы. Конструкция шпинделя предусматривает быстрый отвод режущего инструмента от изделия.
На поверхности стола для копиров расположены четыре паза-формы ласточкина хвоста для набора и установки цифровых или буквенных шаблонов, необходимых при гравировании какого-либо текста непосредственно с набора.
Резцы-фрезы применяются цилиндрической формы различного профиля, заточки и конструкции, однако диаметр их остается постоянным — 6 мм.
Станок приводится в движение асинхронным трехфазным электродвигателем. Электрооборудование станка состоит из электродвигателя, пускателя и выключателя местного освещения.
Приступая к гравированию на станке, необходимо заранее подсчитать и установить масштаб копирования. Для этого нужно отжать винты крепления ползушек пантографа, установить их индексные риски так, чтобы они совпали с заданными рисками шкалы масштаба переднего, заднего и шпиндельного звеньев плеч пантографа, после чего вновь зажать винты. При отклонениях масштаба копирования и искажениях правильной формы копировальной фигуры следует сместить установочные риски на плечах пантографа и произвести натяг элементов качения в шарнирах его звеньев.
В процессе испытания станка для проверки правильности геометрического построения воспроизводимых на станке гравируемых фигур наиболее показательными являются квадрат и круг. Если пантограф отрегулирован плохо, то воспроизведение указанных фигур не получится, т. е. вместо квадрата может появиться прямоугольник или ромб, а вместо круга — овал. Нормально отрегулированный пантограф дает абсолютно правильные геометрическую форму и линейные размеры вышеупомянутых фигур относительно оригинала, т. е. копира. Станок весьма удобен и прост в эксплуатации, так как деталь, закрепленная на рабочем столе, и стол для копиров находятся почти на одном уровне, удобном для обозрения и работы.
Настольный станок устанавливают на одноместном деревянном прочном столе, который рекомендуется покрыть линолеумом. Края стола должны быть ограждены специальным бортиком, чтобы исключить возможность падения инструмента на пол. Вспомогательный инструмент, как то: ключи, запасные бесконечные ремни, наборные цифровые и буквенные шаблоны и т. п. должен храниться в ящике, изготовленном для этой цели в столе, на котором установлен и закреплен станок.
При установке и подключении к электросети станок должен быть надежно заземлен и соединен с общей системой заземления механического граверного участка. В процессе эксплуатации необходимо регулярно производить осмотр электрооборудования и очистку его от пыли и грязи, а также периодически смазывать подшипники электродвигателя, предварительно промывая их в бензине.
Поверхность рабочего стола пантографа должна быть проверена по уровню, который следует расположить в средней части верхней плоскости рабочего стола. Для этой операции предусмотрены регулировочные винты. Выверка считается правильной, если уровень, поставленный в продольном и поперечном направлениях, дает нулевые показания. В порядке профилактической проверки правильности установки станка его также выверяют в двух направлениях посредством уровня, и, если требуется, дополнительно регулируют винтами.
Реклама:
Читать далее:
Эксплуатация фрезерных станков
Статьи по теме:
pereosnastka.ru
Копировально-фрезерные станки по дереву своими руками
Копировально-фрезерный станок «Дупликарвер» используется для копирования скульптур и плоскорельефных изделий, а также резьбы по дереву. На сегодняшний день аналогов такой техники на российском рынке нет. Оборудование получило признание среди специалистов и начинающих мастеров. Данное устройство соответствует требованиям технического регламента.
В продаже можно встретить три разновидности станков:
- «Дупликарвер-1»;
- «Дупликарвер-2»;
- «Дупликарвер-3».
С их помощью можно осуществлять не только скультурную и объемную резьбу, но и плоскорельефные работы. Это могут быть панно, а также филенки небольшой глубины. Размеры изделий определяются шириной, а их длина может быть любой. «Дупликарвер-3» сохранил все характеристики «Дупликарвер-2» и обрел новые. С его помощью можно осуществлять длинномерную объемную резьбу.
В роли рабочего инструмента устройства выступает высококачественный фрезер, который изготавливается в Германии. Станок работает точно и максимально надежно, а овладеть приемами работы на нём можно достаточно быстро. Если такое оборудование вам не по карману, то копировально-фрезерные станки по дереву можно изготовить и самостоятельно. Для этого нет необходимости докупать какие-то сложные запчасти.

Когда изготавливаются копировально-фрезерные станки по дереву, первоначально мастера разбираются с разновидностями подобного оборудования, оно может быть
- настольным или ручным;
- автоматическим;
- стационарным.
В первом случае заготовка фиксируется механически, на этих устройствах обычно рассверливаются отверстия разной формы, однако на параметры влияет шаблон. Стационарное автоматическое оборудование фиксирует заготовки с помощью пневматических прижимов, работать на нем можно с алюминием.
Подготавливая чертежи фрезерно-копировального станка перед его изготовлением, вы должны разобраться еще и с тем, что бывает стационарное автоматическое оборудование с пневматическими прижимами, которые дополнены трехшпиндельными головками.
Рекомендации по изготовлению станка

Самодельное оборудование может быть создано по чертежу. В итоге удастся получить устройство, которое выполняет свои задачи, как и заводская техника. Копир будет состоять из таких узлов, как:
- рабочая поверхность;
- устройство для установки фрезера;
- несущая рама.
Когда изготавливаются копировально-фрезерные станки по дереву, они имеют фрезерную головку, ее следует дополнить передаточным механизмом и электрическим мотором, только так можно добиться получения нескольких скоростей. В результате использования такого агрегата удается выполнить деталь, которая может иметь некоторое количество изъянов.
Они могут возникнуть в процессе смены направления фрезы, вибрации и дрожания конструкции. Несоответствие может появиться и по причине искривления детали, эта проблема возникает при внутреннем напряжении. Исключить недочеты можно, изготовив станок для выполнения деталей определённого типа.
Особенности создания копира

Если вы решили выполнить копировально-фрезерный станок своими руками, то его следует оптимизировать для обработки конкретных деталей. Важным фактором, который следует учитывать при самостоятельном изготовлении станка, является общий вес. Сюда следует отнести ещё и размеры конструкции.
Она должна быть более массивной, если вы планируете обрабатывать большие по размеру изделия. Это позволяет оборудованию снижать вибрации, возникающие при работе фрезы. Со значительным запасом мощности следует изготавливать направляющие оси, только тогда они не будут прогибаться при повышенных нагрузках.
Рекомендации по изготовлению

Когда изготавливается копировально-фрезерный станок своими руками, важно разобраться с его конструктивными особенностями. В системе будет рабочий стол, фрезерная головка и несущая рама. Рабочую поверхность можно будет регулировать по высоте, тогда как фрезерную головку необходимо дополнить передаточным двухступенчатым механизмом, обеспечивающим две скорости вала.
Изготовление пантографа

Копировально-фрезерные станки по дереву имеют в качестве основного узла пантограф, который можно изготовить из дерева. Однако следует быть готовым к тому, что высокой точности добиться в данном случае не удастся, ведь соединение деревянных заготовок осуществляется с помощью петель.
Если использовать для фиксации петли, то между ними будет образовываться люфт. Для изготовления чертежного пантографа иногда используется и металл, с его помощью можно будет создавать копии в разных масштабах, однако применять его можно лишь для создания объемных копий.
Методика проведения работ

Связать системы слежения и рабочий орган между собой можно пневматическими, гидравлическими или механическими элементами, которые требуются для формирования усилия от копира на рабочий орган. В качестве шаблона может выступить плоская контурная или пространственная модель. Можно использовать контурные чертежи, деталь-эталон, а вот элементом для считывания размеров и формы станет копировальный ролик или палец, фотоэлементы или щуп.
Для шаблона можно использовать древесину, пластик или металл. Расположить этот узел необходимо на вращающемся рабочем столе оборудования. Когда изготавливаются фрезерно-копировальные станки с ЧПУ, они должны иметь рабочий орган, который начинает двигаться благодаря соленоиду, золотниковому клапану или электромагнитной муфте. В усилительных устройствах располагаются реле, они могут быть гидравлическими, электромагнитными или электрооптическими.
Особенности изготовления копировально-фрезерного токарного оборудования
Копировальный фрезерно-токарный станок будет работать, обеспечивая качество, зависящее от скорости перемещения следящего устройства. Исполнительная цепь будет иметь основной элемент в виде гидравлического цилиндра или электрического двигателя. Направляющий палец будет составлять конструкцию пантографа. На одной рейке необходимо расположить направляющий палец и шпиндель.
Рейка должна иметь плечи, от соотношения которых будет зависеть масштаб копирования. Копировальный фрезерно-токарный станок будет иметь палец, который станет перемещаться по контуру шаблонов. Он будет отвечать за движение рейки, которая свободно вращается на оси. На другой стороне рейки шпиндель будет совершать идентичные движения при обработке деталей. На таких станках описываемое устройство не будет лишним, а его наличие увеличит функциональность.
Заключение
Копировально-фрезерные станки обрели сегодня большую популярность среди потребителей по той причине, что в быту и на производстве довольно часто возникает необходимость создания копий или повторения изделий. Для этого сегодня применяются устройства, которые обеспечивают высокую производительность и точность, чего нельзя добиться ручным способом.
fb.ru
Копировально-фрезерные станки в гравировании — Граверное дело
Копировально-фрезерные станки в гравировании
Категория:
Граверное дело
Копировально-фрезерные станки в гравировании
Станок модели К-2. Копировально-фрезерный станок с пантографом модели К-2 фирмы «Деккель» предназначен для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиров и объемных моделей. На станке может производиться гравирование различных фасонных профилей, орнаментов, узоров, надписей и т. п. Копирование на станке осуществляется вручную перемещением ощупывающего пальца (трейсера) по контуру копира. Станок также может быть использован для легких фрезерных работ, при этом пантограф необходимо закреплять неподвижно. Подача в таких случаях осуществляется при помощи перемещения рабочего стола станка.
Станок с пантографом модели К-2 выполнен в виде одноколонной конструкции с вертикальной осью шпинделя и горизонтальным расположением рабочей поверхности стола. На верхней части колонны крепится пантограф, с помощью которого копируют модель. Плечи пантографа соединяют ощупывающий палец (трейсер) и шпиндель станка. По вертикальным и горизонтальным направляющим станины в трех взаимно перпендикулярных направлениях перемещается рабочий стол. Обрабатываемая деталь закрепляется на рабочем столе, модель — на специальном копирном столе, расположенном на одном уровне с рабочим столом. Это обеспечивает удобное для работы положение обрабатываемой детали и копира. Шпиндель приводится во вращение электродвигателем, закрепленным снаружи колонны. Установка плеч пантографа при настройке, необходимая для уменьшения или
увеличения копии в нужном масштабе, производится путем совмещения соответствующих штриховых отметок на движках и плечах пантографа.
Шпиндель пантографа смонтирован на шарикоподшипниках, благодаря которым обеспечивается плавное вращение резца-фрезы без люфта как при самом низком, так и при самом высоком числе оборотов шпинделя. Правильная установка (соосность) резца-фрезы и шпинделя обеспечивается специальными разрезными конусными цангами, в которых резец закрепляется гайкой. Перемещение резца-фрезы в вертикальном направлении производится путем опускания или подъема рычага шпинделя, причем глубина гравирования определяется опусканием резца до упора. Кроме того, боковым вращением рычага шпинделя можно дополнительно опускать или поднимать резец-фрезу, при этом определенная глубина гравирования может быть зафиксирована специальным кольцом, смонтированным на нем. Вращение рычага в этом случае становится возможным исключительно в пределах блокировки кольцом. Шпиндель пантографа допускает применение резцов-фрез диаметром от 4 до 8 мм.
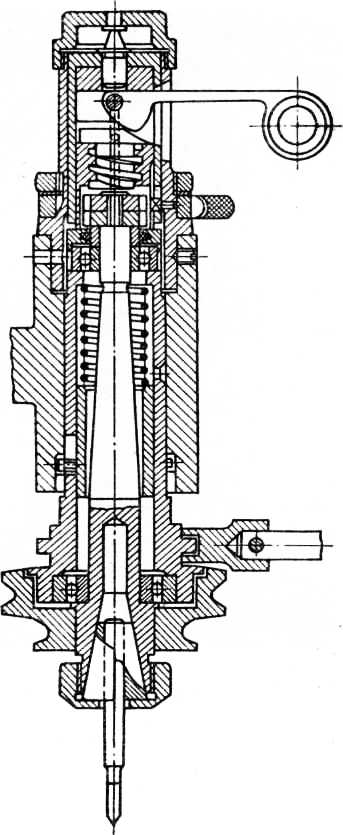
Рис. 1. Шпиндель пантографа
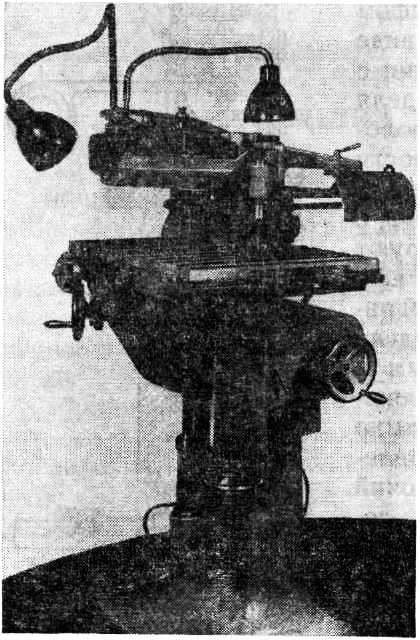
Рис. 2. Гравировальный станок с пантографом модели К-2
Трехразмерный пантограф является основной особенностью конструкции станка марки К-2. Он свободно подвешен на шарнире и позволяет производить различные объемные граверные работы. При этом объемный копир (модель) и обрабатываемое изделие расположены на равной высоте перед глазами гравера, что позволяет ему при любом положении плеч пантографа работать сидя или стоя с одинаковым удобством. Конструкция станка настолько проста, что при выполнении даже довольно сложных работ можно доверить его обслуживание малоквалифицированному граверу.
Шарниры для вертикального или горизонтального перемещения пантографа смонтированы на шариках или на роликах, что обеспечивает наряду с легким чувствительным ходом плавную работу плеч пантографа. Для перенастройки пантографа с рельефной работы на плоскостную или наоборот служит колонкообразная промежуточная деталь — ограничитель. Когда установлен ограничитель, пантограф фиксируется для плоскостной граверной работы, без него — для объемной. Вес плеч пантографа компенсируется противовесом, смонтированным с левой его стороны. Опорной точкой для звеньев пантографа является упорный винт. Для тяжелых граверных работ и в особенности при черновой обдирке пантограф может быть полностью заблокирован при помощи специальной стойки, устанавливаемой на столе для копиров, в которой и закрепляют ощупывающий палец пантографа. При таком закреплении появляется возможность увеличить глубину гравирования без перегрузки шпинделя; кроме того, блокировку пантографа применяют для таких работ, которые должны выполняться без копира по разметке.
При рельефных работах, которые производятся со свободно подвешенным пантографом, глубину гравирования после установки резца регулирует ощупывающий палец, движущийся по копиру. При работе же в одной плоскости (гравирование всевозможных шрифтов) глубина гравирования регулируется путем комбинированной грубой и точной перестановки резца-фрезы в шпинделе, к чему при необходимости добавляется еще и вертикальное перемещение рабочего стола. Сначала путем опускания рычага шпинделя резец подводится к поверхности обрабатываемой детали, а затем врезается в материал и посредством последующего горизонтального перемещения продолжает резание. Нониус установки глубины имеет деление с точностью до 0,1 мм, но допускает и промежуточные установочные значения с точностью до 0,02 мм.
Установка пантографа как при уменьшении, так и при увеличении размеров копирования осуществляется путем перемещения и закрепления направляющих по отметкам, выгравированным на плечах пантографа. Пантограф допускает выполнение любых увеличений и уменьшений — от 1:1,5 до 1 :10.

Рис. 3. Схема пантографа:
а — положение плеч пантографа при масштабе изображения 1:2; б — положение плеч пантографа с обозначениями, необходимыми для расчета дробных значений масштаба изображения
Для получения определенного уменьшения или увеличения размеров копии с передаточным отношением, выраженным в целых числах, следует установить оба движка а на плечах с пантографа и движок — на поперечине е на соответствующих изменению масштаба рисках. Движки устанавливают так, чтобы штрих (марка) движка совпадал со штрихом плеча или поперечины.
При установке необходимо обращать внимание на то, чтобы отсчет производился в нужную сторону от штриха, в зависимости от того, является ли заданное изменение больше (или меньше) чем в два раза.
По приведенной формуле можно рассчитать таблицы промежуточных положений движков для звеньев пантографов любой системы.

Рис. 4. Максимальная площадь, обрабатываемая пантографом с одной установки
Площадь гравирования, охватываемая с одной установки пантографа, зависит от настройки передаточного отношения плеч пантографа. Конфигурация рабочей площади показана на рис. 60. Чтобы показать, какую площадь изделия можно охватить гравированием, на этом чертеже в рабочую площадь вписаны прямоугольник, круг и эллипс, размеры которых, как было сказано выше, зависят от настройки плеч пантографа. По чертежу нетрудно также сделать заключение о размерах свободного пространства.
Рабочий и копирный столы расположены один против другого на равной высоте. Крепежные Т-образные пазы в этих столах точно параллельны друг другу. Стол для копиров вертикально перемещается маховиком и предохранен от самопроизвольного вращения шпоночным направляющим пазом, но при ослаблении крепежного болта может вращаться вокруг своей оси. Стол может перемещаться и в горизонтальном направлении: к рабочему столу и от него. Рабочий стол может перемещаться вдоль и поперек станины, причем его консоль снабжена литыми призматическими направляющими. Вертикальное его перемещение совершается при помощи маховика с микрометрическим нониусом. Стол для копиров снабжен также съемным столом с пазами, имеющими форму ласточкина хвоста, для набора вставных цифровых или буквенных (наборных) шаблонов.
Станок модели 6463. Копировально-фрезерный станок с пантографом модели 6463 предназначен для выполнения копировальных работ на плоскости по шаблону или копиру. Передвижение резца-фрезы при копировании на станке осуществляется вручную, перемещением копировального (ощупывающего) пальца по контуру копира. Копирование может производиться в масштабах от 1:1 до 1:50. Для расширения эксплуатационных возможностей станок снабжен круглым столом с непосредственным делением окружности на 24 части. Наиболее рентабельным следует считать применение этой модели для простых граверных работ в серийном производстве, а также для легких фрезерных работ.
Рис. 5. Станок с пантографом модели 6463
Копирующее движение на станке осуществляется шарнирно соединенными плечами пантографа. Пантограф прикреплен с помощью шарнирной оси к стойке, которая может устанавливаться в различных положениях на верхних направляющих станины. Изменение положения стойки пантографа на направляющих станины позволяет устанавливать шпиндель в пределах рабочего стола при изменениях масштаба копирования. Изменение масштабов копирования производится смещением передвижных шарниров плеч пантографа. К станине прикреплен кронштейн, несущий рычаг и корпус шпинделя. Последний шарнирно связан с передним плечом пантографа и может перемещаться по направляющим типа ласточкина хвоста.
На заднем удлиненном звене пантографа имеются два отверстия для установки корпуса ощупывающего пальца. Одно из этих отверстий служит для установки пальца при копировании в масштабе от 1:1 до 1:9, а другое — для копирования в масштабе от 1:2 до 1 :50. Прижим ощупывающего пальпа к шаблону осуществляется пружиной. Шаблон или копир устанавливается и закрепляется на столе для копиров. На передней стенке станины расположены вертикальные направляющие, по которым перемещается рабочий стол пантографа. На левой стенке станины размещен электродвигатель, служащий для вращения шпинделя с двухступенчатым шкивом. Соосно с электродвигателем на станине установлен качающийся рычаг, на котором укреплен четырехступенчатый промежуточный шкив. Смена ступеней шкивов позволяет получить четыре разных числа оборотов шпинделя.
Рабочий стол предназначен для крепления обрабатываемых деталей. Его можно перемещать вручную в трех взаимно перпендикулярных направлениях. Отсчет величины перемещения рабочего стола производится по нониусам с ценой деления 0,05 мм. Все движения стола осуществляются по направляющим, имеющим в сечении вид ласточкина хвоста.
Шпиндель установлен в корпусе шпиндельной головки с помощью замка. Режущий инструмент крепится в шпинделе конусной разрезной цангой, которая зажимается гайкой. Настройка глубины гравирования производится при помощи рычага головки шпинделя. При повороте его вниз шпиндель опускается и резец-фреза быстро подводится к заготовке. Для пуска станка необходимо повернуть ручку выключателя в сторону надписи «Пуск», при необходимости остановить электропривод — в сторону надписи «Стоп». Местное освещение включается отдельным выключателем, смонтированным на задней стенке колонны станка.
Если копировальный станок с пантографом новый и еще не был в употреблении, то для приработки всех его трущихся частей ему необходимо отработать 2—3 ч на холостом ходу.
Чтобы ощупывающий палец при изменении масштаба копирования не вышел за пределы стола, последний может быть повернут вокруг своей осн. На столе для копиров устанавливают и закрепляют копир. Во втулку вставляют ощупывающий палец, в шпиндель — резец-фрезу. Правильное копирование может быть выполнено только в том случае, если копируемое место на заготовке установлено относительно копира в соответствии с расстоянием между осью копира и осью режущего инструмента. Режимы обработки (скорость резания, оборотов, подача) в каждом отдельном случае 4 висят от обрабатываемого материала, а также от материала, из которого изготовлен режущий инструмент (резец-фреза).
Установку заготовки под режущим инструментом осуществляют горизонтальными перемещениями рабочего стола станка. Грубую установку заготовки по высоте также производят перемещением рабочего стола, но уже в вертикальном направлении. Точную настройку глубины гравирования осуществляют при помощи рычага шпинделя.
При отклонении масштаба копирования и искажении правильной формы обработанной фигуры следует произвести смещение установочных рисок на плечах пантографа и натяг элементов качения в шарнирах плеч пантографа.
Необходимыми инструментами и приспособлениями для работы на станке с пантографом являются резцы-фрезы различной формы, прижимные планки для закрепления заготовок на рабочем столе и копиров на копирном столе, наборы цифровых и буквенных шаблонов, стойка для закрепления ощупывающего пальца при обыкновенном фрезеровании и различный вспомогательный инструмент для обслуживания станка (набор гаечных и специальных ключей, отвертки и т. п.).
Настольный станок. Он представляет собой сравнительно легкую (75 кг) модель настольного типа, предназначенную для выполнения плоскостных граверных работ по копиру. На станке можно производить различные (исключительно граверные) работы, например гравировать всевозможные шильдики, панели, платы, цифровые и буквенные обозначения и многое другое.
На рис. 5 показан общий вид станка. Копирование осуществляется передвижением ощупывающего пальца по копиру вручную, посредством плеч пантографа, несущего на своем боковом звене шпиндель с резцом-фрезой. Гравирование на этом станке может производиться в масштабе от 1:2 до 1:10.

Рис. 5. Настольный станок с пантографом
Корпус станка выполнен в виде плоской литой станины, в средней части которой помещен рабочий стол. Для крепления деталей в столе выфрезерованы пять Т-образных пазов под винты с прижимами. С левой стороны рабочего стола, в станине, на конце ходового винта закреплен накатной маховик с нониусом, при вращении которого осуществляется перемещение стола в правую или левую стороны. На станине станка установлен вертикальный вал, в верхней его части закреплен при помощи винта специальный хомут с маховиком и длинным вертикальным винтом, предназначенным для вертикального перемещения пантографа со шпинделем. Такое устройство позволяет производить граверные работы на деталях, имеющих высоту до 800 мм, и в полной мере компенсирует отсутствие вертикального перемещения рабочего стола.
В нижней части вала расположен второй хомут (связанный с упомянутым вертикальным винтом), являющийся опорой пантографа и точкой качения его звеньев, несущих на себе шпиндель с вертикальной осью. Непосредственно на звеньях пантографа установлен малогабаритный электродвигатель, вращающий привод шпинделя.
В передней части станины расположен стол для закрепления копиров или буквенных шаблонов. Этот копирный стол можно перемещать вертикально вверх и вниз, в поперечном направлении, вращать вокруг своей оси.
Как было отмечено, для гравирования деталей значительной высоты плечи пантографа вместе со шпинделем и мотором могут быть перемещены вертикально в зависимости от высоты гравируемой детали. Ввиду того, что рабочий стол не имеет поперечного перемещения, эту функцию для удобства настройки выполняет стол для копиров. Оригинальная конструкция крепления мотора, смонтированная на пантографе, значительно повышает маневренность последнего, как бы компенсируя вес его звеньев.
Копирующее движение на этом станке, как и у других аналогичных моделей, осуществляются с помощью шарнирного четырехзвенника — пантографа, укреплен-шарнирной осью на вертикальном валу станка. И° менение масштабов гравирования производят сме-ением шарниров плеч пантографа, т. е. изменением „х передаточного отношения. Корпус шпинделя связан с боковым плечом пантографа.
Рабочий стол имеет горизонтальное перемещение с общей длиной хода 100 мм; в передней его части установлены два стопорных винта для фиксирования его при настройке в определенном положении. Движение стола осуществляется по направляющим, имеющим в сечении вид ласточкина хвоста. Компенсация износа и регулировка зазоров направляющих поверхностей производится поджимом клиньев винтами.
Шпиндель установлен на одном из звеньев пантографа на шарикоподшипниках. В нижней части шпинделя расположен приводной одноступенчатый шкив с бесконечным пятимиллиметровым ремнем. Натяг ремня достигается в результате изменения расстояния между центрами шпинделя и мотора с последующим их закреплением. Шпиндель оснащен шестимиллиметровой цангой, закрепляющей резец-фрезу и зажимающей резец ввинчиванием затяжного винта, расположенного в верхней части шпинделя.
Грубая настройка глубины гравирования производится с помощью вертикального винта, опускающего при надобности весь пантограф и установленный на нем шпиндель.
Точная настройка достигается опусканием рукоятки шпинделя, а вместе с ней и резца-фрезы. Конструкция шпинделя предусматривает быстрый отвод режущего инструмента от изделия.
На поверхности стола для копиров расположены четыре паза формы ласточкина хвоста для набора и установки цифровых или буквенных наборных шаблонов, необходимых при гравировании какого-либо текста непосредственно с набора. При помощи специальных прижимов на поверхности копирного стола можно закреплять различные целиковые копиры.
На станке применяют резцы-фрезы цилиндрической формы различного профиля, заточки и конструкции, но постоянного диаметра — 6 мм.
Станок приводится в движение асинхронным трехфазным электродвигателем мощностью 75 Вт с числом оборотов 2800 об/мин. Электрооборудование станка состоит из электродвигателя, пускателя (выключателя) и аппарата местного освещения.
Приступая к гравированию на станке, необходимо заранее установить масштаб копирования. Для этого нужно отжать винты крепления ползушек пантографа, установить их индексные риски так, чтобы они совпали с заданными рисками шкалы масштаба переднего, заднего и шпиндельного звеньев плеч пантографа, после чего вновь зажать винты. При отклонении масштаба копирования и искажении формы копировальной фигуры следует сместить установочные риски на плечах пантографа и произвести натяг элементов качения в шарнирах его звеньев.
При испытании станка для проверки правильности геометрического построения воспроизводимых на станке гравируемых фигур наиболее показательными являются квадрат и круг. Если пантограф отрегулирован плохо, то воспроизведение указанных фигур не получится, т. е. вместо квадрата может получиться прямоугольник или ромб, а вместо круга — овал. Нормально отрегулированный пантограф дает абсолютно правильную геометрическую форму и линейные размеры вышеупомянутых фигур относительно оригинала, т. е. копира. Станок весьма удобен и прост в эксплуатации, так как деталь, закрепленная на рабочем столе, и стол для копиров находятся почти на одном уровне, удобном для обозрения и работы.
Настольный станок устанавливают на одноместном деревянном прочном столе, который рекомендуется покрыть линолеумом. Края стола должны быть ограждены специальным бортиком, чтобы исключить возможность падения инструмента на пол. Вспомогательный инструмент — ключи, запасные бесконечные ремни, наборные цифровые и буквенные шаблоны и т. п.— должен храниться в ящике, изготовленном для этой цели в столе, на котором установлен и закреплен станок.
При установке станок должен быть надежно заземлен и подключен к общей системе заземления механического граверного участка. В процессе эксплуатации необходимо регулярно производить осмотр электрооборудования и очистку его от пыли и грязи, а также периодически смазывать подшипники электродвигателя, предварительно промывая их в бензине.
Поверхность рабочего стола пантографа необходимо проверить по уровню. Уровень следует устанавливать в средней части верхней плоскости рабочего стола, установку или выверку станка производить с помощью регулировочных винтов. Выверку можно считать правильной, если уровень, поставленный в продольном и поперечном направлениях, дает нулевые показания. В порядке профилактической проверки правильности установки станка его также выверяют в двух направлениях и, если требуется, дополнительно регулируют винтами.
Реклама:
Читать далее:
Резцы-фрезы для станка с пантографом
Статьи по теме:
pereosnastka.ru
Копировально-фрезерные станки по дереву своими руками
Домашний уют 9 марта 2017Копировально-фрезерный станок «Дупликарвер» используется для копирования скульптур и плоскорельефных изделий, а также резьбы по дереву. На сегодняшний день аналогов такой техники на российском рынке нет. Оборудование получило признание среди специалистов и начинающих мастеров. Данное устройство соответствует требованиям технического регламента.
В продаже можно встретить три разновидности станков:
- «Дупликарвер-1»;
- «Дупликарвер-2»;
- «Дупликарвер-3».
С их помощью можно осуществлять не только скультурную и объемную резьбу, но и плоскорельефные работы. Это могут быть панно, а также филенки небольшой глубины. Размеры изделий определяются шириной, а их длина может быть любой. «Дупликарвер-3» сохранил все характеристики «Дупликарвер-2» и обрел новые. С его помощью можно осуществлять длинномерную объемную резьбу.
В роли рабочего инструмента устройства выступает высококачественный фрезер, который изготавливается в Германии. Станок работает точно и максимально надежно, а овладеть приемами работы на нём можно достаточно быстро. Если такое оборудование вам не по карману, то копировально-фрезерные станки по дереву можно изготовить и самостоятельно. Для этого нет необходимости докупать какие-то сложные запчасти.
Классификация копировально-фрезерных станков по степени автоматизации

Когда изготавливаются копировально-фрезерные станки по дереву, первоначально мастера разбираются с разновидностями подобного оборудования, оно может быть
- настольным или ручным;
- автоматическим;
- стационарным.
В первом случае заготовка фиксируется механически, на этих устройствах обычно рассверливаются отверстия разной формы, однако на параметры влияет шаблон. Стационарное автоматическое оборудование фиксирует заготовки с помощью пневматических прижимов, работать на нем можно с алюминием.
Подготавливая чертежи фрезерно-копировального станка перед его изготовлением, вы должны разобраться еще и с тем, что бывает стационарное автоматическое оборудование с пневматическими прижимами, которые дополнены трехшпиндельными головками.
Рекомендации по изготовлению станка

Самодельное оборудование может быть создано по чертежу. В итоге удастся получить устройство, которое выполняет свои задачи, как и заводская техника. Копир будет состоять из таких узлов, как:
- рабочая поверхность;
- устройство для установки фрезера;
- несущая рама.
Когда изготавливаются копировально-фрезерные станки по дереву, они имеют фрезерную головку, ее следует дополнить передаточным механизмом и электрическим мотором, только так можно добиться получения нескольких скоростей. В результате использования такого агрегата удается выполнить деталь, которая может иметь некоторое количество изъянов.
Они могут возникнуть в процессе смены направления фрезы, вибрации и дрожания конструкции. Несоответствие может появиться и по причине искривления детали, эта проблема возникает при внутреннем напряжении. Исключить недочеты можно, изготовив станок для выполнения деталей определённого типа.
Особенности создания копира

Если вы решили выполнить копировально-фрезерный станок своими руками, то его следует оптимизировать для обработки конкретных деталей. Важным фактором, который следует учитывать при самостоятельном изготовлении станка, является общий вес. Сюда следует отнести ещё и размеры конструкции.
Она должна быть более массивной, если вы планируете обрабатывать большие по размеру изделия. Это позволяет оборудованию снижать вибрации, возникающие при работе фрезы. Со значительным запасом мощности следует изготавливать направляющие оси, только тогда они не будут прогибаться при повышенных нагрузках.
Рекомендации по изготовлению

Когда изготавливается копировально-фрезерный станок своими руками, важно разобраться с его конструктивными особенностями. В системе будет рабочий стол, фрезерная головка и несущая рама. Рабочую поверхность можно будет регулировать по высоте, тогда как фрезерную головку необходимо дополнить передаточным двухступенчатым механизмом, обеспечивающим две скорости вала.
Изготовление пантографа

Копировально-фрезерные станки по дереву имеют в качестве основного узла пантограф, который можно изготовить из дерева. Однако следует быть готовым к тому, что высокой точности добиться в данном случае не удастся, ведь соединение деревянных заготовок осуществляется с помощью петель.
Если использовать для фиксации петли, то между ними будет образовываться люфт. Для изготовления чертежного пантографа иногда используется и металл, с его помощью можно будет создавать копии в разных масштабах, однако применять его можно лишь для создания объемных копий.
Методика проведения работ

Связать системы слежения и рабочий орган между собой можно пневматическими, гидравлическими или механическими элементами, которые требуются для формирования усилия от копира на рабочий орган. В качестве шаблона может выступить плоская контурная или пространственная модель. Можно использовать контурные чертежи, деталь-эталон, а вот элементом для считывания размеров и формы станет копировальный ролик или палец, фотоэлементы или щуп.
Для шаблона можно использовать древесину, пластик или металл. Расположить этот узел необходимо на вращающемся рабочем столе оборудования. Когда изготавливаются фрезерно-копировальные станки с ЧПУ, они должны иметь рабочий орган, который начинает двигаться благодаря соленоиду, золотниковому клапану или электромагнитной муфте. В усилительных устройствах располагаются реле, они могут быть гидравлическими, электромагнитными или электрооптическими.
Особенности изготовления копировально-фрезерного токарного оборудования
Копировальный фрезерно-токарный станок будет работать, обеспечивая качество, зависящее от скорости перемещения следящего устройства. Исполнительная цепь будет иметь основной элемент в виде гидравлического цилиндра или электрического двигателя. Направляющий палец будет составлять конструкцию пантографа. На одной рейке необходимо расположить направляющий палец и шпиндель.
Рейка должна иметь плечи, от соотношения которых будет зависеть масштаб копирования. Копировальный фрезерно-токарный станок будет иметь палец, который станет перемещаться по контуру шаблонов. Он будет отвечать за движение рейки, которая свободно вращается на оси. На другой стороне рейки шпиндель будет совершать идентичные движения при обработке деталей. На таких станках описываемое устройство не будет лишним, а его наличие увеличит функциональность.
Заключение
Копировально-фрезерные станки обрели сегодня большую популярность среди потребителей по той причине, что в быту и на производстве довольно часто возникает необходимость создания копий или повторения изделий. Для этого сегодня применяются устройства, которые обеспечивают высокую производительность и точность, чего нельзя добиться ручным способом.
Источник: fb.rumonateka.com