6Г463 станок гравировальный копировально-фрезерный с пантографомруководство, схемы, описание, характеристики
Сведения о производителе гравировального копировально-фрезерного станка 6Г463
Производитель гравировального копировально-фрезерного станка 6Г463 — Львовский завод фрезерных станков, ЛЗФС, основанный в 1952 году.
Станки, выпускаемые Львовским заводом фрезерных станков, ЛЗФС
6Г463 станок гравировальный копировально-фрезерный с пантографом. Назначение, область применения
Станок предназначен для выполнения гравировальных и мелких копировально-фрезерных работ в контурном режиме.
На станке можно производить гравирование надписей и узоров на штемпелях, табличках, платах, панелях, надписей на лимбах, линейках, а также фрезерование неглубоких пресс-форм для пластмассы, резины и т.д. Возможность работы на станке по контршаблону позволяет при помощи плоского копира производить гравирование различных надписей и узоров на пространственно сложных поверхностях.
Основные характеристики гравировального копировально-фрезерного станка 6Г463
Производитель: Львовский завод фрезерных станков ЛЗФС.
Начало серийного производства 1982 год. Станок заменил устаревшую модель — 6Л463 и был заменен более совершенным станком — 6Е463.
- Масштаб копирования — 1:1 ÷ 1:100
- Диаметр наибольшей окружности пантографа при масштабе 1:1 — Ø 210 мм
- Размеры рабочей поверхности стола изделия — 250 х 500 мм
- Размеры рабочей поверхности стола копира — 320 х 400 мм
- Наибольший продольный ход стола (X) — 300 мм
- Наибольший поперечный ход стола (Y) — 200 мм
- Наибольший вертикальный ход стола (Z) — 300 мм
- Частота вращения шпинделя — 1250..20000 об/мин
- Электродвигатель привода шпинделя — 0,25 кВт; 2770 об/мин
- Вес станка — 260 кг
Закрепив неподвижно шпиндель при помощи специального кронштейна, на станке можно производить фрезерные работы, перемещая вручную стол изделия. Движение копирования на станке осуществляется вручную перемещением трейсера ощупывающего устройства по контуру копира.
Станок может быть оснащен широкой гаммой приспособлений и принадлежностей, расширяющих его технологические возможности: для построения дуг, окружностей, и овалов, для закрепления табличек при гравировании, делительным приспособлением, тисками, поворотными тисками, наклонно-поворотным столом, буквенным и цифровыми шаблонами, приспособлением для заточки гравировальных резцов и др.
Работа по контршаблону при помощи плоского копира позволяет производить гравирование различных надписей и узоров на пространственно сложных поверхностях.
Движение копирования на станке осуществляется вручную перемещением трейсера ощупывающего устройства по контуру копира.
Станок может применяться в механических, механосборочных и инструментальных цехах машиностроительных предприятий.
Класс точности станка Н по ГОСТ 8—77. Шероховатость обработанной поверхности Rа 2,5 мкм.
Средний уровень звука LA не должен превышать 71 дБА.
Статическая нагрузка 260 кг, динамическая нагрузка 280 кг.
Габаритные размеры рабочего пространства гравировального станка 6Г463
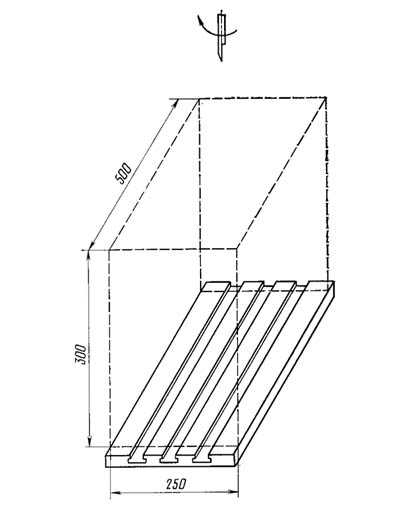
Габаритные размеры рабочего пространства станка 6г463
Посадочные и присоединительные базы гравировального станка 6Г463
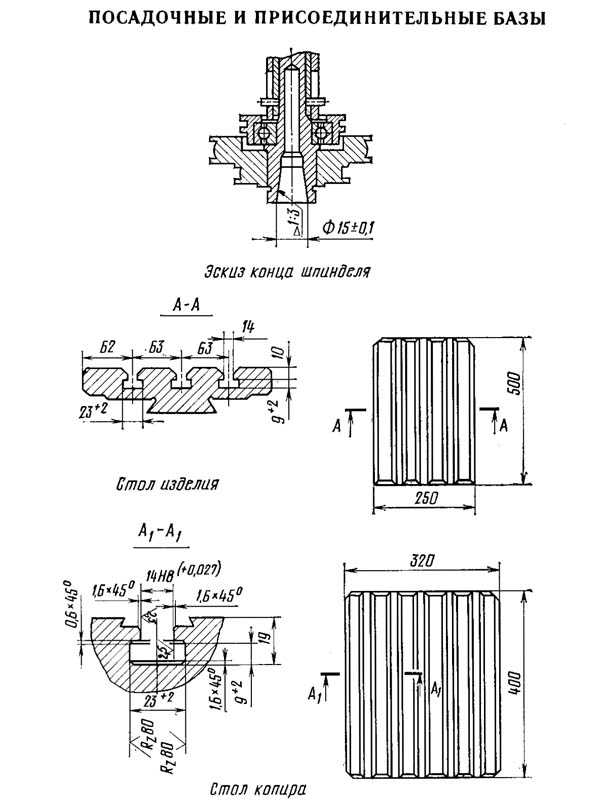
Посадочные и присоединительные базы гравировального станка 6г463
Общий вид копировально-фрезерного гравировального станка 6Г463

Фото гравировального станка 6г463

Фото фрезерного станка на базе 6г463
Расположение составных частей гравировального станка 6Г463
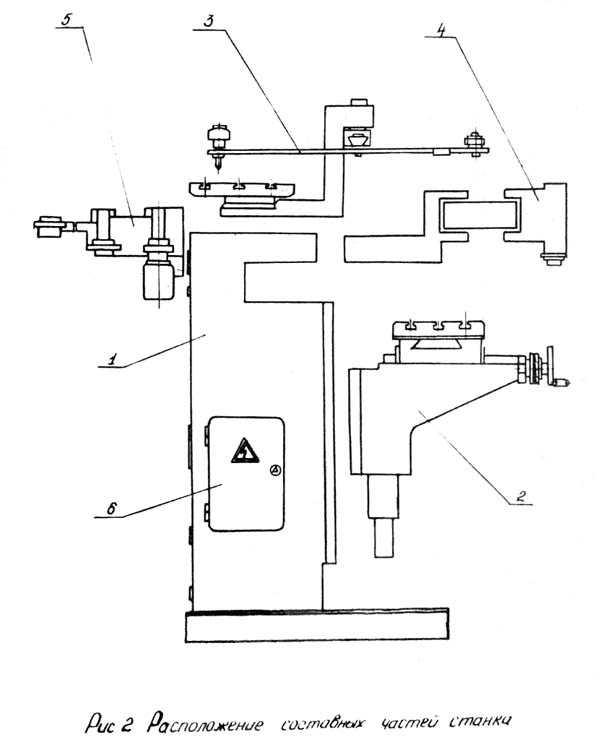
Расположение составных частей гравировального станка 6г463
Перечень составных частей гравировального станка 6Г463
- Станина — 6Г463.10.00.000
- Стол изделия — 6Г463.21.00.000
- Пантограф — 6Г463.30.00.000
- Подвеска шпинделя — 6Г463.31.00.000
- Привод шпинделя — 6Г463.32.00.000
- Расположение эктрооборудования на станке — 6Г463.90.00.000
Расположение органов управления гравировальным станком 6Г463
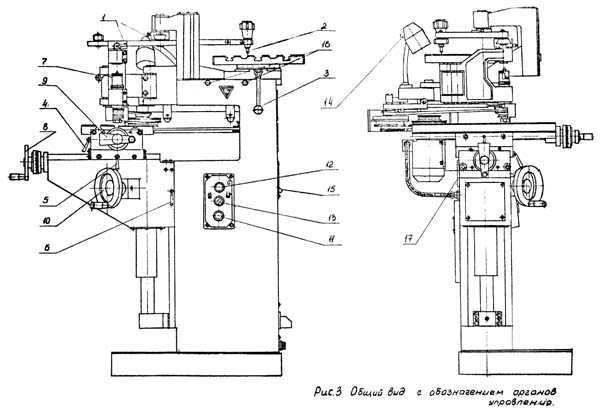
Расположение органов управления гравировальным станком 6г463
Расположение органов управления гравировальным станком 6Г463. Смотреть в увеличенном масштабе
Перечень органов управления гравировальным станком 6Г463
- Рукоятки зажима кареток пантографа
- Трейсер ощупывающего устройства
- Рукоятка зажима стола копира
- Рукоятка зажима стола изделия
- Рукоятка зажима салазок
- Рукоятка зажима консоли
- Рукоятка вертикального перемещения шпинделя
- Маховик поперечного перемещения стола изделия
- Маховик продольного перемещения стола изделия
- Маховик вертикального перемещения стола изделия
- Кнопка «Пуск» (КиП)
- Кнопка «Стоп» (КиС)
- Выключатель местного освещения
- Вводной автомат (ВВ)
- Болты зажима стойки пантографа
- Табличка чисел оборотов
Кинематическая схема гравировального станка 6Г463

Кинематическая схема гравировального станка 6г463
Общая компоновка и принцип работы станка 6Г463
Компоновка станка характеризуется вертикальным расположением шпинделя и горизонтальным расположением рабочих поверхностей столов.
Узлы станка смонтированы на жесткой станине. По вертикальным направляющим станины перемещается консоль, несущая на себе салазки и стол изделия. По горизонтальным направляющим станины перемещается стойка пантографа. На станине закреплены подвеска и привод шпинделя.
Обрабатываемая деталь закрепяяется на cтоле изделия, а копир, по которому ведется обработка, закрепляется на столе копира. Формообразующими движениями являются перемещения пантографа. Перемещения столов — установочные.
Стол изделия
Стол изделия (Рис.5) предназначен для закрепления на нем обрабатываемых деталей. На столе могут устанавливаться тиски, наклонно-поворотный стол и другие приспособления. Стол перемещается в трех взаимоперпендикулярных направлениях. Все перемещения производятся вручную с помощью винтовых пар 4, 5, 6 отсчет перемещений ведется по лимбам 10, 11, 12, соответственно по каждой координате.
Стол копира
Стол копира 10 (Pиc.10) предназначен для установки копиров, по которым ведется обработка. Стол копира установлен на стойке 5 пантографа. Поворот стола вокруг вертикальной оси на 360° осуществляется вручную. Установка величины угла разворота стола копира осуществляется по лимбу 11, фиксация — рукояткой 12. Стол копира снабжен пазами типа «ласточкин хвост», которые служат для установки шрифта. Кроме этого в нем имеется Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Стойка 5 вместе со столом копира и пантографом может перемещаться по горизонтальным направляющим станины, что позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования. Фиксация стойки осуществляется двумя болтами 16 (Рис.3).
Пантограф
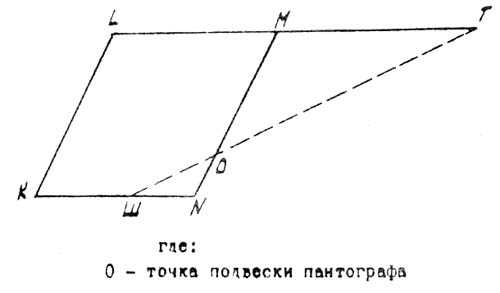
Пантограф (Рис.6) осуществляет на станке копирующее движение. Копирование с помощью пантографа (шарнирного параллелограмма) построено на принципе геометрического подобия треугольников и осуществляется по нижеприведенной схеме;
Пантограф гравировального станка 6г463

Пантограф гравировального станка 6г463
Пантограф гравировального станка 6Г463. Смотреть в увеличенном масштабе
Ш -точка шпинделя
Т — точка трейсера (ощупывающего пальца)
К, L , М и N — точки шарниров пантографа.
Такая схема позволяет осуществить копирование с большим диапазоном масштабов при сравнительно небольших размерах сторон параллелограмма, а также пожучить достаточно большую площадь обслуживании.
Плечи пантографа соединены между собой шарнирами, собранными на высокоточных радиально-упорных подшипниках I (Рис.6). При помощи кареток 4 и 5 пантограф соединен с корпусом шпинделя 4 и стойкой 5. Соединение выполнено также на высокоточных радиально-упорных шарикоподшипниках 13. Подвижные соединения пантографа с каретками выполнены в виде «ласточкиного хвоста». Изменение передаточного отношения пантографа (масштаба копирования) производится перемещением плечей 6 и 7 пантографа относительно кареток 2 и 3 с последующей фиксацией их рукоятками 8 и 9.
Ощупывающее устройство (Рис.7) выполнено в виде цанговой втулки 1, внутри которой перемещается трейсер 2. В рабочем положении устройства, когда трейсер войдет в контакт с профилем копируемого знака или литеры копира, рукояткой-гайкой производится зажим трейсера, для перехода на другой знак или литеру копира необходимо предварительно отпустить рукоятку-гайку, чтобы датъ возможность трейсеру 2 под действием пружины 4 выйти из контакта с профилем копирующего шаблона (копира).
Ощупывающее устройство может устанавливаться на различную высоту (в пределах 15 мм) за счет перемещения в осевом направления цанговой втулки I относительно плеча пантографа 14 (Рис.6).
Ход трейсера 2 в зависимости от высоты профиля копирующего знака или литеры регулируется установкой не нем резинового кольца 5. Максимальный, ход трейсера (относительно цанговой втулки I) — 4 мм. В рабочем положении ощупывающего устройства винт 15 (Рие.6) должен быть затянут. Для установки масштаба копирования 1:1 необходимо, кроме установки кареток, установить ощупывающее устройство а ближе расположенное к шарнирам пантографа отверстие плеча 14 (Рис.6). При всех других передаточных отношениях пантографа (1:2, 1:3…. 1:100) ощупывающее устройство должно быть установлено в крайнее отверстие плеча 14 (Рис.6). Подробное описание настройки пантографа на необходимые масштабы копирования приведено на стр. 41 и 42.
Подвеска шпинделя
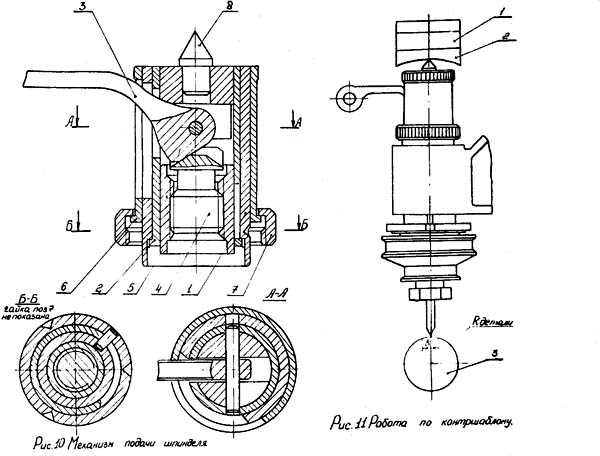
Подвеска шпинделя (Рис.8) состоит из трех шарнирно-соединенных между собой деталей — корпуса I, рычага 2 и кронштейна 3. В гильзе 6, помещенной в корпусе I, монтируется шпиндель 4 и механизм его подачи 5, Шпиндель станка I (Рис.9) собран в гильзе 2 на двух радиально-упорных шариковых подшипниках 3 и 4. В нижней части шпинделя имеется 2-х ступенчатый шкив 5. Инструмент шпинделя крепится при помом цангового зажима (цанга 6 и гайка 7). В нижней части шпиндель имеет пазы для специального ключа. Для быстрого подвода или отвода инструмента в верхней части шпинделя монтируется механизм его подачи (Рис.10), состоящий из корпуса I, на котором нанесена отсчетная шкала глубины врезания, поворотной втулки 2, рукоятки 3, винта 4 и гайки 5. Разворот рукоятки 3 ограничивается боковой плоскостью окна втулки 6. Фиксация втулки 6 производится гайкой 7. Быстрый подвд (отвод) инструмента производится опусканием (подъемом) рукоятки 3. Микрометрическая подача осуществляется поворотом рукоятки 1, Наличие в верхней части механизма подачи шинделя конусного упора 8, ось которого совмещена с осью резца, позволяет работать по контршаблону и таким образом производить надписи с плоского копира на пространственно сложных поверхностях.
Работа по контршаблону
Для гравирования различных надписей, узоров и делений с плоского шаблона на цилиндрических, сферических и других поверхностях необходимо установить над обрабатываемой деталью контршаблон точно повторяющий ее форму. Для этого к кронштейну I (Рис.11) необходимо прикрепить контршаблон 2. Перемещениями кронштейна I выставить контршаблон над обрабатываемой деталью 3 так, чтобы их оси симметрии совпадали. На столе шаблонов устанавливается плоский шаблон. С одной установки можно обработать деталь шириной в = 0,6 R, где R — радиус детали
Работа по контршаблону на станке 6г463
Привод шпинделя
Вращение шпинделя осуществляется от электродвигателя I (Рис.12), установленного на кронштейне 2. На валу электродвигателя установлен 3-х ступенчатый шкив 3. Соосно с электро-
Схема электрическая принципиальная гравировального станка 6Г463
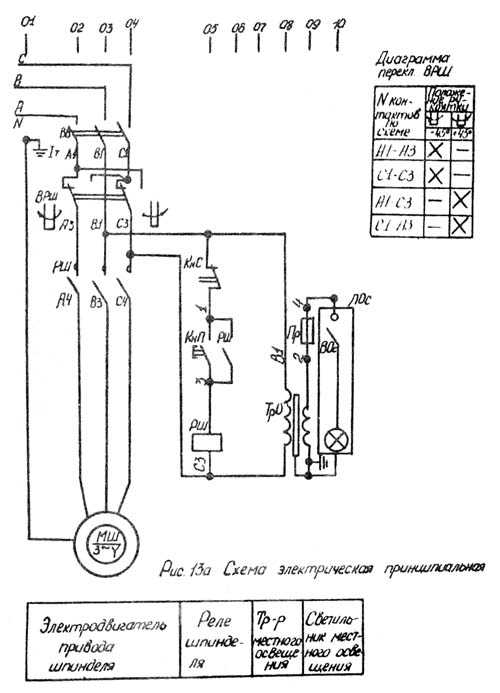
Электрическая схема гравировального станка 6г463
Установочный чертеж гравировального станка 6Г463
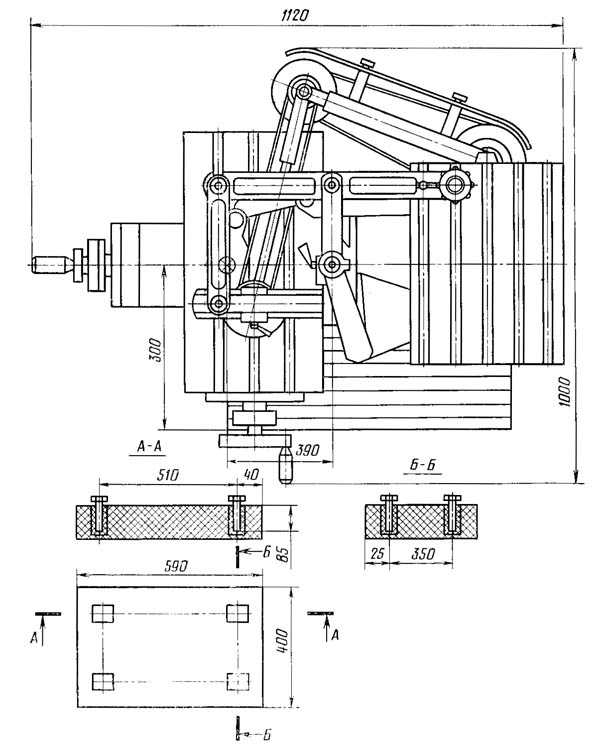
Установочный чертеж гравировального станка 6г463
6Г463 станок гравировальный копировально-фрезерный с пантографом. Видеоролик.
Технические характеристики гравировального станка 6Г463
| Наименование параметра | 6Л463 | 6Г463 | 6Е463 |
|---|---|---|---|
| Основные параметры станка | |||
| Масштаб копирования | 1:1 ÷ 1:50 | 1:1 ÷ 1:100 | 1:1 ÷ 1:100 |
| Диаметр наибольшей окружности пантографа примасштабе 1:1, мм | 200 | 210 | 210 |
| Размеры рабочей поверхности стола изделия, мм | 200 х 320 | 250 х 500 | 250 х 500 |
| Размеры рабочей поверхности стола копира, мм | 250 х 400 | 320 х 400 | 320 х 400 |
| Наибольший продольный ход стола (X), мм | 200 | 300 | 300 |
| Наибольший поперечный ход стола (Y), мм | 125 | 200 | 200 |
| Наибольший вертикальный ход стола (Z), мм | 250 | 300 | 300 |
| Перемещение продольное стола (X) на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение поперечное стола (Y) на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение вертикальное стола (Z) на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Перемещение продольное стола (X) на один оборот лимба, мм | 4 | 5 | 5 |
| Перемещение поперечное стола (Y) на один оборот лимба, мм | 4 | 5 | 5 |
| Перемещение поперечное стола (Z) на один оборот лимба, мм | 2,5 | 2,5 | 2,5 |
| Поворот стола копира, град | ±30° | 360° | 360° |
| Величина микрометрического перемещения шпинделя, мм | 1 | 1 | 1 |
| Цена деления лимба микрометрического перемещения шпинделя, мм | 0,05 | 0,05 | 0,05 |
| Величина хода быстрого подвода шпинделя, мм | 4 | 5 | 5 |
| Величина перемещения шпинделя при работе по контршаблону, мм | 10 | 10 | |
| Частота вращения шпинделя, об/мин | 1260..15900 | 1250..20000 | 1250..20000 |
| Количество скоростей шпинделя | 12 | 13 | 13 |
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода главного движения, кВт | 0,27 | 0,25 | 0,25 |
| Габаритные размеры и масса станка | |||
| Габаритные размеры (длина х ширина х высота), мм | 1100 х 1000 х 1260 | 1120 х 1000 х 1260 | 1040 х 1000 х 1260 |
| Масса станка, кг | 300 | 260 | 250 |
Связанные ссылки
Паспорта и схемы к вертикальным гравировальным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
stanki-katalog.ru
Станок гравировальный копировально-фрезерный с пантографом 6Л463
Если Вам необходимо купить Станок гравировальный копировально-фрезерный с пантографом 6Л463 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок гравировальный копировально-фрезерный с пантографом 6Л463 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
А нужен ли 6Г463 вообще? — Фрезерные станки
Уважаемые коллеги!
Есть возможность взять такой станок. Б\у.
Станок гравировальный копировально-фрезерный с пантографом для контурного копирования с ручным управлением, модель 6Г463
Вопрос в дальнейшем его использовании
Для чего его можно использовать (кроме гравирования вручную).
Сейчас везде гравировальные с ЧПУ с неограниченными возможностями и выходом прямо на комп.
Так что в плане просто гравировки — он не конкурент.
Многие владельцы сейчас от них избавляются за ненадобностью.
Прошу поделиться опытом практического применения.
От Ваших ответов зависит буду брать или нет.
ПС.
Вот, восстанавливал свой 2М112, так новую приборную панель и таблицу скоростей заказывал на ЧПУ.
Удобно, быстро — нарисовал макет в COREL, сбросил по електронке, потом забрал таблички.
Так здесь один текст, а если бы еще графика, на ручном бы ни в жисть не сделать.
Нужен ли 6Г463?
www.chipmaker.ru
бывший пантограф 6Л463 — Фрезерные станки
Добрый день.
Достался мне пантограф, как пантограф он мне не нужен, потому будет переделываться в вертикально-фрезерный.
Только он почему-то не всем похож на картинки из сети, линии станины и основания более плавные и скруглённые..
Сам пантограф и шпиндель с него уже снял, в скором времени они поедут в менялку или барахолку, так-же есть в наличии непользованая но частично разграбленная (нет ведущего вала и крышки шестерен) ВФГ от НГФа, а пока воспаленный разум выдал 4 варианта развития событий:
1. оставляем в ВФГ только шпиндель, ременный привод от КПП от мотоцикла Днепр (просто есть в наличии).На самоварном корпусе(все самоварные элементы обозначил красным цветом на картинке)
2. Доукомплектовываем ВФГ, для штатного типа привода от той-же мотоциклетной коробки в самоварном корпусе.
3. Ищем переднюю бабку от ТВ 4-6, стыкуем ее с ВФГ.
4. Ищем переднюю бабку от ТВ4-6, ставим ее вертикально.
Двигатель не рисовал, поставить его в любом варианте не проблема.
Свои плюсы и минусы есть у всех вариантов, как-бы сделали вы?
Изменено пользователем РЕКЛАМАwww.chipmaker.ru