Широкоуниверсальный консольно-фрезерный станок 6К82Ш – Станко-Тех
Описание
Назначение станка и область применения.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш российского производства, предназначен для широкого применения на любых производственных площадях. Используется на крупных промышленных заводах, в ремонтных мастерских и металлообрабатывающих предприятиях.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш очень хорошо себя зарекомендовал как надежный, простой в эксплуатации и универсальный. Широкоуниверсальный консольно-фрезерный станок 6К82Ш относится к универсальному технологическому оборудованию, используемому на серийных и индивидуальных предприятиях.
На универсальном консольно-фрезерном станке 6К82Ш можно выполнять различные фрезерные операции, такие как: обработка вертикальных и горизонтальных плоскостей, пазов, фланцев, углов, зубчатых колес, рамок и других технологических форм.
Возможности станка могут быть расширены с помощью использования различных приспособлений: универсальной делительной головки (УДГ), поворотных столов и разнообразного инструмента.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш выполнен на литом чугунном основании. Прочная конструкция способна выдерживать рассчитанные нагрузки. Конструкция станка обеспечивает необходимый уровень безопасности работы на нем и соответствует всем современным требованиям безопасности работы.
В стандартном исполнении универсальный консольно-фрезерный станок 6К82Ш оснащается электродвигателями общей мощностью 9,2 кВт. Привод горизонтального шпинделя и шпинделя накладной головки осуществляется от отдельных фланцевых электродвигателей через упругие соединительные муфты. Частота вращения шпинделей изменяется передвижением зубчатых блоков по шлицевым валам. Коробка скоростей сообщает шпинделю различные частоты вращения. Движение стола в заданном направлении обеспечивается включением соответствующей муфты в раздаточной коробке.
Для обработки различного вида поверхностей и заготовок, превышающих размеры стола шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом. Горизонтальный шпиндель станка используется при обработке заготовок торцевыми и цилиндрическими фрезами. Можно обрабатывать заготовки как одновременно, так и раздельно обоими шпинделями. При установке серег универсальный фрезерный станок 6К82Ш может работать как обычный горизонтально-фрезерный станок.
Ускоренные перемещения рабочих движений широкоуниверсального консольно-фрезерного станка 6К82Ш получаются включением муфты ускоренного хода и электродвигателя подач, движение с которого через конические зубчатые колеса передается на вал, а затем через колесо сообщается зубчатому венцу муфты, свободно обкатывающемуся на валу и взаимодействующему с электромагнитной муфтой включения ускоренного хода.
Вид климатического исполнения станка соответствует классу УХЛ4. Широкоуниверсальный консольно-фрезерный станок 6К82Ш оснащается системой подачи СОЖ в зону реза.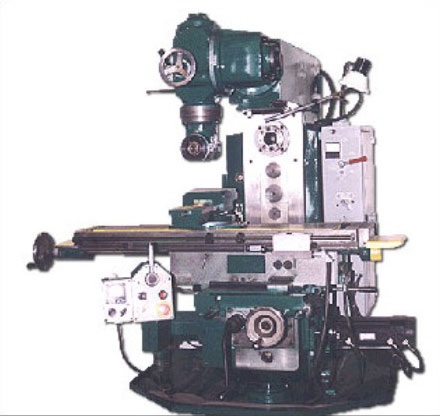 Станок имеет 3 режима работы:
Станок имеет 3 режима работы:
- 1 – автоматический (предназначен для работы с заданными циклами),
- 2 – толчковый (предназначен для работы по слесарной разметке и перемещения стола с деталью),
- 3 – ручной (универсальный режим с использованием быстрых и ручных перемещений)
Рабочие части приводов выполнены из легированной стали, изнашиваемые части изготавливаются из антифрикционного материала, что значительно увеличивает срок службы станка.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш соответствует всем строгим нормам безопасности эксплуатации.
Бренд
Производитель Россия
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| НАИМЕНОВАНИЕ ПАРАМЕТРА, РАЗМЕРНОСТЬ | ВЕЛИЧИНА ПАРАМЕТРА |
|---|---|
| Размеры рабочей поверхности стола, мм | 320 х 1250 |
| Наибольшее перемещение стола, мм: продольное (координата X) поперечное (координата Y) вертикальное (установочное) | 850 250 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 50. .440 .440 |
| Расстояние от оси горизонтального шпинделя до хобота, мм: | 155 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 155..545 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм | 125..760 |
| Пределы продольных рабочих подач стола, мм/мин | 35..1020 |
| Пределы поперечных рабочих подач стола, мм/мин | 27..790 |
| Пределы вертикальных рабочих подач стола, мм/мин | 9..264 |
| Диапазон частот вращения шпинделя вертикальной головки, об/мин | 31,5..1400 |
| Диапазон частот вращения горизонтального шпинделя, об/мин | 16..1600 |
| Внутренний конус горизонтального шпинделя | ISO 50 |
| Внутренний конус шпинделя вертикальной головки | ISO 40 |
| Электродвигатель привода горизонтального шпинделя, кВт | 5,5 |
| Электродвигатель привода шпинделя поворотной головки, кВт | 2,2 |
| Электродвигатель привода подач, кВт | 1,5 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Габаритные размеры (ДхШхВ), мм | 2135 х 1725 х 2015 |
| Класс точности | Н |
| Масса с электрооборудованием, кг | 2650 |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Стандартная комплектация широкоуниверсального консольно-фрезерного станка 6К82Ш:
- станок в сборе,
- защитное устройство,
- система подачи СОЖ,
- рукоятка ручных перемещений,
- маховик ручного управления,
- светильник,
- инструкция на русском языке на станок 6К82Ш.

ОПЦИОНАЛЬНЫЕ КОМПЛЕКТУЮЩИЕ
Дополнительная комплектация широкоуниверсального консольно-фрезерного станка 6К82Ш:
- тиски станочные,
- универсальная делительная головка УДГ,
- поворотный стол (Ø 250 мм),
- рабочий инструмент,
- комплект оправок,
- комплект втулок,
- цанговый патрон.
Широкоуниверсальный фрезерный станок 6К82Ш
+7(4812) 67-65-15, 567-085
Широкоуниверсальный фрезерный станок 6К82Ш
Широкоуниверсальный фрезерный станок 6К82Шпредназначен для выполнения всевозможных фрезерных работ, сверления, зенкерования и растачивания отверстий в деталях.
Обозначение станка:
- 6 – фрезерный станок (номер группы)
- К – серия станка
- 8 – горизонтально-фрезерный (номер подгруппы)
- 2 – размер рабочего стола — 320 х 1250 (исполнение станка — типоразмер)
- Ш – станок широкоуниверсальный
Фрезерный станок 6К82Ш является модификацией станка 6К82Г. Станок имеет два шпинделя: горизонтальный (как у аналога), и шпиндель расположенный в поворотной головке.
Станок имеет два шпинделя: горизонтальный (как у аналога), и шпиндель расположенный в поворотной головке.
Технические особенности:
- простота обслуживания и быстрая переналадка приспособлений и инструмента
- автоматическая система смазки узлов
- наличие механизма замедления подачи
- возможность перемещения стола одновременно по двум и трем координатам
Фрезерные станки данной модели успешно применяют на производстве серийного, мелкосерийного и единичного выпуска.
Категория: Фрезерные станки
- Описание
| параметр | значение | |
|---|---|---|
| Рабочая поверхность стола, мм | 320х1250 | |
| Перемещение стола, мм | продольное | 850 |
| поперечное | 250 | |
| вертикальное | 400 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 50. .440 .440 | |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 155 | |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 155..545 | |
| Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм | 125..760 | |
| Число Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (ось X), мм | 850 | |
| Наибольшее поперечное перемещение стола механическое (ось Y), мм | 250 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 400 | |
| Количество подач | 16 | |
| Пределы продольных рабочих подач стола, мм/мин | 35..1020 | |
| Пределы поперечных рабочих подач стола, мм/мин | 27..790 | |
| Пределы вертикальных рабочих подач стола, мм/мин | 9. .264 .264 | |
| Конус шпинделя | горизонтальный | ISO 50 |
| вертикальный | ISO 40 | |
| Мощность приводов, кВт | подач | 1,5 |
| вертикального шпинделя | 2,2 | |
| горизонтального шпинделя | 5,5 | |
| Габариты станка, мм | 2135х1865х2015 | |
| Масса станка, кг | 2560 | |
| Параметры | Работа торцовыми фрезами по стали | Работа цилиндрическими наборными фрезами по чугуну | Работа торцовыми фрезами по чугуну |
|---|---|---|---|
| Диаметр фрезы, мм | 150 | 90 | 200 |
| Число зубьев | 14 | 8 | 16 |
| Число оборотов в минуту | 40 | 50 | 63 |
| Скорость резания, м/мин | 19 | 14 | 40 |
| Ширина фрезерования, мм | 100 | 109 | 100 |
| Глубина фрезерования, мм | 4-5 | 10-12 | 9 |
| Подача, мм/мин | 160 | 160 | 315 |
| Подача на зуб, мм | 0. 28 28 | 0.4 | 0.31 |
| Мощность, кВт | ~6 | ~ | ~7 |
Шпиндель фрезерного станка-DXMC
Шпиндель является наиболее важной частью фрезерного станка, которая используется для установки инструмента и приведения инструмента во вращение. В большинстве фрезерных станков используются режущие инструменты с несколькими зубьями, поэтому при обработке это вызовет внезапное изменение силы фрезерования, которое подвержено вибрации при резании, что требует от шпиндельной части более высокой жесткости и виброустойчивости, поэтому использование трехточечной опорной конструкции. К самому шпинделю предъявляются очень строгие требования к обработке. В том числе материалы, технология обработки и технические требования имеют строгий стандарт. Эту часть контента я буду в будущем блоге и потом доработаю.
На рисунке показана конструкция шпинделя фрезерного станка X6132. Передняя опора с коническими роликоподшипниками 6, чтобы выдерживать радиальную нагрузку и левую осевую нагрузку; промежуточный опорный конический роликоподшипник 4, чтобы выдерживать радиальную силу и правильную осевую силу; после поддержки одиночного радиального шарикоподшипника 2, только для того, чтобы выдерживать радиальную силу.

Шпиндель фрезерного станка представляет собой полый вал, дистальный конец имеет прецизионный конус ISO50 в качестве инструмента позиционирования; торцевая поверхность среза имеет радиальные прорези, для передачи крутящего момента радиальные торцы шпоночной прорези 8 закреплены винтами. Конусное отверстие используется для центрирования инструмента и оправки инструмента. Поскольку конус ISO50 не может быть самоблокирующимся, необходимо использовать стержень от шпинделя через центр через отверстие в инструменте, шпиндель инструмента затянут в коническом отверстии. Торцевая шпонка 8 взаимодействует с радиальным пазом фрезы для передачи крутящего момента. Коническое отверстие на переднем конце шпинделя используется для установки оправки или концевой фрезы с полым отверстием для натяжения оправки или концевой фрезы через рычаг. Установите шестигранную головку на левый конец рычага так, чтобы правый конец рычага ввинчивался в резьбовое отверстие конического хвостовика инструмента, а затем с контргайкой.