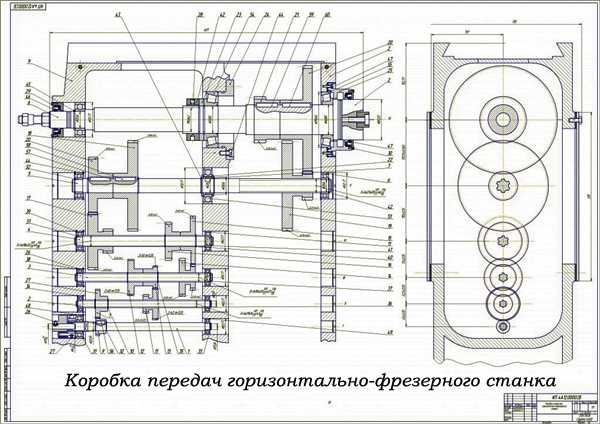
Зубофрезерный станок: типы и технические характеристики
Зубофрезерный станок – это металлорежущий механизм для обработки деталей цилиндрической формы с целью получения зубчатого профиля. Существует два основных типа исполнения: горизонтальный и вертикальный. В зависимости от особенностей конструкции с помощью станка можно выполнить обработку различных типов зацепления: начиная от прямо- и косозубых колес, заканчивая образованием профиля эвольвентного типа, который, как и прочие сложные поверхности, получают методом обкатки.
По принципу действия оборудование относится к пятой группе третьего типа металлорежущих станков. Таким образом, по общепринятой классификации зубофрезерным станкам выделена отдельная группа. По сравнению с прочими приборами полуавтоматического типа данный метод обработки отличается высокой производительностью и универсальностью применения.
Устройство и принцип работы оборудования
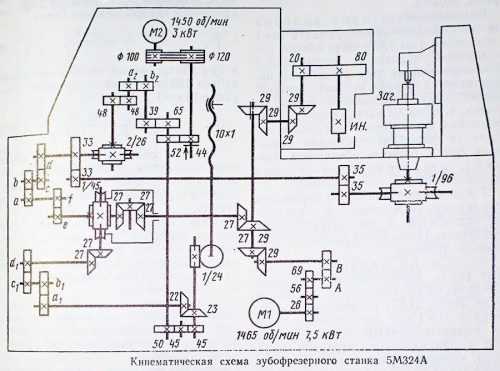
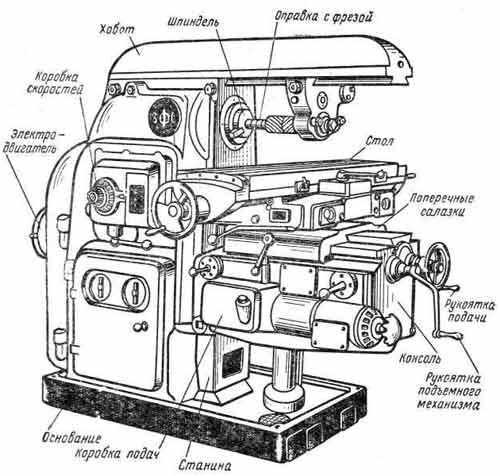
Рассмотрим устройство станка на примере модели вертикального типа 5М324А. Ниже представлена кинематическая схема и условное изображение с указанием основных элементов конструкции.
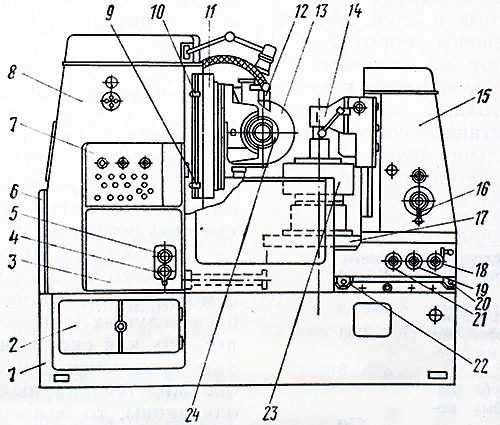
Расшифровка обозначений:
- Станина аппарата.
- Коробка переключения скоростей.
- Распределительный механизм.
- Валик ручного перемещения каретки.
- Управление механическим перемещением каретки.
- Делитель.
- Панель управления.
- Стойка, которая крепится на станине.
- Ограничитель движения каретки.
- Ограничитель движения каретки.
- Каретка.
- Кран подачи охлаждающей жидкости.
- Суппорт.
- Кронштейн.
- Контрподдержка.
- Управление перемещением кронштейна.
- Подающий стол.
- Механизм управления ограничителями каретки.
- Механизм управления перемещением стола.
- Упор подвода стола.
- Кран управления смазкой стола.
- Упор подвода стола.
- Обрабатываемая заготовка.
- Фреза для нарезки зуба.
На схеме отсутствует место расположения главного электрического двигателя, приводящего в движение фрезу для нарезки зуба и подающий стол, на который устанавливается обрабатываемая деталь.
Особенностью данного станка является наличие отдельного электродвигателя, роль которого заключается в непрерывной работе транспортера, удаляющего стружку, образующуюся в процессе обработки.
Вращение фрезы – основное движение при обработке заготовки. Нарезка по всей длине выполняется за счет движения цилиндрического элемента вокруг своей оси. Для получения расчетного количества зубов скорость вращения подающего стола синхронизируется с количеством оборотов и передаточным отношением гитары.
Область применения
Рассматриваемые станки способны нарезать различные виды зубов с высокой точностью. Однако они не получили широкого распространения ввиду узкой специализации. Зубофрезерные работы пользуются спросом в следующих отраслях промышленности:
- автомобильной;
- авиационной;
- аграрном машиностроении;
- общем машиностроении;
- приборостроении.
Современные производители станков предлагают широкий выбор моделей, рассчитанных как на одиночные работы, так и на крупносерийное производство.
На крупных предприятиях с собственным механическим цехом, оснащенным станочным парком, зубофрезерные станки используются для выполнения единичных работ для нужд производства. Как правило, это наиболее простые модели.
Главные технические характеристики
Основными техническими характеристиками зубофрезерных станков являются:
- Максимальный размер зуба шестерни, получаемый после фрезерования.
- Ширина зубчатого венца.
- Конструктивные особенности позволяют изготавливать косые шестерни. Важной характеристикой является угол наклона зуба относительно основной оси.

- Диапазон перемещения суппорта станка в горизонтальном и вертикальном направлениях.
- Скорость вращения режущей фрезы.
- Тип (ручной или механический) и метод подачи. Различают вертикальный, горизонтальный и тангенциальный методы. При расчетах учитывают широту диапазона.
- Мощность электрического двигателя. Некоторые модели оснащены несколькими единицами, которые имеют различные функции. Такая схема реализована в рассмотренном выше станке.
- Габариты. Как правило, размеры зубофрезерного станка тесно связаны с его производительностью. Массивная конструкция позволяет увеличить размер подающего стола, суппорта, а также установить более мощный привод.
- Масса.
- Тип гитары деления.
Типовые компоновки зубофрезерных станков
При выборе оборудования важной деталью, требующей внимания, является тип компоновки. Рассмотрим существующие группы зубофрезерных аппаратов, а также возможности их модификации:
- С вертикальным расположением обрабатываемой детали. Подающий стол способен перемещаться в горизонтальной плоскости. За осевую подачу отвечает суппорт. Универсальная конструкция, которая применяется на предприятиях общего машиностроения.
- С вертикальным расположением обрабатываемой детали. Подающий стол зафиксирован, вместо него перемещается инструментальная стойка с фрезой. Данный тип позволяет сохранить расположение обрабатываемой заготовки до и после фрезерования на станке, что позволяет механизировать процесс подачи и уборки деталей. Схема применяется на серийном производстве.
- С вертикальным расположением заготовки. Подающий стол имеет возможность перемещаться в вертикальном направлении. Кроме того, он отвечает за осевую подачу. Инструментальная стойка способна перемещаться по горизонтали. Оптимальная компоновка для автоматических линий производственных предприятий.
- С горизонтальным расположением детали. Стол отвечает за осевую подачу благодаря способности к перемещению по горизонтали. Стойка перемещается радиально относительно расположения заготовки. Такие станки применяются для изготовления мелкомодульных цилиндрических зубчатых элементов.
- С горизонтальным расположением детали и зафиксированным подающим столом. Вся нагрузка ложится на стойку, которая отвечает за осевую и радиальную подачу. Валы-шестерни изготавливают на станках с подобной компоновкой.
Особенности расчета гитары дифференциала зависят от особенностей конструкции.
Виды приводов станков
Конструкция зубофрезерных приспособлений отличается высокой технологической сложностью. Производители предлагают различные схемы приводов, обладающих следующими особенностями:
- Червячный тип привода стола. Особенностью конструкции является установка дополнительного червяка с непостоянной толщиной витка, зазор которого регулируется в широком диапазоне.
- Отдельная червячная передача, устанавливаемая в отдельный блок. Регулировка осуществляется с помощью радиального перемещения.
- Универсальной считается схема, при которой на шпиндели устанавливают две червячные передачи с противоположным направлением витков. Регулировкой одной передачи изменяют текущий зазор.
- Гидравлический тип. В этом случае передача приводится в движение под действием гидравлической жидкости, подающейся с помощью насоса.
- Двойной тип. Регулировочную шестерню изготавливают из двух половин. При изменении их положения относительно друг друга происходит изменение зазора.
- Конусный. При реализации данной схемы применяют шестерни с малой конусностью. При осевом смещении изменяется зацепление и корректируется зазор.
- Многозубый. Использование многозубой шестерни, устанавливаемой на шпиндель, позволяет замедлить скорость базового колеса. Регулировка кинематической цепи выполняется торможением колеса.
При рассмотрении различных приводов стоит упомянуть об использовании зубофрезерных аппаратов с ЧПУ.

Применение числового программного управления сужает круг обязанностей оператора по причине отсутствия гитары деления. Отметим, что стоимость подобных станков достаточно высока, что не позволяет использовать их на предприятиях, имеющих незначительные объемы производства.
Зарекомендовавшие себя модели
Рассматриваемое оборудование довольно давно работает на отечественных предприятиях. Рассмотрим модели, которые зарекомендовали себя в качестве надежного и точного механизма для обработки металла:
- Зубофрезерные станки 5к32. Максимальная длина зуба составляет 350 мм, диаметр заготовки – до 800 мм, модуль нарезаемого колеса – 10 мм.
- Зубофрезерные станки 5е32. Максимальная длина зуба составляет 280 мм, диаметр заготовки – до 800 мм, модуль – 8 мм.
- Зубофрезерные станки 5а326. Величина сечения обрабатываемых деталей – от 100 до 750 мм. Модуль отличается от типа металла: по стали – 10 мм, по чугуну – 12 мм. Ширина обработки – до 280 мм.
- Зубофрезерные станки 5к310. Максимальный диаметр заготовки – до 200 мм. Модуль нарезаемого колеса – 4 мм.
Аппараты для зубофрезерных работ занимают важное место в технологической цепочке металлообрабатывающих предприятий. Современные устройства зарубежного производства, оснащенные ЧПУ, выигрывают в качестве и точности обработки станков, произведенных во времена СССР. Однако приемлемая стоимость последних делает их оптимальным выбором для небольших ремонтных мастерских. А вы заказывали изготовление шестерни для себя? На каком оборудовании производилась обработка? Поделитесь вашими впечатлениями в комментариях.
wikimetall.ru
Горизонтально-фрезерный станок: характеристики, схемы, модели
Обработка неподвижных объектов с отделением материала от основной детали по плоскости ведется на горизонтально фрезерных станках. Их назначение – восстанавливать геометрические поверхности с заданной кривизной методом резания вращающимся инструментом. Популярно стало использование УСП (универсальные сборочные приспособления), эти станки также используют для торцовочных, черновых шлифовальных и горизонтально-расточных операций.
Процесс горизонтальной обработки материалов резанием с использованием вращающегося инструмента называется фрезерованием. Фрезеровка очень похожа по технологии на сверление, но отличается возможностью работы боковой режущей кромкой инструмента.
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.
Область применения
Характер применения горизонтально-фрезерных станков очень разнообразен. Перечислим материалы, которые могут быть на них обработаны:
- черные металлы и чугун;
- цветные и драгоценные металлы;
- древесина;
- полимерные материалы, пластикат.
По типу операций, проводимых на станках этого типа, они делятся на:
- продольно-фрезерные;
- рейсмусовые;
- горизонтально-расточные.
Продольные фрезеры по металлу используются в черновых заготовительных операциях, выполнении пазов, протяженных полостей, торцовочных и раскроечных операциях дисковыми фрезами.
Рейсмусовые станки используются в деревообрабатывающей промышленности для калибровки доски по толщине. Их отличает механизированная подача обрабатываемого материала.
Горизонтально-расточные фрезеры используются в составе промышленных линий по производству автокомпонентов, в ремонтных мастерских.
Использование поворотных столов и УСП (универсальные сборочные приспособления) позволяет расширить сферу применения этого типа станков. Одним из назначений, при установке заготовки в делительную головку, является нарезание элементов зубчатых колес.

Выбираем модель по техническим характеристикам
Параметры оборудования задаются технологическим процессом, используемым на предприятии. Например ремонтные мастерские широко используют малые станки 6Т82, 6Т83. Этот тип фрезеров имеет подходящие габариты, мощность и стоимость для небольшой мастерской.
По частоте шпинделя
Черновые и торцовочные работы не требуют высокой чистоты обработки. Для этого типа работ достаточно низкоскоростных шпинделей с частотой до 2500 тыс. об. Они приводятся во вращение ременными передачами через шестереночную коробку скоростей с ручным или механизированным устройством смены диапазонов. К таким моделям относятся станки 676П, 6Т82, 6Т83, НГФ-110-Ш4.
Среднечастотные шпиндели применяются в большинстве универсальных фрезеров. Их частоты от 0 до 12000 об. мин. Привод от мотора ременной, непосредственный, без промежуточных шестерен. Такой частоты хватает для чистовой обработки всех материалов, включая сыпучие и камнеподобные. Представитель станка со шпинделем этого типа — Starlex WFM 750.

Частоты от 12000 до 18000 — это высокочастотный диапазон. Он используется в ювелирном деле и зубном протезировании. Эти шпиндели уже относятся к прецизионным механизмам с непосредственной связью ротора мотора и конуса инструмента. Из-за сильного нагрева требуют принудительного охлаждения. Применяются в обработке ценных пород древесины, мебельном производстве, зубопротезном и часовом производстве,
Обороты от 18000 и выше — это диапазон ультраскоростей. Применяются в микроэлектронике, микрохирургии, ювелирном деле. Выполняются как монолитные моторшпиндели с жидкостными или пневмоподшипниками и принудительным охлаждением диэлектрическим теплоносителем.
Высокоскоростные шпиндели используются на горизонтальных станках очень редко: это вотчина вертикальных типов. Чаще всего такое оборудование изготавливается под заказ, на специализированные узконаправленные операции.
По скорости
Скорость подач зависит от конструкции направляющих механизмов. Чугунные полозья на станине обладают массой достоинств по точности работы, жесткости обработки, невысокой стоимости ремонта, но ограничивают скорости перемещения, имеют низкий ресурс. Большая площадь трущихся поверхностей заставляет применять более мощные моторы подач. В сочетании с приводом исполнительного механизма от пары винт-гайка скорость такой системы не превышает 1000 мм. мин.
Рельсовые шариковые направляющие — это новый этап развития станкостроения. Они являются универсальными элементами подач, которые используются в широкой номенклатуре механизированных станков. Легкость монтажа, большой выбор моделей, технологичность изготовления, минимальное сопротивление трению — это их основные достоинства. Применяются во всех типах фрезеров современных типов, особенно с компьютерным управлением. Так как сервоприводы больших мощностей, требуемые для классических направляющих, очень сильно увеличивают стоимость всего станка, такие модели стоят дороже универсальных механических аналогов При применении ШВП могут обеспечить скорость подачи до 50000 мм. мин.

Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.

Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.
Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.
Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.

Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.

Особенности станка с числовым управлением
Основой горизонтально-фрезерных станков с ЧПУ является та же станина, что и на универсалах. Кардинально они отличаются в организации привода координат и инструмента. Место механических органов регулировки скорости подач занимают высокомоментные сервоприводы, а вместо лимбов появляются оптические энкодеры. Привод главного движения заменяется на частотно регулируемый, позволяющий полностью избавиться от промежуточных механизмов между мотором и шпинделем.
Такое построение станка диктуется необходимостью контроля стойкой ЧПУ текущего положения всех систем и механизмов. Эти данные заносятся в память компьютера, а на их основе выдаются команды движения.
Конструкция станков с ЧПУ стала проще и надежнее из-за отсутствия большого количества механизмов. Их функции перенесены в программное обеспечение. Так как ненадежные шестереночные передачи заменены прямыми приводами, то возросла скорость и точность обработки, появилась возможность одновременного перемещения детали по всем координатам с регулировкой скорости подачи.

Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека.
vseochpu.ru
5342 Станок зубофрезерный для цилиндических колес схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного полуавтомата 5342
Разработчиком и изготовителем зубофрезерного полуавтомата 5342 является Коломенский завод тяжелого станкостроения КЗТС, основанный в 1914 году.
Станки производства Коломенского завода тяжелого станкостроения КЗТС
5342 Станок тяжелый вертикальный зубофрезерный полуавтомат. Назначение и область применения
Зубофрезерный станок 5342 производиля с 1957 года и был заменен моделью 5А342.
Универсальный зубофрезерный станок полуавтомат 5342 относится к классу тяжелых станков и предназначен для нарезания (фрезерования) зубьев крупных цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства.
На полуавтомате могут быть нарезаны:
- Прямозубые и косозубые колеса наружного зацепления:
- а. червячной фрезой методом обкатки;
- б. дисковой фрезой методом единичного деления;
- в. пальцевой фрезой методом единичного деления;
- а. червячной фрезой-улиткой методом непрерывного деления;
- б. дисковой фрезой методом единичного деления;
- в. пальцевой фрезой методом единичного деления;
- а. червячной фрезой с радиальной подачей;
- б. червячной фрезой с осевой подачей фрезы;
- в. резцом-летучкой с осевой подачей инструмента;
- а. червячной фрезой методом обкатки;
- б. дисковой фрезой методом единичного деления;
- в. пальцевой фрезой методом единичного деления;
- а. червячной фрезой методом обкатки;
- б. дисковой фрезой методом единичного деления;
- в. пальцевой фрезой методом единичного деления;
Станок рассчитан на эксплуатацию в условиях мелкосерийного или индивидуального производства. Широкая универсальность достигается за счет использования дополнительных узлов, поставляемых со станком за особую плату:
- тангенциального суппорта;
- накладной головки для фрезерования пальцевой фрезой колес наружного зацепления;
- накладной головки для фрезерования пальцевой или дисковой фрезой или фрезой «улитка» колес внутреннего зацепления;
- механизма реверса.
При наличии этих узлов на станке можно нарезать прямозубые и косозубые колеса наружного и внутреннего зацепления, червячные, шевронные колеса с канавкой и без канавки (для выхода фрезы), прямозубые колеса с малым углом конуса при вершине, а также зубчатые колеса с бочкообразным зубом.
В нормальном исполнении станок поставляется только с главным суппортом, предназначенным для фрезерования прямозубых, и косозубых колес наружного зацепления (включая шевронные колеса с канавкой для выхода фрезы) червячной фрезой — методом обкатки и дисковой фрезой — методом единичного деления, а также червячных колес — методом радиальной подачи червячной фрезы.
Особенности конструкции станка 5342
Широкий диапазон чисел оборотов и подач фрезы и высокая жесткость позволяют полностью использовать возможности высокопроизводительного режущего инструмента при наиболее эффективных режимах резания.
Широкая универсальность станка дает возможность нарезать самые разнообразные виды цилиндрических зубчатых колес.
На станке имеется гидравлическое устройство для попутного фрезерования.
Цикл работы станка при нарезании зубчатых колес методом единичного деления полностью автоматизирован.
Большая точность обработки изделий и долговечность станка обеспечены: изготовлением делительного червячного колеса из высококачественной оловянистой бронзы, а делительного червяка — из высоколегированной стали, термически упрочненной до высокой твердости; применением подшипников качения в цепи привода фрезы и в других быстроходных цепях, а в наиболее ответственных местах — прецизионных подшипников качения с регулируемым натягом; тщательным изготовлением ответственных деталей станка.
Большие удобства при обслуживании станка обусловлены наличием подвесного и стационарного пультов управления, механизма уборки стружки и гидрозажимов стойки.
Узлы, поставляемые по специальному заказу
Тангенциальный суппорт (тангенциальное движение — движение по касательной)
Тангенциальный суппорт предназначен для фрезерования червячных колес методом осевой подачи режущего инструмента (рис. 2). При фрезеровании червячных колес этим методом достигаются более высокая точность и чистота обработки, чем при фрезеровании методом радиальной подачи.
Наличие тангенциального суппорта позволяет применять при нарезании червячных колес летучий резец, который значительно дешевле червячной фрезы.
Передача движения фрезе, установка и закрепление тангенциального суппорта на салазках осуществляются так же, как и у главного суппорта.
Накладная головка для фрезерования пальцевой фрезой колес наружного зацепления
При фрезеровании зубчатых колес с большим модулем незаменимой является накладная головка для работы пальцевой фрезой (рис. 3). В случае нарезания шевронных колес без канавки накладная головка применяется совместно с механизмом реверса.
В конструкции головки предусмотрены автоматические (гидравлические) отвод, подвод, освобождение и зажим пиноли фрезы. Это позволяет полностью автоматизировать циклы при нарезании зубчатых колес.
Накладная головка для фрезерования колес с внутренним зацеплением фрезой «Улитка», дисковой фрезой и пальцевой фрезой
Головка состоит из корпуса с расположенными в нем шестернями для передачи вращения на фрезу и двух вставок: одна вставка — для дисковой или червячной фрез (рис. 4), а другая — для пальцевой фрезы (рис.5.).
Автоматизация цикла при работе дисковой фрезой осуществляется путем перемещения стойки, а при работе пальцевой фрезой — путем перемещения пиноли фрезы, как у накладной головки для наружного фрезерования пальцевой фрезой.
Механизм реверса
Механизм реверса (рис. 7) предназначен для реверсирования движения в цепи дифференциала.
При работе с накладной головкой для фрезерования колес пальцевой фрезой механизм реверса позволяет нарезать шевронные зубчатые колеса без канавки для выхода фрезы.
Работа механизма основана на переключении кулачковой муфты для передачи вращения в цепи дифференциала через пару цилиндрических шестерен без паразитной шестерни или с паразитной шестерней. Переключение муфты производится от планетарного механизма.
Наибольшая длина обрабатываемого полушеврона — 600 мм (23 5/8 дюймов).
Механизм малого конуса
Механизм малого конуса для фрезерования прямозубых шестерен с малым углом конуса при вершине
5342 Габариты рабочего пространства зубофрезерного полуавтомата
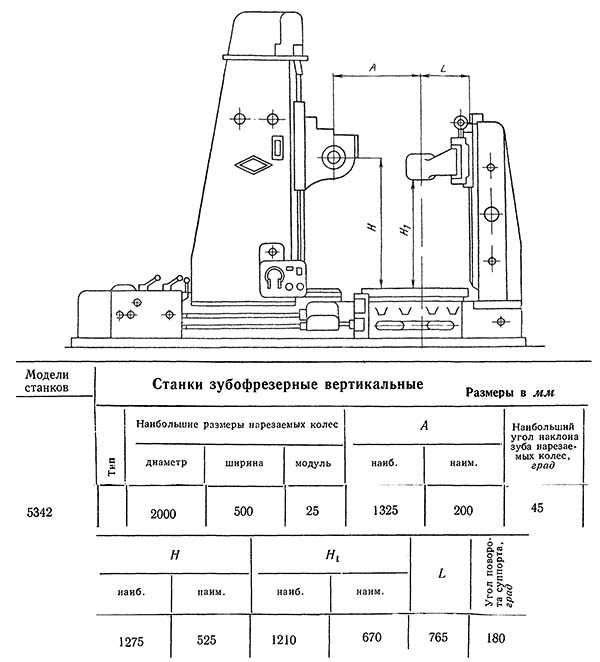
Габариты рабочего пространства полуавтомата 5342
5342 Общий вид и общее устройство станка

Фото зубофрезерного станка 5342

Фото зубофрезерного станка 5342

Фото зубофрезерного станка 5342

Фото зубофрезерного станка 5342
Фото зубофрезерного станка 5342. Смотреть в увеличенном масштабе
Схема автоматического цикла нарезания зубчатых колес наружного и внутреннего зацепления методом единичного деления
При нарезании зубчатых колес дисковой фрезой отвод режущего инструмента осуществляется перемещением стойки, пальцевой фрезой — перемещением пиноли фрезы. При работе дисковой фрезой обработка может производиться как встречным (рис. 8, а), так и попутным (рис. 8, б) фрезерованием, три работе пальцевой фрезой — подачей сверху (рис. 9, а) или подачей снизу (рис. 9, б).
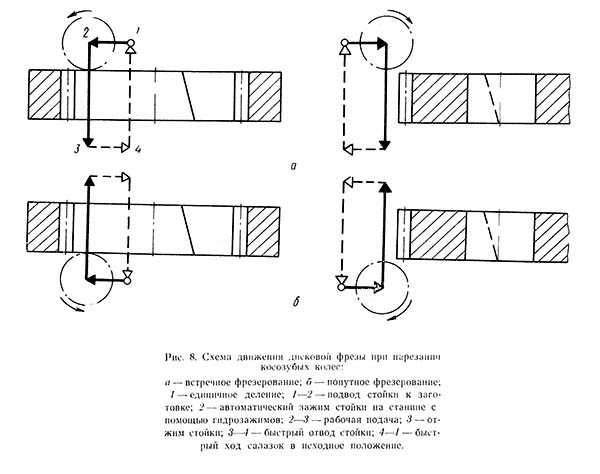
Схема движения дисковой фрезы при нарезании косозубых колес
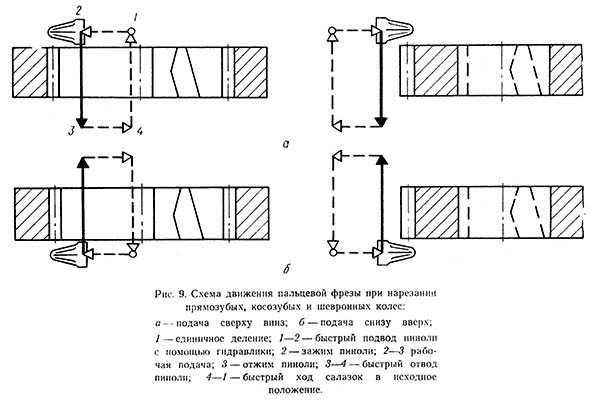
Схема движения пальцевой фрезы при нарезании прямозубых, косозубых и шевронных колес
5342 Станок зубофрезерный вертикальный полуавтомат. Видеоролик.
Технические характеристики зубофрезерного станка 5342
| Наименование параметра | 5А342 (1978 г) | 5А342п (1986 г) | 5342 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка по ГОСТ 8-82 и ГОСТ 659-78 | Н | П | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес без поддерживающей задней стойки (0°), мм | 300..2000 | 300..2000 | 2000 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес с поддерживающей задней стойкой (0°) (с контрподдержкой), мм | 300..1200 | 300..1200 | |
| Наибольший модуль нарезаемого колеса червячной фрезой ( дисковой фрезой (сталь/чугун), мм | 15/ 20; (20/ 25) | 15/ 20; (25) | 15/ 20; (20/ 25) |
| Наибольшая длина зуба (длина фрезерования) нарезаемых прямозубых и косозубых колес с вертикальным / радиальным врезанием, мм | 560 / 760 | 560 / 760 | 500 / 700 |
| Наибольший угол поворота суппорта (наклона зубьев, обрабатываемых колес), град | ±45° | ±45° | ±45° |
| Наименьшее число зубьев нарезаемого колеса приоборотах не превышающих 1 об/мин | 20 | 20 | |
| Расстояние между осями стола и фрезы, мм | 200..1270 | 200..1245 | 200..1325 |
| Расстояние от плоскости стола и оси фрезы, мм | 580..1390 | 580..1480 | 525..1275 |
| Стойка суппорта. Салазки. Суппорт главный фрезерный | |||
| Конус шпинделя фрезы | Морзе 6 | Морзе 6 | |
| Наибальший диаметр х длина фрезы, мм | Ø 300 х 300 | Ø 300 х 300 | Ø 250 х 300 |
| Ускоренное перемещение салазок в вертикальном направлении, мм/мин | 510 | 510 | |
| Доводочное перемещение салазок в вертикальном направлении, мм/мин | 8,75 | 8,75 | |
| Ускоренное горизонтальное перемещение суппортной стойки по станине, мм/мин | 330 | 330 | |
| Доводочное перемещение салазок в вертикальном направлении, мм/мин | 5,3 | 5,3 | |
| Доводочное перемещение салазок в вертикальном направлении, мм/мин | 8,75 | 8,75 | |
| Время поворота фрезерного суппорта на 180° при nфр, мин | 5,6 | ||
| Приспособление для установки суппорта под углом | есть | ||
| Автоматическое включение обратного хода суппорта | есть | ||
| Предохранение от перегрузок | есть | ||
| Возможность изменения скорости в процессе работы | нет | ||
| Возможность изменения подачи в процессе работы | нет | ||
| Механика станка | |||
| Пределы оборотов фрезы, об/мин | 8..100 | 8..125 | 11,2..100 |
| Число ступеней оборотов фрезы (количество скоростей) | 23 | 25 | |
| Пределы вертикальных подач подач при работе червячной фрезой, мм/об стола | 0,3..15 | 0,3..15 | 0,3..15 |
| Пределы вертикальных подач подач при работе дисковой фрезой, мм/об фрезы | 0,3..8 | 0,3..8 | |
| Число вертикальных ступеней подач | 18 | 18 | |
| Пределы горизонтальных подач, мм/об стола | 0,15..7,5 | 0,16..7,7 | 0,27..6,8 |
| Пределы тангенциальных подач, мм/об | 0,04..4 | ||
| Стол | |||
| Диаметр стола, мм | 1800 | 1800 | 1900 |
| Диаметр отверстия в столе, мм | 250 | 250 | 300 |
| Диаметр делительного червячного колеса, мм | 1650 | 1650 | |
| Число зубьев делительного колеса, мм | 165 | 165 | |
| Наибольшая допустимая нагрузка на стол, кг | 16000 | 20000 | 10000 |
| Ускоренное вращение стола, об/мин | 1,47 | ||
| Привод и электрооборудование станка | |||
| Количество электродвигателей, установленных на станке | |||
| Электродвигатель главного привода, кВт (об/мин) | 13 (1500) | 15 (1465) | 14 |
| Электродвигатель быстрых перемещений стойки и суппорта, быстрого вращения стола и единичного деления, кВт | 4,7 (1000) | 4,2 (910) | |
| Электродвигатель доводки стойки и суппорта, кВт | 1,3 (1000) | 1,2 (860) | |
| Электродвигатель привода гидронасоса охлаждения фрезы, кВт | 2,2 (1500) | 2,2 (1425) | |
| Электродвигатель насоса смазки коробки настроек, кВт | 0,27 (1500) | 0,25 (1380) | |
| Электродвигатель насоса смазки стола, кВт | 0,27 (1500) | 0,25 (1380) | |
| Электродвигатель насоса смазки стойки и зарядки гидроаккамулятора, кВт | 1,1 (1000) | 1,1 (1365) | |
| Электродвигатель транспортера стружки, кВт | 0,18 (1500) | 0,18 (1365) | |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 6910 х 2990 х 3462 | 6650 х 2290 х 3460 | 5875 х 2355 х 3250 |
| Масса станка с электрооборудованием и охлаждением, кг | 31800 | 31300 | 31500 |
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
вертикальный станок, горизонтальный и прочие разновидности
 Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Все возможности фрезерного станка расширяются при помощи этих дополнений:
- универсальной, долбежной или вертикальной головки;
- круглого разделительного стола;
- универсального делительного аппарата;
- устройство для нарезки гребенок.
Теперь остановимся подробней на определенном виде фрезерных станков.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
 В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Сверлильные агрегаты
 Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Универсально-фрезерные
В малосерийном производстве для изготовления деталей методом фрезерования применяют этот вид. В ремонтно-механических небольших мастерских, а также в инструментальных цехах.
Вместе с основными узлами, шпиндельный узел и коробка скоростей, находятся внутри станины. Консоль двигается по вертикальным направляющим, а по консольным направляющим двигаются салазки с поворотным механизмом, на котором размещается особый стол, который двигается в горизонтальной плоскости с разнообразными углами относительно шпиндельной оси. С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки. С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Обрабатывающие центры с ЧПУ
В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
tokar.guru
Зубофрезерный станок с чпу
Зубофрезерные станки
Среди всего металлообрабатывающего оборудования следует выделить зубофрезерные станки. В принятой системе классификации их вынесли в отдельную группу. Станки зубофрезерные горизонтальные, вертикальные или иной разновидности применяются для получения зубчатого эвольвентного профиля. Получение сложной поверхности проводится методом обкатки.

Зубофрезерный станок
Где применяются?
Модели зубофрезерных станков могут отличаться по достаточно большому количеству характеристик, не получили столь широкого распространения как оборудование токарной или фрезерной группы. Поэтому они применяются в:
- Машиностроительной отрасли промышленности.
- Авиационной и автомобильной отраслях промышленности.
- Приборостроении.
Универсальный зубофрезерный станок устанавливается с иным металлообрабатывающим оборудованием, так как обработка на зубофрезерных станках не позволяет изменить диаметральный размер цилиндрической формы. В продаже можно встретить модели, пригодные для применения в серийном, мелкосерийном и крупносерийном производстве.
 Вертикальный зубофрезерный станок
Вертикальный зубофрезерный станок  Общий вид зубофрезерного станка
Общий вид зубофрезерного станкаОсновные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
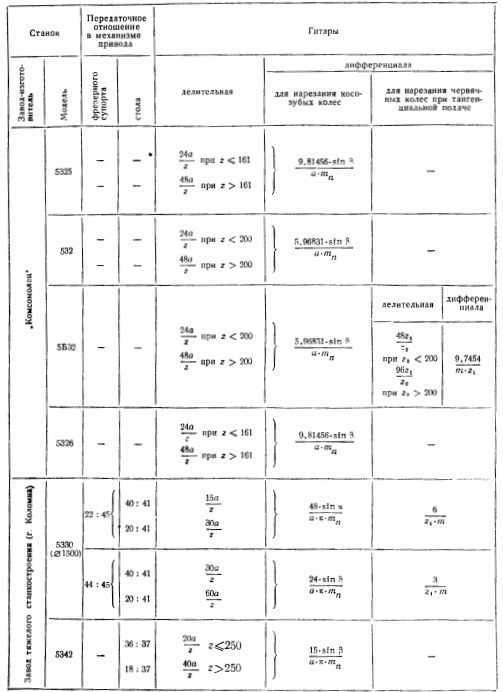
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Типовые конструктивные компоновки
Рассматривая зубофрезерный станок и принцип работы следует уделить внимание тому, какая у него компоновка. По данному показателю можно выделить следующие группы:
- Вертикальная ориентация оси заготовки. Компоновка зубофрезерных станков определяет особенности обработки, имеют подвижный стол. Компоновка применяется при производстве универсальных моделей, получивших наибольшее распространение.
- Вертикальная ориентация оси заготовки, инструмент подвижен по горизонтали. Устройство данного зубофрезерного станка имеет инструментальный суппорт, через который проводится передача осевой подачи. Данная компоновка наиболее подходит для моделей, оснащенных системой автоматизации погрузки/выгрузки заготовок. Именно подобные зубофрезерные станки с ЧПУ, принцип работы которых предусматривает автоматическую подачу заготовки, получили широкое распространение при выпуске больших партий продукции.
- Зубофрезерные станки при размещении заготовки в вертикальном направлении. Рассматривая основные узлы отметим стол, который зачастую подвижен в вертикальном направлении. Радиальная подача осуществляется инструментальной стойкой. Данные зубофрезерные станки, модели которых могут существенно отличаться в зависимости от предназначения, имеют конструкцию, которые позволяют легко их встраивать в различные автоматические линии обработки. Обработка на современных зубофрезерных станках сводится к уменьшению количеству операций, требующих вмешательства оператора.
- Горизонтальные с размещение оси заготовки в этой плоскости. Стол подвижный также в этом направлении, передает осевое вращение. Инструмент крепится на инструментальной стойке. Зубофрезерный станок данного вида получил широкое применение в сфере нарезания мелкомодульных зубчатых колес. Конструкция имеет горизонтальные направляющие для обеспечения перемещения инструментальной стойки.
- Горизонтальные станки имеют крепление для размещения заготовки в этой плоскости. Ключевая особенность заключается в неподвижности стола. Инструментальная стойка подвижная, предназначена для передачи осевой и радиальной подачи. Эти виды оборудования позволяют обрабатывать зубчатые колеса, которые выполнены в виде единой конструкции с валом.
Отметим, что расчет дифференциала зубофрезерного станка проводится в зависимости от особенностей схемы. Дифференциальный метод встречается крайне часто.
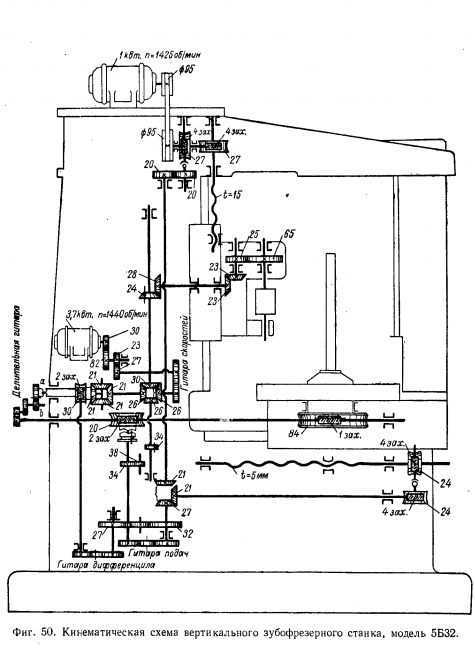
Пример кинематической схемы зубофрезерного станка
Числовое программное управление
Настройка гитары деления зубофрезерного станка проводится для изменения параметров нарезаемых зубьев. Зубофрезерные станки с ЧПУ имеет основные узлы, которые могут настраиваться под условия резания, они имеют высокую точность перемещения. Станки с ЧПУ можно охарактеризовать следующим образом:
- Могут применяться
i-perf.ru
Горизонтальный зубофрезерный станок
СОЮЗ СОВЕТСНИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (19) (11) (5)) 4 В 23 F 5 20
/Ц
/ тр, д
@В„ м;,„
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Н А BTOPCHOMV СВИДЕТЕЛЬСТВУ
ГОСУДАРСТБЕННЫЙ НОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ (21) 3997829/25-08 (22) 02. О1. 86 (46) 30.05.87. Бюл. Ф 20 (71) Экспериментальный научно-исследовательский институт металлорежущих станков (72) С.А.Гуро, А.M.Ñèòíèêîâ, И.Б.Посниченко и В.Б.Шлейфман (53) 621.924.6(088.8) (56) Зубофрезерный станок, модель
172, фирма «Кепфер», ФРГ, 1962. (54) ГОРИЗОНТАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ
СТАНОК (57) Изобретение относится к области станкостроения, в частности к производству цилиндрических колес. Целью изобретения является упрощение конструкции зубофрезерного станка и повышение точности нарезаемых колес путем разгрузки элементов цепи деления от сил резания. Горизонтальный зубофрезерный станок для нарезания цилиндрических колес 17 червячной фрезой 6 включает привод главного движения с электродвигателем 1 и парой приводных шестерен 4, цепь деления, содержащую шпиндель 5 инструмента, шпиндель колеса, дифференциал 14, гитару 10 сменных колес. В приводе главного движения одна из приводных шестерен соединена с электродвигателем 1, а другая — непосредственно со шпинделем 5 инструмента; цепь деления содержит раздвижной телескопический вал с двумя шарнирами Гука 12, с один из которых соединен с гитарой
10 сменных колес, а другой — с дифференциалом 14. 1 ил. жение с вала 3 суппорта инструмента через коническую передачу 7 передается на вал 9 с» îéêè. Вал 9 стойки через гитару 10 сменных колес связан с валом 11, с которого движение через телескопический вал 12 передается на вал 1 станины. Вал 13 станины через конические шестерни диф— ференциала 14 и шестерни гитары !5 деления связан с червячной передачей 16, движение с которой передает- ся на шпиндель колеса 1/.
Составитель В.Слиткова
Техред Н.Гпушенко Корректор С.Черни
Редактор А,Огар
Заказ 2162/12
Тираж 976 Подписное
ВНИИНИ Государственного комитета СССР по делам изобретений и открытий
113035, 11осква, 1!(-35. Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
1 131
Изобретение относится к станкостроению, в частности к производству цилиндрических колес.
Цель изобретения — упрощение кон-» струкции зубофрезерного станка и повышение точности нарезаемых на нем заготовок путем разгрузки элементов цепи от сил резания.
На чертеже представлена кинематическая схема предлагаемого станка.
Привод цепи главного движения :.îñтоит из электродвигателя 1, ременной передачи 2, вала 3 суппорта инструмента, приводных шестерен 4, шпинде-. ля 5 инструмента и червячной фрезы 6.
Цепь деления состоит из червячной фрезы 6, шпинделя 5 инструмента, пары приводных шестерен 4, вала 3 суппорта инструмента, конической передачи 7, зубчатой муфты 8, вала 9 стой-ки, гитары 10 сменных колес, вала 11, раздвижного телескопического вала
12 с двумя шарнирами Гука, вала 13 станины, дифференциала 14„ гитары
15 деления, делительной червячной передачи 16 и колеса !7. Между частями 18 телескопического вала размещены с натягом шарики 19.
Станок работает следующим образом.
При включении электродвигателя 1 движение через клиноременную переда-. чу 2 передается на вал 3 суппорта инструмента и с него через пару при-водных шестерен 4 на шпиндель 5 инструмента и червячную фрезу 6. Дви1 формула изобретения
Горизонтальный зубофрезерный станок для нарезания цилиндрических колес червячной фрезой, включа аций привод главного движения с электродвигателем„ связанным с приводными шестернями, и кинематическую цепь деления, предназначенную для связи шпинделя изделия со шпинделем инст— румента и содержащую дифференциал и гитару смйнных колес, о т л и ч а юшийся тем, что, с целью упрощения конструкции станка и повышения точности обрабатываемых колес, он снабжен введенным в цепь деления теЛескопическим валом с установленными между его частями с натя:îoì map -.— ками и двумя размещенными на концах вала шарнирами Гука, один из которых связан с дифференциалом, а дру= гой — с гитарой сменных колес, при этом одна из шестерен соединена со шпинделем инструмента.
findpatent.ru
Горизонтально фрезерные станки
Горизонтально-фрезерный станок
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Обработка металлов резанием / Горизонтально-фрезерный станок
На фрезерных станках обрабатывают плоские и криволинейные поверхности деталей, нарезают зубья, выполняют канавки, выемки и выступы и другие работы.
На фрезерных станках достигают высокой производительности труда.
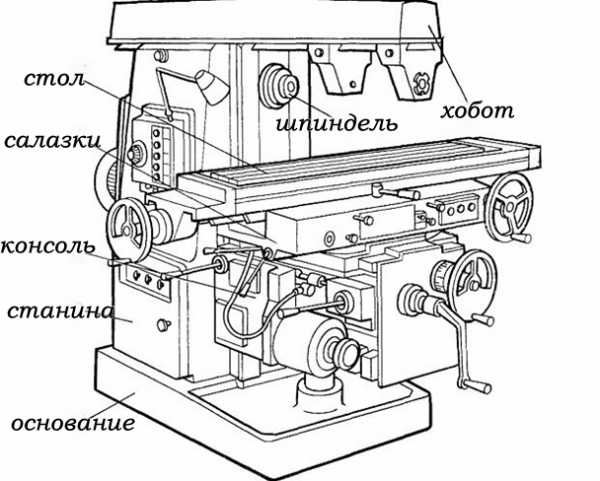
Различают горизонтальные и вертикальные фрезерные станки.Горизонтально-фрезерный станок состоит из следующих основных частей: станины, консоли (кронштейна), шпинделя, хобота, стола, коробки скоростей, коробки подач, поперечных салазок.
Горизонтально-фрезерный станок
На чугунной станине коробчатой формы крепят все части станка. В верхней части станины имеются тщательно обработанные горизонтальные направляющие для хобота. По точно обработанным вертикальным направляющим передней поверхности станины перемещается консоль. Внутри станины расположены электродвигатель, коробка скоростей и шпиндель.
Чугунная консоль — жесткая массивная пустотелая опора для стола. Консоль тщательно обработана, так как она должна легко перемещаться по вертикальным направляющим станины.
На верхней части консоли по направляющим для салазок перемещается стол.
Стол станка имеет три направления движения (подачи) обрабатываемой заготовки: продольное, поперечное, вертикальное. Стол состоит из непосредственно стола и поперечных салазок. Салазки можно перемещать вместе со столом по направляющим консоли в поперечном направлении при помощи винтового механизма (поперечная подача).
При помощи винтового механизма можно также перемещать стол по продольным направляющим верхней части салазок (продольная подача).
Для вертикальной подачи (перемещения заготовки вверх и вниз) служит винтовой механизм, при помощи которого перемещают консоль.
Обрабатываемые заготовки зажимают в машинных тисках, надежно прикрепляемых к столу.
На шпинделе (пустотелом стальном валу) крепят фрезерную оправку с дисковой фрезой или длинный стальной стержень с резьбой на конце для торцовой фрезы. Шпиндель вращает режущий инструмент.
В коническое отверстие передней части шпинделя плотно входит конический конец фрезерной оправки. Хобот поддерживает другой конец фрезерной оправки. Хобот можно передвигать вдоль горизонтальных направляющих станины, что позволяет закреплять оправку на нужном расстоянии. Расстояние фрезы от шпинделя зависит от ширины обрабатываемой заготовки.
Коробка скоростей
Коробка скоростей станка позволяет изменять число оборотов шпинделя. Устроена она так же, как и у товарного станка. В коробке скоростей помещен и реверсивный механизм. Благодаря ему можно изменять направление вращения шпинделя (обратный ход).
Коробка подач станка
Коробка подач станка изменяет скорость механической подачи стола в продольном, поперечном и вертикальном направлениях. Коробка состоит из цилиндрических и конических зубчатых колес и кулачковых муфт сцепления. Она помещена в консоли станка. Движение коробки подач не связано с вращением шпинделя. Движение к коробке подач передается от общего электродвигателя через зубчатые колеса и при помощи раздвижного вала.
Вопросы
- Для чего предназначены фрезерные станки?
- На какие виды делятся фрезерные станки?
- Из каких основных частей состоит горизонтально-фрезерный станок?
- Из какого металла изготовляют станину и для чего она предназначена?
- Для чего служит консоль?
- Каково назначение стола?
- Для чего служит шпиндель?
- Каково назначение коробки скоростей?
- Для чего служит коробка подач?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
Правила безопасной работы на фрезерном станке
При работе на фрезерных станках очень опасны засорения, ранения и ожоги глаз мелкой отлетающей стружкой. Поэтому перед работой необходимо надевать очки. Следят также за тем, чтобы фреза не захватила одежду или руки работающего. Для этого нужно закрывать фрезу экраном или колпаком, изготовленным из прозрачного материала (оргстекла). Защитный экран Наблюдают, чтобы вращающаяся фреза не имела биений,…
Основные виды строгальных работ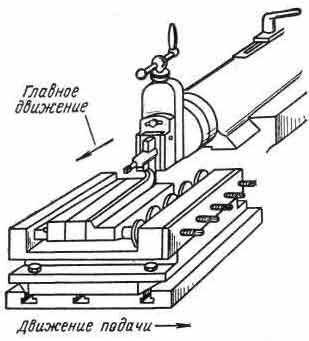
Различают следующие виды строгания: горизонтальных поверхностей; скосов на заготовках; наклонных поверхностей; поверхностей с уступами; пазов и сопряженных поверхностей. При строгании горизонтальных поверхностей главное движение (возвратно-поступательное) совершает суппорт с резцом (рабочий ход), а движение подачи (поперечной) — стол с закрепленной на нем заготовкой. Движения строгального станка Скосы на заготовках строгают с одной подачей — суппорта с…
Инструмент и приспособления для фрезерных станков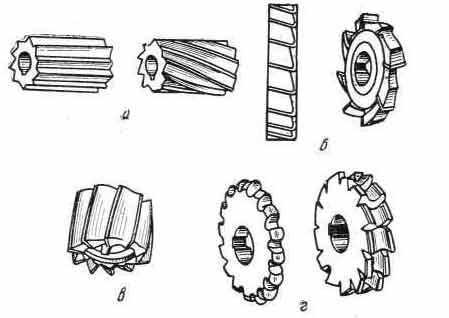
Фрезерные станки получили свое название от многозубого режущего инструмента — фрез, которыми на этих станках обрабатывают металлы. На горизонтально-фрезерных станках в зависимости от вида обрабатываемой поверхности применяют цилиндрические, дисковые, торцовые и фасонные фрезы. Фрезы а — цилиндрические; б — дисковые; в — торцовая; г — фасонные. Цилиндрическими фрезами обрабатывают широкие поверхности, дисковыми — канавки, пазы…
Резание металлов ручными инструментами и на металлорежущих станках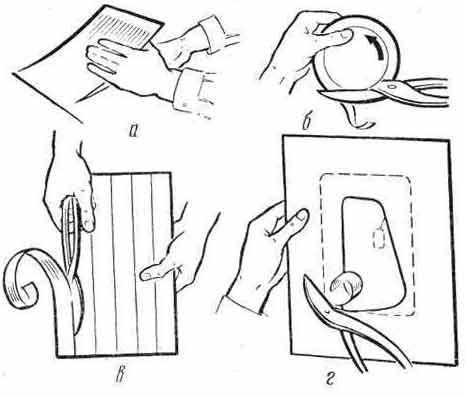
Как вы знаете, резать металлы можно ручными инструментами и на станках. В зависимости от материала и размеров заготовки различают резание металлов без снятия стружки (скалыванием) — ножницами, кусачками и со снятием стружки. Работа ножницами а — разрезание; б — вырезание по кривым линиям; в — отрезание; г — вырезание отверстия. Ручными ножницами можно: разрезать заготовку…
Резание металлов механической ножовкой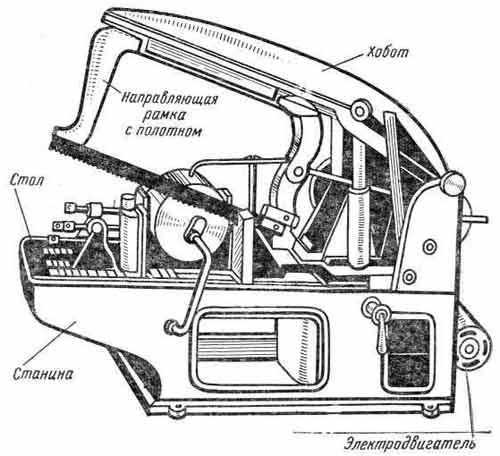
Механическая ножовка состоит из станины, стола (на котором зажимают в тисках обрабатываемый материал), тисков (передвигаемых вдоль стола и поворачиваемых вокруг своей оси), хобота (направляющей для рамки с полотном) и электродвигателя. Механическая ножовка До этого мы рассматривали виды разрезания в основном листового металла. На станке, показанном на рисунке выше, разрезают металл различного профиля. Механической ножовкой можно…
www.ktovdome.ru
Горизонтально фрезерный станок — с ЧПУ — Устройство Характеристики
Ни одно, как мелкое, так и промышленное предприятие по производству стальных изделий и выполнению работ по дереву не обходится без фрезерных станков. Процесс фрезерования является первым и ключевым в обработке стальных и деревянных заготовок.
Горизонтально-фрезерный станок с ЧПУ
Самыми востребованными среди данной категории агрегатов являются горизонтально фрезерные станки.
Особенности горизонтально фрезерного станка
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных работ по дереву. С их помощью выполняется фрезерование, расточка, шлифование, а иногда и сверление. Однако комплектация и технические характеристики подобных агрегатов приблизительно одинаковы.
Главная особенность горизонтального консольно-фрезерного устройства – горизонтальное расположение шпинделя. Сама же раб
i-perf.ru