7Б56 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7Б56
Разработчиком и изготовителем горизонтально-протяжного станка 7Б56 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7Б56 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный 7Б56 производился начиная с 1981 года. Станок снят с производства. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б56 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Протяжной станок 7Б56 отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка 7Б56 — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
По согласованию с заказчиком станок поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
Конструктивные особенности горизонтально-протяжного станка
7Б56:- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Повышенная жесткость и виброустойчивость, позволяющие работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом хорошую чистоту обработанной поверхности и высокую стойкость режущего инструмента
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Размещение пусковой и предохранительной электроаппаратуры на поворотной панели в отдельно стоящем электрошкафу облегчает ее обслуживание и увеличивает срок службы
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7Б56
- Номинальное тяговое усилие — 200 кН (20 тс)
- Наибольшая длина рабочего хода салазок — 1600 мм
- Диаметр отверстия в планшайбе — 130 мм
- Скорость рабочего хода — 1,5 ÷ 11,5 м/мин
- Мощность электродвигателя привода главного движения — 30 кВт
- Масса станка — 5,2 т
7Б56 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства горизонтального протяжного станка 7Б56
7Б56 Фото горизонтального протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 Расположение составных частей протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 основные узлы протяжного станка
- электрооборудование
- рабочий цилиндр
- рабочие салазки
- пульт управления
- устройство охлаждения
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- приставная станина
- механизм фиксации и расфиксации
- вспомогательный цилиндр
- рабочий патрон
- рабочие салазки
- механизм регулирования хода станка
- бак для охлаждающей жидкости
- насосная установка
Основная станина служит для размещения главных частей станка: рабочего цилиндра и рабочих салазок, соосность которых обеспечивается постельными планками, приваренными внутри станины на всей ее длине. В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.
В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.
Рабочие салазки связывают шток рабочего цилиндра с рабочим патроном. Для установки рабочего патрона в них предусмотрена переходная втулка с конусным посадочным отверстием. Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Механизм регулирования хода станка смонтирован в верхней части основной станины. Он выполнен в виде двух валиков, угловой поворот которых включает и выключает конечные выключатели, управляющие работой гидросистемы станка. Эти выключатели находятся снаружи основной станины в специальном корпусе. Настройкой положения закрепляемых на валиках кулачков обеспечиваются требуемые величины рабочего и замедленного ходов, а также величину замедленного хода и крайнее положение рабочих салазок в конце обратного хода. Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.
Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.

При протягивании с сопровождением протяжки станок мод. 7Б56 работает в режиме полного полуцикла. Взаимодействие рассмотренных механизмов станка при этом отражено в табл. 21. При работе в режиме простого полуцикла исключаются из работы механизмы, расположенные в приставной станине. Последовательность действий при этом сохраняется полностью. Режим простого полуцикла применяется обычно при работе мелкими протяжками, например, шпоночными.
Наладочные размеры, определяющие возможности станка с точки зрения длины протяжки и длины, на которой обеспечивается сопровождение инструмента приведены на рис. 68.
7Б56 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б56 (Рис.153)
Гидравлическая схема станка 7Б56. Смотреть в увеличенном масштабе
Гидропривод (рис. 153) осуществляет рабочие и вспомогательные движения исполнительных органов станка в рабочем цикле.
Протяжка подводится и отводится вспомогательным гидроцилиндром 31, который питается от пластинчатого насоса 22 через фильтр грубой и тонкой очистки 24 и 25. В исходном положении управляющий распределитель 28 находится в средней позиции. Масло от шестеренчатого насоса управления 6 подведено под оба торца гидрораспределителя 26, что удерживает его также в среднем положении. При этом правая часть гидроцилиндра 31 изолирована, а левая — соединена со сливом.
В исходном положении управляющий распределитель 28 находится в средней позиции. Масло от шестеренчатого насоса управления 6 подведено под оба торца гидрораспределителя 26, что удерживает его также в среднем положении. При этом правая часть гидроцилиндра 31 изолирована, а левая — соединена со сливом.
Нажатие кнопки «Пуск цикла» включает электромагнит Э6. Распределитель 28 переключается влево, соединяя магистрали 12 и 29 между собой, а трубопровод 27 со сливом, масло подается под правый торец гидрораспределителя 26, передвигая его влево. Трубопроводы 30 и 32 оказываются соединенными между собой и насосом 22. Давление в обеих полостях цилиндра 31 одинаково, площадь правой, бесштоковой полости больше, чем левой, — поршень движется влево и протяжка проводится к левому патрону. Масло из левой полости цилиндра перетекает в правую полость, увеличивая поток насоса 22.
Рабочий цилиндр 35 получает масло от радиально-поршневого реверсивного насоса 1. При рабочем ходе напорной является магистраль 13—33—34, а сливной 36—37—14. Часть сливающегося масла питает насос; избыток сбрасывается через клапанную коробку 7 и напорный золотник 8. При обратном ходе масло от насоса поступает через трубопроводы 14 и 36. Масло, вытекающее из цилиндра, не может пройти через обратный клапан 33 и перетекает из правой в левую части цилиндра через обратный клапан 37. Из бака масло забирается через обратный клапан 5 и клапанную коробку 7.
Часть сливающегося масла питает насос; избыток сбрасывается через клапанную коробку 7 и напорный золотник 8. При обратном ходе масло от насоса поступает через трубопроводы 14 и 36. Масло, вытекающее из цилиндра, не может пройти через обратный клапан 33 и перетекает из правой в левую части цилиндра через обратный клапан 37. Из бака масло забирается через обратный клапан 5 и клапанную коробку 7.
В исходном положении обе полости насоса 1 соединены трубопроводом 4 через переливной клапан 2 в позиции Б. Это предотвращает самопроизвольное движение салазок при неточной настройке нулевого положения насоса. Перед движением салазок клапан 2 переводится в положение А и полости насоса разъединены. В зависимости от направления (вправо — влево) смещения статора относительно ротора всасывающая и нагнетательная полости насоса меняются назначением, а следовательно, изменяется скорость перемещения салазок.
Различные смещения статора устанавливают при наладке регулировочными винтами 19, которые служат упорами для штоков поршней 21. Положение диска 20 и связанного с ним статора определяется одним поршнем 21. При включении электромагнита 31, переключающего распределитель 15, происходит рабочий ход, который ускоряется при дополнительном включении 32, вызывает обратный ход, который замедляется при включении электромагнита 34. Порядок и момент переключения электромагнитов зависят от расстановки конечных выключателей. Предохранительные клапаны 3 и 9, напорные золотники 10, 11, 23 и 38 сбрасывают часть масла на слив при повышении давления в определенных магистралях до значения, большего, чем давление при настройке.
Положение диска 20 и связанного с ним статора определяется одним поршнем 21. При включении электромагнита 31, переключающего распределитель 15, происходит рабочий ход, который ускоряется при дополнительном включении 32, вызывает обратный ход, который замедляется при включении электромагнита 34. Порядок и момент переключения электромагнитов зависят от расстановки конечных выключателей. Предохранительные клапаны 3 и 9, напорные золотники 10, 11, 23 и 38 сбрасывают часть масла на слив при повышении давления в определенных магистралях до значения, большего, чем давление при настройке.
Гидравлическая схема протяжного горизонтального станка 7Б56
Гидравлическая схема станка (рис. 69). Две наклонные стрелки на условном обозначении рабочего 1 и вспомогательного 8 цилиндров означают, что они имеют регулируемое торможение (замедление) в конце хода при движении в обоих направлениях. Все гидравлические агрегаты станка смонтированы на баке 12 емкостью 1250 л. Толстыми линиями на рис. 69 показаны линии связей всасывания, напора и слива. Линии связи управления показаны тонкими линиями. Линии связи управления 4—7 позволяют контролировать давление в узловых точках гидравлической схемы. Давление контролируется с помощью манометра 3, к которому через гидропульт I последовательно подключается любая из перечисленных линий связи управления. Линия 4 позволяет контролировать давление в штоковой полости рабочего цилиндра при рабочем ходе; линия 5 — в бесштоковой полости рабочего цилиндра при обратном ходе; линия 6 — в линиях управления работой гидроагрегатов; линия 7 — в линии напора вспомогательного цилиндра. Кроме манометра 5 в гидравлической схеме станка предусмотрен управляющий электроконтактный манометр 2: Этот манометр» настраивают на давление, увеличенное примерно на 30% по сравнению с давлением в начале работы новым или заточенным инструментом. При затуплении протяжки максимальное давление в штоковой полости будет возрастать. Когда прирост давления достигнет 30%, что соответствует предельно-допустимой величине затупления, электроконтактный манометр включает сигнальную лампочку на пульте управления 4 (см.
69 показаны линии связей всасывания, напора и слива. Линии связи управления показаны тонкими линиями. Линии связи управления 4—7 позволяют контролировать давление в узловых точках гидравлической схемы. Давление контролируется с помощью манометра 3, к которому через гидропульт I последовательно подключается любая из перечисленных линий связи управления. Линия 4 позволяет контролировать давление в штоковой полости рабочего цилиндра при рабочем ходе; линия 5 — в бесштоковой полости рабочего цилиндра при обратном ходе; линия 6 — в линиях управления работой гидроагрегатов; линия 7 — в линии напора вспомогательного цилиндра. Кроме манометра 5 в гидравлической схеме станка предусмотрен управляющий электроконтактный манометр 2: Этот манометр» настраивают на давление, увеличенное примерно на 30% по сравнению с давлением в начале работы новым или заточенным инструментом. При затуплении протяжки максимальное давление в штоковой полости будет возрастать. Когда прирост давления достигнет 30%, что соответствует предельно-допустимой величине затупления, электроконтактный манометр включает сигнальную лампочку на пульте управления 4 (см.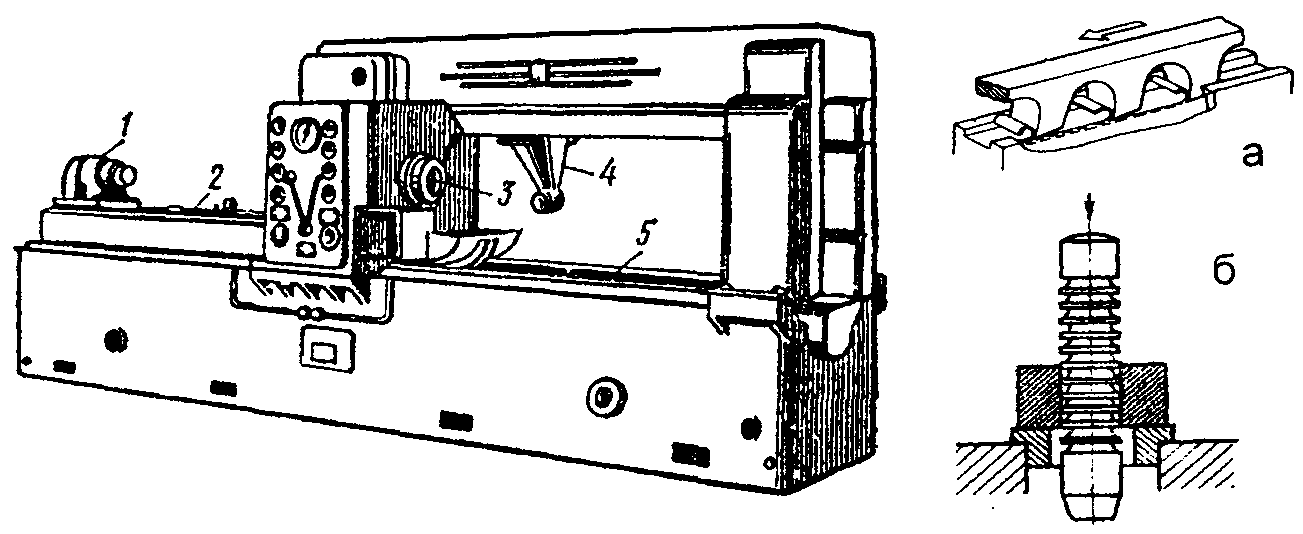 рис. 67) станка. Это сигнал к переточке или смене протяжки, чтобы исключить поломку инструмента и предупредить появление брака.
рис. 67) станка. Это сигнал к переточке или смене протяжки, чтобы исключить поломку инструмента и предупредить появление брака.
Вспомогательный цилиндр получает привод от лопастного насоса 10 (см. рис. 69), который под давлением подает масло через фильтр 11 к реверсивному гидрораспределителю управления. Предохранительный клапан 9 позволяет поддерживать давление на заданном уровне.
Агрегат III радиально-поршневого насоса включает в себя кроме самого насоса всю необходимую аппаратуру управления, позволяющую регулировать производительность насоса при переходе с обычного на замедленный ход и наоборот, менять направление движения штока, поддерживать давление в полостях рабочего цилиндра на заданном уровне.
Конечные выключатели 1ПВ—6ПВ дают команды на срабатывание золотников (распределителей) в системах управления движением рабочего и вспомогательного цилиндров. Станок может работать в режиме полного или простого полуцикла, а также в наладочном режиме. Циклограммы работы станка приведены на рис. 70. В квадратах показаны включенные в данный момент приборы.
70. В квадратах показаны включенные в данный момент приборы.
Читайте также: Обозначение гидравлических схем
Циклограмма работы протяжного станка 7Б56 в режиме полного и простого полуцикла
Циклограмма работы протяжного станка 7Б56
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме. Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7Б56 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН.
Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7Б56 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
Читайте также: Ремонт гидравлических систем металлорежущих станков
Схема протяжной операции горизонтального станка 7Б56
Схема протяжной операции горизонтального станка 7Б56
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7Б56 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7Б56
Протяжной инструмент
Читайте также: Ремонт гидравлических систем металлорежущих станков
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7Б56
| Наименование параметра | 7Б55 | 7Б56 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 |
| Диаметр планшайбы, мм | 280 | |
| Скорость рабочего хода, м/мин | 1,5.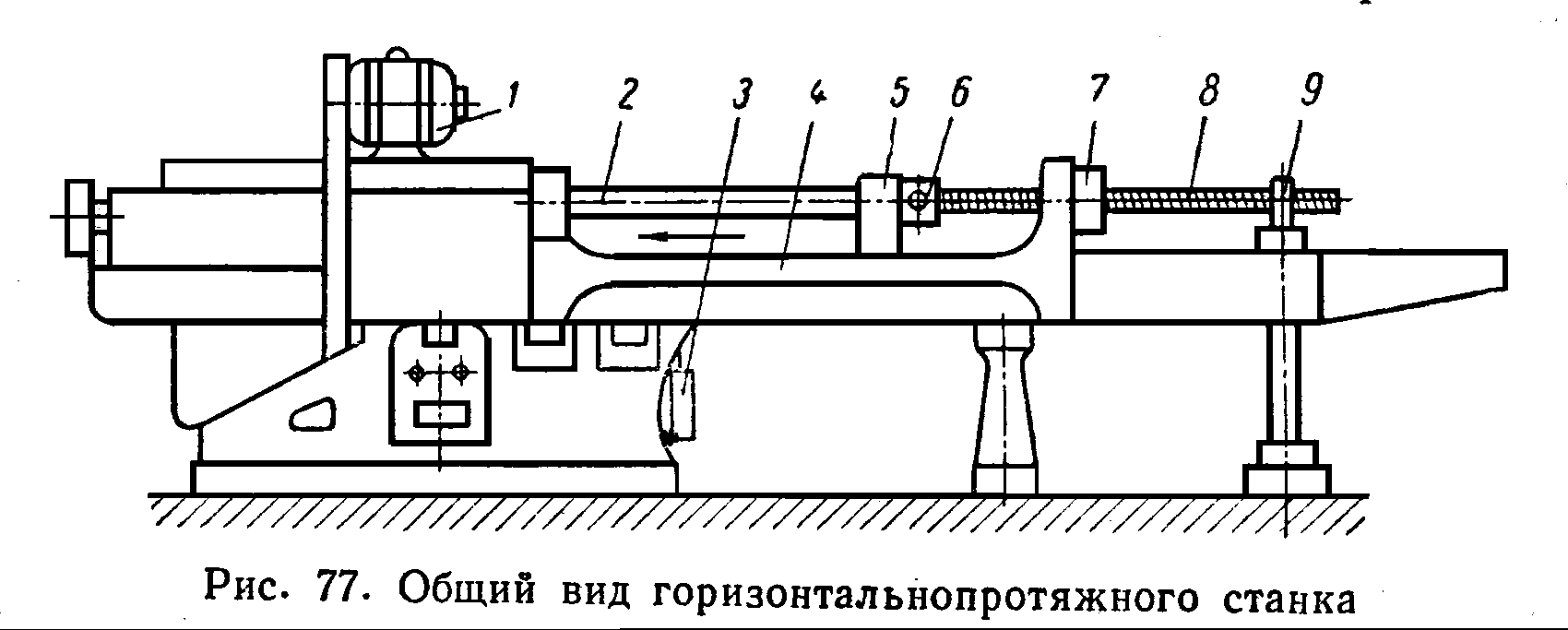 .11,5 .11,5 | 1,5..11,5 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | 15 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 18,5 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | |
| Масса станка, кг | 5200 |
- Станок шлифовальный.
 Руководство по эксплуатации, 1977
Руководство по эксплуатации, 1977 - Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник протяжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки. Дополнительная информация
Горизонтально-протяжные станки для внутреннего протягивания. Станок 7Б510
Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25-980 кн, при наибольшем ходе каретки 1-2 м. На рис. 52 показан станок 7Б510. Он предназначен для протягивания сквозных отверстий. Применив специальные приспособления, на станке можно обрабатывать также и наружные поверхности.
Номинальная тяговая сила 100 кн; наименьшая и наибольшая скорости рабочего хода 1,5-9 м/мин, обратного хода 25 м/мин, подвода и отвода протяжки 15 м/мин; мощность электродвигателя поршневого насоса 17 кВт. При оснащении станка автоматической системой загрузки и выгрузки он может работать с автоматическим циклом.
Рис. 52. Горизонтальный протяжной станок 7Б510
Конструкция
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3, а правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упирается в неподвижный корпус станины 5.
Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока они не коснутся жесткого упора. При этом связь между протяжкой и патроном нарушается с помощью подпружиненного кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока они не коснутся жесткого упора. При этом связь между протяжкой и патроном нарушается с помощью подпружиненного кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход-замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе: замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Гидросхема
Принципиальная гидравлическая схема станка показана на рис. 53. Поршневой насос высокого давления 30 типа НП4М на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Трубопровод 28 связан со всасывающей полостью, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Рис. 53. Гидравлическая схема станка 7Б510
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляемые соленоидами 24, 25, 26 и 27. Центральный золотник 33 вместе с закрепленным на его конце диском 35, под действием пружины 34 отжимается влево. В диске 35 имеется пять отверстий для прохода винтов 37, которые регулируют производительность насоса 30 (смещение статора). При подаче давления под поршень 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросхемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении. Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита (24, 25, 26 и 27) выключены, а поршневой насос 30 не качает масло, так как ротор и статор концентричны.
Подвод протяжки
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9. Вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2, через расточку в корпусе золотника, трубопровод 3-8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и 6. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Замедленный рабочий ход
В результате указанного выше перемещения полость I становится нагнетательной, полость II — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 23 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, и масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20-28 поступает во всасывающую полость поршневого насоса 30. Излишки масла, обусловленные разностью площадей штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25. Происходит дальнейшее смещение статора насоса 32 влево, увеличивается производительность насоса и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку, кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения производительности насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывается путевой выключатель 15 и выключает электромагнит 27 — происходит останов.
При этом включается электромагнит 25. Происходит дальнейшее смещение статора насоса 32 влево, увеличивается производительность насоса и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку, кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения производительности насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывается путевой выключатель 15 и выключает электромагнит 27 — происходит останов.
Обратный ход
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20-21 и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду неодинаковых площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения производительности насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого конца в патроне 4 (см. рис. 52), находящегося у корпуса 5.
Ввиду неодинаковых площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения производительности насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого конца в патроне 4 (см. рис. 52), находящегося у корпуса 5.
Отвод протяжки
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель 18 включается электромагнит 10. Золотник, управляемый этим магнитом, занимает правое положение и соединяет трубопроводы 3 и 5. Масло от шестеренного насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 5 поступает пед левый торец золотника 4 и перемещает его в крайнее правое положение, соединяя трубопроводы 2 и П. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
Простой цикл отличается от описанного тем, что в работе не участвуют механизм подвода и отвода протяжки.
Похожие материалы
Протяжные станки — Технарь
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. Некоторые контуры поверхностей, обрабатываемых на протяжных станках, приведены на рис. 14.6. Протяжные станки делят по следующим признакам:
- по назначению — для внутреннего и наружного протягивания;
- по степени универсальности — на станки общего назначения и специальные;
- по направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движе-нийзаготовки и протяжки;
- по числу кареток или позиций — с одной, двумя или несколькими каретками; однопозиционные (обычные) и многопозиционные (с поворотными столами).

Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Главное движение у протяжных станков — движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать 290—390 кН у средних станков и 1170 кН у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350— 2300 мм.
Обычно протяжные станки работают по полуавтоматическому циклу; они имеют, как правило, гидравлический привод; однако выпускают высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
Горизонтально-протяжной станок 7Б55 (рис. 14.7) предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
14.7) предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Техническая характеристика станка
- Номинальная сила протягивания, кН: 98
- Наибольшая длина рабочего хода салазок, мм: 1600
- Диаметр отверстия в планшайбе, мм: 100
- Скорость рабочего хода, м/мин: 1,5-11,5
- Скорость обратного хода, м/мин: 20-25
- Мощность электродвигателя привода гидравлического насоса, кВт 17 Масса, кг: 6900
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 5; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки заготовки и сама заготовка упираются в неподвижный корпус 5 станины. Правая часть станины приставная и служит для монтажа устройства автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается подпружиненным кулачком. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Приспособление для установки заготовки и сама заготовка упираются в неподвижный корпус 5 станины. Правая часть станины приставная и служит для монтажа устройства автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается подпружиненным кулачком. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи заготовки и съема детали может работать в автоматическом цикле и может быть встроен в автоматические линии. Станок используют в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Движение протяжки на станке осуществляется с помощью гидропривода, имеющего два насоса. Один из них с подачей 200 л/мин служит для подвода масла в основной (рабочий) гидроцилиндр; другой с подачей 25 л/мин нагнетает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный, простой и наладочный. При полном цикле применяют длинные протяжки (1200—1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка, поддерживаемая роликом, перемещается к рабочему патрону. Патрон захватывает передний хвостовик протяжки, перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществляет рабочий и обратный ходы, после которых вспомогательный патрон захватывает задний хвостовик протяжки, и отводит ее в исходное положение.
При простом цикле применяют короткие протяжки. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при наладке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Протяжные станки для наружного протягивания и непрерывного действия. Протяжные станки для наружного протягивания (рис. 14.8) бывают вертикального и горизонтального исполнения с одним, двумя или несколькими ползунами, несущими протяжки. Станки для наружного протягивания в отличие от вертикально-протяжных станков для внутреннего протягивания имеют иную конструкцию каретки и стола и не имеют вспомогательной каретки. Заготовку закрепляют в приспособлении, устанавливаемом на столе 1. Протяжку закрепляют с помощью инструментальной плиты на каретке 2, перемещающейся по вертикальным направляющим станины 3. Движение протяжки осуществляется с помощью гидропривода.
Схема работы цепного протяжного станка непрерывного действия для наружного протягивания приведена на рис. 14.9, а. Станок применяют в серийном и массовом производстве. Обрабатываемые заготовки устанавливают в специальных приспособлениях, расположенных на бесконечной цепи. Проходя между протяжкой и направляющей плитой, они обрабатываются и после обработки автоматически освобождаются из зажимных приспособлений.
14.9, а. Станок применяют в серийном и массовом производстве. Обрабатываемые заготовки устанавливают в специальных приспособлениях, расположенных на бесконечной цепи. Проходя между протяжкой и направляющей плитой, они обрабатываются и после обработки автоматически освобождаются из зажимных приспособлений.
Станок, показанный на рис. 14.9, б, служит для непрерывного протягивания поверхностей, представляющих собой часть поверхности кругового цилиндра. Протяжки могут быть расположены либо в центральной части, либо по периферии вращающегося стола.
Способы закрепления протяжек. Для закрепления протяжек на станке предусмотрены специальные хвостовики. Конструкция хвостовика зависит от типа протяжки и конструкции патрона, в который ее устанавливают. Хвостовики, показанные на рис. 14.10, а—д, называют цилиндрическими (их применяют для протяжек, обрабатываемых в центрах), а на рис. 14.10, е — к — призматическими (плоскими).
Патрон, показанный на рис. 14.11, служит для закрепления шпоночной протяжки большого размера. Он состоит из корпуса 1, внутри которого на оси качаются кулачки 2, удерживаемые сверху планками 3. Толкатели под действием пружин сводят кулачки вместе, последние заходят в выточку хвостовика протяжки и захватывают ее.
14.11, служит для закрепления шпоночной протяжки большого размера. Он состоит из корпуса 1, внутри которого на оси качаются кулачки 2, удерживаемые сверху планками 3. Толкатели под действием пружин сводят кулачки вместе, последние заходят в выточку хвостовика протяжки и захватывают ее.
Патрон для протяжек (рис. 14.12), закрепляемых клином (см. хвостовик на рис. 14.10, а, е), представляет собой корпус 1, в который вставляют сменную втулку 3. Протяжку вставляют вручную хвостовиком в отверстие втулки и закрепляют клином 2. Форма и размеры отверстия втулки зависят от формы и размеров хвостовика протяжки.
Патрон, показанный на рис. 14.13, применяют для внутренних протяжек типа шпоночных (см. хвостовик на рис. 14.10, ж). Он представляет собой корпус 1, в окнах которого находятся кулачки 2, поджимаемые один к другому пружиной 3. После установки заготовки хвостовик протяжки вставляют в направляющий паз приспособления (адаптера). При продвижении протяжки вследствие скосов ее передней части кулачки отжимаются, и рабочий может свободно перемещать ее во внутреннюю полость патрона. Как только уступы передней замковой части пройдут за пределы кулачков, последние под действием пружин войдут в углубления хвостовика, и протяжка зажмется. Это позволит переместить протяжку при включении рабочего хода каретки протяжного станка. После выполнения рабочего хода протяжку освобождают, перемещают вверх и выводят из контакта с кулачками переднюю замковую часть протяжки. При протягивании шпоночного паза за несколько проходов одной протяжкой не требуется вертикального перемещения суппорта каретки протяжного станка.
Как только уступы передней замковой части пройдут за пределы кулачков, последние под действием пружин войдут в углубления хвостовика, и протяжка зажмется. Это позволит переместить протяжку при включении рабочего хода каретки протяжного станка. После выполнения рабочего хода протяжку освобождают, перемещают вверх и выводят из контакта с кулачками переднюю замковую часть протяжки. При протягивании шпоночного паза за несколько проходов одной протяжкой не требуется вертикального перемещения суппорта каретки протяжного станка.
Патрон этой конструкции можно использовать для закрепления протяжек с различными размерами замковой части. Это очень важно в условиях мелкосерийного производства, когда на протяжном станке выполняют операции протягивания нескольких заготовок различными протяжками.
На рис. 14.14, а показан быстросменный патрон, управляемый вручную, а на рис. 14.14, б — автоматический. В автоматическом патроне хвостовик протяжки захватывается кулачками 3, которые сходятся под действием гильзы 2 и удерживаются пружиной 1. В конце обратного хода каретки станка гильза 2 упирается в торец опорного приспособления 4 (или другой неподвижный упор) и смещается, вследствие чего кулачки раздвигаются. Аналогичным образом работает и патрон, управляемый рукояткой.
В конце обратного хода каретки станка гильза 2 упирается в торец опорного приспособления 4 (или другой неподвижный упор) и смещается, вследствие чего кулачки раздвигаются. Аналогичным образом работает и патрон, управляемый рукояткой.
Универсальный патрон для закрепления протяжек (рис. 14.15) имеет рычажно-кулачковый зажим для закрепления протяжек диаметром 16—32 мм на вертикально-протяжных станках. Хвостовик корпуса 2 с помощью шпонки и гайки 1 закреплен в ползуне 3 станка. В пазах 7 корпуса на осях 9 шарнирно закреплены кулачки 8, соединенные шарнирными тягами 6 с кронштейнами 5. В крайнем верхнем положении конусная часть стола 13, преодолевая усилие пружины 4, нажимает на гильзу 10, а тяга 6 разводит кулачки. При движении ползуна вниз (рис. 14.15, б) пружина 4 (см. рис. 14.15, а) разжимается и, действуя на гильзу 10 и тягу 6, зажимает хвостовик кулачками 8. Для центрирования протяжки в патроне служат сменные кулачки 11, которые крепят винтом 12.
Горизонтальные протяжные станки — Режущий инструмент
Горизонтальные протяжные станки предназначены для точной обработки поверхностей различной геометрической формы и размеров на заготовках деталей средних и малых габаритов из черных и цветных металлов в условиях крупносерийного и массового производства.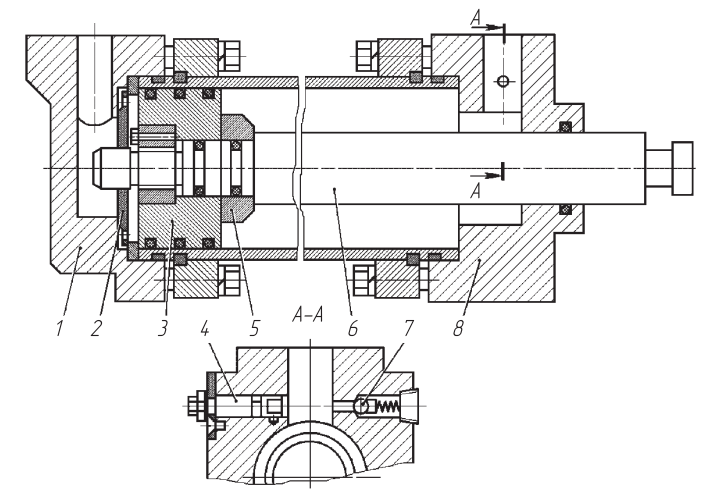
Наибольшее распространение эти станки получили в автомобилестроении, сельхозмашиностроении и некоторых других отраслях промышленности.
Сложный и дорогой инструмент для протягивания становится экономически выгодным при больших партиях деталей, так как он позволяет сохранять малые допуски на обработку в течение долгого времени без подналадки, повышает взаимозаменяемость деталей и уменьшает опасность возникновения брака.
Основной технологической задачей при обработке на протяжных станках является получение системы сопряженных поверхностей, ориентированных в пространстве с требуемой точностью относительно друг друга и относительно других элементов детали, определяющих её форму.
Как правило, при протягивании на горизонтальных протяжных станках главное движение резания совершает инструмент – протяжка, прямолинейно перемещаясь относительно неподвижной заготовки. Исключением являются цепные горизонтальные непрерывные станки, на которых заготовка осуществляет главное движение резания относительно неподвижного инструмента.
Движение подачи на горизонтальных протяжных станках реализуется не перемещением рабочих органов станка, а конструкцией инструмента, в котором каждый последующий режущий зуб больше предыдущего на определенную величину.
Горизонтальные протяжные станки по назначению подразделяются на станки для внутреннего протягивания и на станки для наружного протягивания. Разновидностью станков для наружного протягивания являются горизонтальные цепные станки непрерывного протягивания. Кроме того, горизонтальные протяжные станки могут быть универсальными (общего назначения) и специальными. Как правило, станки имеют гидравлический привод.
На горизонтальных станках для внутреннего протягивания обрабатывают цилиндрические, квадратные, многогранные отверстия, шпоночные пазы, шлицевые отверстия, различные по профилю внутренние канавки и т.п.
Горизонтальные протяжные станки для внутреннего протягивания получили наибольшее распространение на отечественных предприятиях. Они имеют основание, на котором монтируется станина. По её горизонтальным направляющим перемещаются рабочие салазки с рабочим патроном, в котором закрепляется хвостовик протяжки перед протягиванием.
Они имеют основание, на котором монтируется станина. По её горизонтальным направляющим перемещаются рабочие салазки с рабочим патроном, в котором закрепляется хвостовик протяжки перед протягиванием.
К вертикальной плоскости станины прикреплён стол, на его вертикальной поверхности установлена опорная плита с планшайбой, к которой во время протягивания прижимается заготовка. К столу присоединён приставной стол, по его горизонтальным направляющим перемещаются вспомогательные салазки, несущие вспомогательный патрон, который возвращает протяжку по окончании протягивания в исходное положение.
Горизонтальные протяжные станки для наружного протягивания позволяют обрабатывать заготовки более крупных габаритов, нежели на вертикальных протяжных станках для наружного протягивания.
На них можно обрабатывать заготовки деталей типа блоков цилиндров автомобиля. При этом при больших длинах хода ввиду малой жёсткости гидравлического привода применяют механический привод. Например, привод рабочих салазок может осуществляться от двигателя постоянного тока с тиристорным управлением через реечную передачу.
Например, привод рабочих салазок может осуществляться от двигателя постоянного тока с тиристорным управлением через реечную передачу.
Основными размерными параметрами горизонтальных протяжных станков общего назначения для внутреннего протягивания являются номинальное тяговое усилие и наибольшая длина хода рабочих салазок.
ГОСТ 16015-91 устанавливает следующий размерный ряд станков по этим параметрам (номинальное тяговое усилие / наибольшая длина хода рабочих салазок): 100 кН/1250, 1600мм; 250 кН/1600, 2000 мм; 630 кН/2000 мм; 1000 кН/2000 мм.
По заказу потребителя полуавтоматы могут изготавливаться с тяговым усилием 63, 160 и 400 кН. Полуавтоматы с тяговым усилием 250 и 400 кН изготавливаются по этому стандарту без приставной станины и планшайбы. Стандарт устанавливает для полуавтоматов с номинальным тяговым усилием от 100 до 630 кН класс точности Н.
По сравнению с вертикальными протяжными станками горизонтальные протяжные станки требуют большей производственной площади, труднее поддаются автоматизации, менее удобны в обслуживании.
Горизонтально-протяжной станок
Техническая характеристика станка
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания. Главное движение у протяжных станков — движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать у средних станков и у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах.
Обычно протяжные станки работают по полуавтоматическому Циклу; они имеют, как правило, гидравлический привод; однако выпускают высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
Горизонтально-протяжной станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
В полой части сварной станины коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося, основным для этого вида станков.
Кодирование и преобразование информации
Все правые полукольца каждой горизонтальной строки присоединены к другому общему проводу, который подключается через конечный выключатель ПВ к соответствующему контакту А дискретного переключателя. Последний поочередно подключает контакты А различных строчек к цепи питания, осуществляя выполнение различных переходов обработки. Если контакт А подключен к сети, в одно из гнезд которой вставлен штекер 4, то соответствующее реле получает питание и осуществляет перемещение суппорта до тех пор, пока установленный соответственно этому переходу упор не разомкнет контакт конечного выключателя ПВ. После этого дискретный переключатель подключает другую горизонтальную строку и т. д.
Цикловые системы ПУ проще по конструкции (применяют их только при обработке ступенчатых валов с прямолинейным профилем), имеют небольшую точность и большую трудоемкость наладки. Для облегчения и устранения погрешности в установке штекеров применяют перфокарты (шаблоны с заранее пробитыми отверстиями). Такую перфокарту накладывают на пульт управления, и в пробитые отверстия устанавливают штекеры.
Для облегчения и устранения погрешности в установке штекеров применяют перфокарты (шаблоны с заранее пробитыми отверстиями). Такую перфокарту накладывают на пульт управления, и в пробитые отверстия устанавливают штекеры.
В станках с ЧПУ все элементы программы: направление, величина и скорости заданных рабочих и. вспомогательных перемещений, порядок работы исполнительных органов и другие элементы цикла (например, автоматическая смена режущего инструмента) задаются в цифровой форме, т. е. в виде чисел, расположенных в определенном порядке и записанных определенным образом с помощью какого-либо кода. Код представляет собой условную запись числа или действия, позволяющую достаточно простым способом получить изображение этого числа (действия) в форме, удобной для использования в системах программного управления.
Цифровые команды
Различные коды, применяемые в станках с ЧПУ, характерны тем, что любое число, представляющее заданное перемещение исполнительного органа, изображается в виде какой-либо комбинации, состоящей только из двух различных цифр. Главным достоинством такой записи является удобство преобразования информации. Для автоматической записи или воспроизведения какого-либо сигнала в этом случае можно использовать широко применяемые в автоматике реле. Реле имеет два состояния: включено и выключено. Принимая одно из состояний реле (например, включенное) за единицу, а другое — за ноль, можно с помощью наборов реле записывать или воспроизводить любые цифровые команды. Естественно, что можно кодировать не только длины перемещений исполнительных органов, но и их направление, скорость, последовательность и другие команды. В общем случае всякий код, применяемый в системах числового программного управления, складывается из двух основных элементов: кода перемещений и кода вспомогательных команд. При этом способ кодирования в общей программе может быть различным для перемещений и вспомогательных команд. Например, заданные перемещения можно изображать комбинацией цифр (например, 1 и 0), а вспомогательные команды (технологические и логические) — буквами. Однако проще всего механически или автоматически записывать и воспроизводить программу в том случае, если все команды будут закодированы с использованием одних и тех же условных знаков, например. Для этого достаточно условиться, что определенное сочетание единиц и нулей означает команду «рабочая подача вперед», другое сочетание — команду «включение подачи охлаждающей жидкости», третье сочетание — команду «смена режущего инструмента» и т. д.
Главным достоинством такой записи является удобство преобразования информации. Для автоматической записи или воспроизведения какого-либо сигнала в этом случае можно использовать широко применяемые в автоматике реле. Реле имеет два состояния: включено и выключено. Принимая одно из состояний реле (например, включенное) за единицу, а другое — за ноль, можно с помощью наборов реле записывать или воспроизводить любые цифровые команды. Естественно, что можно кодировать не только длины перемещений исполнительных органов, но и их направление, скорость, последовательность и другие команды. В общем случае всякий код, применяемый в системах числового программного управления, складывается из двух основных элементов: кода перемещений и кода вспомогательных команд. При этом способ кодирования в общей программе может быть различным для перемещений и вспомогательных команд. Например, заданные перемещения можно изображать комбинацией цифр (например, 1 и 0), а вспомогательные команды (технологические и логические) — буквами. Однако проще всего механически или автоматически записывать и воспроизводить программу в том случае, если все команды будут закодированы с использованием одних и тех же условных знаков, например. Для этого достаточно условиться, что определенное сочетание единиц и нулей означает команду «рабочая подача вперед», другое сочетание — команду «включение подачи охлаждающей жидкости», третье сочетание — команду «смена режущего инструмента» и т. д.
Минимальный объем информации
Поэтому большинство кодов, применяемых в системах числового программного управления, в том числе и так называемые буквенно-цифровые коды, являются по существу цифровыми кодами. При использовании современных электронных систем управления оператор может вводить исходную информацию непосредственно в память запоминающего устройства. В этом случае память становится программоносителем. Программа также может быть записана на внешнем программоносителе заранее. Такая информация считывается и затем преобразуется в управляющие команды, воздействующие в заключение на различные исполнительные приводы объектов управления.
При использовании перфолент в качестве программоносителей и выборе кодов для записи информации об обработке применяют восьмидорожковую ленту шириной 25,4 мм (1 дюйм) и международный код ISO-7 bit, в основу которого положена двоичная система счисления (1 бит соответствует одной единице информации). В некоторых случаях программоносителями могут быть магнитные ленты, гибкие магнитные диски или блоки памяти с клавишным вводом информации. Наличие сигнала записывается на программоносителе пробивкой отверстия, магнитным «штрихом» или состоянием ячейки памяти и соответствует единице кодовой информации. Минимальный объем информации, занимающий несколько поперечных строк на ленте (например, скорость, номер кадра или информация, определяющая одно перемещение), составляет слово. Несколько слов, содержащих полную информацию любого законченного технологического перехода (например, обработка участка, детали каким-либо инструментом с определенными режимами резания), обозначается кадром.
Условная запись структуры
Условная запись структуры (длины слов) и расположения слов в кадре управляющей программы с максимальным числом слов устанавливается форматом кадра. Для кодирования цифр, знаков и заглавных букв всего латинского алфавита, а также признаков всех составляющих частей кода ISO-7 bit использованы семь двоичных разрядов (7 бит). Запись числовой части информации производится в двоично-десятичной системе счисления (каждый разряд десятичного числа представлен двоичным числом). Признаками записи чисел или букв являются пробивки отверстий на 5, 6 и 7-й дорожках. При записи информации на ленту применяется адресный способ и запись производится участками переменной длины вдоль ленты — кадрами. При этом способе записи числовому значению информации предшествует знак адреса, определяющий принадлежность этой информации, соответствующей команде управления. В каждом кадре программы записывается только та информация, которая изменяется по отношению к предыдущему кадру.
Для проверки правильности информации каждая строка ленты (одна кодовая комбинация, располагаемая поперек ленты) автоматически и на многих стадиях передачи информации контролируется на четность числа единиц (пробивок на ленте). Для контроля четности используется восьмая дорожка ленты, на которой в случае «нечетной» кодовой комбинации автоматически пробивается дополнительное отверстие. Между третьей и четвертой дорожками при перфорировании ленты пробиваются отверстия меньшего диаметра. Эту дорожку называют транспортной, или дорожкой синхросигнала (тактирующей), обеспечивающего более четкое чтение информации.
Горизонтально-протяжные станки — Энциклопедия по машиностроению XXL
| Рис. 6.74. Горизонтально-протяжной станок |
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры протягиваемых отверстий составляют 5—250 мм. [c.346]
Отверстия калибруют на прессах (рис. 6.114, а, б) или горизонтально-протяжных станках (рис. 6.114, в). Для правильного взаимного расположения инструмента и заготовки обычно применяют самоустанавливающиеся приспособления с шаровой опорой. Заготовку не закрепляют. [c.388]
Протягиванием обрабатывают зубчатые секторы на обычных горизонтально-протяжных станках, при этом за один ход протяжки 2 нарезают все зубья сектора и поворота сектора не требуется. На рис. 167 показано протягивание зубьев сектора (/ — заготовка, 2 — про- [c.310]
Одним из методов изготовления шлицев на поверхности валов или подобных деталей является протягивание их на горизонтально-протяжных станках с применением специального приспособления. [c.343]
На рис. 190 представлена конструкция блочной протяжки для протягивания несквозных шлицев на горизонтально-протяжном станке с помощью специального приспособления. [c.343]
Далее протягиваются боковые поверхности большой головки (оп. 3), контуры ее и отрезка крыши (оп. 4), а также протягиваются полуокружности и плоскости стыков у шатуна (оп. 5) и у крышки (оп. 6) с последующей моГи. н и обдувкой (оп. 6а). Последние четыре операции производятся на четырех горизонтально-протяжных станках непрерывного действия, встроенных в автоматическую линию с гибкой связью. [c.434]
Горизонтально-Протяжной станок 20 т типа 7520 или 30 т типа 7530 Минского станкозавода [c.167]
Обработка отверстий меньшей длины, чем на горизонтально-протяжных станках. Строятся с ходом протягивания вниз и вверх. Преимущество меньшая в сравнении с горизонтально-протяжными станками занимаемая площадь [c.483]
Протягивание осуществляют на горизонтальных и вертикальных протяжных станках. Внутренние поверхности обрабатывают на горизонтально-протяжных станках с тяговой силой 10, 20 и 40 г при рабочей скорости от 1,5 до 13 м/мин. [c.212]
Схема горизонтально-протяжного станка непрерывного действия показана на рис. 146, б. Здесь заготовки 3 устанавливаются и закрепляются в приспособлениях /, которые размещены на непрерывно движущейся цепи 4. На станине 2 расположен суппорт 7 с протяжками 5. В зоне резания под цепью установлены жесткие направляющие 6, которые обеспечивают параллельное перемещение цепи и снятие заданного припуска. Заготовку устанавливают и закрепляют на позиции А. После протягивания детали поступают с разгрузочной позиции Б в бункер 8 станка. [c.261]
Горизонтально-протяжной станок 5Т или ЮТ. Механический или гидравлический пресс [c.505]
Протягивание отверстия и шлицев (комбинированной протяжкой) Горизонтально-протяжные станки с усилием протягивания 20—30 т [c.527]
Волочение используется для получения заготовок сплошных или полых деталей, сечение которых по всей длине постоянно. Примеры профилей, получаемых волочением, показаны на фиг. 63. На машиностроительных заводах для волочения используют продольно-волочильные или горизонтально-протяжные станки [c.871]
Наружное протягивание выполняется на вертикальных и горизонтальных протяжных станках. [c.210]
Горизонтально-протяжные станки. . . Вертикальные для внутренней протяж- 146 [c.353]
Горизонтально-Протяжные станки типа 7540 [c.841]
Замена горизонтально-протяжных станков вертикально-протяжными, так как последние занимают в 2 — 3 раза меньшую производственную площадь. [c.338]
ПРОТЯЖНЫЕ И ОТРЕЗНЫЕ СТАНКИ 47. Горизонтально-протяжные станки Размеры Б мм [c.64]
Вырезку щели в насадке можно весьма эффектив но производить в специальном приспособлении — роликовых ножницах, устанавливаемых на горизонтально-протяжном станке. Щель в насадке можно получить также путем фрезерования или вырубки в штампе. Однако фрезерование щели является малопроизводительным процессом, а вырубка щели в штампе приводит к деформации насадки поэтому оба эти процесса не рассматриваются. [c.226]
Горизонтально-протяжной станок для внутреннего протягивания (рис. 6.53, а) состоит из станины 1, насосной станции 2, гидроцилиндра 5, каретки 4, опорного кронштейна 5 и корыта б. Протяжку хвостовой частью вставляют в предварительно обработанное отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получает поступательное движение от штока поршня гидроцилиндра главное движение резания. Заготовка при протягивании опирается торцом на опорную поверхность кронштейна S. Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. После окончания протягивания заготовка падает в корыто б, протяжка извлекается из каретки 4, последняя возвращается в исходное положение (вспомогательный ход), и цикл обработки повторяется. [c.380]
ГОРИЗОНТАЛЬНО-ПРОТЯЖНЫЕ СТАНКИ [c.44]
На рис. 9 приведена схема наладки горизонтально-протяжного станка для внутреннего протягивания. Эта наладка может быть ис- [c.458]
Процесс резания на протяжных станках рассмотрим на примере работы горизонтально-протяжного станка (рис. 23.43), который используют для обработки внутренних поверхностей. Станок состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного кронштейна 5 и корыта 6. Каретка с протяжкой перемещается по горизонтальным направляющим 7. Протяжку хвостовой частью встав- [c.522]
Протягивание плоскостей реализуют на вертикально- и горизонтально-протяжных станках. Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой себестоимости находит все больше применение в крупносерийном и массовом производстве. Для этих типов производств протягивание экономически выгодно, несмотря на высокую стоимость оборудования и инструмента. В настоящее время фрезерование часто заменяют наружным протягиванием (плоскости, пазы, канавки и т. п.). [c.101]
На рис. 39, а показано простейшее приспособление для протягивания круглого отверстия в деталях с обработанным торцом. Приспособлением в данном случае является фланец 1, закрепленный на планшайбе горизонтально-протяжного станка, к которому прижимается деталь 2. Опорная плоскость фланца 1 закалена и прошлифована. Направляюш,их и зажимных элементов в данном случае не требуется, так как деталь центрируется отверстием по направляющей части протяжки и прижимается к лобовой поверхности протяжного стан- [c.421]
Технологический процесс обработки заготовки до нарезания зубьев для зубчатых колес с отверстием почти ничем не отличается от процесса изготовления втулок как по первому, так и по второму типовым технологическим маршрутам (см. гл. V, 4). При обработке заготовок зубчатых колес по второму типовому процессу большое значение имеет правильное базирование заготовки на протяжном станке. Если торец заготовки не обработан, необходимо применять шаровую опору (рис. 103, а). Если отверстие должно иметь шпоночную канавку, то необходимо приспособление типа, показанного на рис. 103, б. Отверстия протягивают в большинстве случаев на горизонтальных протяжных станках. Вертикальные протяжные станки применяют только в массовом производстве для обработки небольших зубчатых колес с коротким отверстием. Шлицевые отверстия можно протягивать в две операции сначала цилиндрической, а затем шлицевой [c.173]
Протяжка движется горизонтально, деталь закреплена неподвижно. Оборудование горизонтально-протяжной станок с гидравлическим или электромеханическим приводом, например специальный станок туннельного типа для протягивания блоков двигателей. [c.568]
Отечественные горизонтально-протяжные станки развивают тяговую силу 10 000 кГ (98 060 н) при рабочей скорости 1,5—13 м1мин. [c.220]
J—4 — горизонтальные протяжные станки непрерывного действия 5 — подъемник обрабатываемых деталей 6 — устройство для сортировки деталей 7 — конвейер-накопитель деталей 8 — J5 м 19 — агрегатные многошпикдельные станкк-автоматы 16 — шлифовальный станок 17 -к. 18 — вертикально-протяжные станки 20 — моечная камера [c.170]
Горизонтально-протяжной станок с усилием 20 т типг 7520 или больший размер станка с усилием 30 т типа 7530 Минского станкозавода [c.170]
Типоеой технологический процесс слесарных работ по ремонту основных узлов горизонтально-протяжных станков [c.843]
Протягивание протяжками через неподвижную деталь в горизонтальном направлении (рис. 195, а) применяют не только в массовом, но и в серийном производстве. Стоимость горизонтально-протяжного станка ниже, чем вертикально-протяжного занимаемая им площадь цеха больще. Такие станки, как правило, автоматизировать сложнее, чем вертикальные. [c.336]
Протяжка движется горизонтально, деталь закреплена неподвижно. Оборудование горизонтально-протяжной станок с гидравлическим или электромеханическим приводом, например специальный станок туннельного типа для протягивания блоков двигателей. Преимущества легкая установка детали, простота приспособлений, большие возможности для устройства автоматических транспортирующих и загрузочных устройств. Недостатки большие рабочий ход, длина станка и зани- [c.337]
ВПТИэнергомаш разработал для НЗЛ типовой проект модернизации горизонтально-протяжного станка 7А540 в полуавтомат для протягивания пазов под хвосты лопаток в дисках рабочих колес газовых турбин. К станку спроектирована автоматическая делительная головка. [c.74]
Горизонтальный и вертикальный протяжной станок
Протяжные станки относятся к оборудованию, которое благодаря своим техническим характеристикам и возможностям, широко применяется на различных предприятиях, осуществляющих металлообработку, а также крупносерийное, массовое, мелкосерийное и индивидуальное производство разного рода деталей.
В частности, станки для протяжки отличаются своей универсальностью, доступны для переналадки, легко оснащаются разного рода приспособлениями, с помощью которых можно осуществлять протяжку наружной поверхности детали, а так же на них можно обрабатывать даже очень крупные и тяжелые детали.
Помимо всего, данное оборудование легко оснащается автоматическими устройствами, с помощью которых происходит загрузка и выгрузка обрабатываемых деталей, что делает его эффективным для эксплуатации на производственных предприятиях, поскольку можно купить станок для гибки арматуры и встроить их в автоматическую линию.
Предназначение протяжных станков заключается в точной обработке внутренних и наружных поверхностей детали. При этом деталь может быть любого размера, любой геометрической формы, и изготовлена из любого черного или цветного металла.
Обработка деталей на станке осуществляется методом протягивания, в пределах тягового усилия оборудования и длины хода рабочих салазок.
Виды станков для обработки деталей протягиванием
В первую очередь они различаются по своему назначению. То есть существуют станки для внутреннего протягивания и станки для наружного протягивания. Первым типом станков наиболее часто обрабатывают такие детали как диски и втулки, а также замкнутые фасонные поверхности.
Во вторых, по степени универсальности, имеется оборудование специальное и общего назначения.
Что касается следующей характеристики – направления и характера рабочего движения, то протяжной станок может быть горизонтальным, вертикальным, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки, комбинированный.
Среди всего многообразия станков встречаются станки обычные, станки полуавтоматические, полные автоматы. Выпускаются также станки годные для встраивания в автоматические линии и целая линия оборудования, на которой на одном изделии можно сразу выполнять несколько операций протягиванием.
На станке может быть разное число кареток или позиций. Помимо обычных станков (однопозиционных) существуют и многопозиционные, на которые можно устанавливать одновременно несколько деталей. Как правило, такие станки дополнительно оборудуются отводными поворотными столами (реже встречается опрокидывающийся стол).
Существует и особая группа протяжных станков, в которую входит оборудование непрерывного действия (станок ротационный и станок цепной).
Большая часть подобного рода станков имеет гидравлический привод, но более высокоскоростные модели выпускаются с механическим или с более усовершенствованным электромеханическим приводом.
Существуют основные параметры, по которым можно судить о мощности и производительности протяжного оборудования. В первую очередь это создающаяся кареткой тяговая сила, которая может достигать 1 Мн (100 тс). Следующий важный параметр – длина хода каретки.
Скорость протягивания зависит от типа станка (в станках общего назначения скорость гораздо ниже, чем в специальных станках).
Станкостроительные заводы могут дополнительно оснащать свою продукцию различными приспособлениями и инструментами, с помощью которых можно производить дополнительные манипуляции с деталью.
Видео: Протяжной станок NARGESA BM 25
Что такое горизонтальная протяжка? | Miller Broach
31 декабря 2019 г. | Millerbroach | Протяжка
Горизонтальная протяжка — это обычная промышленная технология производства, которая используется для быстрого производства прецизионных компонентов. Если вам нужны объемные специализированные детали или вы планируете сменить тип протяжного станка, который вы используете в настоящее время, Miller Broach может вам помочь. Узнайте, как первоклассные услуги ведущей протяжной компании могут сэкономить вам время и деньги.
Протяжные станки ТипыДоступно много типов протяжных станков в зависимости от конкретной спецификации детали.Ваши заготовки и типы разрезов, необходимые для создания готового продукта, определяют лучший протяжной станок для ваших производственных нужд. Вот лишь несколько типов протяжных станков, которые следует учитывать:
- Горизонтальная протяжка
- Вертикальная протяжка
- Внутренняя протяжка
- Наружная протяжка
- Роторная протяжка
- Линейная протяжка
Многие из этих протяжек могут перекрываться. Например, многие горизонтальные протяжные станки предназначены для протяжки с вращением или протяжки.В то время как горизонтальные машины были самыми популярными, вертикальные часто используются как вариант для экономии места.
Вертикальные протяжные станки дают аналогичные результаты при значительно меньшей занимаемой площади. Если пространство стоит дорого, это делает его привлекательным вариантом. Однако длина хода вертикальных протяжных станков ограничена в зависимости от высоты вашего предприятия. В то время как вертикальный протяжной станок должен иметь достаточный зазор для большинства применений, для сверхдлинных ходов требуется большой горизонтальный станок.
Конечно, это лишь основные категории протяжных станков. Эти динамические станки бывают разных размеров и характеристик, а специальные протяжные станки доступны для уникальной резки специализированных деталей.
Характеристики горизонтального протяжкиГоризонтальный протяжной станок может использоваться для протяжки протяжкой, непрерывного, вращательного и поверхностного протягивания, в зависимости от типа станка. По сравнению с вертикальными станками, горизонтальный протяжной станок может иметь больший ход.
Протяжные станки описываются на основе ограничений по тоннажу и ходу. Например, горизонтальный протяжной станок может иметь усилие в шесть тонн и ход 48 дюймов. Размер и характеристики требуемого протяжного станка во многом будут зависеть от вашей заготовки, поэтому многие службы протяжки используют несколько протяжных станков для обеспечения высокой точности при различных размерах.
Эти протяжные станки могут создавать необходимые первые шаги к готовому продукту или делать разрезы, готовые к распространению.Очень важно использовать инструменты, специально разработанные для вашей конкретной заготовки, иначе вы можете потратить дополнительное время и силы на ненужные действия. Получив специализированный инструмент от ведущего специалиста по протяжке, вы можете наслаждаться непрерывным использованием с минимальным временем простоя для текущего обслуживания.
Преимущества горизонтальной протяжкиПо сравнению с вертикальной установкой, выбор горизонтальной протяжки имеет ряд преимуществ. Горизонтальный станок предлагает широкий выбор форм резки, особенно для внутренней протяжки.Он также может легко создавать квадраты, шестиугольники, шпоночные пазы и шлицы с помощью очень длинных штрихов.
Горизонтальные протяжные станки легко настраивать и переоснащать. В зависимости от точных спецификаций ваших требований к протяжке, вы можете получить небольшие или нулевые затраты, связанные с инструментами, при использовании услуг промышленного протяжки.
Вы также можете использовать горизонтальный станок для создания внешних пазов, форм и контуров в ваших заготовках. Благодаря простоте переналадки, горизонтальная протяжка позволяет серийно изготавливать различные специализированные детали для ваших производственных нужд.
Откройте для себя первоклассные протяжные услуги в Miller BroachУзнайте больше о протяжных услугах, связавшись с Miller Broach. Как ведущая компания, занимающаяся производством протяжек, мы предлагаем широкий спектр протяжных услуг в соответствии с вашими потребностями. От переоснащения и восстановления протяжных станков до высокотехнологичного производства протяжных заготовок — у нас есть все необходимое для того, чтобы ваша компания оставалась на переднем крае своей отрасли. Свяжитесь с нами сегодня, чтобы узнать больше о горизонтальной протяжке и о том, как вы можете использовать ее для улучшения своих производственных возможностей.
Поделиться: Facebook Twitter Google+ LinkedIn Pinterest
Протяжные станки — станки
Уникальный производитель, обладающий опытом как в станках, так и в режущих инструментах, чтобы помочь вам удовлетворить спрос на более разнообразную и сложную обработку, мы разработали различные технологии и ноу-хау. Обеспечивая всестороннюю поддержку надежной обработки, обеспечивающей неизменно высокое качество, мы предложили процессы, отвечающие вашим потребностям в MQL и твердой чистовой обработке, и разработали станки, которые воплощают в себе высокую скорость, высокую производительность и гибкость.
Высокоскоростная настольная система для чистовой / протяжной обработки особо твердых материалов
Детали | |
Тип переноса заготовки Машины для внутренней обработки
Детали | |
Механический механизм для переноса заготовок Внутренний обрабатывающий центр
Детали | |
Низкопольный станок малого размера общего назначения
Детали | |
Общего назначения Совместимость с тяжелыми режущими станками
Детали | |
Станок для обработки тяжелых поверхностей
Детали | |
Станок для обработки поверхностей малых размеров
Детали | |
Станок для обработки поверхности стеллажа
Детали | |
Станок для обработки поверхности переноса заготовки в форме туннеля
Детали | |
AUTO T / M Станок для обработки деталей и внутренних зубчатых колес
Детали | |
AUTO T / M Станок для обработки деталей с внешним зацеплением
Детали | |
Вертикальный станок для обработки дисков турбины
Детали | |
Горизонтальный станок для обработки турбинных дисков
Детали |
горизонтальный протяжной станок, горизонтальный протяжной станок Поставщики и производители в Alibaba.com
Имеет функции сбора, обработки, хранения и отображения тестовых данных. После подтверждения проблемы мы можем отправить вам новые запчасти или произвести ремонт на месте. Мы можем предложить не только стандартные машины, но и машины, изготовленные по индивидуальному заказу в соответствии с вашими требованиями.
Гидравлический горизонтальный протяжной станок 20 т Стандартная модель LC520 Модель LC520 Номинальное натяжение (Kn) 200 Ход протяжки (мм) 1400 Скорость протяжки (м / мин) 1,7 Скорость возврата (м / мин) 6 Диаметр пор рабочего стола (мм) 100 Мощность двигателя (кВт) 7.5 Мощность охлаждающего насоса (кВт) 0,09 Габаритные размеры станка (Д * Ш * В) 3900 * 530 * 900 Вес станка (кг) 1000 Для модели LC520, протяжной станок 20 т, ход протяжки 1,4 м, 1,6 / 1,8 м — опция Модель LC520C, ход протяжки 1,6 мм У нас также есть многофункциональная протяжная головка, специально предназначенная для протяжки шпоночного паза в качестве дополнительных деталей.Мы профессиональный поставщик протяжных станков и протяжных инструментов, производитель шлицевых протяжек, мы знаем, как поставлять лучшие станки и инструменты, мы уже экспортируем наши инструменты & amp; машина во Вьетнам, Украину, Иран, США, Норвегию, Россию, Норвегию, Пакистан, Эстонию, Македонию и т. д., надеюсь, вы будете следующим направлением! Упаковка и упаковка станков; Shipping
L6105 Протяжной станок с внутренней шпонкой Основное применение Этот протяжной станок в основном используется для обработки внутренних отверстий различных типов деталей, таких как круглые отверстия, квадратные шлицевые отверстия, отверстия с одним ключом, эвольвентный профиль и другие.рабочее давление МПа 16 Двигатель главного привода кВт 15 Скорость главного двигателя об / мин 1470 Электрический охлаждающий насос Расход основного масляного насоса л / мин 100 мощность кВт 0,25 об / мин 3000 Габаритные размеры (ДхШхВ) мм 5200x1800x1200 Вес нетто кг Прибл. Дополнительные аксессуары Дополнительные аксессуары будут предоставлены в соответствии с требованиями клиентов. точные требования к механической обработке; 1, на ваш запрос ответят в течение 24 часов; 2. Наша компания является золотым поставщиком на этом веб-сайте Alibaba в течение 7 лет.
4. Наш охлаждающий насос для станков охлаждает протяжные инструменты, может защитить шлицевую протяжку, продлить срок ее службы.6. Эта машина имеет три режима работы: точечное перемещение, сегментация, автоматический. 7. Вес машины 3500 кг, больше, чем у обычных марок на рынке, работает стабильно. №
Малотоннажный вертикально-протяжной станок L5104 L5106 Основные характеристики станка Обзор Станок применим для обработки внутренних отверстий различных типов деталей, таких как круглые отверстия, шлицевые отверстия, отверстия с одним ключом, эвольвентный профиль и отверстия с внутренним шлицем. Станок подходит для серийного производства мелких и средних деталей и компонентов, особенно для обработки внутренних шпоночных пазов мелких деталей.Список спецификаций Технические параметры Характеристики Единицы L5104 L5106 Количество протяжных станций 1 1 Номинальное тяговое усилие кН 40 60 Макс.
Горизонтальные и вертикальные протяжные станки
Компания Apex имеет большой опыт в анализе требований к обработке ваших деталей и рекомендации подходящей системы протяжного станка. Протяжка выполняется на оборудовании различных стилей и размеров в зависимости от области применения вашей детали. Довольно часто рекомендуются системы, основанные на семействе подобных частей.Протяжные станки подбираются по тоннажу и ходу, как правило, чем больше материала удаляется с детали и чем больше размер детали, тем больше требуемый тоннаж и ход. Например, протяжной станок горизонтального типа может иметь усилие от 6 до 50 тонн и ход от 48 до 120 дюймов
Фото галерея
Нажмите для увеличения
Apex Broaching Systems предлагает полную линейку размеров и стилей протяжных станков:
Размеры:
- Ход — от 12 дюймов до 120 дюймов
- Тоннаж — от 1 до 50 тонн
Стили:
Правильная система протяжного станка определяется путем предварительного анализа вашей детали.Для начала нашим инженерам потребуется следующее:
- Распечатка детали со всеми размерами и допусками до и после протяжки
- Вид материала (литье, поковка, прокат и др.)
- Твердость материала при протяжке
- Термическая обработка до и после протяжки
- Операции обработки, предшествующие операции протяжки всех поверхностей и следующие за ней
- Поверхность, на которой будет располагаться протяжка
- Максимальный запас, который снимается протяжкой
- Требуется чистовая обработка после протяжки
- Объем производства и скорость, необходимая для вашей детали
- Количество деталей, протягиваемых за один проход
- Любой существующий чертеж протяжного инструмента
- Любые ограничения площади под протяжной станок
- Пункт назначения
Как только эти основные требования будут поняты, наши инженеры могут подобрать протяжную систему для вашего конкретного применения.
Горизонтальные протяжные станки
Системы протяжки Apex Горизонтальные протяжные станки имеют прочную конструкцию и идеально подходят для широкого спектра применений, включая:- Внутренние эвольвентные шлицы
- Внутренние шлицы SAE
- Нарезное
- Ресиверы
- Прорези для замка с ключом
- Внутренние формы «D»
- Шпоночные пазы
- Внутренние зубцы
- Многие другие внутренние формы
Фото галерея
Нажмите для увеличения
Горизонтальные протяжные станки Apex имеют размер от 6 до 50 тонн с ходом от 48 до 120 дюймов.Пожалуйста, свяжитесь с нами для уточнения размеров плана этажа.
Горизонтальные протяжные станкиApex выгодны по нескольким причинам:
- Машина работает на уровне пола
- Платформа или яма не требуются
- Высота потолка не является ограничением
- Включает полуавтоматическое перемещение инструмента
- Может включать в себя ЧПУ или механизм реечной передачи для нарезания нарезов или винтовых деталей
- Может быть экономичным при более низкой производительности
Вертикальные протяжные станки
Вертикальные протяжные станки Apex Broaching Systems созданы для работы и идеально подходят для широкого спектра задач, связанных с деталями, включая:- Внутренние эвольвентные шлицы
- Внутренние шлицы SAE
- Нарезное
- Внутренние формы
- Круглые, квадратные, шестигранные отверстия
- Шпоночные пазы
- Внутренние зубцы
- Внутренние поверхности
- Наружные насечки
- Наружные плоские поверхности
Фото галерея
Нажмите для увеличения
Вертикальные протяжные станки Apex Broaching Systems выпускаются в нескольких формах, в том числе:
- Вертикальные настольные протяжные станки Apex работают с уровня пола, не требуют платформы или приямка, имеют автоматическое перемещение инструмента, могут выполнять винтовые операции и подходят для изготовления ячеек с высокой производительностью.
- Станки для протяжки поверхности Apex могут быть однопозиционными или многопозиционными. Наша последняя разработка включает линейную рельсовую систему для повышения производительности и качества деталей.
- Протяжные станки для апексных горшков предназначены для обработки деталей с внешними зазубринами и зубьями.
- Вертикальные протяжные станки с внутренним вытягиванием Apex идеально подходят для внутреннего протяжки почти любого типа и позволяют экономить место на полу.
- Протяжные станки Apex Tripex обладают универсальностью, поскольку их можно использовать для протяжки с вытяжкой, протяжки поверхности или протяжки в горшочках, и подходят для умеренных производственных показателей.
- Настольные протяжные станки Apex экономичны для обработки деталей с пазами и шпоночными пазами с более низкой производительностью.
Свяжитесь с нами для получения дополнительной информации.
Протяжные станки для глухих шлицев
Системы протяжки Apex Протяжные станки для глухих отверстий или глухих шлицев созданы для работы и идеально подходят для обработки деталей, когда для детали требуется внутренний или внешний шлиц, заканчивающийся на плече, а не проходящий через деталь.Инструмент с прогрессивной протяжкой монтируется на линейном или вращающемся столе, деталь или пара деталей автоматически загружаются на разжимные оправки под одним вертикальным плунжером. Детали быстро вставляются в инструмент, и стол перемещается для автоматического удаления деталей.
Фото галерея
Нажмите для увеличения
- Шлицы могут располагаться внутри или снаружи на детали
- Глухая протяжка шлицевого станка особенно подходит для высоких производственных показателей и превосходит по эффективности зубообрабатывающую или зубофрезеровочную обработку.
- Протяжные станки для слепых шлицевых протяжек могут быть как станками с дисковым циферблатом, так и станками с линейным переносом, в зависимости от области применения вашей детали
- Внутренние и внешние шлицы можно обрабатывать одновременно, используя протяжку слепых шлицев
Для получения информации о размерах для вашей области применения, пожалуйста, свяжитесь с нами.
Ремонт протяжных станков
Apex Broaching Systems может реконструировать / отремонтировать протяжные станки большинства марок и моделей, а также переоборудовать протяжные станки для использования с новыми деталями.Следует провести оценку, чтобы убедиться, что существующая машина соответствует вашему прямому назначению.Базовый ремонт обычно состоит из следующего, но может быть адаптирован к вашим конкретным потребностям, подробности будут предоставлены в индивидуальном предложении:
- Обработка и аттестация поверхностей в соответствии с требованиями к исходным плоским и квадратным состояниям, включая установочные поверхности приспособлений, направляющие и направляющие поверхности
- Восстановить главный двигатель
- Отремонтировать или заменить гидроагрегат
- Установить существующий главный суппорт
- Восстановить или заменить и обработать пути
- Восстановить или заменить систему охлаждения
- Восстановить или заменить систему смазки
- Новая электрическая система с обновленным управлением
- Перекрашенная одноцветная промышленная эмаль
- Сухой ход и машинный сток
Фото галерея
Нажмите для увеличения
Новые зажимные приспособления, протяжные инструменты и средства автоматизации также могут быть предложены для завершения вашей протяжной системы.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Типы, операции, преимущества и многое другое
В этой статье вы узнаете о протяжном станке , Типы протяжных станков, операции протяжки и преимуществах.
Протяжной станокПротяжка — это метод удаления металла путем выталкивания или вытягивания режущего инструмента, называемого протяжкой , который режет по фиксированной траектории.
В протяжном станке инструмент станка протягивается или проталкивается через обрабатываемые поверхности.С помощью протяжки финишная обработка выполняется на плоских или контурных, а также на внутренних или внешних поверхностях. Протяжка ограничивается удалением примерно 6 мм приклада или меньше.
Термин протяжка , возможно, произошел от древнеримского слова braccus, которое означает предмет, имеющий выступающие зубы. Сама операция относится только к 1850-м годам, когда протяжных инструмента , называемые «выколотками», забивались в кузнечных мастерских во время работы или проталкивались с помощью оправочного пресса.
Типы протяжных станковНиже приведены типы протяжных станков
- Протяжные станки горизонтальные
- Протяжные станки вертикальные
- Протяжные станки плоские
- Протяжные станки непрерывного действия
Читайте также: Токарный станок и его Типы
Протяжные станки — самые простые из всех станков. Протяжной станок состоит из протяжного инструмента, зажимного приспособления, приводного механизма и подходящей опорной рамы.Хотя составных частей немного, возможны несколько вариаций конструкции.
Существует два основных типа протяжных станков : горизонтальные и вертикальные.
В дополнение к этим стандартным типам, есть специальные и непрерывно работающие машины. Машины как горизонтального, так и вертикального типа имеют один или несколько цилиндров в зависимости от производственных потребностей.
Модели с двумя гидроцилиндрами скомпонованы таким образом, что, когда один гидроцилиндр входит в ход резания, другой — в обратном ходе; обратный ход выполняется быстро, чтобы выиграть время, которое используется для разгрузки и загрузки машины.
Протяжные станки обычно протягивают или проталкивают протяжку сквозь или мимо заготовки, удерживаемой в зажимном приспособлении. Однако на некоторых станках заготовка перемещается за протяжку, которая фиксируется в ее положении. Большинство протяжных станков имеют гидравлический привод для обеспечения плавного и равномерного резания.
Горизонтальный протяжной станокПочти все горизонтальные станки являются тянущими. Их можно использовать как для внутренней, так и для внешней протяжки, хотя внутренняя работа является наиболее распространенной.
Горизонтальный протяжной станок показан на рисунке. Он состоит из станины или основания, длина хода протяжки немного больше, чем вдвое, направляющей протяжки и механизма привода протяжки.
Горизонтальные протяжные станки используются в основном для протяжки шпоночных пазов, шлицев, пазов, круглых отверстий и других внутренних форм или контуров. Их недостаток состоит в том, что они занимают больше места на полу, чем вертикальные машины. Однако с длинными протяжками и тяжелыми заготовками легко обращаться.
Вертикальный протяжной станокВертикальные типы могут быть как выталкивающими, так и вытягивающими. Нажимной является наиболее популярным. Вертикальный протяжной станок показан на рисунке.
Вертикальные станки используются для выполнения нескольких операций, так как они удобны для передачи работы с одного станка на другой. Из трех доступных моделей, подтягивания, подтягивания и отталкивания, наиболее популярны. Для вертикальных машин требуется платформа оператора или приямок, и они занимают меньше места на полу, чем горизонтальные машины.
Современные вертикальные протяжки предлагаются как с гидравлическим, так и с электромеханическим приводом. Но наиболее распространены гидравлические приводы, потому что они дешевле. Вертикальный гидравлический протяжной станок показан на рисунке выше.
Протяжной станок для плоской протяжкиПротяжной инструмент для плоскопараллельного станка прикреплен к штрангу или штрангам, перемещаемым по прямой траектории вдоль направляющих мимо заготовки. На некоторых протяжных станках ползун движется горизонтально, в других — вертикально.Когда используются два ползуна, машина называется дуплексной протяжкой.
Протяжной станок непрерывного действияДля массового производства мелких деталей используется высокопроизводительный метод протяжки на ротационных или горизонтальных протяжных станках.
В ротационных протяжных станках заготовка загружается на стол, который непрерывно вращается. В процессе эксплуатации протяжка неподвижна.
В горизонтальных протяжных станках заготовки перемещаются по бесконечной цепи.Заготовки загружаются в зажимные приспособления, установленные на непрерывно движущейся цепи. В процессе эксплуатации протяжка по-прежнему неподвижна. Такие станки используются для протяжки мелких деталей.
Читайте также: Формовочный станок и его типы
Методы протяжкиНиже приводится классификация методов протяжки:
- Протяжка протяжкой
- Протяжка протяжкой
- Протяжка поверхности
- Непрерывная протяжка
При протяжке протяжкой изделие фиксируется, протяжка протягивается через изделие.Обычно протяжки бывают очень длинными и держатся в специальной головке. Метод протяжной протяжки используется для внутренней протяжки, но он также используется для протяжки некоторой поверхности.
Протяжная протяжкаПри протяжке протяжкой работа фиксируется, и протяжка проталкивается через нее. Ручные и гидравлические оправочные прессы обычно используются для протяжной протяжки. Этот метод используется для калибровки отверстий и нарезания шпоночных пазов.
Протяжка поверхностиПри протяжке поверхности либо обрабатываемый инструмент, либо протяжной инструмент перемещаются поперек другого.Этот метод стал важным средством отделки поверхностей. Многие нестандартные или сложные формы можно обработать протяжкой поверхности, но инструменты должны быть специально разработаны для каждой работы.
Непрерывная протяжкаПри непрерывной протяжке деталь перемещается непрерывно, а протяжка остается неподвижной. Движение работы может быть прямым, горизонтальным или круговым. Метод непрерывной протяжки чаще всего используется для протяжки нескольких однотипных работ одновременно.
Протяжной станок ОперацииПротяжка применяется для обработки различных внутренних и внешних поверхностей, для отверстий круглой или неправильной формы диаметром от 6 до 100 мм, для внешних плоских и фасонных поверхностей.
Некоторые типы поверхностей, например шлицевые отверстия, в настоящее время обрабатываются только протяжкой из-за исключительных трудностей при обработке таких поверхностей другими методами.
Ниже показан ряд важных операций протяжки.Некоторые операции выполняются за один проход, но некоторые операции предназначены для повторных разрезов конструкции протяжки.
Зубья шестерни или шлица можно протягивать все вместе или по одному или нескольким за раз. Можно сделать сравнительно простую протяжку, чтобы прорезать одно или несколько зубных промежутков. После одного прохода заготовка шестерни индексируется и нарезаются другие ее зубья. Последовательные проходы выполняются до тех пор, пока не будут обработаны все зубы.
Преимущества и ограничения протяжкиНиже приведены особенности и преимущества протяжки :
- Производительность очень высока.
- Оператор требует навыков для выполнения протяжной операции. В большинстве случаев оператор просто загружает и выгружает заготовку.
- Возможны высокая точность и высокий класс обработки поверхности. Допуск ± 0,0075 мм и чистота поверхности около 0,8 микрон (1 микрон = 0,001 мм) могут быть легко получены при протяжке.
- Оба черновых чистовых прохода выполняются за один проход инструмента.
- Процесс протяжки используется для внутренней и внешней отделки поверхностей.
- Любая форма, которая может быть воспроизведена протяжкой, может быть обработана.
- Смазочно-охлаждающая жидкость может быть легко применена там, где она наиболее эффективна, поскольку протяжка имеет тенденцию втягивать жидкость в разрез.
Однако по определенным причинам ограничьте использование процесса протяжки. Это:
- Высокая стоимость инструмента. Протяжка обычно выполняет только одну работу и требует больших затрат на изготовление и заточку.
- Очень большая заготовка не протягивается.
- Протягиваемая поверхность не должна иметь препятствий.
- Протяжка не может использоваться для удаления большого количества материала.
- Детали, подлежащие протяжке, должны иметь возможность жесткой опоры и выдерживать силу, возникающую во время резки.
Заключение
Итак, теперь мы надеемся, что мы развеяли все ваши сомнения по поводу протяжного станка . Если у вас все еще есть сомнения по поводу «Типы протяжных станков », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество на Facebook для вас, ребята. Если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу в Facebook.
Спасибо, что прочитали. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления, когда мы загружаем новые сообщения.
Подробнее о машинах на веб-сайте:
- Фрезерный станок: детали и принцип их работы
- 13 Различия между станками с ЧПУ, ЧПУ и DNC
- Прессы и типы прессов
Горизонтальный протяжной станок | Тайвантрейд.com
Горизонтальный протяжной станок
Сделано в Тайване. Высокая точность! Высокая производительность! Автоматизированная обработка!
Основные характеристикиБлагодаря различным направлениям обработки и новой конструкции машины оператор может управлять машиной на земле.Он занимает большую площадь, но может быть интегрирован с автоматической производственной линией с портальным роботом. Мощность обработки составляет 20 тонн, а ход — 2000 мм. Это специальная машина для специальных автомобильных запчастей.
Серводвигатель может использоваться с шарико-винтовой парой в качестве основного источника питания для эффективного уменьшения требуемой емкости гидравлического бака, что может уменьшить занимаемую машиной площадь и быть более энергоэффективным, чем исходная гидравлическая система.
Станок прост в эксплуатации, может оснащаться специальными приспособлениями и индивидуальными протяжками в соответствии с требованиями заказчика, а также может быть разработан для автоматизированных производственных линий.- Заготовка фиксируется во время протяжки, а рабочая площадка приводит протяжку в горизонтальное движение для протяжки внутреннего отверстия.
- Основная мощность рабочей платформы может приводиться в действие гидроцилиндром или серводвигателем.
- Оператор может стоять на земле для работы машины, не ставя машину под землю или не настраивая рабочую платформу.
- С устройством защиты от протяжки он может эффективно уменьшить повреждение инструмента в результате несчастного случая.
- Он выполняет вспомогательную функцию в процессе обработки, чтобы уменьшить раскачивание протяжки и повысить точность обработки.
- Для увеличения площади требуется большое производственное пространство.
- Благодаря интеллектуальному сенсорному интерфейсу персонал может управлять движением машины на рабочем экране.
- В процессе обработки протяжка, удаление стружки и зачистка могут выполняться автоматически.
- Это специальный станок для корпуса дифференциала, который может выполнять две программы обработки в направлении поперечной линии за один процесс.
- Может быть оснащен автоматическими вращающимися роботами и устройствами хранения в соответствии с потребностями производственной линии.
Последнее обновление: 2020-10-29 Загружается …
Ваш запрос отправлен
Шаг 1 Заполните форму Шаг 2 Завершение
г-жаСюй, ЯО ШЭНГ МАШИНЕРИ КО., ЛТД.
Требуется сообщение 0 /1500Форматы файлов: htm, html, doc, docx, pdf, txt, jpg, gif, png, odt, ods. Максимум 3 файла (всего 10 МБ).
Общий размер: 0
{{/если}} {{#ifCond ttLoginType 3}}Подтвердите пароль
{{/ ifCond}} {{#if isLogin}} Просмотр и изменение {{/если}}Порекомендуйте других поставщиков, если этот поставщик не отвечает.
Пожалуйста, заполните все обязательные поля.
Ok▷ Продажа подержанных протяжных станков
На Trademachines.com вы можете найти 38 предложений подержанных протяжных станков на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Протяжной станок используется для резки ряда форм, невозможных на других станках.Любой протяжной станок , выставленный на продажу, будет спроектирован так, чтобы перемещать протяжку — зубчатый инструмент — линейно при резке необычных форм , таких как шпоночные пазы. Протяжка будет резать горизонтально или вертикально на вертикальном протяжном станке. Большинство протяжных операций осуществляется на гидравлических протяжных станках.
Зубчатый инструмент для резки необычных формНастройка протяжного станка
Инструмент, который использует горизонтальный протяжной станок , очень похож на пилу и удаляет материал таким же образом.Станок этого типа будет иметь относительно простую установку, в которой инструмент прижимается к обрабатываемой детали гидравлически в вертикальном или горизонтальном движении. Горизонтальные станки используются для более длительных операций резки.
Диапазон опций
Вертикальный протяжной станок является наиболее распространенным типом, используемым сегодня, примерно 10% протяжных работ выполняются на горизонтальном протяжном станке. Типы протяжных станков укажут на возможности протяжки.Горизонтальные станки часто используются для поверхностной, вытяжной, вращательной и непрерывной протяжки, а вертикальные — для операций вытягивания вниз.
Использование протяжных станков
Протяжные станки специализируются на прецизионной обработке для резки нестандартной или нестандартной геометрии, например шлицев. Обычные продукты, изготовленные методом протяжки, включают винты, отливки и штамповки. Протяжка используется в производственных процессах, когда требуется большое количество продукта.
Производители протяжных станков
Протяжные станки производятся во всем мире.В Индии такие компании, как Gamut Machines, Pro-Tech Engineers, BS ENGG Works, Parrytech Hydraulics и Fine Marketing, производят и распространяют протяжные решения.