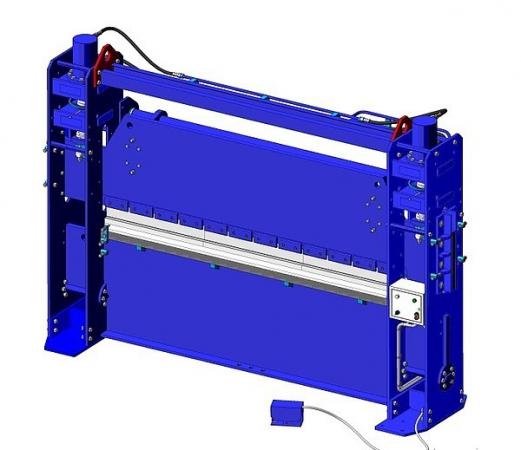
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 160/3100 SMD (Нидерланды)
Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе.
Краткое описание и основные особенности:
- Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
- Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
- Гидравлической компенсацией прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания в автоматическом режиме;
- На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
- Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Нидерланды, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности.

- Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
- Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс.
- Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
- Обеспечивает автоматические циклы гибки листового материала;
- Позволяет использовать систему быстрой смены инструмента;
- Обеспечена современная система защиты рабочей зоны.

Стандартная комплектация гибочного пресса:
| Серия PBH |
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). |
Устройство ЧПУ: DELEM DA56, (Нидерланды), программирование в режиме 2-мерной графики. Управление 3-мя осями (Y1+Y2+X) |
Перемещение по осям: по оси X 500 мм, скорость 200 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим; |
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними |
Система крепления инструмента AMADA-PROMECAM |
Станок оснащен комплектом механических зажимов, для смены инструментов пуансона, на столе, установлена двухручьевая матрица типа 2-V. (включая один набор инструментов на всю длину) |
Две передние поддерживающие опоры |
Боковое защитное ограждение с двух сторон и заднее защитное ограждение |
Выносная педаль управления с кнопкой аварийной остановки |
Инструкция по эксплуатации и обслуживанию станка |
Набор инструмента для обслуживания |
Шестигранник для установки инструмента |
Станок окрашен полиуретановой краской |
CE исполнение |

Электронно-гидравлическая система синхронизации работы цилиндров верхней траверсы и гидравлическая система компенсации прогиба нижней траверсы.
Дополнительные опции:
| Серия PBH |
Две передние поддерживающие опоры с перемещением по линейны направляющим |
Две синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
Дополнительный задний упор (ось Z) |
Увеличение хода заднего упора по оси Х до 750 мм |
Увеличение хода заднего упора по оси Х до 1000 мм |
Система защиты по стандарту СЕ LaserSafe LZS003 |
Специальный инструмент, (4-х, 1-на ручейковая матрица) |
Быстросменный зажим инструмента |
Гидравлический зажим верхнего инструмента |
Гидравлический зажим нижнего инструмента |
Гидравлическая система компенсации прогиба траверсы с управлением гидроцилиндрами компенсации от ЧПУ |
Устройство охлаждение гидравлики (Demostic, Hydac) |
Устройство контроля постоянной температуры масла Demostic |
Смена ЧПУ: |
Изменение конфигурации автоматически управляемых осей:
| Серия PBH |
стандартная конфигурация Y1+Y1+X |
Y1+Y1+X+R (+V) |
Y1+Y1+X+R+Z1+Z2 (+V) |
Y1+Y1+X+R+Z1+Z2+X1 (+V) |
Y1+Y1+X1+X2+R1+R2+Z1+Z2 (+V) |
Передние поддерживающие опоры |
|
Две передние поддерживающие опоры с перемещением по линейны направляющим |
|
Синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
|
система электромагнитных клапанов |
|
гидронасос |
|
гидравлическая система компенсации прогиба траверсы (опция) |
|
механический зажим инструмента |
|
быстросменный зажим инструмента (опция) |
|
двухручейковая матрица |
|
одноручейковая матрица (опция) |
|
четырехручейквая матрица (опция) |
|
гидравлический зажим инструмента (опция) |
|
световая система защиты(опция) |
|
лазерная система защиты (опция) |
Конфигурации автоматически управляемых осей задних упоров:
ось X |
|
оси X+R (опция) |
|
оси X+R+Z1+Z2(опция) |
|
оси X+R+Z1+Z2+X1 (опция) |
|
оси X1+X2+R1+R2+Z1+Z2 (опция) |
- 2D моделированием процессов гибки
- Дисплей LCD 10,4’’
- Память 32 Мб
- Функция диагностики;
- Автоматическое позиционирование 2-х задних упоров по 6 осям и расчет усилия по заданным параметрам гибки
- Библиотека пуансонов и матриц
- Автоматическая или ручная установка последовательности сгибов
- Автоматическая настройка рабочих скоростей
- Хранение и вызов программ
- Диалоговая программа имеет несколько языков
Таблица определения усилий листогибочного пресса:
В таблице указываются удельное усилие (Р, кН/м), которое необходимо приложить к листовому материалу определённой толщины (S, мм), чтобы получить изгиб необходимого радиуса (R, мм). Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Получаемые профили:
Производитель: SMD
Родина бренда: Нидерланды
| Усилие, кН | 160 |
| Длина рабочего стола, мм | 3100 |
| Расстояние между колоннами, мм | 2600 |
| Глубина зева, мм | 410 |
| Расстояние между столом и траверсой, мм | 480 |
| Ход траверсы, мм | 215 |
| Скорость опуская, рабочая, подъема верхней траверсы, мм/сек | 130/10/110 |
| 360 | |
| Мощность двигателя, кВт | 11 |
| Габариты (ДхВхШ), мм | 3580х2480х1635 |
| Вес нетто, кг | 10700 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Как выбрать гибочный пресс и метод гибки. Советы практика
I. Какой метод гибки выбрать?
- 1. Свободная гибка
- 2. Калибровка
II. Какой гибочный пресс выбрать?
- 1. гидравлический гибочный пресс с механическим остановом
- 2.
 гидравлический гибочный пресс с ЧПУ и серво-гидравликой
гидравлический гибочный пресс с ЧПУ и серво-гидравликой
Введение
Согнул — отложил, согнул — отложил. 25 лет назад этот процесс был ежедневной обязанностью обслуживающего пресс оператора. На этом сложности не заканчивались. Оператор должен был постоянно перенастраивать машину, чтобы получить различные углы гиба, организовывать промежуточное складирование заготовок и выполнять многие другие действия, не связанные напрямую с изготовлением конечной детали. Потом цикл повторялся. Положить заготовку. Согнуть. Перенастроить пресс. Не забывать про промежуточное хранение. Положить заготовку. Согнуть. И так снова и снова.
Рабочие, которые имеют дело с листовым металлом сегодня, посчитают такой процесс технологией доисторического периода. Сегодня деталь изготавливают на дружественном оператору эргономичном гибочном прессе с ЧПУ и автоматической настройкой всех параметров гибки. Разные углы, разные профили на одном и том же инструменте — и нет проблем!
Станки с 4-мя управляемыми осями сейчас скорее стандарт, чем исключение. Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
И все это для того, чтобы произвести трехмерную деталь из плоского металлического листа, будь то сталь, нержавеющая сталь, алюминий, магний, медь, латунь или даже золото. Куда ни посмотри, везде конструкции из листового металла. Это бум листового металла! Даже производители гибочных прессов удивляются, насколько сложные детали производят их заказчики. Взаимодействие производителей станков и их заказчиков открывает новые перспективы: инженеры вместе думают, как эффективно произвести деталь на гибком оборудовании. Замена сварки гибкой может быть очень выгодна при обеспечении прочности изделия. «Близко к конечной форме» — вот что можно сказать о сходящей с гибочного пресса детали, которая имеет большое сходство с конечным изделием.
«Лист» и «гибка» не ассоциируются с высокой технологией. Но для того чтобы гнуть «непослушный» лист нужны специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться. Например, если лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вызванное пластической деформацией, сильнее или слабее. Если, если, если…
«Гибка» звучит просто, но на самом деле в этом процессе хватает нюансов. Поэтому компания «Robur International» подготовила руководство, которое поможет выявить сложности и найти способы их решения. Не путем сложных формул, а обзором, ориентированным на практическое применением. Здесь намеренно не будет упоминаний производителей гибочных прессов. Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Тем не менее в последние годы производители прессов приложили много усилий, чтобы сделать процесс формообразования более гибким и производительным. Следует отдать должное тем, кто этого заслуживает, ведь мы говорим о действительно высоких технологиях. Но будем реалистичны: традиционные старые гибочные прессы с механическим стопором в цилиндрах и синхронизирующим валом все еще пользуются спросом во всем мире.
Задача «Robur International» — дать объективный совет заказчикам. Отправная точка — не тип станка, а конкретная задача гибки. Простой традиционный станок или высокая технология гибки? Ответ должен быть найден вместе. Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны. Принимая все вышесказанное во внимание, перейдем к главному.
I. Какой метод гибки выбрать?
Различают 2 основных метода гибки.
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом и стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то что метод это достаточно старый, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
1. Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты
Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы. Лист остается «в воздухе» и не соприкасается со стенками матрицы. Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки
- Высокая гибкость: без смены гибочных инструментов можно получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы и 180°. Например, 86° или 28°.
- Меньшие затраты на инструмент.
- Меньшее усилие гибки по сравнению с калибровкой.
- Можно «играть» усилием: большее раскрытие матрицы означает меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Но это только теория. На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Наш совет
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее лучше использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа, лучше использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком, легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора.
 Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.
Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.
Kакое усилие гибки
Из-за различных свойств материала и последствий пластической деформации в зоне гибки определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
(1) таблица
В каждом каталоге и на каждом прессе вы найдете таблицу с требуемым усилием (P) в кН на 1000 мм длины гиба (L) в зависимости от:
- толщины листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V — ширины раскрытия матрицы (V) в мм
- внутреннего радиуса согнутого листа (Ri) в мм
- минимальной высоты отогнутой полки (B) в мм
(2) формула
1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
(3) «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S). Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.e. усилие достигает 100% только при длине гиба 100%. Например:
| Усилие | Длина гиба |
| 100% | 3.000 мм |
| 75% | 2.250 мм |
| 50% | 1.500 мм |
| 25% | 750 мм |
Наш совет
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN позволяет значительное отклонение от номинальной толщины листа. Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение (Rm)
Здесь допуски также являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например:
St 37-2: 340 — 510 Н/мм2
St 52-3: 510 — 680 Н/мм2
Наш совет
Не экономьте на усилии гиба. Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно.
Реальные значения толщины и предела прочности являются важными факторами при выборе нужного станка с нужным номинальным усилием.
V – раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S:
V = 8 x S
Но это только при условии, что S меньше или равно 6 мм. Для большей толщины листа необходимо использовать:
V = 10 x S или V = 12 x S
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- Большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- Меньшее раскрытие означает большее усилие, но меньший внутренний радиус.

Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации.
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»).
В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки.
Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше, чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу:
В случае с V = 8 x S, мы можем сказать, что Ri = S x 1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Наш совет
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (B)
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем больше упругая деформация;
- направление волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемого при условии V = 8 x S:
| Предел прочности в Н/мм2 | Упругая деформация в ° |
| 200 | 0,5 – 1,5 |
| 250 | 1 – 2 |
| 450 | 1,5 – 2,5 |
| 600 | 3 – 4 |
| 800 | 5 – 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки. Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
2. Калибровка
Точный, но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V-образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба трудно. Самый надежный способ — выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3-10 раз выше усилия свободной гибки.
Преимущества калибровки
- точность углов гиба, несмотря на разницу в толщине и свойствах материала;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможность выполнения всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана;
- превосходные результаты на гибочных прессах, не имеющих достаточной для свободной гибки точности.

Недостатки калибровки
- требуемое усилие гиба в 3 – 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
II. Какой гибочный пресс выбрать?
Традиционные механические прессы используются все реже и только для специальных штамповочных работ на длинных заготовках.
В последние годы некоторые производители предлагают также отличные электромеханические гибочные прессы с несколькими осями заднего упора, управляемыми от ЧПУ.
Среди гидравлических прессов можно найти большое разнообразие моделей с одним, двумя или даже четырьмя цилиндрами, с двигающейся вниз траверсой («ход вниз») или двигающимся вверх столом («ход вверх»). Мы остановим внимание на 2 группах гидравлических гибочных прессов, наиболее широко применяемых во всем мире.
Контраст между ними очевиден: с одной стороны — прессы, основанные на старой, но все еще хорошей технологии, с другой стороны — прессы, использующие последние достижения техники.
Власть рынка велика. Поэтому многие производители предлагают обе группы прессов, чтобы отвечать потребностям покупателей.
Рассмотрим обе группы:
1. Гибочный пресс с механическим остановом
Гидравлические гибочные прессы с двумя цилиндрами сверху («ход вниз»). Выравнивание траверсы осуществляется либо гидравлически, либо механически при помощи торсиона соответствующего размера на задней стороне пресса. Два механических стопора в цилиндрах настраиваются вручную или с помощью привода на требуемое положение оси Y. Это технология, по крайней мере, 30-ти летней давности.
Простое числовое управление помогло этому типу прессов пользоваться спросом во всем мире независимо от уровня индустриального развития рассматриваемой страны. Положение оси Y для определенного угла хранится в памяти и комбинируется с положением заднего упора (ось X) с помощью простой программы. Один-два угла гибки на деталь. Зачем вкладывать деньги в сложные станки, если есть уверенность, что этого типа достаточно для выполнения гибки в настоящем и будущем?
Не забывайте
Большое количество профилей может быть получено только с помощью специального инструмента путем калибровки.
Как мы видели, в таких случаях важны усилие и форма инструмента, а не высокая точность выставления и повторения оси Y (Y1-Y2) — положения траверсы.
2. Гибочный пресс с ЧПУ и серво-гидравликой
Несомненна тенденция движения к гибочным прессам с ЧПУ и серво-гидравликой, выполненных по схеме «ход вниз».
Положение траверсы управляется по замкнутой цепи. Цилиндры работают синхронно с высокой степенью точности. Положение осей Y1 и Y2 измеряется под каждым цилиндром с точностью 5 мкм и передается в ЧПУ.
Управляемая ЧПУ система заднего упора предлагается для следующих осей:
- X-R
- X1-X2-R
- X-R Z1-Z2
- X1-X2-R-Z1-Z2
- X1-X2-R1-R2-Z1-Z2
ЧПУ
Delem и Cybelec — поставщики графических управляющих устройств, которые используют многие производители гибочных прессов. Некоторые производители прессов разработали свои собственные ЧПУ.
Все из них высокотехнологичны и доступны в двумерной или трехмерной версиях. Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Программирование можно выполнить на станке в цеху или на ПК с программным обеспечением CAM, которое предлагают все производители прессов.
Специальные возможности
Большинство производителей принимают во внимание специальные требования заказчиков. Например, увеличенный ход траверсы, увеличенное расстояние между столом и траверсой, увеличенная глубина зева, боковые удлинения стола и траверсы и пр.
Главное о выборе гибочного пресса
Выбор гибочного пресса и метода гибки всегда опирается на задачу.
Метод воздушной или свободной гибки подойдет тем, кто хочет выполнять широкий спектр операций с материалом толщиной 1,25 мм и более. Он требует меньшее усилие и сокращает затраты на инструмент, но может не справиться со специфическими гибочными операциями.
Метод калибровки отличается высокой точностью, особенно при работе с материалом толщиной 1 мм и менее. Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Гидравлические гибочные прессы с механическим остановом — простое и проверенное решение. Оно будет актуальным, если производство использует один-два угла гибки на деталь и не планирует выполнять более сложные операции.
Гидравлические гибочные прессы с ЧПУ — гибкое и высокотехнологичное решение. Такие прессы могут выполнять больший спектр задач и позволяют выработать оптимальную последовательность гибки. Программирование можно провести на станке в цеху или на компьютере при помощи CAM-программы.
Гидравлические гибочные станки в России
- Главная
- Продажа
- Металлообработка
- Гидравлический гибочный станок
Вы можете очень быстро сравнить цены гидравлического гибочного станка и подобрать оптимальные варианты из более чем 86092 предложений
Ручной гидравлический гибочный станок FBH-150
Состояние: Новый
В наличии
Ручной гидравлический гибочный станок FBH-150 и применяется для изгибания деталей трубных заготовок с небольшой твёрдостью. Технические характеристики:Материал гибки: труба 1/2″», 3/4″», 1″», 1…
Технические характеристики:Материал гибки: труба 1/2″», 3/4″», 1″», 1…
27.08.2019 Смоленск (Россия)
гидравлическая гибочная машина
Состояние: Новый
Гидравлический гибочный станок необходим для производства обжимных изогнутых панелей или изогнутых гофрированных листов без обжатия, которые в основном применяются в качестве кровли складов,…
05.09.2022 Москва (Россия)
Гибочный станок ADIRA QIHD 11030 № MEO-007584.
Состояние: Б/У Год выпуска: 2006 Производитель: ADIRA (Португалия)
Гибочный станок ADIRA QIHD 11030 № MEO-007584.Гибочные прессы ADIRA изготавливаются на основе употребления новейших технологий, по новаторским проектам и техническим разрешениям. Благодаря…
Благодаря…
22.07.2016 Владимир (Россия)
1 999 999
Гибочный станок для гибки колена из трубы
Состояние: Новый Год выпуска: 2012
В наличии
Гибочный станок коленный предназначен для производства круглого колена (гофроколена) из круглой трубы (заготовки) водосточной системы круглого сечения. Гофроколено (колено) водостоков имеет…
23.08.2012 Липецк (Россия)
175 000
Раскроечно-гибочные станки Flexiplus и CS 40, Италия
Состояние: Б/У Год выпуска: 2010
Раскроечно-гибочные станки Flexiplus и CS 40 автоматический станок с электронным управлением для раскроя арматурных стержней по заданному размеру. Система Flexiplus может использоваться только для. ..
..
14.05.2013 Адлер (Россия)
6 450 000
Гидравлический плоскошлифовальный станок HFS 4080 VC
Состояние: Новый
В наличии
Гидравлический плоскошлифовальный станок размер стола: 400×800 мм технологический ход, ось Х: 910 мм технологический ход, ось Y: 450 мм масса заготовки: 500 кг Bыcoкaя тoчнocть и…
29.08.2013 Щелково (Россия)
Гидравлический листогибочный станок 80/3200 ЧПУ
Состояние: Б/У Год выпуска: 2012
Предлагается к продаже гидравлический листогибочный станок WC67K-80/2500/3200Предлагается
к продаже гидравлический
листогибочный станок WC67K-80/2500/3200
№
Наименование. ..
..
05.12.2013 Новосибирск (Россия)
800 000
APK 121 — гидравлический профилегибочный станок Akyapak
Состояние: Новый Год выпуска: 2012
В наличии
APK 121 — гидравлический профилегибочный станок Akyapak (Турция). В НАЛИЧИЕ НА СКЛАДЕ В САНКТ-ПЕТЕРБУРГЕ. Возможны доставка и проведение пуско-наладочных работ.Валки приводятся в движение с…
19.05.2014 Санкт-Петербург (Россия)
1 450 000
Гидравлический дровокольный станок Palax Power 90 S
Состояние: Новый Производитель: Teras Takomo OY (Финляндия)
Гидравлический дровокольный станок Palax Power 90 S предназначен для профессиональной заготовки дров. Дровокол выполняет две операции — раскряжевка бревна на заготовки заданных размеров,. ..
..
29.03.2016 Псков (Россия)
Гидравлический дровокольный станок Palax Power 90 SG
Состояние: Новый Производитель: Teras Takomo OY (Финляндия)
Гидравлический дровокольный станок Palax Power 90 SG предназначен для профессиональной заготовки дров. Дровокол выполняет две операции — раскряжевка бревна на заготовки заданных размеров,…
29.03.2016 Псков (Россия)
ФАЛЬЦЕПРОКАТНЫЙ СТАНОК, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА.
Состояние: Б/У
ФАЛЬЦЕПРОКАТНЫЙ СТАНОК, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА.ФАЛЬЦЕПРОКАТНЫЙ СТАНОК ДЛЯ ПРОИЗВОДСТВА ЗАМКОВ НА ЛИСТОВОМ МЕТАЛЛЕ, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА.
01.06.2016 Красноярск (Россия)
Гидравлический гибочный пресс, HPB 40-2000 (WC67Y-40-2000)
Состояние: Б/У Год выпуска: 2006 Производитель: Китай
Гидравлический гибочный пресс, HPB 40-2000 (WC67Y-40-2000)
08. 09.2016
Некрасовское (Россия)
09.2016
Некрасовское (Россия)
угловырубной, ЧПУ, угловысечной, углоруб, пробивной, дыропробивной, гибочный, станок, пресс, ножницы, гильотина, листорез, листогиб
Состояние: Новый Производитель: Собственное производство (Россия)
В наличии
Продажа, производство, металлобработка. Продаем пресс, станок, угловырубной, угловысечной, пробивной, дыропробивной, гибочный, станок с ЧПУ, пресс, ножницы, гильотина, углорез, листогиб,…
26.10.2021 Саратов (Россия)
160 000
Трехроликовый гибочный станок с ЧПУ ERCOLINA CE100h4 со стяжкой
Состояние: Б/У Год выпуска: 2013
Предназначен для гибки двутавровой балки и швеллера на «тяжелую» стороны, трубы ВГП, уголка, трубы профильнойПродается трехроликовый гибочный станок с ЧПУ ERCOLINA CE100h4 с усиливающей стяжкой. ..
..
09.03.2017 Ростов-на-Дону (Россия)
2 450 000
Гидравлический гибочный пресс (Италия) Gasparini PBS 45/1600 2004г. ЧПУ Delem DA65. 4 — осевой: Y1, Y2, X, R. В отличном состоянии
Состояние: Б/У Год выпуска: 2004 Производитель: Gasparini (Италия)
ПродамГидравлический гибочный пресс (Италия) Gasparini PBS 45/1600 б/у 2004г. ЧПУ Delem DA65. 4 — осевой: Y1, Y2, X, R. В отличном состоянии. Работает в производстве, в Москве. Укомплектован…
18.06.2017 Москва (Россия)
2 300 000
Гидравлический гибочный пресс FOG-K-200/6000
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом. Автоматическое…
Автоматическое…
17.10.2022 Казань (Россия)
Гидравлический гибочный пресс FOG-K-40/2000
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К 40/2000 предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом….
17.10.2022 Казань (Россия)
Гидравлический гибочный пресс FOG-K-40/2500
Состояние: Новый
Листогиб гидравлический оснащенный ЧПУ серии FOG-К 40/2000 предназначен для выполнения операций гибки металлических листов вертикально опускающейся траверсой с гидравлическим приводом….
17.10.2022 Казань (Россия)
Гидравлический гибочный пресс с чпу
Состояние: Б/У Год выпуска: 2007 Производитель: VIMERCATI (Италия)
Продаем синхронизированный гидравлический гибочный пресс VIMERCATI PHSY-10030 с блоком Cybelec DNC 1200 и 4 контролируемыми осями (2007 г. в. / Италия). Станок от официального дилера, в наличии в…
в. / Италия). Станок от официального дилера, в наличии в…
25.01.2021 Москва (Россия)
5 200 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по гидравлическому гибочному станку почти как на Авито и TIU
Видео гидравлического гибочного станка
Гидравлический металлический изгиб машины
Машина с изгибом гидравлического листа
Способность снабжения: 200 наборов/наборов в месяц
Порт: Qingdao/Shanghai
Спецификации
| Спецификации |
| . ) | Длина стола (мм) | Расстояние между стойками (мм) | Глубина Горло и рот (мм) | ход (мм) | Основной мотор (КВт) | |||||||||||||||
WW | 400 | 2200 | 1700 | 200 | 100 | 4 | ||||||||||||||
| WC67Y40/2500 | 400 | 2500 | 1900 | 200 | 100 | 4 | ||||||||||||||
| WC67Y50/2500 | 500 | 2500 | 1900 | 250 | 100 | 4 | ||||||||||||||
| WC67Y50/3200 | 500 | 3200 | 2500 | 250 | 100 | 4 | ||||||||||||||
| WC67Y63/2500 | 630 | 2500 | 1900 | 250 | 120 | 5. 5 5 | ||||||||||||||
| WC67Y63/3200 | 630 | 3200 | 2500 | 250 | 120 | 5.5 | ||||||||||||||
| WC67Y80/3200 | 800 | 3200 | 2500 | 250 | 120 | 5.5 | ||||||||||||||
| WC67Y80/4000 | 800 | 4000 | 3000 | 250 | 120 | 5.5 | ||||||||||||||
| WC67Y100/2500 | 1000 | 2500 | 1900 | 320 | 120 | 7.5 | ||||||||||||||
| WC67Y100/3200 | 1000 | 3200 | 2500 | 320 | 120 | 7.5 | ||||||||||||||
| WC67Y100/4000 | 1000 | 4000 | 3000 | 320 | 120 | 7,5 | ||||||||||||||
| WC67Y100/5000 | 1000 | 5000 | 4000 | 12016 | 12016 | 12016 | 0015 7. | |||||||||||||
| WC67Y125/2500 | 1250 | 2500 | 1900 | 320 | 120 | 7.5 | ||||||||||||||
| WC67Y125/3200 | 1250 | 3200 | 2500 | 320 | 120 | 7,5 | ||||||||||||||
| WC67Y125/4000 | 1250 | 4000 | 3000 | 320 | 120 | 7.5 | ||||||||||||||
| 7.5 | ||||||||||||||||||||
| WS.0016 | 1250 | 5000 | 4000 | 320 | 120 | 7.5 | ||||||||||||||
| WC67Y160/3200 | 1600 | 3200 | 2500 | 320 | 200 | 11 | ||||||||||||||
| WC67Y160/4000 | 1600 | 4000 | 3000 | 320 | 200 | 11 | ||||||||||||||
| WC67Y160/5000 | 1600 | 5000 | 4000 | 320 | 200 | 15 | ||||||||||||||
| WC67Y160/6000 | 1600 | 6000 | 4800 | 320 | 200 | 15 | ||||||||||||||
| WC67Y200/3200 | 2000 | 3200 | 2600 | 320 | 200 | 15 | ||||||||||||||
| WC67Y200/4000 | 2000 | 4000 | 3100 | 320 | 200 | 15 | ||||||||||||||
| WC67Y200/5000 | 2000 | 5000 | 4000 | 320 | 200 | 15 | ||||||||||||||
| WC67Y200/6000 | 2000 | 6000 | 4800 | 320 | 200 | 15 | ||||||||||||||
| WC67Y250/3200 | 2500 | 3200 | 2600 | 400 | 250 | 18. 5 5 | ||||||||||||||
| WC67Y250/4000 | 2500 | 4000 | 3200 | 400 | 250 | 18.5 | ||||||||||||||
| WC67Y250/5000 | 2500 | 5000 | 4000 | 400 | 250 | 18.5 | ||||||||||||||
| WC67Y300/4000 | 3000 | 4000 | 3300 | 400 | 250 | 22 | ||||||||||||||
| WC67Y300/5000 | 3000 | 5000 | 4000 | 400 | 250 | 22 | ||||||||||||||
| WC67Y300/6000 | 3000 | 6000 | 5800 | 400 | 250 | 22 | ||||||||||||||
| WC67Y400/5000 | 4000 | 5000 | 4000 | 400 | 250 | 30 | ||||||||||||||
| WC67Y400/6000 | 4000 | 6000 | 4800 | 40016 | 9800 | 40016 | 4800 | 40016 | 4800 | 40016 | 4800 | 40016 | 4800 | 40016 | 4800160016 | 30 | ||||
| WC67Y500/6000 | 5000 | 6000 | 4800 | 400 | 300 | 37 | ||||||||||||||
| WC67Y600/7000 | 6000 | 6000 | 5600 | 400 | 300 | 45 | ||||||||||||||
| WC67Y700/7000 | 7000 | 7000 | 5600 | 400 | 300 | 45 |
 5
5Фигура пресс-формы из торфа для гибки листогибочного пресса:
После фиксирования толщины плиты и внутреннего радиуса изгиба. См. таблицу ниже.
См. таблицу ниже.
1.Из таблицы видно, что давление на каждом метре при изгибе материалов.
2. Ширина V-образной канавки (V) нижней матрицы при использовании для гибки.
3. Самая короткая длина(b) в результате изгиба.
Примечание. В следующей таблице показана соответствующая ширина V-образного паза матрицы с общей толщиной.
Tsinfa является профессиональным поставщиком и производителем гидравлических гибочных станков в Китае. Гидравлический листогибочный пресс особенно подходит для гибки листового металла.
Есть много различных видов тоннажа, 40 тонн, 50 тонн, 63 тонны, 80 тонн, 100 тонн, 125 тонн, 160 тонн, 200 тонн, 300 тонн, 400 тонн, 500 тонн, 600 тонн, 800 тонн гидравлический листогибочный пресс .
Характеристики:
● Цельносварная конструкция. Вибрация для устранения напряжения, высокая прочность и хорошая жесткость.
●Механический стопор, стальной торсион для поддержания синхронизации, высокой точности.
● Электрическое управление. Ручная точная настройка заднего упора и цифрового дисплея бокового хода.
Ручная точная настройка заднего упора и цифрового дисплея бокового хода.
● Компенсационный блок Dellecbon установлен на верхнем штампе. Компенсационный блок для нижнего штампа адаптирован для станка.
Вопросы? Позвоните нам по телефону +86-15318444939 и поговорите с одним из наших экспертов. Вы также можете заполнить нашу контактную форму.
ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ
Мое предложение
В вашем предложении нет позиций.
Связаться с
Часы работы:
Понедельник/воскресенье
24 часа
+ 86-153184444939
Веб-магазин
- 100+ Профессиональные кожухи.
- Умеренная цена
- 15+ лет опыта
- Контроль качества
- Быстрая доставка
КОНТАКТЫ
Продажи. Департамент:
Электронная почта: [email protected]
Телефон: +86-15318444939
Сервисная служба:
Электронная почта: service@tsinfa. com
com
Телефон: +86-632-565658
Whours
5999
9
9
9
9
9
9
7 * 24 часа
Адрес
No 6 Industrial Area Park, Dadi Road, Tengzhou, Shandong, China
ЗАПРОСИТЬ ЦЕНУ
Copyright 2010-2030 © Shandong Tsinfa CNC Equipment Co., Ltd
Основное руководство по гибочному станку
Что такое гибочный станок?
Гибочный станок — это машина, используемая для гибки и формовки заготовок.
Существует множество типов и функций гибочных станков, которые можно использовать в качестве пресса или гибочного станка.
Некоторые гибочные станки могут напрямую обрабатывать листовой металл без зажимных приспособлений.
А для некоторых гибочных станков требуются зажимные приспособления для облегчения гибки.
Металлический лист фиксируется зажимным устройством и не смещается в течение всего процесса обработки.
Гибочный станок использует гибочный инструмент для обработки металлической пластины и изготовления профиля.
Для корпуса станка и инструментов гибочного станка должны использоваться специальные материалы.
Это может гарантировать, что корпус машины и инструменты не будут повреждены давлением во время обработки.
Типы гибочных станков
Существует множество типов гибочных станков, в том числе трубогибочные станки, листогибочные станки, листогибочные станки, гидравлические гибочные станки, механические гибочные станки, электрические гибочные станки с сервоприводом, электрические трубогибочные станки, резка и пробивной станок и т. д.
Трубогибочный станок
Что такое трубогиб
Трубогиб — это машина, используемая для прокатки и гибки металлических труб и профилей.
Профиль квадратный или прямоугольный из толстого длинномерного металла.
Изгиб — это процесс растяжения, и между инструментами и трубами возникает трение.
Для продления срока службы оснастки и трубогиба.
Масло для волочения можно использовать для уменьшения сопротивления между трубой и гибочным инструментом.
Трубогибочное и производственное оборудование используется для выполнения операций гибки, обжатия, развальцовки и опрессовки.
Нержавеющая сталь, железо, медь, алюминий, титан и углеродистая сталь могут быть согнуты трубогибом.
Металлические материалы обладают пластичностью и малой упругой деформацией, что может поддерживать структуру изгибаемой секции.
Труба, обработанная трубогибом, имеет плавный изгиб, снаружи нет смятия, внутри нет складок.
Труба представляет собой полую емкость, которая используется для транспортировки газов, твердых и жидких веществ в промышленном, медицинском и другом оборудовании.
Трубогиб в основном используется для укладки труб в зданиях, автомагистралях, железных дорогах, мостах и т. д. шайба стеклоочистителя и оправка.
Матрица трубогиба обычно изготавливается из закаленной стали для предотвращения повреждений.
Однако формы, такие как скребковые формы, изготавливаются из алюминия или латуни, чтобы предотвратить повреждение труб.
Изгиб матрицы
Гибочный штамп является важной частью процесса ротационного волочения, также называемого радиусным штампом.
Потому что гибочная матрица определяет внутренний радиус трубы, а она круглая.
Плашка для гибки удерживает трубу и изгибает ее в процессе волочения.
Зажимная матрица
Зажимная матрица используется, чтобы помочь гибочной матрице прижать трубу к гибочной матрице.
Зажимная матрица может предотвратить скольжение трубы при вращении гибочной матрицы.
Матрица скребка
Зачистная матрица предназначена для предотвращения изгиба внутреннего радиуса трубы и повреждения наружной поверхности.
После обработки гибочной матрицы труба будет пластически деформирована и может сморщиться.
По этой причине зачистная матрица используется для сглаживания поверхности трубы.
Для предотвращения повреждения трубы грязесъемник изготовлен из более мягкого сплава, например алюминия или латуни.
Пресс-матрица
Пресс-матрица используется для приложения давления к трубе для обеспечения криволинейного профиля трубы.
Оправка
Оправка используется для поддержки гибки малых радиусов, тонких труб и твердых материалов.
Когда эти трубы сгибаются, они могут сморщиться внутри и сломаться снаружи.
Этого можно избежать, если оправка работает с зачистной матрицей.
Как работает трубогибочный станок?
При гибке трубы необходимо под давлением протолкнуть трубу в трубогибочный станок.
Привод трубогибочного станка может быть гидравлическим, сервоприводным, пневматическим или ручным.
Зажимной блок и формовочные инструменты зажимают трубу на месте и подгоняют ее под форму штампа.
После того, как труба зажата, она фиксируется на месте, когда ее конец вращается и катится вокруг матрицы.
Существуют также некоторые методы обработки, такие как гибка труб для формирования профилей с помощью роликов.
При изгибе трубы оправка помещается внутрь трубы, чтобы предотвратить складывание и разрушение внутренней части заготовки.
Зачистная матрица трубогиба может поддерживать натяжение трубы и избегать повреждений при приложении силы к трубе.
Матрица стеклоочистителя обычно изготавливается из алюминия или латуни, чтобы предотвратить появление царапин на сырье.
Методы гибки трубогибочных машин включают гибку прессом, гибку с вращающимся вытягиванием, гибку сжатием, гибку вальцами, гибку труб на оправке, гибку с помощью зачистной матрицы, гибку с индукцией нагрева, набивку песком и формование горячих плит, а также гибку поршнем.
Станок для гибки листового металла
Станок для гибки листового металла используется для изготовления профилей из листового металла.
Металлический лист сначала укладывается на нижнюю матрицу верстака.
Затем пуансоны вдавливаются в нижнюю матрицу для выполнения гибочного хода.
Энергосистема приводит в движение ползунок, а ползунок приводит в движение пуансон, чтобы он двигался вниз.
Фальцевальная машина может сгибать металлические листы или трубы под любым углом.
Машина, предназначенная для гибки труб, представляет собой трубогибочную машину.
Фальцевальная машина подходит для обработки некоторых крупных заготовок, которые трудно обработать на других машинах.
Силовая система приводит в действие зажимной вал для фиксации заготовки в определенном положении.
После фиксации заготовки складной рычаг поворотной балки будет двигаться по дуге, чтобы согнуть фланец под требуемым углом.
Листогибочный станок
Механический листогибочный станок пирамидального типа используется для гибки и формовки металлических листов.
Его дно приводится в движение двигателем и редуктором и может катиться.
Верхний ролик имеет требуемый радиус изгиба, регулируемый вручную вверх и вниз.
Станок для гибки стальных листов оснащен двусторонним устройством предварительного зажима.
Его уникальная конструкция позволяет двум нижним роликам заранее зажимать заготовку.
Верхний ролик представляет собой ролик, закрепленный и предварительно зажатый двумя нижними роликами через гидроцилиндры.
Листогибочный пресс
Листогибочный пресс представляет собой разновидность гибочного станка, используемого для гибки металлических листов.
Существует множество видов листогибочных прессов с различными системами питания.
Не менее трех валов на заднем упоре листогибочного пресса.
Следовательно, можно контролировать точность, скорость и ход листогибочного пресса.
Листогибочный пресс прост в эксплуатации и способен обрабатывать заготовки партиями.
Заключение
Существует множество видов гибочных станков, в том числе трубогибочные станки, листогибочные станки и листогибочные станки.
Каждый тип гибочного станка имеет определенные преимущества и недостатки, и вы можете выбрать подходящий станок в соответствии с производственными потребностями.
Гибочный станок можно выбрать в соответствии с требуемым производственным процессом, производительностью, бюджетом и другими факторами.
Наша компания предлагает полный спектр решений для обработки металла, включая ножницы, станки для лазерной резки, листогибочные прессы, долбежные станки и т.д.
Гидравлический листогибочный станок 600T
ХАРАКТЕРИСТИКИ СТАНКА:
- Гидравлический листогибочный станок со стильным дизайном, высокой жесткостью, высокой скоростью;
- Электрогидравлическая сервосистема, система управления с замкнутым контуром контролирует точность;
- Рабочий стол гидравлического листогибочного станка использует гидравлическую компенсацию прогиба для обеспечения точности заготовки;
- Гидравлический станок для гибки листового металла Задний упор приводится в действие серводвигателем, шарико-винтовой передачей и линейной направляющей, что обеспечивает точность позиционирования
Расчет расчетной силы изгиба или максимальной толщины изгиба для гидравлического листогибочного пресса с ЧПУ
Расчетная формула расчетной силы изгиба:
P=650*S*S*L/V
- P: Оценка Гидравлический пресс Тормоз Изгибающая сила (T)
- S: Толщина листа (мм)
- L: длина изгиба (м)
- V: Гидравлический листогибочный пресс Ширина раскрытия нижней матрицы V (мм)
ПРИМЕЧАНИЕ:
- Расчет силы изгиба гидравлического листогибочного станка с ЧПУ основан на использовании низкоуглеродистой стали (предел прочности на растяжение = 450 МПа).
 Для другого материала мы будем использовать постоянную времени K (связанную с прочностью материала на растяжение, твердостью, удлинением). например, символы пластины из нержавеющей стали могут различаться в зависимости от номера пластины. мы можем установить K=1,5.
Для другого материала мы будем использовать постоянную времени K (связанную с прочностью материала на растяжение, твердостью, удлинением). например, символы пластины из нержавеющей стали могут различаться в зависимости от номера пластины. мы можем установить K=1,5. - Обычно V (ширина отверстия V-образной формы гидравлического листогибочного станка с ЧПУ) может быть в 6–12 раз больше толщины листа. для тонкой пластины мы выбираем меньшее V-образное отверстие. в то время как для большей и более твердой пластины мы будем устанавливать большее V-образное отверстие. Чем больше V, тем больше радиус изгиба.
Гидравлический листогибочный станок с ЧПУ Вопросы, связанные с отгрузкой, разгрузкой и установкой
- Гидравлический станок для гибки листового металла с ЧПУ будет загружаться на стальной стеллаж. При погрузке/разгрузке тянуть или толкать будем только стальную рейку, чтобы не деформировать раму корпуса машины.

- На стенной раме машины есть подъемный крюк. Мы будем использовать стальной трос или цепь достаточной длины, чтобы поднять машину за крюк. Мы будем осторожны, чтобы избежать падения машины;
- Для гидравлического станка для гибки листового металла с ЧПУ большей мощности высота станка может быть близка к верхней части двери контейнера. когда мы вытаскиваем машину, мы должны быть осторожны, чтобы не повредить верхние части машины. Чтобы защитить детали, мы можем снять гидравлический клапан, двигатель или другие компоненты сверху. Пожалуйста, переустановите детали в соответствии с нашим руководством.
- Гидравлический станок для гибки листового металла с ЧПУ будет закреплен цепью или стальной проволокой внутри контейнера, покрытого пластиковой пленкой, чтобы избежать влаги во время морской перевозки.
- При получении гидравлического станка для гибки листового металла с ЧПУ заказчик должен снять стальную рейку под станком, подготовить фундамент для станка.

- Гидравлический станок для гибки листового металла с ЧПУ будет загружаться на стальной стеллаж. При погрузке/разгрузке тянуть или толкать будем только стальную рейку, чтобы не деформировать раму корпуса машины.