Долбежный станок по металлу – принцип работы, как сделать своими руками
- Особенности станков долбежного типа
- Принцип работы долбежного станка
- Основные модели станков
- Делаем долбежный станок своими руками
Долбежный станок, предназначенный для работы по металлу, является оборудованием, с помощью которого можно обработать труднодоступные места в металлических деталях. Основным назначением подобного оборудования, которое относится к категории узкоспециализированного, является создание элементов различного профиля, что осуществляется за счет выемки металла. Наряду с профессиональными, существуют и самодельные станки подобного типа, но принцип их работы практически не отличается.
Долбежный станок ГД-200
Особенности станков долбежного типа
И профессиональные, и самодельные долбежные станки состоят из одинаковых конструктивных элементов, которые и позволяют такому оборудованию эффективно выполнять все возложенные на него функции. Основой любого долбежного станка является станина, на которой крепятся его остальные конструктивные элементы: рабочий стол, долбяк — инструмент с острыми зубьями, кулисный механизм, коробка подач, привод, который может быть механическим, электрическим и гидравлическим.
Основой любого долбежного станка является станина, на которой крепятся его остальные конструктивные элементы: рабочий стол, долбяк — инструмент с острыми зубьями, кулисный механизм, коробка подач, привод, который может быть механическим, электрическим и гидравлическим.
Гидравлическим приводом оснащаются серийные долбежные станки, которые считаются профессиональным оборудованием. Работать на таком, более совершенном оборудовании, за счет наличия гидравлического привода значительно проще и удобнее. Самодельный станок для долбления металла имеет более простую конструкцию, но при этом способен успешно справляться со многими технологическими операциями.
Принцип работы долбежного станка продемонстрирован на видео:
В конструкции профессиональных долбежных станков имеется еще ряд важных элементов: охлаждающая система, системы, отвечающие за управление оборудованием и обеспечение бесперебойной работы всех узлов устройства.
Долбежный станок по металлу позволяет выполнять целый перечень технологических операций: формирование шпоночных пазов, канавок и шлицев на поверхностях как плоского, так и фасонного типа, получение вырезов и канавок в цилиндрических и конических отверстиях. Использовать такой станок можно для обработки внешних поверхностей, высота которых не превышает 320 мм, а также внутренних с глубиной не более 250 мм.
Перемещение рабочего стола данного оборудования может обеспечиваться при помощи ручной или механической передачи, а также выполняться по прямой линии или по кругу, что дает возможность выполнять на таком станке обработку зубчатых колес и других деталей из металла круглой формы. В отличие от профессионального, самодельный станок может выполнять обработку деталей только в двух плоскостях, что значительно уменьшает его функциональность.
Принцип работы долбежного станка
Обработка деталей из металла на долбежном станке осуществляется за счет возвратно-поступательного движения, которое в вертикальной плоскости совершает ползун и закрепленный в нем резец. Рабочая подача заготовки осуществляется за счет движения стола, на котором она закреплена.
Долбежный станок может работать в двух основных режимах: простом и сложном. При простом режиме заготовка из металла обрабатывается в упор, и резец, перемещаясь на требуемые расстояния, создает ряд отверстий, не отличающихся своими формами и размерами. Сложный режим предполагает обработку отверстий под углом и труднодоступных поверхностей, расположенных во внутренней части заготовок. Выполнить такие операции можно только на профессиональном оборудовании. Станок, сделанный своими руками, для них не приспособлен.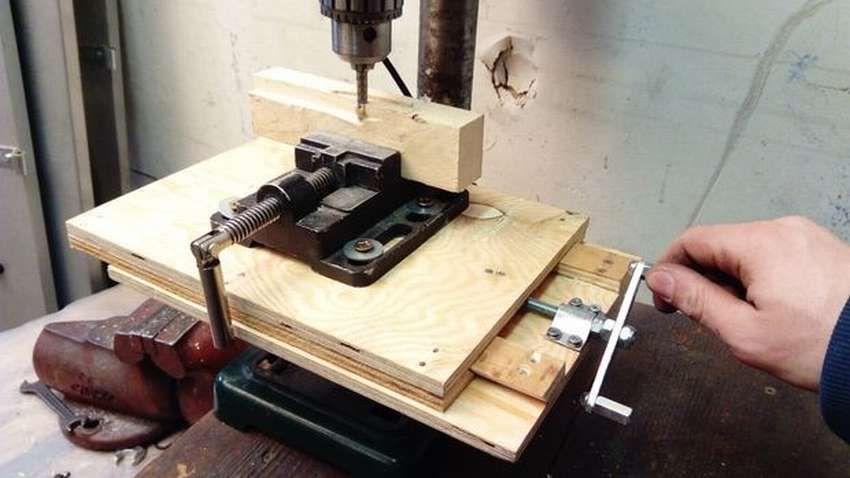
Долбежные станки, сделанные своими руками, оптимально подходят для оснащения небольших производств и частных мастерских, где с их помощью можно обрабатывать заготовки из цветных и черных металлов. Для крупных производств необходимо уже профессиональное оборудование, нередко оснащенное числовым программным управлением (ЧПУ).
Составить представление о том, как выглядят долбежные резцы для соответствующих станков, можно по фото ниже:
Резцы долбежные
Основные модели станков
Наиболее популярной и распространенной моделью долбежного станка по металлу является «ГД», которая представлена сериями 200 и 500. Более современным и функциональным является долбежный станок модели S315TGI, который также очень популярен у отечественных производителей. Такой станок, в отличие от более простых моделей и устройств, изготовленных своими руками, позволяет эффективно выполнять большой перечень технологических операций по металлу.
При выборе серийных долбежных станков нельзя просто ориентироваться на рекламные видео, следует учитывать ряд важных параметров. Одним из важнейших характеристик является максимальная высота заготовки, которую можно обрабатывать на станке. Значимыми параметрами такого станка по металлу также являются: мощность, размеры инструмента и возможность его регулировки, наличие продольного и поперечного хода, допустимый угол наклона и параметры скорости движения долбяка. При выборе такого станка также следует обращать внимание на его габариты и вес, влияющие на его устойчивость и удобство обслуживания, на комплектацию дополнительными устройствами, которые значительно увеличивают функциональность устройства.
Станок ГД-500
Делаем долбежный станок своими руками
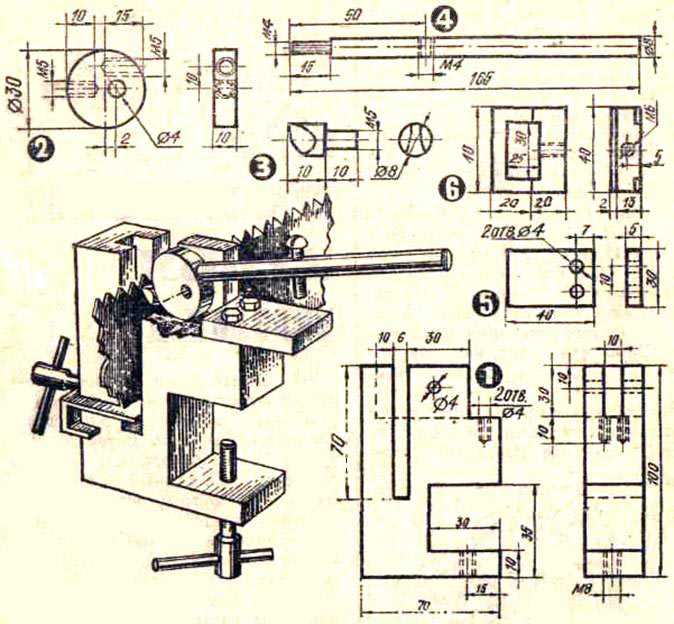
Чтобы изготовить своими руками самодельный долбежный станок, как минимум, необходим его чертеж. Любое подобное оборудование, по сути, является вертикально-строгальным станком с ручным приводом. Все конструктивные элементы такого станка размещаются на массивном основании (350х350х20 мм), которое одновременно является и его рабочим столом.
Все конструктивные элементы такого станка размещаются на массивном основании (350х350х20 мм), которое одновременно является и его рабочим столом.
На основании такого самодельного станка фиксируется стойка, изготовленная из стального стержня диаметром 40 мм и высотой 450–500 мм. По всей высоте стойки прорезан продольный паз, а на одном из его концов выполнена проточка, которая необходима для его соединения с фланцем. Такой фланец, который представляет собой массивную шайбу с одним центральным отверстием и тремя крепежными, расположенными по его окружности, необходим для обеспечения надежного крепления стойки к основанию. Стойка вставляется во фланец своим проточенным концом и надежно фиксируется в нем при помощи сварного соединения, а сам фланец крепится к основанию станка при помощи резьбового соединения.
Чертежи ручного долбежного станка, с помощью которого можно прорезать шлицы и пазы:
Самодельный долбежный станок
- Общая схема станка
- Консоль
- Оправка-резцедержатель
- Суппорт
На консоль насаживаются державка и консоль, между которыми устанавливается пружина сжатия. Достаточно сложным устройством является консоль, конструкция которой состоит из двух полых цилиндров: оправочного и стоечного, при помощи сварки соединенных перемычкой (квадратная труба сечением 60х60х2,5). В каждом из цилиндров делается отверстие с резьбой М12, которые необходимы для фиксирующего винта, удерживающего консоль от проворачивания (в стоечном цилиндре) и для установки стопорного винта в оправочном цилиндре. С двух противоположных сторон стоечного цилиндра необходимо приварить оси для рычагов подачи инструмента, которые изготавливаются из полушпилек или винтов с резьбой М12.
Достаточно сложным устройством является консоль, конструкция которой состоит из двух полых цилиндров: оправочного и стоечного, при помощи сварки соединенных перемычкой (квадратная труба сечением 60х60х2,5). В каждом из цилиндров делается отверстие с резьбой М12, которые необходимы для фиксирующего винта, удерживающего консоль от проворачивания (в стоечном цилиндре) и для установки стопорного винта в оправочном цилиндре. С двух противоположных сторон стоечного цилиндра необходимо приварить оси для рычагов подачи инструмента, которые изготавливаются из полушпилек или винтов с резьбой М12.
Сами рычаги и тяги такого самодельного долбежного станка изготавливаются из стальной полосы с размерами 30х8 мм. Скрепленные между собой шарнирно болтами-осями, рычаги и тяги надеваются на оси оправочного цилиндра и державки.
Следует сразу отметить, что на долбежном станке, изготовленном своими руками, за один проход можно осуществлять обработку детали из металла на глубину 0,2–0,3 мм.
Отдельно стоит рассказать о суппорте такого станка, который внешне напоминает машинные тиски. Заготовки из металла, которые предстоит обрабатывать, крепятся в трехкулачковом токарном патроне, смонтированном на верхней подвижной площадке суппорта. С помощью такого суппорта, который надежен и прост в эксплуатации, обеспечивается подача заготовки по отношению к режущему инструменту на глубину обработки.
Пример еще одной самоделки, сделанной собственными силами:
- Общий вид станка
- Схема станка
- Некоторые детали
На видео ниже представлен вариант самодельного долбежного станка с электроприводом:
Долбежный станок по металлу своими руками
Долбежные станки по металлу – устройства, предназначенные для обработки металлических заготовок. Аппараты данного типа относятся к узкоспециализированным станкам и способны создавать элементы самого разного типа посредством выемки металла. Долбежные станки по металлу можно приобрести в соответствующем магазине или сделать своими руками. Инструкцию по самостоятельному созданию устройства вы сможете найти в этой статье.
Аппараты данного типа относятся к узкоспециализированным станкам и способны создавать элементы самого разного типа посредством выемки металла. Долбежные станки по металлу можно приобрести в соответствующем магазине или сделать своими руками. Инструкцию по самостоятельному созданию устройства вы сможете найти в этой статье.
- Общая характеристика класса
- Выбор заводских аппаратов
- Станок своими руками
Общая характеристика класса
Профессиональное оборудование отличается от самодельного именно типом привода. Как правило, заводские станки оснащены гидравлическим приводом, который в домашних условиях сделать практически нереально. Гидравлика существенно ускоряет производственный процесс и облегчает работу оператора станка.
Гидравлика существенно ускоряет производственный процесс и облегчает работу оператора станка.
В то же время самодельные устройства, использующие механический или электрический привод, обладают достаточным потенциалом для выполнения качественной обработки металлических заготовок.
Станки долбежного типа способны выполнять следующие функции:
- Формирование пазов шпоночного типа на различных поверхностях.
- Создание канавок и вырезов в отверстиях разного рода.
- Обработка внешних и внутренних поверхностей (высота – до 32 см, глубина – до 25 см).
Кроме основных элементов конструкции, долбежные станки имеют еще ряд дополнительных деталей и узлов: системы охлаждения и управления, резервуары для сбора отходов производства, осветительные элементы. Принцип работы станка позволяет оснащать его численным программным управлением.
Рабочий стол устройства может быть и подвижным. Чаще всего этого эффекта достигают посредством ручной или механической передачи. Рабочая поверхность устройства может двигаться по прямой, или по кругу. Такой прием позволяет существенно расширить функциональные возможности станка.
Рабочая поверхность устройства может двигаться по прямой, или по кругу. Такой прием позволяет существенно расширить функциональные возможности станка.
Выбор заводских аппаратов
Чаще всего готовые станки долбежного типа покупают из модельного ряда «ГД», который на рынке представлен несколькими сериями. Это довольно устаревшие аппараты, которые, однако, обладают достаточным набором функциональных возможностей и полностью подходят для использования в домашних мастерских.
Для более качественной и быстрой обработки деталей выбирают станки зарубежного производства. Они позволяют выполнять широкий спектр работ по металлу.
При покупке станков следует обращать внимание не только на фирму производителя и расположение ее производственных мощностей, но и на наиболее важные технические характеристики устройств.
В первую очередь это касается параметров обрабатываемых заготовок, мощность инструмента, его размеры и функциональные возможности, допустимый угол для наклона. Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
При выборе устройств всегда учитывайте будущее место их расположения. Для домашних мастерских подойдут небольшие по габаритам станки со средней или малой мощностью. Это позволит сэкономить место и электроэнергию. Для производств покупают более мощные аналоги с внушительными габаритами. Стоит также учитывать уровень квалификации человека, который будет работать за тем или иным аппаратом.
Видео: самодельный настольный долбежный станок по металлу.
Станок своими руками
Свой долбежный станок, со средним уровнем функциональных возможностей, можно сделать относительно быстро и дешево, но для этого потребуется определенная схема изготовления. Самодельное устройство должно быть вертикальной компоновки и работать на ручном приводе. Все другие концепции тоже осуществимы, но на их изготовление пойдет гораздо больше времени и ресурсов.
- В первую очередь необходимо создать рабочий стол для станка. Наиболее оптимальные размеры этого элемента строения находятся в районе 35Х35Х2 см.
- К этому рабочему столу приделывают стальной стержень-стойку с диаметром не меньше 4 сантиметров. Его высота должна составлять от 45 до 50 см. Для прикрепления стержня к фланцу, на его конце выполняют специальную проточку. По всей высоте стойки прорезан продольный паз.
- В нашем случае фланец – это большая шайба, в центре которой есть отверстие. Элемент оснащен тремя фиксаторами, посредством которых он и крепится к стойке.
- Стойка продевается во фланец своим проточенным концом и приваривается к нему. Фланец, в свою очередь, крепится к рабочему столу при помощи резьбы.
- На стержень насаживают консоль и державку, между которыми находится пружина для сжатия.
- Консоль состоит из двух элементов в форме цилиндра. Они пустые внутри и соединяются посредством перемычки и сварки. В качестве перемычки рекомендуют использовать трубу квадратного типа с сечением 60Х60Х2,5.
 С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи.
С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи. - Рычаги изготавливают из стальной полосы с размерами 3 на 1 см. Элементы крепятся к оси цилиндра и державки.
- Суппорт станка визуально должен напоминать обычные тиски. Металлические заготовки крепятся в фиксаторе трехкулачкового типа. Он устанавливается на верхней активной площадке суппорта. Именно посредством такого узла заготовка подается к режущему инструменту.
Стоит отметить, что в зависимости от применяемых чертежей и параметров готового самодельного устройства, за один проход можно осуществить обработку металлической заготовки на глубину от 0,3 до 0,5 мм.
Republished by Blog Post Promoter
Долбильный станок 6″ ДЮЙМОВ (150 мм) — Шпоночный паз — Поворотный стол — Пробивной станок — Нарезание внутренних канавок или шпоночных паза — Зубчатый паз
Мы делаем постоянные ходы в долбежном станке, и каждый ход дает реакцию на зубья главной шестерни. Для такого непрерывного хода шестерни должны быть жесткими для работы в течение 15 лет Принимая во внимание качество и точность работы, мы используем Тяжелые косозубые шестерни DP-8 в нашем долбежном станке. Он изготовлен из литья марки GCI-25. С помощью косозубых шестерен мы можем получить больше шлифовальных работ. Как правило, запасные шестерни дают нагрузку на 1 зуб , в то время как косозубая шестерня дает нагрузку на 2 зуба , поэтому вероятность поломки очень велика.
Для такого непрерывного хода шестерни должны быть жесткими для работы в течение 15 лет Принимая во внимание качество и точность работы, мы используем Тяжелые косозубые шестерни DP-8 в нашем долбежном станке. Он изготовлен из литья марки GCI-25. С помощью косозубых шестерен мы можем получить больше шлифовальных работ. Как правило, запасные шестерни дают нагрузку на 1 зуб , в то время как косозубая шестерня дает нагрузку на 2 зуба , поэтому вероятность поломки очень велика.
Преимущества косозубых передач:
- На бесшумная и плавная работа –
- Использование косозубых передач снижает уровень шума
- Двойная грузоподъемность и Увеличенный срок службы зубьев
- Подходит для черновых рабочих .
- Нет необходимости менять до 15 лет.
Ось Y – главная направляющая является важной частью долбежного станка. Точность и эффективность зависят от оси Y. Поэтому наши опытные инженеры приложили все усилия при создании этой машины.
Точность и эффективность зависят от оси Y. Поэтому наши опытные инженеры приложили все усилия при создании этой машины.
Особенности нашего ходового штока/шпинделя:
- Наш поршень имеет длину 450 мм .
- Изготовлен из материала CI с надлежащей шлифовкой и отделкой.
- Прямолинейность и параллельность нашего поршня 20 микрон.
- Для более высокой и совершенной точности мы проверяем и тестируем каждую деталь с помощью прямой край.
- Одной из важных особенностей нашего шпинделя является взаимозаменяемость . Иногда из-за повреждений и других проблем заказчику требуются эти детали. Таким образом, в то время они могут легко и быстро обмениваться этими частями.
- Основание долбежного станка напрямую влияет на жесткость и вибрацию станка.

- Из-за использования жесткого литья и тяжелого материала вес нашего станка почти на 80/100 кг больше, чем у других производителей станков, по этой причине мы известны своими безвибрационными долбежными станками.
- Максимальная режущая способность в MS Material: 12 мм на Инструмент из пеноматериала.
- Мы тестируем и работаем с машиной после проверки базового уровня на правильность.
- Мы используем нейлон гайки для подключения дороги. Это хромированная гайка, поэтому она пыленепроницаемая.
Преимущества использования нейлоновой гайки:
Иногда, когда масло в насосе переполняется или оператор забывает смазать масло, невозможно повредить основание из-за этой нейлоновой гайки. Даже это также увеличивает жизнь Соединительной дороги.
Мы всегда думаем, что машина должна безопасно достигать пола клиента. Таким образом, учитывая транспортные проблемы и удобство клиентов, мы даем строповочный крюк , встроенный в машину. Цель предоставления такой опции — безопасно и без повреждений перевозить машины. Наш строповочный крюк легко выдерживает вес до 500-700 кг.
Таким образом, учитывая транспортные проблемы и удобство клиентов, мы даем строповочный крюк , встроенный в машину. Цель предоставления такой опции — безопасно и без повреждений перевозить машины. Наш строповочный крюк легко выдерживает вес до 500-700 кг.
- Разный размер шпинделя зависит от материала. Он отличается материалом, весом и размером работы. Итак, учитывая это, мы дали вариант 3-скоростной шкив в нашей машине, поэтому пользователь может управлять им в три разных этапа.
- Скорость может варьироваться для эффективной работы в зависимости от веса и размера работы, типа материала работы.
- Мы используем самосмазывающийся подшипник 6206 – ZZ в главном шкиве двигателя.
- Срок службы нашего моторного шкива 3 лет .
Помогает найти цель
| Модель | GMT – 45 (150 мм)(6″) |
| РЕГУЛИРУЕМЫЙ ХОД | от 10 мм до 150 мм |
| ПРОДОЛЬНОЕ ПЕРЕМЕЩЕНИЕ | 220 мм |
| ПОПЕРЕЧНОЕ ДВИЖЕНИЕ | 110 мм |
| СКОРОСТЬ ДВИЖЕНИЯ | 3 скорости |
| РЕГУЛИРОВКА ПАМЯТИ | 150 мм |
| ЭЛЕКТРОДВИГАТЕЛЬ | 1 л. с. с. |
| А | 210 мм |
| Б | 310 мм |
| С | 280*280 мм |
Инновации с целью
Рычаг регулировки хода:
| |
Встречный шкив:
| |
Салазки оси Z:
| |
| Подставка для вращающегося стола: Особенностью нашей стойки с поворотным столом является то, что мы обеспечиваем ее с идеальным выравниванием и надлежащим шлифованием поверхности , так что мы получаем точность до 20 микрон все виды работ. Как правило, другие производители слотов делают это просто.
|

ВЫДЕРЖАТЬ США, чтобы подавать больше
БЕСПЛАТНЫЕ АКСУАССОВ:
- БОРИЧЕСКИЙ.

- Счетчик шкива двигателя
- В — Ремень
Дополнительное оборудование :
- Поворотный стол с соотношением сторон 36:1
- Диаметр передаточного числа – 250 мм
- Электродвигатель
- Переключатель
- Настоящий патрон
- В — Ремень
Мы здесь, чтобы помочь вам
1) Каков будет гарантийный срок этого слот-машины?
A: Как правило, поставщики долбежных станков предоставляют только один год гарантии на токарный станок. И это не надлежащая отдача в соответствии с вашими инвестициями. В то время как мы предоставляем 3 года гарантии на нашу продукцию. Если в вашей машине повреждены какие-либо детали, мы также предоставляем бесплатное обслуживание запчастей в течение гарантийного срока самой быстрой курьерской службой.
2) Сколько моделей доступно в слот-машине?
a: 1) 6 ”3 -й ударная емкость
2) 10 -дюймовая емкость
3) 12” емкости удара
3) Какие аксессуары я должен покупать с помощью Slotting Machine?
A: автоматическая подача, электродвигатель, вертикальное приспособление, приспособление для резки реек, приспособление для прорезания пазов, делительная головка, насос охлаждающей жидкости с фитингами, истинный патрон, переходник для фрезерования, торцевая фреза, фрезерные тиски, фрезерная цанга и т. д.
д.
4) Вы принимаете внутренние аккредитивы?
О: Да, принимайте внутренние аккредитивы на 60 дней в кредит. Как правило, наши 75% клиентов покупают машины у нас с кредитом на 60 дней через простой процесс аккредитива. Когда продавец неизвестен или является новым для покупателя, аккредитив является одной из хороших альтернатив для ведения бизнеса с таким новым продавцом, поскольку покупатель может избежать риска с помощью такого письма. Аккредитив — это дополнительная выгода для покупателя, с помощью которой он может также защищает от убытков против товаров и финансов. Покупатель может встроить гарантии в аккредитив, включая проверку товаров и контроль качества, а также установить сроки производства и доставки.
Прорезная головка бедняка | Главная Модель Форум машинистов двигателей
Тимо_Гросс
Известный член
- #1
Привет,
Меня все время отвлекают. Читаю это в ветке по нарезанию зубчатых колес. …..
Призрак сказал:
Привет всем,
Теперь только двигатель, еще нужно сделать шпонку 1/16″ в ведущей шестерне, затем термообработать шестерни.
В результате починил мою бедняжную головку с прорезями. Заменил не очень удачный ласточкин хвост на 2-ручную линейную рейку.
Время потрачено зря? Как бы то ни было, забавный проект. В качестве привода используется редукторный двигатель 10:1.
Теперь мне нужно снять головку шпинделя с фрезерного станка, чтобы установить тяжелую вещь. Лучшее решение для замены было бы разумным.
Я вырезал зубчатую рейку из латуни толщиной 6 мм. Он ведет себя с самодельной шестерней (справа) и пластиковой шестерней из бракованного принтера.
Как правильно выровнять отверстие по отношению к фрезе – это сейчас сложная задача. Если у кого-то есть хороший совет, было бы здорово.
дджк
Известный член
- #2
timo_gross сказал:
Как правильно выровнять отверстие по отношению к фрезе – это сложная задача.
Нажмите, чтобы развернуть…
Я могу говорить только о врезке в формирователь, но это может натолкнуть вас на некоторые идеи.
Прорезной стержень в формирователе имеет круглую форму с квадратным отверстием для насадки. Я делаю втулку с наружным диаметром по размеру отверстия для прорезки, с внутренним диаметром по диаметру прорезного стержня. Наденьте деталь на нее, коснитесь ею средства зажима (тиски, угловая пластина), и она автоматически выровняется.
Я делаю втулку с наружным диаметром по размеру отверстия для прорезки, с внутренним диаметром по диаметру прорезного стержня. Наденьте деталь на нее, коснитесь ею средства зажима (тиски, угловая пластина), и она автоматически выровняется.
Если ваш стержень квадратный и вертикальный, и вы хотите использовать круглую насадку, вы можете использовать круглый стержень с перпендикулярным отверстием в нем размером с насадку, зажатым вертикально.
Принцип заключается в том, чтобы выровнять деталь с режущим инструментом и затем зажать ее, а не пытаться выровнять инструмент с деталью после зажима.
Тимо_Гросс
Известный член
- #3
диджей сказал:
Принцип заключается в том, чтобы выровнять деталь с режущим инструментом, а затем зажать ее, а не пытаться выровнять инструмент с деталью после зажима.
Нажмите, чтобы развернуть…

Здравствуйте, спасибо за ответ. Вертикальная самоделка и формирователь, вероятно, очень похожи, все, что мне нужно сделать, это наклонить голову на 90°.
Моя хлипкая мельница для хобби не такая жесткая, что я пытаюсь компенсировать небольшими надрезами.
Попытка использовать какой-либо установочный штифт или втулку и позволить заготовке плавать перед зажимом, вероятно, является эффективным подходом.
Использование круглого долбяка с отдельной насадкой может быть затруднительным, потому что мое отверстие в шестерне имеет диаметр всего 8 мм, но когда я вытачиваю долбежный инструмент из 8-миллиметрового стержня из быстрорежущей стали вместо квадратного, я могу использовать верхнюю часть для лингмента и нижняя часть для прорези. (сделал набросок, как я себе инструмент представляю)
Тогда мне как раз нужен переходник-хомут для установки штанги.
Гретингс Тимо
Последнее редактирование:
Тимо_Гросс
Известный член
- #4
Я попытался сделать инструмент, теперь следующий шаг — попытаться как-то прикрепить его к машине.
Работаю над этим.
Тимо_Гросс
Известный член
- #5
[QUOTE=»djc, post: 378530, member: 181″
Принцип заключается в том, чтобы выровнять деталь с режущим инструментом и затем зажать ее, а не пытаться выровнять инструмент с деталью после зажима.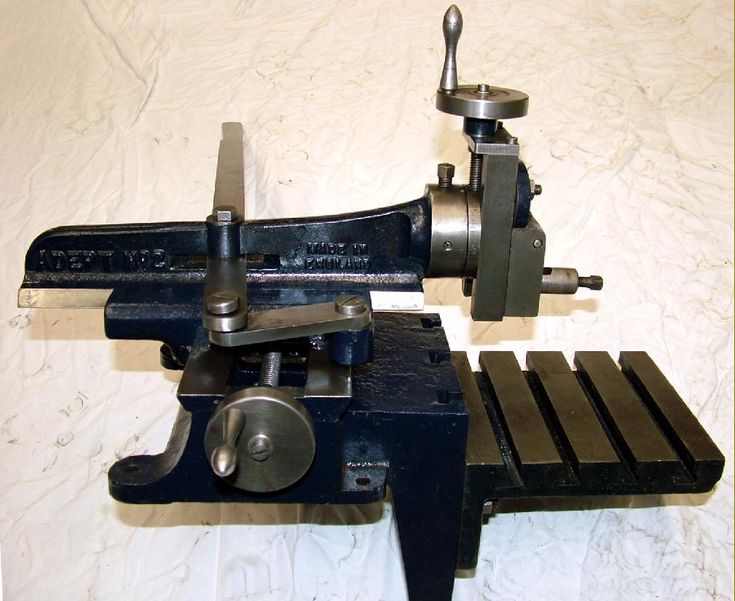
[/QUOTE]
Здравствуйте, да заработало. Возможно, это станет обычной процедурой.
Опустил инструмент цилиндрической частью в канал ствола, затем зажал и обнулил положение. Отрегулируйте z-высоту и… ВПЕРЕД!.
Дрофиллер
Известный член
- #6
Почему вы не используете толкательную протяжку, они не слишком дороги здесь, в Великобритании, делают хорошую работу, и ваше время тратится на моделирование, а не на изготовление инструментов!
Тимо_Гросс
Известный член
- #7
Дрофилер сказал:
Почему вы не используете нажимную протяжку, они не слишком дороги здесь, в Великобритании, делают хорошую работу, и ваше время тратится на моделирование, а не на изготовление инструментов!
Нажмите, чтобы развернуть…
Да ты меня поймал. Является ли изготовление инструментов частью хобби или откладыванием на потом? Возможно и то, и другое, сделано много оснастки, моделей пока не так много… .
Серьезно: сначала я пытался найти прошивку на месте, но, кажется, никто не использует ее здесь, если только она не предназначена для массового производства.
У меня нет пресса для проталкивания толкающей протяжки, подойдет ли хвостовая бабка токарного станка?
Привет Тимо
Виетти
Известный член
- #8
Некоторые домашние оружейники используют большую фрезу типа Бриджпорт для прошивания паза на однозарядных ружьях и т. д. Я полагаю, что меньшая фреза могла бы работать, если бы глубина резания была меньше.
Тимо_Гросс
Известный член
- #9
Виетти сказал:
Некоторые домашние оружейники используют большую фрезу типа Бриджпорт для прошивания паза на однозарядных ружьях и т. д. Я полагаю, что меньшая фреза могла бы работать, если бы глубина резания была меньше.
Нажмите, чтобы развернуть…

На самом деле сейчас работает нормально. Внутренние шпоночные пазы шириной 2 мм в шестернях из мягкой стали шириной 10 мм заняли около 90 секунд, чтобы настроить и выполнить разрез.
Глубина резания находится в диапазоне 0,02 или 1/1000 дюйма за ход. В настоящее время я не вижу большого выигрыша в попытках увеличить ее скорость еще больше.
Дрофиллер
Известный член
- #10
Таким образом, изготовление инструментов окупилось, я сделал довольно много шестерен со шпоночными канавками и быстро обнаружил, что использование прорезной головки довольно медленное, и перешел на протяжку. Я также обнаружил, что шпоночные канавки с меньшей вероятностью будут коническими.
Я также обнаружил, что шпоночные канавки с меньшей вероятностью будут коническими.
СмитДор
Известный член
- #11
Дрофилер сказал:
Таким образом, изготовление инструментов окупилось, я сделал довольно много шестерен со шпоночными канавками и быстро обнаружил, что использование прорезной головки довольно медленное, и я пошел на протяжку, я также обнаружил, что шпоночные канавки с меньшей вероятностью будут сужаться.
Нажмите, чтобы развернуть…
Я все думаю о том, чтобы использовать на мельнице рукоятку и перо сверла. Возможно, с помощью низкоскоростной ручной дрели или мотор-редуктора для подачи питания.
Возможно, с помощью низкоскоростной ручной дрели или мотор-редуктора для подачи питания.
Дэйв
ослепление
Известный член
- #12
Привет
Я сделал простой инструмент, который держится в пиноли тайваньского фрезерного станка бедняка.
Тимо_Гросс
Известный член
- №13
Дрофилер сказал:
Таким образом, изготовление инструментов окупилось, я сделал довольно много шестерен со шпоночными канавками и быстро обнаружил, что использование прорезной головки довольно медленное, и я пошел на протяжку, я также обнаружил, что шпоночные канавки с меньшей вероятностью будут сужаться.
Нажмите, чтобы развернуть…
Здравствуйте,
Я только что узнал, что теперь я могу купить шпоночную протяжку 2 мм без втулок менее чем за 20 долларов США у людей с Aliexpress.
Когда я проверял некоторое время назад, я не мог найти меньше, чем 4 мм.
Я до сих пор заставляю себя верить, что это окупилось.
Ради удовольствия попробовать сделать свою собственную «рабочую модель» слот-машины. Хотя это не отливки, а скорее пруток.
Конус как минимум не «виден», если мерить достаточно точно…. обязательно обнаружится бардак, так что лучше не мерить. (но пока можно использовать)
Поскольку инструмент имеет тот же размер, что и отверстие, 8 мм в направлении прорези, он, возможно, настолько жесткий, насколько это возможно. (если только я не выточу один из карбида и не усилю всю установку).
Инструменты дешевы; время на заточку инструмента не учитывается. Заготовки из быстрорежущей стали не ломаются при весе менее 2 фунтов за штуку, подходят для изготовления двух долбежных станков.
Я надеюсь, что смогу использовать машину для выполнения других работ по прорези. Зубчатые рейки уже можно.
Квадратные отверстия?
дазз сказал:
Привет
Я сделал простой инструмент, который держится в пиноли тайваньского фрезерного станка бедняка.Нажмите, чтобы развернуть…
Насколько велик ваш инструмент? Наверняка он очень универсальный, из него можно сделать множество фрез разной формы.
Машина на фотографиях родом из Китая (наверное), она живет на Тайване, японский редукторный двигатель мощностью 0,4 кВт, 4-полюсный, работает от нуля до 90 Гц.
Используемые параметры резания: 230 ходов в минуту и подача 2 мм/мин.
Думаю, ручная крутка может надоесть. Я также думаю, что относительно высокая скорость придает ему некоторый импульс, и это, вероятно, помогает в разрезе.
Привет Тимо
Последнее редактирование:
ослепление
Известный член
- №14
timo_gross сказал:
Привет,
Я только что узнал, что теперь я могу купить шпоночную протяжку 2 мм без втулок менее чем за 20 долларов США у людей с Aliexpress.
Когда я проверял некоторое время назад, я не мог найти меньше, чем 4 мм.Я до сих пор заставляю себя верить, что это окупилось.
Ради удовольствия попробовать сделать свою собственную «рабочую модель» слот-машины. Хотя это не отливки, а скорее пруток.
Конус как минимум не «виден», если мерить достаточно точно…. обязательно обнаружится бардак, так что лучше не мерить. (но пока можно использовать)
Поскольку инструмент имеет тот же размер, что и отверстие, 8 мм в направлении прорези, он, возможно, настолько жесткий, насколько это возможно. (если только я не выточу один из карбида и не усилю всю установку).
Инструменты дешевы; время на заточку инструмента не учитывается. Заготовки из быстрорежущей стали не ломаются при весе менее 2 фунтов за штуку, подходят для изготовления двух долбежных станков.Я надеюсь, что смогу использовать машину для выполнения других работ по прорези. Зубчатые рейки уже можно.
Квадратные отверстия?Насколько велик ваш инструмент? Наверняка он очень универсальный, из него можно сделать множество фрез разной формы.
Машина на фото родом из Китая (наверное), она живет на Тайване, японский мотор-редуктор 0,4кВт 4-х полюсный работает между нулем и 90 Гц.
Используемые параметры резания: 230 ходов в минуту и подача 2 мм/мин.Думаю, ручная крутка может надоесть. Я также думаю, что относительно высокая скорость придает ему некоторый импульс, и это, вероятно, помогает в разрезе.
Привет Тимо
Нажмите, чтобы развернуть…
Размер такой, какой вам нужен.
С тех пор, как я сделал этот инструмент, у меня теперь есть копировальный фрезерный станок Deckel со долбежным станком.
Он работает так же, за исключением того, что теперь он приводится в действие двигателем
вазрус
Известный член
- №15
Броши. У меня их немного, это дорогие мелочи, а рынок коротких брошек не так уж и хорош. Поэтому я сделал свой собственный, используя куски простой круглой стали, подходящие для работы, и режущие бруски длиной около 200 мм, обработанные с конусом на задней части, чтобы обеспечить рез 0,015 дюйма за проход. Круглая сталь имеет очень обработан глубокий шпоночный паз, длина которого позволяет посадить режущий брус. Режущий брус просто упаковывается при каждом последующем резе, чтобы обеспечить рез 0,15 дюйма за проход. На концах стержня в прорези используется небольшая латунная упорная «заглушка». режущие бруски довольно просто изготавливаются из бруска быстрорежущей стали толщиной, скажем, 3/16 дюйма или 1/8 дюйма или любой другой, на 1/2 дюйма. Брус перемещается вперед-назад для каждого зуба. Боковой зазор, как я обнаружил, не нужен, фрезы довольно параллельны. Форма зуба мало чем отличается от формы, используемой дисковыми пилами по дереву, без «набора». Я проделал всю работу с помощью пресса с оправкой 3T. Я успешно вырезал десятки шпоночных пазов в большинстве материалов, а резцы для протяжки довольно легко затачиваются. Я никогда не ломал ни одну из этих протяжек. У меня есть формирователь и мой протяжки в значительной степени заменили фасонный процесс для шпоночных пазов.0005
Круглая сталь имеет очень обработан глубокий шпоночный паз, длина которого позволяет посадить режущий брус. Режущий брус просто упаковывается при каждом последующем резе, чтобы обеспечить рез 0,15 дюйма за проход. На концах стержня в прорези используется небольшая латунная упорная «заглушка». режущие бруски довольно просто изготавливаются из бруска быстрорежущей стали толщиной, скажем, 3/16 дюйма или 1/8 дюйма или любой другой, на 1/2 дюйма. Брус перемещается вперед-назад для каждого зуба. Боковой зазор, как я обнаружил, не нужен, фрезы довольно параллельны. Форма зуба мало чем отличается от формы, используемой дисковыми пилами по дереву, без «набора». Я проделал всю работу с помощью пресса с оправкой 3T. Я успешно вырезал десятки шпоночных пазов в большинстве материалов, а резцы для протяжки довольно легко затачиваются. Я никогда не ломал ни одну из этих протяжек. У меня есть формирователь и мой протяжки в значительной степени заменили фасонный процесс для шпоночных пазов.0005
ослепление
Известный член
- №16
Hi
Это новейшая разработка долбежного инструмента. Это сделано для того, чтобы превратить глухое круглое отверстие в квадратное.
Отверстие слишком маленькое, чтобы поместиться в держатель инструмента, поэтому круглое сверло будет обрезано под прямым углом, чтобы поместиться в отверстие, и разрежется на квадрат.
В качестве альтернативы можно впаять кусок быстрорежущей стали в паз, как показано на 2-м держателе инструмента.
Ни один из них нельзя купить, но их легко сделать.
Тимо_Гросс
Известный член
- # 17
дазз сказал:
Hi
Это последняя разработка для долбежного инструмента. Это сделано для того, чтобы превратить глухое круглое отверстие в квадратное.
Отверстие слишком маленькое, чтобы поместиться в держатель инструмента, поэтому круглое сверло будет обрезано под прямым углом, чтобы поместиться в отверстие, и разрежется на квадрат.В качестве альтернативы можно впаять кусок быстрорежущей стали в паз, как показано на 2-м держателе инструмента.
Ни один из них нельзя купить, но их легко сделать.Нажмите, чтобы развернуть…
Если выровняете глухое отверстие, фреза просто будет двигаться вверх и вниз? Фишки закончились?
ослепление
Известный член
- # 18
Привет
Я просверлю канавку в основании отверстия, чтобы обеспечить зазор между стружкой и инструментом.
Плохие вещи произойдут, если инструмент просто остановится в конце отверстия.
Озвес007
Известный член
- # 19
Шпоночные канавки с глухими отверстиями обычно заканчиваются отверстием, немного превышающим размер шпонки. Это позволяет сохранить структурную целостность запираемого устройства. Подрезка может привести к отказу в подрезке.