1
Первый слайд презентации: Лущильный станок
Изображение слайда
2
Слайд 2
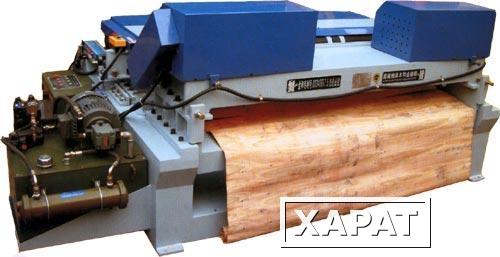
Лущильный станок
Предназначается для получения тонкой поперечной стружки, так называемого лущёного Шпон а, из коротких брёвен ( чураков ). Применяется в мебельной промышленности, в фанерном и спичечном производствах и других. При лущении нож, установленный на суппорте, срезает по всей длине вращающегося чурака слой древесины (шпон) в виде широкой непрерывной ленты. Для повышения прочности шпона и улучшения качества его поверхности при лущении производится обжим древесины прижимной линейкой, а чураки подвергают гидротермической обработке (например, пропарке). Толщина шпона, получаемого на Л. с.,колеблется от 0,1 до 10 мм, скорость резания от 1 до 6 м/сек, углы резания обычно не превышают 27°.
Толщина шпона, получаемого на Л. с.,колеблется от 0,1 до 10 мм, скорость резания от 1 до 6 м/сек, углы резания обычно не превышают 27°.
Изображение слайда
3
Слайд 3: Принцип работы лущильного станка
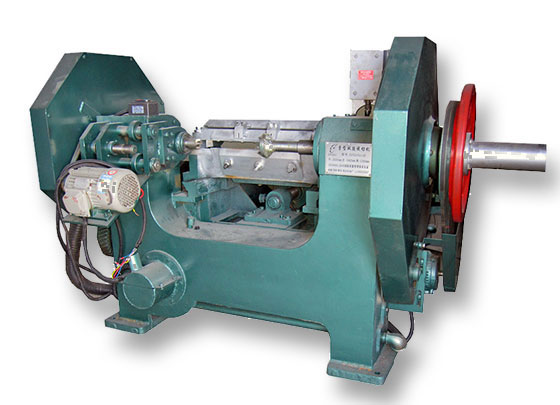
Бревно совершает вращательное движение – главное движения Нож совершает медленное поступательное движение в направлении этой же оси. Лущильные станки конструктивно приспособлены для выполнения единственной задачи – срезания непрерывной тонкой ленты древесины при помощи широкого резца с цилиндрического бревна, которое вращается в центрах.
Изображение слайда
4
Слайд 4
Чтобы получаемый на таком оборудовании шпон (снимаемая древесная стружка) не ломался и не распадался на отдельные фрагменты, перед лущением бревно подвергают специальной гидротермической обработке с последующим обжимом особой обжимной линейкой, которая располагается непосредственно перед резцом.
Изображение слайда
5
Слайд 5: Использование продукции лущильного станка
На лущильных станках делают лущеный шпон в виде тонкой деревянной ленты заданной толщины (от 0,35 мм до 4 мм с градацией 0,25 мм). Полученную ленту при помощи специальных ножниц разрезают на листы, размер которых регламентируется ГОСТом, после чего сушат, сортируют, обрезают (при необходимости) и складывают в стопы. Ширину листов шпона измеряют поперек древесных волокон, а длину – по направлению волокон древесины. Такой шпон широко используют для производства фанеры и других клеено-слоистых плит, облицовки поверхности деревянных изделий, изготовления корзинок и другой тары. Для получения лущеного шпона используют различные породы древесины – кедр, пихту, сосну, осину, ильм, ясень, клен, березу, лиственницу, ель, тополь, липу, бук, дуб, ольху.
Изображение слайда
6
Слайд 6: Лущеный шпон
Изображение слайда
7
Слайд 7
Лущильный станок ЛУ17-4: 1 — чурак ; 2 — опорный люнет; 3 — суппорт.
Изображение слайда
8
Слайд 8
Лущильные станки по техническим показателям подразделяют: — по наибольшему расстоянию между центрами шпинделей. Это расстояние определяет максимально возможную длину ножа и длину чураков, подлежащих лущению. Наиболее распространенными являются станки для лущения чураков длиной 1350, 1650, 1950 мм. Длина чурака определяется размерами листов шпона; — по высоте центров шпинделей над станиной. Высота центров определяется наибольшим радиусом чурака с припуском 100—150 мм.
Отечественные станки рассчитаны на лущение сырья диаметром 60—70 см. Иностранные фирмы выпускают станки для лущения чураков диаметром более 80 см.
Лущильный станок ЛУ-17-4 состоит из следующих основных частей: станины, двух шпиндельных бабок, суппорта кинематического узла, механизма поджима, центровочно-загрузочного приспособления.
Станина станка служит для крепления всех основных частей станка, восприятия динамических нагрузок резания и вспомогательных операций лущения.
Станина представляет собой жесткую сварную раму из двутавровых балок, на которой установлены чугунные шпиндельные бабки. В раме имеется щель для выброса карандаша вниз на транспортер.
Это расстояние определяет максимально возможную длину ножа и длину чураков, подлежащих лущению. Наиболее распространенными являются станки для лущения чураков длиной 1350, 1650, 1950 мм. Длина чурака определяется размерами листов шпона; — по высоте центров шпинделей над станиной. Высота центров определяется наибольшим радиусом чурака с припуском 100—150 мм.
Отечественные станки рассчитаны на лущение сырья диаметром 60—70 см. Иностранные фирмы выпускают станки для лущения чураков диаметром более 80 см.
Лущильный станок ЛУ-17-4 состоит из следующих основных частей: станины, двух шпиндельных бабок, суппорта кинематического узла, механизма поджима, центровочно-загрузочного приспособления.
Станина станка служит для крепления всех основных частей станка, восприятия динамических нагрузок резания и вспомогательных операций лущения.
Станина представляет собой жесткую сварную раму из двутавровых балок, на которой установлены чугунные шпиндельные бабки. В раме имеется щель для выброса карандаша вниз на транспортер.
Изображение слайда
9
Последний слайд презентации: Лущильный станок
Изображение слайда
Презентация по технологии у мальчиков на тему Пиломатериалы (5 класс) доклад, проект
- Главная
- Разное
- Образование
- Спорт
- Естествознание
- Природоведение
- Религиоведение
- Французский язык
- Черчение
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Математика
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, фоны, картинки для презентаций
- Экология
- Экономика
Презентация на тему Презентация по технологии у мальчиков на тему Пиломатериалы (5 класс), предмет презентации: Технология. Этот материал в формате pptx (PowerPoint) содержит 32 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Этот материал в формате pptx (PowerPoint) содержит 32 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Пиломатериалы
Хлыст — спиленные стволы деревьев и лишённые веток.
Бревно – часть хлыста.
ПИЛОМАТЕРИАЛ —
это материал, полученный
при продольном распиливании
ствола дерева.
БРУС
Длинный кусок дерева, обычно прямоугольного или кругового сечения (толщина и ширина не менее 100мм)
Бруски
длинные куски дерева, обычно прямоугольного или кругового сечения (толщина и ширина менее 100 мм)
Доски — плоские с обеих сторон куски дерева небольшой толщины, выпиленные из бревна (толщина до 100 мм, не менее толщины должна быть ширина)
Обрезные
Необрезные
Пластины — плоские полосы какого-либо твердого или упругого материала с гладкой поверхностью (бревно распилено пополам)
Четвертина — четвертая часть бревна, распиленного вдоль накрест (по двум взаимно перпендикулярным диаметрам, то есть бревно распилено на 4 части)
Горбыль
крайняя доска, выпуклая с одной стороны, получающаяся при продольной распилке бревен (выпиленная боковая часть древесины)
При продольном распиливании стволов деревьев на лесопильных рамах получают различные пиломатериалы: брусья, бруски, доски, пластины, четвертины и горбыль.
Древесные материалы
Фанера – получают путём наклеивания друг на друга трёх (или более) тонких листов древесины – шпона.
«Шпон» – щепка, стружка, срезают (лущат) острым ножом специального станка при вращении бревна длиной около 2 метров.
Древесностружечные плиты
ДСП – получают путём прессования и склеивания измельчённой древесины в виде стружек, опилок, древесной пыли. Для её получения используют отходы и даже кору.
Плиты
изготавливают
толщиной около
10 – 26 мм.
Древесноволокнистые плиты
ДВП – прессуют в виде листов из пропаренной и измельчённой до отдельных волокон древесной массы.
Применяют для внутренней отделки помещений, в производстве мебели.
Недостатком фанеры является то, что она боится сырости. Плита разбухает, теряет прочность и рассыпается.
Элементы пиломатериалов
ТЕСТ
Древесина — природный конструкционный материал. Пиломатериалы и древесные материалы
1)Как называется тонкий слой клеток, расположенный между корой и древесиной?
а)камбий;
в)заболонь;
г)ядро.
б)кора;
2)Каким способом выполняется тангенциальный разрез ствола дерева?
а)поперек оси ствола;
в)параллельно сердцевине с удалением на некоторое расстояние.
б)вдоль оси ствола, через сердцевину;
3)Какая из пород древесины не является хвойной?
а)сосна;
в)пихта;
г)ольха.
б)кедр;
4)Какой из видов пиломатериалов называется брус?
а)пиломатериал толщиной до 100 мм и шириной более двойной толщины;
в)боковые части бревна, оставшиеся после его распиловки.
б)пиломатериал толщиной и шириной более 100 мм;
5)Что такое шпон?
а)прессованные листы из пропаренной и измельченной до мельчайших волокон древесины;
в)тонкий слой древесины, полученный путем строгания или лущения.
б)листы, полученные путем прессования опилок, стружки и древесной пыли;
6)Для чего применяется лущильный станок?
а)для получения ДВП;
в)для получения фанеры;
г)для получения шпона.
б)для получения пиломатериала;
7) Что такое фанера?
а)пиломатериал толщиной менее 100 мм и шириной менее двойной длины;
в)пиломатериал, полученный при продольном распиливании бревна пополам.
б)пиломатериал, состоящий из трех и более слоев лущенного шпона;
8) Цифрой 1 на рисунке обозначено?
ТОРЕЦ
РЕБРО
КРОМКА
ПЛАСТЬ
9) Цифрой 4 на рисунке обозначено?
РЕБРО
КРОМКА
ПЛАСТЬ
ТОРЕЦ
10)
1
2
4
3
6
5
Молодцы, ребята!
Вы хорошо сегодня поработали.
Скачать презентацию
Это сайт презентаций, где можно хранить и обмениваться своими презентациями, докладами, проектами, шаблонами в формате PowerPoint с другими пользователями. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами.
Для правообладателей
Обратная связь
Email: Нажмите что бы посмотреть
Производство лущеного шпона
Лущеный шпон используется для производства фанеры, спичечной соломки, клееного бруса LVL, а также облицовки внутренних, невидимых поверхностей шкафов и полок.
Безшпиндельная технология производства лущеного шпона, наиболее распространенная в России, позволяет достичь более точной обработки древесины и высокой производительности оборудования. Лущеный шпон изготавливается из древесины как лиственных пород (береза, ольха, клен, ясень, липа, дуб, бук, осина, тополь), так и хвойных пород (сосна, ель, лиственница, кедр, пихта). Текстура лущеного шпона, в сравнении с рисунком строганого шпона, образованного в первую очередь расположением волокон древесины, менее красива и более однообразна.
Организации
- Grenzebach BSH GmbH
- Raute
- USNR
- Завод Пролетарская свобода
В зависимости от качества древесного сырья лущеный шпон выпускается в соответствии с ГОСТ 99-96 «Шпон лущеный. Технические условия» пяти сортов: Е (элита), I, II, III и VI для лиственных пород и Ех (элита), I х, II х, III х и VI х – для хвойных пород. Шпон производится в виде листов шириной от 150 до 750 с градацией 50 мм и 800 – 3750 с градацией 100 мм. Длина листов шпона должна соответствовать от 800 до 3750 с градацией 100 мм. Производитель шпона в соответствии с этими размерами обрезает пачки шпона со всех четырех сторон. Толщина шпона из древесины лиственных пород составляет от 0,55 до 4,0 мм и хвойных пород – от 1,2 до 6,5 мм. Однако ГОСТ допускает выпуск листов шпона и других размеров в соответствии с требованиями контракта. Для экспортных поставок шпон подразделяют на четыре сорта – В, ВВ, СР и С. При этом ограничивается шероховатость поверхностей шпона: для лиственных пород древесины максимальная высота неровностей должна быть не более 200 мкм, для хвойных пород – не более 320 мкм. Влажность шпона при поставке должна составлять 6±2%, а на упаковку наносится знак «Беречь от влаги».
Длина листов шпона должна соответствовать от 800 до 3750 с градацией 100 мм. Производитель шпона в соответствии с этими размерами обрезает пачки шпона со всех четырех сторон. Толщина шпона из древесины лиственных пород составляет от 0,55 до 4,0 мм и хвойных пород – от 1,2 до 6,5 мм. Однако ГОСТ допускает выпуск листов шпона и других размеров в соответствии с требованиями контракта. Для экспортных поставок шпон подразделяют на четыре сорта – В, ВВ, СР и С. При этом ограничивается шероховатость поверхностей шпона: для лиственных пород древесины максимальная высота неровностей должна быть не более 200 мкм, для хвойных пород – не более 320 мкм. Влажность шпона при поставке должна составлять 6±2%, а на упаковку наносится знак «Беречь от влаги».
Лущение как рабочий процесс получения шпона
Производственный процесс получения лущеного шпона включает ряд этапов: подготовка древесного сырья к лущению, включающая его продольный раскрой, гидротермическую обработку, окорку и оцилиндровку; лущение шпона; сушка листов шпона; сортировка; шпонопочинка; прирезка пачек листов; маркировка и упаковка. Подготовка сырья к лущению начинается с раскроя неокоренных лесоматериалов. Длинномерные бревна на складе распиливаются на мерные отрезки (чураки), наибольшая длина которых должна соответствовать технической характеристике лущильного станка. Операция раскряжевки (поперечной распиловки) бревен может выполняться на оборудовании, оснащенном круглыми либо цепными пилами. Чаще всего эти операции выполняются на круглопильных станках.
Подготовка сырья к лущению начинается с раскроя неокоренных лесоматериалов. Длинномерные бревна на складе распиливаются на мерные отрезки (чураки), наибольшая длина которых должна соответствовать технической характеристике лущильного станка. Операция раскряжевки (поперечной распиловки) бревен может выполняться на оборудовании, оснащенном круглыми либо цепными пилами. Чаще всего эти операции выполняются на круглопильных станках.
Перед лущением заготовки подвергаются гидротермической обработке – воздействию пара. Это позволяет изменить физико-механические свойства древесины, повысить ее пластичность для создания благоприятных условий при резании, уменьшить вероятность образования в шпоне трещин и появления вырывов. Гидротермическую обработку осуществляют в специальных устройствах: автоклавах, парильных ямах и камерах. В зависимости от породы древесины и способа ее дальнейшей обработки температура нагрева должна соответствовать 30–70°С. В варочных бассейнах чураки провариваются в воде, подогреваемой паром. Продолжительность этого процесса зависит от диаметра чураков, породы древесины, начальной ее температуры и вида чурака – окоренный или неокоренный. В бассейн, как правило, загружаются чураки одного диаметра.
Продолжительность этого процесса зависит от диаметра чураков, породы древесины, начальной ее температуры и вида чурака – окоренный или неокоренный. В бассейн, как правило, загружаются чураки одного диаметра.
После проварки перед лущением древесину выдерживают в цехе при температуре 20–22°С для выравнивания температуры по объему чураков. Пропарка чураков осуществляется в автоклавах – цилиндрических баках длиной 5–18 м и диаметром 2 м. Объем загружаемой древесины составляет 3 и 20 м3 соответственно. Температура внутри автоклава может достигать 140°С. Непосредственно после подачи пара в автоклав может происходить сильное растрескивание древесины, особенно в зимнее время. Для исключения этого дефекта следует строго соблюдать технологию пропарки. В значительной степени это требование справедливо и для технологии проварки древесины.
На крупных предприятиях, специализирующихся на выпуске шпона, используются поточные автоматизированные линии гидротермической обработки чураков с подачей их к лущильным станкам, включающие большой бассейн, в секции которого мостовым краном загружаются предварительно уложенные в специальные контейнеры чураки. На таких линиях выполняется и предварительная сортировка чураков по диаметру. После проварки контейнер поступает на операцию поштучной раскладки чураков на продольный конвейер, расположенный вдоль ряда лущильных станков. С конвейера чураки нужного диаметра подаются сталкивателями на поперечный конвейер-накопитель перед каждым лущильным станком.
На таких линиях выполняется и предварительная сортировка чураков по диаметру. После проварки контейнер поступает на операцию поштучной раскладки чураков на продольный конвейер, расположенный вдоль ряда лущильных станков. С конвейера чураки нужного диаметра подаются сталкивателями на поперечный конвейер-накопитель перед каждым лущильным станком.
Окорка чураков, процесс отделения коры от древесины, выполняется после их гидротермической обработки, поскольку после пропарки кора легче отделяется от древесины. В производстве лущеного шпона окорка чаще всего совмещается с оцилиндровкой и происходит на том же станке, на котором после оцилиндровки осуществляется лущение. Однако на ряде предприятий окорку производят до лущения на окорочных станках, что позволяет заранее выявить дефекты сырья, снизить расходы на гидротермическую обработку, а также при оцилиндровке чурака получать шпон-рванину, свободную от включений коры.
Далее окоренный чурак поступает на центровочно-загрузочное устройство, служащее для центрирования его относительно оси вращения шпинделей для получения максимального выхода шпона. После этого чурак подается в рабочую зону и закрепляется по торцам в центрах лущильного станка. Затем следуют операции обдирки и оцилиндровки чурака, поскольку его реальная форма имеет отклонения от правильной цилиндрической формы за счет конусообразности, эксцентричности и других погрешностей строения ствола дерева. Эти операции производятся при рабочей подаче станка и отодвинутой прижимной линейке. Снимаемая при этом стружка носит название шпона-рванины, поскольку его поверхность не является сплошной по всей длине чурака. Такой шпон подается специальным конвейером для дробления. По мере образования ленты шпона в виде кусков они подаются по приемному конвейеру на ножевое устройство, где из них вырубаются неформатные листы, которые далее поступают на оборудование для переработки в листы шпона полного формата.
После этого чурак подается в рабочую зону и закрепляется по торцам в центрах лущильного станка. Затем следуют операции обдирки и оцилиндровки чурака, поскольку его реальная форма имеет отклонения от правильной цилиндрической формы за счет конусообразности, эксцентричности и других погрешностей строения ствола дерева. Эти операции производятся при рабочей подаче станка и отодвинутой прижимной линейке. Снимаемая при этом стружка носит название шпона-рванины, поскольку его поверхность не является сплошной по всей длине чурака. Такой шпон подается специальным конвейером для дробления. По мере образования ленты шпона в виде кусков они подаются по приемному конвейеру на ножевое устройство, где из них вырубаются неформатные листы, которые далее поступают на оборудование для переработки в листы шпона полного формата.
После оцилиндровки происходит лущение шпона. Полученная при резании непрерывная лента шпона из-за большой скорости лущения поступает сначала в виде волн на стол петлеукладчика (это позволяет заметно сократить длину линии лущения) и далее подается на ножницы, где разрубается на листы заданного формата. Листы укладываются на конвейере в стопы и транспортируются к сушильной камере, где шпон высушивается до влажности 6–8%. После сушки листы шпона подаются на продольный конвейер, где они сортируются по качеству и укладываются в стопы форматного размера. Полученные ранее неформатные листы укладываются в отдельные стопы, раскраиваются с целью выравнивания кромок и поступают на ребросклеивание. Возможен вариант, когда шпон сушится не в листах, а в ленте, которую затем разрубают на форматные листы. В этом случае исключаются промежуточные операции по формированию и разборке стоп шпона, повышается выход шпона и производительность труда. В конце процесса лущения образуется «карандаш» – центральная недолущенная цилиндрическая часть чурака конечного диаметра 70–90 мм, идущая в отход.
Листы укладываются на конвейере в стопы и транспортируются к сушильной камере, где шпон высушивается до влажности 6–8%. После сушки листы шпона подаются на продольный конвейер, где они сортируются по качеству и укладываются в стопы форматного размера. Полученные ранее неформатные листы укладываются в отдельные стопы, раскраиваются с целью выравнивания кромок и поступают на ребросклеивание. Возможен вариант, когда шпон сушится не в листах, а в ленте, которую затем разрубают на форматные листы. В этом случае исключаются промежуточные операции по формированию и разборке стоп шпона, повышается выход шпона и производительность труда. В конце процесса лущения образуется «карандаш» – центральная недолущенная цилиндрическая часть чурака конечного диаметра 70–90 мм, идущая в отход.
Поскольку осуществляется роспуск на шпон практически всего объема чурака, на поверхности полученного шпона образуются дефекты, чаще всего вследствие выпадения слоев перерезанных сучков, трещин вследствие сушки, а также других дефектов строения древесины. Поэтому пачки шпона после сортировки поступают на удаление таких дефектов – шпонопочинку. Починка шпона выполняется для повышения сортности на один разряд за счет вырубки из листа сучков пуансоном в форме эллипса и установки в это отверстие заплатки той же формы. Заплатки влажностью 3–5% той же толщины, что и лист шпона, устанавливают с натягом 0,1–0,2 мм. В зависимости от размеров дефектов применяются четыре типоразмера заплаток – от 25х15 до 100х60 мм. Лущение – это поперечное резание древесины для получения шпона заданной толщины, при котором истинной траекторией резания является спираль. А потому длина плоского лущильного ножа должна быть несколько длиннее чурака, а его лезвие – прямолинейным и расположенным параллельно оси вращения чурака. Лущильный нож, внедряясь в древесину, деформирует подрезанную лезвием стружку своей передней гранью.
Поэтому пачки шпона после сортировки поступают на удаление таких дефектов – шпонопочинку. Починка шпона выполняется для повышения сортности на один разряд за счет вырубки из листа сучков пуансоном в форме эллипса и установки в это отверстие заплатки той же формы. Заплатки влажностью 3–5% той же толщины, что и лист шпона, устанавливают с натягом 0,1–0,2 мм. В зависимости от размеров дефектов применяются четыре типоразмера заплаток – от 25х15 до 100х60 мм. Лущение – это поперечное резание древесины для получения шпона заданной толщины, при котором истинной траекторией резания является спираль. А потому длина плоского лущильного ножа должна быть несколько длиннее чурака, а его лезвие – прямолинейным и расположенным параллельно оси вращения чурака. Лущильный нож, внедряясь в древесину, деформирует подрезанную лезвием стружку своей передней гранью.
В начале резания стружка контактирует с передней поверхностью ножа, а затем отделяется от него, закручиваясь вследствие неодинаковой деформации наружного и внутреннего слоев, что вызывает сжатие и изгиб в поперечном сечении стружки. Так как растягивающие напряжения от изгиба по величине обычно больше, чем сжимающие, у лезвия примерно на половину (или на треть) толщины стружки будут действовать преобладающие растягивающие напряжения. Из-за слабой сопротивляемости древесины растяжению вдоль волокон по мере внедрения резца, растягивающие напряжения первыми достигают предела прочности древесины, что ведет к образованию трещин по нижней поверхности стружки. Трещины образуются с определенным шагом и не выходят на поверхность стружки, поскольку там превалируют сжимающие усилия. В результате образуется сливная лентообразная стружка с трещинами на внутренней стороне, что отрицательно сказывается на механической прочности и внешнем виде шпона. Для минимизации трещинообразования в шпоне используют малые углы резания и резцы с углом заострения порядка 18–25°, что позволяет снизить растягивающие напряжения.
Так как растягивающие напряжения от изгиба по величине обычно больше, чем сжимающие, у лезвия примерно на половину (или на треть) толщины стружки будут действовать преобладающие растягивающие напряжения. Из-за слабой сопротивляемости древесины растяжению вдоль волокон по мере внедрения резца, растягивающие напряжения первыми достигают предела прочности древесины, что ведет к образованию трещин по нижней поверхности стружки. Трещины образуются с определенным шагом и не выходят на поверхность стружки, поскольку там превалируют сжимающие усилия. В результате образуется сливная лентообразная стружка с трещинами на внутренней стороне, что отрицательно сказывается на механической прочности и внешнем виде шпона. Для минимизации трещинообразования в шпоне используют малые углы резания и резцы с углом заострения порядка 18–25°, что позволяет снизить растягивающие напряжения.
Кроме того, предварительное проведение гидротермической обработки заготовки повышает ее способность деформироваться под воздействием одного и того же напряжения. При одной и той же деформации стружки (отгибании ее передней гранью ножа) в процессе резания пропаренной древесины по толщине стружки создаются растягивающие напряжения меньшие, чем при резании сухой древесины. Благодаря этому существенно повышается качество нижней поверхности шпона. Значительное влияние на качество получаемого шпона оказывает дополнительный рабочий инструмент – прижимная линейка, жестко связанная с ножом и перемещаемая вместе с ним. Линейка служит для минимизации растягивающих напряжений, создавая сжимающую силу, в большой степени компенсирующую их за счет дополнительного трения стружки об ее рабочую поверхность. Установка линейки на некотором расстоянии перед лезвием резца позволяет также избавиться от опережающей трещины, что сказывается на снижении шероховатости поверхности шпона и повышении его качества.
При одной и той же деформации стружки (отгибании ее передней гранью ножа) в процессе резания пропаренной древесины по толщине стружки создаются растягивающие напряжения меньшие, чем при резании сухой древесины. Благодаря этому существенно повышается качество нижней поверхности шпона. Значительное влияние на качество получаемого шпона оказывает дополнительный рабочий инструмент – прижимная линейка, жестко связанная с ножом и перемещаемая вместе с ним. Линейка служит для минимизации растягивающих напряжений, создавая сжимающую силу, в большой степени компенсирующую их за счет дополнительного трения стружки об ее рабочую поверхность. Установка линейки на некотором расстоянии перед лезвием резца позволяет также избавиться от опережающей трещины, что сказывается на снижении шероховатости поверхности шпона и повышении его качества.
Нож лущильного станка представляет собой плоскую пластину, на рабочей части которой сформировано режущее лезвие в форме клина с плоскими гранями. Поскольку поверхность резания при лущении не является плоскостью, как при строгании, ее положение определяется касательной кистиной траектории резания (спирали) в точке лезвия, от которой и отсчитываются фактические углы резания. Угол резания при лущении выбирается как можно меньшим, чтобы снизить разрушения в шпоне от его изгиба передней гранью ножа. Задний угол ножа составляет, как правило, 0,5–3° в зависимости от диаметра чурака. Больший угол соответствует диаметрам более 300 мм. Поэтому в кинематике лущильных станков предусмотрена возможность изменения заднего угла в зависимости от изменения диаметра чурака в процессе лущения.
Угол резания при лущении выбирается как можно меньшим, чтобы снизить разрушения в шпоне от его изгиба передней гранью ножа. Задний угол ножа составляет, как правило, 0,5–3° в зависимости от диаметра чурака. Больший угол соответствует диаметрам более 300 мм. Поэтому в кинематике лущильных станков предусмотрена возможность изменения заднего угла в зависимости от изменения диаметра чурака в процессе лущения.
От длины ножа зависит максимальный размер по ширине срезаемого листа шпона. В зависимости от типа станка длина ножа может достигать 3 м и более. Отечественные лущильные ножи выпускаются по техническим условиям ОАО «ГМЗ» длиной от 900 мм до 2800 мм, шириной 180 мм и толщиной 15 мм. Пластина ножа изготавливается из недорогой углеродистой стали марки 10, а на выбранную вдоль пластины четверть наносится режущая часть из легированной стали 85ХФ или 8Х6НФТ. Твердость передней поверхности в зоне режущего слоя – 55–59 HRC. Толщина режущей части выбирается от четверти до трети толщины ножа, а ширина – от трети до половины его ширины.
Прижимная линейка лущильного станка имеет ту же длину, что и нож. В зависимости от толщины лущения она изготавливается по профилю поперечного сечения либо в виде пластины со скошенной нажимной кромкой, либо в виде бруса с выступающим ребром – с нажимной гранью. Линейки с нажимной гранью применяются при лущении шпона толщиной более 1,75 мм. Материалом для изготовления линейки служит углеродистая сталь. В некоторых моделях зарубежных станков применяются одновременно две прижимных линейки, благодаря чему достигается максимальный выход шпона с поверхностью высокого качества. Первая линейка – секционная с приводными роликами – позволяет минимизировать диаметр «карандаша», а приводные ролики передают на чурак дополнительный момент трения, обеспечивая эффект трубопрокатки, «зализывая» трещины и стабилизируя толщину шпона. Вторая линейка по конструкции и назначению аналогична прижимной линейке типового лущильного станка.
Выбор оборудования
Первый лущильный станок был изобретен в России в г. Ревель (ныне Таллин) в 1819 г. В конце XIX в. фирма Fleck (Германия) изменила этот станок, оставив в основе тот же принцип, но получив более качественный шпон, чем в русском прототипе. Лущильные станки с тех пор многократно модернизировались, однако принцип так и остается в них базовым. На сегодняшний день ведущими производителями оборудования для лущения шпона в мире являются фирмы Cremona (Италия), Grenzebach (Германия), Raute (Финляндия), USNR (США) и ряд других. В России производителем лущильного оборудования является ярославский станкостроительный завод «Пролетарская свобода». Последнее время на российском рынке все чаще появляется оборудование для лущения древесины и обработки шпона из Юго-Восточной Азии – Китая, Тайваня, Японии.
Ревель (ныне Таллин) в 1819 г. В конце XIX в. фирма Fleck (Германия) изменила этот станок, оставив в основе тот же принцип, но получив более качественный шпон, чем в русском прототипе. Лущильные станки с тех пор многократно модернизировались, однако принцип так и остается в них базовым. На сегодняшний день ведущими производителями оборудования для лущения шпона в мире являются фирмы Cremona (Италия), Grenzebach (Германия), Raute (Финляндия), USNR (США) и ряд других. В России производителем лущильного оборудования является ярославский станкостроительный завод «Пролетарская свобода». Последнее время на российском рынке все чаще появляется оборудование для лущения древесины и обработки шпона из Юго-Восточной Азии – Китая, Тайваня, Японии.
По конструктивной компоновке основного элемента станка – привода вращения чурака – различают лущильные станки двух типов: шпиндельные, зажимающие чурак по обоим торцам и приводящие его во вращение чаще всего телескопическими шпинделями, и безшпиндельные, в которых чурак зажимается и приводится во вращение тремя рифлеными роликами, оси которых параллельны его оси. Станки первого типа получили наиболее широкое распространение в странах Европы и Северной Америки. Они позволяют лущить чураки большого диаметра (1500 мм и более), их производительность и точность выше. В России также выпускаются станки этого типа.
Станки первого типа получили наиболее широкое распространение в странах Европы и Северной Америки. Они позволяют лущить чураки большого диаметра (1500 мм и более), их производительность и точность выше. В России также выпускаются станки этого типа.
Лущильный станок компании USNR
Лущильные станки второго типа получили широкое распространение в основном в азиатских странах. Сначала они заняли нишу оборудования для долущивания «карандашей» и «провертышей» – чураков, провернувшихся в центрах шпинделей станков первого типа в процессе лущения. Но возможность лущения чурака до диаметра «карандаша» в 30–40 мм позволяет повысить эффективность производства шпона при минимизации количества отходов. Это и вызывает определенный интерес производителей фанеры к этим станкам, выделенным в самостоятельный тип лущильного оборудования. Технология безшпиндельного лущения предполагает обдирку и оцилиндровку чурака на отдельном станке, имеющем три приводных зубчатых подающих вала, приводящих чурак во вращение. С помощью плоского ножа, подобного лущильному и закрепленному в ножевой каретке, перемещаемой гидроприводом, обеспечивается удаление коры, неровностей и придание чураку цилиндрической формы диаметром не более 360 мм, что ограничивается техническими характеристиками лущильного станка.
С помощью плоского ножа, подобного лущильному и закрепленному в ножевой каретке, перемещаемой гидроприводом, обеспечивается удаление коры, неровностей и придание чураку цилиндрической формы диаметром не более 360 мм, что ограничивается техническими характеристиками лущильного станка.
Далее оцилиндрованный чурак отправляется на лущильный станок, подающие валы которого имеют мелкую насечку, обеспечивающую достаточно плотное их сцепление с чураком, не «травмируя» поверхность шпона. В этих станках лущильный нож крепится в каретке режущего суппорта и надвигается на чурак с помощью прецизионных ходовых винтов от сервопривода. Подающие валы прижимаются к чураку гидроприводом. Также с помощью гидрозажима фиксируется в каретке лущильный нож, что позволяет производить его быструю замену, хотя возможны варианты крепления и с механическим зажимом. Ряд российских производителей фанеры уже несколько лет используют безшпиндельную технологию с применением оборудования тайваньского и китайского производства. Линии по изготовлению шпона на базе таких станков включают дополнительно роторные ножницы с сервоприводом для точной рубки листов шпона по формату, а также вакуумный стопоукладчик листов. Примером лущильного станка второго типа может являться станок марки SL2600/3 (Китай), служащий для лущения шпона толщиной 0,8–3 мм и шириной 2600 мм.
Линии по изготовлению шпона на базе таких станков включают дополнительно роторные ножницы с сервоприводом для точной рубки листов шпона по формату, а также вакуумный стопоукладчик листов. Примером лущильного станка второго типа может являться станок марки SL2600/3 (Китай), служащий для лущения шпона толщиной 0,8–3 мм и шириной 2600 мм.
Близкими «родственниками» лущильных станков являются строгальные станки ротационного типа (типа стейлог). В них заготовка-ванчес (чаще всего трехкантный брус) эксцентрично закрепляется по торцам на вращающемся вокруг горизонтальной оси специальном столе, а режущий суппорт с плоским ножом, аналогичным лущильному, непрерывно подается на заготовку. Срезание шпона происходит не по плоскости, как в строгальных станках, а по дуге окружности, как в лущильных. Получаемый срезок-шпон представляет собой не непрерывную ленту, а листы в виде отдельных полос. При этом обеспечивается более красивый, чем при классическом лущении, текстурный рисунок полос шпона – от тангентального до радиального, причем направление волокон древесины в листе шпона зависит от способа раскроя кряжей на ванчесы. В качестве примера может служить станок Capital фирмы Capital Machine Co., Inc. (США). Этот станок может выпускать шпон толщиной от 0,13 до 6,35 мм при длине строгального ножа 5700 мм.
В качестве примера может служить станок Capital фирмы Capital Machine Co., Inc. (США). Этот станок может выпускать шпон толщиной от 0,13 до 6,35 мм при длине строгального ножа 5700 мм.
В России в зависимости от параметров лущения станки подразделяют на три типа. Станки тяжелого типа служат для лущения чураков длиной более 2,2 м и диаметром до 1,5 м; среднего типа – для лущения чураков длиной от 1,3 до 2 м и диаметром до 800 мм, а станки легкого типа – для лущения чураков длиной до 1 м и диаметром до 450 мм. Станки легкого типа используются для получения шпона для изготовления соломки и спичечных коробков, палочек для мороженого, а на фанерных предприятиях – для долущивания коротких карандашей. В России используются и выпускаются в основном станки среднего типа.
Существует несколько основных параметров лущильных станков. Расстояние между зажимными кулачками шпинделей (РМШ), определяющее длину зажимаемого чурака, а следовательно, и максимальную ширину ленты шпона, равную этой длине. Различают максимальное и минимальное расстояние между центрами, т.е. длина чурака не может превышать максимальное расстояние и быть меньше минимального. Высота центра шпинделей над станиной (ВЦ) определяет максимально возможный диаметр чурака, который принимается равным D = 2ВЦ – 100 мм. Длина лущильных ножей Lн принимается обычно на 50–60 мм больше максимального расстояния между кулачками шпинделей. Частота вращения шпинделей nш определяется кинематической схемой привода механизма резания станка и принимается из условий обеспечения оптимальных режимов лущения.
Различают максимальное и минимальное расстояние между центрами, т.е. длина чурака не может превышать максимальное расстояние и быть меньше минимального. Высота центра шпинделей над станиной (ВЦ) определяет максимально возможный диаметр чурака, который принимается равным D = 2ВЦ – 100 мм. Длина лущильных ножей Lн принимается обычно на 50–60 мм больше максимального расстояния между кулачками шпинделей. Частота вращения шпинделей nш определяется кинематической схемой привода механизма резания станка и принимается из условий обеспечения оптимальных режимов лущения.
Частота вращения может быть принята как постоянной, так и переменной. В первом случае при уменьшении диаметра чурака вследствие его разлущивания сокращается и скорость резания. Во втором случае при регулируемой частоте вращения шпинделей скорость резания автоматически поддерживается постоянной за счет использования программируемых преобразователей частоты для питания электродвигателей привода шпинделей механизма резания, что широко применяется в современных лущильных станках как отечественного, так и импортного производства. Скорость рабочей подачи vр – это путь перемещения суппорта (ножа с прижимной линейкой) за время одного оборота чурака или в минуту. Скорость подачи измеряется либо в мм/об, либо в мм/мин и определяет толщину срезаемого при лущении шпона. В зависимости от конструкции станка она может варьироваться с помощью коробки изменения подач, сменных настроечных шестерен или электронных преобразователей частоты. Скорость ускоренного хода суппорта vу – это скорость перемещения суппорта в период подвода его к чураку в начале лущения и отвода от чурака (карандаша) по окончании резания. Для сокращения до минимума вспомогательного времени на операции подвода/отвода скорость ускоренного перемещения суппорта принимается достаточно высокой (100 мм/с и более).
Скорость рабочей подачи vр – это путь перемещения суппорта (ножа с прижимной линейкой) за время одного оборота чурака или в минуту. Скорость подачи измеряется либо в мм/об, либо в мм/мин и определяет толщину срезаемого при лущении шпона. В зависимости от конструкции станка она может варьироваться с помощью коробки изменения подач, сменных настроечных шестерен или электронных преобразователей частоты. Скорость ускоренного хода суппорта vу – это скорость перемещения суппорта в период подвода его к чураку в начале лущения и отвода от чурака (карандаша) по окончании резания. Для сокращения до минимума вспомогательного времени на операции подвода/отвода скорость ускоренного перемещения суппорта принимается достаточно высокой (100 мм/с и более).
Решение оптимизационной системы BlockPLUS производства USNR
Скорость обдирочной подачи vо – это скорость перемещения суппорта от начала лущения до момента оцилиндровки чурака и получения кусков шпона, пригодных для производства фанеры или других целей. Обдирочная подача принята значительно большей, чем рабочая, для того, чтобы время оцилиндровки чурака было минимальным. Скорость осевой подачи зажимных шпинделей vз принимается такой, чтобы время отвода суппорта и раскрепления «карандаша» было одинаковым. Осевое перемещение осуществляется либо винтовой передачей, либо чаще всего гидроцилиндрами. Диаметр зажимных кулачков dк определяет минимально возможный диаметр получающихся при лущении карандашей.
Обдирочная подача принята значительно большей, чем рабочая, для того, чтобы время оцилиндровки чурака было минимальным. Скорость осевой подачи зажимных шпинделей vз принимается такой, чтобы время отвода суппорта и раскрепления «карандаша» было одинаковым. Осевое перемещение осуществляется либо винтовой передачей, либо чаще всего гидроцилиндрами. Диаметр зажимных кулачков dк определяет минимально возможный диаметр получающихся при лущении карандашей.
Мощность электродвигателей главного привода и всех приводов, установленных на станке, определяет как возможные параметры шпона при лущении чурака, так и расход электроэнергии. Габаритные размеры станка измеряются по наиболее выступающим его частям, включая электрооборудование и гидростанцию. От максимальной длины и ширины станка зависит размер производственной площади для его установки.
В настоящее время российские лущильные станки среднего типа выпускаются ярославским станкостроительным заводом «Пролетарская свобода» трех моделей: ЛУ 14-17, ЛУ 17-10М и ЛУ 17-10 МВ. Различиями в конструкции последних двух моделей станков является возможность увеличения в станке ЛУ 14-10 МВ длины чурака на 100 мм, а также наличие встроенного устройства для его центрирования. Все три модели имеют лущильный нож длиной 1700 мм, однако станок ЛУ 14-17 способен обрабатывать чураки длиной 1250–1650 мм, а ЛУ 17-10М –1550–1650 мм. Диаметры обрабатываемого чурака и получаемого «карандаша» составляют соответственно 160–700 мм и 70 мм для станков всех моделей. Толщина получаемого шпона составляет 0,3–3 мм для станка ЛУ 14-17 и 0,3–4 мм – для остальных.
Различиями в конструкции последних двух моделей станков является возможность увеличения в станке ЛУ 14-10 МВ длины чурака на 100 мм, а также наличие встроенного устройства для его центрирования. Все три модели имеют лущильный нож длиной 1700 мм, однако станок ЛУ 14-17 способен обрабатывать чураки длиной 1250–1650 мм, а ЛУ 17-10М –1550–1650 мм. Диаметры обрабатываемого чурака и получаемого «карандаша» составляют соответственно 160–700 мм и 70 мм для станков всех моделей. Толщина получаемого шпона составляет 0,3–3 мм для станка ЛУ 14-17 и 0,3–4 мм – для остальных.
Базой современных лущильных станков типа ЛУ17-10 является чаще всего сварная станина коробчатой конструкции повышенной жесткости в форме вытянутой по горизонтали буквы U, на которой монтируются основные узлы агрегата. Лущильный станок устанавливается на массивный бетонный фундамент. На левой и правой стойках станины крепятся шпиндельные бабки – соответственно левая и правая, несущие шпиндели для закрепления чурака и привода его во вращение. От электродвигателя главного привода через многоручьевую клиноременную передачу приводятся в движение механизмы вращения правого и левого шпинделей и рабочей подачи ножевого суппорта. Ускоренная подача суппорта выполняется от отдельного электродвигателя. Работа гидростанции станка обеспечивается собственным электродвигателем мощностью 7,5 кВт и осуществляет зажим чурака, работу люнета, а также степень обжима шпона прижимной линейкой. Пневматическая схема станка служит для отброса прижимной линейки в режиме обдирки и оцилиндровки чурака, обеспечивает управление включением/торможением шпинделей, механизмом выставки чураков.
От электродвигателя главного привода через многоручьевую клиноременную передачу приводятся в движение механизмы вращения правого и левого шпинделей и рабочей подачи ножевого суппорта. Ускоренная подача суппорта выполняется от отдельного электродвигателя. Работа гидростанции станка обеспечивается собственным электродвигателем мощностью 7,5 кВт и осуществляет зажим чурака, работу люнета, а также степень обжима шпона прижимной линейкой. Пневматическая схема станка служит для отброса прижимной линейки в режиме обдирки и оцилиндровки чурака, обеспечивает управление включением/торможением шпинделей, механизмом выставки чураков.
Управление станком осуществляется с пульта управления, смонтированного на правой бабке станка. Чурак с подающего конвейера подается на центровочно-загрузочное устройство, установленное перед станком. После центрирования чурак через систему рычагов передается в рабочую зону, где зажимается по торцам кулачками шпинделей, перемещаемых гидроцилиндрами встречно друг другу. На каждом шпинделе установлены два телескопических кулачка – наружные и внутренние соответственно большого и малого диаметра с зубчатыми коронками, внедряющимися в торцы чурака. В некоторых конструкциях зарубежных станков (например, серии SUS Huper японской фирмы Uroko Mаchineri corp.) используются тройные телескопические кулачки диаметром 200, 120 и 60 мм при скорости лущения до 120 м/мин.
На каждом шпинделе установлены два телескопических кулачка – наружные и внутренние соответственно большого и малого диаметра с зубчатыми коронками, внедряющимися в торцы чурака. В некоторых конструкциях зарубежных станков (например, серии SUS Huper японской фирмы Uroko Mаchineri corp.) используются тройные телескопические кулачки диаметром 200, 120 и 60 мм при скорости лущения до 120 м/мин.
Привод ножевого суппорта позволяет выполнять обдирочную, рабочую и настроечную (ускоренную) подачи путем переключения кинематических пар привода. Суппорт служит для закрепления лущильного ножа и прижимной линейки, а также настройки их на заданный режим лущения (угол резания, степень обжима). Осевое перемещение суппорта достигается с помощью двух параллельных передач винт–гайка от главного электродвигателя. В начале лущения чурак по каждому торцу зажимается обоими кулачками для обеспечения надежности его фиксации. Для исключения прогиба чурака после достижения заданного диаметра (155 мм) к нему со стороны, противоположной ножевому суппорту, автоматически подводится люнет – ограничитель прогиба, на осях которого установлены контактные ролики, препятствующие образованию бочкообразности чурака. По мере разлущивания, когда диаметр чурака приближается к диаметрам больших кулачков, последние отводятся каждый своим гидроцилиндром в сторону бабки, позволяя разлущивать чурак до диаметра «карандаша». При достижении минимального диаметра лущения малые кулачки синхронно отводятся в стороны, люнет поднимается вверх, прижимная траверса отбрасывается пневмоцилиндрами в сторону. При этом «карандаш» падает в специальное окно в станине, попадая на специальный приемный конвейер.
По мере разлущивания, когда диаметр чурака приближается к диаметрам больших кулачков, последние отводятся каждый своим гидроцилиндром в сторону бабки, позволяя разлущивать чурак до диаметра «карандаша». При достижении минимального диаметра лущения малые кулачки синхронно отводятся в стороны, люнет поднимается вверх, прижимная траверса отбрасывается пневмоцилиндрами в сторону. При этом «карандаш» падает в специальное окно в станине, попадая на специальный приемный конвейер.
В более ранних моделях российских лущильных станков в качестве главного электродвигателя использовался достаточно дорогой трехскоростной электродвигатель, позволявший ступенчато задавать скорости резания и подачи. Однако в последних моделях станков используются односкоростные асинхронные электродвигатели с частотными преобразователями, позволяющими программно обеспечивать оптимальные технологические режимы получения шпона. При работе лущильного станка в составе линии лущения, рубки и укладки шпона типа ЛУР 17-10 лента шпона с лущильного станка подается на приемный конвейер, где накапливается в виде волн, для передачи к подающему столу. Задачей этого стола является подача ленты под прижимным устройством в роторные ножницы НР18-3, служащие для рубки шпона на форматные листы и отходы. Следом за ножницами установлен еще один подающий конвейер, предназначенный для перемещения форматных листов на укладчик шпона в стопу, а неформатных листов – на отдельный транспортер отходов.
Задачей этого стола является подача ленты под прижимным устройством в роторные ножницы НР18-3, служащие для рубки шпона на форматные листы и отходы. Следом за ножницами установлен еще один подающий конвейер, предназначенный для перемещения форматных листов на укладчик шпона в стопу, а неформатных листов – на отдельный транспортер отходов.
Сортировка происходит с помощью поворотной секции этого конвейера: при проходе неформатных листов шпона ее выходной конец опускается ниже уровня стола, и лист падает вниз. За счет разности скорости подачи роторных ножниц и подающего конвейера между листами шпона образуются зазоры, необходимые при укладке листов в стопу. Листы шпона присасываются к подающим ремням вакуумного укладчика, захватываются и укладываются в стопу на подъемный стол.
Совершенствование конструкций лущильных станков в настоящее время происходит в основном за счет использования быстродействующих автоматизированных приводов, широкого внедрения компьютерных технологий, манипуляторов, околостаночного оборудования, а также все более износостойких материалов для повышения стойкости режущего инструмента. Так, например, ООО «Научфанпром» предлагает модернизировать лущильные станки на новой элементной базе. Это касается в первую очередь использования современных гидравлических систем, позволяющих увеличить быстродействие операций по зажиму и отводу шпинделей, управляемых комплектных электроприводов на базе асинхронных электродвигателей с преобразователями частоты, используемых для регулирования скорости лущения в широком диапазоне. Это помогает синхронизировать совместную работу лущильного станка и оборудования, входящего в состав линии рубки и укладки шпона. Также можно заменить систему управления станка новой, выполненной на базе промышленных контроллеров, что повышает надежность оборудования. Оснащение станка системами ускоренной подачи режущего суппорта и непрерывного контроля его положения позволяет фиксировать и отрабатывать все технологически характерные точки положения суппорта, а также в автоматическом режиме регулировать частоту вращения шпинделей.
Так, например, ООО «Научфанпром» предлагает модернизировать лущильные станки на новой элементной базе. Это касается в первую очередь использования современных гидравлических систем, позволяющих увеличить быстродействие операций по зажиму и отводу шпинделей, управляемых комплектных электроприводов на базе асинхронных электродвигателей с преобразователями частоты, используемых для регулирования скорости лущения в широком диапазоне. Это помогает синхронизировать совместную работу лущильного станка и оборудования, входящего в состав линии рубки и укладки шпона. Также можно заменить систему управления станка новой, выполненной на базе промышленных контроллеров, что повышает надежность оборудования. Оснащение станка системами ускоренной подачи режущего суппорта и непрерывного контроля его положения позволяет фиксировать и отрабатывать все технологически характерные точки положения суппорта, а также в автоматическом режиме регулировать частоту вращения шпинделей.
Различные типы токарных инструментов, которые можно использовать при токарной обработке с ЧПУ
Токарные режущие инструменты — это инструменты, которые можно использовать с токарным станком для изготовления токарных деталей и придания материалам желаемой формы. Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Таким образом, в этой статье мы подробно расскажем о различных типах токарных инструментов, применяемых при токарной обработке с ЧПУ. Из этого руководства вы также можете узнать, как выбрать правильные типы режущих инструментов, что такое токарный станок и различные операции по резке на токарном станке. Давайте погрузимся прямо в.
Что такое токарный станок?Токарный станок — это обрабатывающий инструмент, который может вращать металл или дерево до нужной формы. Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
Общие операции с режущим инструментом на токарных станках В зависимости от токарного станка существуют различные операции токарной обработки, которые можно выполнить, чтобы получить желаемую форму. Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
·
ТорцовкаТорцовка является первым этапом большинства токарных операций. Он включает в себя резку металла с конца, чтобы он подходил под прямым углом к оси.
·
СужениеСужение предполагает резку металла до формы конуса с помощью составного суппорта. В зависимости от требований вы также можете изменить угол, отрегулировав составной суппорт.
·
Параллельное точениеПараллельное точение предполагает резку материала параллельно оси. Это важная операция, используемая для уменьшения диаметра материала.
·
Разделение Разделение — это удаление детали таким образом, чтобы она была обращена к концу. Это включает в себя использование инструмента разделения, который мы представим позже. Вы можете сделать разрез глубже, вытащив инструмент для разделения и перенеся его на сторону разреза.
Существует три основных категории режущих инструментов для токарных станков: материал, использование и способ подачи. Ниже приводится подробное введение в три различные классификации и распространенные типы режущих инструментов.
Классификация по материалу·
Инструмент из быстрорежущей сталиКак звучит его название, токарные станки изготовлены из быстрорежущей стали (HSS), которая может сохранять твердость даже при эксплуатации температура до 1000°F (588°C). Поэтому они идеально подходят для черновой и получистовой обработки.
·
Твердосплавный инструментРежущая кромка твердосплавного инструмента изготовлена из карбида. Поэтому они идеально подходят для резки железа, пластика, стекла, камня, стали и других сложных материалов.
·
Алмазный диск Алмаз — очень твердый и износостойкий материал. Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
·
Другие материалыРежущая кромка этих типов токарных станков изготавливается из других материалов, таких как кубический нитрид бора и керамика. Поэтому они идеально подходят для черновой обработки и резки твердых сплавов.
Классификация токарных режущих инструментов по использованию·
Токарный инструментСуществует два основных типа токарных режущих инструментов с точки зрения их использования: инструменты для черновой обработки и инструменты для чистовой обработки.
Инструменты для чернового точения
Инструменты для чернового точения используются для удаления больших частей заготовки за очень короткое время. Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Инструмент для чистовой токарной обработки
Инструмент для чистовой токарной обработки — это тип токарных станков, используемых для удаления мелких деталей заготовки. Уголок шлифуется и, судя по его названию, конечный продукт имеет гладкую и аккуратную поверхность.
·
Расточной инструментРасточный инструмент — это тип токарного инструмента, используемый для увеличения отверстия. Эти токарные режущие инструменты вставляются в уже существующее отверстие и используются для расширения диаметра отверстия.
·
Инструмент для снятия фаскиИнструмент для снятия фаски — это режущий инструмент для токарной обработки, используемый для создания борозды на детали. Его также можно использовать для создания гладких или опасных кромок на заготовке.
·
Накатной инструмент Накатной инструмент — это тип токарного инструмента, который может производить токарные детали с накаткой путем создания определенного шаблона в круглом сечении. Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
·
Отрезной инструментОтрезной инструмент — это инструмент с узким лезвием, используемый для отрезания кусков материала от заготовки. Он имеет множество форм и популярных применений, что указывает на то, что он работает как токарный и режущий инструмент.
·
Инструмент для нарезания резьбыИнструмент для нарезания резьбы применяется для нарезания резьбы на детали токарного станка. Существуют две основные формы: нарезание внутренней и наружной резьбы. Нарезание наружной резьбы заключается в том, что заготовка удерживается в патроне или устанавливается между двумя центрами. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения.
·
Торцовочный инструмент Торцовочный инструмент — это тип токарного станка, используемый для обработки плоской поверхности, перпендикулярной оси вращения заготовки. Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
·
Правосторонний инструментПравосторонний инструмент снимает материал при движении справа налево (занимается только вид сверху, сохраняя переднюю поверхность вверху) . Название инструмента для правой руки было использовано на основе аналогии с человеческой рукой. Используя правую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
·
Левосторонний инструмент В отличие от правостороннего инструмента, левосторонний режущий инструмент удаляет материал при движении слева направо (вид сверху с видимой передней поверхностью). Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
·
Инструмент с круглым концомТокарный инструмент с круглым концом не имеет заднего или бокового угла. Таким образом, инструмент подается слева направо или справа на левый конец станины токарного станка. Однако в некоторых случаях инструмент с круглым наконечником может иметь небольшой задний угол. Из-за круглой кромки токарные инструменты с круглым концом являются популярными инструментами для чистовой токарной обработки.
Как выбрать токарные станкиВыбор режущего инструмента для токарного станка требует понимания определенных факторов, касающихся оборудования, и ниже приведены очень важные факторы, которые необходимо учитывать.
Тип материалаТип материала, который вы режете на станке с ЧПУ, является одним из важных факторов, поскольку он определяет тип токарного инструмента, который вы можете использовать. Важные свойства, на которые следует обратить внимание перед выбором токарного станка, включают твердость, износостойкость, ударную вязкость и жесткость. Эти свойства могут определять тип режущего инструмента, используемого в токарных станках. Например, для очень твердых материалов требуются твердосплавные или алмазные инструменты.
Форма инструмента Форма инструмента также является еще одним фактором, который следует учитывать при выборе. Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом).
Все типы токарных инструментов, перечисленные в классификации по использованию, могут привести к заданной форме. Следовательно, вы должны интегрировать желаемую форму в необходимые токарные станки. Из-за сложности большинства изделий с ЧПУ вам может потребоваться выбрать несколько режущих инструментов.
Выбор правильных типов инструментов, используемых на токарных станках, может быть немного проблематичным, если вы новичок в процессах токарной обработки с ЧПУ. Однако вместо того, чтобы беспокоиться о том, как много вам нужно знать, почему бы не воспользоваться услугами профессионалов в такой области. В RapidDirect работают инженеры с многолетним опытом работы с ЧПУ, которые разбираются в различных типах режущих инструментов токарных станков и их применении. Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Заключение Режущие инструменты токарного станка являются важной частью любой обработки с ЧПУ или токарной обработки с ЧПУ. Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас.
Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас.
Загрузите файл CAD здесь
Часто задаваемые вопросыДля чего используются режущие инструменты?
Режущие инструменты, также известные как фрезы, представляют собой инструменты, используемые для удаления частей заготовки. Они устанавливаются на токарный станок, который используется для токарной обработки материалов и придания им желаемой формы. Примерами режущих инструментов являются расточные инструменты, инструменты для снятия фасок и т. д.
д.
Какие существуют типы режущих инструментов для токарных станков?
Токарные станки можно разделить на разные категории. Наиболее распространенные классификации включают:
Применение: токарный инструмент, расточный инструмент, инструмент для снятия фаски, инструмент для нарезания канавок и т. д.
Материал: инструмент из быстрорежущей стали, твердосплавный инструмент, алмазный диск, другие материалы и т. д.
Способ приложения подачи: правосторонний инструмент, левосторонний ручной инструмент, инструмент для круглых шлангов.
Что такое токарный станок и что нужно знать перед покупкой?
Что такое токарный станок? Токарные станки являются одним из видов станков, используемых для формообразования и обработки различных типов заготовок. Используются различные виды токарных станков в зависимости от используемого материала и размера детали. Первоначально он использовался для обработки металла, но с технологическим прогрессом он также использовался для обработки различных материалов. Основная функция токарного станка состоит в том, чтобы удалить любой ненужный материал из заготовки, сделав ее более ценным продуктом. Токарные станки могут производить широкий спектр форм и форм с фантастической точностью за более короткое время. Кроме того, эти формы доступны в различных размерах и проектах. Теперь мы обсудим различные типы токарных станков, которые мы используем в настоящее время.
Основная функция токарного станка состоит в том, чтобы удалить любой ненужный материал из заготовки, сделав ее более ценным продуктом. Токарные станки могут производить широкий спектр форм и форм с фантастической точностью за более короткое время. Кроме того, эти формы доступны в различных размерах и проектах. Теперь мы обсудим различные типы токарных станков, которые мы используем в настоящее время.
Происхождение токарного станка началось в 13 веке, когда египтяне впервые придумали токарный станок для двух человек. Это простой способ токарной обработки дерева. Один человек поворачивает кусок дерева (заготовку) с помощью веревки, а другой использует острый инструмент, чтобы вырезать формы из дерева.
Затем, после того, как римляне усовершенствовали дизайн египтянина, добавив поворотный лук, этот список можно продолжить. Сегодня хорошо известно, что скорость технического прогресса можно назвать устойчивостью. Заключение Вот почему было предложено множество токарных станков с 13 по 21 век. Однако в период средневековья и промышленной революции он пользовался большим спросом по всей Европе и считался «матерью всех машин».
Заключение Вот почему было предложено множество токарных станков с 13 по 21 век. Однако в период средневековья и промышленной революции он пользовался большим спросом по всей Европе и считался «матерью всех машин».
Многие станочные или деревообрабатывающие инструменты легко узнать. Тиски, сверла и пробойники — это относительно простые инструменты с явным назначением. Другие могут быть немного более сложными, и их функция неясна. Токарные станки, особенно с высокотехнологичным дизайном, относятся ко второй категории.
Основная идея токарного станка заключается в том, что он предназначен для удержания куска материала, который необходимо вырезать. Это называется заготовкой. Напротив, простые токарные станки с тисками имеют объект, но могут его вращать. Это позволяет другому компоненту механизма, называемому корпусом или головкой, вращаться вокруг заготовки, используя различные орбиты инструментов, чтобы отрезать материал и сформировать заготовку.
Кто должен использовать токарный станок? Токарные станки, также известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. Они могут формировать сверление, шлифование, токарную обработку, накатку и деформацию. Универсальность инструмента трудно превзойти, и именно поэтому большинство столяров и слесарей полагаются на токарные станки в качестве основы для своей работы.
Они могут формировать сверление, шлифование, токарную обработку, накатку и деформацию. Универсальность инструмента трудно превзойти, и именно поэтому большинство столяров и слесарей полагаются на токарные станки в качестве основы для своей работы.
Если вам требуется точный резак и формовочный станок, такой как токарный станок, это отличный выбор для вашей задачи. Токарные станки отлично подходят для бригад, которым требуется оборудование, способное выполнять функции различных инструментов.
Типы токарной машины- Машина с турниром
Токарные станки
В токарных станках обрабатываемая деталь вращается вокруг оси вращения, а режущий инструмент — нет. Это известно как «токарная обработка», и это отличный способ создания цилиндрических компонентов. Повседневные задачи токарных станков включают сверление или растачивание, нарезание резьбы по внутреннему и внешнему диаметру и разделение. Токарный станок является наиболее подходящим вариантом, если вы хотите производить быстрые, воспроизводимые и симметричные цилиндрические детали.
Фрезерные станки
Обратное верно и для фрезерных станков. Инструмент, используемый во фрезерном станке, вращается вокруг своей оси, а заготовка — нет. Это позволяет инструменту двигаться к заготовке под разными углами, которые требуются для более сложных деталей. Если вы можете его запрограммировать, его можно встроить в промышленный фрезерный станок, если у вас есть соответствующий зазор и нужный инструмент.
Базовая конфигурация токарного станка
Базовый двухосевой токарный станок состоит из передней бабки со шпинделем, патрона для удержания детали, станины для токарного станка с поперечными салазками и кареткой, револьверной головки и задней бабки. Хотя большинство токарных станков поставляются с опцией задней бабки, которую можно перемещать для поддержки заготовки посередине и вдали от револьверной головки, лишь немногие из них регулярно используют эту функцию. Задняя бабка может быть чрезвычайно полезной, но только при большой и тонкой заготовке.
 Отсутствие задней бабки в этой ситуации может привести к «дребезжанию», оставляющему видимые следы на внешней стороне компонента. Если деталь не поддерживается, она может стать конусообразной, поскольку она может слишком сильно согнуться из-за силы резания.
Отсутствие задней бабки в этой ситуации может привести к «дребезжанию», оставляющему видимые следы на внешней стороне компонента. Если деталь не поддерживается, она может стать конусообразной, поскольку она может слишком сильно согнуться из-за силы резания.Если вы планируете использовать заднюю бабку в качестве альтернативы токарному станку, обратите внимание на выполняемую в настоящее время работу и объем будущей работы. Если вы не уверены, рассмотрите возможность включения задней бабки при покупке первого станка. Это может избавить вас от хлопот и затрат на его установку позже.
Технические характеристики станка
Независимо от того, сколько различных осей движения необходимо для оценки необходимости покупки токарного станка, магазины должны в первую очередь обращать внимание на вес, размер и геометрическую сложность, а также требуемую точность и материал обрабатываемых деталей. сделанный. Следует также учитывать ожидаемое количество штук в каждой партии.
Общей чертой всех покупок токарных станков является необходимость определения размера патрона, необходимого для размещения предполагаемых деталей.
 Патроны для токарных станков обычно имеют диаметр от 5 до 6 дюймов или более. Если прутковая заготовка или детали должны выступать за заднюю часть патрона, необходима максимальная пропускная способность шпинделя или прутковой заготовки. Машины, использующие варианты «большого отверстия», легко доступны, когда стандартный диаметр сквозного отверстия недостаточно велик.
Патроны для токарных станков обычно имеют диаметр от 5 до 6 дюймов или более. Если прутковая заготовка или детали должны выступать за заднюю часть патрона, необходима максимальная пропускная способность шпинделя или прутковой заготовки. Машины, использующие варианты «большого отверстия», легко доступны, когда стандартный диаметр сквозного отверстия недостаточно велик.Вторым важным аспектом является диаметр поворота или максимальный диаметр поворота. Деталь самого большого диаметра может поместиться внутри патрона, продолжая раскачиваться над станиной без ударов. Также важна длина поворота, необходимая для достижения максимальной скорости. Размер заготовки определяет длину станины станка. Имейте в виду, что вся длина поворота не означает размер кровати. Например, если обрабатываемая деталь имеет длину 40 дюймов, станина станка должна быть шире, чтобы обработать всю длину детали.
Количество деталей, которые необходимо обработать, и требуемая точность являются основными факторами при выборе мощности и производительности оборудования.
 Станки, предназначенные для высокой производительности, требуют, чтобы оси X и Y были быстрыми и имели высокую скорость перемещения, чтобы не отставать от них. Машины с жесткими допусками предназначены для управления тепловым дрейфом в шарико-винтовых передачах и других жизненно важных компонентах. Конструкция машины может быть спроектирована таким образом, чтобы ограничивать рост тепла.
Станки, предназначенные для высокой производительности, требуют, чтобы оси X и Y были быстрыми и имели высокую скорость перемещения, чтобы не отставать от них. Машины с жесткими допусками предназначены для управления тепловым дрейфом в шарико-винтовых передачах и других жизненно важных компонентах. Конструкция машины может быть спроектирована таким образом, чтобы ограничивать рост тепла.Что нужно знать перед покупкой токарного станка?
Вы подумываете о покупке станка? Первое, что нужно решить, это то, что вы хотите сделать с ним и какой материал вы будете резать. Вы мастер и хотите создать деревянные свечи или салатницы? Настольный токарный станок может быть именно тем, что вам нужно. Но если вы хотите иметь большую точность и резать металлы, вам понадобится более мощный и гибкий станок. Если вы относитесь к тем, кто не является или хочет узнать подробности о точности токарных станков, продолжайте читать.
Гордое наследие
Токарные станки — одни из старейших металлообрабатывающих станков.
 Многие называют их отцами станков из-за их способности производить компоненты для других машин. К ним относятся резьбовые соединения, втулки, валы и многое другое, в том числе упомянутые ранее подсвечники. Эксперты-историки скажут вам, что древние египтяне разработали первые грубые токарные станки; однако только примерно в 1800 году они разработали возможности нарезания резьбы. Это изобретение приписывают англичанину Генри Модслею. Однако другие заложили основу для его значительной работы.
Многие называют их отцами станков из-за их способности производить компоненты для других машин. К ним относятся резьбовые соединения, втулки, валы и многое другое, в том числе упомянутые ранее подсвечники. Эксперты-историки скажут вам, что древние египтяне разработали первые грубые токарные станки; однако только примерно в 1800 году они разработали возможности нарезания резьбы. Это изобретение приписывают англичанину Генри Модслею. Однако другие заложили основу для его значительной работы.Современный токарный станок
Генри Модслей узнает любые современные токарные станки для резки металла производства Kent USA. Все они имеют грунт и закаленные поверхности, которые позволяют машине двигаться в продольном направлении с помощью ходового винта. Верх каретки представляет собой поперечную направляющую, допускающую осевое перемещение. Он также имеет индексируемый резцедержатель с четырьмя сторонами, соединенными с ним. Различные сменные шестерни приводят станок в движение и позволяют токарному станку нарезать винты, а передняя бабка с редуктором обеспечивает достаточную мощность для вращения шпинделя.
 Если вы думаете о покупке токарного станка, обратите внимание на несколько основных характеристик. Его прецизионный токарный станок Kent USA MLX-2060T — отличная модель хорошо оснащенного и современного токарного станка.
Если вы думаете о покупке токарного станка, обратите внимание на несколько основных характеристик. Его прецизионный токарный станок Kent USA MLX-2060T — отличная модель хорошо оснащенного и современного токарного станка.Вы получаете то, за что платите
У токарных станков есть гораздо больше, чем эти основные функции, но. Начнем со стоимости. Мой отец часто говорил мне: «Ты получаешь то, на что тратишь, и так оно и есть, сынок». Не всегда речь шла о машинах, но его слова справедливы. Если вы ищете недорогой токарный станок, вам не нужно долго искать его. На веб-сайтах и в каталогах доступно множество недорогих машин, которые, кажется, предлагают отличное соотношение цены и качества. Хотя они могут выглядеть похожими по дизайну и функциональности на те, что представлены на веб-сайте Kent USA, веб-сайт Kent USA, внешний вид может вводить в заблуждение (еще одно из многих высказываний моего отца). Они покажут другой результат после одного или двух лет использования.
«She’s So Heavy»
Джон Леннон писал о Йоко Оно в этом культовом треке Beatles.
 Однако он мог просто купить настоящий токарный станок. Подумайте о следующем: токарный станок Kent USA TRL-1340 весит впечатляющие 2200 фунтов. По сравнению с настольным токарным станком или токарным станком недорогой марки, он также является самым легким из линейки Kent USA. Какая разница? Это и ваша ответственность. Тяжелая машина означает больше резки, большую жесткость и меньшую вибрацию. Для максимально длительного срока службы и высочайшего уровня точности выберите токарный станок с тяжелой чугунной станиной, а не со сварной сталью.
Однако он мог просто купить настоящий токарный станок. Подумайте о следующем: токарный станок Kent USA TRL-1340 весит впечатляющие 2200 фунтов. По сравнению с настольным токарным станком или токарным станком недорогой марки, он также является самым легким из линейки Kent USA. Какая разница? Это и ваша ответственность. Тяжелая машина означает больше резки, большую жесткость и меньшую вибрацию. Для максимально длительного срока службы и высочайшего уровня точности выберите токарный станок с тяжелой чугунной станиной, а не со сварной сталью.Передняя бабка
Передняя бабка и вращающийся шпиндель являются основой станка. Само собой разумеется, что вы должны учитывать доступную мощность. Все, что ниже 2 HP или меньше, будет недостаточно для резки металла. Убедитесь, что патрон, который вы решите использовать, достаточно велик, чтобы вместить нужные вам детали, и оснащен стандартным креплением Camlock или аналогичным креплением шпинделя. Кроме того, узнайте о типе используемых подшипников, количестве используемых подшипников и расстоянии между ними.
 Шпиндель, сделанный из дешевых подшипников, вероятно, вызовет проблемы через год.
Шпиндель, сделанный из дешевых подшипников, вероятно, вызовет проблемы через год.Погрузитесь в качели
Качели — это самый большой диаметр заготовки, которую можно вращать на токарных станках. Измерение начинается от места расположения станин до середины шпинделя. Затем умножьте это число на . Измерение станины — это максимально увеличенная длина детали, которую можно повернуть. Он измеряется размером торца шпинделя и задней бабки. Также обратите внимание на ширину кровати. Более широкие обеспечивают более высокую устойчивость и лучшие результаты при токарных операциях. Перед покупкой токарного станка важно учитывать все эти факторы.
Список покупок
Какие еще факторы отличают отличное от плохого при покупке токарных станков? Вам понадобится вспомогательный тормоз, чтобы быстро остановить шпиндель. Редукторная передняя бабка с несколькими скоростями поможет обеспечить достаточную мощность. Отшлифованные и закаленные пути обеспечивают долговечность использования.
 Кнопка для рабочих мест позволяет переключать передачи. Обычного любителя не заинтересуют дюймовые или метрические циферблаты; Тем не менее, кто-то начинает механический цех будет. Они также будут обеспокоены нарезанием резьбы, поэтому вам необходимо убедиться, что ваш токарный станок оснащен соответствующими возможностями для нарезания линий.
Кнопка для рабочих мест позволяет переключать передачи. Обычного любителя не заинтересуют дюймовые или метрические циферблаты; Тем не менее, кто-то начинает механический цех будет. Они также будут обеспокоены нарезанием резьбы, поэтому вам необходимо убедиться, что ваш токарный станок оснащен соответствующими возможностями для нарезания линий.Несколько приспособлений для токарной обработки, на которые стоит обратить внимание
Стойка для инструментов должна позволять вам быстро изменять и менять инструменты. Работа с валами и другими более длинными деталями, вероятно, потребует даже отдыха. Это элемент, который привинчивается к станине и удерживает заготовку во время ее вращения. Для этого требуется трехкулачковый или четырехкулачковый патрон, планшайбы, вращающиеся центры и различные переходники с конусом Морзе, которые подходят к задней бабке. Вы в состоянии привести его в действие? Если в вашем магазине есть трехфазное электричество 220 вольт и вы можете им пользоваться, то тем лучше.
 Если нет, вам нужно купить фазопреобразователь или приобрести токарный станок, который может работать на одной фазе 110 вольт. Цифровое считывание (DRO) позволяет выполнять токарные операции намного проще и менее подвержено ошибкам, если у вас есть деньги.
Если нет, вам нужно купить фазопреобразователь или приобрести токарный станок, который может работать на одной фазе 110 вольт. Цифровое считывание (DRO) позволяет выполнять токарные операции намного проще и менее подвержено ошибкам, если у вас есть деньги.Покупка станка: последнее слово
На данный момент вы действительно делаете значительные инвестиции. Прежде чем вытащить свою кредитную карту, взгляните на картину в целом и выберите лучший вариант в долгосрочной перспективе для вас. Конечно, человек, который увлекается или только начинает, часто сможет жить, используя машину дешевой марки. Когда их требования возрастают, это может оказаться ошибкой. Немного больше на токарном станке высокого класса обеспечит более качественные детали и больше хлопот. Это, наряду с более крупной, прочной, тяжелой и устойчивой машиной, может в короткие сроки сэкономить деньги владельца на техническом обслуживании и ремонте.
Статья по теме: Что нужно и чего нельзя делать для обеспечения безопасности рабочих
Что такое токарный станок? Как это работает
Токарные станки являются одним из наиболее широко используемых обрабатывающих инструментов, которые обеспечивают гибкость для выполнения различных операций обработки на одном станке.

Эти станки доступны в различных размерах и имеют различные возможности обработки.
Поэтому важно понимать функциональность и изучать различные параметры токарного станка перед его покупкой.
Эта статья представляет собой подробное руководство по токарным станкам и проливает свет на их особенности, типы и операции обработки.
В заключение в этой статье также будет рассказано о том, что следует учитывать при покупке токарного станка.
Что в этой статье?
- Что такое токарный станок?
- Детали токарного станка
- Виды токарного станка
- Механические операции, которые можно выполнять на токарном станке
- Способы удержания на токарном станке
- Применение токарного станка
- На что обратить внимание перед покупкой токарного станка
- Часто задаваемые вопросы (FAQ)
Что такое токарный станок?
Токарный станок представляет собой станок, состоящий из шпинделя, который вращает заготовку с высокой скоростью, в то время как режущий инструмент перемещается в плоскости X-Z для удаления материала и выполнения различных операций механической обработки, таких как токарная обработка, накатка, растачивание, нарезание резьбы, торцовка и т.
 д. Он обычно используется для создания осесимметричных деталей.
д. Он обычно используется для создания осесимметричных деталей. Это один из старейших инструментов, который есть почти в каждой мастерской.
Традиционные токарные станки имеют 2-осевую систему, в которой инструмент может располагаться спереди/сзади заготовки по оси X и слева/справа по оси Z.
Однако современные системы осей токарных станков с ЧПУ могут состоять из 3, 4 или 5 осей, что делает их идеальными для обработки сложных геометрических форм с коротким временем цикла.
Детали токарного станка
Детали токарного станка (Источник: Kingston lathes)Токарный станок состоит из различных частей, которые функционируют согласованно для выполнения различных операций обработки.
Станина
Станина — основная часть токарного станка, на которой размещены все остальные детали.
Как правило, размер станины определяет максимальную длину заготовки, которую может обрабатывать токарный станок.
Передняя бабка
Передняя бабка — это удерживающая заготовку часть токарного станка, в которой находятся шпиндель, патрон, зубчатая передача и автоматические элементы управления, такие как рычаги управления скоростью и подачей.

Стационарный элемент токарного станка, который не перемещается относительно шасси и обычно располагается с левой стороны станка.
На передней бабке также расположены рычаги управления скоростью вращения шпинделя, которые можно использовать для переключения между низкими и высокими оборотами шпинделя.
Задняя бабка
Задняя бабка расположена справа от станка и используется для удержания длинных заготовок.
Может перемещаться влево и вправо по направляющим вдоль оси Z для удержания заготовок переменной длины.
Однако не используется при обработке мелких деталей.
Подставка для инструментов
Подставка для инструментов удерживает режущий инструмент и обычно располагается на каретке между задней и передней бабками.
Поперечные салазки помогают позиционировать резцедержатель по оси X, а подающий стержень облегчает перемещение по оси Z.
Таким образом, совместное движение поперечных салазок и ходового винта обеспечивает передачу режущего инструмента в плоскости XZ.

Ходовой винт
Ходовой винт направляет продольное движение каретки. Его функция аналогична подающему стержню, но обычно используется при автоматизации подачи инструмента.
Автоматическая подача инструмента обычно используется в процессах чистовой обработки и нарезания резьбы.
Шпиндель
Шпиндель — это вращающаяся часть токарного станка, которая вращает заготовку на высоких оборотах.
Приводится в действие шпиндельным двигателем, подключенным через ременную передачу или систему прямого привода.
Патрон
Патрон устанавливается на шпиндель и используется для удержания заготовки.
Стандартный патрон состоит из 3-х или 4-х кулачков, которые индивидуально регулируются с помощью зажимного ключа, чтобы удерживать заготовку на одной линии с осью токарного станка.
При токарной обработке выравнивание заготовки играет важную роль в качестве конечного продукта, и даже смещение на один градус может испортить работу.

Таким образом, циферблатный индикатор используется для проверки концентричности заготовки и ее точного выравнивания с продольной осью токарного станка.
Колеса с рукояткой
Обычно на токарном станке имеется три колеса с рукояткой.
Эти колеса используются для перемещения стойки инструмента, каретки и задней бабки по рабочей зоне токарного станка.
Колесики-рукоятки используются для ручного управления перемещением этих элементов по осям X и Z.
Серводвигатель для автоматической подачи
Серводвигатель используется для привода ходового винта для настройки автоматической подачи инструмента.
Этот двигатель управляет движением инструмента в соответствии с параметрами подачи и глубины резания, заданными оператором с помощью рычагов автоматического управления.
Режущий инструмент
Режущий инструмент устанавливается на стойке инструмента и используется для удаления материала с заготовки.
Существуют различные типы режущих инструментов для токарных станков, которые можно использовать для выполнения различных операций механической обработки на токарном станке.

Помимо всех этих компонентов, большинство токарных станков по металлу также состоят из системы подачи смазочно-охлаждающей жидкости туманного или струйного типа.
Типы токарных станков
Помимо дифференциации токарных станков по их размеру (мини, миди и полноразмерные), токарные станки классифицируются на основе их конструкции и функциональных возможностей.
Токарный станок с двигателем или центральный токарный станок
Токарный станок с центральным центром от KingstonЭто один из старейших токарных станков, используемых для обработки листового металла, и первоначально приводившийся в движение паровым двигателем, отсюда и название Токарный станок с двигателем.
Это горизонтальный обрабатывающий инструмент, который в основном используется для выполнения различных операций механической обработки металлов, таких как токарная обработка, торцовка, накатка и т. д.
Токарные станки для двигателей являются одними из самых универсальных токарных станков, которые используются для изготовления металлических деталей для автомобилей.
 , изготовление и т. д.
, изготовление и т. д.В этом токарном станке инструмент устанавливается на стойке инструмента и может перемещаться в поперечном направлении (вдоль оси X) и в продольном направлении (вдоль оси Z) для выполнения желаемого процесса обработки.
Токарный станок для инструментального цеха
Токарный станок для инструментального цеха представляет собой модифицированный токарный станок с двигателем, обеспечивающий более высокую точность и аккуратность операций механической обработки.
Эти токарные станки обычно используются в промышленности, где требуется высокоточная коническая токарная обработка, нарезание резьбы или шлифование заготовки.
Токарные станки Toolroom имеют сравнительно меньший размер станины, чем стандартные токарные станки с двигателем. Токарный станок оружейника является примером токарного станка инструментальной мастерской.
Токарные станки с токарным станком и револьверной головкой
Токарные станки с токарным станком и револьверной головкой являются еще одной модификацией токарного станка с двигателем и используются для крупномасштабных операций механической обработки, где требуется крупносерийное производство с коротким временем цикла.

В этих токарных станках задняя бабка заменена шестигранной револьверной головкой, которая вмещает несколько станков и может выполнять различные операции обработки за один проход.
Токарно-револьверные и токарно-револьверные станки имеют схожую функциональность, но главное отличие состоит в том, что токарно-револьверные станки могут выполнять тяжелые операции обработки, тогда как токарные станки с токарно-револьверной головкой идеально подходят для облегченных операций.
Скоростной токарный станок.
Скоростной токарный станок.В этих токарных станках инструмент помещается на подручник и перемещается вручную для выполнения требуемой операции обработки.
Ручной инструмент устраняет необходимость в различных удерживающих инструмент деталях, таких как инструментальная стойка, подающий винт, поперечина и т. д., тем самым уменьшая размер станка.
Скоростные токарные станки также известны как токарные станки по дереву и обычно используются в деревообрабатывающих операциях, таких как токарная обработка, шлифование, полировка и центровка.

Использование токарного станка по дереву сравнительно проще, чем других токарных станков по металлу, которые используют маховик для позиционирования режущего инструмента.
Таким образом, хороший токарный станок по дереву требует высокоскоростной конфигурации с низким крутящим моментом для получения гладкой обработанной поверхности по дереву.
Настольный токарный станок
Настольный токарный станокНастольные токарные станки представляют собой малогабаритные токарные станки, которые можно разместить на обычном верстаке в мастерской.
Эти токарные станки обеспечивают высокую точность и обычно используются в таких областях, как шлифование, изготовление часов и т. д., где требуется обработка мелких предметов.
Настольные токарные станки с ЧПУ, такие как Proxxon PD 400, можно использовать для высокоточной обработки мягких материалов.
Токарный полуавтомат
Токарный полуавтоматВ этом типе токарного станка оператор устанавливает заготовку в патрон и устанавливает автоматические скорости и подачи для процесса.

Однако автоматизация может применяться только к простым операциям, таким как токарная обработка, нарезание резьбы, конусная токарная обработка и т. д., где не задействована сложная геометрия.
Поэтому полуавтоматические токарные станки идеально подходят для массового производства, где требуется простая резка с высоким качеством поверхности.
Специальные токарные станки
Помимо традиционных токарных станков, существуют специальные токарные станки, которые используются для выполнения сложных операций механической обработки, с которыми традиционный токарный станок не справляется.
К таким токарным станкам относятся многошпиндельные токарные станки, многоосевые токарные станки, токарные станки швейцарского типа, вертикальные токарные станки, Т-образные токарные станки и т. д.
Токарные станки с ЧПУ
Токарный станок с ЧПУ от Kingston может работать со сложной геометрией с минимальным участием человека.Эти станки работают аналогично другим станкам с ЧПУ и требуют для работы специального программного обеспечения ЧПУ.

Они берут проект из программного обеспечения CAD, используют программное обеспечение CAM для преобразования проекта в G-коды, а затем компьютерная система управляет движением инструмента для получения желаемого разреза.
Токарные станки с ЧПУ, такие как Tormach 8L, идеально подходят для массового производства, где важна высокая точность и малое время цикла.
В зависимости от мощности, крутящего момента и скорости эти станки подразделяются на различные категории, например, токарные станки с ЧПУ для металлообработки, деревообработки и т. д.
Токарные операции при механической обработке для выполнения различных операций механической обработки.
Токарная обработка
Токарная обработка — это процесс механической обработки, при котором инструмент перемещается по длине вращающейся заготовки для получения желаемого продукта. Эта операция используется для изготовления цилиндрических объектов путем уменьшения внешнего диаметра материала до достижения требуемого размера.
Токарная обработка на токарном станке
Токарные операции обычно выполняются двумя способами: черновая обработка и чистовая обработка.
При черновой токарной обработке основной целью процесса является удаление материала и достижение необходимого размера.
В то время как при чистовом точении снимается сравнительно меньше материала, и основной целью является достижение высокого качества поверхности.
Токарные операции также могут выполняться для получения различных форм на цилиндрической заготовке, например, ступенчатая токарная обработка, токарная обработка конусов, токарная обработка фасок, контурная токарная обработка и фасонная токарная обработка.
Типы токарной обработкиИнструмент, используемый для выполнения этой операции, известен как токарный инструмент.
Токарные инструментыИнструмент для черновой токарной обработки имеет идеальную геометрию для удаления максимального количества материала, в то время как инструмент для чистовой токарной обработки предназначен для удаления меньшего количества материала с высоким качеством поверхности.

Наплавка
Наплавка — это процесс механической обработки, при котором режущий инструмент удаляет материал с передней поверхности заготовки. Эта операция обычно выполняется для уменьшения длины заготовки и получения гладкой поверхности, перпендикулярной оси вращения заготовки.
Торцевание на токарном станкеДля этой операции используется торцовочный инструмент.
Во время этого процесса инструмент перемещается радиально внутрь на толщину заготовки, тем самым удаляя материал и уменьшая длину заготовки.
Инструменты для торцовкиИнструмент устанавливается на стойку инструмента, которая перемещается перпендикулярно оси вращения и удаляет материал с поверхности заготовки.
Нарезка канавок
Нарезка канавок аналогична торцеванию, но выполняется на различной длине заготовки для удаления материала на определенную глубину, в результате чего создается канавка. Инструмент перемещается радиально в заготовку для создания канавки, а ширина канавки зависит от размера инструмента.
Нарезание канавок на токарном станке
Однако, если кромка режущего инструмента погружается в заготовку до центра, часть заготовки отделяется от заготовки и падает на станину токарного станка.
Этот процесс известен как отрезка и используется для резки цилиндрических заготовок нужной длины.
Нарезка канавок также может выполняться на лицевой стороне заготовки путем размещения режущего инструмента вдоль продольной оси токарного станка.
Продольное перемещение режущего инструмента определяет глубину канавки, и этот процесс обычно известен как нарезание торцевых канавок.
Для этой операции используется инструмент для нарезания канавок.
Инструмент для нарезания канавок или отрезкиОн состоит из режущей головки, которая удаляет материал по определенной схеме, в зависимости от формы головки инструмента.
Накатка
Накатка на токарном станкеНакатка — это процесс создания зубчатого рисунка на цилиндрической заготовке для увеличения трения и обеспечения лучшего захвата.
Накатной инструмент Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности. Эти колеса прижимаются к вращающейся заготовке, и рисунок вкатывается в поверхность материала.
Нарезание резьбы
Нарезание резьбы — это процесс удаления материала для создания спирального рисунка на внешней поверхности заготовки. Каждый элемент спирального рисунка известен как резьба, а рисунок резьбы обычно определяется углом резьбы и расстоянием между соседними витками (шагом).
Нарезание резьбы на токарном станкеРезьба также может быть нарезана на внутренней поверхности заготовки, например, гайки, используемые в сборке гайка-болт, где гайка имеет внутреннюю резьбу, а болт имеет наружную резьбу.
Процесс нарезания внутренней резьбы на заготовке известен как нарезание резьбы и обычно выполняется путем вставки инструмента в уже просверленное отверстие и удаления материала изнутри.

Инструмент для нарезания резьбы устанавливается на стойке инструмента и перемещается по длине заготовки для нарезания нужной резьбы.
Инструмент для нарезания резьбыПринимая во внимание, что при нарезании внутренней резьбы/нарезании резьбы инструмент обычно устанавливается на задней бабке и перемещается в осевом направлении внутрь и наружу уже просверленного отверстия.
Сверление
Сверление на токарном станкеТипичное сверление состоит из высокоскоростного вращающегося инструмента, который погружается в заготовку для получения отверстия нужного диаметра. Однако при сверлении на токарном станке заготовка вращается с высокой частотой вращения, и невращающийся режущий инструмент погружается в осевом направлении в поверхность заготовки, чтобы получить желаемое отверстие.
Сверлильный инструментСверлильный инструмент представляет собой многогранный режущий инструмент, который устанавливается либо на задней бабке, либо на резцедержателе токарного станка.

Сверление
Сверление похоже на сверление, но вместо удаления материала для просверливания отверстия при сверлении увеличивается внутренний диаметр уже просверленного отверстия. Этот процесс также можно использовать для выполнения внутренних токарных операций, таких как ступенчатая токарная обработка, конусная токарная обработка и т. д.
Растачивание на токарном станкеРасточной инструмент представляет собой режущий инструмент в форме стержня с режущей головкой, который удаляет материал для увеличения отверстия.
Расточная оправкаРежимы работы на токарном станке
Операции, выполняемые на токарном станке, состоят из вращающейся заготовки и движущегося режущего инструмента, удаляющего материал с заготовки.
Однако токарные операции могут быть трех разных типов, в зависимости от крепления заготовки.
Торцевая обработка
Когда заготовка зажата на одном конце и свободна на другом конце, как консольная балка, это называется торцевой обработкой.

При торцевой обработке заготовка устанавливается на шпиндель на конце передней бабки, а режущий инструмент имеет доступ к криволинейной поверхности и торцу заготовки.
Как правило, этот тип крепления используется при выполнении торцевых операций.
Конфигурация торцевой обработки не рекомендуется для применений, где к заготовке необходимо приложить сильное радиальное усилие резания.
Это связано с тем, что приложение большой силы к переднему концу заготовки может привести к поломке или снятию заготовки с патрона, тем самым повредив заготовку.
Между центрами
Конфигурация между центрами обычно используется при работе с длинными заготовками.
В этом методе заготовка зажимается с обоих концов передней и задней бабками, чтобы обеспечить большую поддержку по всей длине заготовки.
Эта конфигурация идеальна для обработки длинных заготовок или для операций, в которых большое усилие резания должно передаваться радиально.
Эксцентриковый токарный станок
Распределительный вал с различными индивидуально симметричными кулачкамиЭксцентричное точение – это когда во время процесса заготовка повторно устанавливается на шпиндель с новой осью вращения, параллельной предыдущей оси.

Новая ось вращения задается изменением расположения кулачков патрона, удерживающего заготовку.
Этот процесс производит несимметричный продукт с различными поперечными сечениями, которые индивидуально симметричны.
Как правило, этот тип крепления используется для изготовления распределительных валов.
Применение токарного станка
Универсальный характер токарных станков делает их идеальными для различных применений, связанных с обработкой материала для производства осесимметричных заготовок.
Токарные станки для тяжелых условий эксплуатации, такие как токарные станки для двигателей, револьверные токарные станки, автоматические токарные станки и т. д. идеально подходят для обработки металлов и обычно используются для изготовления различных автомобильных деталей, таких как распределительные валы.
Настольный токарный станок используется для обработки небольших деталей, таких как часы, ювелирные изделия, медицинское оборудование и т.
 д.
д.Точно так же высокоскоростные токарные станки идеально подходят для операций, связанных с обработкой дерева.
На этих станках можно изготавливать изделия из дерева, симметричные относительно оси, например, цилиндрические ножки для мебели, миски и т. д. ).
Специальные токарные станки с ЧПУ с более высокой системой осей также могут использоваться для выполнения сложной гравировки на поверхности заготовки.
На что следует обратить внимание перед покупкой токарного станка
При покупке токарного станка, соответствующего вашим требованиям, следует учитывать различные факторы.
Размер
Размер токарного станка обычно обозначается в формате A x B, где A известен как «поворот» и обозначает расстояние по вертикали между центром передней бабки и станиной станка.
Определяет максимальный радиус заготовки, которая может поместиться на этом токарном станке для обработки.
Принимая во внимание, что B известен как «размер станины» и обозначает расстояние по горизонтали между передней и задней бабками.

Размер станины определяет максимальную длину заготовки, которая может поместиться на токарном станке для операций механической обработки.
Например, токарный станок размером 10 x 20 может обрабатывать заготовку с максимальным радиусом 10 дюймов и максимальной длиной 20 дюймов.
Кроме того, важно учитывать площадь токарного станка, чтобы убедиться, что он соответствует доступному пространству в вашей мастерской.
Конфигурация скорости, крутящего момента и мощности
Конфигурация скорости, крутящего момента и мощности зависит от материала, размера и веса обрабатываемой детали.
Как правило, при работе с небольшими и легкими деревянными заготовками рекомендуется иметь высокоскоростной токарный станок с относительно меньшей мощностью и крутящим моментом.
Аналогичным образом, при работе с крупными и тяжелыми предметами (например, металлами) вам в первую очередь необходимо иметь токарный станок с высоким крутящим моментом и мощностью для вращения тяжелой заготовки.

Таким образом, по скорости и мощности токарные станки можно разделить на токарные станки по дереву и токарные станки по металлу.
Хотя трудно иметь идеальную конфигурацию, подходящую для всех требований, большинство токарных станков обеспечивают уровень управления скоростью, который изменяет конфигурацию скорости, мощности и крутящего момента в соответствии с вашими требованиями.
Эта способность контролировать скорость и мощность позволяет использовать токарный станок по дереву для обработки мягких металлов и наоборот, но за счет качества и точности.
Материалоемкость
Материалоемкость токарного станка является важным фактором, который следует учитывать при покупке токарного станка.
Обычно зависит от мощности, скорости и крутящего момента токарного станка.
Токарный станок с высоким крутящим моментом может обеспечить лучшие результаты обработки металлических заготовок по сравнению со станком с более высокой скоростью вращения шпинделя, который идеально подходит для обработки дерева.

Кроме того, производительность токарного станка также зависит от степени свободы (количества осей) токарного станка.
Токарный станок с более высокой системой осей может обрабатывать сложные геометрические формы с более высокой точностью и коротким циклом.
Ременный привод или шпиндель с прямым приводом
Трансмиссия, используемая для привода шпинделя, играет важную роль в определении производительности токарного станка.
Ременная передача является одной из наиболее часто используемых систем трансмиссии в токарных станках.
Однако, по сравнению с прямым приводом, ременный привод обеспечивает более медленное изменение скорости и меньшую выходную мощность.
Обычному ременному приводу требуется почти в два раза больше времени, чем шпинделю с прямым приводом, чтобы достичь скорости 0–3000 об/мин.
Инструменты, необходимые для вашего применения
Помимо учета затрат на покупку токарного станка, инструменты, необходимые для вашего применения, также могут повлиять на бюджет вашего токарного станка.

Как правило, твердосплавные токарные инструменты рекомендуются для большого съема материала, гладкой поверхности и длительного срока службы.
Токарный станок с ЧПУ по сравнению с традиционным токарным станком
При покупке токарного станка важно учитывать тип токарного станка, подходящего для вашего применения.
Существуют различные токарные станки, которые используются для различных сценариев обработки.
После выбора подходящего типа токарного станка важно также подумать о выборе токарного станка с ЧПУ.
Токарный станок с ЧПУ, как правило, дороже, чем традиционный токарный станок, но может обеспечить более высокую точность и повторяемость.
Поэтому для приложений, требующих обработки сложной геометрии с высокой точностью, рекомендуется использовать токарный станок с ЧПУ.
Кроме того, токарные станки с ЧПУ являются хорошей инвестицией для будущих приложений, где может быть желательно массовое производство продуктов с коротким временем цикла.

Часто задаваемые вопросы (FAQ)
Какие существуют три основных типа токарных станков?
Существует три основных типа токарных станков: центральный токарный станок, настольный или мини-токарный станок и токарный станок с ЧПУ. Центровочные токарные станки можно разделить на токарные станки с двигателем и скоростные токарные станки. В то время как токарные станки с ЧПУ включают в себя все типы токарных станков по металлу с компьютерной системой для автоматизации процесса обработки.
Можно ли использовать настольный токарный станок для обработки металлов?
Да, настольный токарный станок можно использовать для обработки металлов. Однако эти станки сравнительно менее жесткие, чем центральные токарные станки, и поэтому идеально подходят для обработки мягких металлов, таких как латунь, алюминий, медь, цинк и другие неметаллические материалы.
В чем разница между токарным станком Capstan и токарным станком с револьверной головкой?
Токарный станок Capstan — это легкий токарный станок, идеально подходящий для обработки мягких материалов, тогда как револьверный токарный станок идеально подходит для обработки тяжелых материалов.
