3е184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный)Схемы, описание, характеристики
Сведения о производителе бесцентрового круглошлифовального универсального станка 3М184
Производитель бесцентрового круглошлифовального станка 3М184 — Витебский станкостроительный завод Вистан, основанный в 1914 году.
В 1960 году решением правительства было прирято решение о выпуске бесцентро-вошлифовальных станков универсальных и специальных.
Витебский станкостроительный завод «Вистан» одно из ведущих предприятий по производству круглошлифовальных, центровых и бесцентровых станков, зубообрабатывающих, обрабатывающих центров с ЧПУ, токарных, специальных, мини, деревообрабатывающих станков.
Продукция Витебского станкостроительного завода Вистан
Модификации станков бесцентрового шлифования серии 3е184
- 3е184В — станок круглошлифовальный бесцентровый полуавтомат высокой точности
- 3е184А — станок круглошлифовальный бесцентровый полуавтомат особо высокой точности
- 3е184ШВ — (ВСА-184KNC) — станок круглошлифовальный бесцентровый с программируемым контроллером
- 3е184АМ — (ВСА-184NC) — станок круглошлифовальный бесцентровый с программируемым контроллером
Предшествующие модели серии 3184:
- 3184 — первая модель серии
- 3А184, 3А184П — ориенитировочно 1970 год
- 3М184, 3М184В, 3М184А, 3М184И — ориенитировочно 1974 год
3е184 станок круглошлифовальный бесцентровый. Назначение и область применения
Станок бесцентровошлифовальный 3е184 предназначен для шлифования тел вращения с диаметром заготовок от 4 до 80 мм при обработке на проход и при обработке врезанием. Допускаемый диаметр устанавливаемого изделия на полуавтоматах 3Е184В и 3Е184А до 125 мм.
Полуавтомат обеспечивает автоматические циклы:
- врезного шлифования с функциональной подачей;
- правки шлифовального круга;
- компенсации размера обрабатываемой детали;
- компенсации положения алмаза относительно образующей шлифовального круга.
Для осуществления врезного шлифования на полуавтомате предусмотрена установка загрузочного манипулятора УЗ1-588, налаженного на загрузку деталей диаметром 27—40 и длиной до 245 мм.
Для загрузки деталей разнообразной конфигурации, диаметры и длины которых отличны от указанных в паспорте полуавтомата, конкретное загрузочное устройство и наладки завод изготовляет по особому заказу.
Полуавтоматы позволяют:
- производить шлифование со скоростью до 60 м/с
- обрабатывать детали диаметром в 1,6 раза больше, чем предусмотрено ГОСТ 2898—84;
- имеют увеличенный диаметр опорных шеек шпинделей
- портальное расположение ведущего круга, что значительно повышает жесткость шпинделей.
Применение гидростатических опор шпинделей повышает точность обработки полуавтомата 3Е184А.
Полуавтоматы обладают следующими преимуществами перед базисным станком 3М184:
- увеличена высота кругов в 1,6 раза;
- повышена мощность привода шлифовального круга в 3 раза;
- увеличена скорость продольного перемещения механизмов правки шлифовального и ведущего кругов в 2 раза
- увеличение угла поворота бабки ведущего круга в 1,6 раза;
- автоматические циклы правки шлифовального круга и подналадки цикла работы шлифовальной бабки;
- очистка СОЖ магнитным сепаратором и т. д.
Бабка шлифовального круга и бабка ведущего круга подвижны. Суппорт и опорный нож неподвижны. Бабку ведущего круга можно установить в горизонтальной плоскости под углом ±30°, а наибольший угол наклона оси ведущего круга в вертикальной плоскости ±8°. Шлифовальная бабка установлена на роликовых направляющих со стальными закаленными планками. Боковые направляющие также роликовые. Бабка ведущего круга установлена на направляющих скольжения.
Класс точности станков по ГОСТ 8—82Е: мод. 3Е184В — В; мод. 3Е184А — А.
Принцип работы и особенности конструкции станка
Шлифование со сквозной подачей (напроход)
Для работы этим методом ось ведущего круга устанавливают в вертикальной плоскости относительно оси шлифовального круга под углом α до 4° (рис. 58, б).
В процессе шлифования оси обоих кругов и нож неподвижны. По мере износа кругов их перемещают относительно друг друга на величину износа.
Материал ведущего круга вследствие высокого коэффициента трения обеспечивает хорошее сцепление ведущего круга со шлифуемой заготовкой. Поэтому установленный под углом α и вращающийся с окружной скоростью v ведущий круг сообщает заготовке круговую подачу с окружной скоростью vо=v cosα м/мин (рис. 58, б) и продольную подачу со скоростью vп=v sinα м/мин.
Действительная окружная скорость v′о под влиянием дополнительного вращения заготовки шлифовальным кругом несколько больше теоретической vо: v′о=(1,02..1,07) vо (в зависимости от угла α).
Процесс шлифования может быть непрерывным, поэтому бесцентрово-шлифовальные станки удобно использовать в поточных и автоматических линиях.
Шлифование с поперечной подачей (на врезание)
Этим методом пользуются при шлифовании заготовок с фасонным, коническим или иным, отличным от цилиндрического профилем, а также при шлифовании цилиндрических заготовок с буртом или какой-либо выступающей частью, диаметр которой больше диаметра шлифуемой поверхности.
При работе методом врезания оси кругов располагают горизонтально, заготовку помещают между ножом и ведущим кругом. Шлифование поверхности ведется одновременно по всей длине за счет поперечной подачи шлифовального (или в некоторых станках ведущего) круга. В конце поперечной подачи изделие имеет заданный размер.
Профиль обоих кругов правится в соответствии с профилем шлифуемой заготовки. Длина обрабатываемой поверхности не может быть больше ширины шлифовального круга.
Шлифование со сквозной подачей до упора. Этим методом пользуются для шлифования цилиндрических поверхностей заготовок с буртом или конических поверхностей. Осевое перемещение заготовки ограничивается упором, который после окончания обработки выталкивает ее.
Шлифование продвижным методом
Характерной особенностью этого метода является движение опорного ножа вместе с заготовкой в процессе ее обработки. Для перемещения ножа используют специальное приспособление, которое устанавливают на опорный мостик 4 (рис. 59, г).
Этот метод применяют вместо шлифования со сквозной подачей до упора, когда продольную подачу и отвод изделия удобней осуществлять с помощью опорного ножа.
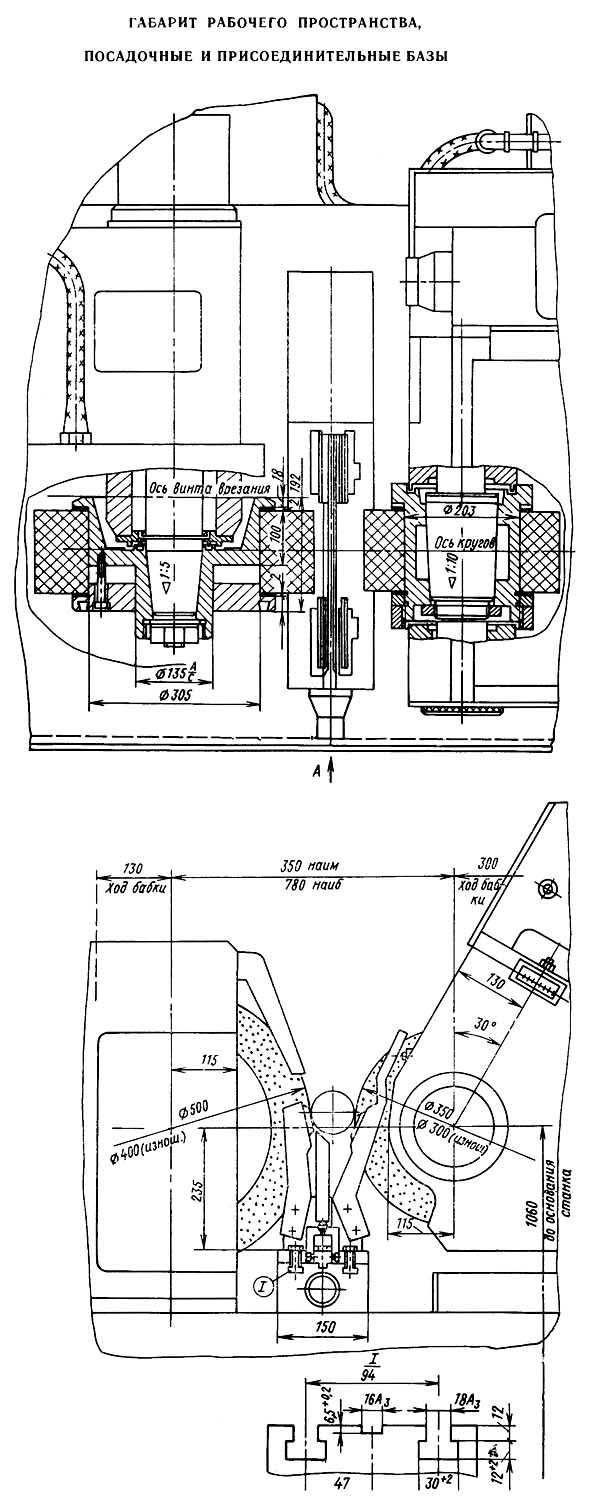
3е184 Габарит рабочего пространства станка, посадочные и присоединительные базы
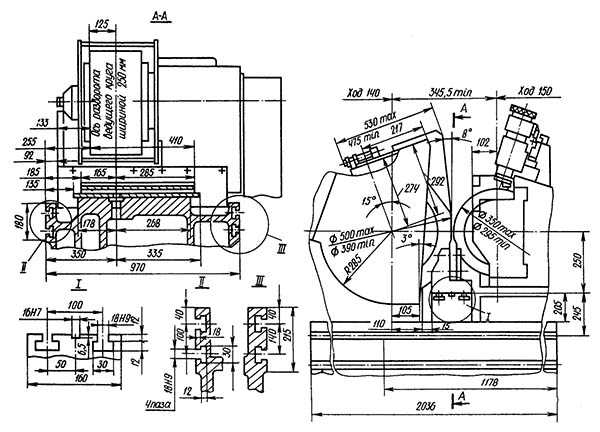
Габарит рабочего пространства шлифовального станка 3е184
Габарит рабочего пространства шлифовального станка 3е184. Смотреть в увеличенном масштабе
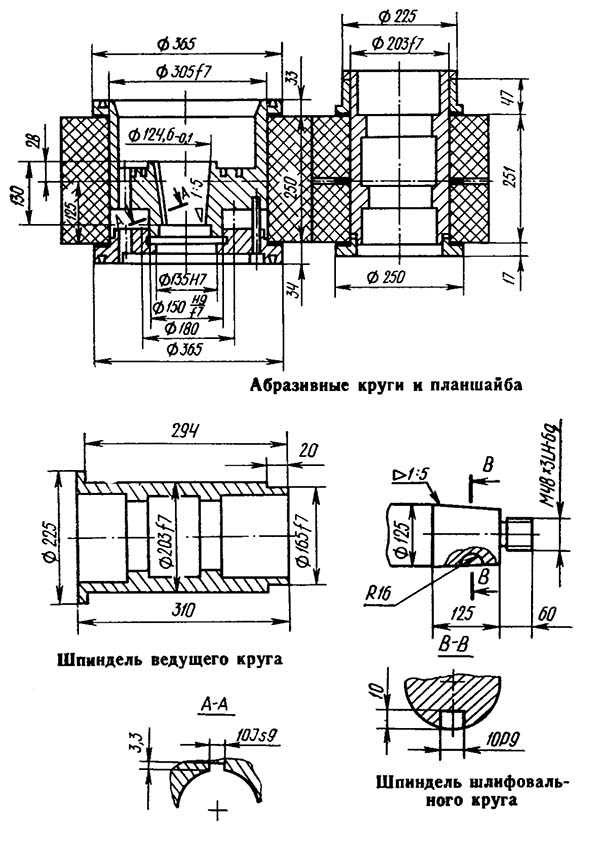
Абразивные круги и планшайба бесцентрового станка 3е184
Абразивные круги и планшайба бесцентрового станка 3е184. Смотреть в увеличенном масштабе
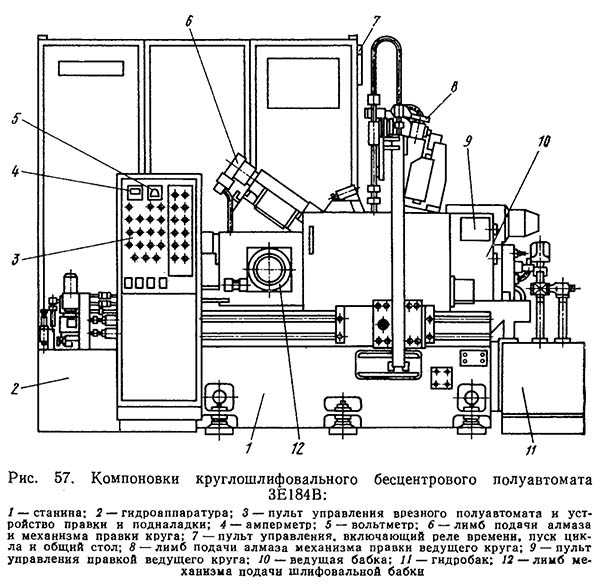
3е184 Общий вид круглошлифовального бесцентрового станка

Фото круглошлифовального бесцентрового станка 3е184
Фото круглошлифовального бесцентрового станка 3е184. Смотреть в увеличенном масштабе

Фото круглошлифовального бесцентрового станка 3е184

Фото круглошлифовального бесцентрового станка 3е184
Расположение основных узлов бесцентрово-шлифовального станка 3е184
Расположение основных узлов бесцентрово-шлифовального станка 3е184
Расположение основных узлов бесцентрово-шлифовального станка 3е184. Смотреть в увеличенном масштабе
Кинематическая схема круглошлифовального станка 3е184

Кинематическая схема круглошлифовального станка 3е184
Схема кинематическая круглошлифовального станка 3е184. Смотреть в увеличенном масштабе
Вращательное движение шпиндель шлифовального круга получает от электродвигателя Ml, установленного отдельно от станка на плите через клиноременные передачи 315/200 и 180/200. Частоты вращения шпинделя шлифовального (режущего) круга соответственно будут n1 = 2292 и n2=1337 об/мин.
При шлифовальном круге диаметром 500 мм скорость резания при n1 = 2292 об/мин равна 60 м/с, а при n2=1337 об/мин — 35 м/с. По мере износа круга скорость резания уменьшается.
Вращение ведущего круга
Электродвигателем М2 постоянного тока через ременную передачу 90/90 и червячную передачу 2/25 осуществляют бесступенчатое регулирование частоты вращения шпинделя ведущего круга от 12 до 150 об/мин при шлифовании и до 300 об/мин, при правке ведущего круга. Перемещение бабки ведущего круга осуществляют вручную через зубчатую передачу 18/45 и ходовой винт с шагом р = 3 мм.
Шлифовальную бабку можно перемещать вручную и автоматически. Ручное перемещение осуществляют вращением маховичка А через червячную передачу 1/80. В ступице червячного колеса нарезана резьба с шагом p1 = 10 мм. За один оборот рукоятки бабка переместится на 1 (1/80) 10 = 0, 125 мм. Вместе с маховичком А вращается храповое колесо z = 110. При повороте храпового колеса на один зуб бабка перемещается на 0, 001 мм.
Автоматическое перемещение шлифовальной бабки осуществляют от гидроцилиндра через рейку z = 23, зубчатый сектор и храповое колесо z=110. Подача при повороте храпового колеса на один зуб равна 0, 001 мм. Работа и ускоренные перемещения осуществляются от гидроцилиндров 3 и 4 роликом 2 и клином 1.
Ускоренный подвод и отвод шлифовальной бабки осуществляют электродвигателем М5 посредством зубчатой передачи 22/56, червячной передачи 1/80 и ходового винта с шагом р = 10 мм. Скорость перемещения равна 74 мм/мин. Наибольшее установочное перемещение шлифовального (режущего) круга 140 мм, а бабки ведущего круга 150 мм.
Правка шлифовальных кругов
Привод продольных кареток правящих инструментов осуществляют электродвигателем М3 и М4 постоянного тока через зубчатые передачи 26/130 и ходовый винт с шагом р2= 2 мм. Наибольшая скорость перемещения алмаза в продольном направлении 600 мм/мин, а наименьшая 30 мм/мин. Алмаз (алмазно-металлический карандаш) перемещают в радиальном направлении вручную винтами с шагом р3= 1, 5 мм через храповое колесо z=150.
Механизм врезного шлифования
Шток гидроцилиндра 3 является продолжением ходового винта бабки шлифовального круга. В штоке предусмотрен паз, через который проходит клин 1, закрепленный на штоке гидроцилиндра 4. Клин предназначен для сообщения бабке шлифовального круга рабочей подачи от 0 до 5 мм/мин (копиры сменные). Гидроцилиндр 3 обеспечивает ускоренное перемещение бабки до 40 мм/мин.
Гидравлическая схема круглошлифовального станка 3е184
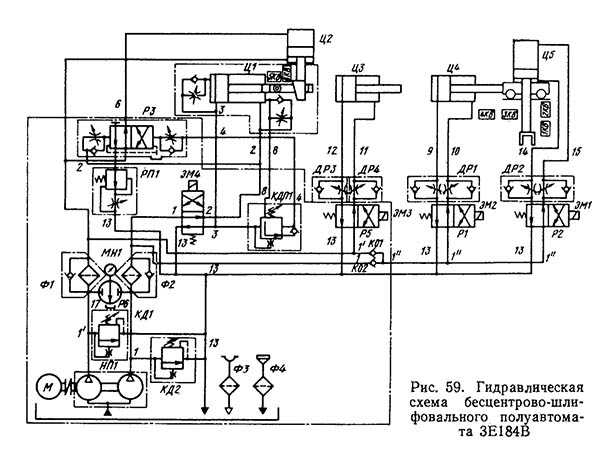
Гидравлическая схема круглошлифовального станка 3е184
Гидравлическая схема круглошлифовального станка 3е184. Смотреть в увеличенном масштабе
Гидравлическое оборудование полуавтомата (рис. 59) обеспечивает:
- загрузку заготовок манипулятором в зону шлифования и выгрузку изготовленных деталей;
- цикл врезной подачи шлифовальной бабки, состоящий из быстрого подвода, рабочей подачи и отвода ее;
- подналадку шлифовальной бабки;
- смазывание подшипников шпинделя шлифовального круга от насоса.
Нажатием кнопки «Гидропривод» на пульте управления включается сдвоенный пластинчатый насос, обозначенный на схеме НП1. Потоки масла через фильтры Ф1 и Ф2 по магистралям 1 и 1″ направляются в гидравлическую систему полуавтомата. Давление масла регулируют гидроклапанами давления КД1 и КД2, а визуально контролируют по манометру МН1, включаемому золотником Р6.
Нажатием кнопки «Пуск цикла» включается электромагнит Э1 гидрораспределителя Р2. Происходит подъем заготовки из зоны загрузки гидроцилиндром вертикального перемещения Ц5. В конце подъема срабатывает выключатель 2KB, который дает команду на включение электромагнита Э2 гидрораспределителя Р1. Происходит перенос заготовки к зоне шлифования гидроцилиндром горизонтального перемещения Ц4. В конце хода срабатывает выключатель ЭКВ, который дает команду на отключение электромагнита Э1 гидрораспределителя Р2. Происходит опускание заготовки на нож.
В конце опускания срабатывает выключатель 1KB, который подает команду на включение электромагнита Э4 гидрораспределителя Р4. Происходит быстрый подвод шлифовальной бабки. Перед контактом копира с роликом поршень гидроцилиндра Ц1 перекрывает основное отверстие слива из штоковой полости гидроцилиндра. При этом масло поступает на слив только через тормозной игольчатый дроссель. Скорость перемещения шлифовальной бабки уменьшается и ролик плавно ложится на копир. В момент его контакта с копиром срабатывает гидроклапан последовательности КДП1 с обратным гидроклапаном и переместит золотник гидрораспределителя РЗ в положение рабочей подачи. Поршень гидроцилиндра рабочей подачи Ц2 будет перемещаться со скоростью регулятора потока РП1, настроенного на рабочую подачу бабки.
В конце хода копира срабатывает выключатель 6КВ, который установит реле времени РВ1 контроля выхаживания. По окончании выхаживания РВ1 отключает электромагнит Э4 гидрораспределителя Р4. Происходят быстрый отвод шлифовальной бабки и возврат копира подачи в исходное положение. Срабатывает выключатель 5КВ, который даёт команду на включение электромагнита Э1 распределителя Р2. Происходит подъем изготовленной детали из зоны шлифования. В конце подъема срабатывает выключатель 2KB и подает команду на отключение электромагнита Э2 гидрораспределителя PL Происходит перенос детали в зону загрузки-выгрузки. В конце хода выключатель 4KB дает команду на отключение электромагнита Э1 гидрораспределителя Р2. Происходит опускание детали на призму, срабатывает выключатель 1KB, который дает разрешение на повторение цикла.
Подналадка шлифовальной бабки. Нажатием кнопки «Подналадка» включается электромагнит Э3 гидрораспределителя Р5. Подналадку осуществляют гидроцилиндром ЦЗ шлифовальной бабки. По окончании подналадки реле времени отключает электромагнит ЭЗ. При этом происходит возврат поршня гидроцилиндра ЦЗ подналадки в исходное положение.
Цифрами 1… 17 обозначены трубопроводы; ДР1…ДР4 — гидродроссель; КО1 и КО2 — обратные гидроклапаны. Объем масляного резервуара v = 150 л; Ф4 — фильтр заливочный; ФЗ — фильтр воздушный.
Смазывание подшипников шпинделя шлифовального круга (рис. 60). Вместимость масляного резервуара для смазывания v=125 л.
Масло к подшипникам шпинделя подает шестеренный насос НШ1 (N=0, 25 кВт, n = 1500 об/мин) с расходом масла Q = 8 л/мин и давлением р=0, 5 мПа. Затем масло через фильтр Ф1, теплообменник AT1, магистраль 1С, подшипники шпинделя круга попадает на слив по магистрали 2С через РПК1 реле потока, которое контролирует циркуляцию масла в системе смазывания. Масло, поступая в ковш, опускает его, и верхний рычаг замыкает электрическую цепь, включая электродвигатель привода. шлифовального круга.
Установочный чертеж круглошлифовального станка 3е184
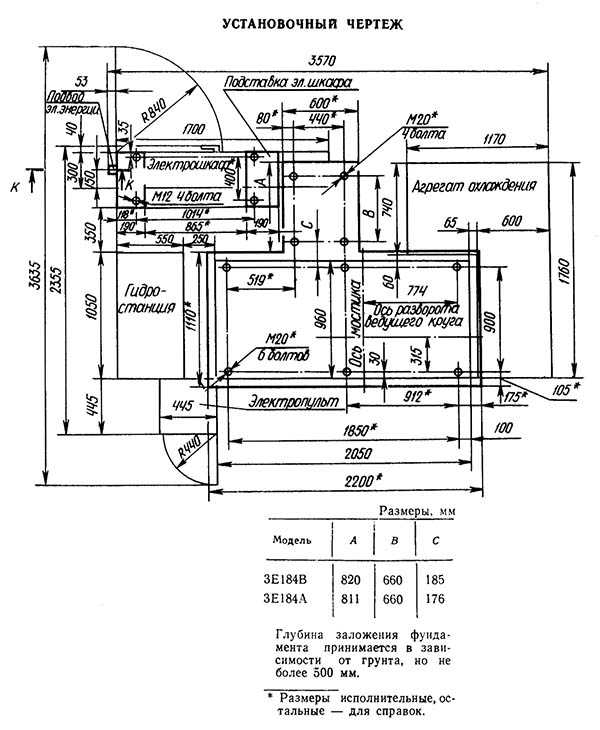
Установочный чертеж круглошлифовального станка 3е184
Установочный чертеж круглошлифовального станка 3е184. Смотреть в увеличенном масштабе
3е184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный). Видеоролик.
Технические характеристики станка 3е184
| Наименование параметра | 3184 | 3М184 | 3Е184В |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В,А | |
| Наибольший диаметр обрабатываемой заготовки, мм | 3..75 | 3..80 | 4..80 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 10 | ||
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 250 | 245 | |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 150 | 145 | 156..245 |
| Наибольшая длина обрабатываемых изделий в нормальном приспособлении, мм | 220 | ||
| Наибольшая длина прутка в специальном приспособлении, мм | 1000 | 1000 | |
| Высота от основания станка до оси кругов, мм | 1120 | 1060 | 1060 |
| Высота от зеркала мостика до оси кругов (высота центров), мм | 235 | 250 | |
| Шлифовальный круг | |||
| Тип шлифовального круга по ГОСТ 2424-83 | ПП | ПП | ПП |
| Наружный диаметр наименьший/ наибольший, мм | 400..500 | 400..500 | 390..500 |
| Высота (ширина) круга наименьшая/ наибольшая, мм | 150..200 | 150 | 160..250 |
| Диаметр отверстия, мм | 305 | 203 | 305 |
| Число оборотов в минуту | 1370..1910 | 1370 | 1337, 2293 |
| наименьшая и наибольшая окружная скорость (скорость шлифования), м/сек | 35..50 | 35..50 | 35..60 |
| Ведущий круг | |||
| Тип шлифовального круга по ГОСТ 2424-83 | ПП | ПП | ПП |
| Наружный диаметр наименьший/ наибольший, мм | 260..300 | 300..350 | 295..350 |
| Наибольшая высота (ширина) наименьшая/ наибольшая, мм | 150..200 | 150 | 160..250 |
| Диаметр отверстия, мм | 127 | 203 | 203 |
| Бабка шлифовального круга | |||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | Ø 125 х 125 | |
| Наибольшее установочное перемещение при снятых кругах, мм | 105 | 130 | 140 |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | 70 | |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | 0,001 | |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | 0,125 | |
| Рабочее перемещение толчковой подачи, мм | 0,001 | 0,001 | |
| Наибольшее рабочее перемещение механизмом врезания, мм | 5 | ||
| Скорость подачи при врезном шлифовании, мм/мин | 10 | 0,1..30 | |
| Бабка ведущего круга | |||
| Перемещение наибольшее при снятых кругах, мм | 300 | 150 | |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | 0,02 | |
| Перемещение на один оборот лимба винта подачи, мм | 6 | 1,5 | |
| Наибольший угол наклона в вертикальной плоскости, град | -2 +4° | ±5° | ±8° |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30° | ±30° | |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 10..130 | 11..150 | 12..150 |
| Число оборотов в минуту при правке | 290 | 300 | |
| Механизм правки шлифовального круга | |||
| Наибольшее поперечное перемещение алмаза, мм | 65 | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | 0,01 | |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | 1,5 | |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 30..250 | 30..600 | |
| Наибольший угол разворота копира, град | ±2° | ±5° | |
| Привод, габарит и масса станка | |||
| Род тока питающей сети | Переменный трехфазный, 380 В, частота тока 50 Гц | Переменный трехфазный, 380 В, частота тока 50 Гц | Переменный трехфазный, 380 В, частота тока 50 Гц |
| Напряжение электроприводов, в | 380 | 380 | 380 |
| Напряжение цепей управления, в | 110 | 110 | 110 |
| Напряжение цепей местного освещения, В | 36 | 36 | 24 |
| Напряжение сигнализации, В | 5,5 | 5,5 | 22 |
| Напряжение постоянного тока, В | 110 | 110 | 24 |
| Количество электродвигателей на станке | 11 | 12 | |
| Электродвигатель привода шлифовального круга, кВт (об/мин) | 15 | 30 (1500) | |
| Электродвигатель привода ведущего круга — тип | ПБСТ-22-В | ||
| Электродвигатель привода ведущего круга, кВт (об/мин) | 0,85 (2200) | 2,0 (3150) | |
| Электродвигатель привода электромашинного усилителя — тип | ЭМУ-12А | ||
| Электродвигатель привода электромашинного усилителя, кВт (об/мин) | 1,2 (2900) | ||
| Электродвигатель привода гидронасоса, кВт (об/мин) | 1,1 (1400) | 2,2 (1000) | |
| Электродвигатель насоса смазки подшипников шпинделя шлифовального круга, кВт (об/мин) | 0,25 | 1,5 (1500) | |
| Электродвигатель насоса смазки подшипников шпинделя ведущего круга, кВт (об/мин) | 0,12 | 1,5 (1500) | |
| Электродвигатель привода насоса охлаждения, кВт (об/мин) | 0,6 | ||
| Электродвигатель привода магнитного сепаратора, кВт (об/мин) | 0,12 | 0,09 (1500) | |
| Электродвигатель привода правки шлифовального круга, кВт (об/мин) | 0,09 | 0,09 (1500) | |
| Электродвигатель привода правки ведущего круга, кВт (об/мин) | 0,09 | 0,09 (1500) | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки, кВт (об/мин) | 0,25 (1400) | 0,25 (1500) | |
| Суммарная мощность электродвигателей, кВт | 17,48 | 18,47 | 38,24 |
| Габаритные размеры и масса станка | |||
| Габарит станка (длина X ширина X высота), мм | 2030 х 1900 х 1600 | 2945 х 1885 х 2120 | 3650 х 2420 х |
| Масса станка с приставным оборудованием, кг | 4300 | 6850 | 6990 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3М184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный)Схемы, описание, характеристики
Сведения о производителе бесцентрового круглошлифовального универсального станка 3М184
Производитель бесцентрового круглошлифовального станка 3М184 — Витебский станкостроительный завод Вистан, основанный в 1914 году.
В 1960 году решением правительства было прирято решение о выпуске бесцентро-вошлифовальных станков универсальных и специальных.
Витебский станкостроительный завод «Вистан» одно из ведущих предприятий по производству круглошлифовальных, центровых и бесцентровых станков, зубообрабатывающих, обрабатывающих центров с ЧПУ, токарных, специальных, мини, деревообрабатывающих станков.
Продукция Витебского станкостроительного завода Вистан
Способы и особенности бесцентрового шлифования
Принцип бесцентрового шлифования. При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.
Бесцентровое шлифование применяется для обработки наружных поверхностей деталей, не имеющих центровых отверстий.
В зависимости от режимов шлифования и характеристики применяемого шлифовального круга при обработке на бесцентровошлифовальных станках может быть достигнута точность обработки 1—3 класса и шероховатость поверхности V7—V10.
Основными преимуществами бесцентрового шлифования по сравнению с круглым центровым шлифованием являются:
- возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий
- шлифование деталей с большими подачами благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга
- простота обслуживания станков, не требующая рабочих высокой квалификации
- простота встраивания в автоматические линии
- погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали
Методы бесцентрового шлифования
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
- а — продольное шлифование «на проход»
- б — врезное шлифование с поперечной подачей на всю ширину обработки
- в — шлифование до упора с продольной подачей и поперечной подачей на высоту круга
- 1 — шлифовальный круг
- 2 — обрабатываемая деталь
- 3 — опорный нож
- 4 — ведущий круг
- 5 — упор
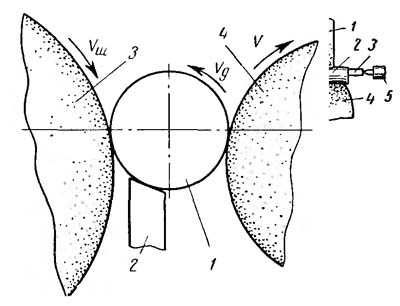
Схема бесцентрового шлифования
При всех способах бесцентрового шлифования обрабатываемая деталь 1 находится в контакте с опорным ножом 2, шлифовальным кругом 3 и ведущим кругом 4.
При продольном шлифовании обработке подвергаются гладкие детали различных диаметров и длин. Продольная подача осуществляется за счет поворота ведущего круга или наклона опорного ножа на определенный угол
Врезным шлифованием обрабатываются различные детали: ступенчатые валики; валы, имеющие конические или сферические поверхности, ограниченные головками и др. Длина обрабатываемых поверхностей должна быть равна или меньше высоты круга, которому правкой придается требуемая форма.
Шлифованием до упора, являющимся промежуточным между продольным и врезным, обрабатываются детали с поверхностями, ограничивающими прохождение деталей между кругами и слишком длинные для врезного шлифования. При подходе детали к упору каретки суппорта ведущий или шлифовальный круг отводится и деталь удаляется из зоны шлифования.
3М184 станок круглошлифовальный бесцентровый. Назначение и область применения
Станок бесцентрово-шлифовальный 3М184 предназначен для шлифования гладких, ступенчатых, конических, а также разнообразных фасонных поверхностей тел вращения диаметром от 3 до 80 мм, методом сквозного и врезного шлифования.
Длина шлифуемой поверхности конических и фасонных изделий может быть не больше ширины кругов: нормальной 145 мм, наибольшей 250 мм.
Шлифованию могут подвергаться изделия до и после термической обработки из чугуна, стали, цветных металлов и их сплавов, а также изделия из различных неметаллических материалов (текстолит, пластмассы, стекло и т. п.).
Точность обработки деталей на станке: некруглость 1 мкм, погрешность диаметра в продольном сечении 1,6 мкм, шероховатость поверхности V10.
Классе точности В.
Для обеспечения прецизионного шлифования установка станка вблизи источников вибрации не допускается.
При наличии специального приспособления на станке возможно шлифование длинных цилиндрических изделий методом сквозной подачи.
Станок бесцентровошлифовальный 3М184 обеспечивает первый и второй классы точности и высокий класс шероховатости шлифовальной поверхности.
Рассматриваемый станок имеет следующие преимущества:
- бесступенчатое регулирование частоты вращения ведущего круга в широких пределах
- специальный механизм, осуществляющий балансировку шлифовального круга во время работы
- специальное гидравлическое устройство, осуществляющее осциллирующие движения шлифовального круга и регулирующее величину продольного хода
- автоматический цикл врезного шлифования
- быстродействующий механизм компенсации износа шлифовального круга
- сигнализацию, контролирующую давление в системе смазки станка
Общий вид и компоновка бесцентрово-шлифовального станка 3М184. Основные узлы станка: станина, бабка шлифовального круга, бабка ведущего круга, суппорт.
Станок имеет два абразивных круга, вращающихся в одном направлении: шлифовальный и ведущий. Шлифуемая заготовка располагается между кругами и опирается на нож. Ведущий круг сообщает заготовке вращение (круговую подачу), а шлифовальный круг производит обработку поверхности.
Существуют следующие методы бесцентрового шлифования:
- шлифование со сквозной подачей (напроход)
- шлифование с поперечной подачей (на врезание)
- шлифование со сквозной подачей до упора
- шлифование продвижным методом
Модификации бесцентрово-шлифовального станка 3М184
- 3М184 — базовая модель
- 3М184Т — станок в тропическом исполнении
- 3М184Б — станок с тиристорным преобразователем
- 3М184А — станок с электромашинным усилителем
Шлифование со сквозной подачей (напроход). Для работы этим методом ось ведущего круга устанавливают в вертикальной плоскости относительно оси шлифовального круга под углом а до 4° (рис. 58, б).
В процессе шлифования оси обоих кругов и нож неподвижны. По мере износа кругов их перемещают относительно друг друга на величину износа.
Материал ведущего круга вследствие высокого коэффициента трения обеспечивает хорошее сцепление ведущего круга со шлифуемой заготовкой. Поэтому установленный под углом а и вращающийся с окружной скоростью v ведущий круг сообщает заготовке круговую подачу с окружной скоростью Vo=V*cosa м/мин (рис. 58, б) и продольную подачу со скоростью Vn=Vsina м/мин.
Действительная окружная скорость Vo под влиянием дополнительного вращения заготовки шлифовальным кругом несколько больше теоретической VO: Vo=(1,02..1,07)Vo (в зависимости от угла а).
Процесс шлифования может быть непрерывным, поэтому бесцентрово-шлифовальные станки удобно использовать в поточных и автоматических линиях.
Шлифование с поперечной подачей (на врезание). Этим методом пользуются при шлифовании заготовок с фасонным, коническим или иным, отличным от цилиндрического профилем, а также при шлифовании цилиндрических заготовок с буртом или какой-либо выступающей частью, диаметр которой больше диаметра шлифуемой поверхности.
При работе методом врезания оси кругов располагают горизонтально, заготовку помещают между ножом и ведущим кругом. Шлифование поверхности ведется одновременно по всей длине за счет поперечной подачи шлифовального (или в некоторых станках ведущего) круга. В конце поперечной подачи изделие имеет заданный размер.
Профиль обоих кругов правится в соответствии с профилем шлифуемой заготовки. Длина обрабатываемой поверхности не может быть больше ширины шлифовального круга.
Шлифование со сквозной подачей до упора. Этим методом пользуются для шлифования цилиндрических поверхностей заготовок с буртом или конических поверхностей. Осевое перемещение заготовки ограничивается упором, который после окончания обработки выталкивает ее.
Шлифование продвижным методом. Характерной особенностью этого метода является движение опорного ножа вместе с заготовкой в процессе ее обработки. Для перемещения ножа используют специальное приспособление, которое устанавливают на опорный мостик.
Этот метод применяют вместо шлифования со сквозной подачей до упора, когда продольную подачу и отвод изделия удобней осуществлять с помощью опорного ножа.
3М184 Габарит рабочего пространства станка, посадочные и присоединительные базы
Габарит рабочего пространства шлифовального станка 3м184
3М184 Общий вид круглошлифовального бесцентрового станка
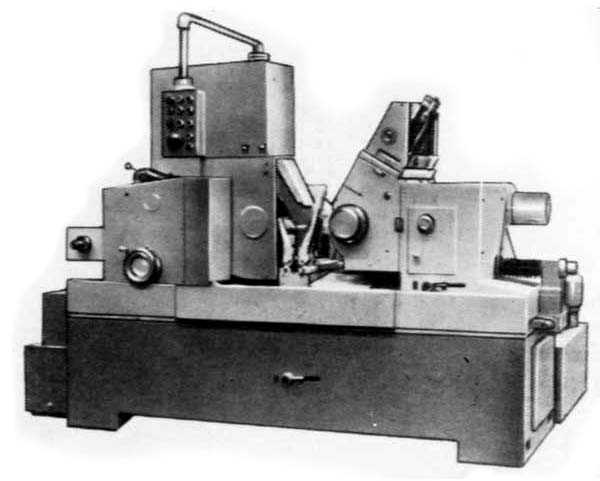
Фото круглошлифовального бесцентрового станка 3м184

Фото круглошлифовального бесцентрового станка 3м184

Фото круглошлифовального бесцентрового станка 3м184
Расположение органов управления бесцентрово-шлифовальным станком 3М184
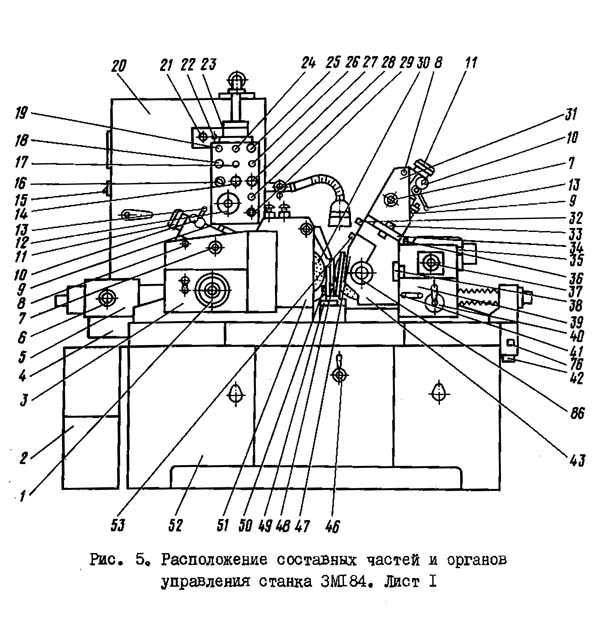
Расположение органов управления бесцентрово-шлифовальным станком 3м184
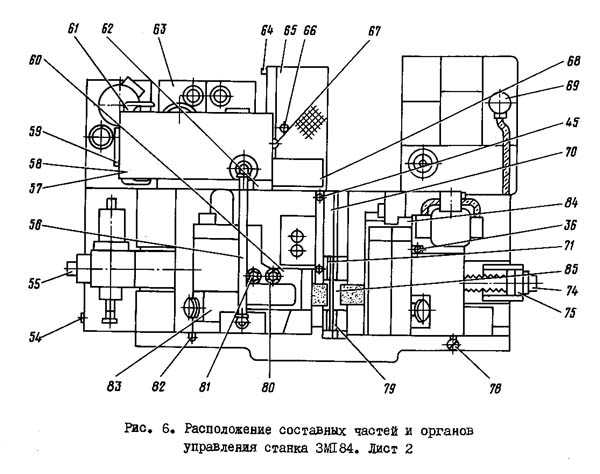
Расположение органов управления бесцентрово-шлифовальным станком 3м184
Перечень составных частей бесцентрово-шлифовального станка 3М184
- 3. Бабка шлифовального круга — 3М184.30A
- 5. Механизм врезания — 3M184.15A
- 9. Бабка ведущего круга (неповоротная часть) — 3М184.20А
- 30. Наладка для проходного и врезного шлифования — 3M184.65A
- 43. Бабка ведущего круга (поворотная часть) — 3М184.21A
- 51. Кожух шлифовального круга — 3М184.34A
- 52. Станина — 3М184.10A
- 58. Электрооборудование — 3М184.80A, 3М184.80T
- 60. Коммуникация охлаждения — 3М184.61A
- 62. Основание электрошкафа — 3М184.13А
- 65. Привод шлифовального круга — 3М184.11Б
- 68. Кожух привода шлифовального круга — 3М184.19А
- 69. Агрегат охлаждения — 3М184.60A
- 70. Основание суппортов — 3М184.40А
- 71. Суппорт сквозного шлифования (задний) — 3М184.42А
- 75. Кронштейн подачи ведущего круга — 3М184.18A
- 79. Суппорт сквозного шлифования (передний) — 3М184.41А
- 83. Механизм правки шлифовального круга — 3М184.32
- 84. Привод ведущего круга — 3М184.23
- 85. Суппорт опорного ножа — 3М184.43
- 86. Шпиндель ведущего круга — 3М184.22
- Механизм правки ведущего круга — 3М184.24Б
Кинематическая схема круглошлифовального станка 3М184
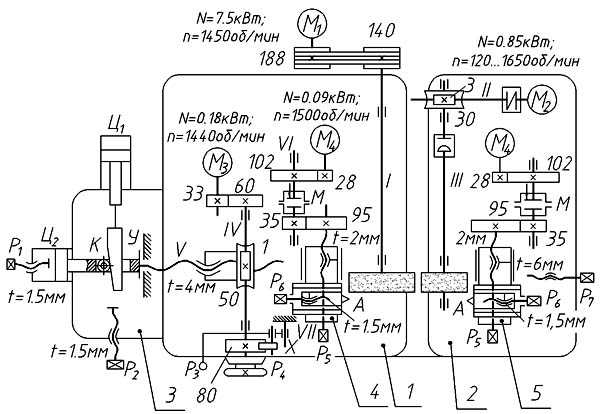
Кинематическая схема круглошлифовального станка 3м184
Схема кинематическая круглошлифовального станка 3М184. Смотреть в увеличенном масштабе
- бабка шлифовального круга;
- бабка ведущего круга;
- механизм врезания;
- устройства правки
- устройства правки
Кинематика бесцентрово-шлифовального станка модели 3М184
Главное движение – вращение шлифовального круга – производится от электродвигателя М1 (7,5 кВт; 1450 об/мин) через клиноременную передачу 188/140 (рис. 3). Вращение ведущего круга осуществляется через червячную передачу 3/30 от электродвигателя М2 (0,85 кВт; 120–1650 об/мин, регулирование бесступенчатое).
Ускоренное поперечное перемещение бабки шлифовального круга по направляющим качения производится от двигателя М3, ручное перемещение – от маховика Р4. В обоих случаях с вала IV движение передаѐтся через червячную передачу 1/50 на ходовую гайку. При неподвижном винте с шагом 4 мм гайка вращается и перемещает бабку. Толчковая рукоятка РЗ при каждом нажатии обеспечивает поворот вала IV на одно деление лимба (через храповый механизм X с колесом 80).
При врезном шлифовании действует гидрофицированный механизм, перемещающий ходовой винт V вдоль его оси (без вращения) вместе со шлифовальной бабкой. У цилиндра Ц2 шток поршня жѐстко соединѐн с ходовым винтом V. В штоке сделан паз, сквозь который проходит клин К, и закреплѐн упирающийся в клин ролик. Давление в правой полости цилиндра Ц2 отводит бабку влево. При подаче масла в левую полость бабка быстро отводится до тех пор, пока ролик не упрѐтся в клин. Затем клин постепенно вытягивается цилиндром Ц1 из паза – бабка продолжает движение вправо и происходит врезание. Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора). По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус. На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), поперечное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм). Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов. 7. Принцип работы станка модели 3М184 Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже так, чтобы центры детали были несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальной операции скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но с меньшей скоростью круговой подачи детали (10–50 м/мин). Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью практически равной скорости вращения ведущего круга. Салазки с опорным ножом и бабкой ведущего круга устанавливаются так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали. При работе методом продольной подачи ось ведущего круга устанавливается под небольшим углом (при черновом шлифовании α = 1,5…6°, а при чистовом α = 0,5…l,5°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси. При работе методом поперечной подачи ось ведущего круга располагается параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этому случае отсутствует. Радиальная подача сообщается бабке ведущего круга. На рис.1 показана схема шлифования на бесцентровошлифовальных станках наружной поверхности детали с продольной подачей «на проход». Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых 1 – шлифовальный, вращаясь с окружной скоростью 30–40 м/сек, снимает припуск с заготовки, а 2 – ведущий круг, вращающийся о окружной скоростью 10–50 м/мин сообщает заготовке вращение – круговую подачу. Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или вследствие наклона опорного ножа на угол α.
Гидравлическая схема круглошлифовального станка 3М184
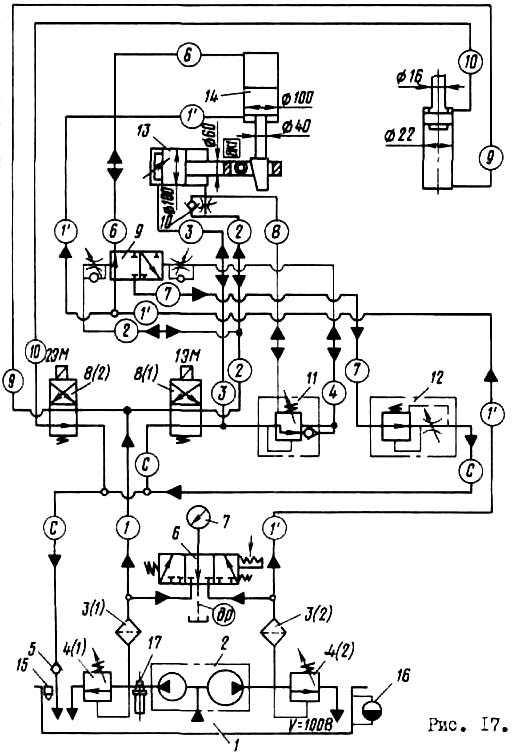
Гидравлическая схема круглошлифовального станка 3м184
Описание работы гидрооборудования при обработке методом врезания
Электродвигатель насоса гидропривода включается нажатием на кнопку «Смазка» при установке переключателя режимов работы в положение «Наладочный режим для шлифования врезанием», нажатием на рычаг «Пуск цикла врезания» осуществляется врезание. Скорость быстрого подвода шлифовальной бабки и последовательность подвода еѐ с перемещением копира отрегулированы при сборке. Скорость рабочей подачи регулируется дросселем с регулятором 12 (рис. 4).
С включением электродвигателя, приводящего во вращение сдвоенный лопастной насос 2 потоки масла подходят к напорным золотникам 4(1), 4(2) и через фильтры 3(1), 3(2) по магистралям 1 и 1’ подводятся к распределителям.
Циклограмма работы круглошлифовального станка 3М184

Циклограмма работы круглошлифовального станка 3м184
Нажатием на кнопку «Пуск цикла врезания» включается электромагнит 2ЭМ золотника 8(2). В результате включения электромагнита 2ЭМ произойдет загрузка образца в зону шлифования и нажмется конечный выключатель 4ВК (рис. 5), который включит электромагнит 1ЭМ золотника 8(1). В результате включения электромагнита 1ЭМ произойдет быстрый подвод шлифовальной бабки к изделию и срабатывают золотники 11 и 9. Поршень гидроцилиндра 14 копира получит возможность перемещаться со скоростью, соответствующей рабочей подаче шлифовального круга. Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг «Пуск цикла врезания» цикл повторяется.
Cхема электрическая круглошлифовального бесцентрового станка 3М184

Электрическая схема круглошлифовального станка 3м184
Схема электрическая круглошлифовального станка 3М184. Смотреть в увеличенном масштабе
Электрооборудование и приводы круглошлифовального бесцентрового станка 3М184
Напряжения сети, применяемые в станке 3М184
- Напряжение общей питающей сети переменного тока ~ 380 В.
- Напряжение питания приводов переменного тока ~ 380 В.
- Напряжение питания приводов постоянного тока — 110 В.
- Напряжение цепей управления ~ 110 В,
- Напряжение местного освещения ~ 36 В,
- Напряжение сигнализации ~ 5,5 В,
Cхема установочная круглошлифовального бесцентрового станка 3М184

Установочная схема круглошлифовального станка 3м184
Чертеж фундамента круглошлифовального бесцентрового станка 3М184
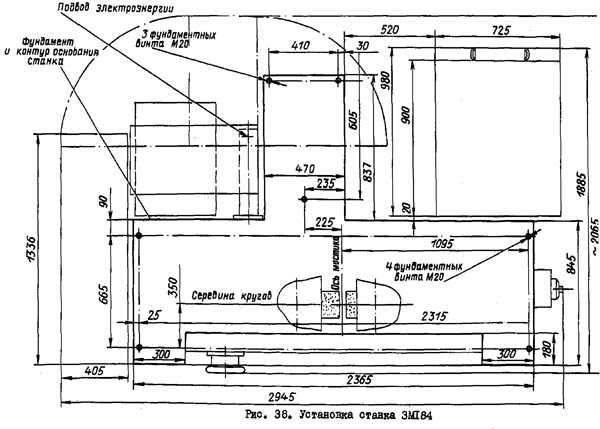
Чертеж фундамента круглошлифовального станка 3м184
3М184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный). Видеоролик.
Технические характеристики станка 3М184
| Наименование параметра | 3М182 | 3М184 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | 25 | 80 |
| Наибольший допустимый диаметр устанавливаемого изделия, мм | 0,8..25 | 3..80 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | 10 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 170 | 250 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 95 | 145 |
| Высота от основания станка до оси кругов, мм | 1060 | 1060 |
| Высота от зеркала мостика до оси кругов, мм | 160 | 235 |
| Шлифовальный круг | ||
| Тип шлифовального круга | ПП | ПП |
| Наружный диаметр наибольший, мм | 350 | 500 |
| Наружный диаметр наименьший, мм | 280 | 400 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Число оборотов в минуту | 1910 | 1370 |
| Окружная скорость, м/сек | 35 | 35 |
| Наибольшая окружная скорость, м/сек | 50 | 50 |
| Ведущий круг | ||
| Наружный диаметр наименьший/ наибольший, мм | 200..250 | 300..350 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | ±5 |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | ±30 |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17..150 | 11..150 |
| Число оборотов в минуту при правке | 300 | 290 |
| Бабка шлифовального круга | ||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | 80 |
| Наибольшее установочное перемещение при снятых кругах, мм | 90 | 130 |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | 20 |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | 0,001 |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | 0,08 |
| Рабочее перемещение толчковой подачи от рукоятки, мм | 0,001 | 0,001 |
| Рабочее перемещение механизмом врезания, мм | До 0,95 | |
| Скорость подачи при врезном шлифовании наибольшая, мм/мин | 10 | 10 |
| Скорость подачи при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Бабка ведущего круга | ||
| Перемещение наибольшее при снятых кругах, мм | 80 | 300 |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | 0,05 |
| Перемещение на один оборот лимба иинта подачи, мм | 6 | 6 |
| Механизм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | 0,01 |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | 1,5 |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 250 | 250 |
| Скорость перемещения алмаза в продольном направлении наименьшая, мм/мин | 30 | 30 |
| Наибольший угол разворота копира, гра | ±2 | ±2 |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гидропривод механизма врезания | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гидробака, л | 100 | |
| Агрегат смазки | ||
| Производительность насоса смазки подшипников шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса смазки подшипников шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака подшипников шлифовального круга, л | 65 | |
| Емкость бака подшипников ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит и масса станка | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | Переменный трехфазный, частота тока 50гц |
| Напряжение питающей сети, в | 380 | 380 |
| Напряжение электроприводов, в | 380 | 380 |
| Напряжение цепей управления, в | 110 | 110 |
| Напряжение цепей местного освещения, В | 36 | 36 |
| Напряжение сигнализации, В | 5,5 | 5,5 |
| Напряжение постоянного тока, В | 110 | 110 |
| Количество электродвигателей на станке | 11 | 11 |
| Электродвигатель привода шлифовального круга — тип | АО2-51-4-С1 | |
| Электродвигатель привода шлифовального круга — мощность, кВт, | 7,5 | 15 |
| Электродвигатель привода шлифовального круга — число оборотов в минуту | 1460 | |
| Электродвигатель привода ведущего круга — тип | ПБСТ-22-В | ПБСТ-22-В |
| Электродвигатель привода ведущего круга — мощность, кВт | 0,85 | 0,85 |
| Электродвигатель привода ведущего круга — число оборотов в минуту | 2200 | 2200 |
| Электродвигатель привода электромашинного усилителя — тип | ЭМУ-12А-С1 | ЭМУ-12А |
| Электродвигатель привода электромашинного усилителя — мощность, кВт | 1,2 | 1,2 |
| Электродвигатель привода электромашинного усилителя — число оборотов в минуту | 2900 | 2900 |
| Электродвигатель привода гидронасоса — тип | АОЛ2-21-4-С1 | |
| Электродвигатель привода гидронасоса — мощность, кВт | 1,1 | 1,1 |
| Электродвигатель привода гидронасоса — число оборотов в минуту | 1400 | 1400 |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга — тип | АОЛ21-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга — мощность, кВт | 0,27 | 0,25 |
| привода насоса смазки подшипников шпинделя шлифовального круга — число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга — тип | АОЛ11-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга — мощность, кВт | 0,12 | 0,12 |
| привода насоса смазки подшипников шпинделя ведущего круга — число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса охлаждения — тип | ПА-45-С1 | |
| Электродвигатель привода насоса охлаждения — мощность, кВт | 0,15 | 0,6 |
| Электродвигатель привода насоса охлаждения — число оборотов в минуту | 2800 | |
| Электродвигатель привода магнитного сепаратора — тип | АОЛ11-4-С1 | |
| Электродвигатель привода магнитного — мощность, кВт | 0,12 | 0,12 |
| Электродвигатель привода магнитного — число оборотов в минуту | 1400 | |
| Электродвигатель привода правки шлифовального круга — тип | ПЛ-062-С1 | |
| Электродвигатель привода правки шлифовального круга — мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки шлифовального круга — число оборотов в минуту | 1440 | |
| Электродвигатель привода правки ведущего круга — тип | ПЛ-062-С1 | |
| Электродвигатель привода правки ведущего круга — мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки ведущего круга — число оборотов в минуту | 1440 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки — тип | АОЛ12-4-С1 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки — мощность, кВт | 0,18 | 0,25 |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки — число оборотов в минуту | 1400 | 1400 |
| Суммарная мощность электродвигателей, кВт | 11,67 | 18,47 |
| Габаритные размеры и масса станка | ||
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 | 2945 х 1885 х 2120 |
| Масса станка с приставным оборудованием, кг | 3470 | 6850 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3Е184А

Полуавтомат круглошлифовальный бесцентровый предназначен для шлифования тел вращения с диаметром заготовок от 4 до 80 мм при обработке на проход и от 4 до 80 мм пр обработке врезанием.
| Технические характеристики | ||
| Класс точности станка по ГОСТ 8-82 | В | |
| Наибольший диаметр обрабатываемой заготовки, мм : | ||
| наибольший | 80 | |
| наибольший возможный | 125 | |
| наименьший при обработке на проход | 4 | |
| наименьший при обработке врезанием | 4 | |
| Наибольшая длина обрабатываемой заготовки, мм : | ||
| при обработке на проход без применения спец.приспособлений | до 245 | |
| при обработке на проход с применением спец.приспособлений | до 1000 | |
| Расстояние от основания п/а до оси заготовки, мм | 1060 | |
| Высота от зеркала мостика до оси кругов, мм | 250 | |
| Род тока питающей сети | трехфазный переменный | |
| Напряжение, В | 380±10% | |
| Габаритные размеры, мм : | ||
| длина | 3650 | |
| ширина | 2420 | |
| высота | 2102 | |
| Масса п/а без приставного оборудования, приспособлений и принадлежностей, кг | 5000 | |
| Масса с приставным оборудованием, приспособлениями и принадлежностями, кг | 5990 | |
rts1.ru