Термическая обработка алюминиевых сплавов
Термическая обработка алюминиевых сплавов
Термическую обработку алюминиевых профилей применяют для модификации свойств алюминиевых сплавов, из которых они сделаны, путем изменения их микроструктуры. Основными упрочняющими механизмами в алюминиевых сплавах являются упрочнение за счет легирования твердого раствора и упрочнение за счет выделений вторичных фаз. Как правило, один из этих механизмов в сплаве является доминирующим.
Твердый раствор алюминиевых сплавов
Твердый раствор получают нагревом алюминиевого сплава, при котором все имеющиеся в нем фазы растворяются с образованием одной гомогенной фазы – алюминия с растворенными в нем легирующими элементами. С повышением температуры растворимость элементов увеличивается, со снижением температуры – снижается. Механизм упрочнения заключается в том, что при достаточно быстром охлаждении алюминиевого сплава растворенные элементы остаются в атомной решетке алюминия и искажают, упруго деформируют ее. Эта искаженная атомная решетка затрудняет движение дислокаций и, следовательно, пластическую деформацию сплава и тем самым повышает его механическую прочность.
Старение алюминиевых сплавов
Алюминиевые сплавы, которые упрочняются старением, содержат определенное количество растворимых легирующих элементов, например, некоторых комбинаций из меди, магния, кремния, марганца и цинка. При соответствующей термической обработке эти растворенные атомы соединяются в виде очень малых частиц, которые выделяются внутри зерен алюминиевого сплава. Этот процесс и называют старением, так он происходит «сам собой» при комнатной температуре. Для ускорения и достижения большей эффективности упрочнения алюминиевого сплава старение проводят при повышенной температуре, скажем, 200 °С.
Закалка алюминиевых профилей на прессе
Закалка на прессе является весьма экономически выгодной технологией термической обработки алюминиевых профилей по сравнению с закалкой с отдельного нагрева. При закалке на прессе охлаждение алюминиевых профилей проводят от температуры, с которой они выходят из матрицы. Необходимое условие для закалки на прессе — интервал температур нагрева алюминиевого сплава под закалку должен совпадать с интервалом температур алюминиевых профилей на выходе из пресса. Это, в принципе, выполняется только для «мягких» и «полутвердых» алюминиевых сплавов – технического алюминия, алюминиевых сплавов серий 3ххх и 6ххх, а также малолегированных сплавов серии 5ххх (с магнием до 3 %) и некоторых алюминиевых сплавов серии 7ххх без легирования медью (7020, 7005 (наш 1915), 7003). Эффект закалки для алюминиевых сплавов 3ххх и 5ххх очень незначителен и, как правило, не принимается во внимание. Окончательные механические свойства алюминиевые сплавы 3ххх и 5ххх принимают не в результате термического упрочнения, а при последующей нагартовке, что может включать и операции термической обработки: один или несколько отжигов. Упрочняющей фазой для сплавов серии 6ххх является соединение Mg 2Si. Подробнее см. Закалка алюминиевых профилей на прессе
Закалка на прессе сплавов АД31, 6060 и 6063
Все алюминиевые сплавы серии 6ххх могут получать закалку непосредственно на прессе. Для фиксирования растворенных фаз в твердом растворе алюминия необходимо охлаждение алюминиевых профилей на выходе из пресса со скоростью не ниже некоторой критической скорости. Эта скорость зависит от химического состава алюминиевого сплава. Обычно усиленного охлаждения вентиляторами бывает достаточно для большинства алюминиевых профилей, однако иногда бывает необходимым и охлаждение их водой или смесью воздуха и воды. Успешная закалка алюминиевых сплавов серии 6ххх зависит от толщины профиля, а также от типа сплава и его химического состава. В случае чрезмерно массивных алюминиевых профилей, например, из сплава АД33 (6061) и относительно медленной скорости прессования материал на выходе из матрицы может не достигать интервала температур, необходимого для закалки и часть частиц Mg
Старение алюминиевых профилей: искусственное и естественное
Заключительной операцией термической обработки алюминиевых профилей является старение, естественное или искусственное. Естественное старение происходит само собой в течение некоторого времени, разного для различных алюминиевых сплавов – от нескольких недель до нескольких месяцев. Искусственное старение производят в специальных печах старения. Типичные режимы термической обработки для некоторых алюминиевых сплавов 6ххх приведены в таблице 1.
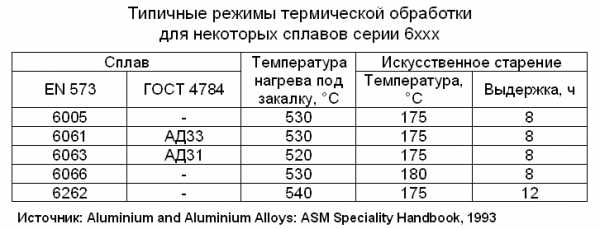 Таблица 1
Таблица 1
Термическая обработка алюминиевых сплавов Al-Zn-Mg
Алюминиевые сплавы Al-Zn-Mg без легирования медью (7020, 7005 (1915), 7003) также относят к «полутвердым» сплавам. Их успешно применяют при изготовлении кузовов вагонов, несущих, в том числе, сварных, конструкций. Эти алюминиевые сплавы успешно подвергаются упрочнению старением, если температура профилей на выходе из пресса составляет хотя бы 400 °С. Чаще всего их применяют вообще без принудительного охлаждения в виду их склонности к коррозии под напряжением. Вместе с тем, например, алюминиевый сплав 1915 обеспечивает даже в горячепрессованном состоянии с естественным старением от 30 до 35 суток предел прочности более 315 МПа.
Закалка алюминиевых профилей с отдельного нагрева
Алюминиевые сплавы Al—Cu—Mg и Al—Zn—Mg—Cu, а также сплавы серии Al—Mg при содержании магния более 3 % относят к труднопрессуемым. Алюминиево-магниевые сплавы не подвергаются термическому упрочнению, а процесс термического упрочнения алюминиевых сплавов Al—Cu—Mg и Al—Zn—Mg—Cu(2ххх и 7ххх) значительно отличается от термической обработки сплавов 6ххх, которые всегда закаливают на прессе. Закалку этих сплавов, например, сплавов 7075 и 2024 (Д16), производят только с отдельного нагрева, чаще всего в вертикальных печах, с последующей быстрой закалкой в вертикальных ваннах-баках с водой. Заключительную операцию термической обработки — операцию старения — проводят или при комнатной температуре (естественное старение) или при заданной повышенной температуре в течение необходимого времени (искусственное старение).
Закалка твердых алюминиевых сплавов
В таблице 2 представлены упрочняющие фазы термически упрочняемых твердых сплавов. При печном нагреве под закалку они растворяются в твердом растворе. Процесс нагрева включает выдержку при заданной температуре для достижения почти гомогенного твердого раствора. Скорость охлаждения алюминиевых профилей от температуры закалки должна превышать некоторую критическую скорость, разную для разных алюминиевых сплавов, чтобы получить максимальные прочностные свойства и сопротивление межкристаллитной в состаренном состоянии. Например, для сплава 7075 скорость охлаждения должна быть не менее чем 300 °С/c в температурном интервале от 400 до 280 °С. В закаленном состоянии алюминиевые сплавы, упрочняемые старением, являются нестабильными. При старении алюминиевых сплавов выделяются субмикроскопические частицы вторичной фазы, которые образуют нерегулярную дислокационную структуру. За счет формирования этой структуры и происходит упрочнение сплава. Размер и распределение этих выделений определяет оптимальные механические свойства алюминиевого сплава. Типичные режимы термической обработки некоторых твердых алюминиевых сплавов приведены в таблице 3. Длительность нагрева зависит от толщины алюминиевых профилей.
Таблица 2 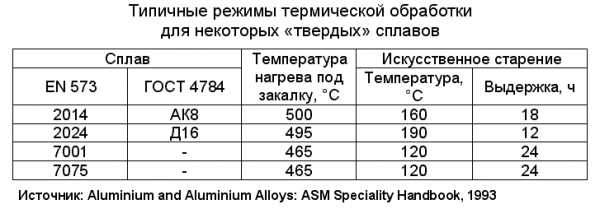 Таблица 3
Таблица 3
Источники:
1. Saha P.
2. Aluminium and Aluminium Alloys: ASM, 1993
aluminium-guide.ru
Закалка алюминиевых сплавов
Растворимость большинства компонентов в алюминии при понижении температуры уменьшается (рис.1), что позволяет упрочнять сплавы путем закалки и старения.
Алюминиевые сплавы не претерпевают полиморфных превращений, и их упрочняющая термическая обработка (закалка и старение) обусловлена уменьшением растворимости легирующих элементов в матричном твердом растворе при понижении температуры от эвтектической или перитектической до комнатной.
Закалка алюминиевых сплавов — заключается в нагреве их до температуры, при которой избыточные интерметаллидные фазы, полностью или большей частью растворяются в алюминии, выдержке при этой температуре и быстром охлаждении до комнатной температуры для получения пересыщенного твердого раствора. Сущность закалки без полиморфных превращений заключается в насыщении твердого раствора легирующими элементами и точечными дефектами до концентраций, соответствующих выбранной температуре нагрева, а также в фиксации полученного состояния сплава в результате резкого охлаждения.
Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве. Кроме того, повышение концентрации твердого раствора приводит к уменьшению критического зародыша новой фазы и к увеличению числа промежуточных превращений в процессе старения.
Например, температура закалки сплавов системы Аl—Сu (рис.1) определится линией abc, проходящей выше линии предельной растворимости для сплавов, содержащих <5,6% Сu, и ниже эвтектической линии (548°С) для сплавов, содержащих большее количество меди. При нагреве под закалку сплавов, содержащих до 5,6% Сu, избыточная фаза СuАl2 полностью растворится и при последующем быстром охлаждении фиксируется только пересыщенный α-твердый раствор, содержащий столько меди, сколько ее находится в сплаве. При содержании более 5,6% Сu в структуре сплавов после закалки будет пересыщенный α-твердый раствор состава, отвечающего точке b, и нерастворенные при нагреве кристаллы соединения СuАl2.
При нагреве под закалку в алюминиевых деформируемых сплавах могут протекать рекристаллизационные процессы, приводящие, как правило, к некоторой потере прочности в результате уменьшения плотности дефектов кристаллической решетки и роста зерна.
Однако сохранение нерекристаллизованной структуры после закалки не всегда обеспечивает более высокую прочность в термо-упрочненном состоянии. В процессе нагрева под закалку в алюминиевых сплавах не только растворяются избыточные фазы, но и происходит распад пересыщенного переходными элементами (Mn, Zr, Сr) твердого раствора. Степень распада, размер, плотность и характер распределения дисперсоидов, в какой-то мере обусловленные режимом закалки, оказывают заметное влияние на протекающие при нагреве под закалку рекристаллизационные процессы, на устойчивость твердого раствора, на распределение продуктов распада и дислокаций
www.metmk.com.ua
Закалка и старение алюминия
Закалка алюминиевых профилей на прессе
Скорость охлаждения алюминиевых профилей — закалка — сразу после выхода из пресса должна быть достаточно быстрой, чтобы задержать магний и кремний в твердом растворе. Это обеспечивает достижение максимальных механических свойств материала профиля за счет их выделения при последующем упрочнении старением.
Необходимая скорость охлаждения твердого раствора легирующих элементов — магния и кремния в алюминии — для обеспечения эффекта закалки зависят от размеров поперечного сечения алюминиевого профиля и способов его охлаждения:
- спокойным воздухом,
- вентиляторами,
- водяным туманом,
- водяным спрейерным охлаждением или
- в потоке воды.
На рисунке и в таблице показаны минимально допустимые скорости охлаждения алюминиевых профилей для различных сплавов серии 6ххх. Для алюминиевых профилей из сплава 6060 (алюминиевого сплава АД31) обычно бывает достаточно охлаждения на спокойном воздухе или вентиляторами, тогда как для профилей из сплава 6061 необходимо спрейерное охлаждение водой или охлаждение в потоке воды.

Старение алюминиевых сплавов
Старение сплавов серии 6ххх производят для повышения механических свойств алюминиевых профилей. Степень этого повышения свойств зависит от типа сплава и условий старения. Эти условия различаются для:
- естественного старения, которое происходит «само собой» при комнатной температуре, и
- искусственного старения, которое проводят при повышенных температурах, около 160-200 ºС.
Прочность сплавов серии 6ххх прямо связана с их способностью сопротивляться движению дислокаций в ходе деформирования. При приложении к материалу напряжений в нем образуются и двигаются дислокации. С увеличением напряжений количество и плотность дислокаций, двигающихся в материале, возрастает до тех пор, пока, наконец, материал не разрушается.
Движение дислокаций тормозится из-за присутствия частиц Mg2Si и поэтому прочность состаренного алюминиевого сплава возрастает. Размеры и плотность этих частиц контролируются параметрами старения. Небольшое количество мелких частиц β»-Mg2Si мало могут сделать, чтобы остановить дислокации, которые двигаются через материал, но когда их много они препятствуют движению дислокаций и это повышает прочность материала.
Если же частицы вырастают слишком большими (β’-Mg2Si и β-Mg2Si), их становится слишком мало из-за ограниченного содержания Mg и Si в алюминии. В этом случае дислокации легко обходят эти частицы и прочность материала снижается.
Это демонстрирует схематический график типичного искусственного старения на рисунке ниже.
 термическая обработка алюминевого сплава 6060 (АД31)
термическая обработка алюминевого сплава 6060 (АД31)Пик прочностных свойств достигается при большом количестве мелких частиц β»-Mg2Si. Для сплавов 6ххх типичными параметрами искусственного старения являются температура 170 ºС при выдержке 8 часов или 185 ºС при выдержке 6 часов.
Т-состояния алюминиевых сплавов
Различным вариантам параметров старения соответствуют различные обозначения состояния алюминиевых сплавов:
- Т1 – охлажденый после прессования до комнатной температуры и естественно состаренный;
- Т4 – после прессования закаленный с отдельного нагрева и естественно состаренный;
- Т5 – охлажденный после прессования до комнатной температуры и искусственно состаренный до максимума прочностных свойств;
- Т6 — после прессования закаленный с отдельного нагрева и искусственно состаренный до максимума прочностных свойств.
Для обозначения других обработок старением, которые специально разработаны для получения механических свойств, которые отличаются от максимальных прочностных свойств. Например, состояния Т52 и Т591 применяются для алюминиевых профилей, которые подвергаются гибке, а состояние Т7 – для профилей, которые применяются при повышенных температурах.
Растяжение и вылеживание профилей
Обычная практика изготовления прессованных алюминиевых профилей включает их растяжение от 0,5 % до 3 % и затем вылеживание с задержкой на сутки искусственного старения для профилей из малолегированных сплавов 6ххх (не более 0,9 % Mg2Si), например, алюминиевые сплавы АД31, 6060 и 6063. Это способствует достижению оптимальных механических свойств профилей после старения.
Однако такая задержка для более высокопрочных алюминиевых сплавов (содержание Mg2Si более 0,9 %), например, 6061, может привести к пониженным механическим свойствам материала алюминиевых профилей. Эти сплавы содержат медь в количестве не менее 0,1 %, которая противодействует влиянию задержки искусственного старения на конечные механические свойства термически упрочненных алюминиевых профилей.
aluminium-guide.ru
Термическая обработка алюминиевых отливок
Термическая алюминиевых литых деталей дает возможность улучшения их механических свойств или даже коррозионной стойкости.
Виды термической обработки отливок
В зависимости от метода литья и применяемого сплава к алюминиевой отливке могут применяться следующие виды термической обработки:
- отжиг для снятия остаточных напряжений;
- стабилизирующий отпуск;
- гомогенизация;
- полный отжиг;
- упрочнение старением.
Наиболее важным видом термической обработки для алюминиевых отливок является старение, обычно — искусственное старение.
Принципы упрочнения алюминиевых сплавов старением
Необходимым условием для того, чтобы в алюминиевом сплаве происходило упрочнение старением, является уменьшение растворимости в твердом растворе алюминия одного или нескольких компонентов сплава с понижением температуры.
Как правило, процесс искусственного старения включает три стадии:
- При нагреве на твердый раствор (нагреве под закалку) происходит растворение в твердом растворе алюминия достаточного количества компонентов сплава, которые обеспечивают упрочнение старением.
- При достаточно быстром охлаждении при закалке эти компоненты остаются в твердом растворе. В этом состоянии отливки остаются относительно мягкими.
- При старении – для литых изделий, в основном, искусственном – происходит выделение этих растворенных компонентов в форме мельчайших субмикроскопических фаз, которые дают повышение твердости и прочности алюминиевого сплава. Эти мельчайшие фазы, которые по-научному называют «когерентными или полукогерентными фазами», представляют собой препятствия для движения дислокаций в металле и поэтому упрочняют до этого мягкий металл.
Термически упрочняемые литейные алюминиевые сплавы
Термической обработке старением поддаются следующие типы алюминиевых литейных сплавов:
- алюминий-медь;
- алюминий-медь-магний;
- алюминий-кремний- магний;
- алюминий-магний-кремний;
- алюминий-цинк-магний.
Нагрев на твердый раствор (нагрев под закалку)
Для того, чтобы ввести упрочняющие компоненты сплава в твердый раствор так быстро, как это только возможно, температура нагрева на твердый раствор должна быть максимально высокой, не ближе чем 15 °С к температуре ликвидус, чтобы избежать локального подплавления. По этой причине часто литейные алюминиевые сплавы, содержащие медь, подвергают нагреву на твердый раствор в два этапа: сначала до 480 °С, потом до 520 °С.
Длительность нагрева под закалку зависит от толщины стенки отливки и метода литья. По сравнению с литьем в песчаные формы, литье в кокиль требует более короткий нагрев под закалку для растворения упрочняющих компонентов сплава благодаря более измельченной микроструктуре. В принципе, нагрева около одного часа обычно достаточно. Более длительный нагрев под закалку – до 12 часов – применяют, например, для сплавов алюминий-кремний-магний для сфероидизации или округления эвтектического кремния, чтобы повысить пластические свойства сплава (относительное удлинение).
В ходе нагрева под закалку прочность отливок остается еще очень низкой. Поэтому необходимо принимать меры по предотвращению их прогиба и коробления. Для этого большие и сложные отливки закрепляют в специальных приспособлениях.
Закалка алюминиевых отливок
Горячую отливку необходимо охладить в воде как можно быстрее – за 5-20 секунд в зависимости от толщины ее стенок, чтобы подавить любое нежелательное и преждевременное выделение растворенных компонентов сплава.
После закалки отливки имеют высокую пластичность. Резкое охлаждение отливки при закалке может приводить к образованию больших внутренних напряжений и короблению изделия. Эту проблему решают выбором закалочной среды и способа ее подачи: погружение в воду или подача воды через спрейеры — вода холодная, вода горячая или масло.
В любом случае, любые действия по правке изделия должны производиться после закалки, но до старения.
Операция старения
Операция старения приводит к значительному увеличению твердости и прочности литейной структуры за счет выделения мельчайших упрочняющих фаз. Только после этой операции изделие получает свои заданные свойства, свою окончательную форму и размеры.
Обычные сплавы подвергают искусственному старению. Искусственное старение – это старение при повышенных температурах, в отличие от естественного старения, которое проводят при температуре окружающей среды («комнатной» температуре).
Температура старения и ее длительность могут быть различными в зависимости от требуемых свойств алюминиевого сплава в отливке. Например, механические свойства можно «отрегулировать» так, чтобы получить высокую твердость и прочность, но за счет более низкой пластичности (относительного удлинения) материала отливки. И наоборот, можно достичь более высокой пластичности (относительного удлинения), но в ущерб твердости и прочности. При выборе температуры старения и длительности его выдержки применяют диаграммы старения конкретного сплава, которые разработаны для многих сплавов (рисунки 1-4).
 Рисунок 1 – Зависимость предела текучести литейного алюминиевого сплава
Рисунок 1 – Зависимость предела текучести литейного алюминиевого сплава
Al Si10Mg от температуры его искусственного старения
 Рисунок 2 — Зависимость относительного удлинения литейного алюминиевого сплава Al Si10Mg от температуры его искусственного старения
Рисунок 2 — Зависимость относительного удлинения литейного алюминиевого сплава Al Si10Mg от температуры его искусственного старения
 Рисунок 3 — Зависимость предела прочности литейного алюминиевого сплава
Рисунок 3 — Зависимость предела прочности литейного алюминиевого сплава
Al Si10Mg от температуры его искусственного старения
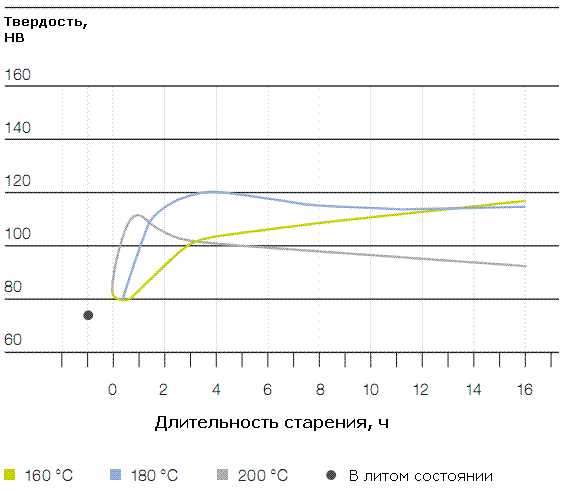 Рисунок 4 — Зависимость твердости литейного алюминиевого сплава Al Si10Mg
Рисунок 4 — Зависимость твердости литейного алюминиевого сплава Al Si10Mg
от температуры его искусственного старения
В сплавах алюминий-кремний-магний имеется дополнительная возможность влиять на уровень предела прочности и относительного удлинения материала отливки путем изменения содержания магния в комбинации с варьированием параметров термической обработки (рисунок 5).
 Рисунок 5 – Влияние содержания магния в сплаве Al Si7 на предел прочности в литом и состаренном состояниях
Рисунок 5 – Влияние содержания магния в сплаве Al Si7 на предел прочности в литом и состаренном состояниях
Типичные параметры искусственного старения для различных типов литейных алюминиевых сплавов представлены на рисунке 6.
Рисунок 6 – Параметры искусственного старения литейных алюминиевых сплавов
Источник: Aleris International, 2014
aluminium-guide.ru
Термообработка алюминиевых сплавов | Всё о цветных металлах и сплавах (бронза, медь, латунь и др)
Термическая обработка алюминиевых сплавов предназначена для корректировки характеристик материала с помощью воздействия высоких температур. Различными способами обработки можно добиться широкого разнообразия структуры и свойств.
Сплавы, которые содержат примеси в размере 15-18%, имеют вид твердого раствора. В качестве дополнительных компонентов применяются медь, магний, цинк, кремний и другие вещества, различное сочетание которых и их процентное соотношение прямо пропорционально влияют на свойства материала.
В обычном состоянии алюминиевые сплавы не отличаются высокой прочностью, при этом довольно пластичны. Наиболее неустойчивые сплавы включают в состав большое количество легирующих компонентов, которые влияют на равновесную структуру.
Для упрочнения алюминиевых сплавов применяется методы термообработки. Путем равномерного нагрева, который регламентируется техническими условиями, получают соответствующую структуру, необходимую для начальной стадии распада твердого раствора.
С помощью термообработки можно получить множество типов структуры материала, которые соответствуют требованиям производства. Термическая обработка позволяет создать структуру, не имеющую аналогов.
На сегодняшний день разработано множество методов термообработки алюминиевых изделий, среди которых наибольшую популярность обрели три: отжиг, закалка, старение.
Особенности термообработки алюминиевых сплавов
Алюминий и его сплавы требуют особого подхода к термообработке для достижения определенной прочности и структуры материала. Очень часто применяют несколько методов термообработки. Обычно, после закалки следует старение. Но некоторые типы материалов могут подвергаться старению без закалки.
Такая возможность появляется после отливки, когда компоненты, при повышенной скорости охлаждения, могут придать металлу необходимую структуру и прочность. Это происходит во время литья при температуре около 180 градусов. При такой температуре повышается уровень прочности и твердости, а также снижается степень тягучести.
Каждый из методов термообработки имеет некоторые особенности, которые стоит учитывать при обработке алюминиевых изделий.
Отжиг необходим для придания однородной структуры алюминиевому сплаву. С помощью этого метода состав становиться более однородным, активизируется процесс диффузии и выравнивается размер базовых частиц. Также можно добиться снижения напряжения кристаллической решетки. Температура обработки подбирается индивидуально, исходя из особенностей сплава, необходимых конечных характеристик и структуры материала.

Важным этапом отжига является охлаждение, которые можно проводить несколькими способами. Обычно проводят охлаждения в печи или на открытом воздухе. Также применяется поэтапное комбинированное охлаждение, сначала в печи, а потом на воздухе.
От скорости снижения температуры напрямую зависят характеристики готового материала. Быстрое охлаждение способствует образованию перенасыщенности твердого раствора, а медленное – значительного уровня распада твердого раствора.
Закалка требуется для упрочнения материала путем перенасыщения твердого раствора. Этот метод основан на нагреве изделий температурам и быстром охлаждении. Это способствует полноценному растворению составных элементов в алюминии. Используется для обработки деформируемых алюминиевых сплавов.
Для использования этого способа нужно правильно рассчитать температуру обработки. Чем выше степень, тем меньше времени требуется на закалку. При этом стоит подобрать температуру так, чтобы она превышала значение, необходимое для растворимости компонентов, но была меньше границы расплава металла.
Методом старения достигается увеличение прочности алюминиевого сплава. Причем необязательно подвергать изделия искусственному старению, так как возможен процесс естественного старения.
В зависимости от типа старения изменяется скорость структурных изменений. Поэтому искусственное старение более предпочтительно, так как оно позволяет повысить производительность работ. Подбор температуры и времени обработки зависит от свойств материала и характеристик легирующих компонентов.
Правильное сочетание уровня нагрева и времени выдержки позволяет повысить прочность и пластичность. Такой процесс называется стабилизацией.
Методы отжига алюминиевых листов
Отжиг алюминиевых сплавов не является обязательным к применению. Но в некоторых случаях без этого способа термообработки невозможно достичь желаемых характеристик материала.
Причиной применения отжига может стать особое состояние сплава, которое может выражаться в понижении пластичности материала.
Применение отжига рекомендуется при наблюдении трех типов состояний:
- Свойственное литым изделиям неравновесное состояние связано с разницей температурных режимов. Скорость охлаждения литых изделий значительно превышает рекомендуемую, при которой достигается эффект равновесной кристаллизации.
- Пластическая деформация. Такое состояние может быть вызвано технологическими требованиями к характеристикам и форме готового изделия.
- Неоднородная структура материала, вызванная иными методами термообработки, в том числе закалкой и старением. В таком случае происходит выделение одного из легирующих компонентов в интерметаллидную фазу, сопровождающуюся перенасыщением компонентов.
Вышеуказанные проблемы могут устранятся методом отжига. Нормализация структуры и состояния алюминиевого сплава сопровождается повышением пластичности. В зависимости от типа неравновесного состояния подбираются различные методы отжига.
На сегодняшний день выделяют три режима отжига:
- Гомогенизация. Предназначен для обработки литых слитков. В процессе термической обработки слитков при высоких температурах достигается равномерная структура. Это позволяет упростить процесс проката с уменьшением количества производственных расходов. В некоторых случаях может применяться для повышения качества деформированных изделий. Температура отжига соблюдается в пределах 500 градусов с последующей выдержкой. Охлаждение можно проводить несколькими способами.
- Рекристаллизация. Применяется для восстановления деформированных деталей. При этом требуется предварительная обработка прессом. Температура отжига варьируется в диапазоне от 350 до 500 градусов. Время выдержки не превышает 2-х часов. Скорость и способ охлаждения не имеет особых рамок.
- Гетерогенизация. Дополнительная отжиг после других методов термообработки. Этот метод необходим для разупрочнения алюминиевых сплавов. Данный метод обработки позволяет понизить степень прочность с одновременным повышением уровня пластичности. Отжиг производится примерно при 400 градусах Цельсия. Выдержка обычно составляет 1-2 часа. Этот тип отжига значительно улучшает эксплуатационные характеристики металла и повышают степень сопротивления коррозии.
Закалка алюминиевых отливов
Закалка подходит не для всех типов алюминиевых сплавов. Для успешного структурного изменения, сплав должен содержать такие компоненты как медь, магний, цинк, кремний или литий. Именно эти вещества способны полноценно растворится в составе алюминия, создав структуру, имеющую отличные от алюминия свойства.
Данный тип термообработки проводиться при интенсивном нагреве, позволяющем составным элементам раствориться в сплаве, с дальнейшим интенсивным охлаждением до обычного состояния.
При выборе температурного режима следует ориентироваться на количество меди. Также, нужно учитывать свойства литых изделий.
В промышленных условиях температура нагрева под закалку колеблется в диапазоне от 450 до 560 градусов. Выдержка изделий при такой температуре обеспечивает расплавление компонентов в составе. Время выдержи зависит от типа изделия, для деформированных обычно не превышает более часа, а для литых – от нескольких часов до двух суток.
Скорость охлаждения при закалке необходимо подбирать так, чтобы состав алюминиевого сплава не подвергался распаду. На промышленном производстве охлаждение проводят с помощью воды. Однако такой способ не всегда оптимально подходит, так как при охлаждении толстых изделий происходит неравномерное снижение температуры в центре и по краям изделия. Поэтому для крупногабаритных и сложных изделий применяются другие методы охлаждения, которые подбираются индивидуально.
Старение алюминиевых сплавов
Старение проводится для улучшения прочностных характеристик изделия. Этот вид термической обработки заключается в выдержке в условиях обычного температурного режима.
Повышение прочности достигается путем распада твердого раствора, что необходимо после закалки, так как закалка приводит к пресыщенности металла.
Существует два способа старения алюминиевых сплавов: естественное и искусственное.Естественное старение происходит без предварительного нагрева при обычных температурах. Это может происходить в условиях обычного склада или промышленного помещения, где температура воздуха не превышает 30 градусов.
Естественное старение возможно из-за особого свойства алюминия, которое называется «свежезакаленное состояние». Свойства изделий значительно отличаются сразу после закалки и после некоторого времени пребывания на складе.
Искусственное старение проводится путем нагрева изделий до температуры 200 градусов. Это активирует процесс диффузии, что способствует улучшенному растворению составных элементов. Выдержка составляет от нескольких часов до нескольких суток.
Следует отметить, что искусственно состаренные сплавы можно вернуть к изначальному состоянию. Для этого нужно нагреть изделие до 250 градусов с выдержкой до одной минуты. Выдержка должна проводится в селитряной ванне в строго определенное время, с точностью до нескольких секунд.
Причем подобный возврат можно выполнять несколько раз, без потери прочности материала, но с небольшим изменением свойств. Возврат состаренного металла обычно проводят с целью восстановления пластичности, необходимой для изменения формы изделия.
Любой из типов термообработки широко используется в промышленности. Благодаря чему у производителей есть возможность получения материалов, полностью соответствующих требованиям производства. Причем такая обработка сплавов позволяет значительно улучшить свойства алюминия и получить материал, не имеющий аналогов.
Главное условие при термообработке – соблюдение требований и рекомендаций к температурному режиму обработки и времени выдержки. Малейшие отклонения могут привести к необратимым изменениям свойств материала
tsvetmet.wordpress.com
Закалка алюминия в домашних условиях
Термическая обработка алюминиевых сплавов
Термическую обработку алюминиевых профилей применяют для модификации свойств алюминиевых сплавов, из которых они сделаны, путем изменения их микроструктуры. Основными упрочняющими механизмами в алюминиевых сплавах являются упрочнение за счет легирования твердого раствора и упрочнение за счет выделений вторичных фаз. Как правило, один из этих механизмов в сплаве является доминирующим.
Твердый раствор алюминиевых сплавов
Твердый раствор получают нагревом алюминиевого сплава, при котором все имеющиеся в нем фазы растворяются с образованием одной гомогенной фазы – алюминия с растворенными в нем легирующими элементами. С повышением температуры растворимость элементов увеличивается, со снижением температуры – снижается. Механизм упрочнения заключается в том, что при достаточно быстром охлаждении алюминиевого сплава растворенные элементы остаются в атомной решетке алюминия и искажают, упруго деформируют ее. Эта искаженная атомная решетка затрудняет движение дислокаций и, следовательно, пластическую деформацию сплава и тем самым повышает его механическую прочность.
 Старение алюминиевых сплавов
Старение алюминиевых сплавов
Алюминиевые сплавы, которые упрочняются старением, содержат определенное количество растворимых легирующих элементов, например, некоторых комбинаций из меди, магния, кремния, марганца и цинка. При соответствующей термической обработке эти растворенные атомы соединяются в виде очень малых частиц, которые выделяются внутри зерен алюминиевого сплава. Этот процесс и называют старением, так он происходит «сам собой» при комнатной температуре. Для ускорения и достижения большей эффективности упрочнения алюминиевого сплава старение проводят при повышенной температуре, скажем, 200 °С.
Закалка алюминиевых профилей на прессе
Закалка на прессе является весьма экономически выгодной технологией термической обработки алюминиевых профилей по сравнению с закалкой с отдельного нагрева. При закалке на прессе охлаждение алюминиевых профилей проводят от температуры, с которой они выходят из матрицы.
Отжиг алюминия
Необходимое условие для закалки на прессе — интервал температур нагрева алюминиевого сплава под закалку должен совпадать с интервалом температур алюминиевых профилей на выходе из пресса. Это, в принципе, выполняется только для «мягких» и «полутвердых» алюминиевых сплавов – технического алюминия, алюминиевых сплавов серий 3ххх и 6ххх, а также малолегированных сплавов серии 5ххх (с магнием до 3 %) и некоторых алюминиевых сплавов серии 7ххх без легирования медью (7020, 7005 (наш 1915), 7003). Эффект закалки для алюминиевых сплавов 3ххх и 5ххх очень незначителен и, как правило, не принимается во внимание. Окончательные механические свойства алюминиевые сплавы 3ххх и 5ххх принимают не в результате термического упрочнения, а при последующей нагартовке, что может включать и операции термической обработки: один или несколько отжигов. Упрочняющей фазой для сплавов серии 6ххх является соединение Mg2Si.
Закалка на прессе алюминиевых профилей из сплавов АД31, 6060 и 6063
Все алюминиевые сплавы серии 6ххх могут получать закалку непосредственно на прессе. Для фиксирования растворенных фаз в твердом растворе алюминия необходимо охлаждение алюминиевых профилей на выходе из пресса со скоростью не ниже некоторой критической скорости. Эта скорость зависит от химического состава алюминиевого сплава. Обычно усиленного охлаждения вентиляторами бывает достаточно для большинства алюминиевых профилей, однако иногда бывает необходимым и охлаждение их водой или смесью воздуха и воды. Успешная закалка алюминиевых сплавов серии 6ххх зависит от толщины профиля, а также от типа сплава и его химического состава. В случае чрезмерно массивных алюминиевых профилей, например, из сплава АД33 (6061) и относительно медленной скорости прессования материал на выходе из матрицы может не достигать интервала температур, необходимого для закалки и часть частиц Mg2Si останется не растворенной. Поэтому при последующем воздушном, или даже водяном, охлаждении профилей их полной закалки не получится. В таких случаях применяют отдельный нагрев под закалку в специальных печах – обычно вертикальных с последующим охлаждением в вертикальных баках с водой. После закалки алюминиевых профилей производят их растяжение на 1,5 – 3 % для правки и снятия остаточных напряжений.
Старение алюминиевых профилей: искусственное и естественное
Заключительной операцией термической обработки алюминиевых профилей является старение, естественное или искусственное. Естественное старение происходит само собой в течение некоторого времени, разного для различных алюминиевых сплавов – от нескольких недель до нескольких месяцев. Искусственное старение производят в специальных печах старения.
Закалка и старение алюминия и алюминиевых сплавов
Закалке и старению подвергаются как деформируемые, так и литейные сплавы, содержащие легирующие элементы, образующие при старении упрочняющие частицы. Нагрев под закалку производится до температур, обеспечивающих необходимое насыщение сплава легирующими элементами. Чрезмерное повышение температуры может привести к росту зерна и оплавлению неравновесных эвтектик на границах зерен и к снижению механических свойств. В то же время выдержка при температуре нагрева должна обеспечить наиболее полное растворение интерметаллидных фаз, она зависит от величины частиц ннтерметаллндных фаз и характера их распределения в исходном состоянии.
Для деформируемых сплавов выдержки при нагреве выбирают значительно меньшими, чем для литейных, так как в первом случае исходная структура состоит из более дисперсных включений вторичных фаз. Охлаждение при закалке проводят со скоростью выше критической. Критическая скорость охлаждения зависит от устойчивости переохлажденного твердого раствора. Например, закалка сплава Д16 осуществляется в воде, а тонкостенных деталей из А1 — Zn — Mg — на воздухе. Практически в большинстве случаев алюминиевые сплавы охлаждаются в воде.
Рис. 16.1. Структура сплава Д16 после закалки с температурой: a — 530° С, б — 560° С, в — закалка с 505° С, 4- старение при 300° С
После закалки образуется пересыщенный твердый раствор и различное количество первичных выделений (рис. 16.1, а).
Термическая обработка цветных сплавов
Перегрев сплава может привести к значительному огрублению границ зерен (рис. 16.1, б).
Пластическая деформация
После закалки сплавы имеют более высокие прочность и пластичность, чем в отожженном состоянии, что позволяет осуществлять небольшую пластическую деформацию.
Во время выдержки при комнатной температуре или при нагреве в твердом растворе происходят структурные изменения, являющиеся подготовкой к распаду, или наблюдается распад с выделением интерметаллидов, отличающихся от твердого раствора составом и кристаллической решеткой и отделенных от .твердого раствора хотя бы частичной поверхностью раздела.
Во многих закаленных алюминиевых сплавах подготовительные стадии распада, а иногда и начало распада могут происходить при комнатной температуре. В значительном количестве сплавов подготовка к распаду и распад происходят лишь при нагреве до температуры 100 — 200° С. Процессы предвыделения и начальная стадия выделения сопровождаются повышением прочности и снижением пластичности. Дальнейшее повышение температуры старения приводит к росту упрочняющей фазы (рис. 16.1, в) и снижению прочности.
Закалка металлаТермообработка алюминияСтарение металла
Похожие материалы
Как закалить деталь, изготовленную из алюминиевого сплава?
Похожие статьи
shtyknozh.ru
Отжиг алюминия
Под отжигом алюминия и алюминиевых сплавов обычно понимают полный отжиг, в отличие от частичного отжига, отжига для снятия деформационного упрочнения или отжига в контролируемой атмосфере.
Полный отжиг алюминия и алюминиевых сплавов
После полного отжига все алюминиевые сплавы — как термически упрочняемые, так термически не упрочняемые – получают состояние, которое является самым мягким, самым пластичным и наиболее благоприятным для пластической деформации.
Международное обозначение этого состояния буква «О». Иногда эту букву «О» путают с цифрой «0».
В отечественных стандартах на алюминиевую продукцию есть состояние просто «отжига» и это состояние обозначают буквой «М». По смыслу и по механическим свойствам сплавов в этом состоянии этот «просто» отжиг является именно полным отжигом, как его понимают в международных стандартах.
Температура отжига
Снижение или полное снятие деформационного упрочнения от холодной пластической деформации (нагартовки или наклепа) достигается при нагреве до температуры от 260 до 440 °С. Это справедливо как для термически упрочняемых, так и для термически не упрочняемых алюминиевых сплавов.
Скорость разупрочнения нагартованного материала сильно зависит от температуры. Поэтому время, которое требуется для полного отжига данного алюминиевого сплава с данной степенью нагартовки, может различаться от нескольких часов при низких температурах до нескольких секунд при высоких температурах.
Какова цель отжига — такова температура отжига
Если целью отжига является просто снятие деформационного наклепа, то нагрева до температуры около 345 °С будет вполне достаточно. Если же необходимо удалить упрочнение от термической обработки или даже просто от охлаждения с температуры горячей обработки, то нужна специальная термическая обработка для получения структуры с выделением упрочняющей фазы в виде крупных и отдельно стоящих частиц. Такой термической обработкой и является полный отжиг: выдержка при температуре от 415 до 440 °С и медленное охлаждение со скоростью около 30 °С в час до 260 °С.
Высокие скорости диффузии легирующих элементов в алюминии, которые характерны для такой высокой температуры, длительность выдержки и медленное охлаждение обеспечивают максимальную коалесценцию (укрупнение) частиц упрочняющей фазы, что и дает в результате материалу – алюминиевому сплаву – минимальную твердость.
Выдержка отжига и охлаждение после отжига
При отжиге важно обеспечить, чтобы заданная температура была достигнута во всех частях садки и во всех точках каждого изделия. Поэтому обычно назначают длительность выдержки при температуре отжига не менее 1 часа. Максимальная температура отжига является умеренно критической: рекомендуется не превышать температуру 415 °С из-за возможного окисления и роста зерна. Скорость нагрева может быть критической, например, для сплава 3003, который обычно требует быстрого нагрева для предотвращения роста зерна. Относительно медленное охлаждение на спокойном воздухе или с печью рекомендуется для всех сплавов для минимизации коробления.
Типичные параметры полного отжига для некоторых алюминиевых сплавов представлены ниже.
Параметры полного отжига для снятия деформационного упрочнения
Алюминиевые сплавы
1060, 1100, 1350
3003, 3004, 3105
5005, 5050, 5052, 5083, 5086, 5154, 5182, 5254, 5454, 5456, 5457, 5652
7005
Применяется также для термически упрочняемых сплавов, если целью отжига является только снятие деформационного упрочнения или частичный отжиг.
Температура отжига
345 °С
Длительность выдержки при температуре отжига
Около 1 часа. Длительность пребывания в печи должна быть не более, чем это необходимо, что довести бы все части садки до температуры отжига.
Охлаждение после отжига
Скорость охлаждения после отжига не имеет значения.
Параметры полного отжига для снятия термического упрочнения
Алюминиевые сплавы
2014, 2017, 2024, 2036, 2117, 2124, 2219
6005, 6061, 6060, 6063, 6066
7079, 7050, 7075, 7079, 7178, 7475
Температура отжига
415 °С
Длительность выдержки при температуре отжига
От 2 до 3 часов
Охлаждение после отжига
Охлаждение со скоростью около 30 °С в час от температуры отжига до 260 °С. Скорость последующего охлаждения не имеет значения.
Источник: Aluminum and Aluminum Alloys, AMS International, 1993.
aluminium-guide.ru