
Обзор методов химической обработки металлов
В металлообрабатывающей сфере распространенным способом работы с металлическими сплавами является химическая обработка металлов. Используя такой метод воздействия на металлическую основу, осуществляют удаление, определенного технологическими параметрами изделия, слоя заготовки. Снятия слоя происходит за счет воздействия на металл, образовавшихся на обрабатываемом участке, химических реакций.
Способы химической обработки металлов
Все виды химической обработки металлов имеют свои преимущества, в отношении к другим способам металлообработки. Для химического воздействия на изделие используют струйную обработку с низким давлением. Такой способ называется распыление. Также к химическим процессам металлообрабатывающих производств относят такие методы, как погружение заготовки в химическую среду, обработка деталей паром, нанесение химических элементов на поверхность обрабатываемого изделия гидроструйными установками.

Для выполнения задач связанных с химической подготовкой поверхности применяют специальное оборудование, которое так и называют – агрегаты химической подготовки поверхности (АХПП). В выборе конкретного способа химической обработки, в первую очередь руководствуются нормами производительных программ, конфигурационными и габаритными параметрами деталей, индивидуальными особенностями рабочего сектора предприятия.

Выполняя распыление, используют оборудование для химической обработки металлов тупикового и проходного принципа функционирования. Но проходные АХПП предпочтительней, так как они могут обеспечить максимально высокий уровень производительной наработки. Такое оборудование способно работать в беспрерывном режиме. Также положительным моментом является возможность использования одного и того же конвейерного приспособления для подготовительных процедур и непосредственного нанесения окрасочных средств на поверхность.

Для химической обработки металлов методом погружения, применяют агрегаты химподготовки, основной рабочей зоной которых, является ряд емкостей расположенных в определенной последовательности. Также данное оборудование оснащено смешивающими механизмами, транспортерным приспособлением и специальными трубными разводками, которые ведут в сушильный отсек. Обрабатываемые заготовки подаются в зону действия АХПП, а по окончанию рабочих процедур уже готовые изделия перемещаются в сектор складирования, при помощи кран-балок, тельфера или автооператоров.
Особенности пароструйного способа обработки металлов
Химическая обработка металлов пароструйным способом наиболее целесообразна для окрашивания изделий с большими габаритными размерами. Перед окраской заготовки пароструйным способом осуществляется удаление жирного слоя с поверхности, одновременно выполняя аморфное фосфатирование обрабатываемого участка. Обработка металлов производится ручным способом. Оператор, используя специальный ствол для очистки, проводит равномерное распыление пароводяной массы. Данные действия необходимо выполнять в температурном режиме до ста сорока градусов. При распылении осуществляют добавление определенных химических компонентов.
Для химической обработки металлов пароструйным способом используют оборудование передвижного и стационарного типа. В агрегатах стационарного функционирования нагревающий пар подается под давлением до пяти атмосфер. Все способы химической обработки производятся для увеличения прочностных характеристик изделия, придание материала антикоррозионных свойств. После обработки таким методом изделие обретает длительный эксплуатационный период.

promplace.ru
Химическая обработка металлов ч.1 — DRIVE2
Собственно копипаст отсюда — forum.guns.ru/forum/86/319589.html
Кое-что я пробовал сам. Результат положительный 🙂
Для достижения хорошего результата, реактивы должны иметь маркировку Ч(чистый) или ХЧ(химически чистый), забейте на все эти «Кроты» и «селитры». Для приготовления растворов используйте дистилированную воду.
ПЕРЕД ТЕМ КАК ИСКАТЬ, ОБРАТИТЕ ВНИМАНИЕ, ЧТО ОДИН И ТОТ ЖЕ РЕАКТИВ ИМЕЕТ НЕСКОЛЬКО НАЗВАНИЙ, НАПРИМЕР — НАТРИЙ ГИДРОКСИД, ОН ЖЕ — ЕДКИЙ НАТР, ОН ЖЕ — КАУСТИЧЕСКАЯ СОДА. ХРОМПИК КАЛИЕВЫЙ, ОН ЖЕ — КАЛИЙ ДВУХРОМОВОКИСЛЫЙ, ОН ЖЕ — БИХРОМАТ КАЛИЯ И Т.Д. ВОПРОС ЭЛЕМЕНТАРНО РЕШАЕТСЯ ПОИСКОВИКОМ.
Собственно:
ТЕХНОЛОГИЧЕСКИЕ СОВЕТЫ
Перед кем из домашних умельцев не вставала необходимость отникелировать или отхромировать ту или иную деталь. Какой самоделыцик не мечтал установить в ответственном узле несрабатывающуюся втулку с твердой, износостойкой поверхностью, полученной путем насыщения ее бором. Но как сделать в домашних условиях то, что, как правило, осуществляется на специализированных предприятиях методами химико-термической и электрохимической обработки металлов. Не будешь же строить дома газовые и вакуумные печи, сооружать электролизные ванны. Но, оказывается, строить все это совсем и не надо. Достаточно иметь под рукой некоторые реактивы, эмалированную кастрюлю да и, пожалуй, паяльную лампу, а также знать рецепты химической технологии, с помощью которой можно металлы также меднить, кадмировать, лудить, оксидировать и т.д.
Учтите, что содержание компонентов в приведенных растворах, как правило, даются в г/л. В случае, если применяются другие единицы, следует специальная оговорка.
Защита металла от ржавчины
Наверняка многие любители поработать с металлом сталкивались с такой проблемой — стальная деталь очищена кислотой, частично отшлифована и отполирована, но сам процесс покраски или оксидирования отложен на неопределенный срок. В итоге поверхности, особенно необработанные образивами после химической очистки, почти сразу покрываются легким ржавым налетом, что требует дополнительного травления и очистки в последствии.
Как этого избежать?
Рекомендую заранее, перед очисткой деталей кислотами, приготовить следующий раствор:
2 куска хозяйственного мыла натереть на терке в кастрюлю с 3 литрами фильтрованой воды, и довести до кипения.
Немедленно, сразу после извлечения металлических деталей из кислотной ванны, промыть их под ХОЛОДНОЙ проточной водой, и сразу же опустить в кипящий мыльный раствор. Кипятить 10-15 мин.
После извлечения из раствора высушить феном НЕ ПРОТИРАЯ, чтобы на поверхности деталей остался слой мыла. Все — деталь будет храниться сколь угодно долго не окисляясь на воздухе, не будет требовать очистки(кроме обезжиривания) перед покраской или оксидированием, а, так же перед дальнейшей механической обработкой.
Подготовительные операции
Перед нанесением на металлические поверхности красок, защитных и декоративных пленок, а также перед покрытием их другими металлами необходимо осуществить подготовительные операции, то есть удалить с этих поверхностей загрязнения, различной природы. Учтите, от качества проведения подготовительных операций в сильной степени зависит конечный результат всех работ.
К подготовительным операциям относятся обезжиривание, очистка и травление.
Обезжиривание
Процесс обезжиривания поверхности металлических деталей проводят, как правило, когда эти детали только что обработаны (отшлифованы или отполированы) и на их поверхности нет ржавчины, окалины и других посторонних продуктов.
С помощью обезжиривания с поверхности деталей удаляют масляные и жировые пленки. Для этого применяют водные растворы некоторых химреактивов, хотя для этого можно Использовать и органические растворители. Последние имеют то преимущество, что они не оказывают последующего коррозионного воздействия на поверхность деталей, но при этом они токсичны и огнеопасны.
Водные растворы. Обезжиривание металлических деталей в водных растворах проводят в эмалированной посуде. Заливают воду, растворяют в ней химреактивы и ставят на малый огонь. При достижении нужной температуры загружают в раствор детали. В процессе обработки раствор перемешивают. Ниже приводятся составы обезжиривающих растворов (г/л), а также рабочие температуры растворов и время обработки деталей.
Составы обезжиривающих растворов
Для черных металлов (железо и железные сплавы)
. Жидкое стекло (канцелярский силикатный клей) — 3…10, едкий натр (калий) — 20…30, тринатрийфосфат — 25…30. Температура раствора — 70…90.С, время обработки -10…30 мин.
. Жидкое стекло — 5…10, едкий натр — 100…150, кальцинированная сода — 30…60.
. Жидкое стекло — 35, тринатрий-фосфат — 3…10.
Температура раствора — 70…90.С, время обработки — 10…20 мин.
. Жидкое стекло — 35, тринатрийфосфат — 15, препарат — эмульгатор ОП-7(или ОП-10)-2.
Температура раствора — 60-70.С, время обработки — 5… 10 мин.
. Жидкое стекло — 15, препарат ОП-7 (или ОП-10)-1.
Температура раствора — 70… 80.С, время обработки — 10…15 мин.
. Кальцинированная сода — 20, калиевый хромпик — 1.
Температура раствора — 80…90.С, время обработки-10…20 мин.
. Кальцинированная сода — 5.10, тринатрийфосфат — 5…10, препарат ОП-7 (или ОП-10) — 3.
Температура раствора — 60…80.С, время обработки -5…10 мин.
Для меди и медных сплавов
. Едкий натр — 35, кальцинированная сода — 60, тринатрийфосфат — 15, препарат ОП-7 (или ОП-10) — 5.
Температура раствора — 60…70, время обработки — 10…20 мин.
. Едкий натр (калий) — 75, жидкое стекло-20.
Температура раствора — 80…90.С, время обработки — 40…60 мин.
. Жидкое стекло — 10… 20, тринатрийфосфат — 100.
Температура раствора — 65…80.С, время обработки — 10…60 мин.
. Жидкое стекло — 5…10, кальцинированная сода — 20…25, препарат ОП-7 (или ОП-10)-5…10.
Температура раствора — 60…70.С, время обработки — 5…10 мин.
.Тринатрийфосфат-80… 100. Температура раствора — 80…90.С, время обработки — 30…40 мин.
Для алюминия и его сплавов
. Жидкое стекло — 25…50, кальцинированная сода — 5…10, тринатрийфосфат — 5…10, препарат ОП-7 (или ОП-10) — 15…20мин.
. Жидкое стекло — 20…30,, кальцинированная сода — 50…60, тринатрийфосфат-50…60.
Температура раствора — 50…60.С, время обработки — 3…5 мин.
. Кальцинированная сода — 20…25, тринатрийфосфат — 20…25, препарат ОП-7 (или ОП-10) — 5…7.
Температура — 70…80.С, время обработки -10…20 мин.
Для серебра, никеля и их сплавов
. Жидкое стекло — 50, кальцинированная сода — 20, тринатрийфосфат — 20, препарат ОП-7 (или ОП-10) — 2.
. Жидкое стекло — 25, кальцинированная сода — 5, тринатрийфосфат — 10.
Температура раствора — 75…85.С, время обработки — 15…20 мин.
Для цинка
. Жидкое стекло — 20…25, едкий натр — 20…25, кальцинированная сода — 20…25.
Температура раствора — б5…75.С, время обработки — 5 мин. i
. Жидкое стекло — 30…50, кальцинированная сода — 30…50, керосин — 30…50, препарат ОП-7 (или ОП-10) — 2…3.
Температура раствора — 60-70.С, время обработки-3…2мин.
Органические растворители.
Наиболее применяемыми из органических растворителей являются бензин Б-70 (или <бензин для зажигалок> ) и ацетон. Однако они обладают существенным недостатком — легко воспламеняются. Поэтому в последнее время их заменяют негорючими растворителями, такими, как трихлорэтилен и перхлорэтилен. Растворяющая способность их значительно выше, чем у бензина и ацетона. Причем эти растворители можно безбоязненно нагревать, что намного ускоряет обезжиривание металлических деталей.
Обезжиривание поверхности металли+ческих деталей с помощью органических растворителей проводят в такой последовательности. Детали загружают в посуду с растворителем и выдерживают 15…20 мин. Затем поверхность деталей протирают прямо в растворителе щеткой. После такой обработки поверхность каждой детали тщательно обрабатывают тампоном, смоченным 25%-ным аммиаком (работать необходимо в резиновых перчатках!),
Все работы по обезжириванию органическими растворителями проводят в хорошо проветриваемом помещении.
Очистка
В этом разделе в качестве примера будет рассмотрен процесс очистки от нагара двигателей внутреннего сгорания. Как известно, нагар представляет собой асфальтосмолистые вещества, образующие на рабочих поверхностях двигателей трудноудалимые пленки. Удаление нагара — задача довольно сложная, так как пленка нагара инертна и прочно сцеплена с. поверхностью детали.
Составы очищающих растворов (г/л)
Для черных металлов
. Жидкое стекло — 1,5, кальцинированная сода — 33, едкий натр — 25, хозяйственное мыло — 8,5.
Температура раствора — 80…90.С, время обработки — 3ч.
. Едкий натр — 100, бихромат калия — 5.
Температура раствора — 80…95.С, время обработки — до 3 ч.
. Едкий натр — 25, жидкое стекло — 10, бихромат натрия — 5, хозяйственное мыло- 8, кальцинированная сода — 30.
Температура раствора — 80…95.С, время обработки — до 3 ч.
. Едкий натр -25, жидкое стекло — 10, хозяйственное мыло — 10, поташ- 30.
Температура раствора — 100.С, время обработки — до 6 ч.
Для алюминиевых (дюралюминиевых) сплавов
. Жидкое стекло 8,5, хозяйственное мыло- 10, кальцинированная сода — 18,5.
Температура раствора 85…95C, время обработки — до 3 ч.
. Жидкое стекло — 8, бихромат калия — 5, хозяйственное мыло — 10, кальцинированная сода — 20.
Температура раствора — 85-95.С, время обработки-до Зч.
. Кальцинированная сода — 10, бихромат калия — 5, хозяйственное мыло — 10.
Температура раствора — 80…95.С, время обработки — до 3 ч.
Травление
Травление (как подготовительная операция) позволяет удалить с металлических деталей прочно сцепленные с их поверхностью загрязнения (ржавчину, окалину и другие продукты коррозии).
Основная цель травления — снятие продуктов коррозии; при этом основной металл не должен травиться. Чтобы предотвратить травление металла, в растворы вводят специальные добавки. Хорошие результаты дает применение небольших количеств гексаметилентетрамина (уротропина). Во все растворы для травления черных металлов добавляют 1 таблетку (0,5 г) уротропина на 1 л раствора. При отсутствии уротропина его заменяют таким же количеством сухого спирта (продается в спортмагазинах как топливо для туристов).
Ввиду того что в рецептах для травления применяют неорганические кислоты, необходимо знать их исходную плотность (г/см ): азотная кислота — 1,4, серная кислота — 1,84; соляная кислота — 1,19;
ортофосфорная кислота — 1,7; уксусная кислота — 1,05.
Составы растворов для травления (г/л)
Для черных металлов
. Серная кислота — 90…130, соляная кислота-80… 100.
Температура раствора — 30…40.С, время обработки — 0,5… 1,0 ч.
. Серная кислота — 150. .200. Температура раствора — 25…60.С, время обработки — 0,5… 1,0 ч.
. Соляная кислота — 200. Температура раствора — 30…35.С, время обработки — 15…20 мин.
. Соляная кислота — 150…200, формалин-40…50.
Температура раствора 30…50.С, время обработки 15…25 мин.
. Азотная кислота — 70…80, соляная кислота — 500…550.Температура раствора — 50.С, время обработки — 3…5 мин.
. Азотная кислота — 100, серная кислота — 50, соляная кислота — 150.
Температура раствора — 85.С, время обработки — З… 10 мин.
. Соляная кислота — 150, ортофосфорная кислота — 100.Температура раствора — 50 С, время обработки — 10…20 мин.
Последний раствор (при обработке стальных деталей) кроме очистки поверхности еще и фосфатирует ее. А фосфатные пленки на поверхности стальных деталей позволяют окрашивать их любыми красками без грунта, так как эти пленки сами служат превосходным грунтом.
Приведем еще несколько рецептов травящих растворов, составы которых на этот раз приведены в % (по массе).
. Ортофосфорная кислота — 10, бутиловый спирт — 83, вода — 7.
Температура раствора — 50…70.С, время обработки — 20…30 мин.
. Ортофосфорная кислота — 35, бутиловый спирт — 5, вода — 60.
Температура раствора — 40…60.С, время обработки — 30…35 мин.
После травления черных металлов их промывают в 15% -ном растворе кальцинированной (или питьевой) соды. Затем тщательно промывают водой.
Отметим, что ниже составы растворов опять приводятся в г/л.
Для меди и ее сплавов
. Серная кислота — 25…40, хромовый ангидрид — 150…200.
Температура раствора — 25.С, время обработки-5… 10 мин.
. Серная кислота — 150, бихромат калия — 50.
Температура раствора — 25…35.С, время обработки — 5…15 мин.
. Трилон Б — 100.
Температура раствора — 18…25.С, время обработки — 5… 1 б мин.
. Хромовый ангидрид — 350, хлористый натрий — 50.
Температура раствора — 18…25.С, время обработки — 5…15 мин.
Для алюминия и его сплавов
. Едкий натр — 50…100. Температура раствора — 40…60.С, время обработки — 5… 10 с.
. Азотная кислота — 35…40.
Температура раствора — 18…25.С, время обработки — 3…5 с.
. Едкий натр — 25…35, кальцинированная сода — 20…30.
Температура раствора — 40…60.С, время обработки — 0,5…2,0 мин.
. Едкий натр — 150, хлористый натрий — 30.
Температура раствора — 60.С, время обработки — 15…20 с.
Химическое полирование
Химическое полирование позволяет быстро и качественно обработать поверхности металлических деталей. Большое преимущество такой технологии заключается в том, что с помощью ее (и только ее!) удается отполировать в домашних условиях детали со сложным профилем.
Составы растворов для химического полирования
Для углеродистых сталей (содержание компонентов указывается в каждом конкретном случае в тех или иных единицах (г/л, процентах, частях)
. Азотная кислота — 2…4, соляная кислота 2…5, Ортофосфорная кислота — 15…25, остальное — вода. Температура раствора — 70…80.С, время обработки — 1…10 мин. Содержание компонентов — в % (по объему).
. Серная кислота — 0,1, уксусная кислота — 25, перекись водорода (30%-ная) -13.Температура раствора — 18…25.С, время обработки — 30…60 мин. Содержание компонентов — в г/л.
. Азотная кислота — 100…200, серная кислота — 200…600, соляная кислота — 25, Ортофосфорная кислота — 400. Температура смеси — 80…120.С, время обработки- 10…60 с. Содержание компонентов в частях (по объему).
Для нержавеющей стали
. Серная кислота — 230, соляная кислота — 660, кислотный оранжевый краситель-25.
Температура раствора — 70…75.С, время обработки — 2…3 мин. Содержание компонентов — в г/л.
. Азотная кислота — 4…5, соляная кислота — 3…4, Ортофосфорная кислота — 20…30, метилоранж — 1…1.5, остальное — вода. Температура раствора — 18…25.С, время обработки — 5…10 мин. Содержание компонентов — в % (по массе).
.Азотная кислота — 30…90, железистосинеродистый калий (желтая кровяная соль) — 2…15 г/л, препарат ОП-7 — 3…25, соляная кислота — 45… ПО, ортофосфорная кислота — 45…280.
Температура раствора — 30…40С, время обработки — 15…30 мин. Содержание компонентов (кроме желтой кровяной соли) — в г/л.
Последний состав применим для полирования чугуна и любых сталей.
Для меди
. Азотная кислота — 900, хлористый натрий-5, сажа-5.
Температура раствора — 18…25.С, время обработки- 15…20 с. Содержание компонентов — г/л.
Внимание! В растворы хлористый натрий вводят в последнюю очередь, причем раствор должен быть предварительно охлажден!
. Азотная кислота — 20, серная кис+лота — 80, соляная кислота — 1, хромовый ангидрид-50.
Температура раствора — 13…18 С. время обработки — 1…2 мин. Содержание компонентов — в мл.
. Азотная кислота 500, серная кислота — 250, хлористый натрий — 10.
Температура раствора — 18…25С, время обработки — 10…20 с. Содержание компонентов — в г/л.
Для латуни
. Азотная кислота — 20, соляная кислота — 0,01, уксусная кислота — 40, ортосфосфорная кислота — 40.
Температура смеси — 25…30 C, время обработки — 20…60с. Содержание компонентов — в мл.
. Сернокислая медь (медный купорос) — 8, хлористый натрий — 16, уксусная кислота — 3, вода — остальное. Температура раствора — 20.С, время обработки — 20. .60 мин. Содержание компонентов-в % (по массе).
Для бронзы
. Ортофосфорная кислота — 77…79, азотнокислый калий — 21…23.
Температура смеси — 18.С, время обработки -0,5-3 мин. Содержание компонентов — в % (по массе).
. Азотная кислота — 65, хлористый натрий — 1 г, уксусная кислота — 5, ортофосфорная кислота — 30, вода — 5. Температура раствора — 18…25.С, время обработки — 1…5 с. Содержание компонентов (кроме хлористого натрия) — в мл.
Для никеля и его сплавов (мельхиора и нейзильбера)
. Азотная кислота — 20, уксусная кис+лота — 40, Ортофосфорная кислота — 40.
Температура смеси -20.С, время об+работки — до 2 мин. Содержание компонентов — в % (по массе).
. Азотная кислота — 30, уксусная кислота (ледяная) — 70.
Температура смеси — 70…80.С, время обработки — 2…3 с. Содержание компонентов — в % (по объему).
Для алюминия и его сплавов
. Ортофосфорная кислота — 75, серная кислота — 25. Температура смеси — 100.С, время обработки — 5…10 мин. Содержание компонентов — в частях (по объему).
. Ортофосфорная кислота — 60, серная кислота — 200, азотная кислота — 150, мочевина — 5г. Температура смеси — 100.С, время обработки — 20 с. Содержание компонентов (кроме мочевины) — в мл.
. Ортофосфорная кислота — 70, серная кислота — 22, борная кислота — 8. Температура смеси — 95.С, время обработки — 5…7 мин. Содержание компо+нентов — в частях (по объему).
Пассивирование
Пассивирование- процесс создания химическим путем на поверхности металла инертного слоя, который не дает собственно металлу окисляться.
Процессом пассивирования поверхности металлических изделий пользуются чеканщики при создании своих произведений умельцы — при изготовлении различных поделок (люстр, бра и других предметов обихода) рыболовы-спортсмены пассивируют свои самодельные металлические приманки.
Составы растворов для пассивирования (г/л)
Для черных металлов
. Нитрит натрия — 40…100. Температура раствора — 30…40.С, время обработки — 15…20 мин.
. Нитрит натрия — 10…15, кальцинированная сода — 3…7. Температура раствора — 70…80.С, время обработки — 2…3 мин.
. Нитрит натрия — 2…3, кальцинированная сода — 10, препарат ОП-7 — 1…2.
Температура раствора — 40…60 С, время обработки-10… 15 мин.
. Хромовый ангидрид — 50. Температура раствора — б5…75С, время обработки — 10…20 мин.
Для меди и ее сплавов
. Серная кислота- 15, бихромат калия — 100. Температура раствора — 45.С, время обработки — 5… 10 мин.
. Бихромат калия — 150. Температура раствора — 60.С, время обработки-2…5 мин.
Для алюминия и его сплавов
. Ортофосфорная кислота — 300, хромовый ангидрид — 15. Температура раствора — 18…25С, время обработки-2…5 мин.
. Бихромат калия — 200. Температура раствора — 20.С, время обработки-5…10 мин.
Для серебра
. Бихромат калия — 50. Температура раствора — 25…40.С, время обработки — 20 мин.
Для цинка
. Серная кислота-2…3, хромовый ангидрид — 150…200.
Температура раствора — 20.С, время обработки — 5… 10 с.
Фосфатирование
Как уже было сказано, фосфатная пленка на поверхности стальных деталей представляет собой достаточно надежное антикоррозионное покрытие. Оно также является отличным грунтом под лакокрасочные покрытия.
Некоторые низкотемпературные способы фосфатирования применимы для обработки кузовов легковых автомобилей перед покрытием их антикоррозионными и противоизносными составами.
Составы растворов для фосфатирования (г/л)
Для стали
. Мажеф (фосфорнокислые соли марганца и железа) — 30, азотнокислый цинк — 40, фтористый натрий — 10.
Температура раствора — 20.С, время обработки — 40 мин.
. Моноцинкфосфат — 75, азотнокислый цинк — 400…600.
Температура раствора — 20.С, время обработки — 20…30 с.
. Мажеф — 25, азотнокислый цинк — 35, нитрит натрия — 3. Тем+пература раствора -20.С, время обработки -40 мин.
. Моноаммонийфосфат — 300. Температура раствора — б0…80.С, время обработки — 20…30 с.
. Ортофосфорная кислота — 60…80, хромовый ангидрид — 100… 150.
Температура раствора — 50-60.С, время обработки — 20…30 мин.
. Ортофосфорная кислота — 400… 550, бутиловый спирт — 30.,
Температура раствора — 50.С, время обработки — 20 мин.
Нанесение металлических покрытий
Химическое покрытие одних металлов другими подкупает простотой технологи+ческого процесса. Действительно, если, например, необходимо химически отникелировать какую-либо стальную деталь, достаточно иметь подходящую эмалированную посуду, источник нагрева (газовая плита, примус и т.п.) и относительно недефицитные химреактивы. Час-другой, и деталь покрыта блестящим слоем никеля.
Заметим, что только с помощью химического никелирования можно надежно отникелировать детали сложного профиля, внутренние полости (трубы и т.п.). Правда, химическое никелирование (и некоторые другие подобные процессы) не лишено и недостатков. Основной из них — не слишком крепкое сцепление никелевой пленки с основным металлом. Однако этот недостаток устраним, для этого при+меняют так, называемый метод низкотемпературной диффузии. Он позволяет значительно повысить сцепление никелевой пленки с основным металлом. Метод этот применим для всех химических покрытий одних металлов другими.
Никелирование
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей с помощью гипофосфита натрия и некоторых других химреактивов.
Никелевые покрытия, полученные химическим путем, имеют аморфную структуру. Наличие в никеле фосфора делает пленку близкой по твердости пленке хрома. К сожалению, сцепление пленки никеля с основным металлом сравнительно низкое. Термическая обработка пленок никеля (низкотемпературная диффузия) заключается в нагреве отникелированных деталей до температуры 400.С и выдержке их при этой температуре в течение 1ч.
Если покрываемые никелем детали закалены (пружины, ножи, рыболовные крючки и т.п.), то при температуре 400.С они могут отпуститься, то есть потерять свое основное качество — твердость. В этом случае низкотемпературную диффузию проводят при температуре 270…300С с выдержкой до 3 ч. При этом термообработка повышает и твердость никелевого покрытия.
Все перечисленные достоинства химического никелирования не ускользнули от внимания технологов. Они нашли им практическое применение (кроме использования декоративных и антикоррозионных свойств). Так, с помощью химического никелирования осуществляется ремонт осей различных механизмов, червяков резьбонарезных станков и т.д.
В домашних условиях с помощью никелирования (конечно, химического!) можно отремонтировать детали различных бытовых устройств. Технология здесь предельно проста. Например, сносилась ось какого-либо устройства. Тогда наращивают(с избытком) слой никеля на поврежденном месте. Затем рабочий участок оси полируют, доводя его до нужного размера.
Надо отметить, что с помощью химического никелирования нельзя покрывать такие металлы, как олово, свинец, кадмий, цинк, висмут и сурьму.
Растворы, применяемые для химического никелирования, подразделяются на кислые (рН — 4…6.5) и щелочные (рН — выше 6,5). .Кислые растворы предпочтительнее применять для покрытия черных металлов, меди и латуни. Щелочные — для нержавеющих сталей.
Кислые растворы (посравнению с щелочными) на полированной детали дают более гладкую (зеркальную) поверхность, у них меньшая пористость, скорость протекания процесса выше. Еще не+маловажная особенность кислых раство+ров: у них меньше вероятность самораз+ряда при превышении рабочей температуры. (Саморазряд — мгновенное выпадение никеля в раствор с расплескиванием последнего.)
У щелочных растворов основное преимущество — более надежное сцепление никелевой пленки с основным металлом.
И последнее. Воду для никелирования (и при нанесении других покрытий) берут дистиллированную (можно использовать конденсат из бытовых холодильников) химреактивы подойдут как минимум чистые (обозначение на этикетке — Ч).
Перед покрытием деталей любой металлической пленкой необходимо прове+сти специальную подготовку их поверхности.
Подготовка всех металлов и сплавов заключается в следующем. Обработанную деталь обезжиривают в одном из водных растворов, а затем деталь декапируют в одном из нижеперечисленных растворов.
www.drive2.ru
Химическая обработка — металл — Большая Энциклопедия Нефти и Газа, статья, страница 1
Химическая обработка — металл
Cтраница 1
Химическая обработка металлов состоит в образовании окисных и других соединений на поверхности металлов под действием специальных химических растворов. Качество образующихся пленок зависит от химического состава раствора, температурного режима обработки, времени выдержки деталей в растворе и качества подготовки поверхностей перед обработкой. [1]
Сущность химической обработки металлов состоит в образовании окисных и других соединений на поверхности металлов под воздействием специальных химических растворов. [2]
Способ химической обработки металлов известен с незапамятных времен, истоки его восходят к древним египтянам, которые задолго до нашей эры использовали травление в декоративных целях. С XVIII столетия химическая обработка широко применяется в граверном искусстве, а затем и в полиграфическом производстве. [3]
При химической обработке металлов ( травление, оксидирование, анодирование и др.) погружать в раствор изделие и вынимать из него следует только с помощью специальных приспособлений или подходящего инструмента. [4]
Прочие методы химической обработки металла — фторирование, нитрирование и др. Нагревостойкая электроизоляционная пленка на поверхности А1, Ni, Cu, Mg, Сг может быть получена воздействием газообразного фтора на металл при повышенной температуре. На алюминии при этом получается пленка фторида алюминия A1F3, на меди — пленка фторида меди CuF2, на остальных металлах — соответствующие фториды. Так, пленка A1F3 толщиной 1 мкм может быть образована в потоке фтора при 500 С. Фторид алюминия может быть также получен при обработке алюминия фтористым водородом. [5]
Гальванические покрытия и химическую обработку металлов широко попользуют при ремонте оборудования, технической оснастки и инструмента. [6]
Ряд покрытий, получаемых химической обработкой металла, включает защитные покрытия, образующие непосредственно на поверхности металла. Образование на поверхности металлических изделий защитных оксидных пленок в технике называют оксидированием. Некоторые процессы имеют специальные названия. Так, например, процессы нанесения на сталь оксидных пленок иногда называют воронением, а электрохимическое оксидирование алюминия — анодированием. [7]
К ряду покрытий, получаемых химической обработкой металла, относятся защитные покрытия, образующиеся непосредственно на поверхности металла. Образование на поверхности металлических изделий защитных оксидных пленок носит в технике общее название оксидирование. Некоторые процессы имеют специальные названия. Так, например, процессы нанесения на сталь оксидных пленок иногда называют воронением, а электрохимическое оксидирование алюминия — анодированием. [8]
К разряду покрытий, получаемых химической обработкой металла, относятся защитные покрытия, образующиеся в результате химического взаимодействия непосредственно на поверхности металла. [9]
Однако кислотное травление остается основным видом химической обработки металлов, широко распространенным на металлургических, машиностроительных и других предприятиях. [10]
Таким образом, в растворах для электрохимической и химической обработки металлов на электроде в отсутствие тока устанавливается стационарный потенциал. [11]
В табл. 4 указаны основные размеры типовых ванн электролитической и химической обработки металлов, разработанные НИИХИММАШЕМ. [12]
Направление научных исследований: разработка клеев для эластомеров и прикладные исследования в этой области; продукты для химической обработки металлов. [13]
Матовую поверхность или своеобразную фактуру, рисунок, который сохраняется после оксидирования, можно получить механической или химической обработкой металла, а в некоторых случаях их последовательным применением. Декоративный рисунок получают накаткой, тиснением, точением с применением алмазного инструмента. Своеобразная кристаллическая текстура выявляется при травлении металла после его механической и термической обработки. Алюминиевые детали подвергают ре-кристаллизационному отжигу в течение 30 мин при 500 — 550 С с последующим охлаждением на воздухе. После этого проводят анодное травление деталей в электролите, содержащем по 150 г / л NaCl и НМОз, при плотности тока 20 — 30 А / дм2 в течение 5 — 10 мин. При этом выявляется текстура металла, образовавшаяся в результате предшествующей обработки. [14]
Химически стойкая керамика ( табл. 42) находит применение для изготовления или футеровки различных емкостей, в которых осуществ ляется химическая обработка металлов. Химически стойкая керамика отличается малой пористостью, полной непроницаемостью для жидкостей, достаточно большой механической прочностью, а также удовлет — ворительной термостойкостью. Химически стойкую керамику подраз деляют на футеровочную, насадочную и аппаратурную. [15]
Страницы: 1 2
www.ngpedia.ru
4.3. Химические способы обработки.
Химические способы подготовки поверхности применяют в основном для очистки листов, труб и других тонкостенных изделий.
К этим способам относятся:
Для обезжиривания часто применяют органические растворители, например, три- и тетрахлорэтилен, ацетон, бензин и др. Скорость обезжиривания возрастает во много раз под действием ультразвука. Применение органических растворителей очень ограничено в связи с их пожароопасностью, токсичностью, дороговизной.
Наиболее широко используются химические и электрохимические методы обезжиривания в горячих (80-90 °С) щелочных растворах (NaOH, Na3PO4) с эмульгаторами, например, 100 г/л Na3PO4 + 10 г/л эмульгатора ОП-7.
Электрохимическое полирование проводят на аноде в электролитах, представляющих собой кислородосодержащие кислоты (фосфорная, серная, хромовая, хлорная), к которым добавляют хромовый ангидрид (для алюминия), используют растворы щелочей (для цинка), цианиды (для серебра) и т.д. При выборе растворов пользуются специальной справочной литературой, обобщающей большой практический опыт по каждому типу обрабатываемого материала.
Химическое полирование применяют редко, так как оно в большинстве случаев не обеспечивает зеркального блеска. Составы растворов для химического полирования регламентируются ГОСТ 9.047-75. Принцип электрохимической и химической полировки заключается в более интенсивном растворении металла на выступах по сравнению с впадинами микрорельефа поверхности, благодаря чему поверхность заключается в более ярко выраженной избирательности растворения выступающих частей поверхности, что и обеспечивает более ровную зеркальную поверхность после обработки.
Ингибиторы – это некоторые органические вещества, например, бутилнитрит, бензотритион, дибензилсульфооксид.
Марки ингибиторов, выпускаемых промышленностью: ЧМ, И-1А, И-1В, И-1Е, КПИ-1, КО, БА6 и др. Скорость травления в ингибированной серной кислоте можно увеличить введением добавок окислителей типа NaNO3, KMnO4, K2Cr2O7, H2O2, O3, Fe2(SO4)3. Особенно эффективно воздействует озон, уменьшая время травления в 2-5 раз.
Травление нержавеющих сталей обычно производят в азотной кислоте с добавками HF, KF и др. веществ.
Травление при этом развивается по реакции:
3Ti + 4HNO3 + 12HF = 3TiF4 + H2O + 4NO.
При этом не выделяется водород, чем предотвращается явление водородной хрупкости.
Травление алюминия и его сплавов чаще ведут в горячих щелочных растворах 20-30% NaOH при температуре 80-90 °С. Медь и медные сплавы травят обычно в концентрированных кислотах (азотной, серной, соляной, фосфорной) или их смесях. Процесс осуществляют в одну или две-три последовательно идущие стадии, в зависимости от материала и состояния обрабатываемой поверхности. Если изделия из меди и медных сплавов покрыты относительно толстым слоем окалины, то из предварительно травят в 10-15%-ном растворе серной кислоты при 50-60 °С. Перед травлением в последнем концентрированном растворе кислот, во избежание его разбавления, водой изделия не промывают. Перед нанесением покрытий на медные сплавы можно применять и разбавленные растворы кислот, если они не вызывают дефектов слоя при покрытии.
studfiles.net
химическая обработка
Химическая обработка на I ступени может сочетаться с последующей биологической очисткой (так называемое «предварительное осаждение») или быть самостоятельным процессом очистки сточных вод. В этом случае процесс часто называют «прямым осаждением».[ …]
Химическая обработка отходов. Химические реакции являются единственным и наиболее эффективным способом превращения загрязнителей в вещества, не причиняющие ущерба окружающей среде. Существенным является тот факт, что подобные реакции могут протекать в широком диапазоне температур и давлений и, следовательно, могут быть использованы в различных системах охраны окружающей среды.[ …]
При химической обработке производственных сточных вод — кислых, щелочных или содержащих устойчивую нефтяную эмульсию — применяют различные реагенты. В качестве реагентов для нейтрализации кислот применяют едкие, углекислые и двууглекислые щелочи. Ввиду небольшой стоимости широкое применение получил Са(ОН)г в виде пушонки или известкового молока, а также дробленый мел, известняк и шлам от химводо-очистки ТЭЦ при содово-известковом способе умягчения воды, а также доломит. Едкий натр и соду употребляют для нейтрализации сточных вод только в тех случаях, когда они являются отходами производства.[ …]
В технологии химической обработки воды применяется сульфат аммония только марки «Аммоний сернокислый очищенный» (ГОСТ 10874—64), «Сульфат аммония аккумуляторный» (ГОСТ 894—41) и «Сульфат аммония для медицинской промышленности» (ТУ МХП 1215—51). Получают растворением синтетического аммиака в серной кислоте. Продукт представляет собой кристаллы от белого до слабо-желтого цвета. Применяется в химической промышлен» ности, при производстве свинцовых аккумуляторов, в медицине, а также в сельском хозяйстве.[ …]
Преимуществом химической обработки в биологическом отношении является то, что полог лиственных не удаляется внезапно, как при рубке, а выпадает постепенно.[ …]
Разные способы химической обработки по-разному влияют на условия окружающей среды. Наиболее опасными в смысле загрязнения воздуха, почвы, воды, жизнедеятельности растений и животных являются авиаопрыскивание и наземное опрыскивание, наименее — инъекция арборицидов внутрь стволов. Поэтому имеются дифференцированные ограничения применения препаратов 2,4-Д для ухода за лесом. Они сводятся к полному запрещению всех способов в лесах 1 группы, недопущению авиационной обработки этими препаратами лесов И и III групп вблизи населенных пунктов, рыбохозяйственных водоемов и в наиболее посещаемых населением местах. Введен ряд других регламентирующих положений, в том числе карантинные сроки: выход людей на работу через 10 суток после обработки, допуск людей для отдыха (включая сбор ягод и грибов) с весны следующего года и др.[ …]
Выход шлама при химической обработке может составлять приблизительно 5% от количества сточных вод. Лежащий шлам уплотняется, причем его объем сокращается до половины. Обычный метод обработки шлама состоит в обезвоживании на шламовых площадках. На шламовых площадках на каждый 1 м3 ежедневно сбрасываемых сточных вод нужно предусмотреть от 5 до 10 мг площади. Дальнейшая обработка шлама заключается в процессе гниения.[ …]
Блок сооружений химической обработки воды состоит из смесителей быстрого смешения, камер флокуляции и отстойников. Расчетная продолжительность пребывания воды в смесителях 1 мин, в камерах флокуляции 30 мин и в отстойниках около 1,5 ч. Доза извести принята 520 г/м3. Для эффективного осаждения скоагулиро-ванных загрязнений построены трубчатые отстойники и предполагается использование полиэлектролитов. Осадок сгребается со дна отстойников скребками.[ …]
Основным этапом обработки осадков всех видов является их обезвоживание, причем для минеральных осадков — это единственный и конечный этап, для органических—промежуточный. В одних случаях обезвоживанию предшествует химическая обработка осадков (коагулирование) или сбраживание, в других производится последующая термическая сушка обезвоженного осадка.[ …]
Выбор участков под химическую обработку. Под химическую обработку в первую очередь отводят участки с наиболее плодородными почвами нормального или кратковременно избыточного увлажнения, пригодные для выпаса скота.[ …]
В ряде случаев целью химической обработки является возможность дальнейшей биологической доочистки стоков перед спуском их в водоемы.[ …]
В состав сооружений для химической обработки сточных вод (рис. 70) входят: реагентное хозяйство 1, смеситель 2, камера реакции 3 (хлопьеобразователь или контактный резервуар), отстойники 4 или осветлители, служащие для освобождения от взвеси сточной воды путем пропуска ее через слой накапливаемого взвешенного осадка, и вспомогательные сооружения (при устройстве осветлителей контактные резервуары отсутствуют), приемный резервуар 5, насосная станция для перекачки воды 6, насосная станция для перекачки шлама 7 и накопитель шлама 8.[ …]
Эти данные показывают, что в результате химической обработки природ ной целлюлозы обычно уменьшается средняя длина молекулярных цепей. Наименьшие изменения имеют место при нитрации, если она производится быстро, при достаточно низких температурах и в безводных условиях. Ввиду этого нитрация считается весьма удобным методом выделения целлюлозной фракции из древесины [52] и для приготовления нитрата, пригодного для изучения степени полимеризации и полимолекулярности древесных целлюлоз 153—56]. Пользуясь этой техникой, Тимелл и Джан [56] установили, что у березовой целлюлозы для бумаги среднее значение СП равно 2975 и что она в высокой степени полимолекулярна, так как состоит из вещества со степенью полимеризации порядка 200—4000 и с таким же распределением молекул по длине цепей, какое было найдено раньше у хлопковых линтеров и осиновой древесной целлюлозы [54], но иным, чем у целлюлозы из хвойной древесины [53—55].[ …]
Более дешевый и наиболее часто применяемый метод химической обработки воды состоит в разбрызгивании или опылении поверхности воды. Оба метода приводят к осаждению фосфора из водной среды и увеличивают также сорбционную способность отложений, снижают выделение фосфора из грунта. С другой стороны, можно применить методы инъекции, при которых обрабатывают только донные отложения, снижая выделение фосфора в водную среду.[ …]
| Последовательность процессов разделения и химической обработки при очистке стоков и обработке шлама. | 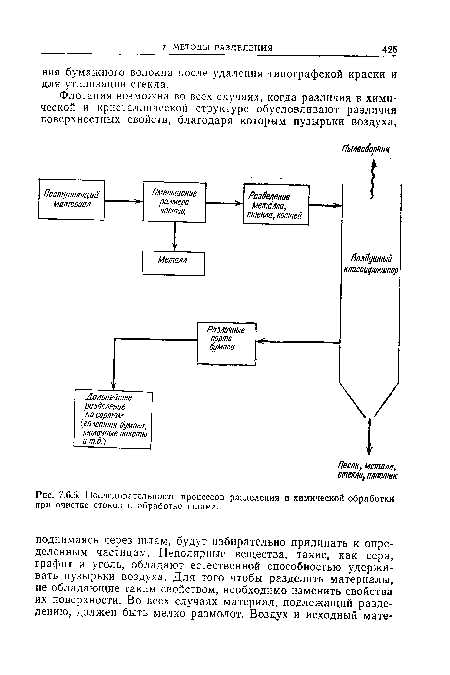 |
Основными загрязнителями сточных вод являются применяемые при химической обработке реагенты, а также тонкое волокно, козеин, каолин, чернила, типографская краска и т. п. Концентрация их колеблется в широких пределах.[ …]
Скорость фильтрации зависит от качества очищаемой воды, степени ее химической обработки и свойств фильтрующих материалов. Исторически сложившаяся скорость фильтрации для скорых фильтров составляет 1,4 л/(м2-с). Современные системы позволяют увеличить скорость фильтрации до 3,5 л/(м2-с), а в некоторых случаях — до 5,5 л/(м -с).[ …]
Целлюлозно-бумажная промышленность является одной из крупнейших отраслей химической промышленности и по мере возрастания мирового потребления бумаги непрерывно расширяется. Эта промышленность проявляет активность в области широкой исследовательской работы по химии древесины, по варке целлюлозы из древесины лиственных пород и из древесных отходов лесной и лесообрабатывающей промышленности, по развитию таких новых методов, как полухимнческин процесс и процесс частичной химической обработки древесины с последующим размалыванием ее в древесную массу. В настоящее время целлюлозшая промышленность поставляет целлюлозу для производства почти всего количества искусственного шелка в мире. Все возрастающие количества древесной целлюлозы так же, как и некоторое количество лигнина, используются для изготовления пластических .масс и других материалов химического синтеза, из которых назовем лишь некоторые — целлофан, пленку для радиозаписи, изделия из искусственной кожи, внутренние стельки для обуви и ванилин.[ …]
Необходимо более широко применять при уходе за хвойными безопасный способ химической обработки — инъекцию в стволы деревьев.[ …]
На НПЗ применяют комбинированный способ, сочетающий термохимическое отстаивание и химическую обработку эмульсии в электрическом поле высокого напряжения (ЭЛОУ). На ЭЛОУ разделяют образовавшуюся эмульсию в две ступени: I — термическое отстаивание при 75-80°С; 2 — разрушение эмульсий и обезвоживание в электродегидрато-рах.[ …]
На 1 т продукции образуется сточных вод: при тепловой мочке 12—15 м3 при пропарке 25—28 м3 при химической обработке 35—40 м3.[ …]
Наиболее распространенный прием обезвоживания шламов и осадков состоит в использовании химической обработки шламов. После обработки коагулянтами и флокулянтами осадков и шламов улучшается водоотдача от последних при центрифугировании и обработке на вакуумных прессах и ленточных фильтрах.[ …]
Перспективным является использование газа метантенков на крупных очистных станциях на основе химической обработки газа. При этом можно получить такие химические товары, как четыреххлористый углерод, растворители, пластмассы, этиловый спирт, газ для сварки, и многие другие товары.[ …]
Целью обследования является объективная оценка эффективности проектируемых приемов и способов химической обработки лесокустарника, определение правильности выбора участков под химическую обработку, дальнейшее совершенствование химических мер борьбы с кустарником. Материалы обследований могут быть использованы также при разработке проектов культуртехнических мелиораций данных площадей.[ …]
Содержащий 50% влаги радиоактивный шлам с удельной активностью до 1 кюри]л получается в результате химической обработки жидких отходов и отделения осадка на барабанном вакуум-фильтре с намывным слоем из диатомит . Дозировка и подача шлама в битуматор производится с помощью шестеренчатого насоса и мембранного дозатора. Для оптимизации процесса битумирования в аппарат подается раствор поверх-ностно-активных веществ одновременно с расплавленным битумом также с помощью дозирующих устройств. Битуматор длиной 6 м снабжен двумя шнеками, вращающимися со скоростью 180 об/мин. Винты шнеков имеют переменный шаг, что позволяет создать в битуматоре три зоны.[ …]
По данным отечественной и зарубежной литературы, эффективным приемом уничтожения.сорняков является химическая обработка посевов. Однако этот прием недостаточно разработан для зернобобовых культур и тем более гороха. На Юго-Востоке это средство очищения посевов гороха от сорняков совершенно не изучалось.[ …]
Для очистки сточных вод, богатых наполнителями и другими веществами, образующими помутнение, необходима химическая обработка коагулирующими веществами. Регенерация остатков после осветления не во всех случаях имеет смысл, но иногда она может быть использована с успехом.[ …]
Соединения шестивалентного хрома — хромовая кислота и ее соли) применяются при нанесении хромовых покрытий, при химической обработке (травление, пассивирование), при электрохимической обработке (анодирование), при электрополировке стальных изделий.[ …]
Приготовление растворов реагентов (раствор извести 2%, соды — 5%) и их дозирование производятся также, как при нейтрализации или химической обработке производственных стоков других отраслей промышленности, рассмотренных ранее.[ …]
Водоочистные сооружения в том или ином конструктивном решении состоят из следующих основных установок: устройств и аппаратуры для химической обработки воды, отстойников или осветлителей и фильтров.[ …]
В связи с механизацией уборки урожая картофеля, различных видов бобовых (люпин, люцерна, клевер), хлопка и т. п. требуется предуборочная химическая обработка посевов. Задача заключается в уничтожении надземной части растений (например, картофеля), удалении листьев (дефолиация хлопчатника) или в обеспечении единого срока созревания путем десикации растений (например, бобовых). Для решения этих задач применяются прежде всего прижигающие («контактные») гербициды или гербициды сплошного действия. К. ним относятся, например, ДНОК, хлораты и даже серная кислота, которая применялась в больших масштабах в Англии.[ …]
Сырец ледяной уксусной кислоты и сырец пищевой для получения чистых сортов уксусной кислоты обычно очищают и укрепляют путем перегонки и химической обработки их в периодически действующих эссенционных аппаратах. Особенностью этих аппаратов является то, что холодильник и перекидная труба от дефлегматора к нему сделаны из серебра, потому что в пищевой кислоте недопустимы ничтожные следы медных солей.[ …]
В последнее время при разработке технологии подготовки сточных вод для водоснабжения промышленных предприятий серьезное внимание уделяют обработке и обезвреживанию образующихся осадков и отходов на всех этапах водоподготоври. В частности, в схеме, приведенной на рис. 1Х-3, осадки, образующиеся в результате механической, биологической и частично химической очистки воды, после обезвоживания на центрифугах подвергаются сжиганию в печах при 970°С. Кроме того, основная масса известкового шлама (75%), являющегося отходом химической обработки воды после уплотнения и центрифугирования до 35—50%-ной влажности обжигается при 1ООО °С, что позволяет повторно использовать известь для реагентной очистки сточных вод. Регенерация и повторное использование отработанного активного угля также являются обязательными для установок глубокой очистки сточных вод.[ …]
В процессе изготовления сукна часто подвергают дублению (т. е. их защищают от разрушающего действия бактерий с одновременным повышением водопроницаемости сукна) или химической обработке, при которой изменяется химический состав волокон шерсти и их механические свойства. При этом образуются дополнительные поперечные связи между пептидными цепями молекулы карогина шерсти, вследствие чего на 30—35% увеличивается прочность сукон и значительно повышается износоустойчивость. Химической обработкой сукнам придают различные свойства: стабильность размеров, стойкость против бактерий, повышенную водопроницаемость, упругость, уменьшение выпадания ворса. Химически обработанные сукна в 4—5 раз меньше забиваются мелким волокном и наполнителем [38, 39, 40]. Такие сукна меняют цвет, однако это не является дефектом.[ …]
Приведенная технологическая схема проста и надежна в эксплуатации. Она исключает необходимость дорогого и сложного оборудования по механическому обезвоживанию активного ила с химической обработкой его, позволяет получать сухой продукт влажностью 5—10%. Температурный режим сушки обеспечивает сохранность белков и витаминов. Важным преимуществом схемы является возможность использования выпускаемого отечественного оборудования, широко применяемого в гидролизной промышленности и других отраслях.[ …]
Преимущества применения кремневого золя состоят в том, что при этом образуются тяжелые, хорошо осаждающиеся хлопья и достигается значительная экономия коагулянтов. Как разновидность химической обработки нужно назвать метод Нирса и метод Писта.[ …]
Хлористый калий (КС1) в зависимости от сорта содержит 58,1—60% окиси калия. Является главным калийным удобрением. Получается из сильвинита и карналлита, переработка которых состоит из двух стадий: 1) механической обработки минералов, заключающейся в дроблении и размоле породы; 2) химической обработки, которая состоит в отделения К.С1 от основной массы NaCl. Разделение основано на различной растворимости этих солей. При охлаждении горячего нагы-щенного раствора сильвинита КС1 выпадает в осадок, а NaCl остается в растворе.[ …]
Поверхности теплообмена очищают пружинными ножами и скребками, а также деревянными или резиновыми шарами, транспортируемыми по трубопроводу под давлением воды. Иногда механическую очистку поверхностей дополняют химической обработкой воды с целью снижения интенсивности образования дальнейших отложений.[ …]
НПО «Полет» разработало комбинированную мобильную установку для переработки нефтешлама и замазученных грунтов, располагаемую на четырех трейлерах. На первом находится блок декантеров с автоматическим приводом, на втором — блок сепараторов, на третьем — система химической обработки твердой фазы и система очистки сточной воды, а на четвертом трейлере — вспомогательное оборудование (транспортер, система альтернативной термообработки шлама с вращающейся печью сжигания со специальной горелкой и т.п.) [2]. Однако установка работает с переотложенным грунтом, а не в самом массиве.[ …]
В последнее время исследуются иглопробивные сукна без ткани основы. Такое сукно не имеет скрепляющей несущей ткани и состоит из нескольких нетканых волокнистых слоев, в определенном порядке наложенных друг на друга и скрепленных на иглопробивной машине [116] или путем химической обработки искусственными смолами в вальцах [117]. Эксплуатация этих сукон подтвердила их высокие качества и хорошую обезвоживаемость. Важнейшим преимуществом таких сукон является полное отсутствие маркировки бумаги. О прочностных характеристиках сукон не сообщается.[ …]
Поддержание каналов в чистом состоянии является для хозяйств задачей чрезвычайной важности. Уход за ними можно осуществлять как с помощью механических средств, так и с использованием химикатов. С точки зрения охраны окружающей среды предпочтительнее первый способ. В то же время химические обработки для уничтожения сорняков обходятся в большинстве случаев дешевле.[ …]
Система подготовки морской воды включает следующую последовательность операций: забор морской воды с глубины 60 м —хлорирование -—> предварительная фильтрация (на фильтрах грубой очистки) -— деаэрация (в основном вакуумная) окончательная фильтрация (с использованием съемных фильтров)— химическая обработка (нагнетание бактерицида, ингибитора коррозии, ингибитора удаления отложений) —> дожимной насос — > нагнетательный насос высокого давления.[ …]
Для определения намечаемых к применению видов, форм и норм гербицидов агрономическая служба должна располагать конкретными сведениями о степени засоренности, видовом составе и фазах развития сорняков по каждому полю севооборота, о площадях посевов по каждой культуре и паровых полей, обоснованием кратности химической обработки и способах внесения гербицидов.[ …]
На вновь построенных или вышедших из капитального ремонта осушительных системах кустарник появляется обычно через 3—4 года, а иногда и раньше. Для уничтожения мелкой поросли, которая, как правило, состоит из чувствительных к 2,4-Д пород, достаточно провести однократное опрыскивание. Редкую поросль высотой до 2 м обрабатывают с помощью ранцевых опрыскивателей ОРПГ-А, для обработки густой поросли применяют тракторные опрыскиватели. После химической обработки каналы очищаются от кустарника на 3—5 лет. В последующем, по мере надобности, опрыскивание кустарника периодически повторяют.[ …]
В наших опытах указанные соединения испытывались на участках, предназначенных под посадку земляники. Работа проводилась в колхозе им. Второй пятилетки Каскеленского района Алма-Атинской области. Делянки площадью 300 м2 обрабатывали опрыскивателем «Автомаке». Расход жидкости составлял 600 л на 1 га; повторность опыта — четырехкратная. Пырей в течение лета скашивали, и ко времени химической прополки (конец сентября — начало октября) сорняк образовывал сплошную дернину. Через месяц после химической обработки поле вспахали.[ …]
Они состояли из электролитической ванны, оборудованной рядом электродов (катод и анод), в которую периодически сливали сточные воды, содержащие цианистые соединения и растворенную ЫаС1, а затем при непрерывном перемешивании сжатым воздухом проводили электролиз до момента, пока концентрация цианидов не снижалась до 2—5 мг/л. Сточные воды с таким содержанием цианидов удаляли из ванны и подвергали химической обработке гипохлоритом.[ …]
В тепличных хозяйствах для борьбы с паутинным клещом широко применяется хищный клещ — фитосейулис. Его использование позволяет избежать химическую обработку или снизить ее повторяемость. Большое значение имеют также мероприятия по сохранению естественных популяций энтомофагов. Значительная работа в этом направлении в нашей стране проводится в Российской Федерации, в Узбекистане, Таджикистане, Туркмении и в других союзных республиках.[ …]
ru-ecology.info
2.1 Классификация химической обработки. Химическая и термическая обработка деталей
Похожие главы из других работ:
Деформационные способы получения полимерных пленок
1. МЕТОДЫ ФИЗИЧЕСКОЙ И ХИМИЧЕСКОЙ МОДИФИКАЦИИ ПЛЕНОК
Физической модификацией является механическое воздействие на сформировавшуюся структуру полимера при определенных температурных режимах. Такими методами изготовляют ориентированные пленки. Производство ориентированных пленок…
Классификация джинсовой одежды
4. Классификация джинсовой одежды по типу ткани и технологии обработки
Поскольку большая часть джинсовых изделий, особенно фирменных, производится за рубежом, то вполне естественен тот факт, что основной объем текста этикетки заполняются на английском языке. Это объясняется еще и тем…
Клеевые и сварные соединения одежды и процессы влажно-тепловой обработки. Технологические процессы швейного производства
Основные параметры влажно-тепловой обработки. Режимы обработки для различных видов ткани
Для влажно-тепловой обработки швейных изделий важное значение имеет температура, при которой ткань способна к о изменению своих свойств при нагревании и последующем охлаждении до комнатной температуры…
Логистическая система автоматизированного участка механообработки
2.1.2 Классификация видов поверхностей и выбор маршрута их обработки
Рис. 2.1. Поверхности зубчатого колеса, подлежащие обработке Таблица.2.1. Маршруты обработки поверхностей № п/п Вид поверхности Маршрут обработки 1 Левый торец Точение черновоеIT14, Ra=12,5 мкм Точение чистовое IТ12, Ra=6…
Полимерные составы в обработке текстильных материалов
1. РОЛЬ ХИМИИ В ХИМИЧЕСКОЙ ТЕХНОЛОГИИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ
В основе комплексной технологии производства текстиля лежат многочисленные физико-химические явления и химические превращения и практически все основные разделы химии активно используются в ее теории и практике…
Прессование металлов
2.1 Классификация методов обработки металлов давлением
При обработке металлов давлением полуфабрикаты и изделия получают пластическим деформированием исходной заготовки без снятия стружки. Этот процесс отличается значительной экономичностью…
Проектирование станции водоподготовки на промышленном предприятии
5. Расчет изменения качества обработки воды в процессе ее обработки на станции
…
Разработка технологического процесса сборки и сварки крышки бака из сплава 1420
3.3 Изучение свойств металла околошовной зоны под воздействием термического цикла сварки: образования структурной и химической неоднородности
Значительное влияние содержания вредных примесей на показатели горячеломкости и пластичности сварных соединений можно объяснить особенностями строения зоны термического влияния полуфабрикатов…
Структура и схема химического предприятия
Правила внутреннего распорядка в химической лаборатории
Общие положения Дисциплина труда — обязательное для всех работников подчинение правилам поведения, определенным в соответствии с Трудовым кодексом РФ, иными законами, коллективным договором, правилами внутреннего трудового распорядка…
Устройства перемешивания в химической технологии
1. Механические процессы химической технологии
К механическим относят процессы, основу которых составляет механическое воздействие на продукт, а именно: 1.Сортирование. Различают два вида разделения продукта: сортирование ни качеству в зависимости от органолептических свойств (цвет…
Химическая и термическая обработка деталей
1.1 Классификация видов термической обработки
Любой процесс термической обработки можно описать графиком, показывающим изменение температуры во времени. По такому графику можно определить температуру нагревания, время нагревания и охлаждения…
Химическая и термическая обработка деталей
Рис. 1 Классификация видов термической обработки
Термическая обработка подразделяется на собственно термическую, химико-термическую и термомеханическую (или деформационно-термическую). Собственно термическая обработка заключается только в термическом воздействии на металл или сплав…
Химический комплекс Российской Федерации
Значение химической и нефтехимической
…
Часы на БИС К145ИК1901
6.2 Основные требования по технике безопасности при химической обработке металлов
При химической обработке металлов (травлении) используют ряд травителей: хлорное железо, персульфат аммония, хлорная медь, хромовый ангидрид с серной кислотой и другие токсичные вещества…
Электрофизические, электрохимические и комбинированные методы обработки материалов
Классификация физико-химических способов обработки материалов
В современном машиностроении при изготовлении ответственных деталей применяются физико-химические способы размерной и упрочняющее-чистовой обработки. Эти способы дополняют, а иногда заменяют традиционные процессы резания…
prod.bobrodobro.ru
Химическая обработка стеклоизделий. Варка. Способы обработки. Материалы и инструменты. Декоративное покрытие. Гравёрные работы
Химическая обработка стеклоизделий
Химическая обработка стеклоизделий включает в себя декоративное травление художественных рисунков и полирование алмазной резьбы. В основе этих видов обработки лежат химические процессы взаимодействия стекла с фтористым водородом, плавиковой кислотой и ее солями.
При химической обработке фтористый водород и плавиковая кислота разрушают поверхностную кремнекислородную пленку и кремнекислородные образования – основу стекла; другие оксиды, входящие в состав стекла, также реагируют с фтористым водородом и плавиковой кислотой, образуя фториды и завершая таким образом процесс разрушения стекла. Так как в зоне реакции выделяется и кремнефтористоводородная кислота, то кроме фторидов образуются и соли кремнефтористоводородной кислоты. Если при обработке стекла образуются нерастворимые соли, прочно связанные со стеклом, протравленная поверхность стекла остается матовой, если растворимые – прозрачной.
Химической обработке часто подвергают не все изделие, а только некоторые участки; остальная поверхность, которая должна остаться необработанной, защищается кислотоупорным покрытием. Защитные покрытия изготавливают из восков (пчелиного, озокерита), углеводородов ( парафина, цезерина), высших жирных кислот (стеарина), смол (канифоли, битума, каучука), жиров и масла (льняного, олифы, животного жира), синтетических полимеров (поливинилхлорида), металлов (свинца). Компоненты защитных покрытий комбинируют таким образом, чтобы смеси получились жидкими и их можно было наносить кистью при обычной температуре, или расплавлялись только при повышенной температуре и наносились путем погружения в расплав или обваливанием. Покрытие должно хорошо наноситься на стекло, обладать хорошим сцеплением со стеклом, быть эластичным и прочным при остаточно тонким слое. Защитные покрытия наносят кистью, погружением в расплав, с помощью трафаретной печати, штемпелем, распылением.
При матовом травлении эффект матовости дают нерастворимые кристаллы солей, образующихся при взаимодействии плавиковой кислоты со стеклом. Кристаллы нерастворимых солей защищают поверхность стекла от дальнейшего разрушения, тогда как в промежутках между образовавшимися кристаллами плавиковая кислота продолжает свое разрушающее действие до тех пор, пока не образуются нерастворимые соли. Благодаря этому на поверхности стекла образуются неровности, усиливающие рассеяние света и обусловливающие матовый характер поверхности. Фактура поверхности зависит от состава стекла, скорости протекания реакции, размеров кристаллов и их количества.
При одинаковом травильном растворе на натрий-кальций-силикатных стеклах получается плотная и достаточно грубая фактора, на кальций-свинец-силикатных – более тонкая и полупрозрачная. Повышение температуры ускоряет образование плотной матовой фактуры. При малой скорости протекания реакций повышается равномерность травления, поэтому большие поверхности обрабатывают разбавленными матирующими растворами.
Размеры кристаллов зависят от условий их образования, например, при травлении в водном растворе кристаллы получаются относительно крупными; крупные кристаллы правильной формы делают поверхность стекла более прозрачной. Если травильный раствор приготовлен в виде пасты, то образуются мелкие кристаллы; чем больше кристаллов на единице площади стекла, тем плотнее и менее прозрачна его фактура.
При светлом травлении в результате реакций образуются растворимые соли и стекло получается гладким и блестящим. В следствие того, что соли не защищают стекло, плавиковая кислота может разрушить стекло на большую глубину. При светлом травлении применяют более концентрированную кислоту, которая быстро растворяет стекло, однако фактура стекла может получиться неравномерной и это можно использовать как декоративный прием.
Характер декоративного травления зависит от концентрации плавиковой кислоты и скорости протекания реакции. С течением времени процесс травления замедляется, чтобы его ускорить раствор перемешивают или изделие перемещают в растворе; при этом соли быстрее удаляются из зоны реакции. Если травящий раствор постоянно течет в одном направлении относительно изделия, то на стекле образуются полоски, так называемое линейчатое травление. При травлении по цветному стеклу накапливающиеся соли снимают кистью.
Основные материалы для травления – фтористый водород, плавиковая кислота и ее соли. В зависимости от применяемых материалов существуют следующие виды травления: парами плавиковой кислоты, концентрированной или разбавленной плавиковой кислотой, пастами и т.д. Процесс химической обработки регулируют, добавляя в травильный состав минеральные кислоты и активные вещества, участвующие в образовании фторосодержащих солей. В травильные составы можно вводить взамен плавиковой кислоты фториды аммония или щелочных металлов и минеральные кислоты, которые, взаимодействуя друг с другом, образуют плавиковую кислоту.
Плавиковая кислота разрушает не только стекло, но и другие материалы, поэтому оборудование, которое используют при химической обработке, изготовляют из материалов, не взаимодействующих с плавиковой кислотой.
Для полирования стеклоизделий применяют смесь плавиковой и серной кислот. Основной компонент смеси – плавиковая кислота, вступая в реакцию со стеклом, образует газообразный вторид кремния, а также фториды и кремнефториды металлов. Эти реакции приводят к растворению стекла и сглаживанию шероховатостей на шлифованной поверхности. Фториды и кремнефториды, образующиеся при взаимодействии плавиковой кислоты со стеклом, в основном малорастворимы и быстро покрывают плотным слоем поверхность стекла. Вводимая в полирующую смесь серная кислота взаимодействует с выделяющимися фторидами и кремнефторидами, превращая их в легкосмываемые сернокислые соли. Процесс протекает в два этапа: на первом этапе образуются определенные продукты реакции, на втором – происходят обратимые реакции и их результат зависит от концентрации серной кислоты, содержания воды и температуры.
Для полирования вместо плавиковой кислоты можно использовать ее соли, в частности фторид-бифторид аммония. Для химического полирования изделий из свинцового хрусталя используют полирующую смесь из фторида-бифторида аммония и серной кислоты.
Полирующие смеси приготовляют разных составов и концентраций для обработки разных изделий, Отполированные изделия промывают в воде и серной кислоте разной концентрации; температура полирующих смесей и воды 50-70 градусов С.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru