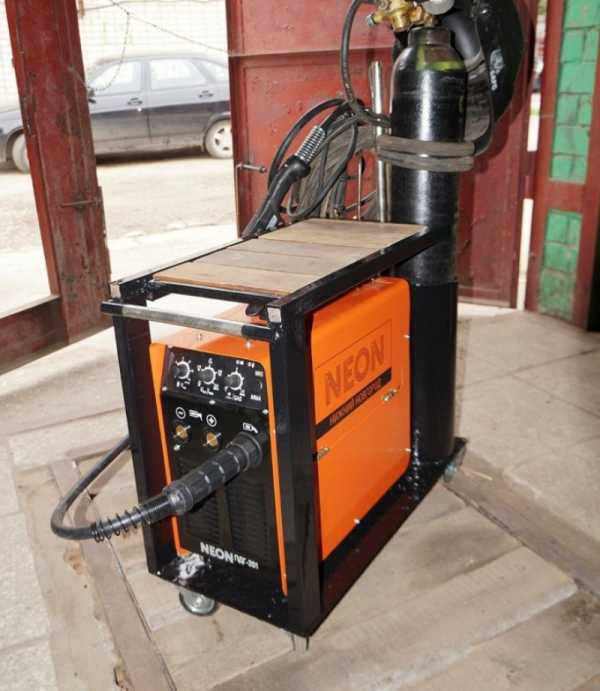
80 фото элементов и параметров прибора
Выбирая сварочный полуавтомат для индивидуального использования, нужно обращать внимание на особенности каждого аппарата и принцип его работы. Полуавтоматическая сварка дает хороший ровный шов, почти не нуждающийся в дополнительной зачистке. Все полуавтоматы действуют при взаимодействии проволоки и газовой среды.

Фирмы – производители предоставляют в своих каталогах описание и фото сварочных полуавтоматов. Но выбрать наиболее подходящий к вашим требованиям, вы сможете, ознакомившись с типами аппаратов.
Краткое содержимое статьи:
Типы полуавтоматов для сварки
Каждый прибор для сварки имеет набор существенных характеристик. Вы можете подобрать аппарат для бытового, профессионального или полупрофессионального использования. По этой классификации полуавтоматы могут выдавать силу тока 200, 300 или больше 300 ампер.

Типы сварочных полуавтоматов в зависимости от источника питания:

Выпрямительные аппараты используются в промышленности, потому что довольно габаритные и тяжело поддаются транспортировке из-за большого веса.

Инверторные сварочные полуавтоматы. Оптимальны для сварки тонкого металла. Комплектация аппарата позволяет прогревать изделие перед работой. Проволока подается автоматически. Для сварки употребляют штучные покрытые электроды.

Преимуществом является использование разнообразных газов для защиты, чаще всего аргона. Готовый шов получается аккуратный и прочный. Преимуществом также является способность управления мощностью сварочного тока и простота розжига.

Трансформаторные приборы используют в профессиональной сварке, они более мощные и имеют небольшую транспортабельность.

Сварочные аппараты применяются для сварки самых различных изделий – в монтажных работах, в автомобилестроении, в производстве металлоконструкций и в других сферах. Использование инверторного бытового сварочного аппарата удобно для частного пользования.
Мощность аппаратов для сварки
Важным показателем работы сварочного прибора является его мощность. Следует помнить, что включаясь, аппарат расходует большее количество ампер, чем при последующей работе.

Мощность сварочных полуавтоматов обусловливает их продуктивность – менее мощные могут сваривать только изделия из тонких листов, более мощные способны сваривать толстые листы металла.

Достаточно важным показателем сварочных аппаратов становится возможность управления током и сам диапазон этой регулировки.

Оптимальный вариант для домашнего использования имеет плавное зажигание сварочной дуги, а также плавный финиш. Наличие режима два в четыре такта позволяет при долгом процессе сварки не держать выключатель горелки нажатым.

На что следует обратить внимание при выборе
Чтобы понять, какой сварочный полуавтомат выбрать для ваших условий, необходимо знать некоторые характеристики. Перед покупкой желательно уточнить особенные характеристики, способ работы и комплектацию.
Наличие внутренней системы подачи сварочной проволоки. Повышает долговечность прибора и оберегает проволоку от проникновения частиц пыли и грязи.
Система предохранения от короткого замыкания.

Универсальность сварки. Возможность сварки как электродами, так и сварочной проволокой значительно повышает удобство использования аппарата.

Степень автоматизации. Скорость подачи проволоки можно регулировать как вручную, так и с помощью автоматики.

Комплектация прибора. Если в наличии имеется еще один комплект наконечников контактов и другие сменные запчасти, то это повысит удобство и продолжительность эксплуатации.
Сварочные полуавтоматы фирмы Аврора
Фирма Aurora – китайский производитель полуавтоматов для сварки. Приборы представляют собой как аппараты для профессионального использования, так и любительские.

Представители этой фирмы, предназначенные для пользователей-любителей, представлены простыми аппаратами для сварки, не отличающимися высокой функциональностью, но имеющие максимальный ток.

Сварочный полуавтомат Аврора может иметь мощность 160, 180 и 200 ампер. Однако самая мощная модель имеет коэффициент ПВ 40%, при оптимальном значении в 60%.

Отсутствует возможность плавной регулировки скорости, имеется только переключатель двух режимов – «быстро» и «медленно», что удобно при сварке тонких металлов и помогает получить более ровный шов. Имеет фиксированное время финиша, равняющееся 1 секунде.

Большим плюсом является наличие облегченной системы заправки проволоки, позволяющая быстро протянуть сварочную проволоку на всю протяженность рукава.

Фото сварочного полуавтомата






































Также рекомендуем посетить:
zdesinstrument.ru
Выбор сварочного полуавтомата для кузовных работ в гараже. Характеристики и советы по подбору.
В магазинах вы можете найти много различных типов сварки, которая используется для разных целей. Мы же поговорим о полуавтоматическом сварочном аппарате для кузовных работ, поскольку именно такое оборудование используется для ремонта и реставрации поврежденных деталей автомобиля. В его основе лежит технология сварки проволокой в газовой среде. В этой статье мы рассмотрим основные особенности и конструкцию такого оборудования, это поможет сделать вам правильный выбор при поиске подходящего решения.
Классификация согласно методу сварки MIG – MAG
Содержание статьи
Сварка полуавтомат подразумевает под собой частичное участие мастера, которые непосредственно запускает ее, настраивает все входные параметры и подводит горелку к обрабатываемому участку. Без точных настроек мастера, данный аппарат не будет корректно работать.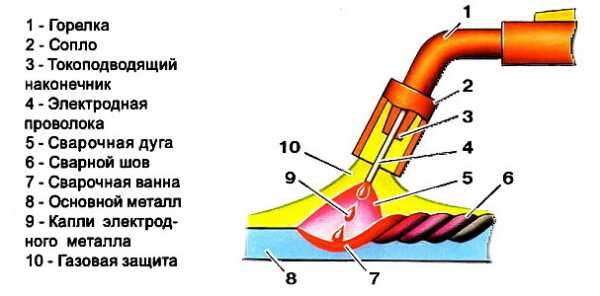
Виды сварочных полуавтоматов для кузовных работ согласно методу работы:
- MIG (Metal Inert Gas) – сварочный процесс происходит в инертном газе, по типу аргона или смеси газов.
- MAG (Metal Active Gas) – в качестве рабочей среды для сварочных работ используется активный газ, например углекислый.
При использовании технологии MIG – MAG, сварочная электрическая дуга горит между сварной проволокой и поверхностью обрабатываемого металла, при постоянном токе. Во время работы газ, подаваемый через горелку, защищает сварную область от поступления кислорода, который служит мощным окислителем. Такой подход отлично справляется с задачей сварки тонкого металла, в том числе автомобильных кузовов.
Также есть варианты сварки без газа, с использованием проволоки с порошковым напылением. Ее используют без подключения газового баллона к сварочному инвертору. Для этих целей, часть оборудования имеют переключатель «Gas/No Gas». Для правильной работы флюсовой проволокой (TIG), нужно будет сменить полярность (минус – масса, плюс – электрод), и использовать две пары подающих роликов. Сама по себе флюсовая проволока – это тонкая трубка диаметром 1 – 1,5 мм, наполненная порошком (флюсом). При сгорании в дуге флюс образует газовую среду, которая исключает контакт обрабатываемого металла с кислородом. Стоимость флюсовой проволоки выше, чем обычной с напылением меди.
При выборе сварочного полуавтомата для кузовных работ вам нужно знать, что они подразделяются на несколько типов, согласно качеству и параметрам тока и источников питания. На рынке выделяют три основных вида:
- Бытовые аппараты – до 200 Ампер.
- Полупрофессиональный – до 300 Ампер.
- Профессиональный – свыше 300 Ампер.
Структура и комплектация сварочного полуавтомата
 Если говорить о конструкции такого оборудования, то ее можно разделить на такие составляющие:
Если говорить о конструкции такого оборудования, то ее можно разделить на такие составляющие:
- источник питания.
- устройство управления сварочным током и скоростью подачи проволоки.
- канала для поступления проволоки и газа.
- горелки.
- зажима массы.
- баллона с газом.
- моток проволоки.
Давайте поговорим о некоторых элементах конструкции более детально.

Источник питания в корпусе устройства
Сварочные полуавтоматы в своем корпусе имеет предустановленный источник питания. Выделяют следующие виды данных блоков:
- трансформатор — статическое электромагнитное устройство, имеющее две или более индуктивно связанные обмотки на каком-либо магнитопроводе и предназначенное для преобразования посредством электромагнитной индукции одной или нескольких систем (напряжений) переменного тока в одну или несколько других систем (напряжений), без изменения частоты.
- выпрямитель (электрического тока) — преобразователь электрической энергии; механическое, электровакуумное, полупроводниковое или другое устройство, предназначенное для преобразования входного электрического тока переменного направления в ток постоянного направления (то есть однонаправленный ток), в частном случае — в постоянный выходной электрический ток.
- инвертор — устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала. Инверторы напряжения могут применяться в виде отдельного устройства или входить в состав источников и систем бесперебойного питания аппаратуры электрической энергией переменного тока.
От типа источника питания зависят габариты сварочного аппарата и его цена. Для качественного результата лучше использовать инверторную полуавтоматическую сварку.
По способу подключения к электросети выделяют однофазные и трехфазные устройства. Для работы однофазной сварки достаточно будет розетки 220В, с силой тока 25 А.
Механизм подачи проволоки
Механизмы, которые обеспечивают поступление проволоки в горелку, также бывают разными:
- толкающий. Привод, который обеспечивает подачу проволоки, находится в корпусе и толкает материал в канал горелки. Рабочая длина шланга до 3 – 4 метров.
- тянущий. Привод подачи размещают в ручке горелки. Рабочая длина шланга до 20 метров.
- толкающий — тянущий – комбинированная система, в которой привода размещают как в корпусе, так и в ручке горелки, используется данный вид механизма при длинном шланге горелки, когда одна система не справляется с задачей.
По сути, привод представляет собой электродвигатель, который настраивается на работу в нескольких режимах скорости.
Проволока
 Бабина со сварной проволокой монтируется в сварочный аппарат, а сам материал пропускают через привод подачи и канал подключения горелки, к которому крепится и сама горелка. Толщина проволоки – 0,6 – 2 мм. Баллон с газом подключают к специальной трубке, которая проходит через канал горелки и на выходе попадает к месту сварки.
Бабина со сварной проволокой монтируется в сварочный аппарат, а сам материал пропускают через привод подачи и канал подключения горелки, к которому крепится и сама горелка. Толщина проволоки – 0,6 – 2 мм. Баллон с газом подключают к специальной трубке, которая проходит через канал горелки и на выходе попадает к месту сварки.
В основном на практике применяют три вида проволоки:
- из стали.
- из нержавейки.
- из алюминия.
При использовании, например, стальной проволоки, лучше выбирать ее модификации с напылением меди, в таком случае улучшается электрический контакт с горелкой, происходит меньше пульсаций по току, а на выходе получаем качественный шов.
Горелка
Через горелку и шланг к месту сварки подается проволока и газ. В зависимости от цены на сварочный полуавтомат выделяют горелки с неразъемным соединением, и с разъемным типа Euro Mig-Mag.
Рабочая длина шланга горелки обычно не превышает 5 метров.
Газовый баллон
Подбор качественного баллона также важен, поскольку газ хранится в нем под повышенным давлением и обычные бытовые емкости не подходят под эту задачу. Такие емкости оборудуют двумя манометрами, которые показывают остаток газа и уровень давления в баллоне. Более дорогие решения имеют функцию автоматической блокировки поступления газа в сварочный аппарат при прерывании дуги.
Дорогие баллоны от дешевых вариантов отличаются размером и весом. Чем дороже оборудование, тем оно надежнее и легче. Но на большинстве мастерских монтируют отечественные баллоны емкостью по 20 или 40 литров.
Характеристики, указываемые в техническом паспорте сварочного полуавтомата для кузовных работ
При оценке оборудования и его подборе в магазине, обязательно обратите внимание на эти две рабочие характеристики.
Продолжительность включения (ПВ)
На практике работу сварочного аппарата разбивают на временной промежуток 10 минут. Для примера, если вы видите на упаковке устройства значение — 40%/340А, то это значит что при токе 340 Ампер, данный аппарат может работать около 4 минут, далее идет период 6 минут для остывания. При дальнейших работах нужно соблюдать такой режим.
Тут работает правило, чем меньше ток, тем больше по времени сможет работать устройство. Так, к примеру, при значении 100%/200А, аппарат может работать непрерывно длительный период времени.
Силу тока выбирают исходя из толщины свариваемого металла, сем она больше, тем грубее проволока и соответственно выше значение тока.
Для примера бытовые сварочные полуавтоматы имеют показатель ПВ 15% – 20%, в то время как профессиональная техника – от 60% и выше.
Потребляемая мощность
В зависимости от типа проводки смонтированной в вашем гараже, нужно подбирать и мощность оборудования. Если проводка старая, то мощный аппарат может вообще вывести ее из строя, лучше всего конечно смонтировать новую сеть, если серьезно решили заниматься кузовными работами.
Также, старая проводка не подходит со стороны пожарной безопасности.
Так, как же выбрать хороший сварочный полуавтомат?
Вот основные шаги:
- При выборе такого оборудования нужно ориентироваться на задачи, которые перед вами стоят. Если это бытовые задачи для себя, то можно брать маломощный аппарат, с невысоким показателем ПВ, и низкой потребляемой мощностью. Если вы планируете предоставлять услуги клиентам на потоке, то лучше смотреть в сторону дорогих профессиональных систем.
- Покупайте проверенные бренды.
- Уточняйте условия и термин гарантии.
- Посоветуйтесь с опытным мастером, который подскажем лучшее решения за ваш бюджет.
Напишите, пожалуйста, сварочным полуавтоматом, какой фирмы вы пользуетесь, и устраивает ли качество работ? Заранее благодарны за ответ.
krasimauto.com
Сварочные полуавтоматы
На данной странице вы найдете сведения по теме “сварочные полуавтоматы”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.

Тут собрано то, что так или иначе имеет отношение к сварочным полуавтоматам
Технические характеристики и применение сварочных полуавтоматов
Сварочные полуавтоматы предназначены для проведения сварочных работ в защитной среде углекислого газа или аргона при помощи стальной электродной проволоки. Сварочные работы проводятся постоянным током. В комплект полуавтомата входит, кроме самого аппарата, источник питания.
Обычно электродная проволока подается к свариваемым изделиям при помощи двух роликов, вращающихся от подачи движения с редуктора. Направление движения можно регулировать с пульта управления. Держатель служит для того, чтобы одновременно обеспечивать подачу проволоки, сварочного напряжения и углекислого газа в зону сварочных работ. Сама проволока подается непосредственно по специально предназначенному для этого каналу шланга, защитный газ – по самому шлангу, а напряжение для обеспечения сварочной дуги – по токопроводу.
Пультом управления можно регулировать подачу проволоки в двух направлениях, скорость подачи, контролировать режим сварочных работ и управлять им. Электродная проволока подается их специальных катушек, которые снабжены тормозным механизмом.
Технические характеристики сварочных полуавтоматов следующие:
- 1. Номинальная и максимальная толщина свариваемых изделий – от 0,8 до 8 миллиметров.
- 2. Напряжение питания от однофазной сети переменного тока – 220 вольт +/- 25%, от трехфазной сети – 380 вольт +/- 20%/40%.
- 3. Рабочее напряжение регулируется в пределах от 18 до 30 вольт.
- 4. Диаметр электродной проволоки – от 0,8 до 1,5 миллиметров.
- 5. Скорость при подаче проволоки к рабочему месту – от 140 до 160 метров в час.
- 6. Расход углекислого газа в среднем составляет от 6 до 20 литров в минуту.
Комплектуются такие полуавтоматы запасными инструментами и приборами, в состав которых входят: сам сварочный автомат, источник питания, вся техническая документация на выпрямитель, редуктор, полуавтомат, техническое описание и паспорта на все изделия. Средний ресурс работы до проведения капитального ремонта – около 2500 часов. Полный рабочий цикл полуавтомата до его списания – 10000 часов непрерывной работы. Гарантийный срок службы прибора – до пяти лет, средний срок службы – до восьми лет.
При работе с любыми материалами сварочные полуавтоматы стабильно обеспечивают безотказное появление дуги без предварительного реверса электродной проволоки. Высокая устойчивость работы и стабильность сварочного режима обеспечивается схемами электронного управления процессом. Разбрызгивание металла при проведении сварочных работ незначительное, что обеспечивает максимальную защиту и безопасность оператора. Качество сварного шва постоянно стабильно и высокое на протяжении всего шва. Глубина проплавки шва также может регулироваться при необходимости повторных работ.
Конструктивно сварочные полуавтоматы представляют собой единый блок, в состав которого входят блок управления, подающий механизм и сварочный рукав, силовая часть аппарата. Для обеспечения энергосбережения и перегрева аппарата в режиме ожидания применяется схема задержки включения. Стабильность сварочного процесса обеспечивается конденсаторным и дроссельным фильтрами.
Применяемая схема с подачей низкого напряжения и управления током на сварочном рукаве служит для обеспечения безопасности оператора при работе в помещениях с повышенной влажностью.
Электронная схема стабилизации напряжения делает сварочные полуавтоматы нечувствительными к перепадам сетевого напряжения. Также может применяться как плавная, так и ступенчатая регулировка подачи сварочного тока.
Принудительное охлаждение аппарата при помощи вентилятора и автоматическая защита всех узлов призваны обеспечить непрерывную работу сварочного полуавтомата в течение нескольких часов. Также в комплект поставки обычно входит сварочная маска с откидывающимся стеклом, что делает свободными руки оператора во время работы.
kovka-svarka.net
Сварочный полуавтомат
Сварочные аппараты-полуавтоматы предназначены для осуществления сваривания изделий специальной проволокой в полуавтоматическом режиме с использованием специальной газовой среды.

Сварочный полуавтомат — это аппарат для сварки с использованием специальной сварочной проволоки.
Аппарат полуавтоматической сварки используется как сварочное оборудование чаще всего в разных автомастерских для ремонта автомобильной техники, хотя область применения этого оборудования этим не ограничивается.
Метод сваривания MIG-MAG
Полуавтоматическое сваривания носит название MIG-MAG, эта аббревиатура с английского языка означает следующее:
Metal Inert Gas — осуществление сваривания в атмосфере инертного газа. Сварка проводится в атмосфере аргона или смеси газов.
Metal Active Gas — сварка металла в атмосфере активного газа, активным газом служит углекислота.
При проведении сварки MIG-MAG горение электродуги происходит с постоянным током, а в роли сварного электрода выступает специальная сварная проволока.
MIG-MAG сварка.
Электродуга образуется между проволокой и свариваемым материалом. В процессе проведения сваривания через спецгорелку подается газ в зону проведения работ, этот газ осуществляет защиту зоны сваривания от воздействия на нее кислорода, не позволяя ему окислять расплавленный металл сварной ванны. Сварочное оборудование этого типа лучше всего выбирать для проведения сваривания тонкого металла, такого, например, как металл автокузовов. Сварочные полуавтоматы можно разделить на несколько типов:
- бытовой;
- полупрофессиональный;
- профессиональный.
Разница между этими сварочниками заключается в характеристиках выдаваемого рабочего тока, а также в источнике питания сварочника. Полуавтоматы способны выдавать ток до 200 Ампер. Полупрофессиональные аппараты способны генерировать токи до 300 Ампер, а профессиональные агрегаты выдают ток более 300 Ампер.
Вернуться к оглавлению
Конструкция сварочника
В состав конструкции входят следующие компоненты и узлы:
Конструкция сварочного полуавтомата.
- источник питания, установленный в корпусе;
- блок подачи сварочной проволоки;
- блок управления сварочным электротоком;
- шланг для подачи рабочего материала и газа, формирующего среду в месте проведения работы;
- горелка;
- зажим массы.
Дополнительно в комплект оборудования, обеспечивающего сварочный процесс, входят баллон с углекислотой и бобина со сварочной проволокой.
В зависимости от типа устанавливаемого источника в аппарате выделяют несколько разновидностей сварочных аппаратов. Промышленность для нужд потребителей выпускает аппараты, оснащаемые следующими источниками питания:
- трансформаторами;
- выпрямителями;
- инверторами.
В зависимости от варианта конструкции во многом зависит масса и размер полуавтомата. От исполнения зависит также стоимость оборудования. Более качественными, с более высокими техпоказателями, являются полуавтоматы, оснащаемые инверторами.
Устройство механизма для подачи сварной проволоки.
Подача сварной проволоки осуществляется несколькими способами. Способ подачи проволоки зависит от конструкции устройства подачи и дистанции, на которую осуществляется подача материала.
Существует три способа подачи материала в зону проведения работ:
- толкающий механизм — механизм, осуществляющий подачу проволоки путем проталкивания ее в рукав и горелку, механизм подачи материала размещается в корпусе аппарата;
- тянущий механизм — механизм, осуществляющий подачу материала путем протягивания ее в область проведения работ, механизм протяжки размещается в рукоятке горелки;
- толкающе-тянущий механизм — подача материала осуществляется путем согласованной работы двух отдельных механизмов, размещенных одновременно в рукоятке горелки и в корпусе, этот механизм обеспечивает подачу сварной проволоки при большой длине рукава с горелкой.
В зависимости от применяемого механизма подачи материала оборудование для полуавтоматической сварки делят на три разновидности.
Вернуться к оглавлению
Проволока и горелка полуавтомата
Бобина с намотанной на нее проволокой крепится в отдельном отсеке сварочника и протягивается через механизм подачи в рукав по специальному каналу. На конце рукава закрепляется горелка. Баллон с газом для проведения сварных работ подключается к спецпатрубку, по которому передается газ к месту проведения сварных работ.
Для сварки полуавтоматом используется специальная проволока, наполненная изнутри флюсом.
В случае применения проволоки, содержащей спецфлюс, сваривание проводят без использования газа для создания атмосферы по месту проведения работы. Этот тип проволоки на поперечном срезе представляет собой трубку, полость этой трубки заполнена спецпорошком — флюсом. При сгорании в электродуге флюс образует защитную газовую атмосферу предохраняющую область сварочной ванны, и препятствует возникновению контакта металла с кислородом, содержащимся в воздухе. Стоимость проволоки, содержащей флюс, является более высокой, нежели обычной, имеющей омеднение.
При применении проволоки, содержащей флюс, требуется изменять полярность при подключении горелки к полуавтомату. Изменить полярность имеется возможность путем переключения внутри корпуса, в отсеке, где установлено подающее рабочий материал устройство. Практически все полуавтоматические аппараты оснащаются возможностью переключения режимов работы — с газом и без газа. Стоит отметить, что качество сварки с применением газа для создания защитной атмосферы является более высоким, нежели сваривание в безгазовой среде.
Основными видами, используемой проволоки для устройств этого типа, являются следующие:
- стальная;
- нержавеющая;
- алюминиевая.
Устройство сварочной горелки для полуавтомата.
При работе следует учитывать, что проволока одного вида, но разной марки может иметь разный состав, который способен влиять в значительной мере на качество производимой сварки.
Лучшей для сварки стальной проволокой является та, которая снаружи покрыта омеднением. При использовании этого типа проволоки улучшается контакт между проволокой и горелкой, что ведет к снижению пульсаций тока и улучшению качества шва. При сварке кузовного железа, тонкой листовой стали и алюминия требуется применять требуемую проволоку, а сварные работы проводить в атмосфере углекислоты с аргоном или же в чистом аргоне.
Горелка является тем компонентом конструкции сварного полуавтомата, при помощи которого осуществляется процесс сваривания. Горелка может соединяться с полуавтоматом разъемным или неразъемным стыком. В профаппаратах применяются преимущественно разъемные соединения. Горелка используется для подачи рабочего материала в зону проведения работы, помимо этого, посредством шланга и горелки осуществляется подача газа для создания в зоне проведения работы защитной атмосферы, предохраняющей металл от воздействия на него кислорода воздуха.
Вернуться к оглавлению
Важнейшие характеристики аппаратуры, указываемые в техописании и советы по выбору аппаратуры
ПВ — продолжительность работы. Работа аппарата разбивается на циклы по 10 минут. Указание времени работы осуществляется в процентах от 10-минутного цикла, то есть если указывается в теххарактеристике, например, ПВ 40%/340А, то это значит, что сварочник способен работать не больше 4 минут, после чего должен отдыхать 6 минут при токе 340 А, после чего цикл повторяется. Чем ниже ток, требуемый для сварки, тем более длительным является время работы сварочника за один цикл. В среднем значение ПВ для бытовых устройств колеблется в пределах 15-20 %, а для профустройств это значение равно 60% и более. Вторым основным показателем является потребляемая мощность.
Выбор аппарата осуществляется с определения круга задач, которые требуется выполнять при помощи аппаратуры. Выбор сварочника нужно делать в соответствии с критериями надежности оборудования и его качества. При выборе оборудования стоит помнить, что чем меньше мощность аппаратуры, тем дешевле стоимость оборудования, но и с материалом меньшей толщины можно работать. При присутствии блока управления клапаном подачи газовой смеси работа аппарата является более комфортной и более экономичной.
expertsvarki.ru
Как выбрать надежный сварочный полуавтомат для домашнего использования
 Существует несколько видов и огромное количество моделей приборов, предназначенных для скрепления металлических изделий друг с другом при помощи термического воздействия на обрабатываемый участок. Мы не ставим себе задачу подробного описания всего имеющегося ассортимента соответствующей продукции. Наша задача – помочь разобраться, как оценивать изделие и целесообразность его приобретения, определить, является ли данное устройство действительно оптимальным вариантом.
Существует несколько видов и огромное количество моделей приборов, предназначенных для скрепления металлических изделий друг с другом при помощи термического воздействия на обрабатываемый участок. Мы не ставим себе задачу подробного описания всего имеющегося ассортимента соответствующей продукции. Наша задача – помочь разобраться, как оценивать изделие и целесообразность его приобретения, определить, является ли данное устройство действительно оптимальным вариантом.
Распространенная ошибка многих потенциальных Покупателей заключается в том, что они заранее настроены на какого-то конкретного Производителя сварочного полуавтомата или строго определенную модель, причем не все из них это и осознают. Кто-то видел «сварочник» у соседа и ему понравилось, как он работает, кому-то расхваливал свою покупку приятель или попалась на глаза статья, описывающая «восхитительные» свойства того или иного прибора. Здесь вариантов множество, но суть одна – идя в магазин, не все из нас представляют, а что же все-таки конкретно ему нужно?
Прежде чем говорить о выборе, следует остановиться на важности понимания того, по каким критериям его необходимо делать. Скажем сразу, что сильно надеяться на менеджеров по продажам не стоит. И этому есть свои объяснения.
Во-первых, классный сварщик в торговлю не пойдет, так как профессионалы своего дела оплачиваются высоко. Следовательно, у Продавца, в лучшем случае, хорошая теоретическая подготовка, а вот с практикой – большой вопрос.
Во-вторых, откуда он знает, где мы живем, как будем использовать аппарат, в каких условиях работать?
В-третьих, к сожалению (но это факт), часто в сферу торговли попадают те, кто больше нигде не нужен. Многое такой «профи» может насоветовать? Тем более, если в его зарплату входит процент с объема продаж.
Поняв, что толку от такого «специалиста» немного, мы зачастую стараемся определиться сами. А так как тоже «не очень», невольно ориентируемся на стоимость аппарата. В результате в процессе применения выясняется, что это не совсем то, что хотелось. Так что же необходимо учесть?

Зачем приобретается «сварочник»
Промышленность выпускает несколько типов таких аппаратов. Профессиональные модели для использования в «домашних» целях приобретать нет смысла, так как они и стоят дороже, и все их возможности на практике использованы не будут. Уже хотя бы потому, что для этого нужна и соответствующая подготовка.
Поэтому нужно ориентироваться на сварочные полуавтоматы «бытовые» и «полупрофессиональные». Если сварка производится от случая к случаю и работать приходится в основном с одними и теми же металлами, производя простейшие операции, то лучше остановиться на первом варианте. Изделия «полупрофессиональные» позволяют сваривать различные металлы (как по структурному составу, так и по толщине). Они более подходят для людей, которые любят что-либо мастерить или оказывают услуги по такому роду работ в частном порядке.

Сварочный ток
От его номинала зависит, с какими по толщине образцами можно будет работать. Ориентироваться можно на следующие соотношения (сила тока в «А» – толщина в «мм»):
- до 50 – 1,5;
- до 80 – 2;
- до 130 – 3;
- до 160 – 4;
- до 180 – 5.
Нужно учесть, что любое техническое устройство должно работать в оптимальном режиме. Если его «гонять» по максимуму, то велика вероятность быстрого выхода его из строя. Поэтому, ориентируясь на силу тока, необходимо брать прибор с некоторым запасом по этому параметру.
В Интернете можно встретить различные соотношения ток – толщина. Такое несоответствие происходит из-за того, что не учитывается вид металлов. Ведь сваркой скрепляются различные материалы. Поэтому данный вопрос следует уточнить прямо на месте, исходя из того, с какими деталями придется работать.
Кроме того, необходимо выяснить, как производится регулирование тока. В некоторых моделях она бывает плавной, что обеспечивает большую точность в установке требуемого значения. Следовательно, и качество шва будет выше.
Питающее напряжение
 Это один из самых «больных» вопросов в выборе полуавтомата для сварочных работ. Во-первых, чаще всего удобнее подключать аппарат к однофазной сети, но не все они на это рассчитаны. Во-вторых, устойчивое ли напряжение в месте проведения работ? Если в черте населенных пунктов с этим проблем, как правило, нет, то за городской чертой такие явления, как перекос фаз, скачки – не такая уж и редкость. В характеристиках каждого изделия обязательно указывается, в каких пределах (±) по номиналу оно обеспечит нормальное функционирование.
Это один из самых «больных» вопросов в выборе полуавтомата для сварочных работ. Во-первых, чаще всего удобнее подключать аппарат к однофазной сети, но не все они на это рассчитаны. Во-вторых, устойчивое ли напряжение в месте проведения работ? Если в черте населенных пунктов с этим проблем, как правило, нет, то за городской чертой такие явления, как перекос фаз, скачки – не такая уж и редкость. В характеристиках каждого изделия обязательно указывается, в каких пределах (±) по номиналу оно обеспечит нормальное функционирование.
Необходимо учесть и место подключения сварочника. Одно дело, если он приобретается для работы «на выездах», и другое – только для использования «на дому». Вопрос именно в том, где он будет установлен. У каждого изделия есть такой показатель, как «потребляемая мощность». Выдержит ли «линия»? Конечно, целесообразнее под аппарат ставить свою «нитку», включая прибор через защитный автомат. Есть ли такая возможность? Поэтому, если он покупается из расчета включения в обычную розетку, то следует рассчитать всю совокупную нагрузку (всех потребителей энергии) по этой линии.
Модификация аппарат
ismith.ru
Техническая характеристика полуавтоматов для дуговой сварки в защитных газах и порошковой проволокой
Обозначение | Назначение | Основные параметры | ||||||||||
полуавтомата | источника питания | номинальный | сварочная проволока | масса, кг | ||||||||
сварочный ток, А | диаметр, мм | скорость подачи, м/ч | подающего устройства | источника питания | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||||
А-547ум (ПДГ-309) | ВС-300Б | Сварка сплошной | 315 | От 0,8 до 1,4 | От 160 до 780 | 5,5 | 200 | |||||
А-825М | ВСЖ-303 | сварочной | От 140 до 650 | 18,0 | ||||||||
А-1230м | ВДГ-303 | проволокой в | От 0,8 до 1,2 | От 140 до 670 | 15,0 | 230 | ||||||
ПДГ-312 | ВДГ-303 | среде | От 1,0 до 1,4 | От 75 до 960 | 13,0 | 230 | ||||||
ПДГ-508 | ВДУ-505 | углекислого | 500 | От 1,2 до 2,0 | От 108 до 932 | 25,0 | 300 | |||||
ПДГ-515 | ВДУ-506 | газа | От 1,2 до 2,0 | От 75 до 960 | 13,0 | 300 | ||||||
ПДГ-516 | ВДУ-506 | 500 | От 1,2 до 2,0 | От 100 до 960 | 22,0 | 300 | ||||||
ПШ 107 | ВС-600, ВДУ-505, ВДУ-504, ВДУ-506 | 400 | От 1,6 до 3,0 (порошковой) | От 80 до 320 | 20,0 | 300 | ||||||
ПДО-517 (А-765) | ВДУ-506 | Сварка сплошной и | 500 | От 2,0 до 3,0 (порошковой) | От 100 до 750 | 61,0 | 300 | |||||
ПДФ-502 | ВДУ-505 | порошковой проволокой открытой дугой | 500 | От 1,6 до 2,5 (сплошной) От 2,0 до 3,0 (порошковой) | От 120 до 1000 | 20,0 | 300 | |||||
ПДГ-603 | ВДУ-601 | 630 | От 1,2 до 2,5 (сплошной) От 2,0 до 3,0 (порошковой) | От 98 до 1012 | 16,0 | 320 | ||||||
«Комби-500»1 (СА 430) | ВДГ-303, ВДУ-505, ВДУ-506 | Сварка в защитных газах в цеховых условиях | 500 | От 0,8 до 2,0 | От 120 до 1200 | 10,5 14 (блок управления) | 220 300 300 | |||||
ПРМ-4М 2 (СА 474) ранцевый | ВДГ-303, ВДУ-505, ВДУ-506 | То же в монтажных условиях | 500 | От 0,8 до 2,0 | От 80 до 960 | 6,4 (ранец) 14 (блок управления) | 220 300 300 | |||||
«Дуга-500»3 (СА 498) | ВДГ-303, ВДУ-505, ВДУ-506 | Сварка порошковой проволокой в условиях строительно-монтажных работ | 500 | От 1,6 до 3,0 | От 100 до 1000 | 15 | 220 300 300 | |||||
«Дуга-300»4 (СА 499) | ВДГ-303, ВДУ-505, ВДУ-506 | Сварка проволокой сплошного сечения в монтажных условиях | 300 | От 0,8 до 2,0 | От 100 до 1000 | 11 | 200 300 300 | |||||
___________
1 В состав полуавтомата входит блок подачи проволоки, блок управления, набор горелок пяти типоразмеров. Возможно использование в качестве источника питания одного из приведенных в таблице типов. Полуавтомат — блочно-модульная конструкция, подающий механизм с двумя парами роликов. Обеспечивает возможность сварки различных металлов и бесступенчатое регулирование скорости подачи проволоки.
2 Полуавтомат ранцевого исполнения. В состав полуавтомата входит ранец с подающим механизмом, две сменные горелки и блок управления. Расположение элементов управления на ремне ранца, подающий механизм с двумя парами роликов Обеспечивает бесступенчатое регулирование скорости подачи проволоки.
3 В состав полуавтомата входит блок подачи проволоки и две сварочные горелки, система управления встроена в блок подачи и питается от напряжения сварочной дуги. Полуавтомат имеет зубчатые подающие ролики повышенной стойкости, встроенную в блок подачи быстросъемную систему управления, облегченную разъемную металлическую катушку, пригодную для прокалки порошковой проволоки. Обеспечивает питание системы управления от напряжения дуги, бесступенчатое регулирование скорости подачи проволоки и повышенную электробезопасность.
4 В состав полуавтомата входит блок подачи проволоки и две сварочные горелки, система управления встроена в блок подачи и питается от напряжения сварочной дуги Полуавтомат имеет питание системы управления от напряжения дуги, встроенную в блок подачи быстросъемную систему управления. Обеспечивает бесступенчатое регулирование скорости подачи проволоки и повышенную электробезопасность.
Приложение 12
Техническая характеристика автоматов для сварки под флюсом или в защитных газах
Обозначение | Назначение | Основные параметры | ||||||
автомата | источника питания | номинальный | сварочная проволока | скорость сварки, | масса, кг | |||
сварочный ток, А | диаметр, мм | скорость подачи, м/ч | м/ч | автомата | источника питания | |||
А-1412 | Трансформатор ТДФЖ-2002 (два) | 2´1600 | От 2 до 5 | От 17 до 553 | От 25 до 250 | 405 | 840 | |
А-1416 (подвесной) | Выпрямитель ВДУ-1201 | Сварка под | 1000 | От 2 до 5 | От 47 | От 12 | 580 | 730 |
А-1416 (подвесной) | Выпрямитель ВДУ-506 | флюсом | 500 | 2 | до 509 | до 120 | 325 | 300 |
АДФ-1001 (тракторного типа) | Трансформатор ТДФЖ-1002 | 1000 | От 3 до 5 | От 60 до 360 | От 12 до 120 | 65 | 550 | |
АДФ-1002 (тракторного типа) | Трансформатор ТДФЖ-1002 | 1000 | От 3 до 5 | От 60 до 360 | От 12 до 80 | 45 | 550 | |
АДФ-1202 (тракторного типа) | Выпрямитель ВДУ-1201 | 1250 | От 2 до 6 | От 12 до 120 | 78 | 850 | ||
АДГ-602 (тракторного типа) | Выпрямитель ВДУ-601 | Сварка в среде углекислого газа | 630 | От 1,2 до 3 | От 120 до 960 | От 12 до 120 | 60 | 320 |
А-1406 (подвесной) | Выпрямитель ВДУ-505 | Сварка под флюсом и в среде углекислого газа | 1000 | От 2 до 5 (сплошной) от 2 до 3 (порошковой) | От 17 до 553 | — | 215 | 300 |
Примечания: 1. Автоматы для сварки под флюсом питаются: АДГ-602 и АДФ-1202 — постоянным током; АДФ-1001 и АДФ-1002 — переменным током; А-1412 и А-1416 — постоянным (переменным) током.
2. Автоматы АДФ-1001, АДФ-1002 и АДФ-1202 предназначены для сварки вертикальным или наклонным электродом угловых швов изделий.
3. Автомат А-1406 — для сварки деталей, имеющих кольцевые и продольные швы простой конфигурации Имеет защиту зоны дуги — СО2 и флюс; скорость перемещения головки — 0,5 м/мин; перемещение сварочной головки: вертикальное — 500 мм, поперечное — ± 70 мм.
4. Автоматы А-1412 и А-1416 имеют независимую от параметров дуги скорость подачи электродной проволоки; маршевая скорость — 950 м/ч Автомат А-1412 имеет два электрода. Перемещение сварочной головки вертикальное — 250 мм, поперечное — ± 75 мм; скорость перемещения головки — 0,49 м/мин.
Приложение 13
studfiles.net
Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.

Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
svaring.com