Индукционные плавильные печи заказать изготовление
УПВ 25/175М
Установка плавильная высокочастотная УПВ-25/175М
| # | Характеристика | Ед. | К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 25 |
| 2 | Емкость тигля (по меди) | кг | 175 |
| 3 | Время выхода на режим | мин | 60 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 80 |
| 5 | Расход воды для охлаждения | л/ч | 250 |
| 6 | Габаритные размеры генератора | мм | 1100х610х460 |
| 7 | Габаритные размеры печи | мм | 1850х12000х1200 |
| 8 | Общий вес | кг | 750 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-25У | шт | 1 |
| 2 | Устройство плавильное УП-175М | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Носик графитовый НГ-5 | шт | 1 |
| 6 | Тигель ZА-175 | шт | 1 |
| 7 | кг | 5 | |
| 8 | Стекло жидкое | л | 2 |
| 9 | Смесь СБТВ-1 | кг | 5 |
| 10 | МЭОФ | шт | 1 |
УПВ 25/100
Установка плавильная высокочастотная УПВ-25/100
| # | Характеристика | Ед. |
К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 25 |
| 2 | Емкость тигля (по меди) | кг | 100 |
| 3 | Время выхода на режим | мин | 40 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | |
| 7 | Габаритные размеры печи | мм | 950х950х800 |
| 8 | Общий вес | кг | 250 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-25 | шт | 1 |
| 2 | Устройство плавильное УП-100 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 6 | Носик графитовый НГ-5 | шт | 1 |
| 7 | Тигель АА-100 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | л | 2 | |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Крышка тигля | шт | 1 |
| 12 | Изложница №3 СЧ-20 | шт | 1 |
| 13 | Захват изложниц | шт | 1 |
Установка снабжена поворотным устройством, которое приводится в действие электродвигателем, при этом предусмотрена возможность ручного поворота
УПВ 25/100М
Установка плавильная высокочастотная УПВ-25/100М с механическим приводом
| # | Характеристика | Ед. |
К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 25 |
| 2 | Емкость тигля (по меди) | кг | 100 |
| 3 | Время выхода на режим | мин | 40 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х440 |
| 7 | Габаритные размеры печи | мм | 1150х1290х1381 |
| 8 | Изложница №3 СЧ-20 | шт | 1 |
| 9 | Захват изложницы | шт | 1 |
| 10 | Общий вес | кг | 700 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-25 | шт | 1 |
| 2 | Устройство плавильное УП-100М | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Носик графитовый НГ-5 | шт | 1 |
| 6 | Тигель АА-100 | шт | 1 |
| 7 | Войлок каолиновый | кг | 5 |
| 8 | Стекло жидкое | л | 2 |
| 9 | Шамот дробленный | кг | 5 |
УПВ 16/50
Установка плавильная высокочастотная УПВ-16/50
| # | Характеристика | Ед. |
К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 16 |
| 2 | Емкость тигля (по меди) | кг | 50 |
| 3 | Время выхода на режим | мин | 35 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х410 |
| 7 | Габаритные размеры печи | мм | 900х900х800 |
| 8 | Общий вес | кг | 220 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-16 | шт | 1 |
| 2 | Устройство плавильное УП-50 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Изложница №3 СЧ-20 | шт | 1 |
| 6 | Носик графитовый НГ-2 | шт | 1 |
| 7 | Тигель АА-50 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | Стекло жидкое | л | 2 |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Захват изложницы | шт | 1 |
| 12 | Крышка тигля | шт | 1 |
Установка снабжена поворотным устройством, которое приводится в действие
электродвигателем, при этом предусмотрена возможность ручного поворота.
На фото изображена установка с каскадным разливочном столом(заказывается отдельно).
УПВ 16/50М
Установка плавильная высокочастотная УПВ-16/50М с механическим приводом
| # | Характеристика | Ед. | К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 16 |
| 2 | Емкость тигля (по меди) | кг | 50 |
| 3 | Время выхода на режим | мин | 40 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 60 |
| 5 | Расход воды для охлаждения | л/ч | 200 |
| 6 | Габаритные размеры генератора | мм | 760х580х410 |
| 7 | Габаритные размеры печи | мм | 1600х1100х1300 |
| 8 | Общий вес | кг | 650 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-16 | шт | 1 |
| 2 | Устройство плавильное УП-50М | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Носик графитовый НГ-3/3 | шт | 1 |
| 6 | Тигель АА-50 | шт | 1 |
| 7 | Войлок каолиновый | кг | 5 |
| 8 | Стекло жидкое | л | 2 |
| 9 | Шамот дробленный | кг | 5 |
УПВ 10/4,0
Установка плавильная высокочастотная 10кВт 4.
 0л (32 кг по меди)
0л (32 кг по меди)
| # | Характеристика | Ед. | К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 10 |
| 2 | Емкость тигля (по меди) | л(кг) | 4.0(32) |
| 3 | Время выхода на режим | мин | 35 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х390 |
| 7 | Габаритные размеры печи | мм | 800х800х720 |
| 8 | Общий вес | кг | 150 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-10 | шт | 1 |
| 2 | Устройство плавильное УП-4.0 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Изложница №3 СЧ-20 | шт | 1 |
| 6 | Носик графитовый НГ-2 | шт | 1 |
| 7 | Тигель ТГ-4 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | Стекло жидкое | л | 2 |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Захват изложницы | шт | 1 |
| 12 | Крышка тигля | шт | 1 |
УПВ 10/1,3
Установка плавильная высокочастотная 10кВт 1,3л (10кг по меди)
| # | Характеристика | Ед. |
К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 10 |
| 2 | Емкость тигля (по меди) | л(кг) | 1,3(10) |
| 3 | Время выхода на режим | мин | 15 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 20 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х390 |
| 7 | Габаритные размеры согласующего устройства | мм | 528х701х230 |
| 8 | Габаритные размеры печи | мм | 460х510х360 |
| 9 | Общий вес | кг | 65 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-10 | шт | 1 |
| 2 | Согласующее устройство СУ | шт | 1 |
| 3 | Устройство плавильное УП-1.3 | шт | 1 |
| 4 | Пульт управления | шт | 1 |
| 5 | Шланг резиновый | шт | 4 |
| 6 | Изложница №2 СЧ-20 | шт | 1 |
| 7 | Носик графитовый НГ-1 | шт | 1 |
| 8 | Тигель ТГ-1. 3 3 |
шт | 1 |
| 9 | Войлок каолиновый | кг | 3 |
| 10 | Стекло жидкое | л | 0.5 |
| 11 | Шамот дробленный | кг | 1.5 |
| 12 | Захват изложницы | шт | 1 |
| 13 | Крышка тигля | шт | 1 |
УПВ 5/0,6
Установка плавильная высокочастотная 5 кВт 0,6 л (5кг по меди)
| # | Характеристика | Ед. |
К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 5 |
| 2 | Емкость тигля (по меди) | л(кг) | 0.6(5) |
| 3 | Время выхода на режим | мин | 15 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 10 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 730х680х240 |
| 7 | Габаритные размеры согласующего устройства | мм | 510х280х220 |
| 8 | Габаритные размеры печи | мм | 420х450х350 |
| 9 | Общий вес | кг | 55 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-5 | шт | 1 |
| 2 | Согласующее устройство СУ | шт | 1 |
| 3 | Устройство плавильное УП-0.6 | шт | 1 |
| 4 | Пульт управления | шт | 1 |
| 5 | Шланг резиновый | шт | 4 |
| 6 | Изложница №2 СЧ-20 | шт | 1 |
| 8 | Носик графитовый НГ-1 | шт | 1 |
| 9 | Тигель ТГ-0. 6 6 |
шт | 1 |
| 10 | Войлок каолиновый | кг | 3 |
| 11 | Стекло жидкое | л | 0.5 |
| 12 | Шамот дробленный | кг | 1.5 |
| 13 | Захват изложницы | шт | 1 |
| 14 | Крышка тигля | шт | 1 |
УПВ 5/0,125
Установка плавильная высокочастотная 5 кВт 0,125 л (1кг по меди)
| # | Характеристика | Ед. |
К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 5 |
| 2 | Емкость тигля (по меди) | л(кг) | 0.125(1) |
| 3 | Время выхода на режим | мин | 10 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 5 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 730х680х240 |
| 7 | Габаритные размеры устройства плавильного совмещенного с согласующим | мм | 500х240х450 |
| 9 | Общий вес | кг | 45 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-5 | шт | 1 |
| 2 | Устройство плавильное СУП-0,125 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Сетевой кабель | шт | 1 |
| 5 | Шланг резиновый | шт | 3 |
| 6 | Тигель ТГ-0,125 | шт | 1 |
| 7 | Крышка тигля | шт | 1 |
Вертикальная высокотемпературная лабораторная печь
Вертикальная высокотемпературная лабораторная печь ВВЛП предназначена
для плавки металлов и неметаллических материалов с точкой плавления до
1700°С. Лабораторная печь позволяет проводить исследования по пирометаллургической
переработке продуктов обогащения минерального сырья, использовать новые
конструктивные материалы в лабораторном масштабе.
Лабораторная печь позволяет проводить исследования по пирометаллургической
переработке продуктов обогащения минерального сырья, использовать новые
конструктивные материалы в лабораторном масштабе.
| # | Характеристика | Ед. | К-во |
|---|---|---|---|
| 1 | Потребляемая мощность | кВт | 20 |
| 2 | Напряжение питания от сети переменного тока 50Гц | В | 380 |
| 3 | Емкость тигля | л | 1,4 |
| 4 | Максимальная рабочая температура тигля не менее | °С | 1800 |
| 5 | Время разогрева тигля до рабочей температуры не более | мин | 16 |
| 6 | Время плавки по золоту при заполнении тигля расплавом на 50% объема не более | мин | 10 |
| 7 | Расход воды для охлаждения | л/ч | 100 |
| # | Комплект поставки | Ед. |
К-во |
|---|---|---|---|
| 1 | Генератор ВБГ-25 | шт | 1 |
| 2 | Устройство плавильное УП-100 | шт | 1 |
| 3 | Устройство согласующее | шт | 1 |
| 4 | Пульт управления | шт | 1 |
| 5 | Шланг резиновый | шт | 11 |
| 6 | Тигель | шт | 1 |
| 7 | Термопара ТПР/1-0679 | шт | 1 |
| 8 | Чехол термопары | шт | 1 |
| 9 | Индикатор температуры | шт | 1 |
| 10 | Крышка тигля | шт | 1 |
Тигельные плавильные печи индукционные для плавки золотого песка в слитки и цветных металлов
- Главная /
- Каталог
Наше предприятие производит индукционные плавильные тигельные печи мощностью от 5 до 50 кВт. Которые служат для плавки цветных металлов. Тигли имеют объем от 0,125 до 12 литров. Так же наши инженерные мощности позволяют производить индивидуальные технологические решения в области нагрева металлов.
Которые служат для плавки цветных металлов. Тигли имеют объем от 0,125 до 12 литров. Так же наши инженерные мощности позволяют производить индивидуальные технологические решения в области нагрева металлов.
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная УПВ-25/175М
| п/п | Характеристики | Ед. изм. | Количество | |||
| 1 | Потребляемая мощность | кВт | 25 | |||
| 2 | Емкость тигля (по меди) | кг | 175 | |||
| 3 | Время выхода на режим | мин | 60 | |||
| 4 | Время плавки при заполнении тигля на 50% | мин | 80 | |||
| 5 | Расход воды для охлаждения | л/ч | 250 | |||
| 6 | Габаритный размер генератора | мм | 1100х610х460 | |||
| 7 | Габаритный размер печи | мм | 1850х12000х1200 | |||
| 8 | Масса | кг | 750 | |||
| п/п | Комплект поставки | Ед. |
Количество |
| 1 | Генератор ВБГ-25У | шт. | 1 |
| 2 | Устройство плавильное УП-175М | шт. | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Носик графитовый НГ-5 | шт | 1 |
| 6 | Тигель ZА-175 | шт | 1 |
| 7 | Войлок каолиновый | кг | 5 |
| 8 | Стекло жидкое | л | 2 |
| 9 | Смесь СБТВ-1 | кг | 5 |
| 10 | МЭОФ | шт | 1 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная УПВ-25/100
| п/п | Характеристика | Ед. изм. изм. |
Кичество |
| 1 | Потребляемая мощность | кВт | 25 |
| 2 | Емкость тигля (по меди) | кг | 100 |
| 3 | Время выхода на режим | мин | 40 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х410 |
| 7 | Габаритные размеры печи | мм | 950х950х800 |
| 8 | Общий вес | кг | 250 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-25 | шт | 1 |
| 2 | Устройство плавильноеУП-100 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 6 | Носик графитовый НГ-5 | шт | 1 |
| 7 | Тигель АА-100 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | Стекло жидкое | л | 2 |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Крышка тигля | шт | 1 |
| 12 | Изложница №3 СЧ-20 | шт | 1 |
| 13 | Захват изложниц | шт | 1 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная УПВ-25/100М с механическим приводом
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 25 |
| 2 | Емкость тигля (по меди) | кг | 100 |
| 3 | Время выхода на режим | мин | 40 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х440 |
| 7 | Габаритные размеры печи | мм | 1150х1290х1381 |
| 8 | Изложница №3 СЧ-20 | шт | 1 |
| 9 | Захват изложницы | шт | 1 |
| 10 | Общий вес | кг | 700 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-25 | шт | 1 |
| 2 | Устройство плавильное УП-100М | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Носик графитовый НГ-5 | шт | 1 |
| 6 | Тигель АА-100 | шт | 1 |
| 7 | Войлок каолиновый | кг | 5 |
| 8 | Стекло жидкое | л | 2 |
| 9 | Шамот дробленный | кг | 5 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная УПВ-16/50
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 16 |
| 2 | Емкость тигля (по меди) | кг | 50 |
| 3 | Время выхода на режим | мин | 35 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х410 |
| 7 | Габаритные размеры печи | мм | 900х900х800 |
| 8 | Общий вес | кг | 220 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-16 | шт | 1 |
| 2 | Устройство плавильное УП-50 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Изложница №3 СЧ-20 | шт | 1 |
| 6 | Носик графитовый НГ-2 | шт | 1 |
| 7 | Тигель АА-50 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | Стекло жидкое | л | 2 |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Захват изложницы | шт | 1 |
| 12 | Крышка тигля | шт | 1 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная УПВ-16/50М с механическим приводом
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 16 |
| 2 | Емкость тигля (по меди) | кг | 50 |
| 3 | Время выхода на режим | мин | 40 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 60 |
| 5 | Расход воды для охлаждения | л/ч | 200 |
| 6 | Габаритные размеры генератора | мм | 760х580х410 |
| 7 | Габаритные размеры печи | мм | 1600х1100х1300 |
| 8 | Общий вес | кг | 650 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-16 | шт | 1 |
| 2 | Устройство плавильное УП-50М | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Носик графитовый НГ-3/3 | шт | 1 |
| 6 | Тигель АА-50 | шт | 1 |
| 7 | Войлок каолиновый | кг | 5 |
| 8 | Стекло жидкое | л | 2 |
| 9 | Шамот дробленный | кг | 5 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная 10 кВт 4.0 л (32 кг по меди)
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 10 |
| 2 | Емкость тигля (по меди) | л(кг) | 4.0(32) |
| 3 | Время выхода на режим | мин | 35 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х390 |
| 7 | Габаритные размеры печи | мм | 800х800х720 |
| 8 | Общий вес | кг | 150 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-10 | шт | 1 |
| 2 | Устройство плавильное УП-4.0 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Изложница №3 СЧ-20 | шт | 1 |
| 6 | Носик графитовый НГ-2 | шт | 1 |
| 7 | Тигель ТГ-4 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | Стекло жидкое | л | 2 |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Захват изложницы | шт | 1 |
| 12 | Крышка тигля | шт | 1 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная 10кВт 1,3л (10кг по меди)
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 10 |
| 2 | Емкость тигля (по меди) | л(кг) | 1,3(10) |
| 3 | Время выхода на режим | мин | 15 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 20 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х390 |
| 7 | Габаритные размеры согласующего устройства | мм | 528х701х230 |
| 8 | Габаритные размеры печи | мм | 460х510х360 |
| 9 | Общий вес | кг | 65 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-10 | шт | 1 |
| 2 | Согласующее устройство СУ | шт | 1 |
| 3 | Устройство плавильное УП-1.3 | шт | 1 |
| 4 | Пульт управления | шт | 1 |
| 5 | Шланг резиновый | шт | 4 |
| 6 | Изложница №2 СЧ-20 | шт | 1 |
| 7 | Носик графитовый НГ-1 | шт | 1 |
| 8 | Тигель ТГ-1.3 | шт | 1 |
| 9 | Войлок каолиновый | кг | 3 |
| 10 | Стекло жидкое | л | 0.5 |
| 11 | Шамот дробленный | кг | 44317 |
| 12 | Захват изложницы | шт | 1 |
| 13 | Крышка тигля | шт | 1 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная 5 кВт 0,6 л (5кг по меди)
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 5 |
| 2 | Емкость тигля (по меди) | л(кг) | 0.6(5) |
| 3 | Время выхода на режим | мин | 15 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 10 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 730х680х240 |
| 7 | Габаритные размеры согласующего устройства | мм | 510х280х220 |
| 8 | Габаритные размеры печи | мм | 420х450х350 |
| 9 | Общий вес | кг | 55 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-5 | шт | 1 |
| 2 | Согласующее устройство СУ | шт | 1 |
| 3 | Устройство плавильное УП-0.6 | шт | 1 |
| 4 | Пульт управления | шт | 1 |
| 5 | Шланг резиновый | шт | 4 |
| 6 | Изложница №2 СЧ-20 | шт | 1 |
| 8 | Носик графитовый НГ-1 | шт | 1 |
| 9 | Тигель ТГ-0.6 | шт | 1 |
| 10 | Войлок каолиновый | кг | 3 |
| 11 | Стекло жидкое | л | 0.5 |
| 12 | Шамот дробленный | кг | 44317 |
| 13 | Захват изложницы | шт | 1 |
| 14 | Крышка тигля | шт | 1 |
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная 5 кВт 0,125 л (1кг по меди)
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 5 |
| 2 | Емкость тигля (по меди) | л(кг) | 0.125(1) |
| 3 | Время выхода на режим | мин | 10 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 5 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 730х680х240 |
| 7 | Габаритные размеры устройства плавильного совмещенного с согласующим | мм | 500х240х450 |
| 9 | Общий вес | кг | 45 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-5 | шт | 1 |
| 2 | Устройство плавильное СУП-0,125 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Сетевой кабель | шт | 1 |
| 5 | Шланг резиновый | шт | 3 |
| 6 | Тигель ТГ-0,125 | шт | 1 |
| 7 | Крышка тигля | шт | 1 |
Тигельная высокотемпературная плавильная печь для плавки металлов и неметаллических материалов до 1700 °С
- Тигельная высокотемпературная плавильная печь применяется для расплавки металлов и неметаллических материалов с температурой плавления до 1700 °С.
| п/п | Характеристика | Ед. изм. изм. |
Количество |
| 1 | Потребляемая мощность | кВт | 20 |
| 2 | Напряжение питания от сети переменного тока 50Гц | В | 380 |
| 3 | Емкость тигля | л | 1,4 |
| 4 | Максимальная рабочая температура тигля не менее | °С | 1800 |
| 5 | Время разогрева тигля до рабочей температуры не более | мин | 16 |
| 6 | Время плавки по золоту при заполнении тигля расплавом на 50% объема не более | мин | 10 |
| 7 | Расход воды для охлаждения | л/ч | 100 |
| п/п | Комплект поставки | Ед. изм. изм. |
Количество |
| 1 | Генератор ВБГ-25 | шт | 1 |
| 2 | Устройство плавильное УП-100 | шт | 1 |
| 3 | Устройство согласующее | шт | 1 |
| 4 | Пульт управления | шт | 1 |
| 5 | Шланг резиновый | шт | 11 |
| 6 | Тигель | шт | 1 |
| 7 | Термопара ТПР/1-0679 | шт | 1 |
| 8 | Чехол термопары | шт | 1 |
| 9 | Индикатор температуры | шт | 1 |
| 10 | Крышка тигля | шт | 1 |
Выполненные работы
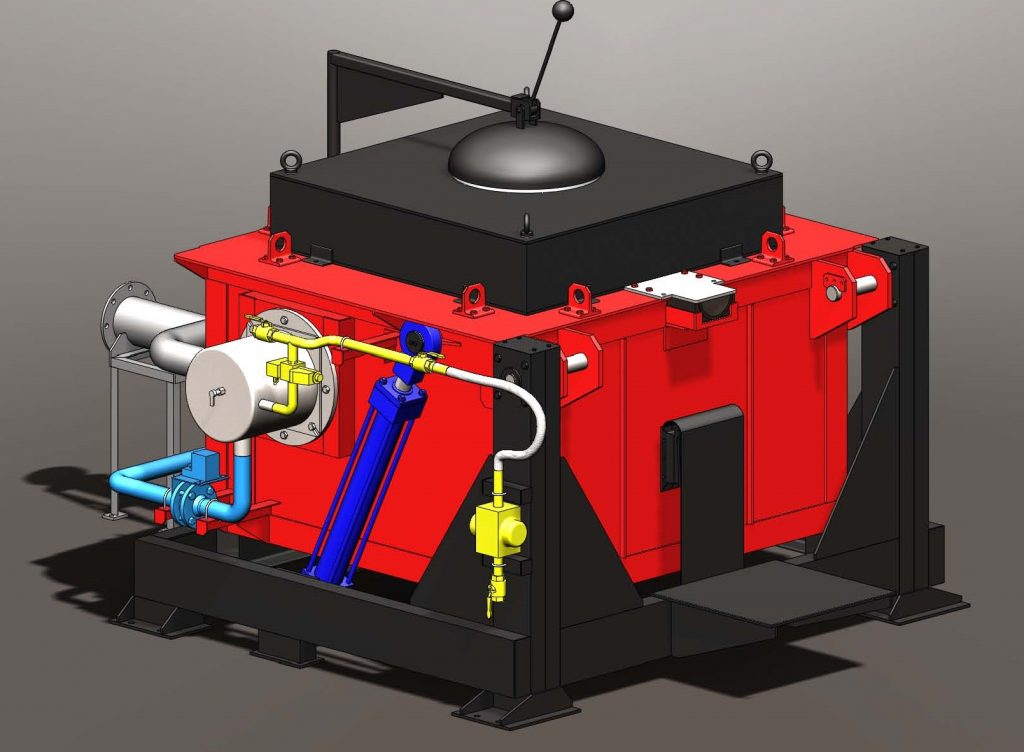
Плавильные печи емкостью до 20 тонн на гидравлике
| Модель | Емкость, тонн | Мощность, кВт | Частота, кГц | Напряжение, В | Скорость плавки, тонн/час | |
| стали 1650ºС | чугуна 1450ºС | |||||
GW 0. 5-350-1 5-350-1 |
0.5 | 350 | 1 | 380 | 0.54 | 0.60 |
| GW 0.5-500-1 | 500 | 0.84 | 0.89 | |||
| GW 1-500-0.5 | 1 | 500 | 0.5 | 0.76 | 0.79 | |
| GW 1-600-0.5 | 600 | 0.92 | 0.96 | |||
| GW 1-750-0.5 | 750 | 1.27 | 1.31 | |||
| GW 1.5-750-0.5 | 1.5 | 750 | 380/660 | 1.15 | 1.27 | |
| GW1.5-1000-0.5 | 1000 | 1.58 | 1.65 | |||
| GW 2-1000-0.5 | 2 | 1000 | 1.56 | 1.62 | ||
| GW 2-1500-0.5 | 1500 | 660 | 2. 58 58 |
2.85 | ||
| GW 3-1500-0.5 | 3 | 1500 | 2.43 | 2.75 | ||
| GW 3-2000-0.5 | 2000 | 3.36 | 3.79 | |||
| GWJ 3-2500-0.5 | 2500 | 4.35 | 4.90 | |||
| GW 5-2500-0.5 | 5 | 2500 | 4.20 | 4.74 | ||
| GW 5-3000-0.5 | 3000 | 5.13 | 5.82 | |||
| GW 8-3000-0.3 | 8 | 3000 | 0.3 | 5.04 | 5.71 | |
| GW 8-4000-0.3 | 4000 | 750 | 7.04 | 7.90 | ||
| GW 10-4000-0.3 | 10 | 4000 | 6.83 | 7.76 | ||
| GW 10-5000-0.3 | 5000 | 8. 80 80 |
10.00 | |||
| GW 10-6000-0.2 | 6000 | 0.2 | 10.70 | 12.20 | ||
| GW 12-5000-0.2 | 12 | 5000 | 8.58 | 9.76 | ||
| GW 12-6000-0.2 | 6000 | 10.45 | 11.90 | |||
| GW 15-5000-0.2 | 15 | 5000 | 8.40 | 9.53 | ||
| GW 15-6000-0.2 | 6000 | 10.20 | 11.60 | |||
| GW 15-8000-0.2 | 8000 | 950 | 13.65 | 15.51 | ||
| GW 20-6000-0.2 | 20 | 6000 | 9.90 | 11.25 | ||
| GW 20-8000-0.2 | 8000 | 13.45 | 15.30 | |||
| GW 20-10000-0.2 | 10000 | 17. 80 80 |
19.30 | |||
| GW 20-12000-0.2 | 12000 | 1150 | 22.00 | 25.00 | ||
| № | Наименование оборудования и производимых работ | Плавильный комплекс серии GW |
| 1 | Тиристорный преобразователь частоты KGPS | 1 |
| 2 | Индукционный плавильный узел | 2 |
| 3 | Конденсаторная батарея | 1 |
| 4 | Водоохлаждаемые кабеля | 2 комплекта |
| 5 | Распределитель воды | 1 |
| 6 | Гидравлическая система наклона печи в комплекте с маслостанцией | 1 |
| 7 | Пульт управления наклоном печи | 1 |
| 8 | Сигнальный блок состояния футеровки (от 500 кг. ) ) |
1 |
| 9 | Шаблон для футеровки | 2 |
| 10 | Комплект ЗИП к ТПЧ | 1 комплект |
| 11 | Техническая и эксплуатационная документация | 1 комплект |
| 12 | Документация, разрешающая эксплуатацию (сертификат соответствия ГОСТ-Р, Разрешение на применение) | 1 комплект |
- Оптимальное соотношение «цена-качество» и ценовая доступность;
- Простота и надежность конструкции механической и электротехнической части;
- Высокая производительность и низкие эксплуатационные затраты;
- Возможность плавки широкой номенклатуры сплавов, низкий угар шихты и легирующих элементов;
- Возможность выплавки прецизионных сплавов с жестко контролируемым составом;
- Спокойный электрический режим плавки, отсутствие «фликкер-эффекта»;
- Низкие шумовые характеристики и малый объем отходящих газов;
- Высокий уровень электробезопасности;
- Компактность основного технологического оборудования и возможность размещения в небольших помещениях;
- Низкие капитальные затраты на строительную часть для подготовки места размещения комплексов;
- Индукционная печь позволяет управлять плавкой: контролировать и регулировать мощность, используемую на нагрев тигля.

Плавильная печь
Категории
КатегорииКорзинаАккаунтПоискПоследние просмотры
Плавильная печь
Сетка:
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 15255075100
Сравнение товаров (0)
Вакуумная индукционная плавильная печь 15кВт CY-15VIMF
0р.
Вакуумная индукционная плавильная печь 15кВт CY-15VIMF Он подходит для быстрого плавления небольшого количества металлических образцов в лабораториях колледжей и университетов и является идеальным инструментом для разработки новых металлических материалов. Вакуумная индукционная плавильная печь подходит для быстрой плавки небольшого количества ме..
Вакуумная индукционная плавильная печь 25кВт CY-25VIM
0р.
Вакуумная индукционная плавильная печь 25кВт
Он подходит для быстрого плавления небольшого количества металлических образцов в лабораториях колледжей и университетов и является идеальным инструментом для разработки новых металлических материалов. Вакуумная индукционная плавильная печь подходит для быстрой плавки небольшого количества металлически..
Вакуумная индукционная плавильная печь подходит для быстрой плавки небольшого количества металлически..
Вакуумная индукционная плавильная печь CY-IM400-L
0р.
Вакуумная индукционная плавильная печь CY-IM400-L Этот продукт представляет собой вакуумную индукционную печь с индукционным нагревом, а температура плавления оборудования может достигать 2000 ℃. Индукционная печь оснащена камерой с водяным охлаждением из нержавеющей стали и кварцевым окном для наблюдения за условиями плавления образца. ..
Вакуумная индукционная плавильная печь до 2000 ℃
0р.
Вакуумная индукционная плавильная печь до 2000 ℃ Этот продукт представляет собой вакуумную индукционную печь с индукционным нагревом, а температура плавления оборудования может достигать 2000 ℃. Индукционная печь оснащена камерой с водяным охлаждением из нержавеющей стали и кварцевым окном для наблюдения за условиями плавления образца. П..
Вакуумная индукционная плавильная печь с регулируемой температурой 35 кВт
0р.
В этой вакуумной индукционной плавильной печи используется вертикальная кварцевая полость, и оба ее конца оснащены фланцами с водяным охлаждением, которые могут гарантировать, что вся полость не будет повреждена тепловым ударом во время работы. Фланец корпуса печи оснащен вакуумным интерфейсом и интерфейсом защитного газа, который может исполь..
Вакуумная индукционная плавильная установка мощностью 15 кВт до 2000 ℃ с полным комплектом принадлежностей CY-25VIM
0р.
Вакуумная индукционная плавильная установка мощностью 15 кВт до 2000 ℃ с полным комплектом принадлежностей CY-25VIM Y-25VIM — это небольшая вакуумная раздельная система индукционного нагрева / плавления с полным комплектом принадлежностей, включая источник питания для индукционного нагрева мощностью 15 кВт, кварцевую трубку с фланцем и клапаном, с..
Вакуумная плавильная печь для сплава индия 40 кг CY-IM600-40GB
0р.
Вакуумная плавильная печь для сплава индия 40 кг
Вакуумная печь для плавления индийского сплава CY-IM600-40GB в основном используется для высокотемпературной плавки и очистки индийского сплава и реализует функцию упаковки в бескислородной среде. Характеристики продукта вакуумной плавильной печи сплава индия:
1. Структура индуктора индукционной к..
Характеристики продукта вакуумной плавильной печи сплава индия:
1. Структура индуктора индукционной к..
Вакуумная прядильная печь с прецизионной температурой CYKY-BTF-500
0р.
Вакуумная прядильная печь с прецизионной температурой CYKY-BTF-500 Это лабораторная система вакуумного формования из расплава для изготовления аморфных металлических лент. В этом методе металлические слитки (<50 г) плавятся методом индукционного нагрева, а затем перемещаются за счет избыточного давления в тигле. CYKY-BTF-500 — это лаборат..
Вакуумно-дуговая плавильная печь CY-AM180-V7X
0р.
Вакуумно-дуговая плавильная печь CY-AM180-V7X Этот продукт представляет собой небольшую вакуумно-дуговую плавильную печь с вольфрамовыми электродами и медным тиглем с водяным охлаждением. Температура плавления оборудования может превышать 3000 ℃, и температура быстро снижается. В оборудовании используется камера с водяным охлаждением из ..
Индукционная плавильная печь CY-15VSC
0р.
Индукционная плавильная печь мощностью 15 кВт с верхним всасыванием для тонких прутков до 1200 ℃ CY-15VSC — это система индукционного нагрева / плавления мощностью 15 кВт с механизмом вакуумного всасывания сверху. Эта уникальная конструкция позволяет отливать изделие (стержень из сплава диаметром 3-5 мм) путем втягивания расплавленного металл..
Индукционная плавильная установка мощностью 7 кВт с регулятором температуры до 1700 ° C CY-15TC-N
0р.
Индукционная плавильная печь мощностью 7 кВт — идеальный инструмент для выращивания кристаллов, плавления и спекания новых металлических сплавов с температурой плавления <1700 ° C (в вакууме или в среде защитного газа). Это компактная система индукционного нагрева / плавления с регулируемой температурой и полным комплектом принадлежностей. ..
Компактная система вакуумной дуговой плавки с вакуумной литейной формой диаметром 6 мм. Удочка CY-208
0р.
CY- 208 — это компактная вакуумно-дуговая плавильная печь с механизмом литья под вакуумом. Такая уникальная особенность позволяет производить литые изделия (стержень диаметром 6 мм, весом до 30 г) путем вытягивания расплавленного металла в нижнюю форму для холодной разливки меди. Приложенная всасывающая сила приводит к быс..
Такая уникальная особенность позволяет производить литые изделия (стержень диаметром 6 мм, весом до 30 г) путем вытягивания расплавленного металла в нижнюю форму для холодной разливки меди. Приложенная всасывающая сила приводит к быс..
Лабораторная небольшая индукционная плавильная печь с регулируемой температурой мощностью 25 кВт CY-25TC
0р.
CY-25TC — это небольшая система индукционной плавки с программным управлением, которая оснащена кварцевой трубкой диаметром 100 мм, фланцем из нержавеющей стали, графитовым тиглем, вакуумным насосом, водоохладителем и подвижной рамой. Максимальная мощность 25кВт. Это идеальный инструмент для выращивания кристаллов, плавления и спекания но..
Плавильная печь | 60KW High Frequency
Детали
Описание
Индукционная плавильная печь представляет собой электрическую печь, в которой тепло применяется путем индукционного нагрева металла. Вместимость индукционных печей варьируется от менее одного килограмма до ста тонн и используется для плавки железа и стали, меди, алюминия и драгоценных металлов.
Преимуществом индукционной печи является чистый, энергоэффективный и хорошо контролируемый процесс плавки по сравнению с большинством других способов плавки металлов.
Большинство современных литейных заводов используют этот тип индукционных печей, а сейчас все больше чугунолитейных заводов заменяют вагранки индукционными печами для плавки чугуна, так как вагранки выделяют много пыли и других загрязняющих веществ.
| Высокочастотная индукционная плавильная печь 60 кВт | |
| Модель | КХ-5188А60 |
| Номинальная выходная мощность | 60кВт |
| Диапазон частот | 10–40 кГц |
| Однофазный вход | Трехфазный 380 В/50 Гц |
| Текущий диапазон | Трехфазный 5-90A |
| Объем (мм³) | 610*450*820 570*410*380 |
| Вес нетто | 100 кг |
| Вес брутто | 130 кг |
| Поток охлаждающей воды | Гидравлическое давление≧0,2 МПа; Расход: 5-20 л/мин |
| Температура охлаждающей воды | ≤40℃ |
| Подключение воды | 1 вход и 1 выход |
| Способ упаковки | Деревянный ящик |
Принцип работы
Как работает высокочастотная индукционная плавильная печь мощностью 60 кВт
Индукционная плавильная печь состоит из непроводящего тигля, содержащего металлическую шихту, окруженную катушкой из медной проволоки. По проводу течет мощный переменный ток. Катушка создает быстро меняющееся магнитное поле, проникающее в металл. Магнитное поле индуцирует вихревые токи, круговые электрические токи внутри металла за счет электромагнитной индукции. Вихревые токи индукционной печи, протекающие через электрическое сопротивление объемного металла, нагревают его за счет джоулева нагрева. В ферромагнитных материалах, таких как железо, материал также может нагреваться за счет магнитного гистерезиса индукционной плавильной печи, реверсирования молекулярных магнитных диполей в металле. После расплавления вихревые потоки вызывают интенсивное перемешивание расплава, обеспечивая хорошее перемешивание.
По проводу течет мощный переменный ток. Катушка создает быстро меняющееся магнитное поле, проникающее в металл. Магнитное поле индуцирует вихревые токи, круговые электрические токи внутри металла за счет электромагнитной индукции. Вихревые токи индукционной печи, протекающие через электрическое сопротивление объемного металла, нагревают его за счет джоулева нагрева. В ферромагнитных материалах, таких как железо, материал также может нагреваться за счет магнитного гистерезиса индукционной плавильной печи, реверсирования молекулярных магнитных диполей в металле. После расплавления вихревые потоки вызывают интенсивное перемешивание расплава, обеспечивая хорошее перемешивание.
Введение основных частей
Введение основных частей
1) Индукционная плавильная печь развертывается с модулем IGBT производства Германии SIEMENS INFINEON (частота колебаний 40-60 кГц, быстрое время отклика, высокая стабильность дуги и сварка практически без брызг).
2) Содержит электролитический конденсатор Japan Nichicon (фильтрующий конденсатор).
3) Используется сигнальная цепь, плата привода, плата управления и компоненты: Toshiba, Hitachi, Motorola, а также ведущие китайские производители.
4) В этой индукционной плавильной печи используются передовые международные твердотельные полупроводниковые силовые устройства.
5) Импортный интегральный блок транзисторов.
6) Трубка управления высокой скоростью.
7) Как и в случае с идеальной схемой управления, защиты и отображения сигналов тревоги, машина может получить полностью автоматическую частоту слежения и непрерывную регулируемую мощность. Это также безопасная и надежная защита, четкое отображение данных и т. д.
FAQ
Из чего состоит типичная система индукционного нагрева?
Типичная система индукционного нагрева состоит из источника питания для индукционного нагрева, катушки индукционного нагрева и источника водяного охлаждения, а также нескольких внутренних компонентов внутри источника питания. Источник питания индукционного нагрева посылает переменный ток через индукционную катушку, создавая таким образом магнитное поле. Следовательно, поместите заготовку в катушку и войдите в магнитное поле, которое индуцирует вихревые токи внутри заготовки. Кроме того, он генерирует точное и локализованное тепло без какого-либо физического контакта между индукционной катушкой и заготовкой.
Источник питания индукционного нагрева посылает переменный ток через индукционную катушку, создавая таким образом магнитное поле. Следовательно, поместите заготовку в катушку и войдите в магнитное поле, которое индуцирует вихревые токи внутри заготовки. Кроме того, он генерирует точное и локализованное тепло без какого-либо физического контакта между индукционной катушкой и заготовкой.
Увеличит ли индукционный нагрев мои счета за коммунальные услуги?
Маловероятно. Индукционный нагрев является очень эффективным и действенным средством нагрева. Большинство наших клиентов, которые впервые переходят на индукцию, отмечают, что их счета за коммунальные услуги снижаются.
Каковы типичные требования к электросети для индукции?
Конечно, это зависит от системы, но для типичной типичной системы требуется 380 В, 3 фазы переменного тока, 50 Гц и 30 А. Также рассчитывайте на сжатый воздух 80 фунтов на квадратный дюйм и воду на 40 фунтов на квадратный дюйм со скоростью 4 галлона в минуту для охлаждения.
Подходит ли это соединение для индукционной пайки?
Наша команда инженеров-металлургов и механиков с удовольствием ознакомится с вашими деталями и процессом и даст вам лучший совет – без обязательств!
Какие преимущества дает индукционный нагрев для моего технологического процесса?
Это может принести пользу вашему процессу несколькими способами. Индукционный нагрев часто повторяется после внесения первоначальных настроек в источник питания. После этой фазы он будет нагревать деталь за деталью с одинаковыми результатами до тех пор, пока детали вводятся в змеевик одинаково в каждом цикле. Это также может привести к лучшему использованию материала и выходу продукта. Индукционный нагрев может уменьшить или устранить потребность в квалифицированных операторах для таких операций, как пайка и пайка. Способность индукционного нагрева одинаково нагревать все детали позволяет автоматизировать процесс. Индукционный нагрев также может нагревать деталь очень локально. Это может быть чрезвычайно полезно, когда желательно или необходимо ограничить нагрев только определенной области детали.
Это может быть чрезвычайно полезно, когда желательно или необходимо ограничить нагрев только определенной области детали.
Можно ли паять алмазные коронки с помощью индукционного нагрева?
Конечно, на самом деле индукционный нагрев предпочтительнее для алмазных коронок, потому что он работает очень быстро. Чем дольше алмаз остается при температуре нагрева, тем быстрее он разрушается. Поэтому мы рекомендуем атмосферную пайку в вакууме для достижения наилучших результатов.
Когда лучше использовать косвенный нагрев индукционной печи вместо прямого индукционного нагрева?
Да, нам часто задают этот вопрос. Это зависит от геометрии вашей детали и от того, как вы хотите ее нагреть. Если у вас есть деталь с простой геометрией, и ваш процесс требует нагрева определенной области деталиg. Мы предполагаем, что прямой индукционный нагрев, как правило, предпочтительнее. Однако, если вам нужно нагреть деталь целиком, или если деталь имеет сложную форму. Тогда вы добьетесь лучших результатов с вакуумной печью с индукционным нагревом.
Тогда вы добьетесь лучших результатов с вакуумной печью с индукционным нагревом.
Область применения
Термическая обработка
(поверхностная закалка, закалка, отжиг, отпуск).
Закалка деталей автомобилей, мотоциклов, пресс-форм и сельскохозяйственной техники.
Детали машин для закалки, такие как: все виды зубчатых колес и цепных колес.
Промышленная закалка станков, таких как направляющая станины станка.
Термическая обработка плоскогубцев, гаечных ключей, отверток, сверл, топоров и шипов.
Отжиг различных металлических изделий, таких как головка мяча для гольфа, латунный замок, медная арматура, рукоятка кухонного ножа, лезвие, сковорода и ведро.
Широко используется в следующих приложениях.
1. Цветные металлы, такие как медь, алюминий и цинк, их сплавы, выплавка и термоконсервация чугуна, термоконсервация расплавленного железа и расплавленной стали.
2. Плавка и изоляция стали, чугуна и цветных металлов, таких как медь, алюминий, магний и цинк, и их сплавов.
Плавка и изоляция стали, чугуна и цветных металлов, таких как медь, алюминий, магний и цинк, и их сплавов.
3. Высокочастотная индукционная плавильная печь в основном используется для плавки драгоценных металлов, таких как золото, серебро, платина и т. д.
4. Эта индукционная печь также широко используется для плавления полупроводниковых материалов путем нагревания графитового тигля.
Сварка
Сварочная алмазная/карбидная пила, алмазные режущие инструменты, шлифовальные инструменты и буровая сварка.
Твердосплавные режущие инструменты для механической обработки сварки. Например, токарная и фрезерная сварка.
Сварка горных инструментов, таких как зубчатые буровые долота, угольные буровые долота типа «ласточкин хвост», клепальные буровые штанги, все виды комбайнов.
Сварка инструментов для обработки дерева, таких как строгальный станок, фрезер и дрель.
Ковка
Горячая штамповка для всех видов стандартных деталей, крепежных деталей, деталей машин, скобяных инструментов и спиральных сверл с прямым хвостовиком. Отжиг металлов, таких как: растяжимая сталь; проволока, нагревательная проволока для ногтей и отожженная нержавеющая сталь.
Отжиг металлов, таких как: растяжимая сталь; проволока, нагревательная проволока для ногтей и отожженная нержавеющая сталь.
Детали упаковки
Детали упаковки
Экспортная стандартная упаковка, внутренняя картонная внешняя деревянная коробка и двойная защита
Высокочастотный индукционный нагреватель VEVOR 15 кВт 30-100 кГц 200-600 A
Высокочастотный индукционный нагреватель
Высокочастотный индукционный нагреватель мощностью 15 кВт использует передовые технологии, прост и удобен в эксплуатации, обладает высокой эффективностью и низким энергопотреблением потребление, высокая выходная мощность. Он выбирает источник питания на основе мощности и частоты. Чем выше частота, тем меньше глубина нагрева, а чем ниже частота, тем лучше теплопроницаемость. Широко используется при пайке, сварке серебром, горячей ковке, плавке, закалке и т. д.
Advanced Technology
Нагревание быстро
Автоматический контроль
защита от
Специальное оборудование и инструменты. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
IGBT-модули, импортированные из Германии, индукционные модули
6 стабильная работа, высокая эффективность, низкое энергопотребление и стабильная производительность.

Цифровая панель управления
Панель управления проста и удобна в использовании, ключевые функции очевидны с первого взгляда, а работа безопаснее.
Функция защиты
Функция идеальна, с ручной/автоматической произвольной настройкой. Если какой-либо из параметров перегрузки по току, перенапряжения, перегрева, нехватки воды и обрыва фазы не соответствует требованиям, машина автоматически защитит. Безопасный и надежный.
Высококачественная индукционная катушка
Высокочастотный индукционный нагреватель с высококачественной индукционной катушкой, простой в эксплуатации, быстрый нагрев.
Переносная рукоятка
Конструкция переносной рукоятки удобна для транспортировки, установки и использования. Компактный корпус экономит много места для вас.
Широкое применение
Индукционный нагреватель широко используется в металлообрабатывающей, скобяной, бытовой технике, автомобилестроении и других отраслях промышленности, где требуется оборудование для получения тепла, например, термоформование, сварка, закалка, плавка, отжиг, согласование тепла и другие процессы.
 .
.Характеристики
Выходная мощность: 15 кВт
Выходной ток: 200–600 А
Частота колебаний: 30–100 кГц 6
0258
Время нагрева: 1-99 с (авто)
Входное напряжение: однофазное 230 В, 50 Гц
Расход охлаждающей воды: 0,2 МПа, 2 л/мин
0 Темп. воды . точка защиты: 40 ℃ (104 ℉)
Макс. температура нагрева: 2200 ℃ (3992 ℉)
Продолжительность нагрузки: 100 %
Охлаждение: Водяное охлаждение
Размеры: 55 x 292 x 49 см (129 x 49 см)0258
Вес: 18 кг (40 фунтов)
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Tough Equipment & Tools, Pay Less специализируется на ведущих брендах
6 VOR оборудование и инструменты. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Фаст и безопасная доставка
- . передовые технологии, простота и удобство в эксплуатации, высокая эффективность, низкое энергопотребление, высокая выходная мощность. Он выбирает источник питания на основе мощности и частоты. Чем выше частота, тем меньше глубина нагрева, а чем ниже частота, тем лучше теплопроницаемость.
 Широко используется при пайке, сварке серебром, горячей ковке, плавке, закалке и т. д.
Широко используется при пайке, сварке серебром, горячей ковке, плавке, закалке и т. д.- Передовые технологии
- Быстрый нагрев
- Автоматическое управление
- Защитная защита
Модуль IGBT
В индукционной печи используются модули IGBT, импортированные из Германии, которые отличаются стабильной работой, высокой эффективностью, низким энергопотреблением и стабильной производительностью.
Цифровая панель управления
Панель управления проста и удобна в использовании, ключевые функции очевидны с первого взгляда, а работа безопаснее.
Функция защиты
Функция идеальна, с произвольной ручной/автоматической регулировкой. Если какой-либо из параметров перегрузки по току, перенапряжения, перегрева, нехватки воды и обрыва фазы не соответствует требованиям, машина автоматически защитит. Безопасный и надежный.
Высококачественная индукционная катушка
Высокочастотный индукционный нагреватель с высококачественной индукционной катушкой, простой в эксплуатации, быстрый нагрев.
Переносная рукоятка
Конструкция переносной рукоятки удобна для транспортировки, установки и использования. Компактный корпус экономит много места для вас.
Широкое применение
Индукционный нагреватель широко используется в металлообрабатывающей, скобяной, бытовой технике, автомобилестроении и других отраслях промышленности, где требуется оборудование для получения тепла, например, термоформование, сварка, закалка, плавка, отжиг, согласование тепла и другие процессы. .
Содержимое упаковки
- 1 высокочастотный индукционный нагреватель мощностью 15 кВт
- 1 нагревательная спираль
- 1 ножной переключатель
- 1 руководство на английском языке
Характеристики
- Выходная мощность: 15 кВт
- Выходной ток: 200–600 А
- Частота колебаний: 30–100 кГц
- Время нагрева: 1–99 с (авто)
- 2 Входное напряжение: 1-99 с (авто)
- 3 В0 50 Гц
- Расход охлаждающей воды: 0,2 МПа, 2 л/мин
- Темп.
 воды. точка защиты: 40 ℃ (104 ℉)
воды. точка защиты: 40 ℃ (104 ℉) - Макс. температура нагрева: 2200 ℃ (3992 ℉)
- Продолжительность нагрузки: 100%
- Охлаждение: Водяное охлаждение
- Размеры: 55 x 22 x 47 см (22 x 9x 19 дюймов)
- Вес: 18 кг (40 фунтов)
Базовые детали высокочастотного индукционного нагрева United Induction Heating Machine Limited of China
Индукционный нагрев Введение
6 900 процесс нагрева. Он использует электричество высокой частоты для нагрева материалов, которые являются электропроводящими. Поскольку он бесконтактный, процесс нагрева не загрязняет нагреваемый материал. Это также очень эффективно, так как тепло фактически генерируется внутри заготовки. Это можно противопоставить другим методам нагрева, при которых тепло генерируется пламенем или нагревательным элементом, который затем воздействует на заготовку. По этим причинам индукционный нагрев подходит для некоторых уникальных применений в промышленности.

Как работает индукционный нагрев ?
Источник высокочастотного электричества используется для подачи большого переменного тока через катушку. Эта катушка известна как рабочая катушка. Смотрите картинку напротив.
Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Нагреваемая деталь помещается в это интенсивное переменное магнитное поле.
В зависимости от материала заготовки происходит ряд вещей…
Переменное магнитное поле индуцирует ток в токопроводящей заготовке. Расположение рабочей катушки и заготовки можно представить как электрический трансформатор. Рабочая катушка похожа на первичную, куда подается электрическая энергия, а заготовка похожа на вторичную обмотку с одним витком, которая короткозамкнута.
 Это вызывает огромные токи, протекающие через заготовку. Они известны как вихревые токи.
Это вызывает огромные токи, протекающие через заготовку. Они известны как вихревые токи.В дополнение к этому, высокая частота, используемая в устройствах индукционного нагрева, вызывает явление, называемое скин-эффектом. Этот скин-эффект заставляет переменный ток течь тонким слоем к поверхности заготовки. Скин-эффект увеличивает эффективное сопротивление металла прохождению большого тока. Поэтому это значительно увеличивает эффект нагрева, вызванный током, индуцируемым в заготовке.
(Хотя в этом приложении желателен нагрев из-за вихревых токов, интересно отметить, что производители трансформаторов делают все возможное, чтобы избежать этого явления в своих трансформаторах. Многослойные сердечники трансформаторов, сердечники из порошкового железа и ферриты — все это используется для предотвращения протекания вихревых токов внутри сердечников трансформатора.Прохождение вихревых токов внутри трансформатора крайне нежелательно, так как вызывает нагрев магнитопровода и представляет собой потерю мощности.
 )
)А для черных металлов?
Для черных металлов, таких как железо и некоторые виды стали, существует дополнительный механизм нагрева, который имеет место одновременно с упомянутыми выше вихревыми токами. Интенсивное переменное магнитное поле внутри рабочей катушки многократно намагничивает и размагничивает кристаллы железа. Это быстрое переключение магнитных доменов вызывает значительное трение и нагрев внутри материала. Нагрев из-за этого механизма известен как гистерезисные потери и максимален для материалов, которые имеют большую площадь внутри своей кривой BH. Это может быть большим фактором, способствующим теплу, выделяемому во время индукционного нагрева, но это происходит только внутри черных металлов. По этой причине черные материалы легче поддаются индукционному нагреву, чем цветные.
Интересно отметить, что сталь теряет свои магнитные свойства при нагревании выше примерно 700°C. Эта температура известна как температура Кюри. Это означает, что выше 700°С не может быть нагрева материала из-за гистерезисных потерь.
 Любой дальнейший нагрев материала должен происходить только за счет индуцированных вихревых токов. Это делает нагрев стали выше 700°C более сложной задачей для систем индукционного нагрева. Тот факт, что медь и алюминий являются немагнитными и очень хорошими электрическими проводниками, также может затруднить эффективное нагревание этих материалов. (Мы увидим, что лучший способ действий для этих материалов — увеличить частоту, чтобы преувеличить потери из-за скин-эффекта.)
Любой дальнейший нагрев материала должен происходить только за счет индуцированных вихревых токов. Это делает нагрев стали выше 700°C более сложной задачей для систем индукционного нагрева. Тот факт, что медь и алюминий являются немагнитными и очень хорошими электрическими проводниками, также может затруднить эффективное нагревание этих материалов. (Мы увидим, что лучший способ действий для этих материалов — увеличить частоту, чтобы преувеличить потери из-за скин-эффекта.)Для чего используется индукционный нагрев ?
Индукционный нагрев можно использовать для любого применения, где требуется нагреть электропроводящий материал чистым, эффективным и контролируемым образом.
Одним из наиболее распространенных применений является запечатывание защитной пломбы, которая приклеивается к верхней части бутылок с лекарствами и напитками. Уплотнение из фольги, покрытое «клеем-расплавом», вставляется в пластиковую крышку и привинчивается к верхней части каждой бутылки во время изготовления.
 Затем эти уплотнения из фольги быстро нагреваются, когда бутылки проходят под индукционным нагревателем на производственной линии. Вырабатываемое тепло расплавляет клей и запечатывает фольгу на верхней части бутылки. Когда крышка снята, фольга остается, обеспечивая воздухонепроницаемое уплотнение и предотвращая любую фальсификацию или загрязнение содержимого бутылки до тех пор, пока покупатель не проткнет фольгу.
Затем эти уплотнения из фольги быстро нагреваются, когда бутылки проходят под индукционным нагревателем на производственной линии. Вырабатываемое тепло расплавляет клей и запечатывает фольгу на верхней части бутылки. Когда крышка снята, фольга остается, обеспечивая воздухонепроницаемое уплотнение и предотвращая любую фальсификацию или загрязнение содержимого бутылки до тех пор, пока покупатель не проткнет фольгу.Другим распространенным применением является «обжиг геттера» для удаления загрязнений из вакуумированных трубок, таких как телевизионные кинескопы, электронные трубки и различные газоразрядные лампы. Кольцо из проводящего материала, называемое «геттер», помещается внутрь вакуумированного стеклянного сосуда. Поскольку индукционный нагрев является бесконтактным процессом, его можно использовать для нагрева газопоглотителя, уже запаянного внутри сосуда. Индукционная рабочая катушка расположена рядом с геттером снаружи вакуумной трубки, и источник переменного тока включен.
 В течение нескольких секунд после запуска индукционного нагревателя геттер нагревается добела, а химические вещества в его покрытии реагируют с любыми газами в вакууме. В результате газопоглотитель поглощает последние оставшиеся следы газа внутри вакуумной трубки и повышает чистоту вакуума.
В течение нескольких секунд после запуска индукционного нагревателя геттер нагревается добела, а химические вещества в его покрытии реагируют с любыми газами в вакууме. В результате газопоглотитель поглощает последние оставшиеся следы газа внутри вакуумной трубки и повышает чистоту вакуума.Еще одним распространенным применением индукционного нагрева является процесс, называемый зонной очисткой, используемый в производстве полупроводников. Это процесс, в котором кремний очищается с помощью движущейся зоны расплавленного материала. Интернет-поиск обязательно выдаст более подробную информацию об этом процессе, о котором я мало что знаю.
Другие области применения включают плавление, сварку и пайку металлов. Индукционные плиты и рисоварки. Закалка металла боеприпасов, зубьев шестерен, пильных полотен, приводных валов и т. д. также является обычным применением, поскольку индукционный процесс очень быстро нагревает поверхность металла. Поэтому его можно использовать для упрочнения поверхности и упрочнения локализованных участков металлических деталей путем «опережения» теплопроводности вглубь детали или в окружающие области.
 Бесконтактный характер индукционного нагрева также означает, что его можно использовать для нагрева материалов в аналитических целях без риска загрязнения образца. Точно так же металлические медицинские инструменты можно стерилизовать, нагревая их до высоких температур, пока они все еще находятся в запечатанной стерильной среде, чтобы убить микробы.
Бесконтактный характер индукционного нагрева также означает, что его можно использовать для нагрева материалов в аналитических целях без риска загрязнения образца. Точно так же металлические медицинские инструменты можно стерилизовать, нагревая их до высоких температур, пока они все еще находятся в запечатанной стерильной среде, чтобы убить микробы.Что требуется для индукционного нагрева?
Теоретически для индукционного нагрева необходимы только 3 вещи:
- Источник высокочастотной электроэнергии,
- Рабочая катушка для создания переменного магнитного поля,
- Электропроводящая деталь для нагрева,
Сказав это, практические системы индукционного нагрева обычно немного сложнее. Например, часто требуется сеть согласования импеданса между источником высокой частоты и рабочей катушкой, чтобы обеспечить хорошую передачу мощности. Системы водяного охлаждения также распространены в индукционных нагревателях большой мощности для отвода отходящего тепла от рабочей катушки, ее согласующей сети и силовой электроники.
 Наконец, обычно используется некоторая управляющая электроника для контроля интенсивности действия нагрева и определения времени цикла нагрева для обеспечения стабильных результатов. Управляющая электроника также защищает систему от повреждения в результате ряда неблагоприятных условий эксплуатации. Однако основной принцип работы любого индукционного нагревателя остается таким же, как описано ранее.
Наконец, обычно используется некоторая управляющая электроника для контроля интенсивности действия нагрева и определения времени цикла нагрева для обеспечения стабильных результатов. Управляющая электроника также защищает систему от повреждения в результате ряда неблагоприятных условий эксплуатации. Однако основной принцип работы любого индукционного нагревателя остается таким же, как описано ранее.Практическая реализация
На практике рабочая катушка обычно включается в контур резонансного резервуара. Это имеет ряд преимуществ. Во-первых, он делает форму волны тока или напряжения синусоидальной. Это сводит к минимуму потери в инверторе, позволяя использовать либо коммутацию при нулевом напряжении, либо коммутацию при нулевом токе, в зависимости от конкретной выбранной схемы. Синусоидальная форма волны на рабочей катушке также представляет собой более чистый сигнал и вызывает меньшие радиочастотные помехи для близлежащего оборудования. Этот более поздний момент становится очень важным в мощных системах.
 Мы увидим, что имеется ряд резонансных схем, которые конструктор индукционного нагревателя может выбрать для рабочей катушки:
Мы увидим, что имеется ряд резонансных схем, которые конструктор индукционного нагревателя может выбрать для рабочей катушки:Цепь последовательного резонансного резервуара
Рабочая катушка приводится в резонанс на заданной рабочей частоте с помощью конденсатора, включенного последовательно с ней. Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Последовательный резонанс также увеличивает напряжение на рабочей катушке, намного превышающее выходное напряжение инвертора. Инвертор воспринимает синусоидальный ток нагрузки, но он должен выдерживать полный ток, протекающий в рабочей катушке. По этой причине рабочая катушка часто состоит из множества витков провода с током всего в несколько ампер или десятков ампер. Значительная мощность нагрева достигается за счет повышения резонансного напряжения на рабочей катушке в последовательно-резонансной схеме при поддержании тока через катушку (и инвертор) на разумном уровне.
Такое расположение обычно используется в таких устройствах, как рисоварки, где уровень мощности низкий, а инвертор расположен рядом с нагреваемым объектом.
 Основные недостатки последовательного резонансного устройства заключаются в том, что инвертор должен проводить тот же ток, что и рабочая катушка. В дополнение к этому повышение напряжения из-за последовательного резонанса может стать очень заметным, если в рабочей катушке нет детали значительного размера для демпфирования цепи. Это не проблема в таких приложениях, как рисоварки, где заготовкой всегда является одна и та же посуда для приготовления пищи, и ее свойства хорошо известны во время проектирования системы.
Основные недостатки последовательного резонансного устройства заключаются в том, что инвертор должен проводить тот же ток, что и рабочая катушка. В дополнение к этому повышение напряжения из-за последовательного резонанса может стать очень заметным, если в рабочей катушке нет детали значительного размера для демпфирования цепи. Это не проблема в таких приложениях, как рисоварки, где заготовкой всегда является одна и та же посуда для приготовления пищи, и ее свойства хорошо известны во время проектирования системы.Резервуарные конденсаторы обычно рассчитаны на высокое напряжение из-за повышения резонансного напряжения в последовательно настроенном резонансном контуре. Он также должен проводить полный ток рабочей катушки, хотя обычно это не проблема в маломощных приложениях.
Параллельная резонансная цепь
Рабочая катушка приводится в резонанс на заданной рабочей частоте с помощью конденсатора, размещенного параллельно с ней. Это приводит к тому, что ток через рабочую катушку становится синусоидальным.
 Параллельный резонанс также увеличивает ток через рабочую катушку, намного превышающий выходной ток инвертора. Инвертор видит синусоидальный ток нагрузки. Однако в этом случае он должен нести только ту часть тока нагрузки, которая фактически выполняет реальную работу. Инвертор не должен проводить полный циркулирующий ток в рабочей катушке. Это очень важно, поскольку коэффициенты мощности в системах индукционного нагрева обычно невелики. Это свойство параллельного резонансного контура позволяет в десятки раз уменьшить ток, который должен поддерживаться инвертором и проводами, соединяющими его с рабочей катушкой. Потери проводимости обычно пропорциональны квадрату тока, поэтому десятикратное снижение тока нагрузки представляет собой значительную экономию потерь проводимости в инверторе и связанной с ним проводке. Это означает, что рабочая катушка может быть размещена в удаленном от инвертора месте без значительных потерь в питающих проводах.
Параллельный резонанс также увеличивает ток через рабочую катушку, намного превышающий выходной ток инвертора. Инвертор видит синусоидальный ток нагрузки. Однако в этом случае он должен нести только ту часть тока нагрузки, которая фактически выполняет реальную работу. Инвертор не должен проводить полный циркулирующий ток в рабочей катушке. Это очень важно, поскольку коэффициенты мощности в системах индукционного нагрева обычно невелики. Это свойство параллельного резонансного контура позволяет в десятки раз уменьшить ток, который должен поддерживаться инвертором и проводами, соединяющими его с рабочей катушкой. Потери проводимости обычно пропорциональны квадрату тока, поэтому десятикратное снижение тока нагрузки представляет собой значительную экономию потерь проводимости в инверторе и связанной с ним проводке. Это означает, что рабочая катушка может быть размещена в удаленном от инвертора месте без значительных потерь в питающих проводах.Рабочие катушки, использующие эту технику, часто состоят всего из нескольких витков толстого медного проводника, но с протекающими большими токами в сотни или тысячи ампер.
 (Это необходимо, чтобы получить необходимые ампер-обороты для индукционного нагрева.) Водяное охлаждение является общим для всех систем, кроме самых маленьких. Это необходимо для отвода избыточного тепла, выделяемого при прохождении большого высокочастотного тока через рабочую катушку и связанный с ней накопительный конденсатор.
(Это необходимо, чтобы получить необходимые ампер-обороты для индукционного нагрева.) Водяное охлаждение является общим для всех систем, кроме самых маленьких. Это необходимо для отвода избыточного тепла, выделяемого при прохождении большого высокочастотного тока через рабочую катушку и связанный с ней накопительный конденсатор.В схеме параллельного резонансного резервуара рабочая катушка может рассматриваться как индуктивная нагрузка с подключенным к ней конденсатором для коррекции коэффициента мощности. Конденсатор PFC обеспечивает поток реактивного тока, равный и противоположный большому индуктивному току, потребляемому рабочей катушкой. Главное, что нужно помнить, это то, что этот огромный ток локализован в рабочей катушке и ее конденсаторе и просто представляет собой реактивную мощность, колеблющуюся туда-сюда между ними. Поэтому единственный реальный ток, протекающий от инвертора, — это относительно небольшая величина, необходимая для преодоления потерь в конденсаторе «PFC» и рабочей катушке.
 В этой цепи резервуара всегда есть некоторые потери из-за диэлектрических потерь в конденсаторе и скин-эффекта, вызывающих резистивные потери в конденсаторе и рабочей катушке. Поэтому от инвертора всегда отводится небольшой ток даже при отсутствии обрабатываемой детали. Когда деталь с потерями вставляется в рабочую катушку, это демпфирует параллельный резонансный контур, вводя дополнительные потери в систему. Поэтому ток, потребляемый параллельным контуром резонансного резервуара, увеличивается, когда в катушку вводится заготовка.
В этой цепи резервуара всегда есть некоторые потери из-за диэлектрических потерь в конденсаторе и скин-эффекта, вызывающих резистивные потери в конденсаторе и рабочей катушке. Поэтому от инвертора всегда отводится небольшой ток даже при отсутствии обрабатываемой детали. Когда деталь с потерями вставляется в рабочую катушку, это демпфирует параллельный резонансный контур, вводя дополнительные потери в систему. Поэтому ток, потребляемый параллельным контуром резонансного резервуара, увеличивается, когда в катушку вводится заготовка.Согласование импеданса
Или просто «Согласование». Это относится к электронике, которая находится между источником высокочастотной мощности и рабочей катушкой, которую мы используем для нагрева. Чтобы нагреть твердый кусок металла с помощью индукционного нагрева, нам нужно вызвать ОГРОМНЫЙ ток, протекающий по поверхности металла. Однако это можно сравнить с инвертором, который генерирует мощность высокой частоты. Инвертор обычно работает лучше (и его конструкция несколько проще), если он работает при достаточно высоком напряжении, но при малом токе.
 (Обычно проблемы возникают в силовой электронике, когда мы пытаемся включать и выключать большие токи за очень короткое время.) Увеличение напряжения и уменьшение тока позволяет использовать полевые МОП-транзисторы (или быстрые IGBT) с обычным режимом переключения. Сравнительно низкие токи делают инвертор менее чувствительным к проблемам компоновки и паразитной индуктивности. Работа согласующей сети и самой рабочей катушки заключается в преобразовании высокого напряжения/малотока от инвертора в низковольтный/сильный ток, необходимый для эффективного нагрева заготовки.
(Обычно проблемы возникают в силовой электронике, когда мы пытаемся включать и выключать большие токи за очень короткое время.) Увеличение напряжения и уменьшение тока позволяет использовать полевые МОП-транзисторы (или быстрые IGBT) с обычным режимом переключения. Сравнительно низкие токи делают инвертор менее чувствительным к проблемам компоновки и паразитной индуктивности. Работа согласующей сети и самой рабочей катушки заключается в преобразовании высокого напряжения/малотока от инвертора в низковольтный/сильный ток, необходимый для эффективного нагрева заготовки.Мы можем думать о контуре резервуара, включающем рабочую катушку (Lw) и его конденсатор (Cw), как о параллельном резонансном контуре.
Имеет сопротивление (R) из-за того, что заготовка с потерями соединена с рабочей катушкой из-за магнитной связи между двумя проводниками.
См. схему напротив.
На практике сопротивление рабочей катушки, сопротивление накопительного конденсатора и отраженное сопротивление детали вносят потери в колебательную цепь и гасят резонанс.
 Поэтому полезно объединить все эти потери в одно «сопротивление потерям». В случае параллельного резонансного контура это сопротивление потерь проявляется непосредственно в колебательном контуре в нашей модели. Это сопротивление представляет собой единственный компонент, который может потреблять реальную мощность, и поэтому мы можем думать об этом сопротивлении потерь как о нагрузке, на которую мы пытаемся эффективно направить мощность.
Поэтому полезно объединить все эти потери в одно «сопротивление потерям». В случае параллельного резонансного контура это сопротивление потерь проявляется непосредственно в колебательном контуре в нашей модели. Это сопротивление представляет собой единственный компонент, который может потреблять реальную мощность, и поэтому мы можем думать об этом сопротивлении потерь как о нагрузке, на которую мы пытаемся эффективно направить мощность.При работе в резонансе ток, потребляемый накопительным конденсатором и рабочей катушкой, равен по величине и противоположен по фазе и, следовательно, компенсирует друг друга, если речь идет об источнике питания. Это означает, что единственной нагрузкой, воспринимаемой источником питания на резонансной частоте, является сопротивление потерь в цепи резервуара. (Обратите внимание, что при возбуждении по обе стороны от резонансной частоты в токе появляется дополнительная «несинфазная» составляющая, вызванная неполной компенсацией тока рабочей катушки и тока накопительного конденсатора.
 Этот реактивный ток увеличивает общая величина тока, потребляемого от источника, но не способствует какому-либо полезному нагреву заготовки.)
Этот реактивный ток увеличивает общая величина тока, потребляемого от источника, но не способствует какому-либо полезному нагреву заготовки.) Задача согласующей цепи состоит в том, чтобы просто преобразовать это относительно большое сопротивление потерь в цепи резервуара до более низкого значения, которое лучше подходит для инвертора, пытающегося управлять им. Существует множество различных способов добиться этого преобразования импеданса, включая отвод от рабочей катушки, использование ферритового трансформатора, емкостного делителя вместо накопительного конденсатора или согласующей схемы, такой как L-образная схема.
В случае сети с L-образным соответствием можно преобразовать относительно высокое сопротивление нагрузки цепи резервуара до значения около 10 Ом, что лучше подходит для инвертора. Эта цифра типична для того, чтобы инвертор работал от нескольких сотен вольт, сохраняя при этом токи на среднем уровне, чтобы можно было использовать стандартные импульсные полевые МОП-транзисторы для выполнения операции переключения.

Сеть L-match состоит из компонентов Lm и Cm, показанных напротив.
Сеть L-match имеет несколько весьма полезных свойств в этом приложении. Катушка индуктивности на входе в L-образную схему представляет собой постепенно увеличивающееся индуктивное сопротивление на всех частотах выше резонансной частоты колебательного контура. Это очень важно, когда рабочая катушка должна питаться от инвертора источника напряжения, который генерирует выходное напряжение прямоугольной формы. Вот объяснение того, почему это так…
Прямоугольное напряжение, генерируемое большинством полумостовых и полномостовых схем, богато высокочастотными гармониками, а также необходимой основной частотой. Прямое подключение такого источника напряжения к параллельному резонансному контуру приведет к протеканию чрезмерных токов на всех гармониках частоты привода! Это связано с тем, что емкостной конденсатор в параллельном резонансном контуре будет иметь все более низкое емкостное сопротивление к возрастающим частотам.
 Это потенциально очень опасно для инвертора источника напряжения. Это приводит к большим всплескам тока на переходах переключения, поскольку инвертор пытается быстро зарядить и разрядить накопительный конденсатор на нарастающих и спадающих фронтах прямоугольной волны. Включение сети L-match между инвертором и контуром бака снимает эту проблему. Теперь на выходе инвертора сначала наблюдается индуктивное сопротивление Lm в согласующей цепи, а все гармоники формы сигнала возбуждения видят постепенно возрастающий индуктивный импеданс. Это означает, что максимальный ток течет только на заданной частоте, а ток гармоник небольшой, что превращает ток нагрузки инвертора в плавную форму волны.
Это потенциально очень опасно для инвертора источника напряжения. Это приводит к большим всплескам тока на переходах переключения, поскольку инвертор пытается быстро зарядить и разрядить накопительный конденсатор на нарастающих и спадающих фронтах прямоугольной волны. Включение сети L-match между инвертором и контуром бака снимает эту проблему. Теперь на выходе инвертора сначала наблюдается индуктивное сопротивление Lm в согласующей цепи, а все гармоники формы сигнала возбуждения видят постепенно возрастающий индуктивный импеданс. Это означает, что максимальный ток течет только на заданной частоте, а ток гармоник небольшой, что превращает ток нагрузки инвертора в плавную форму волны.Наконец, при правильной настройке сеть L-match способна обеспечить небольшую индуктивную нагрузку на инвертор. Этот слегка отстающий ток нагрузки инвертора может облегчить переключение при нулевом напряжении (ZVS) полевых МОП-транзисторов в инверторном мосту. Это значительно снижает потери при включении из-за выходной емкости полевых МОП-транзисторов, работающих при высоких напряжениях.
 Общий результат — меньший нагрев полупроводников и увеличение срока службы.
Общий результат — меньший нагрев полупроводников и увеличение срока службы.Таким образом, включение L-образной схемы между инвертором и параллельной резонансной схемой позволяет достичь двух целей.
- Согласование импеданса, чтобы от инвертора к заготовке могла подаваться необходимая мощность.
- Представление возрастающего индуктивного сопротивления высокочастотным гармоникам для обеспечения безопасности инвертора.
Глядя на предыдущую схему выше, мы видим, что конденсатор в согласующей цепи (Cm) и накопительный конденсатор (Cw) включены параллельно. На практике обе эти функции обычно выполняются одним силовым конденсатором специальной конструкции. Большую часть его емкости можно представить как находящуюся в параллельном резонансе с рабочей катушкой, а небольшая ее часть обеспечивает согласование импеданса с согласующей катушкой индуктивности (Lm). Объединение этих двух емкостей в одну приводит нас к модели LCLR для расположение рабочей катушки, которое обычно используется в промышленности для индукционного нагрева.

Рабочая катушка LCLR
Эта схема инвертора включает рабочую катушку и L-согласующую цепь в параллельную резонансную цепь. Согласующая цепь используется для того, чтобы цепь бака выглядела как более подходящая нагрузка для инвертора, и ее вывод обсуждается в разделе выше.
Рабочая катушка LCLR обладает рядом преимуществ:
- В рабочей катушке протекает огромный ток, но инвертор должен подавать лишь небольшой ток. Большой циркулирующий ток ограничивается рабочей катушкой и ее параллельным конденсатором, которые обычно расположены очень близко друг к другу.
- По линии передачи от инвертора к контуру резервуара протекает сравнительно небольшой ток, поэтому можно использовать более легкий кабель.
- Любая паразитная индуктивность линии передачи просто становится частью индуктивности согласующей сети (Лм). Поэтому тепловая станция может располагаться вдали от инвертора.

- Инвертор воспринимает синусоидальный ток нагрузки, поэтому он может использовать ZCS или ZVS для снижения коммутационных потерь и, следовательно, для охлаждения.
- Серийный согласующий индуктор может быть изменен для соответствия различным нагрузкам внутри рабочей катушки.
- Цепь бака может питаться через несколько согласующих катушек индуктивности от многих инверторов для достижения уровней мощности выше тех, которые достижимы с одним инвертором. Согласующие катушки индуктивности обеспечивают естественное распределение тока нагрузки между инверторами, а также делают систему устойчивой к некоторым рассогласованиям моментов переключения параллельно включенных инверторов.
Для получения дополнительной информации о поведении резонансной сети LCLR см. новый раздел ниже с пометкой «Частотная характеристика сети LCLR».
Еще одним преимуществом схемы рабочей катушки LCLR является то, что она не требует высокочастотного трансформатора для обеспечения функции согласования импеданса.
 Ферритовые трансформаторы, способные работать с несколькими киловаттами, большие, тяжелые и довольно дорогие. В дополнение к этому трансформатор необходимо охлаждать, чтобы отводить избыточное тепло, выделяемое большими токами, протекающими в его проводниках. Включение сети L-согласования в расположение рабочей катушки LCLR устраняет необходимость в трансформаторе для согласования инвертора с рабочей катушкой, что снижает затраты и упрощает конструкцию. Тем не менее, проектировщик должен учитывать, что между инвертором и входом в рабочую катушку LCLR может потребоваться изолирующий трансформатор 1:1, если необходима гальваническая изоляция от сети питания. Это зависит от того, важна ли изоляция и обеспечивает ли основной блок питания индукционного нагревателя достаточную электрическую изоляцию для выполнения этих требований безопасности.
Ферритовые трансформаторы, способные работать с несколькими киловаттами, большие, тяжелые и довольно дорогие. В дополнение к этому трансформатор необходимо охлаждать, чтобы отводить избыточное тепло, выделяемое большими токами, протекающими в его проводниках. Включение сети L-согласования в расположение рабочей катушки LCLR устраняет необходимость в трансформаторе для согласования инвертора с рабочей катушкой, что снижает затраты и упрощает конструкцию. Тем не менее, проектировщик должен учитывать, что между инвертором и входом в рабочую катушку LCLR может потребоваться изолирующий трансформатор 1:1, если необходима гальваническая изоляция от сети питания. Это зависит от того, важна ли изоляция и обеспечивает ли основной блок питания индукционного нагревателя достаточную электрическую изоляцию для выполнения этих требований безопасности.Концептуальная схема
На приведенной ниже схеме системы показан простейший инвертор, управляющий рабочей катушкой LCLR.

Обратите внимание, что на этой схеме НЕ ПОКАЗАНЫ схема управления затвором MOSFET и управляющая электроника!
Инвертор в этом демонстрационном прототипе представлял собой простой полумост, состоящий из двух полевых МОП-транзисторов MTW14N50, сделанных моим полупроводником (ранее Motorola). Он питается от сглаженного источника постоянного тока с развязывающим конденсатором по шинам для поддержки требований по переменному току. инвертора. Однако следует понимать, что качество и регулировка источника питания для приложений индукционного нагрева не имеют решающего значения. Полноволновая выпрямленная (но несглаженная) сеть может работать так же, как сглаженный и регулируемый постоянный ток, когда речь идет о нагреве металла, но пиковые токи выше при той же средней мощности нагрева. Существует множество аргументов в пользу минимизации размера конденсатора звена постоянного тока. В частности, он улучшает коэффициент мощности тока, потребляемого от сети через выпрямитель, а также минимизирует накопленную энергию в случае неисправности в инверторе.

Конденсатор, блокирующий постоянный ток, используется только для того, чтобы выход постоянного тока полумостового инвертора не вызывал протекания тока через рабочую катушку. Он имеет достаточно большой размер, чтобы не участвовать в согласовании импеданса и не оказывать неблагоприятного воздействия на работу рабочей катушки LCLR.
В конструкциях высокой мощности обычно используется полный мост (H-мост) из 4 или более коммутационных устройств. В таких конструкциях согласующая индуктивность обычно делится поровну между двумя ветвями моста, чтобы формы сигналов управляющего напряжения были сбалансированы по отношению к земле. Конденсатор, блокирующий постоянный ток, также может быть устранен, если используется управление режимом тока, чтобы гарантировать, что чистый постоянный ток не течет между ветвями моста. (Если обеими ветвями H-моста можно управлять независимо, тогда есть возможность управления пропускной способностью с помощью управления фазовым сдвигом. Дополнительные сведения см.
 в пункте 6 в разделе «Методы управления мощностью» ниже.)
в пункте 6 в разделе «Методы управления мощностью» ниже.)При еще более высоких мощностях можно использовать несколько отдельных инверторов, эффективно соединенных параллельно, для удовлетворения высоких требований к току нагрузки. Однако отдельные инверторы не соединены напрямую параллельно на выходных клеммах своих H-мостов. Каждый из распределенных инверторов подключен к удаленной рабочей катушке через собственную пару согласующих катушек индуктивности, которые обеспечивают равномерное распределение общей нагрузки между всеми инверторами.
Эти согласующие катушки индуктивности также обеспечивают ряд дополнительных преимуществ при таком параллельном подключении инверторов. Во-первых, импеданс МЕЖДУ любыми двумя выходами инвертора равен удвоенному значению соответствующей индуктивности. Этот индуктивный импеданс ограничивает ток между включенными инверторами, если их моменты переключения не полностью синхронизированы.
Во-вторых, такое же индуктивное сопротивление между инверторами ограничивает скорость, с которой увеличивается ток короткого замыкания, если один из инверторов выходит из строя, что потенциально исключает отказ других устройств. Наконец, поскольку все распределенные инверторы уже подключены через катушки индуктивности, любая дополнительная индуктивность между инверторами просто добавляет к этому импедансу и лишь немного ухудшает распределение тока. Поэтому распределенные инверторы для индукционного нагрева не обязательно должны располагаться физически близко друг к другу. Если в конструкцию включены изолирующие трансформаторы, то они даже не должны работать от одного и того же источника питания!Отказоустойчивость
Конструкция рабочей катушки LCLR очень хорошо себя ведет при различных возможных неисправностях.
- Рабочая катушка с открытым контуром.
- Короткое замыкание рабочей катушки (или накопительного конденсатора).
- Короткое замыкание витка рабочей катушки.
- Конденсатор бака разомкнутой цепи.
Все эти отказы приводят к увеличению импеданса инвертора и, следовательно, к соответствующему падению тока, потребляемого инвертором. Автор лично использовал отвертку для короткого замыкания между витками рабочей катушки с током в несколько сотен ампер. Несмотря на то, что в месте приложенного короткого замыкания летят искры, нагрузка на инвертор снижается, и система легко переносит это обращение.
Худшее, что может случиться, это расстройка контура бака, так что его собственная резонансная частота окажется чуть выше рабочей частоты инвертора. Поскольку частота привода все еще близка к резонансу, через инвертор все еще протекает значительный ток. Но из-за расстройки коэффициент мощности снижается, и инвертор по току нагрузки начинает опережать напряжение. Эта ситуация нежелательна, потому что ток нагрузки, воспринимаемый инвертором, меняет направление до изменения приложенного напряжения.
Результатом этого является принудительная коммутация тока между безынерционными диодами и оппозитным МОП-транзистором каждый раз, когда МОП-транзистор включается. Это вызывает принудительное обратное восстановление безынерционных диодов, в то время как они уже проводят значительный прямой ток. Это приводит к большому скачку тока как через диод, так и через оппозитный МОП-транзистор, который включается.Хотя это не проблема для специальных выпрямителей с быстрым восстановлением, это принудительное восстановление может вызвать проблемы, если для обеспечения функции обратного диода используются внутренние диоды MOSFET. Эти большие пики тока по-прежнему представляют собой значительную потерю мощности и угрозу надежности. Однако следует понимать, что надлежащее управление рабочей частотой инвертора должно гарантировать, что он отслеживает резонансную частоту колебательного контура. Следовательно, в идеале не должно возникать условие опережающего коэффициента мощности, и уж точно оно не должно сохраняться в течение какого-либо промежутка времени.
Резонансную частоту следует отследить до ее предела, а затем отключить систему, если она вышла за пределы допустимого частотного диапазона.Методы управления мощностью
Часто желательно контролировать количество энергии, обрабатываемой индукционным нагревателем. Это определяет скорость, с которой тепловая энергия передается заготовке. Установкой мощности индукционного нагревателя этого типа можно управлять несколькими различными способами:
1. Изменение напряжения звена постоянного тока.
Мощность, обрабатываемая инвертором, может быть уменьшена за счет снижения напряжения питания инвертора. Это можно сделать, запустив инвертор от источника постоянного тока переменного напряжения, такого как управляемый выпрямитель, использующий тиристоры для изменения напряжения источника постоянного тока, полученного от сети. Импеданс, подаваемый на инвертор, в значительной степени постоянен при изменении уровня мощности, поэтому пропускная способность инвертора примерно пропорциональна квадрату напряжения питания.
Изменение напряжения в звене постоянного тока позволяет полностью контролировать мощность от 0% до 100%.Однако следует отметить, что точная пропускная способность в киловаттах зависит не только от постоянного напряжения питания инвертора, но и от импеданса нагрузки, который рабочая катушка представляет инвертору через согласующую сеть. Поэтому, если требуется точное регулирование мощности, необходимо измерить фактическую мощность индукционного нагрева, сравнить ее с запрошенной оператором «настройкой мощности» и подать обратно сигнал ошибки для постоянной регулировки напряжения в звене постоянного тока по замкнутому контуру для минимизации ошибки. . Это необходимо для поддержания постоянной мощности, поскольку сопротивление заготовки значительно изменяется при ее нагревании. (Этот аргумент в пользу управления мощностью с обратной связью также применим ко всем нижеследующим методам.)
2. Изменение коэффициента заполнения устройств в инверторе.
Мощность, обрабатываемая инвертором, может быть уменьшена путем уменьшения времени включения переключателей в инверторе.
Питание подается на рабочую катушку только в то время, когда устройства включены. Затем ток нагрузки свободно проходит через диоды корпуса устройства в течение мертвого времени, когда оба устройства выключены. Изменение коэффициента заполнения переключателей позволяет полностью контролировать мощность от 0% до 100%. Однако существенным недостатком этого метода является коммутация больших токов между активными устройствами и их безынерционными диодами. Принудительное обратное восстановление обратных диодов, которое может произойти при значительном уменьшении коэффициента заполнения. По этой причине регулирование коэффициента заполнения обычно не используется в инверторах индукционного нагрева большой мощности.3. Изменение рабочей частоты инвертора.
Мощность, подаваемая инвертором на рабочую катушку, может быть уменьшена путем отстройки инвертора от собственной резонансной частоты контура резервуара, включающего рабочую катушку. По мере того, как рабочая частота инвертора удаляется от резонансной частоты колебательного контура, в колебательном контуре возникает меньше резонансного подъема, и ток в рабочей катушке уменьшается.
Следовательно, в заготовке индуцируется меньший циркулирующий ток, и эффект нагрева уменьшается.Для снижения пропускной способности инвертор обычно расстраивается по высокой стороне собственной резонансной частоты контуров резервуара. Это приводит к тому, что индуктивное сопротивление на входе согласующей цепи становится все более доминирующим по мере увеличения частоты. Поэтому ток, потребляемый от инвертора согласующей сетью, начинает отставать по фазе и уменьшаться по амплитуде. Оба эти фактора способствуют снижению реальной пропускной способности. В дополнение к этому запаздывающий коэффициент мощности гарантирует, что устройства в инверторе по-прежнему включаются с нулевым напряжением на них, и нет проблем с восстановлением диода свободного хода. (Это можно сравнить с ситуацией, которая произошла бы, если бы инвертор был расстроен на нижней стороне резонансной частоты рабочей катушки. ZVS теряется, и диоды обратного хода испытывают принудительное обратное восстановление при значительном токе нагрузки.
)Этот метод управления уровнем мощности путем расстройки очень прост, так как большинство индукционных нагревателей уже контролируют рабочую частоту инвертора, чтобы обслуживать различные детали и рабочие катушки. Недостатком является то, что он обеспечивает только ограниченный диапазон управления, поскольку существует предел скорости переключения силовых полупроводников. Это особенно верно в приложениях с высоким энергопотреблением, где устройства уже могут работать на скоростях, близких к максимальным. Системы большой мощности, использующие этот метод управления мощностью, требуют подробного теплового анализа результатов коммутационных потерь при различных уровнях мощности, чтобы гарантировать, что температура устройств всегда остается в допустимых пределах.
Более подробную информацию об управлении мощностью с помощью расстройки см. в новом разделе ниже, озаглавленном «Частотная характеристика сети LCLR».
4. Варьирование номинала катушки индуктивности в согласующей цепи.
Мощность, подаваемая инвертором на рабочую катушку, может варьироваться путем изменения значения соответствующих компонентов сети. Сеть L-согласования между инвертором и контуром резервуара технически состоит из индуктивной и емкостной частей. Но емкостная часть находится параллельно собственному накопительному конденсатору рабочей катушки, и на практике это обычно одна и та же часть. Поэтому единственная часть согласующей цепи, которую можно настроить, — это индуктор.
Согласующая цепь отвечает за преобразование импеданса нагрузки рабочей катушки в подходящий импеданс нагрузки, который будет управляться инвертором. Изменение индуктивности согласующего индуктора регулирует значение, в которое преобразуется импеданс нагрузки. В общем, уменьшение индуктивности согласующего индуктора приводит к преобразованию импеданса рабочей катушки в более низкий импеданс. Этот более низкий импеданс нагрузки, подаваемый на инвертор, приводит к тому, что от инвертора поступает больше энергии.
И наоборот, увеличение индуктивности согласующей катушки индуктивности приводит к тому, что на инвертор подается более высокий импеданс нагрузки. Эта более легкая нагрузка приводит к меньшему потоку мощности от инвертора к рабочей катушке.Степень регулирования мощности, достижимая путем изменения согласующей катушки индуктивности, умеренная. Также происходит сдвиг резонансной частоты всей системы — это цена, которую приходится платить за объединение емкости L-матча и емкости резервуара в одну единицу. Сеть L-согласования по существу заимствует часть емкости у накопительного конденсатора для выполнения операции согласования, таким образом оставляя накопительную цепь резонировать на более высокой частоте. По этой причине согласующий индуктор обычно фиксируется или регулируется с грубыми шагами в соответствии с предполагаемой нагреваемой деталью, а не предоставляет пользователю полностью регулируемую настройку мощности.
5. Согласующий трансформатор полного сопротивления.
Мощность, подаваемая инвертором на рабочую катушку, может изменяться с грубыми шагами с помощью силового ВЧ-трансформатора с ответвлениями для преобразования импеданса. Хотя основное преимущество схемы LCLR заключается в отказе от громоздкого и дорогого ферритового силового трансформатора, она может учитывать большие изменения параметров системы, не зависящие от частоты. Ферритовый силовой трансформатор также может обеспечивать электрическую изоляцию, а также выполнять функцию преобразования импеданса для установки пропускной способности.
Кроме того, если ферритовый силовой трансформатор размещается между выходом инвертора и входом L-образной схемы, его конструктивные ограничения ослабляются во многих отношениях. Во-первых, размещение трансформатора в таком положении означает, что полное сопротивление обеих обмоток относительно велико. то есть напряжения высоки, а токи сравнительно малы. Для этих условий проще сконструировать обычный силовой ферритовый трансформатор.
Массивный циркулирующий ток в рабочей катушке удерживается от ферритового трансформатора, что значительно снижает проблемы с охлаждением. Во-вторых, несмотря на то, что трансформатор воспринимает выходное напряжение прямоугольной формы от инвертора, его обмотки несут синусоидальные токи. Отсутствие высокочастотных гармоник снижает нагрев трансформатора за счет скин-эффекта и эффекта близости внутри проводников.Наконец, конструкция трансформатора должна быть оптимизирована для обеспечения минимальной межобмоточной емкости и хорошей изоляции за счет увеличения индуктивности рассеяния. Причина этого в том, что любая индуктивность рассеяния трансформатора, расположенного в этом положении, просто добавляется к согласующей индуктивности на входе схемы L-согласования. Следовательно, индуктивность рассеяния в трансформаторе не так вредна для производительности, как межобмоточная емкость.
6. Управление фазовым сдвигом Н-моста.
Когда рабочая катушка приводится в действие полномостовым (Н-мостовым) инвертором с питанием от напряжения, существует еще один метод достижения контроля мощности.
Если моментами переключения обеих ветвей моста можно управлять независимо, это открывает возможность управления пропускной способностью путем регулировки фазового сдвига между двумя ветвями моста.Когда обе ветви моста переключаются точно по фазе, они оба выдают одинаковое напряжение. Это означает, что на
9 нет напряжения.0002 Следующий : Теория и примеры резонансной зарядки переменным током, Предыдущий : Индукционный нагрев шесть пучков проводовВыбор подходящего устройства для эффективной индукционной плавки начало 1900-х годов. Сначала появились канальные печи, работающие на частоте сети, а затем многие литейные заводы перешли на более мелкие безтигельные печи, для которых использовался диапазон частот (от средних до высоких). Канальные печи были первоначально разработаны для плавки латуни, но теперь они обычно используются для меди, бронзы, цинка, алюминия и железа. Тигельные печи обычно используются практически для всех металлов.
Канальные печи производят тепло для плавки, используя принцип короткозамкнутого трансформатора с железным сердечником.
Переменный ток проходит через многовитковую первичную катушку, окружающую железный сердечник. Вторичная обмотка представляет собой петлю из расплавленного металла, окружающую первичную обмотку и ядро. Ток, протекающий через первичную обмотку, индуцирует гораздо больший ток в металлическом контуре, сопротивление которого создает тепло для плавления.Канальные с сердечником — Канальные печи являются наиболее эффективным типом индукционных печей, поскольку их железный сердечник концентрирует магнитный поток в расплавленном контуре, обеспечивая максимальную передачу мощности от первичного контура к вторичному. Эффективность использования энергии может достигать 9от 5 до 98%.
Канальные печи наиболее эффективны для высокопроизводительных операций, требующих: большой пропускной способности металла; непрерывный и многосменный графики литья; несколько изменений сплава; вместимость для сменной плавки, чтобы воспользоваться преимуществами экономии энергии в непиковые периоды; и ограничение потребляемой мощности.
Канальные печи представляют собой экономичный способ хранения большого количества расплавленного металла в течение длительного периода времени, чтобы обеспечить непрерывную поставку готового к разливке металла семь дней в неделю. Плавка может происходить в непиковые периоды потребления энергии в тигельной печи, а затем расплавленный металл может храниться в канальной печи и использоваться для производства в часы пик.Однако в канальной печи необходимо непрерывно поддерживать необходимый контур металла. Если дать замерзнуть, при переплавке необходима крайняя осторожность, потому что петля может разорваться и нарушить цепь. Это может потребовать обширных работ по восстановлению контура или может потребоваться полная разборка печи и повторная футеровка. Следовательно, канальные печи редко допускают к охлаждению, что затрудняет смену сплава, поскольку всегда требуется пятка расплавленного металла.
Еще одним соображением является необходимость поддержания относительно узких плавильных каналов как можно более чистыми.
Шлак может скапливаться на стенках канала, ограничивая свободный поток металла и вызывая перегрев.Рабочие характеристики печи этого типа постоянны, а срок службы огнеупорной футеровки хороший из-за постоянной температуры. В зависимости от расплавляемого металла срок службы футеровки верхнего кожуха может продлиться на несколько лет и на миллионы фунтов расплавленного металла при надлежащем обслуживании. Канальные печи идеально подходят для плавки одного сплава в качестве резервуара для выдержки или в качестве печи для заливки под давлением.
Безтигельная индукционная печь — Индукционная печь без тигля работает на низких, средних и высоких частотах — от 60 до 10 000 циклов в секунду — и не имеет себе равных по гибкости. Он также работает от действия трансформатора, но в этом случае он подобен трансформатору с воздушным сердечником. Первичная катушка индуцирует ток непосредственно в металлической шихте, которая содержится в беспрепятственном тигле или огнеупорной футеровке.
Нет внутреннего плавильного контура или канала. Первичная обмотка представляет собой медный змеевик с водяным охлаждением, окружающий снаружи тигель или огнеупорную футеровку.Печь без тигельного стержня можно запустить в холодном состоянии, и обычно она выливается пустой. Это значительно упрощает смену сплава и дает возможность отключаться по желанию.
Футеровки тигельных печей могут быть такими же прочными, как футеровки стержневых печей, в тех случаях, когда расплав поддерживается 24 часа в сутки. Однако из-за изменений сплава или контроля анализа периодическая плавка является обычной практикой, а повторяющийся нагрев и охлаждение приводят к сокращению срока службы футеровки. С другой стороны, эти накладки значительно дешевле и их можно быстро заменить.
Поскольку в стержневых печах нет флюсоконцентрирующего сердечника, эффективность стержневых печей обычно ниже, чем у стержневых печей. Нормальный КПД составляет примерно 75%. Печи без тигельного стержня меньшего размера предназначены для работы на более высоких частотах, чтобы поддерживать хорошую эффективность и надлежащее перемешивание.
Частота и размер — Всегда существует идеальное соотношение между размером тигельной печи и ее рабочей частотой. Как правило, небольшая печь дает наилучшие результаты на высоких частотах, а большая печь лучше всего работает на низких частотах. Существуют оптимальные диапазоны частот, которые лучше всего подходят для определенных печей, обеспечивающих хорошее, быстрое плавление с легким перемешиванием. Слишком высокие или слишком низкие частоты сопровождаются нежелательными побочными эффектами.
Когда печь работает на частоте ниже идеальной, результатом может быть сильное перемешивание, которое может привести к включениям шлака и огнеупорных частиц, а также к газовыделению. Потери металла могут быть чрезмерными из-за избыточной площади поверхности расплава и окисления летучих веществ, что затрудняет запуск, и поэтому может потребоваться загрузка с большей осторожностью. Кроме того, некоторые типы металлолома нельзя использовать для запуска.
Во многих случаях наиболее важным фактом является то, что срок службы футеровки может быть уменьшен при использовании слишком низкой частоты.
С другой стороны, если для размера печи выбрана слишком высокая частота, может наблюдаться полное отсутствие перемешивания, неравномерный нагрев по всей шихте, чрезмерные температуры боковых стенок и трудности с получением однородных расплавов.Опыт перемешивания, накопленный за последние несколько лет, имеет решающее значение для литейной промышленности и тех, кто хочет получить высокую удельную мощность. Большая часть исследований по размерам и частоте печей была обобщена в легко читаемой таблице, которая очень часто используется для определения правильного размера оборудования для индукционной плавки.
Дополнительные преимущества — Многие предприятия черной и цветной металлургии не решаются использовать стружку из-за возможного загрязнения расплава и, как следствие, плохого качества из-за присутствия газа в расплаве. При индукционной плавке из-за постоянной температуры и отличного перемешивания часто можно успешно использовать стружку и добиться значительной экономии.
Один литейный цех цветных металлов выплавляет 300 фунтов. латунной стружки на плавку. Каждая зарядка чипсов представляет собой значительную экономию. Директор завода говорит, что теперь он собирает только маленькое ведро шлака и шлака от семи последовательных плавок, в отличие от полного барабана, который он собирал до того, как установил индукционную плавильную печь. Другой литейный завод сообщил о двухнедельном производстве 75 000 фунтов. образовалось всего полбочки шлака и окалины.
Использование стружки и других форм металлического лома в индукционной плавке быстро растет, что, возможно, вызвано тенденцией к более эффективной обработке и классификации лома. Важным фактором является то, что отдельные куски холодной шихты должны иметь однородный состав.
Сталелитейные заводы — Производители отливок из стали и нержавеющей стали должны вкладывать значительные средства в плавильное оборудование, но тщательный выбор такого оборудования может обеспечить значительную экономию.
Индукционное плавильное оборудование обычно требует относительно высокого качества плавильного скрапа, но эти дополнительные затраты для литейного производства легированной стали обычно менее важны, чем для литейного производства цветных металлов. Это зависит от сплава и продажной цены изделия. Если литейный завод производит в основном отливки из углеродистой стали или низколегированных сплавов, стоимость лома более высокого качества может быть значительной.
Контроль температуры и плавка — Контроль температуры с помощью индукционной плавки осуществляется точно и быстро. Подача непрямого питания всего на минуту или две повысит температуру на 100°F. Маловероятно, что улавливание углерода выйдет из-под контроля, что уменьшит количество анализов расплава.
Перемешивание в индукционной печи подходящего размера позволяет получить однородный расплав без газовыделения, огнеупорных включений или потери сплава. Время плавления может и должно быть чрезвычайно быстрым.
Типичное рекомендуемое время плавки железа следующее: 300-500 фунтов. примерно через 22 минуты; 750 фунтов примерно через 27 минут; 1000 фунтов примерно через 36 минут. Как правило, стоит избегать времени плавки, превышающего 1 час, для любого расплава менее 4000 фунтов. Для более крупных печей вы можете обратиться к поставщику индукционного оборудования, чтобы узнать наиболее точное время плавки, поскольку оно может варьироваться в зависимости от сплавов и размеров печи.Майкл Фэнц-Хустер — региональный менеджер Inductotherm Corp. Свяжитесь с ним по адресу [email protected] или посетите сайт www.inductotherm.com
Что такое индукция? — Корпорация Индуктотерм
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
Для типичного инженера индукционный метод нагревания — увлекательный.
Те, кто не знаком с индукционным нагревом, могут удивиться тому, как кусок металла в змеевике за считанные секунды становится вишнево-красным . Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции индукционного нагрева просты для понимания.Основы
Открытая Майклом Фарадеем индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля совершать работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток частотой 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток частотой 400 кГц заставит магнитное поле переключаться 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, создаваемое переменным током), в заготовке индуцируется напряжение (закон Фарадея). Наведенное напряжение приведет к потоку электронов: ток! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движению электронов будет оказываться некоторое сопротивление. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла при протекании через них тока, но, безусловно, можно нагреть материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление имеет решающее значение для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем индукционный нагрев отличается от других методов нагрева?
Существует несколько способов нагрева объекта без индукции.
Некоторые из наиболее распространенных промышленных методов включают газовые печи, электрические печи и соляные ванны. Все эти методы основаны на передаче тепла продукту от источника тепла (горелка, нагревательный элемент, жидкая соль) посредством конвекции и излучения. Как только поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.Продукты с индукционным нагревом не полагаются на конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта потоком тока. Затем тепло от поверхности продукта передается через продукт с теплопроводностью. Глубина, на которую генерируется тепло напрямую с помощью индуцированного тока, зависит от того, что называется эталонной электрической глубиной .
Электрическая эталонная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток более высокой частоты приведет к меньшей электрической эталонной глубине , а ток более низкой частоты приведет к более глубокой электрической эталонной глубине .
Электрическая эталонная диаграмма глубины высоких и низких частот Эта глубина также зависит от электрических и магнитных свойств заготовки.Компании группы Inductotherm используют преимущества этих физических и электрических явлений для настройки решений по нагреву для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии катушки позволяет компаниям группы Inductotherm разрабатывать оборудование с высоким уровнем контроля процесса и надежности независимо от области применения.
Индукционная плавка
Для многих процессов плавка является первым этапом производства полезного продукта; индукционная плавка быстрая и эффективная. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут вмещать загрузку, размер которой варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.
Индукционное оборудование разрабатывается индивидуально для каждого применения, чтобы обеспечить его максимальную эффективность.Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также приводит в движение ванну. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь и способствуя сплавлению. Интенсивность перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом/количеством металла в печи. Величину индукционного перемешивания в любой данной печи можно регулировать для специальных применений, если это необходимо.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки с помощью огнеупора или другого непроводящего материала.
Магнитное поле будет проходить через этот материал, вызывая напряжение в нагрузке, содержащейся внутри. Это означает, что загрузку или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно контролируется независимо от размера партии. Изменение тока, напряжения и частоты с помощью индукционной катушки приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как цементация, закалка и отпуск, отжиг и другие формы термообработки. Высокий уровень точности имеет важное значение для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, оптоволокно, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений металлов, таких как титан, драгоценные металлы и современные композиты.
Точное управление нагревом, доступное с индукцией, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев можно проводить в атмосфере для непрерывного применения. Например, светлый отжиг труб из нержавеющей стали.Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием тока высокой частоты (ВЧ), возможна даже сварка. В этом приложении очень маленькие электрические опорные глубины , которые могут быть достигнуты с помощью ВЧ-тока. В этом случае полоса металла формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственной целью которых является сжатие краев сформированной полосы вместе и создание сварного шва. Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз вдоль геометрического «клина», образованного краями полосы, а не только снаружи образовавшегося канала.
При протекании тока по краям полосы они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, в результате чего получается кузнечный сварной шов в твердом состоянии.Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и потребности в расширении возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и проектировщикам будущего быстрый, эффективный и точный метод нагрева.
Высокочастотная индукционная печь Последние научные статьи
ВСЕГО ДОКУМЕНТОВ
36
(ПЯТЬ ЛЕТ 3)
H-ИНДЕКС
5
1 9 ЛЕТ (F) 9 ЛЕТ0006Сравнительное исследование процесса плавки алюминиевой и стальной шихты в высокочастотной индукционной печи
А Ягэр ◽
Г Н Попа ◽
C M Диниш
Сравнительное исследование ◽
Высокая частота ◽
Индукционная печь ◽
Процесс плавки ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Экспериментальный анализ высокочастотной индукционной печи и ее влияние на качество электроэнергии
Анжела Ягар ◽
Габриэль Н.
Попа
◽ Корина М. Динис
Качество электроэнергии ◽
Экспериментальный анализ ◽
Высокая частота ◽
Индукционная печь ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Взаимодействие между огнеупорным материалом MgO-SiO2 и сплавом Fe-Al
Абдулазиз Аль-Хусейн ◽
Петр Р. Шеллер ◽
Вэнь Ян
Огнеупорный материал ◽
Скорость реакции ◽
Уровень интерфейса ◽
Аль сплав ◽
Отдельные частицы ◽
Слой шпинели ◽
Восстановление железа ◽
Шаг контроля скорости ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Исследовано взаимодействие расплавленного сплава Fe-Al, содержащего 5,1 мас.% алюминия, с огнеупором на основе MgO-SiO2. В высокочастотной индукционной печи при 1550 °С огнеупорные образцы погружали в жидкий сплав на 1 мин, 2 мин, 10 мин, 20 мин, 30 мин и 60 мин.
Сканирующий электронный микроскоп был использован для исследования фаз на границе раздела и включений в сплаве Fe-Al. Фаза форстерита в огнеупорах трансформировалась в шпинель MgO·Al2O3 за счет восстановления оксида железа и кремнезема в форстерите алюминием в сплаве Fe-Al на границе раздела. Пограничный слой локально отделялся от тугоплавкого материала и образовывал кластеры и одиночные частицы в сплаве Fe-Al. С точки зрения скорости реакции разрушение огнеупорного материала увеличивало площадь реакции, но мешало увеличению толщины слоя шпинели. Скорость растворения кремнезема в расплавленном сплаве уменьшалась с увеличением времени реакции из-за замедления транспорта алюминия, диффундирующего через увеличивающийся слой шпинели, который стал этапом, контролирующим скорость.Экспериментальное исследование сегрегации первичного кремния из заэвтектических расплавов Al-Si при электромагнитно-направленном кристаллизации
Хай Ян Сюэ ◽
Го Цян Lv ◽
Вэнь Хуэй Ма ◽
Си Ян ◽
Дао Тонг Чен ◽
.
..Направленное затвердевание ◽
Поперечные сечения ◽
Индукционная печь ◽
Эффективность разделения ◽
Первичный кремний ◽
Механизм разделения ◽
Кремний солнечного качества ◽
Модель механизма ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Кремний солнечного качества и модифицированные сплавы Al-Si широко используются в мире. Ожидается, что эти два предпочтительных материала будут получены путем электромагнитного направленного отверждения заэвтектических расплавов Al-Si. Сегрегация заэвтектического сплава Al-Si возможна в отношении процесса подъема или опускания при электромагнитном направленном затвердевании. Для изучения эффективности сегрегации были проведены эксперименты в высокочастотной индукционной печи с различными условиями вытягивания заэвтектических расплавов Al-Si. Результаты показывают, что эффективность сегрегации при опускании выше, чем при подтягивании; более медленная скорость опускания приводит к более высокой эффективности сегрегации при электромагнитном направленном отверждении; увеличение градиента температуры может повысить эффективность разделения.
Также предложена модель механизма разделения, ответственного за формирование распределения первичного кремния в сечениях. Желание предоставить теоретическую основу для большей эффективности сегрегации заэвтектических расплавов Al-Si.[email protected] нанопроволоки: синтез, катодолюминесценция и SERS-отклик
Чунлей Пан ◽
Хао Цуй ◽
Чэнсин Ван
Высокая частота ◽
Индукционная печь ◽
Термическое испарение ◽
медный субстрат ◽
Нанопровода Sio2 ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
[защищенные электронной почтой] нанопроволоки были изготовлены на подложке из меди путем простого термического испарения SiO в высокочастотной индукционной печи.
Применение индукционного нагрева для борирования
Ёситака Ивабучи ◽
Исао Кобаяши
Индукционный нагрев ◽
Индукционная печь ◽
Содержание хрома ◽
Толстый слой ◽
Боридный слой ◽
Процесс нагрева ◽
Метод погружения ◽
Процесс растачивания ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Недавно разработанный процесс борирования, который выполнялся путем нагревания металла в высокочастотной индукционной печи с последующим расплавлением соли, состоящей из буры, карборунда и карбида кремния, был применен к нескольким видам сталей, чтобы найти его свойства.
Проведено исследование влияния химического состава сталей и солей на свойства боридного слоя. Толстый слой был получен при использовании соли, содержащей карборунд. Повышение содержания хрома в сталях тормозило борирование, в результате чего игольчатый боридный слой сменился гладким. Процесс индукционного нагрева предлагает более толстый слой борида, чем традиционный метод погружения.Характеристики пенообразования пены из сплава Al-Mg
Санг Юл Ким ◽
Ён Су Ум ◽
Бо Ён Хур
Размер ячейки ◽
Высокоскоростной ◽
Индукционная печь ◽
магниевый сплав ◽
пенообразователь ◽
Равномерная дисперсия ◽
Однородная ячейка ◽
Удельная температура ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Пена из сплава Al-Mg, используемая в этом исследовании, была приготовлена, а сплав Al-Mg был расплавлен с использованием высокочастотной индукционной печи.
К расплавленному сплаву Al-Mg при определенной температуре добавляли загуститель и пенообразователь, который перемешивали. Для равномерного распределения загустителя и пенообразователя крыльчатку вращали с высокой скоростью порядка 400-1000 об/мин. При оставлении в печи на определенное время после равномерного диспергирования пенообразователя из пенообразователя и размера ячеек и распределения внутри образовался газ. Мы определили структуру пенопласта из сплава Al-Mg с помощью КТ (компьютерной томографии). Структура пены из сплава Al-Mg имеет однородный размер ячеек в нижней части, больший размер ячеек в середине и ячейку слияния в верхней части. Для предотвращения этого явления контролировали вязкость и поверхностное натяжение расплава сплава Al-Mg.Влияние размера частиц на извлечение металлических компонентов из окисленных ПХБ в высокочастотной индукционной печи
Джэ Чун Ли ◽
Джин Ки Чжон ◽
Ый-Хюк Квон ◽
Сон Хван Чан ◽
Дж.
В. ХанРазмер частицы ◽
Высокая частота ◽
Индукционная печь ◽
Влияние размера частиц ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Влияние размера частиц на извлечение металлических компонентов из окисленных ПХБ в высокочастотной индукционной печи
Джэ Чун Ли ◽
Джин Ки Чжон ◽
Ый-Хюк Квон ◽
Сон Хван Чан ◽
Чон Ван Хан
Высокая частота ◽
Печатная плата ◽
Индукционная печь ◽
Сложная смесь ◽
Шлаковая система ◽
Точка зрения ◽
Печатная плата ◽
Пластиковые материалы ◽
Высокочастотная индукционная печь ◽
Высокочастотная индукция
Общеизвестно, что PCB (печатная плата) представляет собой сложную смесь различных металлов, смешанных с различными видами пластика и керамики. Соответственно, очень важно извлекать металлические компоненты из использованных печатных плат с точки зрения переработки использованных ресурсов, а также защиты окружающей среды.
В этом исследовании изучался высокотемпературный пирометаллургический процесс для извлечения ценных металлических компонентов из использованных ПХБ. Для этого использованные ПХБ измельчали и окисляли для удаления пластиковых материалов, а затем использовали высокочастотную индукционную печь для плавления и отделения металлических компонентов в расплавленном состоянии от оставшихся оксидов. После окисления использованной ПХБ, 30,6 мас.% SiO2, 190,3 % по массе Al2O3 и 14 % по массе CaO были проанализированы как основные оксиды, после чего был выбран типичный состав 32 % по массе SiO2-20 % по массе Al2O3-38 % по массе CaO — 10 % по массе MgO в качестве основной шлаковой системы для разделения металлических компонентов. , чтобы понять влияние размера на извлечение металлических компонентов, окисленные ПХД были дополнительно измельчены, а затем расплавлены. В результате было установлено, что размер окисленных ПХБ должен быть менее 0,9 мм для получения однородного жидкого шлака и повторного использования металлических компонентов в течение 95%.