Однофазный сварочный аппарат-выпрямитель
Авторы патента:
Технический результат полезной модели -Однофазного сварочного аппарата-выпрямителя — данные технические решения позволяют за счет наличия резистора получить крутопадающую характеристику, дуга может гореть на расстоянии до 40 мм от изделия. Наличие дросселя уменьшает броски тока, а также уменьшает пульсации. Также это приводит к уменьшению разбрызгивания электродного материала, при этом, при регулировке тока напряжение холостого хода на выходе устройства не изменяется. Блок управления обеспечивает плавное, линейное, глубокое управление, что позволяет установить любой желаемый ток. Устройство соответствует требованиям предъявляемым к сварочным аппаратам, предназначенным для сварки покрытыми электродами и позволяет производить сварку нержавеющими электродами от 2 мм и более.
Требования предъявляемые ГОСом для ручной дуговой сварки и именно этим требованиям соответствует мое устройство:
1. Наличие крутопадающей характеристики.
Наличие крутопадающей характеристики.
2. Наличие плавной регулировки тока.
3. Изменение выходного напряжения возможно меньшее.
К. сведению: Госгортехнадзор разрешает производить эл.дуговую сварку ответственных металлоконструкций только покрытыми электродами.
Однофазный сварочный аппарат Ru 2095212 не является моим прототипом, поскольку в нем применены в качестве выпрямителей мосты. Как известно, падение напряжения на вентилях мостового выпрямителя больше, чем у двухполупериодного со средним выводом (точкой). Я испытал это, когда в I987 г. подключил мост к сварочному аппарату, то даже дуга не зажигалась. Я за свою жизнь не видел однофазных сварочных аппаратов с мостовыми выпрямителями. Один мой знакомый изготавливает и продает на рынке сварочные аппараты. Все они представляют из себя однофазные сварочные аппараты с выпрямителем в виде однофазного двухполупериодного со средним выводом (точкой), ток регулируется сопротивлением. Если предположить, что Ru 2095212 работоспособно, тогда в нем не будет крутопадающей характеристики и высокая стабильность горения дуги невозможна. А также на основании своего опыта могу сообщить, что алгебраическое сложение токов выгоднее производить дросселем. А раз этого нет, то в устройстве будет иметь место высокое разбрызгивание сварочного материала.
А также на основании своего опыта могу сообщить, что алгебраическое сложение токов выгоднее производить дросселем. А раз этого нет, то в устройстве будет иметь место высокое разбрызгивание сварочного материала.
На схеме фиг 1, не проставлены действующие напряжения, тип диодов и тиристоров, которые применены. Нет схемы блока управления, тогда как это имеет большое значение. Блок управления должен обеспечивать плавное, линейное и возможно глубокое управление иначе на практике будет невозможно установить нужный сварочный ток. Данное устройство производит впечатление чисто теоретического. А как известно, теория и практика не одно и тоже. Например, мост обозначенный цифрой 5 два мощных диода и два тиристора, один мощный 200 А. диод или тиристор весит 2 кг 260 г на схеме их 4=9 кг, тогда как у меня два мощных тиристора 250 А и два маломощных диода 100 или 50 А. Третья обмотка выполнена с увеличенной индуктивностью рассеивания. Для того, чтобы увеличить индуктивность расссеивания надо удалить третью обмотку от первичной на некоторое расстояние. Например, уТДМ 317У2 для достижения тока 55 А. вторичная обмотка удалена от первичной на расстояние 200 мм (0,2 м),что приводит к увеличению габаритов и как следствию веса. Кроме того в подключенном месте 7, содержится 4 диода, если даже применить 50 А. диоды, вес одного составляет I кг 290 г×4=5,16 кг. К этому надо еще прибавить 4 диода моста 6,ток которого 10 А. это еще I кг. Все эти ухищрения не обеспечивают крутопадающую характеристику, которую может дать активное сопротивление(резистор),которая необходима для устойчивого горения дуги, а сложение токов выгодно осуществлять дросселем. Из всего этого следует, что устройство Ru 2095212 несовместимо с жизнью.
Например, уТДМ 317У2 для достижения тока 55 А. вторичная обмотка удалена от первичной на расстояние 200 мм (0,2 м),что приводит к увеличению габаритов и как следствию веса. Кроме того в подключенном месте 7, содержится 4 диода, если даже применить 50 А. диоды, вес одного составляет I кг 290 г×4=5,16 кг. К этому надо еще прибавить 4 диода моста 6,ток которого 10 А. это еще I кг. Все эти ухищрения не обеспечивают крутопадающую характеристику, которую может дать активное сопротивление(резистор),которая необходима для устойчивого горения дуги, а сложение токов выгодно осуществлять дросселем. Из всего этого следует, что устройство Ru 2095212 несовместимо с жизнью.
Источник питания дуги GR 2075773 А не является моим прототипом. Он имеет другое назначение, т.к. предназначен для питания полуавтомата, а источники питания для полуавтоматов имеют жесткие характеристики в отличие от источников питания для ручной дуговой сварки, имеющих обязательно крутопадающую характеристику. Обратная связь, которая прослеживается в источнике GB 2075773 А между блоком 40 блоком 70 призвана немедленно реагировать на изменение скорости подачи проволоки. Высокая стабильность горения дуги обеспечивается осциллятором. Очевидно, что источник питания постоянного тока с включенным последовательно резистором не может обеспечить высокую стабильность горения дуги, поэтому применен осциллятор. Известно — при применении осцилляторов устанавливают защитные конденсаторы 66,72 С (на схеме). При пробое защитного конденсатора 66 выское напряжение, высокой частоты попадает в выпрямитель,
Высокая стабильность горения дуги обеспечивается осциллятором. Очевидно, что источник питания постоянного тока с включенным последовательно резистором не может обеспечить высокую стабильность горения дуги, поэтому применен осциллятор. Известно — при применении осцилляторов устанавливают защитные конденсаторы 66,72 С (на схеме). При пробое защитного конденсатора 66 выское напряжение, высокой частоты попадает в выпрямитель,
в результате наступает пробой вентилей выпрямителя.
Отсутствие стального сердечника в дросселе 38 снижает его индуктивность и следовательно отрицательно сказывается на алгебраическом сложении токов., и кроме того приведет к высокому разбрызгиванию электродного материала. Т.Е. данное устройство может быть применено только в виде полуавтомата. К сведению: Госгортехнадзор не допускает применение полуавтоматов для сварки ответственных конструкций.
Однофазный сварочный аппарат-выпрямитель предназначен для ручной дуговой сварки. Он отличается от существующих простотой устройства и имеет высокие динамические свойства, вследствие меньшей электромагнитной инерции.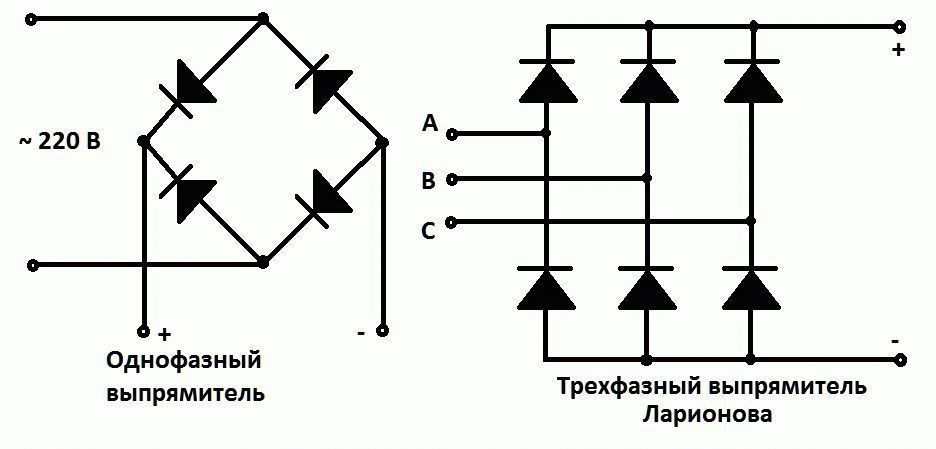 Ток и напряжение при переходных процессах изменяются практически мгновенно. В устройстве применены однофазные двух полупериодные выпрямители со средним выводом/точкой/. Они характеризуются меньшим падением напряжения на вентилях. Дроссель имеет стальной замкнутый магнитопровод и следовательно большую индуктивность по сравнению с дросселем без сердечника. Сопротивление про водочное, галета от ящика сопротивлений, крайние выводы вторичной обмотки подключены через диоды к первому выводу резистора, а через управляемые тиристоры ко второму выводу, что облегчает алгебраическое сложение токов в дросселе.При этом ток от диодного выпрямителя 6,ограниченный резистором i1,ток от тиристорного 7-i2 дает результирующий выходной J. i1+i2=J
Ток и напряжение при переходных процессах изменяются практически мгновенно. В устройстве применены однофазные двух полупериодные выпрямители со средним выводом/точкой/. Они характеризуются меньшим падением напряжения на вентилях. Дроссель имеет стальной замкнутый магнитопровод и следовательно большую индуктивность по сравнению с дросселем без сердечника. Сопротивление про водочное, галета от ящика сопротивлений, крайние выводы вторичной обмотки подключены через диоды к первому выводу резистора, а через управляемые тиристоры ко второму выводу, что облегчает алгебраическое сложение токов в дросселе.При этом ток от диодного выпрямителя 6,ограниченный резистором i1,ток от тиристорного 7-i2 дает результирующий выходной J. i1+i2=J
В ходе экспериментов выяснилось, что ток i1 от диодного выпрямителя ограниченного резистором является управляющим по отношению к току тириcторного выпрямителя,который в свою очередь может изменяться от 0 до 100% (0-200 А).При попытке установить резистором ток i1=120 А. результирующий ток на выходе выпрямителя составил всего 150 А., т.е. 75% максимального, что притом, что управляемый тириеторный выпрямитель может отдать в нагрузку 200 А. i1+i2=J i1=120A i2=30A J=150A 120A+30A=150A
результирующий ток на выходе выпрямителя составил всего 150 А., т.е. 75% максимального, что притом, что управляемый тириеторный выпрямитель может отдать в нагрузку 200 А. i1+i2=J i1=120A i2=30A J=150A 120A+30A=150A
Т.Е. ток от управляемого выпрямителя составил всего 30 А, что составляет 15% от максимального. Из вышесказанного следует, что устанавливать ток i1 резистором на уровне 120 A. (60%) невыгодно, по причине его ограничивающего действия на ток i2 поступающий от управляемого выпрямителя. Также выяснилось, для сварки углеродистыми электродами досттаточно напряжения холостого хода 60 В, тогда как для сварки нержавеющими электродами ЭА 395/9,Э 400 необходимо 80-90 В. холостого хода. При этом ток i1 необходимо устанавливать резистором нa уровне 30а,что составит 15% максимального тока аппарата, в этом случае ограничения тока i2. не наблюдалось.
Так ток регулировался рт. 30, А. до 200 А,., что является соотношением как 1:6,7. Управляемый выпрямитель работает с блоком управления; обозначенным на схеме как фиг 2. В данном блоке применено непосредственное включение в сеть 220 В, что способствует высокой скорости нарастания напряжения, обеспечивает диапазон регулированния от 0 до 100%. Наличие импульсных трансформаторов 8,9 позволяет отделить полезную импульсную составляющую от постоянной, а также обеспечивает гальваническую раз вязку, что предотвращает выход из строя тириеторов. Однопереходный транзистор КТ 117,в блоке управления является генератором импульсов, транзистор П 214 является усилителем импульсов, на него же подается напряжение питания 12 В.’ постоянного тока, от отдельного нестабилизированного источника питания. Тиристоры подобраны по чувствительности, чтобы обеспечить их одновременное открывание.
В данном блоке применено непосредственное включение в сеть 220 В, что способствует высокой скорости нарастания напряжения, обеспечивает диапазон регулированния от 0 до 100%. Наличие импульсных трансформаторов 8,9 позволяет отделить полезную импульсную составляющую от постоянной, а также обеспечивает гальваническую раз вязку, что предотвращает выход из строя тириеторов. Однопереходный транзистор КТ 117,в блоке управления является генератором импульсов, транзистор П 214 является усилителем импульсов, на него же подается напряжение питания 12 В.’ постоянного тока, от отдельного нестабилизированного источника питания. Тиристоры подобраны по чувствительности, чтобы обеспечить их одновременное открывание.
Схема однофазного сварочного аппарата-выпрямителя, содержащая трансформатор с первичной обмоткой, вторичная обмотка со средним выводом, крайние выводы обмотки подключены через диоды к первому выводу резистора, а через управляемые тиристоры ко второму выводу резистора, который через дроссель подключен к электроду, средний вывод соединен с общей шиной устройства.
Похожие патенты:
Лучший надежный недорогой профессиональный сварочный аппарат инверторного типа для ручной сварки штучным электродом // 122931
Лучший надежный недорогой профессиональный сварочный аппарат инверторного типа относится к ручной дуговой сварке и пайке металлов. В частности, эта полезная модель относится к сварочным аппаратам для ручной сварки покрытым штучным электродом.
Полуавтомат для механизированной сварки плавящимся электродом в любых пространственных положениях // 68401
Однофазный выпрямитель инверторного типа для дуговой сварки // 58061
Универсальный импульсный сварочный аппарат постоянного тока // 85386
Механизм подачи сварочной проволоки // 72650
Устройство и работа многофункционального сварочного зарядного устройства-инвертора // 63278
Устройство и работа многофункционального сварочного зарядного устройства-инвертора относится к электротехнике, в частности, к сварочному оборудованию и может быть использована в однофазных переносных или стационарных полуавтоматах электродуговой сварки плавящимся электродом в среде защитного газа, в качестве источника бесперебойного питания, а также для зарядки аккумуляторных батарей.
Электрододержатель для ручной дуговой сварки // 52755
Сварочный трансформатор // 54255
Резонансный источник питания сварочной дуги // 111792
Установка для автоматической электродуговой наплавки железнодорожного рельсового пути // 86128
Система охлаждения тороидального трансформатора машины для контактной стыковой сварки труб // 118903
Аппарат сварочный шахтный // 94498
Цифровая модульная универсальная электротехнологическая установка // 94086
Изобретение относится к электротехнике, к преобразовательной технике и может быть использовано в промышленности, для обеспечения требуемыми электрическими параметрами (частота, напряжение, ток, фаза и т.п.) различных электротехнологических процессов, а на транспорте для управления одно- и многофазными электродвигателями
Сварочная головка м 300 для оборудования (аппарата) автоматической дуговой сварки резервуаров под флюсом // 132749
Маятниковый мундштук сварочной головки м 300 для аппарата автоматической сварки в узкую разделку относится к сварочному оборудованию, в частности к сварочным головкам для автоматизированной дуговой сварки под слоем флюса в узкую разделку и может быть использован при сварке толстостенных сосудов и резервуаров.
Модульный индукционный нагреватель цилиндрических заготовок и подшипников непрерывного действия из сварочного инвертора за разумную цену // 136665
Прибор содержит три независимых индукционных модуля, каждый из которых состоит из индукционного нагревателя, выполненного в виде однослойной катушки, изготовленной из медной трубки с выводами для подключения к источнику питания, отличающийся тем, что дополнительно введен фотопирометр, соединенный с контроллером, выход которого соединен со входом управления источника питания центрального модуля, при этом в индукторе центрального модуля выполнено окно, предназначенное для контроля температуры нагрева цилиндрической заготовки фотопирометром.
Сварочный инверторный источник // 76271
Мобильный универсальный сварочный агрегат транспортный «мусат» // 73260
Устройство для сварки сварочной проволокой // 102909
Электронный пускорегулирующий аппарат для газоразрядной лампы // 95946
Робототехнический комплекс для точечной контактной сварки // 53204
Сварочный аппарат // 12755
Сварочный выпрямитель
Сварочный выпрямитель это аппарат, который преобразует ток от сети в рабочее напряжение, высокого уровня, применяемое при сварочных работах. Существует множество видов выпрямителей для сварочных работ. Они бывают с трансформаторной регулировкой, тиристорные, с резисторной регулировкой, инверторные, с дросселем насыщения.
Существует множество видов выпрямителей для сварочных работ. Они бывают с трансформаторной регулировкой, тиристорные, с резисторной регулировкой, инверторные, с дросселем насыщения.
Эксплуатация и применение сварочных выпрямителей
Помещение, в котором происходят работы посредством выпрямителя, должны быть хорошо проветриваемыми. Рабочая температура может быть от 40 до минус 40 градусов, допустимая влажность воздуха не должна превышать восьмидесяти процентов.
Данное устройство категорически воспрещается использовать в опасной для взрывов, пыльной и загазованной среде. Сварочный выпрямитель широко распространен в применении за счет его относительно невысокой стоимости, но при этом его работа отличается высокой степенью качества. Выпрямители для сварки имеют отличия по рабочим типам мощности. Существуют однофазные устройства и устройства трехфазные.
Чаще однофазные выпрямители для сварки используются в бытовых условиях, при небольших сварочных работах, потому что однофазный аппарат может эксплуатироваться от обычной электрической сети.
Аппараты трехфазные все-таки имеют более качественные рабочие характеристики, шов получается более прочный. Но данные сварочные выпрямители дают значительно большую нагрузку на сеть, и как правило чаще используются в промышленных масштабах и на производствах, где требуется выполнение большого рабочего объема.
Принцип работы сварочного выпрямителя
Действие сварочного выпрямителя происходит следующим образом: ток, за счет полупроводников проводится только лишь в одну сторону, то есть обратно подача электричества не осуществляется. Основными элементами данного аппарата являются трансформаторный блок, система которого производит регулировку напряжения, и выпрямитель, который собирается трехфазно.Полупроводники в сварочном выпрямителе применяются из таких материалов как кремний и селен. Селеновые проводники не отличаются высоким коэффициентом полезного действия, зато способны выдерживать большие нагрузки, в отличие от проводников, изготовленных из кремния.
Перед другими преобразовывающими ток устройствами, сварочные выпрямители имеют ряд преимуществ. Их рабочие и качественные характеристики значительно выше, чем у других видов преобразователей тока. Качество сварки значительно лучше, при этом потеря при холостом ходе куда меньше, у данных устройств значительно больше возможностей регулировки, к тому же они абсолютно бесшумно работают.
Сварочные выпрямители — классификация
Сварочные выпрямители классифицируются по виду характеристик, они бывают с крутопадающими характеристиками, с жесткими характеристиками и универсальными характеристиками.
Аппараты с типом характеристики, относящимся к крутопадающей, предназначаются для ручной сварки дуговым образом, либо для сварочных работ посредством неплавящегося электрода в защитном газе. Радиопомехи такого сварочного выпрямителя подавляются посредством специальных фильтров.
Данные аппараты не требуют специального ухода, скорее важно знать правила по их эксплуатации. Нельзя оставлять аппараты на открытом для осадков пространстве, беречь их от повышенной влажности, применять только в надлежащих условиях и соблюдать технику безопасности.
Выпрямители трехфазные и однофазные – Technical Arc
Выпрямители для обычных сварочных аппаратов и плазменных резаков.
Однофазный и трехфазный до 600А.
Огромный склад доступен для отправки в тот же день по ценам от 33 фунтов стерлингов.
Мы поставляем во все страны со счетом-фактурой в фунтах стерлингов или евро.
Пожалуйста, откройте вкладку ниже для получения дополнительной информации.
Категории: Выпрямители 3-фазные и 1-фазные, Универсальные запчасти
Выпрямители европейского производства, предназначенные для сварочных аппаратов MIG/MAG.
Очень популярная линейка выпрямителей, используемых практически всеми европейскими производителями. Сила тока для всех выпрямителей составляет 60 % рабочего цикла, кроме RECT303ABR и RECT171ABR, которые составляют 35 %; все рейтинги указаны с вентиляторным охлаждением и хорошим воздушным потоком через все пластины. Максимальная температура плиты 140’C, при необходимости установите термовыключатель.
Приведенные размеры пластин дают хорошее представление об общих размерах; входы и выходы выходят со стороны 100 мм, немного увеличивая этот размер, однако при необходимости их можно осторожно перемещать (кроме плазменных выпрямителей). Указанная глубина представляет собой общую глубину выпрямителя от первой пластины до последней пластины, однако вам необходимо оставить еще 20 мм с каждой стороны для керамического изолятора, шайб и гаек, монтажный болт также выступает дальше с каждой стороны, но его можно обрезать.
Однофазные ТТ (с отводом от середины) предназначены для использования с трансформаторами, в которых используется отвод от центра для одного из выходов постоянного тока. Все типы ТТ обеспечивают + выход от выпрямителя (- от центра трансформатора), кроме 151ACT, который обеспечивает — выход от выпрямителя.
Ниже перечислены популярные модели и характеристики.
Однофазная сварка MIG/TIG/MMA (установлены диоды 400 В)
| Описание | Размер плиты мм | Номер таблички | Глубина | Крепление | Номер детали |
| Мост 130А | 140×100 | 2 | 40 мм | 1 болт | РЕКТ131АБР |
| Мост 170А | 140×100 | 4 | 75 мм | 1 болт | РЕКТ171АБР |
| Мост 150А | 200×100 | 2 | 35 мм | 2 болта | RECT151ABR |
| Мост 230А | 200×100 | 4 | 75 мм | 2 болта | РЕКТ231АБР |
| Мост 290А | 200×100 | 4 | 75 мм | 2 болта | РЕКТ291АБР |
| Мост 390А | 200×100 | 8 | 140 мм | 2 болта | РЕКТ391АБР |
| Мост 450А | 8 | 140 мм | 2 болта | РЕКТ451АБР | |
| ТТ 150А – выход | 200×100 | 1 | 3 мм | 2 болта | RECT151ACT |
| 200A ТТ+ выход | 200×100 | 2 | 35 мм | 2 болта | RECT201ACT |
| 280A ТТ+ выход | 200×100 | 4 | 95 мм | 2 болта | RECT281ACT |
| 390A ТТ+ выход | 200×100 | 4 | 95 мм | 2 болта | RECT391ACT |
3-фазная сварка MIG/MMA/TIG (установлены диоды 400 В)
| Описание | Размер плиты мм | Номер таблички | Глубина | Крепление | Номер детали |
| 200А / 250А | 300×100 | 2 | 35 мм | 3 болта | РЕКТ203АБР |
| 300A (тип Murex/ESAB) | 250×120 | 2 | 35 мм | 2 | РЕКТ303АБР |
| 290А | 200×100 | 6 | 100 мм | 2 | РЕКТ293АБР |
| 400А | 200×100 | 6 | 105 мм | 2 | РЕКТ403АБР |
| 450А | 200×100 | 6 | 105 мм | 2 | РЕКТ453АБР |
| 550А | 300×100 | 6 | 105 мм | 3 | РЕКТ553АБР |
| 600А | 300×100 | 6 | 105 мм | 3 | РЕКТ603АБР |
ПЛАЗМЕННЫЕ выпрямители – с установленными диодами 1200В. Однофазный и трехфазный
Однофазный и трехфазный
| Описание | Размер плиты мм | Номер таблички | Глубина | Крепление | Номер детали |
| 30A 1~ перемычка | 100×100 | 2 | 35 мм | 1 | RECT31ABR |
| 60A 1~ перемычка | 200×100 | 2 | 35 мм | 2 | RECT61ABR |
| 60A 3~ перемычка | 100×100 | 6 | 115 мм | 1 | RECT63ABR |
| 90A 3~ перемычка | 100×100 | 6 | 115 мм | 1 | RECT93ABR |
| 120A 3~br | 100×100 | 6 | 115 мм | 1 | РЕКТ123АБР |
Доставка на следующий день для клиентов из Великобритании.
Мы используем FedEx для экономичной доставки в любую страну в течение нескольких дней.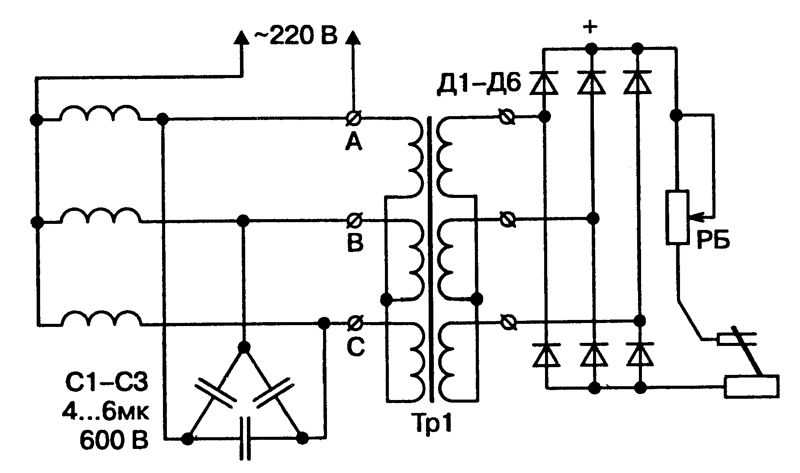
Доставка в большинство стран Европы обычно занимает 2-3 дня.
Доставка в другие страны обычно занимает 3-5 дней.
Конфиденциальность и файлы cookie: этот сайт использует файлы cookie. Продолжая использовать этот веб-сайт, вы соглашаетесь на их использование.
Чтобы узнать больше, в том числе о том, как управлять файлами cookie, см. здесь: Политика в отношении файлов cookie
Английский
Аппарат для дуговой сварки | Купить Инвертор для дуговой сварки
Аппарат для дуговой сварки — инструмент для соединения металлов. Электрод на устройстве создает электрическую дугу, которая плавит металл или впрыскивает наполнитель в соединение между двумя кусками металла. Аппарат для дуговой сварки требует много энергии для создания температуры до 3600 градусов, необходимой для плавления металлов.
Электрод либо просто проводит ток, либо проводит ток и одновременно вплавляется в сварочную ванну, образуя присадочный металл для соединения. Дуга может автоматически или вручную направляться вдоль линии соединения.
Дуга может автоматически или вручную направляться вдоль линии соединения.
Защитный защитный газ или шлак используются для минимизации контакта расплавленного металла с воздухом, поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании дугой до высоких температур. Расплавленные металлы затвердевают, образуя металлургическую связь после охлаждения.
Примите во внимание следующие меры предосторожности:
1. Если вы используете оборудование впервые, обратите особое внимание на предупреждающие этикетки и инструкции по эксплуатации.
2. Требуется защита для правого глаза.
3. Перед началом любой сварки тщательно проверьте сварочный аппарат.
4. Все риски возгорания должны быть устранены из зоны сварки.
5. Всегда держите под рукой огнетушитель.
6. Установите выключатели питания на сварочных аппаратах для немедленного отключения.
7. Перед выполнением ремонта отключите питание машины.
8. Очень важно правильно заземлить сварочное оборудование.
9. Не рекомендуется использовать электрододержатели, если они имеют кабели с ослабленными соединениями, неподходящие зажимы или неисправную изоляцию.
10. По завершении работы снимите стержни.
11. Если кто-то рядом не носит подходящую защиту для глаз, избегайте дугового разряда.
Средства индивидуальной защиты при использовании аппарата для дуговой сварки
Вот несколько указаний, требующих использования защитного оборудования при использовании аппарата для дуговой сварки —
1. Сетчатка может быть повреждена инфракрасным излучением. Катаракта также может быть следствием этого. Используйте правильно подобранную сварочную маску с фильтрующей пластиной соответствующего класса для защиты лица и глаз.
2. Носите защитную одежду, например: для защиты тела от сварочных брызг и вспышки дуги.
3. Шерстяная одежда, огнеупорная одежда, огнеупорный фартук
4. Также носить защитные перчатки
Также носить защитные перчатки
5. Носить подходящую одежду, которая не рвется и не рвется
6. При работе над головой огнеупорная накидка или наплечники
7. Перед каждым использованием проверяйте защитное снаряжение, чтобы убедиться, что оно в хорошем состоянии.
8. Не допускайте попадания масла и жира на одежду.
Руководство по покупке аппарата для дуговой сварки
Низкая мощность Первоначально.
Сначала найдите инверторный источник питания с наименьшей мощностью, который соответствует вашим требованиям.
Выберите многопроцессное оборудование.
Некоторые аппараты для дуговой сварки подходят только для определенных видов сварки. Выберите модель, которая наилучшим образом удовлетворяет всем вашим требованиям.
Коэффициент мощности 99 процентов или выше является идеальным.
Трансформаторно-выпрямительные источники питания имеют КПД примерно 75%, в то время как современные инверторные источники питания имеют коэффициент мощности (отношение мощности, потребляемой аппаратами для дуговой сварки, к мощности, за которую вы платите), приближающуюся к 100%.
Поиск эффективности преобразования энергии около 80%.
Превышение выходного вольт-ампер над входным вольт-амперным является произведением эффективности преобразования энергии. Точные цифры см. в паспорте оборудования, предоставленном производителем.
Ищите менее 0,1 кВт потребляемой мощности на холостом ходу.
Аппарат для дуговой сварки потребляет энергию, когда он не используется. Однако устройства, использующие трансформаторно-выпрямительные источники питания, потребляют гораздо больше энергии, чем устройства, использующие инверторные источники питания.
Руководство по эксплуатации
Для еще большей экономии энергии следуйте этим рекомендациям.
Эффективные операции
Сертифицированные дуговые сварщики часто используют различные методы сварки, некоторые из которых более энергоэффективны, чем другие. Выберите, например, дуговую сварку металла в среде защитного газа поверх дуговой сварки защищенного металла. Коэффициент эксплуатации первого выше, что приводит к меньшему времени простоя (отношение времени, затраченного на сварку, ко всему времени использования).
Коэффициент эксплуатации первого выше, что приводит к меньшему времени простоя (отношение времени, затраченного на сварку, ко всему времени использования).
Использование источников электроэнергии для различных процессов.
Аппараты для дуговой сварки, оснащенные современными инверторными источниками питания, могут использоваться для различных сварочных операций и могут быстро переключаться между ними для сокращения времени простоя.
Сохранить активность.
Когда вы будете готовы к сварке, включите только сварочный аппарат. Оборудование для дуговой сварки, которое простаивает, потребляет энергию и стоит денег. Завершив настройку перед включением сварочного оборудования, вы можете сократить время простоя. Прежде чем приступать к дальнейшим работам, выключите машину после завершения сварки.
Машины для дуговой сварки самых продаваемых марок онлайн на сайте Industrybuying
С. | Продукт | Рыночная цена | Цена промышленной закупки |
|---|---|---|---|
1 | Аппарат для дуговой сварки PowerHouse PHAW200 IGBT 200A | 5 332 | 4 833 |
2 | Инвертор Shakti 1-фазный инверторный сварочный аппарат ARC 200 Mos | 10 100 | 9 656 |
3 | Сварочный аппарат TOSHON 230 В переменного тока 200 А ARC-200 MOSFET | 7 122 | 6 890 |
| 4 | Сварочный аппарат GK 36 200A со стандартными аксессуарами ARC 250 GOLD | 10 922 | 10 866 |
5 | Сварочный аппарат GK 36 200A со стандартными принадлежностями ARC 200 G | 5 889 | 5 246 |
6 | Micro ARC 200B Инвертор MMA Сварочный аппарат постоянного тока 220 В, однофазный | 10 744 | 10 163 |
7 | RalliWolf ARC-250. | 43 566 | 43 078 |
8 | Инверторный сварочный аппарат MMA Amar Jyoti 250 | 23 499 | 22 900 |
9 | Водонепроницаемый сварочный аппарат Great Yuva 110–280 В, 6 кВА, YUVA-200 | 11 221 | 9 990 |
 №
№  S Аппарат для однофазной дуговой сварки
S Аппарат для однофазной дуговой сварки
Часто задаваемые вопросы
1. Что такое дуговая сварка?
Дуговая сварка — это метод соединения, в котором используется электрическая дуга для получения тепла и расплавления металлов. Постоянный (DC) или переменный (AC) ток от источника питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом.