Введение Сварка
Содержание
Введение:
Сварка.
Виды сварки.
Электросварка.
Схема металлической сварочной дуги.
Специальная часть:
Сварочный преобразователь .
Схема сварочного преобразователя ПСО-500.
Принципиальная электрическая схема сварочного преобразователя ПСО-500.
Принципиальная электрическая схема сварочного генератора с независимым возбуждением и размагничивающей последовательной обмоткой.
Схема генератор с независимым возбуждением и размагничивающей последовательной обмоткой .
Сварочный выпрямитель.
Принцип работы сварочного выпрямителя.
Понятие об устройстве сварочноготрансформатора и регулятора.
Электрическая Схема (а) и магнитная система (б) трансформатора СТН в однокорпусном
Включение, регулирования и выключение сварочного преобразователя.
Эксплуатация:
Правила безопасности при эксплуатации сварочных преобразователей.
Мероприятия по технике безопасности противопожарной технике во время эксплуатации трансформаторов.
Заключение.
Литература.
Технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании.
Сварка применяется для соединения металлов и их сплавов, термопластовво всех областях производства и в медицине.
При сварке используются различные источники энергии: электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение,ультразвук. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятиях, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжен с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
Виды сварки
Сварка трением.
Сварка трением, образование сварного соединения при такой разновидности сварки давлением происходит при взаимном перемещении свариваемых изделий относительно друг друга при действии на них давления.
Точечная сварка.
Точечная сварка — это один из видов контактной электросварки металлов. При точечной сварке, детали нагреваются электрическим током в месте контакта и сдавливаются (не во всех случаях). А основной тип соединения — нахлесточное сварное соединение, поэтому точечная сварка получила широкое распространение в автомобильной промышленности, при ремонте автомобилей, для изготовления штампованных конструкций.
Контактная сварка.
Контактная сварка — это один из термомеханических классов сварки, при котором сварное соединение образуется в результате нагрева свариваемых изделий и последующей пластической деформации места соединения под действием сжимающего усилия.
Лазерная сварка.
Лазерная сварка — это один из самых технологичных методов сварки, по плотности мощности он не уступает электронно-лучевой сварке, но при этом не требует построения вакуумной камеры. Лазерную сварку проводят в среде защищенных газов или на воздухе. В отличие от электрической дуги и электронного луча, на лазерный луч не влияют магнитные поля — это обеспечивает более стабильное формирование сварочного шва.
Электродуговая сварка.
Дуговая сварка — источником теплоты для нагрева и плавления металла в таком виде сварки является электрическая дуга, которая возникает между свариваемым металлом и электродом. Теплота электрической воздействует на кромки свариваемых деталей, электродный металл плавится — образуется сварочная ванна. При затвердении металла в сварочной ванне создается сварное соединение. Для создания электрической дуги используются специальные источники постоянного или переменного тока

Электросварка.
При дуговой электросварке источником тепла является электрическая дуга. Сварочная дуга представляет собой электрический разряд между двумя электродами в газообразной среде, который сопровождается выделением большого количества теплоты и света.
При сварке по способу Бенардоса одним электродом является уголь, другим — свариваемый металл. При сварке по способу Славянова одним электродом является металлический расплавляющийся пруток, другим — свариваемый металл. Электроды присоединяют проводами к источникам питания — сварочной машине.
Возбуждение — зажигание дуги — производится мгновенным соприкосновением электродов с последующим их разведением. В момент короткого замыкания возникший в цепи ток быстро разогревает электроды в местах их контакта. При отодвигании одного из электродов они расплавляются в месте контакта и пространство между ними заполняется парами металла. Действием дуги свариваемый металл расплавляется на ту или иную глубину, называемую глубиной провара. Металл электрода, расплавляемый в дуге, переносится в ванну основного металла в виде капель различной величины. При высокой температуре паров металла ионизация пространства между электродами получается настолько значительной, что небольшого напряжения между электродами (порядка 50 В) достаточно для образования электрического разряда.
Для поддержания устойчивого разряда — дуги — необходима беспрерывная ионизация дугового промежутка. Эта ионизация обеспечивается электронами, вылетающими с поверхности отрицательного электрода (катода). Свободные электроны, находящиеся на поверхности отрицательного электрода в беспорядочном движении, при высоких температурах под действием электрического поля вылетают за пределы катода. Движущиеся от катода электроны сталкиваются в дуговом промежутке с молекулами паров и газов и расщепляют их на положительные и отрицательные — ионы и электроны.
Число вырывающихся из катода электронов увеличивается и сообщаемая им кинетическая энергия возрастает с увеличением напряжения на электродах. При достаточном напряжении на дуге взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами переводит кинетическую энергию этих частиц в тепловую. Выделение тепловой и световой энергии электродами в сварочной дуге происходит неравномерно. В связи с этим температура анода выше температуры катода. Температура в осевой части столба дуги достигает 6000°С.

Рис.1. Схема металлической сварочной дуги: 1 — электрод; 2 — наплавленный металл; 3 — основной металл; 4 — кратер; 5 — глубина проплавления
При прохождении тока через дуговой промежуток (при установившейся дуге) напряжение горения дуги (15—35 В) будет ниже напряжения зажигания (55—60 В). Величина напряжения дуги зависит от теплового состояния дугового промежутка, от степени его ионизации и, главным образом, от длины дуги. Чем короче дуга, тем меньше напряжение. Сварочную дугу можно питать постоянным и переменным током. Дуга, питаемая переменным током, менее устойчива вследствие того, что ток в ней при нормальной частоте 50 периодов 100 раз в секунду меняет свое направление, и в эти моменты при малой ионизации дугового промежутка дуга может обрываться. Для повышения устойчивости дуги, питаемой переменным током, применяют ионизирующие покрытия на электродах и наложение токов высокой частоты на дугу.
При сварке металлическим электродом по способу Н. Г. Славянова расплавляемый дуговой металл электрода в виде капель переходит в ванну расплавленного основного металла, перемешивается и кристаллизуется в ней после остывания, образуя сварной шов. Сварку по Славянову можно производить на постоянном токе при прямой и обратной полярности и на переменном токе. Схема металлической сварочной дуги представлена на рис. 1.
studfiles.net
Введение. Сварочные работы. Практический справочник
В настоящее время сварка относится к наиболее распространенным технологическим процессам в различных отраслях производства. Кроме того, она востребована в быту и малом строительстве, когда необходимо сварить, например, гараж или вольер для домашних животных.
Когда-то мир не знал сварки, а простейшие работы подобного типа проводили кузнецы, которые нагревали части изделия, собирали их и проковывали. Этот процесс используется и сейчас, а называется он кузнечной сваркой.
Открытие электрической дуги круто изменило способы соединения металлических изделий и конструкций. А с изобретением сварочного аппарата такие работы вышли на новый уровень.
На протяжении XX века усовершенствовались старые способы сварки и изобретались новые. В итоге сварка превратилась в универсальный способ соединения материалов. Поскольку далеко не каждый из них может быть использован домашним мастером, в этой книге основное внимание уделяется ручной дуговой и газовой сварке и резке, с помощью которых в быту выполняется большинство сварочных операций.
Поделитесь на страничке Следующая глава >hobby.wikireading.ru
Ручная электродуговая сварка Введение
Ручная электро-дуговая сварка
Введение:
Сварка является одним из технологических процессов, как в области машиностроения, так и в строительной индустрии.
Несмотря на большие масштабы использования в промышленности различных видов механизированной сварки, объем применения ручной дуговой сварки сегодня не только не снижается, но и возрастает, что связано с созданием новых материалов и нового оборудования для ручной дуговой сварки.
Электрическая дуга впервые была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым.
А в 1882 году русский изобретатель Н.Н. Бенардос применил электрическую дугу для соединения металлов. В 1885 году он получил патент под названием «способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питающую электрической энергией от аккумулятора.
Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 году разработал способ сварки металлическим электродом, в 1891 году он получил два патента под названием «способ и аппараты для электрической отливки металлов» и «способ электрического уплотнения металлических отливок». Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины.
Однако низкий уровень развития техники в России с тех лет не позволяют использовать и широко развивать идеи Петрова, Бенардоса, Славянова.
Выдающуюся роль в теоретической разработке сварных процессов сыграли видные ученые К.В. Любавский, К.К. Хренов, Г.А. Николаев, Н.О. Окерблам, Н.Н. Рыкалин, Е.О. Патон, В.П. Никитин и др.
Головной организацией по сварке является: ИЭС им. Е.О. Патона, который координирует деятельность всех институтов в области сварочного производства.
Сущность и классификация процесса сварки
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический.
Вид сварки – объединяет сварочные процессы по виду источника энергии непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная взрывом, ультразвуковая, трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам:
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Характеристики основных видов сварки
1. Автоматическая сварка под флюсом – сущность заключается в том, что сварочная дуга горит между электродной проволокой и свариваемым изделием под слоем сыпучего флюса. Теплотой дуги расплавляется основной металл (кромки свариваемого изделия), сварочная проволока и флюс.
2. Электрошлаковая сварка – заключается в следующем: в начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным Омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает, а ток проходя по электропроводному расплавленному шлаку выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки.
3. Электроннолучевая сварка – этот вид сварки выполняется в камерах с разряжением (вакууме). Теплота образуется за счет бомбардировки поверхности металла электронами имеющие большие скорости.
4. Газовая сварка – основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем.
5. Световая сварка – по виду источника света подразделяется на солнечную, лазерную и искусственными источниками света.
6. Термитная сварка – состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 200°Ć) образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор образуя сварной шов.
7. Контактная сварка. При этом виде сварки место соединения разогревается и расплавляются теплотой выделяемой при прохождении электрического тока через контактируемые метало свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме соединения бывает точечная, шовная, стыковая, рельефная сварка.
8. Диффузионная сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
9. Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
10. Ультразвуковая сварка основана на совместном воздействие на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
11. Сварка трением. При вращении одного из стержней и соприкосновении его с другим, концы стержней разогреваются и с приложением осевого усилия свариваются.
12. Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
13. Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
Виды сварных соединений и швов
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения: стыковые, угловые, тавровые и нахлесточные.
Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
Рисунок 1. Типы сварных соединений. а) стыковое; б) нахлесточное; в) тавровое; г) угловое. |
Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2.
Тавровые сварные соединения (Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д.
Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
Обозначаются по ГОСТ5264-80 У1, У2, У3 и т.д.
Классификация сварных швов
По виду сварного соединения – стыковые и угловые.
По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
Оборудование для ручной дуговой сварки
Классификация источников питания сварочной дуги.
Источники питания сварочной дуги классифицируются по следующим основным признакам:
1. По роду сварочного тока – бывают переменного и постоянного тока.
К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты.
Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
2. По виду внешних вольтамперных характеристик (ВАХ) источники питания сварочной дуги бывают с пологопадающей ВАХ (для автоматной сварки).
С жестокой и возрастающей ВАХ применяемых при сварки в защитных газах и электрошлаковой сварке, с крутопадающей ВАХ – для ручной дуговой сварки.
3. По количеству используемых сварочных дуг бывают однопостовые или многопостовые.
4. По способу установки источники бывают стационарными, или передвижными – переносными.
Сварочные трансформаторы
Трансформаторы с нормальным магнитным рассеянием. Комплект источников питания состоит из понижающего трансформатора и регулятора реактивной катушки. Понижающий трансформатор, основой которого является могнитопровод, изготовлен из большого количества тонких пластин, трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
topuch.ru
Лабораторная работа №1 «Сварочное производство. Изготовление деталей ручной электродуговой сваркой» Введение
УДК 621.7/09.612.9 (075.83)
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ. ИЗГОТОВЛЕНИЕ СОЕДИНЕНИЙ МЕТОДАМИ СВАРКИ И ПАЙКИ:
Приведены рекомендации и пояснения по выполнению лабораторных работ. Содержатся сведения, необходимые для выполнения лабораторных и самостоятельных работ по дисциплине.
Методические указания предназначены для студентов машиностроительных и технологических специальностей всех форм обучения.
Ил.15. Библиогр.: 9 назв.
Научный редактор проф. И.П. Тимофеев
© Санкт-Петербургский горный институт им. Г.В.Плеханова, 2006
Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Ручная дуговая сварка применяется главным образом в изделиях, имеющих короткие и прерывистые швы, а также швы сложной конфигурации, т.е. там, где трудно или невыгодно применять автоматические методы сварки. Положительной стороной ручной сварки является возможность производить сварку в любом пространственном положении, что особенно важно для сварки в монтажных условиях. Ручной дуговой сваркой можно сваривать стали, чугуны, алюминий и его сплавы, медь и медные сплавы, с применением для каждого металла соответствующих электродов.
К недостаткам ручной дуговой сварки относят: трудности сварки тонкого материала (менее 1…2 мм), высокие требования к квалификации сварщика, малая производительность.
Цель работы — изучение основ технологии сварочного производства. Разработка технологического процесса неразъемного соединения металлических конструкций с использованием ручной электродуговой сварки плавящимся электродом, как наиболее распространенной в условиях ремонтно-механических цехов горных предприятий.
Основные типы сварных соединений
К основным типам сварных соединений для ручной дуговой сварки относят: стыковые, угловые, тавровые и нахлесточные.
Соединение стыковое без разделки кромок (рис. 1.1, а) рекомендуется для толщин металла S < 3 мм. Наличие зазора обеспечивает полное проплавление. При S = 1…2 мм величина зазора а < 1 мм, при 2 < S < 3 мм а < 1,5 мм.
•fcs
Ss-ШЭ Е^»:шА
/} ,
д
.0-гЗ/>
е
.0-2*0
\7
3CP-7U0
-*ЛР
ш
Г~Ш1
s s 2
ССР
2jy-
rzS
i
%
I
и
в
Рис. 1.1. Рекомендуемые типы соединений для ручной дуговой сварки
При стыковом соединении изделий большей толщины (3 < S < 20 мм) с целью предотвращения непровара рекомендуется производить V-образную разделку кромок с притуплением (рис. 1.1, б), которое необходимо для того, чтобы при сварке кромки не проплавлялись и расплавленный металл не протекал внутрь конструкции. Величина притупления принимается равной 2…Змм для толщин изделий до 20мм и 4…5 мм для больших значений S.
Стыковое соединение с Х-образной разделкой кромок (рис.
в) применяют при 20 < S < 30 мм. При этом соединение сваривается с двух сторон.
Угловое соединение вида рис. 1.1, г рекомендуется для толщин до 8мм,
вида рис. 1.1, д — для толщин от 8 до 26 мм,
вида рис. 1.1, е — для толщин более 26 мм.
Тавровое соединение вида рис. 1.1, ж рекомендуется для толщин до 6 мм; при больших толщинах свариваемых материалов — соединение вида рис. 1, з.
Нахлесточное соединение (рис. 1.1, и) применяется при S =
.6 мм при величине зазора а от 0 до 4 мм. При этом величина на- хлеста одного листа на другой должна быть > 3S. В сравнении со стыковым нахлесточное соединение отличается более легкой сборкой сварных узлов, однако из-за несоосности соединяемых деталей в них при работе возникает изгибающий момент, снижающий прочность соединения. При применении нахлесточного соединения, так же как таврового и углового, имеющих повышенную жесткость, больше вероятность образования трещин при сварке
studfiles.net
История создания процесса сварки в со2
Введение.
Сварка — один из ведущих технологических процессов промышленности, от степени развития и совершенствования которой во много зависит уровень развития машиностроения, строительства и ряда других отраслей.
Один из наиболее экономичных и эффективных разновидностей дуговой сварки в защитных газах является сварка в углекислом газе. Этот способ сварки в настоящие время широко применяется в промышленности. Способу сварки в углекислом газе свойственны свои особенности, отличающие его от других сварочных процессов.
Достигнуты значительные успехи в разработке прогрессивных методов сварки, создании высокоэкономичных сварочных конструкций и освоение сварки многих специальных сталей, цветных металлов, сплавов и неметаллических материалов.
Возникают всё новые и новые задачи разработки более совершенной технологии сварки, широко применяемых и новых материалов, что требует или модернизации существующего оборудования и технологии, или разработки более совершенных методов сварки. С целью повышения качества сварных швов, значительные усилия в настоящее время направлены на разработку и создание новых источников питания сварочной дуги, которые отвечали бы требованиям, предъявляемым к их динамическим свойствам.
В данной работе проводился анализ существующих методов и систем управления механизмом коротких замыканий и разработка способа управления механизмом коротких замыканий. Также проводилось экспериментальные исследования. Полученные результаты исследований были использованы при разработке системы управления механизмом коротких замыканий и технологической стабилизации процесса.
1 Литературный обзор
1.1Анализ современного состояния процесса сварки в СО2
Процесс сварки в среде углекислого газа с короткими замыканиями дугового промежутка является одним из самых массовых способов автоматической дуговой сварки. Способ сварки в среде углекислого газа с короткими замыканиями дугового промежутка характеризуется: высокой производительностью труда в 2 раза (по сравнению с РДС), широкой возможностью автоматизации и механизации, обеспечивает безотказное возбуждение дуги, стабильность режима сварки, малым нагревом и коробления изделия, возможностью сварки в различных пространственных положениях, низкой стоимостью выполнения сварочных работ, возможность наблюдения за ванной и дугой и др.
Наряду с отмеченными достоинствами, характер процесса сварки с частыми короткими замыканиями дугового промежутка, как было показано Лебедевым В.К. и Медведенко П.В., является случайным. Потапьевский А.Г. установил, что стабильность процесса в значительной степени определяется скоростью нарастания тока короткого замыкания, наклоном внешней характеристики источника питания, режимом сварки, диаметром и вылетом электродной проволоки. Кроме перечисленных факторов, большое влияние на стабильность процесса оказывает пространственное положение сварочной ванны.
Значительное количество работ по сварке в среде углекислого газа с короткими замыканиями дугового промежутка посвящено снижению разбрызгивания. Особенностью данной проблемы является ее противоречивый характер. Оптимальные по разбрызгиванию режимы характеризуются минимально возможным средним дуговым напряжением и повышенной индуктивностью дросселя в сварочной цепи. Однако малые напряжения на дуге вызывают неудовлетворительное формирование сварочного шва с большим усилением наплавленного металла и неудовлетворительным его переходом к основному металлу. Вместе с тем, увеличение индуктивности сварочного дросселя ведет к затягиванию длительности коротких замыканий, что отрицательно сказывается на устойчивости процесса сварки.
Указанное приводит к ограничению области применения сварочных режимов и большим потерям электродного металла в виде брызг, налипающих на поверхность свариваемого изделия, и наконечники сварочных горелок. Недостаточно хорошее формирование шва, вызванное нестабильностью процесса, проявляется в грубой чешуйчатости и значительном усилении, что требует дополнительной механической обработки поверхности шва после сварки. Для улучшения формирования целесообразно несколько снизить скорость нарастания тока короткого замыкания и повысить напряжение дуги. Однако увеличение дугового напряжения увеличивает разбрызгивание электродного металла, которое в широком технологически важном диапазоне сварочных режимов по-прежнему остается на уровне 10-15 % .
Совершенно очевидно, что повышение стабильности процесса и уменьшение разбрызгивания электродного металла при сварке в среде углекислого газа является актуальной задачей сварочного производства.
Процесс сварки в СО2 применяется в промышленности без изменения в первозданном виде и в настоящее время практически исчерпали свои технологические возможности. Поэтому необходимы новые методы управления процессом (на стадии капли) и повышение технико-экономических показателей.
Традиционными методами сварки трудно решать все усложняющиеся технологические задачи. Одно из наиболее перспективных направлений импульсное введение энергии в зону сварки.
Идея сварки в защитном газе была предложена в конце XIX в. Н.Н. Бенардосом. Практическое осуществление данного способа сварки приходится на ХХ в. Дуговая сварка в защитном газе основана на оттеснении воздуха из зоны сварки потоком газа. В качестве защитного газа используют инертные газы: аргон и гелий, активные газы: азот, водород, углекислый газ, а также смеси газов.
Практически впервые сварку в смесях газов осуществили в 20-е гг. ХХ в. в США. Первые сообщения о сварке в инертном газе неплавящимся вольфрамовым электродом появились за рубежом в начале 40-х гг. прошлого века. В нашей стране аналогичный способ сварки появился в конце 40-х гг. В 1949 г. в Институте электросварки был разработан способ сварки угольным электродом в углекислом газе.
Сварка в инертном газе плавящимся электродом была разработана в нашей стране в это же время. В 1952 г. К.В. Любавский и Н.М. Новожилов получили положительные результаты по сварке в углекислом газе плавящимся электродом.
В настоящее время имеется много разновидностей сварки в защитных газах, которые получили широкое распространение в нашей стране и за рубежом.
Интенсивное развитие сварки в защитных газах объясняется ее преимуществами по сравнению с дуговой сваркой покрытыми электродами:
а) высокая степень концентрации нагрева изделия, позволяющая значительно уменьшить зону термического влияния и коробление изделия после сварки;
б) высокая производительность;
в) возможность получения высококачественных соединений из металлов и сплавов различных марок и толщин при различной конфигурации швов и различном расположении их в пространстве;
г) широкая возможность механизации и автоматизации процесса.
1.3 Особенности процесса сварки в со2
При сварке в защитных газах для защиты зоны дуги и расплавленного металла используют газ (рисунок 1.1), подаваемый струей при помощи горелки.
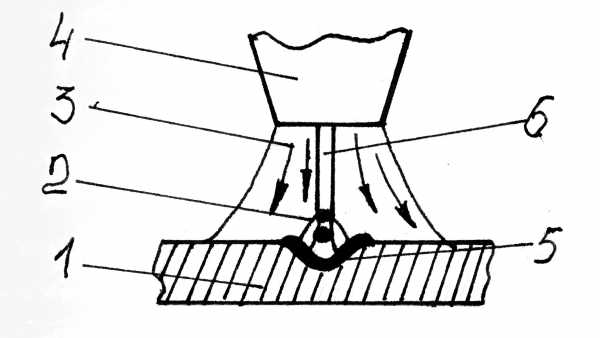
Рисунок 1.1 — Схема процесса:1 — деталь; 2 — дуга; 3 — защитный газ; 4 — сопло;5 — сварочная ванна; 6 — плавящаяся электродная проволока.
В качестве защитных газов используют инертные газы (аргон, гелий и их смеси), не взаимодействующие с металлом при сварке, и активные газы (углекислый газ, водород и др.), взаимодействующие с металлом, а также их смеси. Род защитного газа определяет физические, металлургические и технологические характеристики способа сварки. Защитный газ выбирают в зависимости от рода свариваемых материалов, технологических задач, требований, предъявляемых к сварным соединениям, и других условий.
При сварке плавящимся электродом (рисунок 1.1) дуга горит между электродной проволокой, непрерывно подаваемой в дугу, и изделием. Дуга расплавляет проволоку и кромки изделия, и образуется общая сварочная ванна. По мере перемещения дуги сварочная ванна затвердевает, образуя шов, соединяющий кромки изделия [1].
Процесс сварки — это совокупность физических и электрических явлений, протекающих от начала до окончания сварки. Процесс сварки можно разделить на три основные стадии [1]:
а) установление стабильного течения процесса сварки — это отрезок времени, на протяжении которого происходит установление процесса до заданного режима сварки.
б) стабильное течение процесса — это отрезок времени, на протяжении которого заданный режим сварки сохраняется неизменным и происходит образование образование шва.
в) прекращение процесса сварки — отрезок времени на протяжении которого происходит переход от стабильного течения процесса до обрыва дуги при окончании сварки.
studfiles.net
| Содержание : 1) Введение 2) Химическая сварка а) газовая сварка б) термитная сварка 3) Механическая сварка 4) Электрическая сварка а) контактная сварка б)дуговая сварка в) аргоннодуговая сварка вольфрамовым электродом д) ручная дуговая сварка угольным электродом дугой прямого действия е) ручная дуговая сварка угольным электродом дугой косвенного действия 5) Источникм питания для сварки а) сварочные трансформаторы б) выпрямители 6) Применяемые сварочные материалы а) сварочные электроды 7) Электро- и газо- сварочные работы 8) Заключение 9) Список литературы Сваркой называют технологический процесс получения механически неразъемных соединений, характеризующихся непрерывностью структур – непрерывной структурной связью. Это технологический процесс, с помощью которого изготавливаются все основные конструкции гидротехнических сооружений, паровых и атомных электростанций, автодорожные, городские и железнодорожные мосты, вагоны, наводные и подводные корабли, строительные металлоконструкции, всевозможные подъемные краны и многие другие изделия. Если некоторое время тому назад конструкции изготавливались в основном из относительно просто сваривающихся материалов, то в настоящее время, наряду с традиционными, для сварных конструкций применяются материалы с весьма различными физическими характеристиками: коррозионно-стойкие и жаропрочные стали и сплавы, никелевые и медные сплавы с особыми свойствами, лёгкие сплавы на алюминиевой о магниевой основах, титановые сплавы, ниобий, тантал и другие металлы и сплавы. Многообразие свариваемых конструкций и свойств материалов, используемых для изготовления, заставляют применять различные способы сварки, разнообразные сварочные источники теплоты. Для сварочного нагрева и формирования сварного соединения используются: энергия, преобразованная в тепловую посредством дугового разряда, электронного луча, квантовых генераторов ; джоулево тепло, выделяемое протекающим током по твёрдому или жидкому проводнику; химическая энергия горения, механическая энергия, энергия ультразвука и других источников. Все эти способы требуют разработки, производства и правильной эксплуатации разнообразного оборудования, в ряде случаев с применением аппаратуры, точно дозирующей энергию, со сложными схемами, иногда с использованием технической электроники и кибернетики. Разнообразие способов сварки, отраслей промышленности, в которых её используют, свариваемых материалов, видов конструкций и огромные объёмы применения позволяют охарактеризовать технологический процесс сварки, как один из важнейших в металлообработке При газовой сварке кроме металла, подлежащие сварке, подлежащие сварке, нагреваются до расплавления теплом экзотермической реакции, протекающей в пламени газовой горелки между горючим газом (как правило, ацетиленом) и кислородом (рисунок прилагается). Ацетилен (C2h4) получают из карбида кальция при взаимодействии его с водой: CaC2 + 2h4O = C2h4 + Ca (OH) 2 Ацетилен сжигается в смеси с кислородом посредством специальной горелки. Процесс подготовки ацителено-кислородной смеси к горению и самого горения можно разделить на три стадии : 1-ая стадия : подготовка горючего к сгоранию (распад углерода) C2h4 2C + h4 +226 000 кДж/моль 2-ая стадия : образование CO и h4 (окисление углерода) C2h4 + O2 2C + h4 + O2 = 2CO + h4 + 2472 200 кДж/моль. 3-я стадия : окончательное окисление оксида углерода и водорода : 2CO + O2 CO2 +571 000 кДж/моль ; h4 + 0,5O2 h4O + 142 000 кДж/моль. Строение пламени при горении ацетилена в смеси с кислородом характеризуется наличием трёх зон : ядра (1), средней зоны (2) и факела (3). Наивысшая температура (2730-2230 0С) имеет место в районе второй зоны. Поэтому при сварке горелку располагют так, чтобы ядро пламени касалось поверхности сварочной ванны. Газовая горелка применяется как при изготовлении изделий из тонколистовой стали, так и при сварке чугуна (при ремонтных работах) и некоторых цветных металлов и сплавов на их основе. Термитная сварка Осуществляется за счёт тепловой энергии, выделяемой при обменной реакции компонентов термита – смеси оксидов железа (~ 80 %) и измельчённого алюминия (~ 20 %) : Схема процесса термитной сварки 3Fe3O4 + 8AI = 4AL2O3 + 9Fe +Q1 Fe2O3 + 2AI + AI2O3 + 2Fe +Q2 Где Q1 ~= 3344 кДж/кг. Термит загружается в специальный тигель, сообщающийся с формой, облегающей свариваемый стык (рельсов, стальных приводов, гребных валов судов и других изделий ), и поджигается за счёт магниевого или электрического запала. В результате горения подогретый металл затекает в стык (рисунок а) и б). ), а образовавшийся шлак выпускают в специальный сосуд – приставку. Кроме варианта термитной сварки плавлением, в некоторых случаях используют вариант сварки давлением, отличающийся тем, что разогретые и оплавленные шлаком кромки соединяемых деталей сдавливают специальным приспособлением. Механическая сварка (сварка трением). Основана на использовании для нагрева соединяемых деталей превращения механической энергии трения в кинетическую. Способ применяется для соединения стержневых деталей, труб небольшого диаметра и других подобных изделий. Сварка выполняется на специальных машинах, в зажимах которых закрепляют свариваемые детали. Одна из деталей остаётся неподвижной, а другая приводится во вращение и торцом с определённым усилием прижимается к торцу неподвижной детали(см. рисунок) Частота вращения детали составляет 500-1500 мин-1 . Вследствие трения торцы деталей быстро разогреваются и через относительно короткое времч происходит их оплавление, автоматически выключается фрикционная муфта, прекращая вращение шпинделя; затем производится осевая осадка деталей. Способ весьма экономичен и обладает высоким К.П.Д. Потребляемая мощность составляет 15-20 Вт/мм2, а затраты электроэнергии в 7-10 раз меньше, чем при контактной стыковой сварке. Способ позволяет сваривать не только однородные, но и разнородные металлы(например, алюминий с медью, алюминий со сталью, медь со сталью и т.д.). Особенно эффективна сварка заготовок металорежущего инструмента: свёрл, метчиков, резцов и другого инструмента из углеродистой и быстрорежущей стали. Электрическая контактная сварка. По форме выполняемых соединений различают три основных вида контактной сварки : стыковую, точечную и шовную или роликовую. При стыковой сварке через стык соединяемых деталей пропускают электрический ток. После разогрева зоны сварки производится осадка. При точечной сварке соединяемые детали, чаще всего листы, собирают внахлёстку и зажимают между двумя медными, охлаждаемыми изнутри проточной водой электродами, подводящими ток к месту сварки и имеющими вид усечённого конуса. Ток проходит от одного электрода к другому через толщу соединяемых металлов и контакт между ними и производит местный нагрев их(вплоть до температуры расплавления). Давлением Р, приложеныым к электрода, производят осадку. Полученное сваренное соединение в плане имеет форму пятна диаметром в несколько миллиметров. Это пятно называют точкой. При шовной сварке электроды, подводящие ток к изделию и осуществляющие сварку, имеют форму роликов, катящихся по изделию, в связи с чем эту разновидность контактной сварки называют также роликовой. При шовной сварке листы соединяются непрерывным плотным швом. Энергия, выделяемая на контактах между электродами и основным металлом, расходуется на подогрев поверхности свариваемых деталей и ускоряет износ электродов, в связи с чем является вредной. Для уменьшения износа электродов обычно предусматривается водяное охлаждение их. Все разновидности электрической контактной сварки широко используют в промышленности, а в ряде отраслей (например в автомобилестроении и др.) находят наибольшее по сравнению с другими способами сварки применение. Электрическая дуговая сварка. Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, её габаритов, толщины свариваемого металла и других особенностей свариваемого изделия предпочтительное применение находят определённые разновидности электрической дуговой сварки. Так, при изготовлении конструкций из углеродистых и низколегированных конструкционных сталей наибольшее примение находят как ручная дуговая сварка качественными электродами с толстым покрытием, так и автоматическая и полуавтоматическая сварка под флюсом, а так же сварка в углекислом газе; при сварке конструкции из высоколегированных сталей, цветных металлов и сплавов на их основе предпочтительное использование находит аргонно-дуговая сварка, хотя при определённых условиях применяются и некоторые другие разновидности электрической дуговой сварки Аргонно-дуговая сварка вольфрамовым электродом Вольфрамовый электрод закрепляется в токопроводящем устройстве специальной горелки, к которой по шлангам подводится токоведущий провод и инертный газ аргон. Истекающая из сопла горелки струя аргона оттесняет воздух и надёжно защищает электрод, дугу и сварочную ванну от окисления и азотирования. Таким образом, процесс осуществляется при струйной защите зоны сварки от контакта с воздухом. Если возникает необходимость в добавочном (присадочном) металле для усилени |
www.samsvar.ru
Ручная электро-дуговая сварка Введение
Ручная электро-дуговая сваркаВведение:
Сварка является одним из технологических процессов, как в области машиностроения, так и в строительной индустрии.
Несмотря на большие масштабы использования в промышленности различных видов механизированной сварки, объем применения ручной дуговой сварки сегодня не только не снижается, но и возрастает, что связано с созданием новых материалов и нового оборудования для ручной дуговой сварки.
Электрическая дуга впервые была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым.
А в 1882 году русский изобретатель Н.Н. Бенардос применил электрическую дугу для соединения металлов. В 1885 году он получил патент под названием «способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питающую электрической энергией от аккумулятора.
Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 году разработал способ сварки металлическим электродом, в 1891 году он получил два патента под названием «способ и аппараты для электрической отливки металлов» и «способ электрического уплотнения металлических отливок». Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины.
Однако низкий уровень развития техники в России с тех лет не позволяют использовать и широко развивать идеи Петрова, Бенардоса, Славянова.
Выдающуюся роль в теоретической разработке сварных процессов сыграли видные ученые К.В. Любавский, К.К. Хренов, Г.А. Николаев, Н.О. Окерблам, Н.Н. Рыкалин, Е.О. Патон, В.П. Никитин и др.
Головной организацией по сварке является: ИЭС им. Е.О. Патона, который координирует деятельность всех институтов в области сварочного производства.
Сущность и классификация процесса сварки
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический.
Вид сварки – объединяет сварочные процессы по виду источника энергии непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная взрывом, ультразвуковая, трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам:
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Характеристики основных видов сварки
1. Автоматическая сварка под флюсом – сущность заключается в том, что сварочная дуга горит между электродной проволокой и свариваемым изделием под слоем сыпучего флюса. Теплотой дуги расплавляется основной металл (кромки свариваемого изделия), сварочная проволока и флюс.
2. Электрошлаковая сварка – заключается в следующем: в начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным Омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает, а ток проходя по электропроводному расплавленному шлаку выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки.
3. Электроннолучевая сварка – этот вид сварки выполняется в камерах с разряжением (вакууме). Теплота образуется за счет бомбардировки поверхности металла электронами имеющие большие скорости.
4. Газовая сварка – основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем.
5. Световая сварка – по виду источника света подразделяется на солнечную, лазерную и искусственными источниками света.
6. Термитная сварка – состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 200°Ć) образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор образуя сварной шов.
7. Контактная сварка. При этом виде сварки место соединения разогревается и расплавляются теплотой выделяемой при прохождении электрического тока через контактируемые метало свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме соединения бывает точечная, шовная, стыковая, рельефная сварка.
8. Диффузионная сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
9. Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
10. Ультразвуковая сварка основана на совместном воздействие на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
11. Сварка трением. При вращении одного из стержней и соприкосновении его с другим, концы стержней разогреваются и с приложением осевого усилия свариваются.
12. Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
13. Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
Виды сварных соединений и швов
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения: стыковые, угловые, тавровые и нахлесточные.
Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
Рисунок 1. Типы сварных соединений. а) стыковое; б) нахлесточное; в) тавровое; г) угловое. |
Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2.
Тавровые сварные соединения (Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д.
Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
Обозначаются по ГОСТ5264-80 У1, У2, У3 и т.д.
Классификация сварных швов
По виду сварного соединения – стыковые и угловые.
По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
Оборудование для ручной дуговой сварки
Классификация источников питания сварочной дуги.
Источники питания сварочной дуги классифицируются по следующим основным признакам:
1. По роду сварочного тока – бывают переменного и постоянного тока.
К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты.
Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
2. По виду внешних вольтамперных характеристик (ВАХ) источники питания сварочной дуги бывают с пологопадающей ВАХ (для автоматной сварки).
С жестокой и возрастающей ВАХ применяемых при сварки в защитных газах и электрошлаковой сварке, с крутопадающей ВАХ – для ручной дуговой сварки.
3. По количеству используемых сварочных дуг бывают однопостовые или многопостовые.
4. По способу установки источники бывают стационарными, или передвижными – переносными.
Сварочные трансформаторы
Трансформаторы с нормальным магнитным рассеянием. Комплект источников питания состоит из понижающего трансформатора и регулятора реактивной катушки. Понижающий трансформатор, основой которого является могнитопровод, изготовлен из большого количества тонких пластин, трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
Рисунок 2. Схема сварочного трансформатора.
Устройство и обслуживание сварочных преобразователей
Для питания электрической дуги постоянным током выпускаются передвижные стационарные сварочные преобразователи.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя и сварочного генератора ГСО-500 постоянного тока расположенных в общем корпусе. Якорь генератора и ротор двигателя расположены на общем валу.
Генератор работает по принципу электромагнитной индукции. При вращении якоря его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора преобразуется в постоянный ток. Величина тока возбуждается, и режим работы сварочного генератора плавно регулируется реостатом в цепи независимого возбуждения.
Сварочные выпрямители
Сварочные выпрямители – это устройства, преобразующие переменный ток в постоянный с помощью полупроводниковых диодов — вентилей. Сварочный выпрямитель состоит из трансформатора с устройством для регулирования сварочного тока и выпрямительного блока.
Сварочные выпрямители имеют следующие преимущества: отсутствие вращающихся частей и большую долговечность, высокий КПД и меньшие потери холостого хода, меньшую массу и большую маневренность, бесшумность в работе.
Инструмент, принадлежности и спецодежда электросварщика
К инструментам и принадлежностям электросварщика относятся электрододержатель, щеток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента. Сварочные провода марки КРПТ нужны для подвода тока от силовой сети к сварочным аппаратам. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АРП или ПРГД с резиновой изоляцией длиной не менее 3м сечением от 16 до 70мм2 Длина кабеля не более 30÷40м.
Электроды ручной дуговой сварки
При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
Плавящиеся электроды изготовляют из сварочной проволоки, согласно ГОСТ2246-70 разделяются на углеродистую, легированною и высоколегированною. Всего в ГОСТ включено 77 марок проволоки. Первые две цифры указывают на содержание в проволоки углерода в сотых долях процента. Затем буквой и цифрой поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующих элементов в проволоке менее 1% ставится только буква этого элемента.
Обозначение легирующих элементов:
| Mn | Г | марганец | W | В | вольфрам | V | Ф | ванадий |
| Si | С | кремний | Se | Е | селен | Co | К | кобальт |
| Cr | Х | хром | Al | Ю | алюминий | Cu | Д | медь |
| Ni | Н | никель | Ti | Т | титан | B | Р | бор |
| Mo | М | молибден | Nb | Б | ниобий | N | А | азот |
1,2св08Г2С-О по ГОСТ2246-81 – Ø1,2мм; 0,08% – С, Mn – 2%, Si – 1% и «О» – омедненная (т.е. поверхность проволоки покрыта тонким слоем меди, которая используется для п/а и автоматической сварки).
Классификация электродов
Электроды, применяемые, для сварки и наплавки классифицируются по значению (для сварки стали, чугуна, цветных металлов и для наплавочных работ). Технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением) виду и толщине покрытия химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовка, окунание ).
Основными требованиями для всех видов электродов являются: обеспечения стабильного горения дуги и хорошего формирования шва; получения металла шва заданного химического состава, спокойное и равномерное расплавления электродного металла и высокая производительность сварки, легкая отделимость шлака и достаточная прочность покрытий, сохранение физико-химических и технологических свойств электродов.
Электроды изготавливаются по ГОСТ 9966-75 и подразделяются:
– для сварки углеродистых и низколегированных сталей – У
– для сварки легированных сталей – Л
– для сварки легированных теплоустойчивых сталей – Т
– для сварки высоколегированных сталей с особыми свойствами – В
– для наплавки поверхностных слоев – Н
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытием предусматривает также три группы электродов – 1, 2, 3, 4.
По виду покрытия электроды подразделяются:
– с кислым покрытием – А
– с основным – Б
– с целлюлозным – Ц
– с рутиловым – Р
– смешанное – двумя
– с прочими покрытиями – П.
В зависимости от пространственного положения сварки электроды подразделяются:
1 – для сварки во всех пространственных положениях;
2 – для сварки во всех положениях кроме вертикального сверху в низ;
3 – для нижнего положения, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – для нижнего и в лодочку.
Электроды подразделяются по роду и полярности тока, а также по напряжению холостого хода.
| Э46А – УОНИИ13/45-3,0-УД2 Е43 2 (5) – Б1 О | ГОСТ9466 (ГОСТ9467) |
М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое.
Э – электрод для дуговой сварки.
46 – [σВ] временное сопротивление разрыву (минимальное значение), кг/мм2.
А – улучшенный тип электродов.
У – для сварки углеродистых сталей.
Д – толщина покрытия.
2 – вторая группа по содержанию S и P.
В знаменателе: цифры 43 2 (5) указывают характеристики наплавленного металла.
Б – основной тип покрытия.
1 – пространственное положение (для всех).
О – постоянный ток обратной полярности.
Е – для сварки углеродистых и низколегирующих сталей.
432 – σВ=43 кг/мм2, δ% — относительное удлинение δ=22%, ударная вязкость при 50°С не менее 3,5.
Свойства электродов
Электродные покрытия состоят из шлакообразующих, газообразующих, раскисляющих, легирующих, стабилизирующих и связующих (клеящих) компонентов.
Шлакообразующие составляющие защищают расплавленный металл от воздействия кислорода и азота воздуха и частично очищают его, образуя шлаковые оболочки вокруг капель электродного металла. Эти составляющие включают в себя титановый концентрат, марганцовую руду, полевой шпат, каолин, мел, мрамор, кварцевый песок, доломит.
Газообразующие составляющие при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие состоят из древесной муки хлопчатобумажной ткани, крахмала, пищевой муки, декстрина, целлюлозы.
Раскисляющие составляющие необходимы для раскисления расплавленного металла сварочной ванны. К ним относятся элементы, которые обладают большим сродством к кислороду, чем железо, например марганец, кремний, титан, алюминий и др.
konesh.ru