|
Паспорт
на станок, это комплект технической документации, включающий в себя
книги и руководство, а так же описание. Здесь вы найдете
качественные и полные комплекты паспортов на станки. Вся
документация проходит проверку на целостность и читаемость. На
данном портале, собран наиболее обширный и качественный архив
технической документации на промышленное оборудование. Все
руководства содержат схемы, чертежи, описания электрооборудования, а
так же все необходимые тома, предоставленные заводом изготовителем
станка или оборудования. Паспорта на станки можно получить в
электронном виде мгновенно скачав их или получить книгу по почте.
Так же можно ознакомится с демонстрационными версиями, в которых вы
увидите несколько ключевых страниц техпаспорта. Наши эксперты, более 15 лет, занимаются техдокументацией на промышленное оборудование. Мы всегда готовы помочь вам с поиском паспорта на любой станок и металлообрабатывающее оборудование. Вы можете воспользоваться поиском на нашем сайте, или сделать заявку, специалисты найдут и подберут руководство к вашему станку. Наша работа основана на качестве и высоком сервисе, которые мы гарантируем. Данный портал PasportZ.ru, позволит вам быстро и легко найти любой паспорт на любой станок. А, специалисты, помогут вам найти необходимые техпаспорта.
ЗДЕСЬ ВЫ СМОЖЕТЕ НАЙТИ И ЗАКАЗАТЬ ПАСПОРТ НА ЛЮБОЙ СТАНОК
МЫ ПОМОЖЕМ ВАМ НАЙТИ НЕОБХОДИМЫЙ ПАСПОРТ НА ВАШ СТАНОК! | |
 В архив поступили новые
паспорта и документации на станки. Все в списке, 241 пополнение. Все
техдокументации уже проверены и внесены в архив. Так же доступны для заявок.
В архив поступили новые
паспорта и документации на станки. Все в списке, 241 пополнение. Все
техдокументации уже проверены и внесены в архив. Так же доступны для заявок.
 ..
..

 Вы так же можете найти модель
станка в разделах каталога слева, или воспользоваться
интеллектуальным поиском вверху страниц каталога или в
шапке сайта. Просто введите поисковый запрос и смотрите
результаты. Что бы отправить запрос, нужно войти на
страницу подробного описания о модели и нажать кнопку
заказа, либо просто нажать кнопу «заказать» напротив
наименования руководства станка или оборудования.
Заполните появившуюся форму и отправьте ее. Сразу после
поступления, специалисты обработают ее и вышлют в ответ
полную информацию, включая цену и ознакомительную
версию. Вы так же можете отправить заявку или вопрос
через форму обратной связи, в меню слева. Или еще
вариант — это выслать письмо на наш адрес электронной
почты или на факс. Мы стараемся работать максимально
оперативно, поэтому ответы на Ваши заявки высылаются как
правило через 15-30 минут после отправки.
Вы так же можете найти модель
станка в разделах каталога слева, или воспользоваться
интеллектуальным поиском вверху страниц каталога или в
шапке сайта. Просто введите поисковый запрос и смотрите
результаты. Что бы отправить запрос, нужно войти на
страницу подробного описания о модели и нажать кнопку
заказа, либо просто нажать кнопу «заказать» напротив
наименования руководства станка или оборудования.
Заполните появившуюся форму и отправьте ее. Сразу после
поступления, специалисты обработают ее и вышлют в ответ
полную информацию, включая цену и ознакомительную
версию. Вы так же можете отправить заявку или вопрос
через форму обратной связи, в меню слева. Или еще
вариант — это выслать письмо на наш адрес электронной
почты или на факс. Мы стараемся работать максимально
оперативно, поэтому ответы на Ваши заявки высылаются как
правило через 15-30 минут после отправки.
 Все подробности о методах оплаты, их полное
описание и реквизиты платежей, смотрите в
соответствующем разделе или обратитесь к нам, мы
подберем наиболее удобный метод и расскажем о его
проведении.
Все подробности о методах оплаты, их полное
описание и реквизиты платежей, смотрите в
соответствующем разделе или обратитесь к нам, мы
подберем наиболее удобный метод и расскажем о его
проведении. Наша задача дать минимальные цены с
первого заказа и на все последующие.
Наша задача дать минимальные цены с
первого заказа и на все последующие.Паспорта станков | Характеристики, паспорта, описания на станки и оборудование
Паспорта на станки отражают технические характеристики, описание работы кинематических, гидравлических и электрических схем, рекомендации по обслуживанию и ремонту, условия эксплуатации и поддержания работоспособности конкретной единицы оборудования.
Документация представлена в широко распространенных на данный момент файловых форматах, программы для чтения которых распространены и присутствуют практически на каждом компьютере.
Как правило, при приобретении поддержанного станка, техническая документация к нему не прилагается, данный документ пропадает, найти его достаточно сложно. Особенно остро эта проблема возникает в случае когда завод-изготовитель прекратил производство необходимой модели оборудования, нередки даже случаи когда и сам завод больше уже давным-давно прекратил свое существование. .
.
Зачем нужна техническая документация
Перед тем, как приступить к работе на каком-либо оборудовании необходимо внимательно изучить его возможности и методы управления таким оборудованием. Выполнение этого пункта обязательно к исполнению, ведь металлорежущий станок — машина, имеющая достаточно сложную конструкцию, неправильные действия при управлении которой могут привести к различным негативным последствиям.
Так, например, для сохранения заводских показателей точности обработки станка, необходимо строго выполнять предписания паспорта на станок, а так же использовать оборудование только в оговоренных условиях. Например, оборудование повышенной точности нельзя использовать для черновой обработки деталей. Задавая параметры обработки необходимо учитывать технические возможности станка, которые описаны в руководстве.
Техническое обслуживание
Для поддержания исправного и безотказного состояния оборудования необходимо регулярно проводить осмотры и профилактические работы, связанные с контролем работоспособности всех узлов и механизмов, недопущение их перегрева или поломки, контроль наличия и смазка подвижных частей станке.
Взаимодействие
Если в вашем распоряжении имеется какая-либо документация на станки или промышленное оборудование, отсутствующая в каталоге оборудования сайта, а так же желание помочь преодолеть возникающие у владельцев станков технические затруднения, вы можете воспользоваться приведенной формой обратной связи для отправки вашей документации и последующей публикации на сайте.
Токарный станок 1К62 – технические характеристики, паспорт, устройство
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.
Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.

- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
Технические характеристики и паспорт станка 1К62
Все технические характеристики токарно-винторезного станка 1К62 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К62: Паспорт станка 1К62
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
Механизм коробки скоростей
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
Такая система состоит из трех электрических цепей с различными характеристиками:
- управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
- электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В.Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Токарно-винторезный станок ДИП-500: паспорт, характеристики , видео
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
Токарно-винторезный станок ДИП-500На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.

История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Технические характеристики
Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Современные аналоги
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков. Подробнее об этом оборудовании вы можете прочитать в статье об аналогах советских токарных станков.
Паспорт токарного станка. Испытание и проверка станка на геометрическую точность.
Токарный станок
Паспорт токарного станка
Испытание и проверка станка на геометрическую точность
Паспорт станка является руководством в процессе
ремонта и эксплуатации станка, при выборе типа станка для разработки
технологического процесса, при назначении режимов обработки, при
проектировании оснастки и т. д. Паспорт токарного станка является
документом, в котором содержатся основные технические данные и
характеристика станка: наибольшие размеры обрабатываемых заготовок;
частота вращения шпинделя; подача; наибольшее усилие, допускаемое
механизмом подач; мощность электродвигателя главного привода;
габаритные размеры и масса станка. В паспорте приводятся основные
параметры суппортов, шпинделя, резцовой головки, задней бабки и
других сборочных единиц (узлов) станка. Могут быть приведены сведения
по механике главного привода и подач: частота прямого и обратного
вращения шпинделя или планшайбы! наибольший допустимый крутящий момент,
соответствующий частоте вращения шпинделя или планшайбы; ступени
рабочих подач суппортов и скорости установочных перемещений; эскизы
важнейших деталей станка с указанием рабочего пространства и крайних
положений перемещения сборочных единиц (узлов) и т. п.
д. Паспорт токарного станка является
документом, в котором содержатся основные технические данные и
характеристика станка: наибольшие размеры обрабатываемых заготовок;
частота вращения шпинделя; подача; наибольшее усилие, допускаемое
механизмом подач; мощность электродвигателя главного привода;
габаритные размеры и масса станка. В паспорте приводятся основные
параметры суппортов, шпинделя, резцовой головки, задней бабки и
других сборочных единиц (узлов) станка. Могут быть приведены сведения
по механике главного привода и подач: частота прямого и обратного
вращения шпинделя или планшайбы! наибольший допустимый крутящий момент,
соответствующий частоте вращения шпинделя или планшайбы; ступени
рабочих подач суппортов и скорости установочных перемещений; эскизы
важнейших деталей станка с указанием рабочего пространства и крайних
положений перемещения сборочных единиц (узлов) и т. п.
В паспорте описывается комплект приспособлений
и принадлежностей, поставляемых заказчику со станком: сменные и
запасные зубчатые колеса; инструмент для обслуживания станка; ремни
для главного привода и других сборочных единиц; патроны; оправки;
люнеты; центры упорные и вращающиеся; шкивы; вспомогательный инструмент
и др. В паспорте приводятся результаты испытания токарного станка на
соответствие нормам точности и жесткости, которые показывают допускаемые
и фактические значения точности перемещения сборочных единиц (узлов)
станка, а также точности обработки и качества обработанной поверхности
изделия — образца.
В паспорте приводятся результаты испытания токарного станка на
соответствие нормам точности и жесткости, которые показывают допускаемые
и фактические значения точности перемещения сборочных единиц (узлов)
станка, а также точности обработки и качества обработанной поверхности
изделия — образца.
Одним из необходимых условий для обеспечения
требуемой точности и долговечности работы станка является его
правильная установка и крепление на фундаменте. Тип фундамента зависит
от нагрузки, передаваемой основанию станка, массы станка и сил инерции,
действующих во время работы станка. Фундаменты под металлорежущие
станки бывают двух типов: первый — фундаменты, которые являются
только основанием для станка, второй — фундаменты, которые жестко
связаны со станком и придают станку дополнительную устойчивость и
жесткость. Токарные станки устанавливают, как правило, на фундаментах
второго типа согласно установочному чертежу, который дается в руководстве
по эксплуатации станка. В чертеже указываются необходимые размеры для
изготовления фундамента, а также расположение станка в помещении с учетом
свободного пространства для выступающих и движущихся частей станка. При установке станка на бетонное основание размечают гнезда по размерам,
соответствующим отверстиям крепления станины станка, а затем гнезда
вырубают. После установки и выверки станка по уровню фундаментные болты
заливают цементным раствором. Установку станка в горизонтальной
плоскости выверяют с помощью уровня, устанавливаемого в средней части
суппорта параллельно и перпендикулярно оси центров. В любом положении
каретки суппорта на направляющих станка отклонение уровня не должно
превышать 0,04 мм на 1000 мм. Если фундаментные болты предварительно
залиты в фундаменте, то выверку производят, когда они не затянуты.
После установки и выверки производят внешний осмотр станка и испытывают
его на холостом ходу, под нагрузкой, на точность и жесткость.
При установке станка на бетонное основание размечают гнезда по размерам,
соответствующим отверстиям крепления станины станка, а затем гнезда
вырубают. После установки и выверки станка по уровню фундаментные болты
заливают цементным раствором. Установку станка в горизонтальной
плоскости выверяют с помощью уровня, устанавливаемого в средней части
суппорта параллельно и перпендикулярно оси центров. В любом положении
каретки суппорта на направляющих станка отклонение уровня не должно
превышать 0,04 мм на 1000 мм. Если фундаментные болты предварительно
залиты в фундаменте, то выверку производят, когда они не затянуты.
После установки и выверки производят внешний осмотр станка и испытывают
его на холостом ходу, под нагрузкой, на точность и жесткость.
Испытание станка на холостом ходу. Привод главного движения последовательно проверяют на всех ступенях частоты вращения. Затем проверяют взаимодействие всех механизмов станка; безотказность и своевременность, включения и выключения механизмов от различных управляющих устройств; работу органов управления; исправность системы подачи СОЖ и гидро- и пневмооборудования станка. В процессе испытания на холостом ходу станок должен на всех режимах работать устойчиво, без стуков и сотрясений, вызывающих вибрации. Перемещение рабочих органов станка механическим или гидравлическим приводом должно происходить плавно, без скачков и заеданий. При испытании станка на холостом ходу проверяются также его паспортные данные (частота вращения шпинделя, подача, перемещения кареток суппорта и др.). Фактические данные должны соответствовать значениям, указанным в паспорте.
Испытание станка под нагрузкой позволяет выявить качество его работы и проводится в условиях, близких к производственным. Испытание производят путем обработки образцов на таких режимах, при которых нагрузка не превышает номинальной мощности привода в течение основного времени испытания. В процессе испытания допускается кратковременная перегрузка станка по мощности, но не более чем на 25%. Время испытания станка под полной нагрузкой должно быть не менее 0,5 ч. При этом все механизмы и рабочие органы станка должны работать исправно; система подачи СОЖ должна работать безотказно; температура подшипников скольжения и качения не должна превышать 70-80 градусов С, механизмов подач 50 градусов С, масла в резервуаре 60 С.
Новые станки в процессе эксплуатации, а также после ремонта проверяют на геометрическую точность в ненагруженном состоянии, на точность обработанных деталей и на получаемую при этом шероховатость обработанной поверхности. Требования к точности изложены в руководстве по эксплуатации станка. При проверке на точность станка проверяют прямолинейность продольного перемещения суппорта в горизонтальной плоскости; одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости; радиальное биение центрирующей поверхности шпинделя передней бабки под установку патрона; осевое биение шпинделя передней бабки и др.
Прямолинейность продольного перемещения суппорта в горизонтальной плоскости проверяют с помощью цилиндрической оправки, закрепленной в центрах передней и задней бабки, и индикатора, установленного на суппорте, рисунок ниже — а). Смещением задней бабки в поперечном направлении добиваются, чтобы показания индикатора на концах оправки были одинаковы или отличались не более чем на 0,02 мм на 1 м хода суппорта.
Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости проверяют при удалении задней бабки от передней на 1/4 наибольшего расстояния между центрами, рисунок выше — б). Проверку выполняют с помощью цилиндрических оправок, вставленных в отверстия шпинделя и пиноли задней бабки, и индикатора, установленного на суппорте. Наибольшее показание индикатора на образующей оправки шпинделя определяют возвратно-поступательным поперечным перемещением суппорта в горизонтальной плоскости относительно линии центров. Не изменяя положения индикатора, таким же способом определяют его показания на образующей оправки задней бабки. Разница в показаниях индикатоpa не должна превышать 0,06 мм у станков для обработки деталей с наибольшим диаметром 400 мм. Допускается только превышение оси отверстия пиноли над осью шпинделя передней бабки.
Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон проверяют с помощью индикатора, рисунок выше — в). При этом измерительный стержень индикатора устанавливают перпендикулярно образующей центрирующей шейки шпинделя. Радиальное биение шейки вращающегося шпинделя для патрона с наибольшим диаметром обрабатываемой детали 400 мм не должно превышать 0,01 мм.
Осевое биение шпинделя передней бабки измеряют с помощью оправки, вставленной в отверстие шпинделя, и индикатора, установленного на станке при вращающемся шпинделе, рисунок ниже — г). Измерительный стержень индикатора с плоским наконечником упирается в шарик, который установлен в центровое отверстие оправки. Осевое биение шпинделя для установки деталей с наибольшим диаметром 400 мм не должно превышать 0,01 мм.
Радиальное биение конического отверстия шпинделя передней бабки проверяют с помощью оправки длиной L=300 мм, вставленной в отверстие шпинделя, и индикатором, установленным в резцедержатель станка при вращающемся шпинделе, рисунок выше — д). Для станков с наибольшим диаметром обрабатываемой детали 400 мм радиальное биение оправки у торца шпинделя (положение 1) не должно превышать 0,01 мм, а на расстоянии L=300 мм от торца шпинделя (положение 2) — 0,02 мм.
Параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта проверяют с помощью оправки длиной L=300 мм, установленной в отверстие шпинделя, и индикатором, установленным на суппорте станка, рисунок выше — е). Измерение производят по образующей оправки в вертикальной (положение 3) и горизонтальной (положение 4) плоскостях. При этом снимают показания индикатора по двум диаметрально расположенным образующим оправки (при повороте шпинделя на 180 градусов), перемещая суппорт с индикатором от торца шпинделя на расстояние L=300 мм. Затем определяют среднеарифметическое значение отклонений, измеренных по двум образующим (отдельно для горизонтальной и для вертикальной плоскостей). Для станков с наибольшим диаметром обрабатываемой детали 400 мм допускаемая непараллельность оси шпинделя направлению продольного перемещения суппорта в вертикальной плоскости не должна превышать 0,03 мм (причем непараллельность должна быть направлена только вверх), а в горизонтальной плоскости — 0,012 мм (непараллельность должна быть направлена только в сторону суппорта).
Точность работы токарных станков проверяют при обработке образцов. На станках с наибольшим диаметром обрабатываемой детали 400 мм точность геометрической формы цилиндрической поверхности проверяют при обработке образцов длиной 200 мм. Предварительно обработанный образец с тремя поясками, расположенными по концам и в середине образца, устанавливают в патрон или в центры станка и обрабатывают по наружной поверхности поясков. Проверяют постоянство диаметра в любом поперечном сечении, при этом разность между измеренными максимальным и минимальным значениями не должна превышать 0,02 мм. Измерение производят пассиметром, микрометром или другими инструментами.
Плоскостность торцовой поверхности проверяют при обработке образцов диаметром d=200 мм, установленных в кулачки патрона. Торцовая поверхность образца может иметь кольцевые канавки (у периферии, в середине и в центре) и должна быть предварительно обработана. После проточки торцовой поверхности образец не снимают со станка. Результаты обработки могут быть проверены индикатором, установленным на суппорте так, чтобы наконечник индикатора был перпендикулярен измеряемой поверхности. Измерение производят путем перемещения в поперечном направлении верхней части суппорта на длину, равную или больше D. Отклонение, определяемое как половина наибольшей алгебраической разности показаний индикатора, не должно превышать 0,016 мм. Плоскостность торцовой поверхности можно также проверить, касаясь наконечником индикатора контрольной линейки, приложенной к обработанному торцу образца. Линейку прикладывают в разных осевых сечениях проверяемой поверхности и определяют отклонение так же, как описано выше.
Точность нарезаемой резьбы проверяют на образце (диаметр которого примерно равен диаметру ходового винта станка), закрепленном в центры станка, при нарезании трапецеидальной резьбы длиной не более 500 мм с шагом, примерно равным шагу ходового винта станка. При этом ходовой винт непосредственно соединяют со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач. После чистовой обработки проверяют равномерность резьбы с помощью соответствующих приборов и методов проверки. По результатам измерений определяют накопленную погрешность шага резьбы — разность между фактическим и заданным расстоянием между любыми одноименными (не соседними) профилями витка резьбы в осевом сечении по линии, параллельной оси винта. Величина накопленной погрешности шага резьбы не должна превышать 0,04 мм на длине 300 мм.
Паспорт 1М63Н (РМЦ 3000 мм) Станок токарно-винторезный (Рязань)
Наименование издания: Руководство по эксплуатации (1М63Н.00.000РЭ)
Выпуск издания: Рязанское станкостроительное производственное объединение
Год выпуска издания: 1992
Кол-во книг (папок): 1
Кол-во страниц: 74
Стоимость: Договорная
Содержание:
Часть 1: Руководство по эксплуатации (1М63Н.00.000РЭ)
Введение
1. Общие сведения
— Общий вид станка
2. Основные технические данные и характеристики
— Установка и присоединительные размеры шпинделя бабки передней
— Габариты рабочего пространства
3. Комплектность
4. Указания мер безопасности
5. Состав станка
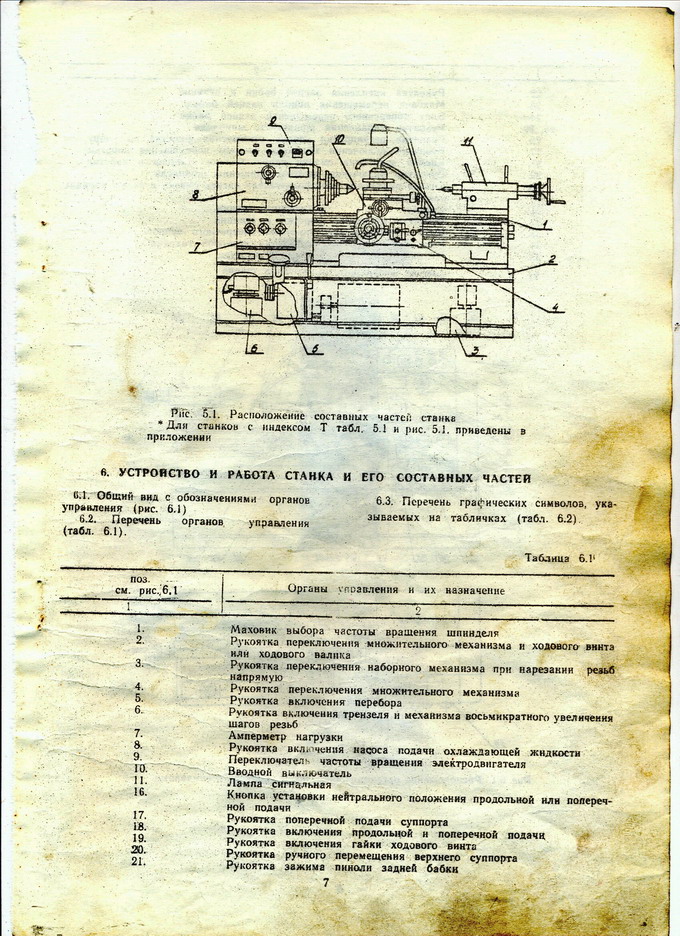
— Общий вид с обозначением составных частей станка
6. Устройство, работа станка и его составных частей
— Общий вид с обозначением органов управления и табличек с символами
— Схема кинематическая принципиальная
— Управление механизмом главного движения
— Бабка передняя
— Бабка задняя
— Суппорт
— Фартук
— Коробка подач
— Сменные зубчатые колёса
— Люнет неподвижный
7. Электрооборудование (см. часть 2)
8. Гидросистема
9. Пневмосистема
10. Система смазки
— Схема смазки принципиальная
— Карта смазки станка
11. Хранение
12. Порядок установки и пуск
— Схема строповки
— Фундамент станка
— Установочный чертёж станка
— Болт фундаментный
13. Порядок работы
— Схема наладки суппортной группы
— Регулирование подшипников шпинделя
— Регулирование фрикционных пластинчатых муфт бабки передней
— Выставка оси шпинделя
— Установка оси пиноли бабки задней
— Регулирование опорных подпружиненных подшипников бабки задней
— Регулирование зазора в направляющих поперечных салазок
— Регулирование зазора в направляющих резцовых салазок суппорта
— Устранение «мёртвого хода» винта поперечного перемещения суппорта
— Устранение «мёртвого хода» винта перемещений резцовых салазок суппорта
— Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта
— Регулирование радиального зазора между ходовым винтом и маточной гайкой
— Регулирование кулачка управления тормозной муфтой
— Регулирование подачи масла на ходовой винт
— Регулирование натяжения ремней главного привода
— Расположение штуцеров электромагнитных муфт и их регулировка
14. Возможные неисправности и методы их устранения
15. Особенности разборки и сборки при ремонте
16. Сведения по запасным частям (см. часть 3)
17. Сведения о приёмке (см. часть 4)
18. Указания по техническому обслуживанию, эксплуатации и ремонту
19. Гарантия изготовителя
Часть 2: Электрооборудование. (1М63Н.00.000РЭ1)
1. Общие сведения
2. Первоначальный пуск
3. Описание электроприводов и схемы управления
— Включение и отключение электрооборудования
— Схема электрическая принципиальная
— Перечень элементов
— Схема электрическая соединений электрошкафа
— Схема электрическая соединений станка
— Схема расположения электрооборудования на станке
4. Блокировки и сигнализация
5. Указания мер безопасности
6. Указания о необходимых регулировках
7. Указания по эксплуатации электрооборудования станка
8. Перечень возможных нарушений в работе станка
9. Указания о порядке демонтажа и монтажа электрооборудования
10. Связь устройства цифровой индикации (УЦИ) со станком (для станков с устройством цифровой индикации модели 1М63НФ101)
Часть 3: Сведения по запасным частям (1М63Н.00.000РЭ4)
введение
1. Перечень подшипников
— Схема расположения подшипников
2. Перечень чертежей быстроизнашиваемых деталей
3. Чертежи быстроизнашиваемых деталей
— Втулка 1М63Б.40.032
— Диск 1М63.21Э.387
— Диск 1М63.21Э.388
— Втулка 1М63Б.40.030
— Втулка 1М63Б.40.102
— Втулка 1М63Б.40.031
— Втулка 1М63Б.40.029
— Гайка 1М63.04.119
— Колесо червячное 1М63.04.120
— Втулка 163.04.033
— Гнездо 163.04.174
— Втулка 1М63Б.40.101
— Колесо червячное 1М63.06.115
— Втулка 1М63Б.40.026
— Полугайка 1М63.06.117
— Втулка 1М63Б.60.034
— Втулка 1М63Б.60.030
— Полугайка 1М63.04.128
— Полугайка 1М63.04.129
— Сухарь 1-1-70 СТПУ-007-87
— Сухарь 163.11.024
Лист регистрации изменений
Часть 4: Сведения о приёмке (1М63Н.00.000РЭ8)
Точность станка
Свидетельство о выходном контроле электрооборудования
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке (см. отдельный документ У03.00.000ДП в наружном кармане ящика)
Приложение 1. Инструктивно-технологическая карта технического обслуживания
Приложение 2. Карта планового технического обслуживания
Приложение 3. Учёт оперативного времени работы оборудования
Приложение 4. Учёт технического обслуживания и ремонта оборудования
Лист регистрации изменений
Описание станка:
Применение токарно-винторезных станков моделей 1М63Н в производстве является весьма и весьма широким. Ведь, данные токарные станки представляют собой проверенное временем оборудование, что сказывается в положительном направлении, в вопросах универсальности, надёжности, производительности. Но, каким бы надёжным и продуктивным не было станочное оборудование, всё же этой промышленной единице необходим паспорт станка 1м63. Ведь, чем сложнее и многогранней будет являться оборудование, тем наиболее развёрнутым, ну и конечно, детальным необходим документ для его изучения. Как раз, в нашем техническом архиве представлен и готов к реализации паспорт, состоящий из всех необходимых разделов в состав которых входит непосредственно руководство по эксплуатации станка, что по классике, содержит в себе наиболее важную теоретическую часть и развёрнутое описание узлов станка. При этом руководство подано в таком ключе, чтобы была возможность ознакомиться не только с описанием, но так же изучить все необходимые для эксплуатации токарного станка чертежи и схемы. Опять же, в данном разделе присутствует глава, связанная с электрооборудованием, в которой, всё так же присутствует описание с полным комплектом электросхем.
Но, как раз раздел электрики исполненный в виде подробного и полноценного сборника будет являться одним из самых важным комплектующих издания. Ведь, при какой-либо поломке или выхода из строя электротехнических комплектующих, как раз на основании изложенного документа, можно будет организовать наиболее эффективный ремонт и восстановление станочной электрики. Вместе с этим 1м63 токарный станок паспорт электросхема на который присутствует в издании в обязательном порядке. Обладает хорошим и читаемым качеством, что безусловно будет являться важным моментом для изучения и взаимодействия с техническим руководством. Отметим, что предлагаемая нами документация является копией с оригинального паспорта станка, что была переведена нами в цифровой, электронный формат для большей универсальности и практичности. Ведь, при заказе, после оплаты и поступления платежа на наш счёт от заказчика, мы сразу направим документацию в его электронный адрес в электронном виде, а такой подход значительно укоряет все необходимые процессы. Далее, в издании присутствует раздел, что обладает сведениями по запасным частям. Иными словами, этот раздел можно так же обозначить как ремонтную документацию.
Ведь именно здесь, собраны все необходимые чертежи, на основании которых всегда есть возможность исполнить на подручном оборудовании, что находится в цехе тот или иной вышедший из строя в процессе работы элемент, а это безусловно будет важным подспорьем. Ведь, простой оборудования по какой-либо причине недопустим, как известно, станок должен работать и приносить прибыль, должна быть эффективность от такой реализации. И как раз именно станок 1м63н паспорт, на который мы можем предложить будет обладать необходимой ремонтной литературой связанной с быстроизнашиваемыми деталями. Ну и завершает раздел описание сведения о приёмке станка. На самом деле и этот пункт может быть не менее важным, ведь именно здесь отображаются всевозможные, значимые данные без которых сложно было бы узнать об истории станка. Всего руководство и паспорт в целом представлены как полноценное издание с объёмом не менее чем в семидесяти четырёх страницах. Год выпуска издания одна тысяча девятьсот девяносто второй, производство Рязанского станкозавода. Опять же в документации содержится информация касательно не только одного базового станка, но так же и различных его модификаций, что безусловно расширяет возможности представленной технической литературы.
Токарный станок 16В20: паспорт, технические характеристики, схемы
Токарно-винторезный станок 16в20 можно назвать прямым потомком знаменитого первенца советского станкостроения ДИП-200, первым «наследником» которого является токарный станок 1А62. В 1949 году производство 1А62 было передано с флагмана советского станкостроения московского завода «Красный пролетарий» на вновь созданный Астраханский станкостроительный завод. Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
16В20 выпускался в рамках советских народно-хозяйственных планов и предназначался для использования в небольших ремонтных предприятиях и мастерских колхозов и совхозов. В инструкциях по эксплуатации 80-90-х годов прямо указано его назначение: использование «на ремонтных или … сельскохозяйственных предприятиях». 16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Основные технические характеристики
Винторезный станок 16В20 выпускался в трех типоразмерах с межцентровыми расстояниями 750, 1000, 1500 мм. Другие технические характеристики станка (линейные размеры в мм):
- расстояние от межцентровой оси до направляющих — 222.5;
- расстояние от межцентровой оси до каретки — 110;
- диаметр шпиндельного отверстия — 54;
- максимальный ход каретки — 900;
- максимальный ход салазок — 280;
- максимальное выдвижение пиноли — 150;
- максимальная скорость вращения шпинделя — 1400 об/мин;
- мощность главного привода — 7.5 кВт.
По своим техническим характеристикам токарно-винторезный 16В20 станок аналогичен 16К20. Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Габариты рабочего пространства
Возможности обработки детали на токарном оборудовании зависят от размещения его узлов и механизмов относительно друг друга, а также предельных ходов его подвижных частей. Совокупность этих параметров определяют размеры и конфигурацию рабочего пространства токарного станка. Среди них наиболее значимыми являются длина обточки вдоль межцентровой оси, а также высота последней над направляющими и кареткой.
Для токарного станка 16В20 (с РМЦ 1000 мм) эти величины составляют 900, 445 и 220 мм. В его технических характеристиках не указан предельный вес заготовки, который хотя и не является геометрическим параметром, может серьезно ограничивать размеры возможной обработки.
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Скачать изображение в полном размере
Электрическая схема
Токарно-винторезный станок 16В20 славится простотой и надежностью своего электрооборудования, которое состоит из электрошкафа и следующих электрических цепей:
- силового питания;
- сигнальных устройств;
- освещения рабочей зоны;
- управляющих коммутационных устройств.
Все цепи запитаны от цехового источника переменного тока. Двигатели работают от трехфазного напряжения 380 В, цепи коммутации — от однофазного напряжения 110 В, а осветительные приборы — от напряжения 24 В.
Электрооборудование защищено от короткого замыкания плавкими вставками и выключателями-автоматами, а защита от нагрева при перегрузках реализована на тепловых реле. Также на станке используются пускатели нулевой защиты, которые отключают электропитание при падении напряжения ниже 85% от номинала. Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
Скачать изображение в полном размере
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию. Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
Общие сведения: машиночитаемая зона — iDenfy
Хотите знать, что такое машиночитаемая зона (MRZ)? Вы хотите знать его роль в проверке личности? Если ответ на эти вопросы «да». Прочтите этот блог до конца. МСЗили машиносчитываемая зона — это особая область в I.D. документ (в частности, паспорт), содержащий личные данные владельца документа. В настоящее время в официальных документах, удостоверяющих личность, или проездных документах почти каждой страны есть МСЗ, в которой закодирована конфиденциальная информация.Как правило, МСЗ состоит из двух или трех строк с напечатанным шрифтом OCR (оптическое распознавание символов).
Документы на основе МСЗ называются машиночитаемыми документами, потому что машина считывает только те тексты, которые они содержат.
В этом посте мы узнаем, как работает MRZ. Какие типы МСЗ доступны и их роль в проверке личности. Однако перед этим давайте кратко рассмотрим историю MRZ.
Подтвердите личность клиента в течение 15 секунд.Запланируйте бесплатную демонстрацию проверки личности здесь.
История машиночитаемого документа
В 1980 году впервые на странице паспорта была добавлена машиночитаемая зона. Сегодня, наряду с фотографией и необходимыми данными (полное имя, дата рождения, номер паспорта, дата истечения срока действия паспорта и т. Д.) Владельца паспорта, идентификационная страница также включала две строки, содержащие несколько букв, цифр и символов, известных как MRZ. линия.
В 1983 году компания U.Подотчетная служба правительства С. начала подчеркивать преимущества машиночитаемой информации. И постепенно использование MRZ стало более популярным. Помимо проездных документов, сегодня он используется в национальных документах, удостоверяющих личность. Хотя для чтения информации, встроенной в МСЗ, требуется уникальное оборудование для оптического распознавания символов. В настоящее время к нему можно получить доступ с помощью смартфона — благодаря постоянно развивающимся технологиям!
Как машина считывает код МСЗ?
Машиночитаемая зона содержит закодированные машиночитаемые строки / коды, которые включают данные держателя документа и числа обнаружения подделки, известные как «контрольная сумма».
Как упоминалось выше, для обнаружения MRZ и считывания закодированной внутри информации используется специальное считывающее устройство. Для проездных документов, таких как паспорта, используется технология распознавания и преобразования текста (система OCR) для считывания данных MRZ и их проверки.
См. Следующее изображение, чтобы распознать машиночитаемую зону в паспорте.
Для доступа к данным из MRZ закодированные данные получаются путем сканирования и затем сохраняются в электронном формате. Этот процесс проходит в несколько этапов:
Сканирование данных
На этом этапе изображение I.D. документ сканируется.
Обнаружение и предотвращение мошенничества от лидеров рынка. Запланируйте бесплатную демонстрацию здесь.
Извлечение данных из машиночитаемой зоны
Когда-то I.D. документ сканируется, и из него захватывается машиночитаемая зона, внедренный текст распознается и анализируется для извлечения полей данных. Система оптического распознавания символов (OCR) обеспечивает вычисление контрольной суммы извлеченных данных. После этого рассчитанные контрольные суммы сравниваются с исходными контрольными суммами для проверки данных.Эти данные также можно экспортировать на внешнее устройство для дальнейшей проверки и проверки.
Для чего нужна МСЗ?
Мошенникам несложно подделать I.D. документирует и манипулирует личной информацией владельца для своих целей в наше время. Мы много раз слышали новости о бандах поддельных паспортов в Европе и во всем мире, занимающихся подделкой документов.
Машиносчитываемая зона в паспорте и других удостоверениях личности. Документы — важный шаг к предотвращению несанкционированного изменения I.D.s. Кроме того, это идеальный способ ускорить процесс проверки.
С помощью MRZ вы получаете личную информацию о держателе в стандартизированном формате, что, естественно, улучшает процесс распознавания и проверки.
Машиночитаемая зона позволяет получить доступ к RFID (радиочастотной идентификации), помещенному в биометрический паспорт. Чип содержит подробную информацию об I.D. держатель. Этот процесс в несколько раз быстрее ручного. Более того, шансы на ошибку ничтожны.
Убедитесь, что ваши клиенты настоящие. Запланируйте бесплатную демонстрацию здесь.
Типы машиночитаемых зон
Когда дело доходит до типов МСЗ, обычно используются три типа I.D. документы. Эти типы классифицируются как МСЗ 1, МСЗ 2 и МСЗ 3. Для паспортов используется тип 3, а для других удостоверений личности. документы. Тип 1 является наиболее популярным, а Тип 2 обычно не используется.
Типы основаны на строках и символах, доступных в МСЗ.Например, МСЗ типа 3 содержит две строки по 44 символа в каждой. МСЗ типа 2 состоит из двух строк по 36 знаков. Точно так же машиночитаемая зона типа 1 состоит из трех строк, каждая из которых состоит из 30 символов.
МСЗТип 3 содержит такую информацию, как национальность, номер паспорта, дата рождения, пол и срок действия паспорта, а в Тип 1 включены буквы A – Z и цифры от 0 до 9.
Независимо от типа МСЗ, она должна соответствовать Doc 9303.
Стандартные машиночитаемые зоны ИКАО (Международной организации гражданской авиации) включают:
Роль МСЗ в проверке личности
Нельзя игнорировать роль MRZ в проверке личности. В настоящее время большинство паспортов и национальных удостоверений личности В документах есть машиночитаемые зоны, что упрощает их распознавание и проверку ответственными органами.
Поскольку проверка паспорта является стандартной процедурой во время проверки биографических данных, паспорта с поддержкой МСЗ оказались полезными при проверке подозреваемых личностей.В конце концов, машиночитаемая зона содержит почти все важные детали человека, такие как имя, национальность, дату рождения, пол, срок действия паспорта и т. Д.
Не забывайте, что паспортные чеки и удостоверения личности проверка представляет собой важную меру безопасности для предприятий и организаций. Независимо от того, является ли это сектор авиалиний, гостиничный бизнес, телекоммуникации, экономика совместного использования или развлечения, сегодня пользователи должны предоставлять свои идентификационные данные. перед доступом к услугам.
МСЗ на базе I.Документы D. помогают предприятиям довольно быстро проводить проверку. Однако, чтобы максимально использовать преимущества МСЗ, должна существовать надежная технология распознавания МСЗ, которая может сделать процесс проверки быстрым и сверхэффективным.
В iDenfy мы предлагаем решения для проверки личности, которые используют системы оптического распознавания для сканирования паспорта и других документов, удостоверяющих личность. Это делает общий процесс проверки личности плавным и эффективным. С помощью нашего решения для проверки личности вы можете проверить 1300 типов I.D. документы из более чем 200 стран мира. Если вы ищете надежного партнера для проверки личности, попробуйте. Чтобы узнать больше о нас и наших услугах, вы можете записаться на встречу.
Стандарты имен для машиночитаемых паспортов
Стандарты имен для машиночитаемых паспортовЛицевая страница машиночитаемого паспорта состоит из двух частей:
Имена паспортов разбиты на две части, используемые в ЗВП и МСЗ:
Первичный идентификатор
Вторичный идентификатор
Страны-эмитенты определяют, как имена разделяются на первичные и вторичные идентификаторы.Первичным идентификатором может быть фамилия или полное имя. Имена, не объединенные с первичным идентификатором, могут стать частью вторичного идентификатора.
В двух разделах страницы действуют разные правила написания имен.
Стандарты наименования в зоне визуального контроля (ЗВП)
В ЗВП указаны держатели паспорта:
В ЗВП разрешены национальные символы.Транслитерация латинскими символами должна быть обеспечена для любых имен, написанных не латинскими буквами.
Стандарты имен в машиночитаемой зоне (МСЗ)
МСЗ следует строгим правилам, которые определяют способ отображения паспортной информации. Пример МСЗ:
P L898902C <3UTO6908061F9406236ZE184226B <<<<< 14 Страна, выдавшая паспорт, преобразует нелатинские символы в латинские символы.Эти изменения основаны на двух элементах: Список допустимых символов Правила преобразования имен Эта информация описывается в разделе «Транслитерация имен». Машиносчитываемая зона (МСЗ) 0 1 2 3 4 5 6 7 8 9 А Б В Г Д Е Ж З И Дж К Л М Н О П Р Р С Т У Ф Х Ц Ч Ш Щ Э Ю Я < К полю «Имя» в МСЗ применяются следующие правила: Префиксы и суффиксы опущены Цифровые символы использовать нельзя Пунктуация не может использоваться: o Апострофы опущены; например, O’CONNOR становится OCONNOR o Дефисы заменяются символом-заполнителем; например, MARIE-THERESE становится MARIE Имена в МСЗ отображаются в первой строке и ограничены 39 символами.В результате имя может быть обрезано до нужного размера. Разбивка поля имени МСЗ показана ниже: P Поле Описание P < P указывает, что документ является паспортом.Страна может добавить еще один символ в качестве дополнительной идентификации. UTO Трехбуквенный код страны-эмитента. ЭРИКССОН Первичный идентификатор — если компонентов несколько, они разделяются одним символом-заполнителем. << Двойные символы-заполнители обозначают конец основного идентификатора. АННА <МАРИЯ Вторичный идентификатор — каждый компонент отделяется одним символом-заполнителем. <<<<<<<<<<<<<<<<<<< Знаки-заполнители, используемые для завершения строки. Они указывают на то, что другие компоненты имени не включены. Программа безвизового въезда разрешает гражданам стран-участниц * совершать поездки в Соединенные Штаты по делам или в сфере туризма на срок до 90 дней без визы. В настоящее время в программе безвизового режима участвуют 39 стран: ПРИМЕЧАНИЕ: Граждане новых стран Кюрасао, Бонэйр, Сент-Эстатиус, Саба и Синт-Мартен (бывшие Нидерландские Антильские острова) не имеют права на поездку в Соединенные Штаты. по программе безвизового въезда, если они подают заявление на въезд по паспортам из этих стран. Путешествие по программе безвизового въезда разрешено путешественникам, имеющим паспорта с определенными функциями безопасности. Требования программы Visa Waiver: С 1 апреля 2016 г. все путешественники должны иметь электронный паспорт для использования безвизового въезда.Электронный паспорт, обозначаемый символом, представляет собой улучшенный безопасный паспорт со встроенным электронным чипом. Электронные паспорта выдаются соответствующим органом, выдающим паспорта, и должны соответствовать международным стандартам защиты и хранения информации, соответствующей паспорту и предъявителю. Дополнительную информацию можно найти на CBP.gov. Все страны программы безвизового въезда должны выдавать паспорта с цифровой фотографией, напечатанной на странице данных, в противном случае их гражданам потребуется получить визу для поездки в Соединенные Штаты.Цифровая фотография — это фотография, которая печатается на странице, в отличие от фотографии, приклеенной или ламинированной в паспорт. Похоже на изображение справа. Если в вашем паспорте нет этой функции, вы все равно можете путешествовать без визы, если: Если вам был выдан паспорт 26 октября 2005 г. или позднее, и он не соответствует вышеупомянутым требованиям, вам необходимо получить визу. Все страны программы безвизового въезда должны выдавать паспорта с машиночитаемой зоной. Машиночитаемый паспорт содержит две строки текста в виде букв, цифр и шевронов (<<<) внизу страницы с личной информацией вместе с фотографией на предъявителя. Это похоже на изображение ниже. Если в вашем паспорте нет этой функции, у вас есть два варианта: Обратитесь в агентство, выдающее паспорт, или в вашу страну. посольство, если у вас есть вопросы о предъявлении в вашей стране соответствующего электронного паспорта. Электронная система разрешения на поездку (ESTA) — это полностью автоматизированная электронная система для проверки пассажиров перед тем, как они начнут путешествовать в США по программе безвизового въезда.Соответствующие критериям граждане или подданные из всех стран, входящих в программу безвизового въезда, должны получить одобрение через ESTA до поездки в Соединенные Штаты по программе безвизового въезда. Путешественникам по программе безвизового въезда рекомендуется подать заявку на разрешение, как только они начнут планировать поездку в Соединенные Штаты. Пожалуйста, посетите веб-страницу ESTA для получения более подробной информации или для подачи заявки на ESTA. Чтобы получить дополнительные часто задаваемые вопросы по программе безвизового въезда, посетите страницу часто задаваемых вопросов CBP по программе безвизового въезда (VWP) и электронной системе разрешения на поездки (ESTA). Для получения дополнительной информации о программе безвизового въезда посетите веб-сайт Департамента путешествий Государственного департамента. * Что касается всех ссылок на «страну» или «страны» в этом документе, следует отметить, что Закон о взаимоотношениях с Тайванем 1979 г., Pub. L. № 96-8, раздел 4 (b) (1), предусматривает, что «[когда] всякий раз, когда законы Соединенных Штатов относятся к иностранным странам, странам, штатам, правительствам или аналогичным образованиям или относятся к ним, такие условия должны включить, и такие законы применяются в отношении Тайваня.”22 U.S.C. § 3303 (b) (1). Соответственно, все ссылки на «страну» или «страны» в разрешающем законодательстве Программы безвизового въезда, Раздел 217 Закона об иммиграции и гражданстве, 8 U.S.C. 1187, включая Тайвань. Это соответствует политике Соединенных Штатов в отношении одного Китая, согласно которой Соединенные Штаты поддерживают неофициальные отношения с Тайванем с 1979 года. ** Британские граждане имеют неограниченное право на постоянное проживание только в Англии, Шотландии, Уэльсе, Северной Ирландии. , Нормандские острова и остров Мэн. Ниже приводится гостевое сообщение Шамима Рахман , старшего специалиста по правовым исследованиям в нашем Подразделении государственных услуг. Конвенция о международной гражданской авиации (также известная как Чикагская конвенция) была подписана 7 декабря 1944 года 52 странами. Международная организация гражданской авиации (ИКАО) была официально учреждена 4 апреля 1947 года после ратификации Конвенции.ИКАО является специализированным учреждением Организации Объединенных Наций, связанным с Экономическим и Социальным Советом (ЭКОСОС), и выполняет следующую миссию: Служить глобальным форумом государств для международной гражданской авиации. ИКАО разрабатывает политику и стандарты, проводит проверки соответствия, проводит исследования и анализ, оказывает помощь и наращивает авиационный потенциал посредством многих других мероприятий и сотрудничества своих государств-членов и заинтересованных сторон. Паспортное бюро.Рисунок Баярда Тейлора. (Создан между 1856 и 1857 годами). Отдел эстампов и фотографий Библиотеки Конгресса, //hdl.loc.gov/loc.pnp/ppmsca.22863 В настоящее время членами Чикагской конвенции является 191 страна. ИКАО работает с государствами-членами над созданием Стандартов и Рекомендуемой практики (SARPS) для безопасного и упорядоченного развития международной гражданской авиации. В настоящее время насчитывается более 10 000 таких стандартов и других положений, включенных в девятнадцать приложений к Конвенции.Существуют различные политики, стандарты и руководства, касающиеся безопасности полетов, пропускной способности и эффективности, безопасности, экономического развития, защиты окружающей среды и других вопросов, связанных с авиацией. Страны-члены обязаны соблюдать политику и стандарты как стороны Конвенции. Для повышения безопасности, эффективности и аутентичности проездных документов ИКАО впервые опубликовала Документ 9303 о машиносчитываемых проездных документах в 1998 году. Позже, в 2005 году, 188 стран, которые в то время были членами Конвенции, одобрили новый стандарт, содержащий в Приложении 9 к Конвенции относительно упрощения формальностей, требуя от всех государств-членов начать выдачу машиночитаемых паспортов (MRP) к 2010 году.Крайний срок отказа от не-MRP — 24 ноября 2015 г. Последние разъяснения стандартов, касающихся проездных документов, включены в Приложение 2014 г. к Документу 9303. В последние несколько лет, чтобы соответствовать требованиям ИКАО к проездным документам, людям в странах по всему миру было предложено получить новые паспорта. Например, Бангладеш, откуда я родом, ратифицировала Конвенцию 22 декабря 1972 года, и она вступила в силу 21 декабря 1973 года. Таким образом, многие граждане Бангладеш до сих пор имеют рукописные паспорта, которые не считываются машинами.После крайнего срока, установленного ИКАО, посольства Бангладеш в разных странах предпринимают шаги по замене рукописных паспортов на МСП. Фактически, в недавнем заявлении посольства Бангладеш в Португалии говорится, что все написанные от руки паспорта Бангладеш будут считаться недействительными после 14 ноября 2015 года. При разработке стандартов ИКАО необходимо было рассмотреть ряд вопросов, включая конфиденциальность информации, связанной с MRP, с учетом того, что могут использоваться определенные технологии, хранящие личную информацию владельцев проездных документов.Эта проблема особенно касается электронных паспортов, в которых есть чип, и биометрическая информация. Том 2 Части 3 Документа 9303 озаглавлен «Спецификации для МСПД с электронной поддержкой и возможностью биометрической идентификации». Что касается конфиденциальности, в нем говорится, что «биометрическая информация, хранящаяся в проездных документах, должна соответствовать любым национальным законам о защите данных или законам о конфиденциальности государства выдачи». Он также отмечает, что [a] После пятилетнего исследования эксплуатационных потребностей в биометрическом идентификаторе, который сочетает в себе пригодность для использования в процедуре выдачи МСПД и в различных процессах при трансграничных поездках в соответствии с законами о конфиденциальности различных государств, ИКАО указала, что распознавание лиц стало всемирно совместимой биометрической технологией.Государство также может по желанию использовать распознавание отпечатков пальцев и / или радужной оболочки глаза для поддержки распознавания лиц. Учитывая различные изменения в использовании биометрической информации, Документ 9303 включает спецификации, связанные с использованием мер защиты данных, таких как ключи шифрования и цифровые подписи. Также обсуждается использование баз данных, которые могут содержать различную информацию о заявителях паспорта. В прошлом году Юридическая библиотека Конгресса опубликовала краткий обзор законов ряда стран относительно хранения биометрической информации в государственных базах данных. В США раздел 1732 Раздела 8 Кодекса США включает положения, касающиеся «машиночитаемых, защищенных от несанкционированного доступа документов для входа и выхода», которые предусматривают использование биометрических идентификаторов. Программа электронных паспортов США была запущена в 2005 году, и Государственное издательство (GPO), которое выпускает электронные паспорта, особо отмечает, что они соответствуют стандартам, выпущенным ИКАО. Thales предлагает полное решение для сквозных электронных паспортов . От выдачи и персонализации проездных документов с высокой степенью защиты, таких как биометрические паспорта, до регистрации и надежных решений по безопасности пограничного контроля, Thales может предложить весь продукт или поставить любую часть цепочки. Мы предоставляем полностью совместимые, высоконадежные, индивидуальные решения в ваших руках, когда вы этого хотите, безопасные, надежные и надежные. Thales также предлагает широкий спектр компонентов и решений для национальных принтеров, выпускающих машиночитаемые паспорта, электронные паспорта или биометрические паспорта последнего поколения. Компоненты электронного паспорта Thales выдерживают реальные нагрузки строгого повседневного использования и имеют длительный срок службы до десяти лет в полевых условиях. Это обеспечивается строгими требованиями к долговечности, превосходящими стандарты ICAO и ISO. На сегодняшний день Thales участвует в более чем 30 программах электронных и биометрических паспортов. Это достижение отражает продолжающийся рост рынков идентификационной информации и лидерство компании ePassport решений , состоящих из полных решений или отдельных ключевых компонентов. Thales включают, в частности: В Thales мы верим в комплексный подход к безопасности . Мы предлагаем обширный опыт и поддержку, позволяя нашим клиентам оправдать их ожидания в отношении отличительных документов, которые являются столь же безопасными, сколь и привлекательными. Сотрудничество с клиентами лежит в основе нашего процесса, и мы разработали комплексный подход к проектированию защиты паспортов, который, как мы считаем, может привести к превосходным результатам. Мы также считаем важным, чтобы власти не упускали из виду непреходящую важность подхода, ориентированного на безопасность, к элементам бумаги (страница данных, буклет, обложка), и мы продолжаем инвестировать в разработку решений печати с высокой степенью защиты для наших клиентов. . Это часть философии Holistic Design , которую Thales реализует в течение нескольких лет для создания современных удостоверений личности и паспортов с учетом потребностей клиентов. ИКАО в настоящее время работает над логической структурой данных версии 2 или LDS2 , следующей эволюцией стандартов электронных паспортов. LDS2 все еще находится на начальной стадии, и Подгруппе NTWG ИКАО по структуре логических данных 2 (LDS2) еще предстоит проделать большую работу, прежде чем она будет применена. Подробнее о LDS2 Готовы заменить все на смартфон? Интеллектуальные виртуальные учетные данные — важный шаг, который определенно повлияет на машиносчитываемые паспорта в будущем. Мы считаем, что виртуальных паспортов может быстро расшириться в качестве дополнительной формы удостоверения личности к физическому паспорту. На этой странице мы исследуем ранние стадии облачных паспортов. Опыт Thales — залог успеха вашего проекта. Мы считаем, что миссия Thales — информировать наших партнеров и представителей отрасли в целом, делиться передовым опытом и предоставлять экспертный анализ. Откройте для себя наше веб-досье о защищенной печати и о том, почему бумага по-прежнему имеет значение. В конце концов, бумажные страницы по-прежнему составляют основную часть документа.Мы считаем, что при оформлении паспорта необходимо уделять особое внимание бумажным элементам. Мы будем рады поговорить с вами о вашем проекте миграции электронного паспорта. Паспортная служба (для непальского нажмите здесь) Правительство Непала начало выдачу машиносчитываемых паспортов с 26 декабря 2010 года. В соответствии с постановлением Международной организации гражданской авиации (ИКАО) все рукописные паспорта должны быть заменены машиночитаемыми паспортами (MRP) до 24 ноября 2015 года.Лица, имеющие рукописные паспорта, не могут выезжать за границу с 24 ноября 2015 года, независимо от даты истечения срока действия, указанной в собственноручном паспорте. Перед тем, как подать заявку по почте или по почте, вы должны сначала предоставить свои данные Здесь и продолжить процесс подачи заявки ниже. Мы вернем вашу заявку, если мы не получим ваши данные. Примечание. Напишите и подпишите на каждой копии оригинала документа «Я подтверждаю, что это подлинная копия оригинала документа » Требования для продления старого паспорта: Порядок получения машиносчитываемого паспорта: Машиносчитываемый паспорт составляется в течение трех месяцев после должным образом зарегистрированной формы заявки вместе с необходимыми документами.Поэтому заявителям рекомендуется подавать заявку на получение нового машиночитаемого паспорта не менее чем за 6 месяцев до истечения срока действия старого паспорта. Заявители получат новый машиносчитываемый паспорт в ранее отправленном конверте для возврата после получения нового паспорта. Заявители, желающие получить в посольстве новый машиночитаемый паспорт, должны предъявить его лично вместе с квитанцией и старым паспортом. Порядок заполнения заявления на паспорт Форма Характеристики фото Порядок печати заявления на паспорт Форма Скачать форму заявки здесь Скачать форму заявки MRP Здесь Баллы, которые следует помнить при подаче заявления на получение машиносчитываемого паспорта: Посольство Непала 2131 Leroy Place NW Вашингтон, округ Колумбия 20008 Примечание. Наличные, персональные чеки и кредитные карты не принимаются. Генеральное консульство Непала в Нью-Йорке: 216 E 49-я улица, 4-й этаж Нью-Йорк, NY-10017 Электронная почта: [email protected] Факс: 917 675 6779 Телефон: 917 675 6783 Время работы: понедельник — пятница с 9.00 до 17.00 Консульская служба: с 9:30 до 13:30 Машиносчитываемые паспорта имеют последовательность строк, которую можно провести с помощью U.S. Сотрудники таможни и пограничной службы (CBP), чтобы быстро подтвердить личность владельца паспорта и получить другую информацию о держателе, которую обычно можно найти на внутренней обложке паспорта. Закон об иммиграции и гражданстве первоначально установил 1 октября 2003 года в качестве даты, к которой путешественники безвизового въезда должны были предъявить машиночитаемый паспорт. По просьбе 23 из 27 стран безвизового въезда Соединенные Штаты отложили выполнение этого требования до 26 октября 2004 г. для запрашивающих стран. В течение ограниченного периода времени DHS разрешает одноразовый отказ от въезда в страну для путешественников без машиночитаемого паспорта, бесплатно для путешественника.Этот ограниченный период закончится 26 июня 2005 г. Начиная с 26 июня 2005 г. перевозчики будут оштрафованы на 3 300 долларов за каждое нарушение за транспортировку любого лица, совершающего поездку по программе безвизового въезда в США, без машиночитаемого паспорта. Точно так же путешественники безвизового въезда, прибывающие в Соединенные Штаты в этот день без машиночитаемого паспорта, не должны рассчитывать на одноразовый въезд в страну. «Машиносчитываемый паспорт приносит пользу иностранным посетителям так же, как и безопасность страны», — сказал Рэнди Бердсворт, заместитель министра пограничной и транспортной безопасности.«Одним быстрым движением руки офицеры на переднем крае могут быстро получить информацию, необходимую им для обработки законных путешественников. В то же время этот немедленный доступ к информации позволяет нашим офицерам еще больше сосредоточиться на выявлении и предотвращении потенциальных угроз». С 26 октября 2004 г. сотрудники CBP уведомляют путешественников безвизового въезда в Соединенные Штаты письмом с объяснением новых требований к въезду. Кроме того, страны безвизового въезда тесно сотрудничают с федеральным правительством, чтобы сообщить своим гражданам информацию об этих новых требованиях.В качестве альтернативы для лиц, планирующих поездки на ближайшее время, которые не могут вовремя получить машиночитаемый паспорт, физическое лицо может подать заявление на визу США в консульстве или посольстве США за рубежом. В безвизовом режиме участвуют 27 стран: Андорра, Австралия, Австрия, Бельгия, Бруней, Дания, Финляндия, Франция, Германия, Исландия, Ирландия, Италия, Япония, Лихтенштейн, Люксембург, Монако, Нидерланды, Новая Зеландия, Норвегия, Португалия, Сан-Марино, Сингапур, Словения, Испания, Швеция, Швейцария и Великобритания. В МСЗ должны отображаться только следующие символы:
Требования программы безвизового въезда | Национальная безопасность
Страны программы безвизового въезда
Требования к паспортам
Цифровые фотографии
Машиносчитываемые паспорта
Электронная система разрешения на поездку
Дополнительная информация
Поэтапный отказ от немашиносчитываемых паспортов
Решения для электронных и биометрических паспортов (2021 г.)
Компоненты и решения электронного паспорта для государственной типографии
Комплексное решение для электронных паспортов
Компоненты и решения
Паспорт прочности
Занимается созданием исключительных паспортов
Как оформить безопасный паспорт в 2020 году?
Какое будущее у электронного паспорта?
LDS2
Цифровое удостоверение личности
Лучшие практики и тенденции электронного паспорта (2018-2020 гг.)
Почему бумага все еще имеет значение
Машиносчитываемый паспорт (MRP) — Посольство Непала, Вашингтон, округ Колумбия, США
Машиносчитываемые паспорта, необходимые для некоторых путешественников