Гальванические покрытия металлов: описание обработки, таблица пар
Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
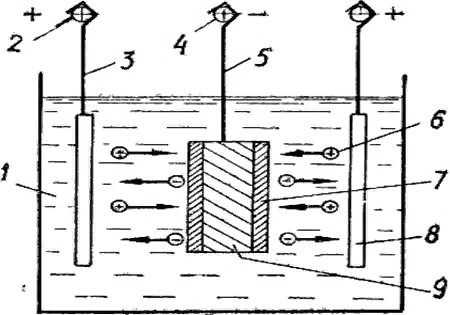
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
Процесс образования защитной пленки другим металлом осуществляется двумя методами:
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
wikimetall.ru
О гальванике — без формул – Ярмарка Мастеров
Что же это такое интересное, что заставило матерую валяльщицу ))) задвинуть подальше ящик с шерстью и начать создавать совсем другую красоту? Честно говоря, я занялась гальваникой с одной лишь целью — меднить и латунить фурнитуру для своих войлочных сумок, ведь так трудно подобрать все одного цвета! Но оказалось, что с большей частью фурнитуры этот номер не проходит, но зато в гальванике столько возможностей!! Не оторваться!))
О том, что такое гальваника, полным-полно статей в интернете, также там приводятся схемы электрической цепи и химический состав растворов — во все это «сильно заумное» многие не хотят или не могут вникать, да собственно, и незачем, если не собираешься этим заняться. Мне удобно думать, что мозг устроен так же, как компьютер, и любая лишняя информация, накопленная в нем, ухудшает быстродействие, не оставляет свободного пространства для творчества. Поэтому для многих вещей достаточно общего понимания, если появится необходимость — всегда можно поднакопить информации, разобраться подробнее.
Вряд ли я расскажу о гальванике лучше, чем это сделал Владислав Киселевич, его видео «Мастер-класс Гальваника в домашних условиях», по моему мнению, лучший в ру-нете.
Но все же попробую сказать пару слов о гальванике без схем и формул, специально для моих подписчиков и коллег по «войлочному цеху», озадаченных метаморфозами в моем магазине))). Очень много вопросов и догадок, иногда весьма забавных)))
Я не «окунаю всякое в жидкую медь» — это невозможно, медь — твердая. И не крашу медной краской — вещицы получаются действительно медные, твердые и прочные. И не отливаю из меди — плавить металл — это для меня пока слишком сложно! И, да — гальванику не я придумала, и омеднять растения — тоже! )))) А суть процесса в следующем.
В посудке разводится «маринад» из большого количества воды и пары флаконов химии из хозяйственного магазина. В основе химии — медный купорос, синенькие кристаллы, знакомые дачникам — его используют как удобрение. И автомобильный электролит, который автомобилисты наливают в аккумулятор. В посудку (емкость, которую называют гальванической ванной) — с одной стороны помещается кусок настоящей меди — лист или трубка (трубки легче купить, они продаются много где и используются в кондиционерах и холодильниках). Эту пластинку называют Анод. С другой стороны в емкость помещается деталька, которая хочет стать медной. Как только она погружается в раствор, ее называют Катод. (прим.: в гальванике, в отличие от электролиза, + и — меняются местами. Впрочем я и сама путаю термины, поправьте, если опять ошиблась, главное — не перепутать провода, «+» — красный — на отдающую пластину, «-» — черный — на принимающую). Точный рецепт «маринада» ищется по запросу «состав электролита для меднения», кто заинтересуется формулами и цифрами, найдет без затруднений.
Эта деталька, которую хотим покрыть медью, обязательно должна уметь проводить ток, то есть, быть металлической, или ее покрывают специальным составом, который ток проводит. Чаще всего это лак на основе графита — того самого, что в карандашах. Лак продается в магазинах для радиолюбителей, дороговат, но вполне доступен. Затем к листу меди и к детальке прикрепляются проводки и на них подается электричество — совсем небольшое, не более чем при зарядке телефона. И тут начинается волшебство. Медь с пластины «растворяется» в «маринаде» и нарастает на детальке. То есть лист меди отдает свои частички, а деталька эти частички принимает. Химический раствор и электричество помогают микро-частицам металла поменять место жительства .
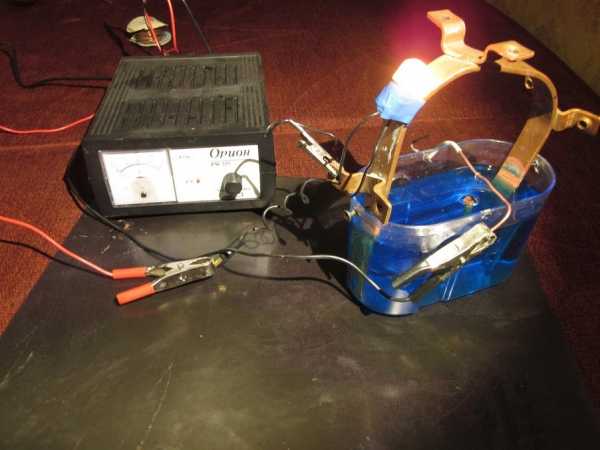
У меня эта конструкция выглядит так:

Чем дольше деталька находится в растворе, тем больше меди на ней нарастает, и тем тверже она становится. Процесс это довольно долгий, несколько часов, а то и дней — чем больше деталька и чем толще нужно получить слой меди — тем дольше. И тем сильнее «худеет» лист меди, отдающий себя во благо)))
Гальванику используют не только для меднения, но и для покрытия предметов другими металлами, в том числе и драгоценными. Но это в домашних условиях делать сложно и опасно — химия используется совсем другая, не из супермаркета, и отдающий металл, разумеется, должен быть тот же, которым изделие покрывается. Металлом можно покрыть любой объект или часть объекта, или сделать металлическую копию — в этом и есть смысл гальваники.
Органические предметы (растения, перышки, ракушки и т.п.) предварительно нужно полностью покрыть графитом, а потом меднить. При этом растение получается в меди, как в саркофаге — без доступа воздуха оно не гниет и не портится. Слой меди нужно делать довольно толстым — чтобы было прочно. Металлические предметы (правда, не все металлы подходят) меднятся сами, без графита.
Многие материалы нельзя погружать в элктролит, например, первое, что я сделала, конечно же — частично обмазала графитом войлочный шарик и сунула его в раствор! Если у вас есть машина и электролит хоть раз попадал на вашу одежду, вы поймете что произошло))) таки да, шерсть в раствор — нельзя! и еще много чего нельзя, без риска испортить волшебный бульончик.
Так что если надумаете вникать в тему и попробовать это увлекательное занятие — не размахивайтесь сразу на аквариум в 20 литров, попробуйте в малых количествах.
Гальваническое покрытие металлом можно нанести и на маленькую бусинку, и на целый большой памятник! Но для этого, конечно, нужна не маленькая посудка, а целый большой бассейн раствора и много-много металла. Еще — большие и криволинейные объекты покрывают металлом гальванической кистью, но это уже другая история… Так реставрируют памятники, например, гальваникой — бронзой — покрыта четверка лошадей на фронтоне Большого театра.

В домашних условиях и «для девочек» интереснее всего меднить различные природные объекты и делать из них потом украшения.




Меднение растений процесс увлекательный, но больше меня привлекло в гальванике другое — создание текстур.

Об этом — следующая статья.
www.livemaster.ru
виды, методы, описание процесса :: SYL.ru
Гальваническое покрытие – это химический метод нанесения металлической пленки для защиты изделий и придания им дополнительных характеристик: устойчивости к коррозии, твердости, износостойкости, декоративности и т. д. В дополнительной защите нуждается любое металлическое изделие, гальванической изоляцией покрывают даже алюминиевые детали.
Принцип
Схема, по которой реализуется гальваническое покрытие металла, довольно проста. В нее входит изделие, на которое наносится защитное покрытие, емкость с раствором электролита, куда помещается изделие. Третьим участником процесса является металлическая пластина, на которую подается положительный заряд тока, она выполняет функции анода, помещенное в раствор изделие становится катодом, куда подается отрицательный заряд.
При замыкании электрической сети металл анода (пластины) растворяется в электролите и под действием тока устремляется к отрицательно заряженному изделию (катоду), тем самым создавая прочное покрытие. Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей (ванн) с электролитом бывает разным, в зависимости от производственных задач.

Изделия больших размеров размещают на подвесах, через которые пропускают отрицательный заряд, конструкция удерживается на весу в объеме ванной. Мелкие изделия получают гальваническое покрытие в ваннах барабанного типа, где одновременно гальванизируется большое количество продукции. В этом случае отрицательный заряд подается на барабан, вращающийся в емкости с электролитом, куда заведен анод.
Существуют колокольные наливные ванны, где гальваническое покрытие одновременно наносится на большое количество очень мелких деталей, например на метизы. В емкости засыпают продукцию, заливают электролитный состав и устанавливают анод. Ваннам придается медленное вращение, в процессе которого изделия равномерно покрываются защитным металлом.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.

Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Цели
Гальванические покрытия разделяются на несколько видов в зависимости от целей применения изделия:
- Защитно-декоративные. Целью нанесения является получение высоких эстетических характеристик и защита продукции от разрушающих факторов.
- Защитные. Изолируют металлические детали от действия агрессивных сред, механических повреждений.
- Специального назначения. Гальваническое покрытие наносится для получения новых свойств – повышенной износостойкости, увеличения характеристик твердости, получения магнитных, электроизоляционных свойств готового изделия. В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия или после длительной эксплуатации.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.

- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Подготовительный этап
Нанесение гальванического покрытия – это многоуровневый технологический процесс, реализуемый в три основных этапа (подготовка, нанесение покрытия, заключительная обработка готового изделия).
Подготовка поверхностей для дальнейшей гальванизации – наиболее трудоемкий и ответственный этап всего процесса. От правильности и достаточности его проведения зависит качество полученного защитного покрытия. При наличии на поверхности металла малейших следов жира и оксидной пленки получение однородной сплошной защитной пленки будет невозможно – покрытие не сможет проникнуть в слои основного металла, могут образоваться пузыри, разрывы и т. д.

Дефекты могут возникнуть на местах, где остались заусенцы, неровности поверхности, в местах плохо отшлифованных спаев, недостаточно очищенных от пыли местах. Гальваническое покрытие требует низкой шероховатости поверхности, тщательного очищения после шлифовки и обязательной обработки обезжиривающими средствами.
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.

Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Как реализуется процесс
Осаждение защитного слоя металла на изделиях проводится при помощи специального оборудования. Различия нанесения видов гальваники отражены в рецептуре используемого электролита.
Гальванический метод покрытия металлов и других материалов происходит следующим образом:
- Гальванические ванны заполняются электролитическим раствором. В них помещают аноды и обрабатываемые изделия. Размер и вид ванны зависят от величины деталей, требующих покрытия.
- Нагревательное устройство доводит температуру электролитического состава до нужного технологически обоснованного значения.
- В конструкцию подается ток от источника, оснащенного регулятором напряжения.
- Процесс гальванического покрытия занимает определенное время, его величина обуславливается размером детали, достижением необходимой толщины защитного слоя.
Особенности процесса
В некоторых случаях при гальваническом методе покрытия обрабатываемые детали навешивают на катодную штангу, расположенную в ванной, а на анодной штанге размещают пластины металла, который будет покрывать изделия. Для получения определенных характеристик покрытия в электролит могут вводиться соли металлов, органические соединения, блескообразователи и т. д.
Для ускорения процесса перенесения металлов электролит перемешивают, что дает возможность применять большую плотность тока. Реверсирование направления тока позволяет получать гладкую поверхность.

Точное время длительности гальванического процесса покрытия устанавливается опытным путем – нанесением защитного слоя на деталь, измерением толщины получаемого слоя за определенный отрезок времени при заданных условиях технологического процесса. Особое внимание на этапе приладки уделяют толщине слоя в углублениях и полостях обрабатываемой опытной детали.
Толщина слоя
Толщина гальванического покрытия определяется согласно данным о средних толщинах наносимого слоя, зависит от условий, в которых будет эксплуатироваться деталь. Они делятся на группы:
- Легкие условия (ЛС) – детали используются в закрытых отапливаемых помещениях с относительно сухой атмосферой, или изделие будет эксплуатироваться в течение непродолжительного срока во внешней среде, где нет активных коррозионных агентов. Толщина однослойного покрытия составляет около 7 мк, многослойного – 15 мк.
- Средние условия (СС) – детали будут использоваться в среде со средней влажностью, загрязнением, небольшими количествами топливных, промышленных выбросов или испарений морской воды. Толщина однослойного покрытия составляет 15 мк, многослойного – 30 мк.
- Жесткие условия (ЖС) – предусматривают эксплуатацию деталей в условиях высокой влажности, повышенного уровня загрязнений промышленными газами, отходами топлива, твердыми веществами, пылью. Толщина однослойного покрытия – 30 мк, многослойного – 45.

Данные о толщине гальванического покрытия деталей одним слоем содержит ГОСТ 2249-43. Сюда относятся цинковые покрытия. Контролирует многослойное нанесение гальванического покрытия ГОСТ 3002-45 (никелевые покрытия). Толщина слоя может быть изменена по конструктивным требованиям или в тех случаях, когда обрабатываемая деталь рассчитана на короткий срок эксплуатации. Срок службы цинкования – до 5 лет, для остальных видов покрытий – до 3 лет.
Обработка готового изделия
Гальваническое покрытие деталей завершается этапом дополнительной обработки. В этом процессе реализуются следующие операции:
- Осветление.
- Окраска лакокрасочными составами.
- Пассивирование.
- Обезводороживание.
- Промасливание или полировка.
- Выполнение серебрения составами против тусклости.
Осветление и пассивирование повышают антикоррозионные свойства оцинкованных изделий и кадмиевых покрытий. Процесс пассивирования – это погружение изделий в специальный раствор, образующий на поверхности детали защитную пленку толщиной до 1 мкм.
Изделия из стали, меди с гальваническим покрытием дополнительно обрабатывают маслами – промасливают. Это делается в целях улучшения защитных качеств металлической изоляции и способствует повышению антикоррозионной устойчивости.

Контроль качества
Требования к качеству гальванического покрытия зависят от условий эксплуатации обработанного изделия. Для оценки нанесения используются такие виды контроля:
- Оценка внешнего вида детали путем визуального осмотра, сравнения с эталонными образцами (чистота поверхности, цвет, наличие или отсутствие блеска).
- Определение толщины гальванического покрытия и пористость производится в лабораторных условиях (измерение).
- Устойчивость к коррозии согласно ТУ или ГОСТ (испытание).
- Механическая, физическая устойчивость (отражательные свойства, пластичность, износостойкость, электрическое и температурное сопротивление, твердость и пр.)
Преимущества
К преимуществам данного метода защиты металлических изделий относятся:
- Высокие антикоррозионные качества.
- Стойкость к механическим и физическим повреждениям.
- Сопротивляемость агрессивным средам природного и промышленного происхождения.
- Низкая пористость покрытия.
- Твердость, износостойкость.
- Возможность регулировать толщину наносимого покрытия в процессе нанесения.
К недостаткам метода относится большой расход электроэнергии, экологические угрозы, высокая стоимость очистных мероприятий.
www.syl.ru
часть1. Гальваническая установка – мастер-класс для начинающих и профессионалов
Данный мастер-класс написан, чтобы узнать — насколько интересен публике процесс гальванического напыления металла. Есть два подхода к делу: можно потратить много времени и мало денег, а можно наоборот. Идея мастер-классав том, чтобы затратить на материалы и инструменты как можно меньше денег, буквально — собрать все из того, что есть дома. Образование физического факульткта и изголодавшийся по работе мозг молодой мамы в декрете не оставили мне выбора — я начала изобретать велосипед, хотя подробного описания «для чайников» в сети не нашла (что и решила исправить). В этот раз я опишу только самое начало — сборка цепи гальванической установки. Если это окажется и нтересно, в следующих мастер-классах я подробно опишу все оставшиеся этапы. Получилось «многабукав», как говорят сейчас в интернете, но мне хотелось, чтоб было понятно.
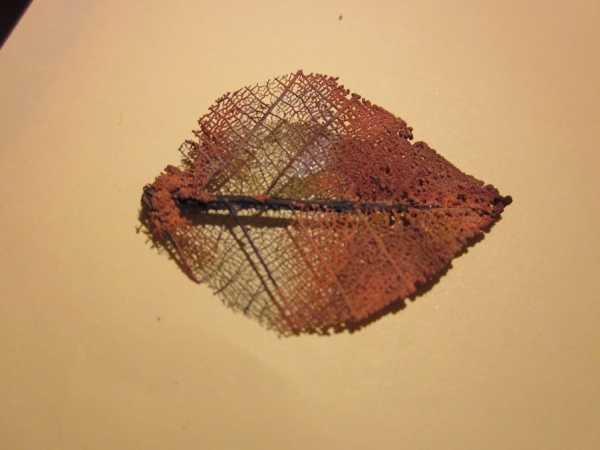
Итак, мы задались целью обмеднить что-нибудь. Для меня это был скелетированный листик.
Для этого нужно:
1. собрать установку,
2. приготовить электролит
3. нанести токопроводящий слой на образец
4. провести сам процесс гальванизации.

Каждый из этих этапов имеет свои трудности. Итак, установка. Для того чтобы быстро собрать установку, нам потребуется, во-первых: автомобильный выпрямитель (такая штука для зарядки автомобильного аккумулятора). Его можно заменить зарядкой от старого телефона или любого другого маломощного устройства, но это несколько сложнее (позже объясню). медная проволока или медный провод. Второе куда предпочтительнее: по проволоке должен идти ток, а медная проволока в мотках бывает покрыта специальной пленкой, пока ее не обожжешь — к ней не подцепиться. А в проводе, который вы достали из изоляции, вы можете быть уверены. Можно отрезать шнур с вилкой от какого-нибудь сломанного прибора, который во время не выбросили, или взять какой-нибудь завалявшийся кусочек. Или купить провод в любом авто-или строительном магазине. Проволока нужна разная. толстая (около 1-2мм) для создания штанги для подвешивания предметов в гальванической ванне, тонкая — подвешивать предметы (листик) за штангу.
В третьих — маленькая электрическая лампочка и пару зажимов-крокодилов (не обязательно). Это понадобится нам для контроля и снижения тока.
В четвертых — пластмассовая миска, которую мы будем гордо именовать » гальваническая ванна» 🙂 Подойдет любая емкость, такая, чтобы в нее помещалось все то, что вы планируете обмеднить (по очереди, конечно 🙂 ). Я купила в хозтоварах емкость для сыпучих пргодуктов за 60р. Можно взять стеклянную банку.. Главное, чтобы не разъело электролитом!
В пятых — медная пластина, а еще лучше две. Я свою нашла на даче в сарае. Если нет пластины — как временное решение подойдет медный провод/проволока. Берете любую подходящую плотную пластмасску и делаете плотную обмотку проволокой на глубину вашей емкости. Но, как постоянный вариант это годится только для очень толстой проволоки — 2 и более мм. Тонкую проволоку через неделю-две разъест электролитом. В емкости, под слоем электролита, вы не увидите истончение и разрыв, и будете грустно гадать, куда делся ток и почему ничего не работает..
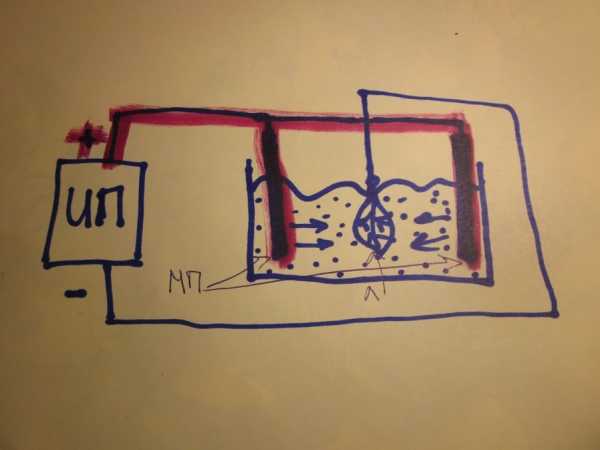
Теперь, чтобы понимать, что мы делаем, опишем принцип работы нашей установки (см. схему). Уж простите, за такой рисунок, делаю МК ночью, уложив ребенка.. Задача такая: через электролит к нашему листику должен течь ток. Ток создается ионами меди. Они, создавая ток в растворе, стремятся к образцу (листику), оседают на нем, формируя тонкий и прочный слой атомарной меди. Из школьной физики мы помним (или поверьте на слово 🙂 ), что ток течет от плюса к минусу. Значит, если на медную пластину подать плюс, а на листик — минус, то через электролит от медной пластины к листику потечет ток, все заработает. На схеме ИП — источник питания (зарядка), МП — медные пластины, Л — листик. Красным — то что подключается на «плюс», синим — то что на «минус».
Итак, для начала берем медную пластину и вставляем ее в гальваническую ванну. Лучше поставить две пластины с двух сторон, чтобы ток тек с обеих сторон и меднение происходило равномерно. Можно и больше, тут уж зависит от широты души и количества медных пластин 🙂 Пластину лучше закрепить, тут есть варианты. У меня пластинка одна, только согнутая, потому я проделала в емкости дырочки нагретым гвоздем и вкрутилв в них саморезы — они и прижали мою пластину. Не очень эстетично получилось, зато работать будет..

Теперь из толстой проволоки делаем подвес для того, что будем меднить. И подвешиваем что-нибудь, на чем не жалко пробовать.
Теперь можно сразу подцепить источник тока: красную клемму (плюс) за медную пластину, черную (минус) за подвес. Если бы все было так просто… Автомобильный зарядник работает с определенным дмапазоном токов и напряжений, ток может оказаться великоват для нас. Тогда осаждение меди пойдет слишком быстро, она осядет вот такими пупырышками.
Или вообще вот такими хлопьями, корорые легко соскребаются пальцем.

Надо уменьшить ток. Чем дольше и медленне мы напыляем медь, тем ровнее и плотнее будет слой. От вас же не требуется напылять его силой мысли — та что поставили слааааабенький ток, и идите по делам, изредка проверяя, как там дела. Но как уменьшить ток, если мы итак поставили минимально возможный на зарядке? Курс школьной физики говорит — добавить в цепь лампочку! Будет дополнительное сопротивление и ток уменьшится. Берем маленькую лампочку (например, самую простую и дешевую для габаритов автомагазине),
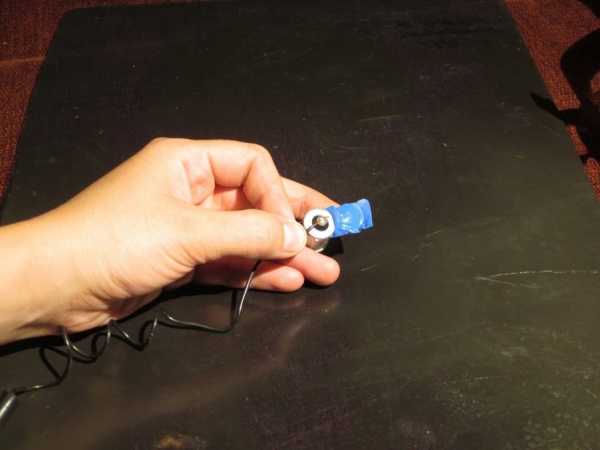
приматываем изолентой два контакта (для удобства можно просто два куска провода).

Лампочке все равно, с какой стороны ей попадут плюс, с какой минус — не бойтесь перепутать.

Внимательно следите чтобы провод касался только одного контакта лампы! иначе ток не пойдет сквозь лампу и толку от нее не будет.

И вот теперь можно собрать цепь: плюс от зарядки к лампочке, лампочку к медной пластине, минус от зарядки к подвесу. Напряжение на моей установке 0.7 Вольта, ток порядка 0.05 — 0.1 А. Это не опасно, хотя, не очень приятно, если забыть о технике безопасности и почувствовать на себе (да-да, каюсь, было)..
Теперь осталось налить электролит, и можно пробовать!
А теперь немного о лампочке. Автомобильный зарядник светит диодом и жужжит даже когда через его клеммы не идет ток — он делает это когда просто включен в розтку. А вот лампочка будет гореть только если в цепи есть ток и идет процесс гальванизации, так что очень удобно ходить мимо, просто поглядывая на лампочку. Если она погасла — ток пропал. Пока я писала эти строчки, я увидела как погас свет — опробовала новуб систему подвеса листиков, но крепление разъело электролитом и листик, оторвавшись, упал. Без лампы я бы так сразу об этом не узнала.
Почему неудобно использовать зарядку от телефона: во-первых непонятно где плюс и минус, а во вторых — она дает ток около 0.8А, то есть в 8 ра больше — нужно больше ламп, или какое-то другое сопротивление…
Но, это только начало! Дальше надо приготовить электролит, правильно нанести токопроводящий слой (ведь наш листик ток не проводит) потом проследить чтобы листик нормально гальванизировался.. И, если все хорошо, у вас получится вот такой замечетальный ажурный металлический листик!

Устройство для зарядки, да и почти все прочее есть почти в каждом доме, где есть автомобиль. Все «крокодилы» можно легко заменить скрутками, так что стоимость «стартового комплекта» минимальна. Если вас не увлечет это занятие, не придется жалеть о потраченных средствах. Удачи!
P.S.: Хоть это и не относится к этому разделу, упомяну — помните , что работать с электролитом нужно в перчатках! Что при меднении выделяется газообразный водород, который взрывоопасен в больших количествах. Конечно, для взрыва вам надо обмеднить, минимум, шкаф, но все же приоткройте форточку..
P.P.S.: я очень надеюсь, что объяснила понятно, если что — спрашивайте! Это мой первый МК, рука еще не набита..
www.livemaster.ru
Гальваническое покрытие. Технология гальванических покрытий. Гальваника
Гальванической покрытие представляет собой метод покрытия одного металла каким-то другим посредством электролиза. Эта процедура осуществляется с использованием традиционных методов погружения. После предварительной подготовки печатные платы загружают в гальваническую ванну, представляющую собой емкость из диэлектрика, которая наполнена электролитом и снабжена анодами (они могут быть растворимыми и нерастворимыми), а также устройством для поддержания температуры и перемешивания раствора.

Обработка плат
Пропускание постоянного тока приводит к тому, что непокрытые защитной маской и подключенные к электроду участки платы покрываются слоем никеля или золота определенной толщины. Правильное расположение анодов гарантирует, что толщина покрытия будет примерно равномерной.
Золочение печатных плат обычно производится с использованием двухстадийного процесса. Сначала их погружают в ванну, где гальваническим способом наносится никель. При этом используется высокая плотность тока, благодаря которой из кислого раствора осаждается слой никеля, толщина которого составляет 0,05-0,1 мкм. Благодаря этому обеспечивается прочное сцепление никеля и меди, что позволяет уменьшить пористость покрытия, а также предотвратить проникновения меди в золотой слой. После промывки изделия обычно перемещают в ванну золочения, где производится наращивание слоя золота до 0,5 мкм из электролита.
Гальваника и декорирование
Уже в древние времена существовала декоративная отделка художественных металлов. Современное производство предполагает, что для придания каких-то особых свойств поверхности металла будет использоваться гальваническая обработка. Защитные покрытия из благородных металлов можно получить благодаря осаждению металлов из солевых растворов под действием электрического тока. Благодаря таким покрытиям удается достаточно длительное время сохранить цвет и блеск ювелирных изделий. Они не только предотвращают потемнение изделий, но и обладают превосходным полирующим эффектом. К примеру, гальваническое покрытие золотом или серебром позволяет надолго сохранить цвет и блеск ювелирного изделия.
Существует несколько разных вариантов этого процесса, каждый из которых предполагает использование того или иного металла:
— хромирование;
— меднение;
— цинкование;
— никелирование;
— олово-висмутовое покрытие;
— химическое оксидирование;
— химическое пассивирование;
— анодирование;
— электрополировка.

Хромирование
Это диффузное насыщение стальной поверхности хромом либо осаждение на детали слоя вещества из электролита под действием электротока. В данном случае гальваника ориентирована на защиту от коррозии, применяется для декорирования либо для увеличения степени твердости поверхности. Хромирование в промышленности может использоваться и для декорирования. В данном случае основная цель процедуры – придание металлической поверхности красивого эффектного блеска. Деталь перед нанесением хрома должна быть отполирована.
Свойства покрытия
Твердое хромовое покрытие характеризуется жаростойкостью, высокой степенью износостойкости, плохой смачиваемостью, низким коэффициентом трения, а также незначительной пластичностью. Кроме того, поверхность получает такие свойства, как устойчивость в плане трения, способность выдерживать распределительную нагрузку, а также недостатком, связанным с легкостью разрушения под действием сосредоточенных ударных нагрузок. Гальваническое покрытие в форме молочного хрома обладает невысокой степенью износостойкости и твердости, малой пористостью. Поверхность получает защиту от коррозии, при этом сохраняя привлекательный декоративный вид.

Использование хромирования в промышленности
Основная цель, с которой оно используется в промышленности, это придание детали таких свойств, как повышенная износостойкость, увеличенная устойчивость к коррозии, а также сниженное трение. Благодаря этому процессу сталь становится прочнее, не подвергается газовой коррозии, а также не разрушается в морской и обычной воде, азотной кислоте. Гальваническое покрытие данного типа приводит к тому, что поверхностные дефекты становятся только значительнее, из-за чего требуется производить последующую обработку, так как в данном случае нет эффекта выравнивания.
Меднение
Использование медных покрытий актуально в тех случаях, когда требуется повысить электропроводность, а также их применяют в качестве промежуточного слоя на стальных изделиях перед тем, как будет нанесено хромовое, никелевое или иное покрытие. Так удается обеспечить более качественное сцепление, а также повысить защитную способность. Гальваническое покрытие медью обычно не используется в качестве самостоятельного или декоративного. Благодаря тому, что данный металл способен предотвращать образование искр, изделие можно использовать в нефтяной и газовой промышленности.

Применение меднения
Данный процесс используется для нанесения покрытия из меди на стальные изделия либо на стальную проволоку. Часто этот вид покрытия применяется для защиты отдельных участков изделий из стали от цемента, а обработке при этом подвергаются те участки, которые дальше предполагается обрабатывать резанием.
Гальванические покрытия металлов в данном случае часто применяются в нефтегазовой отрасли, чтобы исключить образование искр, в электроэнергетической сфере для последующего нанесения многослойных покрытий, предназначенных для защиты и декорирования, в производстве печатных плат, для улучшения пайки, а также для многого другого. Поверхность приобретает цвет от светло-розового до темно-красного. Оттенки обычно не нормируются.
 Цинкование
Цинкование
Одним из наиболее распространенных методов для защиты металлических изделий является цинкование. Обычно его применяют для обработки разнообразных легированных или углеродистых марок стали. Нанесение гальванических покрытий данного типа достаточно востребовано для защиты изделий из проволоки и крепежных элементов. Попадая во влажную среду, цинковая поверхность выступает в качестве анода, благодаря чему замедляются окислительные реакции, а основной металл при этом получает надежную защиту от негативных факторов среды.
Гальваника данного типа может использоваться только после того, как металлических изделия будут обработаны особым образом. Для этого следует очистить их от ржавчины, окалины, технических средств смазочно-охлаждающего назначения. Когда процесс гальванического цинкования будет завершен, изделие должно подвергнуться осветлению, то есть его протравливают слабым раствором азотной кислоты, после чего проводят пассивацию. Так не только удается увеличить устойчивость оцинкованных изделий к негативным факторам, но и сделать их более декоративными, то есть придать блеск и определенный оттенок. Технология гальванических покрытий в данном случае предполагает толщину цинкового слоя от 6 мкм до 1,5 мм.

Никелирование
Защита металлических изделий может осуществляться с использованием различных технологий. Одной из наиболее востребованных и распространенных на данный момент является никелирование. Такая популярность объясняется химическими свойствами никеля. Он обладает высокой степенью устойчивости к коррозии в водной среде, а оксид никеля предотвращает последующее окисление металла. Помимо этого, никель слабо поддается воздействию солей, кислот и щелочей, за исключением азотной кислоты. К примеру, гальваническое покрытие толщиной 0,125 мм надежно защищает от большинства промышленных газов, характеризующихся повышенной агрессивностью. Очень важен и такой момент: никелированию поддаются почти все металлы, благодаря чему такой способ можно применять для дополнительной обработки изделий.
Использование никелирования уместно для решения целого ряда задач:
— обеспечение защиты металлических изделий;
— использование в качестве декоративного покрытия;
— формирование предварительного слоя, который будет подвергнут дальнейшей обработке;
— восстановление деталей и узлов.
Покрытие характеризуется повышенной износостойкостью и твердостью и рекомендовано для деталей, которые работают в условиях трения, в особенности при отсутствии какой-либо смазки, используется для защиты от коррозии, а также обеспечения качественной пайки низкотемпературных припоев, все это прописано в ГОСТ. Гальванические покрытия обладают повышенной хрупкостью, поэтому не рекомендовано производить развальцовку и гибку деталей, прошедших процедуру никелирования. Его рекомендуется применять для сложнопрофилированных деталей. После процедуры термообработки в условиях температуры 400 градусов Цельсия покрытие приобретает максимальную твердость.
 Олово-Висмут
Олово-Висмут
Оловянное покрытие характеризуется стойкостью к действию соединений, содержащих серу, поэтому рекомендуется для деталей, которые находятся в контакте с резиной и пластмассами. Среди его свойств можно назвать превосходное сцепление с основным металлом, эластичность, способность к изгибу, вытяжке, штамповке, развальцовке, прессовой посадке, а также хорошее сохранение при свинчивании. Свежеосажденное оловянное покрытие хорошо поддается пайке.
Выводы
Гальваническое покрытие позволяет улучшить токопроводящие характеристики деталей, придавая им превосходные свойства электроизоляции, а также защищая от воздействия различных веществ. Кроме того, этот способ позволяет получить отличные поверхности, имеющие зеркальный вид, а также имитирующие покрытие эмалью. Сложно переоценить, насколько гальваника важна в современном производстве, так как развитие технологий позволило сделать процесс более совершенным.
fb.ru
Гальваническое покрытие, методы, виды. процесс и обозначения
Содержание статьи
- Покрытие медью
- Покрытие золотом
- Покрытие хромом
- Покрытие серебром
- Покрытие никелем
- Покрытие цинком
- Покрытие оловом
В современном мире большую популярность получила процедура нанесения на металлические материалы различных веществ, которые предотвращают образование на них коррозийного налета. Гальваника служит для защиты металлов от образования на них ржавчины и для продления срока службы того или иного изделия.
Метод гальванического покрытия

В современном мире не редко при обработке металлических поверхностей используется гальванический метод. Гальваническое покрытие материалов заключается в нанесении, на их поверхность тонкого металлического слоя. При этом образуется пленка небольшой толщины, которая противостоит окислению отдельных металлов. Гальванический метод используется для придания изделию или материалу:
- прочность,
- износостойкость,
- устойчивость к появлению коррозии,
- привлекательные внешние качества.
В современном мире данный метод обработки металлических покрытий приобрел большую популярность, потому что к оборудованию и другим изделиям предъявляется большое количество требований. Требуется постоянно увеличивать прочность отдельных деталей и повышать их устойчивость к влиянию агрессивной внешней среды. Металлические детали на современном производстве должны обладать способностью выдерживать температурные перепады. Именно этим обусловлено то, что многие отрасли промышленности широко используют гальванический метод обработки металлических изделий.
Важно: Толщина гальванического покрытия является достаточно тонкой при методе гальваники. Она составляет от 6 до 20 микрон. Она зависит от материалов, которые используются для гальванического процесса.
Гальваническеи покрытия за счет своей прочности получили широкое распространение в таких промышленных отраслях, как:
- авиастроение,
- машиностроение,
- строительная промышленность,
- радиотехническая промышленность,
- электронная промышленность.
Процесс гальванического покрытия

Впервые гальваническое покрытие появилось в 1836и году. Оно было открыто русским физиком Якоби. Он провел ряд экспериментов и выяснил, что на катоде после пропускания металлов через водные и соляные растворы под воздействием электрического тока оседают положительно заряженные ионы. Во время прохождения через солевые растворы при помощи электрического тока происходит распад металлов на ионы, которые обладают разными зарядами. Те, которые имеют отрицательный заряд, оседают на аноде. Те, которые имеют положительный заряд, оседают на катоде. Его роль при гальванике играют металлы, которые необходимо защитить от образования коррозии.
Процесс гальванического покрытия с физической точки зрения является достаточно простым.
Он состоит из трех основных этапов:
- Подготовка поверхности. На данном этапе необходимо тщательным образом подготовить металлическую поверхность к проведению процедуры гальваники. Для этого сначала нужно убрать с нее все загрязнения и провести процесс обезжиривания. Затем необходимо промыть поверхность водой и обработать средствами для остановки процесс окисления.
- Нанесение гальванического покрытия. После всех подготовительных процедур наступает процесс погружения металлических деталей в гальванические ванны. В них содержится сплав металла, которым будет покрываться поверхность. Вся процедура проводится при высоких температурах. При этом величина электрического тока поддерживается на определенном уровне.
- Обработка покрытого металлом материала. На завершающем этапе проводятся тесты по определению уровня сцепления металлического сплава с поверхностью.
Виды гальванических покрытий

В современном мире для гальванического покрытия могут быть использованы различные металлы. Они дают тонкую пленку, которая обладает надежной защитой.
Сегодня выделяют:
Гальваническое покрытие медью
Данная процедура получила название медирование. Благодаря меди можно создать на поверхности самых разных металлов прочную защитную пленку. Чаще всего для проведения данной процедуры использует медный купорос.
Гальваническое покрытие золотом
В настоящее время большое распространение получила процедура золочения. Она заключается в том, чтобы раствором покрыть металлическую поверхность придания ей боле дорого внешнего вида и для защиты от появления коррозии.
Гальваническое покрытие хромом
Обработка металлов хромом делает их более прочными и устойчивыми к условиям, которые предлагает агрессивная внешняя среда. Благодаря данному элементу на поверхности образуется тонкая пленка, которая обладает защитными и эстетическими качествами.
Гальваническое покрытие серебром
Нередко в промышленных условиях применяется серебрение. При этом на поверхности металлов появляется серебристая пленка, которая придает металлам немалое количество полезных характеристики. К тому же покрытые серебром изделия всегда выглядят дорого.
Гальваническое покрытие никелем
Покрытие данным элементом обладает экономичностью. Использование данного метода обработки металлов является оптимальным для придания металлическому материалу устойчивости к внешним воздействиям окружающей среды.
Гальваническое покрытие цинком
Данная процедура получила названием цинкование. Благодаря ней на поверхности металлов образуется тонкая пленка цинка, которая предотвращает образование ржавчины. К тому же такое покрытие придает блеск изделиям.
Гальваническое покрытие оловом
Олово применяется для нанесения на такие металлы, как: алюминий, цинк, сталь и медь. Оно придает им прочность и твердость.
Гальванические покрытия ГОСТ
Таблица. Способы обозначений покрытий определены ГОСТ 9.306-85
| Вид покрытия | Обозначение покрытия | |
|---|---|---|
| По ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр. | 02 |
| Многослойное: медь-никель | М-Н | 03 |
| Многослойное: медь-никель-хром | М-Н-Х | 04 |
| Окисное, пропитанное маслом | Окс. прм. | 05 |
| Фосфатное, пропитанное маслом | Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
lkmprom.ru
технологический процесс и необходимое оборудование :: BusinessMan.ru
Гальваника – это раздел науки под названием «Электрохимия», в котором изучается осаждение электролитов на поверхности металлов. Так же называется и собственно процесс нанесения металлического покрытия на любое изделие. Для защиты от коррозии, например, используется цинкование или хромирование.
Несмотря на то что процесс нанесения электролитов достаточно сложный и небезопасный, сегодня становится популярной декоративная, то есть предназначенная для украшения и защиты гальваника в домашних условиях.
Есть и другое толкование этого термина, но об этом позднее.
Общее представление о гальванике
Гальваническое покрытие может быть как технологическим, так и декоративно-защитным. Оно представляет собой тонкий поверхностный слой металла, обладающего хорошим эстетичным видом (золото, серебро) или антикоррозионными свойствами (цинк, медь) на металлических или пластмассовых изделиях.
В общих чертах гальваника металла в домашних условиях выглядит несложно.  В ванночку с электролитом опускаются аноды, которые подключаются к «плюсу», а между ними — в качестве катода — обрабатываемая деталь, подключенная к «минусу». Когда электрическая цепь замыкается, металл, который содержится в электролите, осаждается на катод, то есть изделие.
В ванночку с электролитом опускаются аноды, которые подключаются к «плюсу», а между ними — в качестве катода — обрабатываемая деталь, подключенная к «минусу». Когда электрическая цепь замыкается, металл, который содержится в электролите, осаждается на катод, то есть изделие.
Оборудование для гальваники
В домашних условиях и оборудование можно сделать своими руками. В первую очередь нужен источник питания, так как процесс протекает под действием электрического тока. В показателях силы тока домашние мастера расходятся, называя их в очень большом диапазоне. Но обязательным условием является наличие регулятора напряжения для плавного изменения выходной мощности. Ток должен быть постоянным, поэтому в качестве источника называют выпрямитель собственного или заводского изготовления.
Умельцы приспосабливают сварочный аппарат для гальваники в домашних условиях.
Для электролита нужна емкость (ванночка) из химически нейтрального материала. Это может быть стеклянная или пластиковая посудина достаточных размеров, чтобы в нее помещалась для обработки деталь и необходимое количество электролита. Она должна выдерживать высокую, до 80 °С, температуру и быть достаточно прочной.
Еще нужны аноды, площадь которых должна быть больше площади детали. Они служат для подвода электрического тока в электролит и его равномерного распределения по детали. Кроме того, они должны в электролите возмещать убыль металла, который выделяется при покрытии изделий, и выполнять некоторые окислительные процессы.
Нагревательные приборы для доведения электролита до нужной температуры лучше использовать с возможностью регулирования тепловых режимов. Например, бытовая газовая плита для этой цели не подходит. Обычно используют маленькую электроплитку и утюг, в котором можно установить необходимую температуру подошвы.
Оборудование для приготовления электролита
Для хранения химических реактивов и электролитов нужна стеклянная посуда с притертыми крышками.
Для приготовления электролитов необходимые вещества нужно отмерять с точностью до одного грамма. Для этого нужны соответствующие весы. Их можно приобрести или изготовить самостоятельно, используя в качестве гирек советские монетки, номинал которых точно соответствует массе.
Гальваника в домашних условиях – это и приготовление электролита из добытых непростым путем химических реактивов. Специализированные фирмы, торгующие такими высококачественными веществами, не редкость, но их деятельность подконтрольна, и работа с ними требует наличия специальных разрешительных документов даже для юридических лиц. Частным лицам опасные химические вещества не продают.
Подготовка изделия к гальванике
Собрав все необходимое (найдя в гараже, закупив и смонтировав своими руками), можно приступать к подготовке детали. Этот этап работ очень ответственный. Успешная гальваника в домашних условиях требует тщательной очистки детали. От подготовки поверхности зависит и качество гальванического покрытия. Поэтому, в зависимости от желаемого результата, деталь не только обезжиривают. Во многих случаях требуется пескоструйная обработка, затем шлифовка с помощью наждачной бумаги и шлифовочных паст.
Для обезжиривания детали промывают либо в чистых органических растворителях, ацетоне, спирте или бензине, либо в подготовленных растворах. Например, для обезжиривания стальных или чугунных деталей используются горячие, до 90 °С, растворы с едким натром, кальцинированной содой, жидким стеклом, фосфорнокислым натрием.
А изделия из цветных металлов обрабатываются в растворах с хозяйственным мылом и тем же фосфорнокислым натрием.
Окисную пленку снимают в специальных декапирующих растворах с соляной или серной кислотой.
Техника безопасности при работах
Гальваника в домашних условиях (хромирование, меднение, никелирование) — процесс опасный. Во-первых, из-за токсичности используемых веществ. Во-вторых, из-за необходимости нагрева растворов до высоких температур. А в-третьих, из-за риска, с которым связаны любые электрохимические процессы.
Не стоит воспринимать термин «в домашних условиях» буквально. Лучше заниматься гальваникой в гараже или другом нежилом помещении с хорошей вентиляцией. Используемое электрическое оборудование нужно обязательно заземлять.
И очень важно позаботиться о личной безопасности. Ни в коем случае нельзя что-либо пить или есть во время процесса, чтобы не наглотаться заодно и вредных испарений.
Работать нужно в респираторе, резиновых, прочных и мягких перчатках, плотном клеенчатом фартуке и обуви, защищающей кожу ног. Нужно беречь глаза, чтобы в них не попали мелкие брызги реактивов. Не будет лишним и перечитать специальную литературу по этой теме, чтобы подготовиться к возможным неожиданностям.
Никелирование металлических изделий
Никелирование может быть финишным или промежуточным (перед хромированием) покрытием. Этот процесс не вызывает особых сложностей, поверхности имеют красивый внешний вид, стойки к атмосферным воздействиям.
Температура электролита не выше 25 °С при плотности тока до 1,2 А/кв. дм.
В электролит входят водные растворы сернокислого никеля, натрия и магния, чистая поваренная соль (хлористый натрий) и борная кислота.
Необходимую кислотность электролита – 4-5 рН – проверяют лакмусовой бумагой. Она должна окраситься в красный цвет. Процесс занимает около получаса в зависимости от плотности тока и толщины наносимого покрытия.
После окончания процесса изделие нужно промыть в воде, высушить и отполировать на войлочном круге с полирующей пастой.
Хромирование изделий из металла
Хромируют металлические детали для повышения их твердости и стойкости к коррозии, для получения декоративного эффекта. Из-за пористости хромового покрытия перед его нанесением сначала выполняется гальваника медью в домашних условиях или никелирование, а то и поочередное нанесение этих покрытий.
Стабильный процесс хромирования обеспечивают аноды, изготовленные из сплава свинца с оловом и сурьмой в пропорциях 85%:11%:4% соответственно.
Как гальваника в домашних условиях, хромирование сложней и многообразней никелирования. Во-первых, от температуры электролита зависит оттенок покрытия. При температурах в диапазоне от 35 до 55 °С оно блестящее, выше 55 °С – молочное, ниже 35 °С – матовое.
Во-вторых, от состава электролита зависит цвет и физические параметры хромового покрытия. Оно может быть обычным защитным, темно-голубым, агатовым, синим или даже черным декоративно-защитным. Износостойкое защитное покрытие в домашних условиях выполнить сложно, так как нужны токи высокой плотности – до 100 А/кв. дм.
Износостойкое защитное покрытие в домашних условиях выполнить сложно, так как нужны токи высокой плотности – до 100 А/кв. дм.
При комнатной температуре и плотности тока до 5 А/кв. дм получается декоративное мягкое покрытие.
После завершения гальванического процесса хромирования деталь промывают в воде, затем нейтрализуют в легком растворе обычной пищевой соды, опять тщательно промывают, сушат и полируют со специальными пастами.
Меднение металлических изделий
Для чего еще может понадобиться гальваника в домашних условиях? Меднение производят для нанесения на поверхность тонкого токопроводящего слоя с малым сопротивлением или для защиты основного металла детали.
Наносить медь на черные металлы в домашних условиях, так как в этом процессе используются цианистые электролиты, смертельно опасно. Поэтому стальные или чугунные детали сначала никелируют, а только потом покрывают медью в электролитах из раствора медного купороса и концентрированной серной кислоты в воде комнатной температуры. Плотность тока при этом невысокая – до 2 А/кв. дм.
Алюминиевые детали тоже требуют предварительной подготовки. Их сначала декапируют (очищают от окисной пленки), затем оксидируют в электролите из водного раствора серной кислоты, затем тщательно промывают. Только потом выполняется гальваника в домашних условиях — меднение в электролите из медного купороса и водного раствора серной кислоты при достаточно низких температурах, до 20 °С, и низкой плотности тока. В качестве анода используется обычная медная пластина подходящей площади.
Серебрение и золочение изделий
Гальваническое серебрение – это не только декоративное, но и защитное, и электропроводящее покрытие с хорошей отражающей способностью. Изделия из черных металлов предварительно покрываются никелем, на который уже осаждается серебро.
Электролит для серебрения состоит из хлористого серебра, железноцианистого калия, кальцинированной соды и дистиллированной воды. Рабочая температура электролита не выше 20 °С, не требуется и высокая мощность тока – она не больше 0,1 А/кв. дм. В качестве анода используются графические пластины.
Наиболее декоративная и потому соблазнительная гальваника в домашних условиях — золочение. Процесс производят в горячих растворах золота (до 5 г на литр воды) с синеродистым калием. В холодных растворах количество металла нужно увеличивать втрое. Пары синеродистой кислоты очень ядовиты, поэтому процесс золочения в горячем растворе необходимо производить только в помещениях с мощной принудительной вытяжкой.
При работе с холодным раствором с синеродистой кислотой тоже нужно соблюдать предельную осторожность: не склоняться над ванной, не совать в нее руки, особенно со свежими ссадинами или царапинами.
Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием. Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое.
Как сделать гальванику в домашних условиях? Нужно тщательно очистить изделие. Затем, если оно выполнено из свинца, олова, железа, цинка или стали, его нужно предварительно покрыть медью. Затем для того, чтобы облегчить приставание золота, предмет нужно окунуть в раствор азотнокислой ртути.
Плотность тока должна быть не выше 1 А/кв. дм, так как при более сильных токах золото из электролита оседает на дно ванны в виде черного порошка, а позолота на изделии становится буроватого цвета.
Для того чтобы была красивой позолота, нужно у анода подвесить достаточно большой листик золота. После завершения гальванического процесса позолоченное изделие нужно просушить в опилках и отполировать.
Гальваника в домашних условиях
Подводя итоги о возможности нанесения гальванического покрытия в домашних условиях, можно сказать, что человеку, не разбирающемуся в электрохимии хотя бы на начальном уровне, организовывать процесс не стоит – слишком опасно. Кроме информации на различных сайтах и форумах, нужно обязательно читать специальную литературу. К тому же частное лицо не имеет доступа к реактивам. Поэтому, если нужно восстановить хромирование на одной детали, значительно дешевле обратиться к специалистам.
Ну а если уж очень хочется освоить новое производство самостоятельно, то тоже нужно попросить о помощи профессионалов, которые подберут необходимое безопасное оборудование (ведь производство не должно быть совсем уж кустарным), блоки питания, электролиты, не содержащие токсичных веществ, рассчитают параметры ванн и анодов. А также обучат процессам нанесения металлического покрытия, всем тем процедурам (их ведь не так много), которые приводят к желаемому результату.
Гальваника для лица в домашних условиях
После всего описанного выше такое название звучит несколько угрожающе. На самом же деле это всего лишь глубокое очищение кожи с помощью гальванических токов малой мощности. Под воздействием этих токов кожные жиры растворяются и выходят на поверхность лица, покрытого специальным составом, взаимодействуя с которым, превращаются в мыло.
Гальванические токи в медицине используются для усиления работы ионов. Это активно заряженные частицы, отвечающие за многие рабочие процессы в клетках. Под воздействием постоянного тока ионы перемещаются, улучшается проницаемость клеточных мембран, запускается выработка волокон коллагена и эластина, увеличивая прочность, упругость и эластичность кожи.
Гальванические токи проводят в глубокие слои дермы косметические средства с собственным электрическим зарядом. То есть процесс оздоровления кожи проходит изнутри, исчезают глубокие морщины, сужаются расширенные поры, кожа усиленно насыщается кислородом.
Аппарат «Гальваника + микротоки» в домашних условиях M365 Gezatone на сегодня наиболее доступная модель косметологического прибора нового поколения. Он помогает избавиться от угрей, разгладить морщины на увядающей коже, снизить проявления сосудистой сеточки, укрепить сосуды, улучшить контуры лица, убрать второй подбородок.
Процедура гальванической чистки лица
До начала процедуры кожу очищают обычными средствами: молочком или гелем. Затем наносят щелочной состав. Затем начинается непосредственно гальваника в домашних условиях. Gezatone Beauty Lifting — специальный аппарат для процедуры не только гальванической чистки, но и для введения в кожу питательных веществ под действием тех же токов. Процедура длится около пятнадцати минут – только круговые движения наконечником вдоль массажных линий лица, и ничего более – затем образовавшееся при реакции жиров со щелочью мыло смывается теплой водой.
Но токи есть токи, даже с приставкой «микро». Запрещено проходить процедуру гальванической чистки людям с вживленным кардиостимулятором, онкологическими заболеваниями, невротическими состояниями, болезнями кожи.
Настолько ли эффективна, как утверждают производители, гальваника для лица в домашних условиях, отзывы женщин, пользующихся приборами, с уверенностью утверждать не могут. Как правило, дамы спешат поделиться впечатлениями в первые месяцы после покупки, когда еще не так ощущаются последствия. Но все равно отзывы оптимистические.
В заключение можно сказать, что гальваника в домашних условиях – это не только опасный для здоровья процесс нанесения металлического покрытия на изделия, который в собственно жилом помещении осуществлять не стоит, но и современная безболезненная, безопасная и достаточно эффективная процедура омоложения кожи лица, шеи и зоны декольте.
businessman.ru