три проверенных способа чернения металла
Для окраски металлических изделий все чаще используют воронение стали. Оно обеспечивает надежную защиту поверхности от ржавчины и декоративность отделки. При химическом варианте окрашивания на поверхности появляется защитная оболочка. В процессе работы применяют масла и кислоты. В зависимости от вида используемого материала и степени нагрева соединения металла приобретают естественный оттенок.
Многие считают, что этот вариант обработки применяется только в заводских условиях. Но его можно организовать и самостоятельно, если соблюдать последовательность действий и использовать подходящие средства.
Чего можно достичь воронением?
В результате проведенной работы на поверхности появится пленка из окиси железа. Размеры ее толщины полностью зависят от используемой технологии. Она может составлять 1-10 микрометров. Используя метод воронения металла, вы можете решить следующие задачи:
- защитить покрытие от коррозии, т.

- придать изделию более презентабельный вид.
Можно получить требуемое покрытие множеством способов. Но самыми популярными из них являются щелочное, термическое или кислотное воронение. Для самостоятельной работы идеально подходит щелочная обработка. Для этого понадобится вода, цифровые весы, нитрат натрия и гидроксид натрия. Также потребуется защитная маска и перчатки для личной безопасности.
Для работы используйте только нержавеющую посуду. Воронение стали проводится при соблюдении определенного температурного режима. Раствор поддерживают в кипящем состоянии, из-за чего с ним нужно работать предельно аккуратно.
Для создания прочного покрытия стали в домашних условиях процесс длится не менее 1,5 часов. Перед тем как приступить к чернению, поверхность необходимо обезжирить растворителем. Цвет защитной пленки определяется временем прогрева, в результате чего он будет постоянно меняться. Чтобы избежать сильного перепада оттенков, поверхность полностью погружают в раствор.
Важно! После завершения обработки металлические изделия нужно обязательно тщательно промывать в мыльном растворе.
Популярные способы воронения
Технология воронения включает несколько способов, основными из которых являются следующие:
- Щелочной способ. В данном случае придется работать с окислителями с соблюдением температурного режима 130-150 градусов. Благодаря щелочному оксидированию осуществляется окисление железа. Но с этим методом не стоит работать в доме или квартире, так как в процессе работы выделяется неприятный запах.
- Кислотный способ. В данном случае работа выполняется в кислых растворах с использованием химического или электрохимического способа. Важно помещать предмет в раствор на установленное время и действовать в соответствии с инструкцией.
- Термический способ. Такое воронение считается самым старым и простым из существующих. Эта технология заключается в необходимости нагревать сталь на открытом воздухе.
 Процедура продолжается, пока верхний слой металла не вступит в химическую реакцию с кислородом. Чем сильнее нагрев, тем более темной станет деталь.
Процедура продолжается, пока верхний слой металла не вступит в химическую реакцию с кислородом. Чем сильнее нагрев, тем более темной станет деталь.
Существуют и другие способы получения вороненого железа. Вы можете выбрать наиболее подходящий из них и сделать всю работу самостоятельно. Главное в точности соблюдать последовательность действий и использовать правильные составы для воронения.
Щелочной
Для воронения металла этим способом необходимо выполнить четкую последовательность действий. В первую очередь придется обезжирить поверхность при помощи растворителя. Затем сделайте следующее:
- Возьмите посуду и залейте в нее 100 мл воды.
- В ней необходимо растворить 120 грамм каустической соды и 30 грамм азотнокислого натрия, размешивая их до однородной массы.
- Нагрейте состав до температуры 130-150 градусов.
- В кипящую смесь поместите деталь таким образом, чтобы она не контактировала со стенками.
- Деталь почернеет через 20 минут, после чего ее промывают в дистиллированной воде.

Когда изделие полностью высохнет, его необходимо смазать машинным маслом и насухо протереть. В результате покрытие становится гладким и износостойким. Вам не придется дополнительно полировать изделие. Данные правила позволяют придать поверхности нужный эффект, не прибегая к сложной технологии. Не забудьте использовать защитную маску и плотные перчатки.
Работы важно проводить только в нержавеющей емкости, которая имеет достаточные размеры. Это может стать проблемой, если планируется воронить нож большого размера. Чтобы избежать перепадов цвета, вся поверхность изделия должна находиться в растворе.
Кислотный
Данный вариант выполняется в кислых растворах. При этом используют электрохимическую или химическую технологию обработки. Важно очистить ржавчину. Для этого подойдет обычная наждачная бумага. Для увеличения скорости очистки в запущенных случаях можно использовать болгарку, оснащенную металлической щеткой.
Затем воспользуйтесь очищающим составом, в качестве которого используют трифосфат натрия, этиловый спирт с керосином или простой керосин. Деталь необходимо погрузить в раствор на 15 минут. В завершении изделие следует промыть в проточной воде, хорошо протереть и высушить.
Деталь необходимо погрузить в раствор на 15 минут. В завершении изделие следует промыть в проточной воде, хорошо протереть и высушить.
Пока высыхает деталь, необходимо подготовить раствор для кислотного воронения. Смешайте следующие ингредиенты:
- 1 литр воды;
- 2 грамма дубильной кислоты;
- 2 грамма виннокаменной кислоты.
На следующем этапе осуществляется непосредственное воронение ножа. Нагрейте смесь до 150 градусов. Поместите предмет в емкость на 15 минут. Следите, чтобы металлическая поверхность находилась в растворе полностью. Затем промойте ее в проточной воде и окуните ее в кипящую воду. Это позволяет полностью очистить поверхность от раствора.
На завершающей стадии осуществляют процесс воронения стали в масле. При этом изделие погружают в машинное масло на 60 минут, после чего им можно пользоваться по назначению.
Важно! При использовании данного метода возможно и холодное воронение. Для этого используют такое средство, как ржавый лак.

Термический
Здесь все очень просто. Такое воронение считается самым старым. Эта технология заключается в необходимости нагревать сталь на открытом воздухе. Процедура продолжается, пока верхний слой металла не вступит в химическую реакцию с кислородом. Чем сильнее нагрев, тем более темной станет деталь.
Применение ржавого лака
Данное средство для воронения часто используется для получения гладкой и ровной поверхности. В него входит стальная стружка, но ее можно заменить на стружку чугуна. При этом финансовые вложения будут минимальными. В данном случае обрабатываемую деталь необходимо поместить в химическое средство. В результате проявляется рыжая или черная окись железа. Эта инструкция, как средство для холодного воронения, дает долгоиграющий и эффективный результат.
Чтобы избавиться от налета рыжего цвета, воспользуйтесь щеткой с достаточно жесткой щетиной из металла. В результате остается только черная окись.

Для начала металл подвергают механической обработке и обезжиривают. Затем изделие укладывают в специальный состав. Средство для воронения готовят в фарфоровой емкости. При этом важно работать в перчатках, чтобы защитить кожу. Состав делается с использованием соляной кислоты. Ее в небольшом количестве вливают в емкость. Она смешивается с металлическими опилками, азотной кислотой и железной ржавчиной.
Смесь хорошо размешивают, пока не прекратится химическая реакция, которая сопровождается выделением газа. В смесь в равных пропорциях добавляют воду и обычную водку. В завершении ее оставляют на определенное время, пока она не отстоится. Затем ее сливают, чтобы убрать окалины и соли, выпавшие в осадок.
Когда смесь будет готова, в нее укладывают обрабатываемое металлическое изделие. Его держат до того момента, пока не приобретет черный цвет. После этого его промывают под сильным напором проточной воды.
На видео: воронение ржавым лаком.
Использование машинного масла
Воронение ножа можно выполнить в домашних условиях с маслом. Вам потребуется следующее:
- 500 мл машинного масла;
- оборудование для удержания детали, такое как специальные крючки, плоскогубцы или пассатижи;
- металлическая емкость для воронения в масле;
- ветошь или бумажные салфетки;
- газовая горелка, строительный фен или газовая плита.
Как сделать процедуру, если у вас есть строительный фен? Для этого деталь выкладывают на негорючую поверхность, такую, как кирпич. Затем фен устанавливают в режим сильного разогрева. Деталь максимально сильно нагревают. Затем при помощи клещей или плоскогубцев ее укладывают в ванночку, полностью покрывая поверхность маслом. Это обеспечит ровный цвет по завершении процедуры. Затем деталь укладывают на бумажную салфетку для впитывания масла.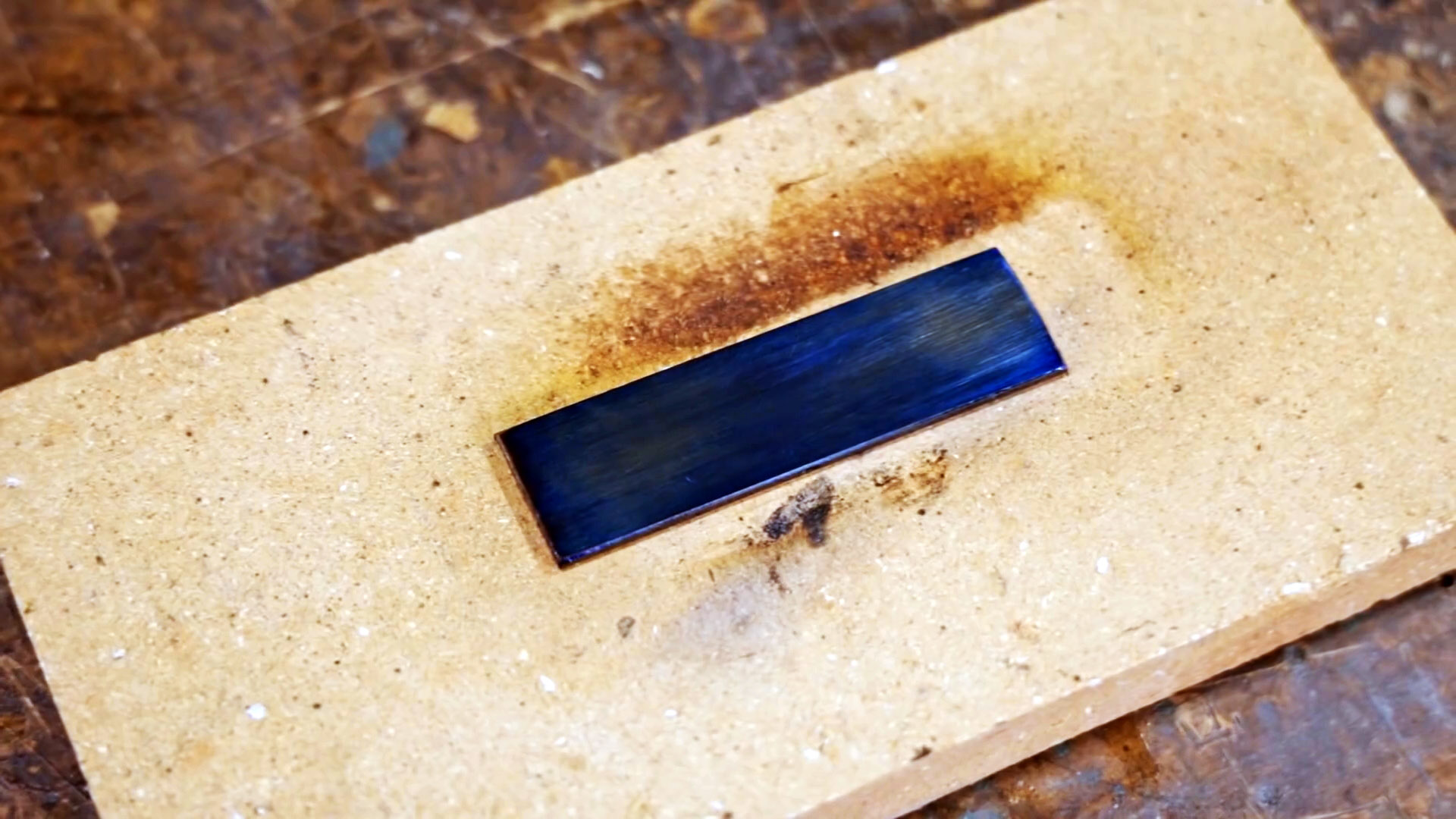
При обработке металла данным способом можно воспользоваться льняным маслом. Процедура прекращается, как только получится нужный цвет. Процесс необходимо повторить 3 или 4 раза. По завершении каждого цикла изделие становится все темнее.
Если вы решаете, как вам воронить стальное изделие, этот способ не сделает ее черной. А поверхность не получится слишком прочной. Данное средство для воронения подойдет, если необходимо защитить стальное изделие от ржавчины.
Рекомендации
Вы думаете, как заворонить металлические предметы самостоятельно? Для этого можно использовать один из подходящих для вас способов. Используя профессиональные советы, вы получите идеальный цвет металла, а сам процесс пройдет безопасным для вас способом.
Холодное воронение предполагает использование ванночки или специальной емкости. Но она не может быть выполнена из любого материала. Оптимальна ванночка из древесины или оцинкованная емкость.

Хорошо, если тара будет дополнительно оборудована подвесками-крючками для размещения в растворе детали. Данные элементы могут выполняться в виде изогнутых стоек или монтироваться на стенке. Все определяется высотой бортиков емкости и размерами заготовки.
Для воронения стали емкость необходимо как следует обезжирить. Лучшим образом для этого подойдет растворитель, выполненный на органической основе. Это может быть ацетон, перхлорэтилен или бензин Б-70. Основа остается инертной по отношению к этим составам. Но для каждого вида металла необходимо подбирать оптимальный раствор. Только с его помощью можно получить оптимальный цвет и максимально улучшить характеристики изделия.
Даже если вы проводите холодное воронение, работы следует выполнять на открытом воздухе или в помещении с хорошей вентиляцией. Это связано с вредными испарениями и резким химическим запахом.
Если вам не удается хорошо зачистить поверхность щеткой или абразивом, используйте травление. Для каждого вида металла существует свое средство. Если у вас изделие из черного металла, жидкость для воронения включает 100 грамм азотной, 50 грамм серной и 150 грамм соляной кислот на 1 литр дистиллированной воды. Поверхность обрабатывают не менее 2,5 часов. Для придания гладкой поверхности применяют химическую полировку.
Для каждого вида металла существует свое средство. Если у вас изделие из черного металла, жидкость для воронения включает 100 грамм азотной, 50 грамм серной и 150 грамм соляной кислот на 1 литр дистиллированной воды. Поверхность обрабатывают не менее 2,5 часов. Для придания гладкой поверхности применяют химическую полировку.
Таким образом, воронение стального предмета можно выполнить самостоятельно. Для этого важно подобрать наиболее подходящий способ обработки и придерживаться четкой последовательности действий. В результате вы получите устойчивую к коррозии поверхность подходящего оттенка.
Чернение стали своими руками (3 видео)
Металлические изделия после воронения (26 фото)
маслом в домашних условиях, как заворонить металл, химическое оксидирование
Нанесение лакокрасочного покрытия на поверхность металлических изделий — способ сделать детали красивыми и защитить их от деформации или образования коррозийного слоя. Существуют не только специальные краски, но и способ воронения, который отличается применением окислов железа при проведении химической реакции. В итоге удаётся получить поверхность с уникальным видом и стойким сопротивлением к внешним факторам.
Существуют не только специальные краски, но и способ воронения, который отличается применением окислов железа при проведении химической реакции. В итоге удаётся получить поверхность с уникальным видом и стойким сопротивлением к внешним факторам.
Особенности окрашивания металла
Огромное количество методов окрашивания расширило и цветовую базу. В зависимости от способа нанесения лакокрасочного покрытия и использованных масел, кислот и различной степени нагрева удаётся сделать любую окраску, даже лимонный цвет.
Все варианты нанесения краски разделяют на два типа:
- механический;
- химический.
При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
Применение химического метода требует наличия опыта и знания последовательности всей процедуры. Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Нанесения лакокрасочного покрытия недостаточно, если хочется чтобы металл приобрёл элегантный вид и блеск поверхности и таким оставался даже при частой эксплуатации. Подобная проблема решается путём оксидирования стали.
Эта процедура включает натирание поверхности такими смесями, как:
- азотная кислота, смешанная со спиртом, водой и медным купоросом в виде опилок;
- кислота чернильно-орешкового цвета, включающая железо и сурьму;
- азотнокислое серебро с добавлением воды;
- оливковое масло с хлористой сурьмой.

После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
Такой способ часто используют, чтобы защитить оружие, автомобильные части от царапин и сколов. Добиться защиты получается и другими менее действенными, но дешёвыми способами. Например, многие делают воронение металла маслом в домашних условиях, которое благодаря кристаллической структуре защитного слоя краски проникает и создаёт блеск и дополнительный слой защиты.
Если вся работа проводится самостоятельно, тогда важно помнить, что после высушивания окрашенный металл будет выглядеть темнее, чем в мокром состоянии. Поэтому с учётом таких особенностей нужно откорректировать цвет в приемлемую сторону.
Способы чернения своими руками
Существует большое количество способов чернения стальной поверхности. Самые популярные из них включают применение щелочных, кислотных растворов или термическую обработку. Каждый из этих методов требует наличия специального оборудования, но некоторые варианты воронения стального материала получится сделать и в домашних условиях.
Простой, дешёвый и безопасный способ относится к обработке металла с помощью щелочного материала. Для воронения щёлочью потребуется дополнительно найти и подготовить:
- гидроксид натрия;
- нитрат натрия;
- воду;
- цифровые весы;
- защитную одежду.
В список защиты обязательно должны войти перчатки, сапоги и респиратор. В качестве остальной части защиты подойдёт старая одежда. Для некоторых составов необходима селитра или ортофосфорная кислота.
Для некоторых составов необходима селитра или ортофосфорная кислота.
Для обработки металлических деталей необходима посуда из нержавейки, ведь в противном случае могут возникнуть химические реакции с щёлочью. Воронение проводится при определённой температуре, поэтому раствор предварительно засыпается в ёмкость и доводится до кипения. В таком состоянии щелочной раствор находится около часа, только потом в него опускается деталь. Если не получается сразу окунуть всю металлическую часть, то разрешается долить немного воды.
Нанесение защитного слоя с помощью щёлочи требует соблюдения всех правил, в том числе и подготовительных. Металл предварительно очищается от грязи и мусора, а потом обрабатывается растворителями, которые обезжиривают поверхность. Без этого пункта краска плохо схватится с поверхностью и быстро начнёт разрушаться.
Есть странные и одновременно удивительные способы чернения с помощью масла или яичного белка. Оба способа действенные и отлично подходят для проведения этой процедуры в домашних условиях. Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Оба способа действенные и отлично подходят для проведения этой процедуры в домашних условиях. Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Использование яичного белка — это не менее эффективный способ. Первым делом обрабатываемую сталь промывают в растворе соды и высушивают. Дальше поверхность покрывается тонким слоем взбитых белков и так деталь остаётся лежать два дня в тёмном месте. По истечении этого времени металл нагревается до раскалённого состояния и происходит реакция, которая окрашивает его в чёрный насыщенный цвет. Чем горячее будет нагрета деталь, тем быстрее и качественнее протекает процесс воронения, но перегибать нельзя. Используя этот метод на практике, легко найти золотую середину, которая не снизит качество, но повысит скорость работы.
Используя этот метод на практике, легко найти золотую середину, которая не снизит качество, но повысит скорость работы.
Оксидирование различных сплавов
Воронение алюминиевых сплавов помогает защитить поверхность от распространения коррозии. Тонкий слой защиты стойко сопротивляется любым внешним факторам, которые воздействуют на окрашенную поверхность. Использование химических составов является наиболее востребованным методом для нанесения такого покрытия.
Химический метод представляет собой погружение в приготовленный заранее состав для воронения, который включает такие компоненты, как:
- Бихромат натрия и хромовый ангидрит.
- Гексационоферрат калия, хромовый ангидрид и фторид натрия.
- Углекислый и хромовокислотный натрий.
- Ангидрид хрома и фторосиликат натрия.
Все компоненты замешиваются при помощи жидкости и согласно инструкции наносятся на окрашиваемую алюминиевую поверхность, где и вступают в химическую реакцию самостоятельно или путём нагрева.
Процесс чернения металла в домашних условиях это ещё не всё, ведь после получения требуемого цвета алюминий необходимо обработать для закрепления результата. Первым делом, после извлечения деталей, вся жидкость должна стечь и только потом изделие опускают в азотную кислоту. Происходит фиксация оксидной плёнки, которая только усилит свои качества во время сушки при средней температуре. Точно сказать время оксидирования трудно, ведь чёрный цвет бывает разный, а он зависит от того, сколько времени деталь находится в химическом растворе. После проведения всех процедур, поверхность окрашивается специальными красителями для обработки воронёной поверхности.
Анодирование алюминиевых деталей
Этот способ приобрёл наибольшую популярность при обработке алюминиевой поверхности. Суть в том, чтобы покрыть всю площадь тонким слоем пассивной изоляции, используя простые компоненты и инструменты.
Первым делом необходимо подготовить насыщенный раствор электролита, аналогичный процедуре хромирования стали. Анодирование включает обработку алюминия в ёмкости с жидкостью, куда поступает ток. В качестве источника тока подойдёт простой аккумулятор средней мощности.
Алюминиевые детали, перед тем как опустить в раствор электролита, следует обезжирить при помощи растворителей или простого стирального порошка. В ёмкости при воздействии тока появляется голубовато-серый налёт, если обезжиривание изделия прошло успешно. Дальше поверхность алюминия протирают раствором из марганцовки, который удаляет налёт и делает поверхность блестящей и гладкой. Для дальнейшего окрашивания подойдут анилиновые краски любого цвета.
Хоть процесс и считается самым лёгким из доступных методов, всё равно требуется опыт и практика. Поэтому первый раз лучше попрактиковаться на рабочей детали топора или других ненужных материалах.
Воронение нержавеющей стали
Защитный слой, который появляется после воронения, способен сделать поверхность прочной и стойкой к любым механическим и химическим воздействиям, что особенно полезно для постоянно эксплуатируемого оборудования или машины. Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
В помещении, где будет проходить окрашивание обязательно должна быть предусмотрена искусственная вентиляция, ведь через открытые окна или двери может залететь мелкий мусор, который осядет на поверхность металла как раз в процессе чернения. О попадании пыли на изделие важно помнить, если проводится полировка или шлифовка в непосредственной близости от высыхающей детали. Температура в помещении должна быть комнатной и постоянной независимо от времени года на улице.
Специалисты в сфере окрашивания уже давно изучили, как заворонить металл в домашних условиях, поэтому следует придерживаться установленной процедуры и изменять её только при несовместимости с материалом. Свои правила вводят в практику только после долгого изучения и многократного применения новой методики воронения.
Качество чернения стальной поверхности зависит от нескольких условий:
- Участок окрашивания должен быть в нормальном состоянии.
 Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.
Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д. - Любое химическое соединение вступает в контакт с очищенной поверхностью и поэтому любые частицы грязи обязательно необходимо удалить.
- Качество зависит и от структуры металла.
- При выполнении всех требований по механической и термической обработке.
Это основные условия, которые оказывают прямое влияние на соединение химической смеси со стальной или алюминиевой поверхностью.
Сложность окрашивания различных деталей в основном зависит от их размера и формы. Небольшие изделия, элементы оружия и части машины легко покрыть в домашних условиях вороным цветом, используя простую фаянсовую, стеклянную или фарфоровую ёмкость. Большие предметы окрасить будет проблематично без использования специального оборудования. Как минимум, может потребоваться небольшой кран или подвесная машина, равномерно опускающая металл в кипящую воду или раствор, через который пропускают ток.
Воронение металла это отличный способ защитить его от внешних повреждений и одновременно придать пикантный и уникальный вид. Особенно такой способ подходит для окрашивания деталей машины, оружия или публичных предметов. Сделать всё можно и своими руками, но важно не забывать о правилах процесса воронения и соблюдения безопасности.
Воронение металла в домашних условиях: средства
Воронение или оксидирование – это способ поверхностного покрытия (отделки) металлических изделий в синий, черный, сине-черный цвет или цвета побежалости с помощью воздействия на них химическим и термическим способом.
Оно используется с целью коррозионной защиты изделий из металлов, а также придает поверхности привлекательную тонировку. Существует много способов поверхностной тонировки металлов. Основной – это создание оксидной пленки.
Самыми распространенными являются химическое (щелочное и кислотное) и термическое воздействие на поверхность. В результате такой обработки изменяется химический состав и структура поверхностного слоя. Внешне это проявляется образованием пленки в виде оксида металла.
В результате такой обработки изменяется химический состав и структура поверхностного слоя. Внешне это проявляется образованием пленки в виде оксида металла.
Можно самостоятельно выполнять покрытие, используя более простые технологии.
Способы воронения металлов в домашних условиях и требования к их проведению
К распространенным домашним способам защиты и декорирования металлических поверхностей относятся:
- кипячение деталей в специальных химических составах, которые можно приготовить самим;
- покрытие маслом с последующей термической обработкой;
- нанесение на поверхность готового средства с помощью кисточки.
Проведение работ при химическом воронении связано с химическими операциями травления и чистки, а также с механической шлифовкой и протиркой поверхности.
Для того чтобы применять воронение в домашних условиях с помощью химических реагентов, нужно создать определенные условия:
- обеспечить рабочее помещение вентиляцией или вытяжкой;
- приготовить емкость из нейтрального материала, не разрушающуюся под действием химреактивов.
 Лучше всего подойдет сосуд из термостойкого стекла, фаянса или фарфора. Если требуется длительное кипячение раствора, то можно использовать емкость из нержавеющей стали;
Лучше всего подойдет сосуд из термостойкого стекла, фаянса или фарфора. Если требуется длительное кипячение раствора, то можно использовать емкость из нержавеющей стали; - емкость должна иметь достаточный объем для того, чтобы деталь полностью была покрыта составом;
- запастись средствами защиты: перчатками, защитной маской или очками, фартуками.
Особенности химического воронения и рецепты некоторых составов
Перед выполнением работ поверхность металлического изделия подвергают обработке: снятию старого окисного слоя путем ошкуривания и обезжиривания растворителем.
Стойкое вороненое покрытие в основном образуется в кипящем растворе на протяжении всего цикла окрашивания. Для получения прочной пленки процесс должен длиться от 30 минут до полутора часов, поэтому кипящий раствор периодически доливают, чтобы обеспечить полное покрытие детали.
После окончания процесса деталь тщательно моют с использованием моющих средств, а затем смазывают маслом.
Для домашних работ используют в основном щелочной способ окисления. Рассмотрим некоторые варианты химического оксидирования металлов в щелочной среде.
Способ №1:
- В емкость (фарфоровую), соответствующего размера заливается вода и в ней растворяется натриевая селитра (нитрат натрия) и каустическая сода (гидроксид натрия) в соотношении: на 100 мл 30 г натрия и 100 г соды.
- Смесь нагревается до 140 – 160оС, и в нее помещается обрабатываемая деталь, которая находится там не менее 30 минут.
При правильно проведенном процессе получится глубокое черное покрытие, иногда с синеватым оттенком.
Способ №2:
Синеватый оттенок пленки можно получить, используя кипящий насыщенный щелочной раствор, в котором растворен гидроксид калия или натрия в большой концентрации. В 1 литре воды растворяется не менее 700 грамм химического вещества.
Эти рецепты приведены в качестве примера. Существует множество других химических составов с использованием нитритов и нитратов.
Оксидирование в кислотной среде проводят при более низких температурах. Например, при использовании кислотного раствора, состоящего из:
- азотнокислого кальция – 30 ч,
- ортофосфорной кислоты – 1 ч,
- диоксида марганца – 1 ч.
Проводят оксидирование, выдерживая заготовку в растворе не меньше 30-45 минут при 100оС.
Средства для воронения металлов
К простым способам покрытия, которые можно использовать дома, относятся технологии поверхностного нанесения масла, селитры и готового средства «Клевер».
Эти средства для воронения доступны в использовании и позволяют проводить работы дома без особой подготовки.
Рассмотрим способы создания пленки с помощью каждого из них.
Покрытие маслом
Технология создания защитной пленки с помощью масла является наиболее распространенной для применения дома.
Осуществляется она так:
- ошкуренное и обезжиренное изделие покрывается машинным или подсолнечным маслом;
- затем его помещают в духовку и нагревают до 350 – 400оС;
- после остывания поверхность детали приобретает коричневый или черный цвет;
- остатки масла с детали нужно удалить тряпкой;
- для получения более насыщенного цвета процесс следует повторить несколько раз.
Использовать можно разное масло, например, оружейное, льняное или оливковое. Наносить его можно кисточкой или путем окунания детали в масляный состав.
Видео:
Если требуется провести чернение на каком-либо участке детали, то для этого лучше использовать обжиг с помощью паяльной лампы. В процессе такого обжига хорошо просматривается цветовое изменение поверхности заготовки. При достижении насыщенного коричнево — черного цвета термообработку можно прекратить.
Использование селитры
Хороший результат химического воронения дает классический раствор с использованием селитры в дополнении к приведенным ранее. В результате вываривания детали в растворе натриевой селитры при температуре 130 – 150оС получается прочное оксидное покрытие блестящего черно-синего оттенка.
Рецепт состава с селитрой:
- Вода дистиллированная – 1 литр;
- Натриевая селитра (NaNO3) – 500 г;
- Едкий каустик (NaOH) – 500 г.
В продаже имеются готовые комплекты с селитрой для оксидирования.
Посмотреть процесс воронения в селитре можно в видеоролике:
Поверхность при такой обработке выглядит гладкой и не требует дополнительного полирования.
Обработка поверхности средством «Клевер»
Проводить обработку металлической поверхности можно готовым средством «Клевер». Оно имеет гелеобразную консистенцию и продается в небольших емкостях по 50 мл.
Используют его при небольших коррозионных повреждениях металла. Чтобы получить максимальное окрашивание изделия, обрабатывать «Клевером» нужно два — три раза. Перед его нанесением деталь нужно ошкурить и обезжирить.
Средство наносят кисточкой и выдерживают 2 минуты. При появлении беловато — желтого налета его нужно смыть теплой водой, а поверхность протереть насухо тканью.
Преимуществом этого средства является простота использования, поэтому его часто применяют для покрытия оружия. На стали, содержащие больше 3% Cr, оно не оказывает действия.
Видео:
Холодное воронение в домашних условиях
Использование средства «Клевер» не требует дополнительного подогрева заготовки, поэтому способ такой обработки относят к холодному. Кроме него для холодного воронения в домашних условиях используют другие средства, которые также наносят на обработанную поверхность с помощью кисточки.
Например, используют отечественный препарат «Ворон-3М».
При нанесении его на металлическую поверхность образуется плотная черная пленка. Поэтому такое покрытие называют чернением металла.
Популярно также импортное средство «парижский оксид», в состав которого входит селен.
Препарат включает три флакона. Один состав предназначен для предварительной обработки поверхности, второй – действующий состав, а третий обеспечивает защиту образованного покрытия.
Раствор наносится на изделие также с помощью кисточки, после получения окраса остатки смываются с поверхности теплой водой.
Холодная обработка применяется для деталей небольших размеров. Особенно с помощью такого способа хорошо проводить воронение ружья, так как к нему нельзя применять способ горячего кипячения в химических растворах.
Воронение стали в домашних условиях
Вопрос, как сделать воронение стали в домашних условиях, интересует многих.
Большая часть деталей, которые подвергают воронению, относится к изделиям из стали. Поэтому, описанные выше способы обработки поверхности металла путем оксидирования и покрытия масляной пленкой в основном применяют для стальных сплавов.
Многие марки стали подвержены образованию ржавчины. Покрытие для стальных изделий, прежде всего, служит защитой от коррозии и одновременно придает им привлекательный вид. Степень защиты и цвет окраски оксидной пленки зависит от толщины слоя и используемых реагентов. Толщина может меняться от 1 до 10 мкм.
При воронении стальных изделий химическим способом к выбору компонентов раствора при использовании нагрева до высоких температур следует подходить с осторожностью. Например, существует запрет на такую обработку закаленных деталей, а также сталей, которые подвергать нагреву до высоких температур нельзя. Это может привести к ухудшению их технологических свойств.
Именно по этой причине при необходимости высокой термообработки рекомендуют применять растворы щелочного характера. Они более щадящие.
Оксидирование в кислотных составах проводят при более низких температурах. Например, при использовании кислотного состава, состоящего из:
- азотнокислого кальция – 30 ч,
- ортофосфорной кислоты – 1 ч,
- диоксида марганца – 1 ч,
- проводят окисление при температуре 100оС, выдерживая деталь в растворе не меньше 30-45 минут.
Чернение металла
При нагревании стальных заготовок в кислотной или щелочной среде на поверхности может образоваться пленка разного оттенка. Воронение включает все цвета, свойственные побежалости. Они меняются по мере увеличения толщины пленки от желтого, бурого, фиолетового, далее в серый, синий и черный цвет.
Поэтому, воронение не тождественно чернению. Получить нужный оттенок поверхности можно, используя разные режимы термообработки стальных заготовок и используя различные химические компоненты раствора.
Например, можно добиться нужного оттенка при использовании азотнокислой меди, которая является солью, в количестве 70 г и 30 г спиртового денатурата. Соль подогревают до расплавления и добавляют денатурат. Смесь наносят на стальную деталь и нагревают горелкой. Останавливают процесс нагрева после достижения нужного оттенка.
Чернение стальных заготовок можно осуществить с помощью масла. Достаточно обмазать изделие маслом, воском или жиром животного происхождения и хорошенько его прокалить на огне. В итоге на поверхности появится стойкое черное покрытие.
P.S. Существует множество рецептов, применяя которые можно добиться насыщенного черного покрытия на металле.
маслом в домашних условиях, как заворонить металл, химическое оксидирование
Нанесение лакокрасочного покрытия на поверхность металлических изделий — способ сделать детали красивыми и защитить их от деформации или образования коррозийного слоя. Существуют не только специальные краски, но и способ воронения, который отличается применением окислов железа при проведении химической реакции. В итоге удаётся получить поверхность с уникальным видом и стойким сопротивлением к внешним факторам.
Особенности окрашивания металла
Огромное количество методов окрашивания расширило и цветовую базу. В зависимости от способа нанесения лакокрасочного покрытия и использованных масел, кислот и различной степени нагрева удаётся сделать любую окраску, даже лимонный цвет.
Все варианты нанесения краски разделяют на два типа:
- механический;
- химический.
При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
Применение химического метода требует наличия опыта и знания последовательности всей процедуры. Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Нанесения лакокрасочного покрытия недостаточно, если хочется чтобы металл приобрёл элегантный вид и блеск поверхности и таким оставался даже при частой эксплуатации. Подобная проблема решается путём оксидирования стали.
Эта процедура включает натирание поверхности такими смесями, как:
- азотная кислота, смешанная со спиртом, водой и медным купоросом в виде опилок;
- кислота чернильно-орешкового цвета, включающая железо и сурьму;
- азотнокислое серебро с добавлением воды;
- оливковое масло с хлористой сурьмой.
После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
Такой способ часто используют, чтобы защитить оружие, автомобильные части от царапин и сколов. Добиться защиты получается и другими менее действенными, но дешёвыми способами. Например, многие делают воронение металла маслом в домашних условиях, которое благодаря кристаллической структуре защитного слоя краски проникает и создаёт блеск и дополнительный слой защиты.
Если вся работа проводится самостоятельно, тогда важно помнить, что после высушивания окрашенный металл будет выглядеть темнее, чем в мокром состоянии. Поэтому с учётом таких особенностей нужно откорректировать цвет в приемлемую сторону.
Способы чернения своими руками
Существует большое количество способов чернения стальной поверхности. Самые популярные из них включают применение щелочных, кислотных растворов или термическую обработку. Каждый из этих методов требует наличия специального оборудования, но некоторые варианты воронения стального материала получится сделать и в домашних условиях.
Простой, дешёвый и безопасный способ относится к обработке металла с помощью щелочного материала. Для воронения щёлочью потребуется дополнительно найти и подготовить:
- гидроксид натрия;
- нитрат натрия;
- воду;
- цифровые весы;
- защитную одежду.
В список защиты обязательно должны войти перчатки, сапоги и респиратор. В качестве остальной части защиты подойдёт старая одежда. Для некоторых составов необходима селитра или ортофосфорная кислота.
Для обработки металлических деталей необходима посуда из нержавейки, ведь в противном случае могут возникнуть химические реакции с щёлочью. Воронение проводится при определённой температуре, поэтому раствор предварительно засыпается в ёмкость и доводится до кипения. В таком состоянии щелочной раствор находится около часа, только потом в него опускается деталь. Если не получается сразу окунуть всю металлическую часть, то разрешается долить немного воды.
Нанесение защитного слоя с помощью щёлочи требует соблюдения всех правил, в том числе и подготовительных. Металл предварительно очищается от грязи и мусора, а потом обрабатывается растворителями, которые обезжиривают поверхность. Без этого пункта краска плохо схватится с поверхностью и быстро начнёт разрушаться.
Есть странные и одновременно удивительные способы чернения с помощью масла или яичного белка. Оба способа действенные и отлично подходят для проведения этой процедуры в домашних условиях. Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Использование яичного белка — это не менее эффективный способ. Первым делом обрабатываемую сталь промывают в растворе соды и высушивают. Дальше поверхность покрывается тонким слоем взбитых белков и так деталь остаётся лежать два дня в тёмном месте. По истечении этого времени металл нагревается до раскалённого состояния и происходит реакция, которая окрашивает его в чёрный насыщенный цвет. Чем горячее будет нагрета деталь, тем быстрее и качественнее протекает процесс воронения, но перегибать нельзя. Используя этот метод на практике, легко найти золотую середину, которая не снизит качество, но повысит скорость работы.
Оксидирование различных сплавов
Воронение алюминиевых сплавов помогает защитить поверхность от распространения коррозии. Тонкий слой защиты стойко сопротивляется любым внешним факторам, которые воздействуют на окрашенную поверхность. Использование химических составов является наиболее востребованным методом для нанесения такого покрытия.
Химический метод представляет собой погружение в приготовленный заранее состав для воронения, который включает такие компоненты, как:
- Бихромат натрия и хромовый ангидрит.
- Гексационоферрат калия, хромовый ангидрид и фторид натрия.
- Углекислый и хромовокислотный натрий.
- Ангидрид хрома и фторосиликат натрия.
Все компоненты замешиваются при помощи жидкости и согласно инструкции наносятся на окрашиваемую алюминиевую поверхность, где и вступают в химическую реакцию самостоятельно или путём нагрева.
Процесс чернения металла в домашних условиях это ещё не всё, ведь после получения требуемого цвета алюминий необходимо обработать для закрепления результата. Первым делом, после извлечения деталей, вся жидкость должна стечь и только потом изделие опускают в азотную кислоту. Происходит фиксация оксидной плёнки, которая только усилит свои качества во время сушки при средней температуре. Точно сказать время оксидирования трудно, ведь чёрный цвет бывает разный, а он зависит от того, сколько времени деталь находится в химическом растворе. После проведения всех процедур, поверхность окрашивается специальными красителями для обработки воронёной поверхности.
Анодирование алюминиевых деталей
Этот способ приобрёл наибольшую популярность при обработке алюминиевой поверхности. Суть в том, чтобы покрыть всю площадь тонким слоем пассивной изоляции, используя простые компоненты и инструменты.
Первым делом необходимо подготовить насыщенный раствор электролита, аналогичный процедуре хромирования стали. Анодирование включает обработку алюминия в ёмкости с жидкостью, куда поступает ток. В качестве источника тока подойдёт простой аккумулятор средней мощности.
Алюминиевые детали, перед тем как опустить в раствор электролита, следует обезжирить при помощи растворителей или простого стирального порошка. В ёмкости при воздействии тока появляется голубовато-серый налёт, если обезжиривание изделия прошло успешно. Дальше поверхность алюминия протирают раствором из марганцовки, который удаляет налёт и делает поверхность блестящей и гладкой. Для дальнейшего окрашивания подойдут анилиновые краски любого цвета.
Хоть процесс и считается самым лёгким из доступных методов, всё равно требуется опыт и практика. Поэтому первый раз лучше попрактиковаться на рабочей детали топора или других ненужных материалах.
Воронение нержавеющей стали
Защитный слой, который появляется после воронения, способен сделать поверхность прочной и стойкой к любым механическим и химическим воздействиям, что особенно полезно для постоянно эксплуатируемого оборудования или машины. Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
В помещении, где будет проходить окрашивание обязательно должна быть предусмотрена искусственная вентиляция, ведь через открытые окна или двери может залететь мелкий мусор, который осядет на поверхность металла как раз в процессе чернения. О попадании пыли на изделие важно помнить, если проводится полировка или шлифовка в непосредственной близости от высыхающей детали. Температура в помещении должна быть комнатной и постоянной независимо от времени года на улице.
Специалисты в сфере окрашивания уже давно изучили, как заворонить металл в домашних условиях, поэтому следует придерживаться установленной процедуры и изменять её только при несовместимости с материалом. Свои правила вводят в практику только после долгого изучения и многократного применения новой методики воронения.
Качество чернения стальной поверхности зависит от нескольких условий:
- Участок окрашивания должен быть в нормальном состоянии. Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.
- Любое химическое соединение вступает в контакт с очищенной поверхностью и поэтому любые частицы грязи обязательно необходимо удалить.
- Качество зависит и от структуры металла.
- При выполнении всех требований по механической и термической обработке.
Это основные условия, которые оказывают прямое влияние на соединение химической смеси со стальной или алюминиевой поверхностью.
Сложность окрашивания различных деталей в основном зависит от их размера и формы. Небольшие изделия, элементы оружия и части машины легко покрыть в домашних условиях вороным цветом, используя простую фаянсовую, стеклянную или фарфоровую ёмкость. Большие предметы окрасить будет проблематично без использования специального оборудования. Как минимум, может потребоваться небольшой кран или подвесная машина, равномерно опускающая металл в кипящую воду или раствор, через который пропускают ток.
Воронение металла это отличный способ защитить его от внешних повреждений и одновременно придать пикантный и уникальный вид. Особенно такой способ подходит для окрашивания деталей машины, оружия или публичных предметов. Сделать всё можно и своими руками, но важно не забывать о правилах процесса воронения и соблюдения безопасности.
Оцените статью: Поделитесь с друзьями!Воронение металла: технологии обработки, средства
Металлические заготовки после грубой обработки подвергаются различным поверхностным процессам, позволяющим улучшить качество готового изделия. К ним относится воронение металла. Это специальный химический или термический процесс, который проводится, чтобы улучшить коррозийную устойчивость изделия.
Воронение металлаЧто такое воронение?Воронение стали — обработка, в процессе которой сталь покрывается оксидной плёнкой. При этом изделие подвергается химическому или термическому воздействию. Толщина покрытия поверхности оксидным слоем может достигать 10 мм.
Воронение считается эффективным методом борьбы с ржавым металлом и распространением коррозии. При правильном выполнении этапов выбранной технологии воронения можно достичь полного устранения ржавчины. Воронение применяется к тем заготовкам, которые в дальнейшем не будут краситься.
При этом процесс повышения коррозийной устойчивости и изменения внешнего вида никак не отражается на других параметрах металлических изделий. При проведении обработки следует учитывать особенности воронения:
- соблюдать технику безопасности;
- придерживаться заданного температурного режима нагрева заготовки;
- при работе использовать посуду из оцинкованного металла.
Так можно защитить организм от вредных испарений и повысить эффективность проводимых действий.
Методы вороненияНа производстве применяется разные технологии воронения стали. Обработку поверхностей выполняют с применением покупных химических составов или подручных средств. Важно знать этапы проведения работ, чтобы не испортить металлическую заготовку.
ЩелочнойЩелочной способ можно применять в домашних условиях. Процесс состоит из нескольких основных этапов:
- Обезжирьте обрабатываемую поверхность.
- Подготовьте ёмкость из нержавеющей стали со 100 мл чистой воды.
- Насыпьте в жидкость 30 грамм азотнокислого натрия и 120 грамм каустической соды. Тщательно перемешайте компоненты с водой.
- Медленно нагрейте состав до 130°.
- Переложите обрабатываемую деталь в химический состав.
Когда поверхность изделия примет тёмный оттенок, нужно достать ее из химиката и протереть дистиллированной водой. Последним этапом идёт смазка заготовки машинным маслом.
Химия для вороненияКислотныйПри проведении работ категорически запрещено изменять количество используемых химикатов. В противном случае можно испортить металлическую поверхность. Когда изделие находится в ёмкости с раствором, нужно контролировать чтобы он касался каждой из его сторон. На пустых местах останутся пятна.
Применяя этот способ воронения металла, нужно использовать кислотный раствор. Процесс обработки:
- Устраните с поверхности заготовки мусор, грязь, краску, ржавчину.
- Погрузите заготовку в металлический таз с чистым керосином. Там оно должно выдерживаться 25–30 минут. После очистки промойте заготовку в чистой воде. Просушите в проветриваемом помещении.
- Сделайте состав для проведения воронения. Для этого смешайте 2 грамма виннокаменной кислоты, 2 грамма дубильной кислоты и литр чистой воды. Тщательно перемешайте компоненты и медленно разогрейте до 150 градусов.
- Опустите заготовку в химический состав и оставьте на 15 минут.
- Вымойте изделие дистиллированной водой и опустите на 60 минут в емкость с машинным маслом.
Это один из старейших методов покрытия металлических поверхностей оксидной пленкой. Термическое воронение выполняется на открытом воздухе. Заготовка медленно разогревается. Нагревание требуется прекратить в тот момент, когда верхний металлический слой вступить в реакцию с кислородом. В итоге должна образоваться оксидная плёнка.
Чтобы без труда провести процедуру обработки, можно выбрать готовые средства для воронения металлов. Они наносятся на обрабатываемую поверхность с помощью кисточки. Дальнейший процесс работы зависит от того, какой состав был куплен.
Покрытие масломВоронение в масле считается одни из простейших способов обработки металлических поверхностей. Процесс работы:
- Очистите деталь от грязи, краски, ржавчины. Обезжирьте и высушите поверхность.
- Покройте поверхность маслом. Его наносят с помощью кисти.
- Переложите заготовку в муфельную печь и разогрейте до 350 градусов.
Вытаскивать изделие нужно после получения нужного оттенка. Для технологического процесса подходит оливковое, оружейное и машинное масло.
Применение селитрыЧтобы добиться изменения цвета металлического изделия, можно использовать селитру. Для этого требуется приобрести готовую жидкость в хозяйственном магазине и вываривать изделие в ней в течение 60 минут.
СелитраСредство «Клевер»Заворонить металл можно с помощью покупного средства «Клевер». Изначально поверхности заготовки очищаются от грязи, ржавчины, краски. Обрабатываются наждачной бумагой. Средство наносится равномерным слоем на изделие. Спустя определённый промежуток времени, должен появиться раствор белого цвета, который нужно удалить. При недостаточном эффекте процедура проводится повторно.
Воронение металла в домашних условиях можно проводить двумя способами: холодным или горячим. В первом варианте используются покупные растворы, которые наносятся на поверхность заготовки кистью. После получения нужного оттенка химикаты смываются мыльной водой. Воронение стали в масле относится к холодным способам.
При горячем способе обработки металла химический раствор нужно подбирать особенно аккуратно. Он может ухудшить показатели прочности материала. Мастера рекомендуют использовать щелочные составы. Они не оказывают пагубного влияния на стальные поверхности. При горячей обработке нельзя быстро повышать температуру.
Оптимальный температурный режим — 100 градусов Цельсия. Обработку проводят в среднем около 45 минут. Важно использовать емкости для воронения, изготовленные из оцинкованного металла. В помещении должна быть оборудована хорошая система вентиляции. Человек должен пользоваться защитными очками, респиратором, перчатками, робой.
Воронение металла — поверхностный технологический процесс. С его помощью мастера увеличивает коррозийную устойчивость материала и придают изделию нужный оттенок. Процедуру воронения можно провести в домашних условиях, применяя любую из технологий. Важно соблюдать дозировку активных веществ, не увеличивать время обработки материала. В противном случае можно испортить обрабатываемую поверхность. Нельзя забывать про технику безопасности.
Воронение металла в домашних условиях – Умельцы.ру
Все металлические предметы (гвозди, крепежи, инструменты) со временем чернеют и ржавеют. Чтобы избежать этого придумали – воронение стали. Благодаря этому, сталь слала намного лучше на внешний вид и защищённей от ржавчины.
Конечно, настоящее воронение стали делают в промышленных условиях, получая на ее поверхности слой оксида железа, который и защищает металл от коррозии.
С промышленными масштабами и качеством не поспоришь, но и в домашних гаражных условиях можно сделать воронение. Нанести на стальные предметы покрытие, которое образует пленку и будет служить защитой. Качество сравнительно с промышленным оксидированием отличаются, но за неимением имеем то, что имеем. Некоторые методы хорошо зарекомендовали себя на практике и довольно популярны среди умельцев.
Итак методы воронение своими руками.
Холодная обработка: кисточка или ванна?
В арсенале умельцев есть немало растворов» вызывающих на поверхности металла образование темного осадка. При определенных химических реакциях содержащиеся в растворе вещества образуют на поверхности металла черную пленку. Наиболее известным веществом для холодного воронения является «парижский оксид». С улучшенной рецептурой он предлагается в торговой сети как Klever Schnellbmenierung (российский аналог — «Ворон 3»). Содержащее селен вещество наносится кистью на обрабатываемую поверхность, после чего тщательно смывается. Метод довольно экономичный и не требует особых затрат.
Быстрое воронение может применяться для деталей, не подвергающихся высокой механической нагрузке. Тогда как высококачественные стали с содержанием хрома свыше 3% таким способом обрабатывать не рекомендуется. К тому же чернение будет равномерным только при предельно тщательной обработке» после которой требуется полирование специальной пастой.
Гораздо результативнее производить быстрое воронение путем погружения. Эффект от такой процедуры сохраняется более длительное время. Кроме того» операцию можно неоднократно повторить. Для очистки от красящего состава используется моющее средство. После чего обрабатываемую деталь нужно насухо вытереть смоченной спиртом тряпкой. Если теперь на изделие кисточкой нанести дистиллированную воду, то она не будет скатываться каплями, а образует равномерную пленку, свидетельствующую об отсутствии на поверхности жира.
Горячая обработка: масло и огонь
Древний кустарный метод воронения, при котором деталь сначала промасливается, а затем обжигается паяльной лампой, имеет ряд преимуществ. Процесс не сопровождается выделением вредных веществ, дешев и эффективен. И хотя масляный обжиг тоже в полном смысле не является подлинным воронением, образовавшееся покрытие держится на поверхности гораздо дольше, чем при холодной обработке. Желающим выполнить термическое воронение следует слегка нагреть поверхность изделия и нанести на нее очень тонкий слой льняного масла.
Модно использовать также оливковое или специальное оружейное (к примеру, Ballistol). Преимущество последнего заключается в слабощелочных свойствах, не оказывающих разрушительного воздействия на металл. Для этих целей пригодны буроугольное и нефтяное масла, а также различные парафины. При медленном разогреве до 200-400 С легкие фракции улетучиваются, и на поверхности образуется плотная масляная пленка. Дальнейший постепенный нагрев приводит к образованию сначала коричневой, а затем черной окраски, которую уже невозможно удалить. Принципиально важно при данной технологии не применять слишком много масла, чтобы избежать появления пятен.
Наилучший результат достигается при использовании смеси из двадцати частей консистентной смазки и одной части серы. Последняя способствует формированию очень темного слоя сульфида железа. Из серы можно изготовить сернистый бальзам, растворив ее в небольшом количестве скипидара, а затем смешав с льняным маслом. Состав распределяют тонким слоем по поверхности обрабатываемого изделия и подвергают беспламенному сжиганию, что приводит к равномерному воронению.
Воздействие окислителями
На сталь можно воздействовать и расплавленными окислителями. Обычно для этого используют нитраты и нитриты, которые можно нагревать до расплавления (нитрит калия плавится при температуре 395 °С, а азотнокислый натрий — при температуре около 270 С). В расплавы этих солей опускают подлежащие воронению предметы, и они приобретают черную окраску. Однако горячие расплавы нитритов могут вызвать воспламенение органических веществ, а при некоторых обстоятельствах и угрожать взрывом.
Тем не менее данный метод довольно широко практикуется и пригоден для обработки чугуна, стали и даже меди, которая при этом окрашивается в насыщенный красный цвет. Однако его нельзя применять для обработки термочувствительных или закаленных изделий.
Вместо этих довольно опасных веществ можно использовать горячие солевые или щелочные растворы, рабочая температура которых существенно ниже.
Рецепты холодного воронения
1.1000 мл дистиллированной воды, 30 г этанола, 20 г 69% азотной кислоты, 75 г хлорида железа (III), 20 г сульфата меди (II)
2. сульфат железа (II): 30 г, хлорид железа (III): 15 г, сульфат меди (II): 15 г, этанол: 50 г, долить воды до 1000 мл
3.1000 мл воды, 50 г изопропилового спирта, 75 г 30% соляной кислоты, 75 г 69% азотной кислоты, 150 г хлорида железа (III), 30 г сульфата меди (II)
4.1000 мл воды, 13,5 г 69% азотной кислоты, 4 г 30% соляной кислоты, 4 г сульфата меди (II), 170 г хлорида железа (III)
Составы наносят на поверхность и оставляют по возможности дольше для более длительного воздействия в условиях повышенных температуры и влажности. Слой ржавчины затем обрабатывают водяным паром и удаляют щеткой. реакция повторяется до тех пор, пока не будет достигнут желаемый результат. Нередко приходится наносить средство свыше 10 и даже до 20 раз. Для того чтобы освежить старое воронение, сделав его более темным, достаточно 8% раствора азотнокислого серебра.
Рецепты солевых и щелочных растворов
1. 400 г едкого натра, 10 г нитрата калия, 10 г азотистокислого натрия, 600 мл воды
2. 800 г едкого натра, 100 г гидрофосфата динатрия, 50 г азотистокислого натрия, Ю00 мл воды.
Время воздействия данных составов должно превышать 30 минут. Работать следует очень аккуратно и осторожно. Если недостаточно тщательно удалить остатки щелочи, на поверхности изделия может образоваться налет. Поэтому по завершении обработки изделие требуется основательно промыть, высушить и слегка смазать маслом.
Воронение в домашних условиях видео
По материалам издания «Современный ремонт и строительство»
ВОРОНЕНИЕ МЕТАЛЛА дома [в селитре, клевером, ржавым лаком]
Существует ошибочное мнение, что невозможно выполнить [воронение металлов в домашних условиях], и эта техническая операция, в любом случае, должна выполняться только на производствах.
В настоящее время есть сразу несколько различных способов, при помощи которых можно эффективно справиться с ржавым металлом в домашних условиях.
Данный вид обработки необходим для того, чтобы не только сделать металл более привлекательным.
При помощи него значительно повышаются защитные свойства против коррозии.
Воронение стали своими руками в домашних условиях отличается более простыми способами обработки металла, при которых используются подручные средства.
По своей сути данный способ борьбы с ржавым металлом подразумевает нанесение на обрабатываемую поверхность самых разных покрытий, которые образуют на нем тонкую защитную пленку.
В домашних условиях сделать это можно при помощи лимонной или ортофосфорной кислоты, а также воспользовавшись лаком или маслом, из которых готовится определенный раствор.
Конечно, промышленная технология позволяет проводить более качественную обработку, однако некоторые методы борьбы с ржавым металлом в домашних условиях показывают достаточно высокий результат.
Особенности воронения металлов
В промышленных условиях чернение верхнего слоя металла снимают, путем изменения его структурного состава.
Кроме этого, особым способом накладывается защитное покрытие, обеспечивающее качественную защиту от коррозии.
Использовать в домашних условиях промышленные методы борьбы с ржавым металлом не только невозможно, но и экономически невыгодно.
Видео:
Самостоятельно горячее или холодное покрытие выполняется путем нанесения на поверхность металла некоторых специальных составов, которые не только снимают его чернение, но и образуют тонкую защитную пленку.
Средство для воронения можно приобрести в любом специализированном магазине, причем, в достаточно широком ассортименте.
Так, достаточно качественного результата позволяет добиться воронение в селитре, кроме этого, эффективно снять чернение с металла позволяет специальный карандаш для воронения.
В некоторых случаях можно воспользоваться ортофосфорной или лимонной кислотой, а также приготовить раствор для обработки нержавеющей стали на масле.
Вне зависимости от того, какая технология — ортофосфорной, лимонной кислотой или маслом, выбрана для борьбы с ржавым металлом, весь процесс можно условно разделить на несколько отдельных этапов.
В первую очередь, выполняется тщательная шлифовка и зачистка металлической поверхности. После этого проводится обезжиривание, для чего используется специальный раствор.
Далее следует аккуратно нанести выбранное средство для воронения. На завершающем этапе выполняется финишная обработка металлической поверхности.
Следует отметить, в зависимости от детали, ее технических характеристик, а также выбранного способа для воронения, могут возникать определенные нюансы и тонкости, однако общий алгоритм действий всегда остается неизменным.
Также следует запомнить, что после проведения обезжиривания обрабатываемой поверхности, к ней нельзя прикасаться, а это значит, что всю работу лучше всего выполнять в резиновых перчатках.
Основные правила обработки
Воронение по свой сути является химической обработкой металлических поверхностей, при которой не только снимается чернение, но и накладывается защитный слой.
Данные работы относятся к категории опасных, а поэтому должны выполняться с соблюдением определенных правил и в специальных условиях.
Так как раствор, который используется для воронения, имеет в своем составе химически активные вещества с кислотой, в обязательном порядке для него следует использовать специальные емкости.
Видео:
Кроме этого, такая обработка металлических поверхностей подразумевает и механическую работу, а значит, необходимо иметь под рукой и соответствующие средства для защиты глаз и кожных покровов.
Также следует выполнять обработку металла в помещении, которое оборудовано системой вентиляции или имеет мощную вытяжку.
На видео, которое размещено выше, можно увидеть, как должна проводиться такая обработка металлических поверхностей.
При работе с кислотой и другими химическими реагентами следует использовать только те емкости, которые выполнены из фаянса, а также фарфора или стекла.
Не рекомендуется для этих целей брать емкости, изготовленные из металла.
Непосредственно перед началом воронения следует провести равномерную и качественную очистку поверхности, а также полностью убрать с нее следи от грязи и жира.
В качестве материала для обработки в этом случае можно использовать наждачную бумагу, порошкообразную пемзу, а также песок мелкозернистого типа.
Рекомендуется перед началом всех работ хорошо изучить свойства используемых реагентов, а также порядок действий.
Следует помнить, жидкость в своем составе содержит самые разные химически элементы, которые при неправильном использовании могут нанести вред изделию.
Также надо следить, чтобы используемый раствор не попадал на кожные покровы или в глаза, так как в этом случае можно получить серьезную травму или ожог.
Обработка при помощи химического оксидирования
Наиболее часто обработку поверхности металла проводят при помощи химического оксидирования.
Данный способ достаточно эффективен и, при соблюдении технологии, позволяет добиться высокого качества конечного результата.
В основе данного способа воронения металла лежит способность металла к окислению.
Видео:
На предварительном этапе необходимо выполнить механическую обработку поверхности заготовки, а также полностью ее обезжирить.
После этого следует правильно приготовить соответствующий раствор.
Для этих целей следует взять определенных размеров емкость, которая обязательно должна быть изготовлена из фарфора.
Далее в нее наливается сто миллилитров обыкновенной водопроводной воды, после чего добавляется небольшое количество азотнокислого натрия и около ста граммов технической соды.
После этого раствор следует тщательно перемешать и проследить, чтобы в нем растворились все компоненты.
Полученную смесь следует нагреть до температуры порядка ста сорока градусов по Цельсию, и погрузить в нее заготовку примерно на тридцать минут.
После того как заданное время истечет, деталь извлекается из раствора и тщательно промывается дистиллированной водой.
Далее следует ее тщательно высушить и при помощи мягкой кисточки обильно смазать машинным маслом, добившись однородности слоя.
Обработанная таким образом поверхность металла приобретет ярко выраженный черный отлив с синим оттенком.
Если воронение было выполнено правильно и в соответствии с технологией, то металл станет гладким и не требующим последующей полировки.
На видео, которое размещено в разделе, можно увидеть, как в домашних условиях выполняется обработка металлической поверхности с использованием химического раствора.
Использование ржавого лака
Многие используют для воронения металла способ, который получил название «воронение ржавым металлом». При помощи него можно добиться ровной и гладкой поверхности при минимальных финансовых затратах.
Суть его заключается в помещении обрабатываемого изделия в коррозионно-активную химическую среду.
В результате такого воронения на металлической поверхности появляется рыжая и черная окиси железа.
Видео:
Для удаления рыжего налета используется щетка с жесткой металлической щетиной, при этом черная окись остается. Следует отметить, что данный метод обработки достаточно длительный, но эффективный.
В любом случае, для начала выполняется механическая обработка металла и его обезжиривание, и только после этого изделие помещается в специальный раствор.
Жидкость для воронения ржавым лаком готовится в специальных фарфоровых емкостях, при этом необходимо обязательно использовать средства для защиты кожных покровов.
Раствор в этом случае готовится на основе соляной кислоты.
Ее необходимо в небольшом количестве влить в приготовленную емкость и смешать с железной ржавчиной, металлическими опилками и азотной кислотой.
Далее раствор тщательно перемешивается до полного прекращения химической реакции, которая сопровождается выделением газа.
После этого в смесь необходимо добавить в равных количествах воду и обыкновенную водку.
Раствор должен определенное время отстояться, после чего его необходимо слить, чтобы убрать окалины и выпавшие в осадок соли.
Далее необходимо на определенное время в смесь поместить обрабатываемый металл и дождаться того момента, пока он не приобретет черный цвет, после чего его обильно промывают под водой.
Другие способы воронения
Очень часто для обработки металла используется специальный карандаш для воронения.
Перед тем как применить карандаш для воронения, поверхность металла обрабатывают механическим способом, после чего тщательно обезжиривают.
Такое воронение стали при соблюдении всех технологических требований достаточно эффективное и позволяет получить гладкую и ровную поверхность. Также очень часто избавляются от коррозии лаком.
Как и во всех остальных случаях, перед тем, как обработать поверхность лаком, ее обрабатывают путем механического воздействия.
Далее проводится обезжиривание металла, на поверхности которого не должно остаться следов грязи и жира. Обработка лаком достаточно эффективная и не требует серьезных финансовых затрат.
При работе с лаком или карандашом необходимо использовать специальные защитные средства, чтобы используемое средство не контактировало с кожными покровами.
Видео:
Также выполнить обработку можно путем окрашивания металлической поверхности раствором, который носит название «Клевер».
Данный способ окрашивания Клевером достаточно эффективен при незначительной коррозии металлической поверхности.
В этом случае необходимо выполнить максимально тщательное окрашивание обрабатываемой поверхности Клевером, причем несколько раз.
Продается состав Клевер в особых тюбиках небольших размеров. Цена на Клевер также варьируется в различных местах.
Клевер по консистенции представляет собой гель. Основное преимущество пользования Клевером — простота применения.
Деталь достаточно ошкурить, затем обезжирить бензином, а потом нанести Клевер. Через несколько минут, когда гель впитается — остатки смыть водой.
Воронить сильно испорченный металл лучше всего раствором селитры.
Для приготовления раствора селитры следует использовать только нержавеющую посуду, при этом кожные покровы должны быть обязательно защищены от попадания смеси.
В результате воронения селитрой металлическая поверхность приобретает приятный красноватый оттенок, который дополняется немного синеватым отливом.
Видео:
Готовится раствор селитры для воронения из одного литра воды и небольшого количества натриевой селитры, а также едкого каустика.
Данная смесь имеет достаточно едкий резкий запах, а поэтому при работе с ним лучше использовать респиратор.
Обработка алюминиевой поверхности
Способ воронения алюминия носит название — анодирование и позволяет придать изделию эстетичный внешний вид и полностью удалить следы от коррозии.
В настоящее время из алюминия изготавливают много самых разных деталей, в том числе и тех, которые повержены коррозии и требуют проведения очистки путем воронения.
Для обработки алюминия, как правило, не подходят различные кислоты, так как в этом случае деталь может деформироваться и повредиться.
В некоторых случаях для алюминия можно использовать активные кислоты, но только в небольших количествах, обильно разбавленных водой.
Поверхность алюминия можно воронить лаком, но только определенным способом.
Достаточно эффективен в воронении алюминия раствор, приготовленный на основе небольшого количества серной кислоты, обильно разбавленной в воде.
Средство необходимо поместить в специальную посуду, после чего поместить в него свинцовую пластину, подсоединенную к аккумулятору на двенадцать вольт.
После того как в растворе будут образовываться пузырьки, в него помещается деталь из алюминия на определенное время. После этого деталь из алюминия достается из раствора и опускается в пигментную краску синего цвета.
Далее необходимо алюминиевую заготовку обернуть тряпкой и дождаться полного высыхания.
Данный способ воронения алюминия считается народным, однако имеет высокую эффективность и позволяет хорошо защитить металл от коррозии при дальнейшей эксплуатации.
Видео:
Обработка какого-либо металла путем воронения должна выполняться в строгом соответствии с выбранной технологией и с соблюдением правил по технике безопасности.
Конечный результат во многом зависит от способа приготовления раствора и качества используемых компонентов.
Некоторые способы воронения металла в домашних условиях можно увидеть на видео, которое размещено выше.
Полировка для повышения качества деталей и снижения затрат
Обычно для смазки воронки достаточно небольшого количества стандартного легкого масла. Поддержание чистоты жидкости для металлообработки, чтобы предотвратить попадание металлических частиц или песка в готовую заготовку, имеет решающее значение для операции полировки.
Роликовая полировка используется для уменьшения пиков и впадин, которые возникают в микроструктуре обрабатываемых деталей.В процессе используется давление от роликов из закаленной стали для деформации металлической поверхности за счет холодного течения подповерхностного материала. Устранение нестабильной микроструктуры особенно важно для оптимальной работы изнашиваемых деталей.
Полировка — это универсальный процесс, улучшающий чистоту и размеры прецизионных токарных деталей.Инструменты и держатели могут быть установлены на станке, чтобы исключить вторичные операции.
Предыдущий СледующийВ сегодняшней экономичной производственной среде, какой владелец цеха или руководитель производства не был бы в восторге от получения точного размера и чистовой отделки на оригинальном станке, на котором производятся детали? Роликовая полировка может помочь пользователям исключить вторичные операции для существенной экономии времени и средств, в то же время улучшая качество их продукции.
Роликовая полировка — это метод получения поверхности точного размера, идеально обработанной и плотно уплотненной, устойчивой к износу. Ролики из закаленной и полированной стали прижимаются к более мягкой заготовке. Когда давление превышает предел текучести материала заготовки, поверхность пластически деформируется за счет хладотекучести подповерхностного материала.
Полированная поверхность на самом деле более гладкая, чем шлифованная поверхность с такими же показаниями профилометра.Профилометры измеряют высоту шероховатости. Методы удаления абразивного металла снижают высоту шероховатости, но оставляют острые выступы в плоскости контакта обрабатываемой поверхности. Роликовая полировка — это процесс вытеснения металла. Микроскопические «пики» на обработанной поверхности заставляют холодный поток течь в «впадины», создавая платообразный профиль, в котором резкость уменьшается или устраняется в плоскости контакта.
Таким образом, полированная поверхность будет противостоять износу лучше, чем шлифованная поверхность при контакте металла с металлом, как когда вал вращается во втулке.
Улучшение качества деталей и процессов
Роликовая полировка была впервые применена в американской промышленности в 1930-х годах для повышения усталостной долговечности осей железнодорожных вагонов и валов вращающихся машин. К 1960-м годам полирование роликов стало более широко применяться, особенно в автомобильной промышленности, поскольку были признаны другие преимущества процесса. Основные преимущества, связанные с качеством деталей, заключаются в следующем.
- Очень точный контроль размера (допуски в пределах 0,0005 дюйма или лучше, в зависимости от типа материала и других переменных).
- Чистая обработка поверхности (обычно Ra от 1 до 10 микродюймов).
- Повышенная твердость поверхности (от 5 до 10 процентов и более).
Другие преимущества процесса:
- Сокращенное время цикла (детали обрабатываются за секунды).
- Он чище, чем хонингование или другие методы абразивной обработки.
- Универсальность — может работать на любом вращающемся шпинделе.
- Часто позволяет исключить более медленные и дорогостоящие процессы чистовой обработки и второстепенные операции, такие как шлифование, хонингование или притирка.
Роликовая полировка уже давно используется в широком спектре компонентов автомобильной и тяжелой техники (строительной, сельскохозяйственной, горнодобывающей и т. Д.), Включая отверстия поршней и шатунов, компоненты тормозной системы, детали трансмиссии и ступицы гидротрансформатора.
Инструменты для полировки в настоящее время также широко применяются в неавтомобильных приложениях, что дает ряд преимуществ: для получения более качественных и долговечных поверхностей уплотнения; для увеличения срока службы; снизить уровень трения и шума в ходовых частях; и для улучшения косметического вида.Примеры включают клапаны, поршни для гидравлических или пневматических цилиндров, компоненты садового и садового оборудования, валы для насосов, валы, вращающиеся во втулках, отверстия для подшипников и сантехнические приспособления.
Массив дизайнов
Инструменты для полировкимогут быть спроектированы и изготовлены практически для любой конфигурации детали. Стандартные инструменты предлагаются для полировки внутреннего и внешнего диаметров. Индивидуальные конструкции инструментов изготавливаются на заказ для граней, внутреннего и внешнего конусов, контуров, сфер и скруглений.Доступны внешние полировальные станки для полировки цилиндрических поверхностей любой длины.
Самыми распространенными конструкциями полировальных инструментов являются вращающиеся инструменты, используемые для полировки внутренних или внешних диаметров. Несколько роликов, установленных в удерживающей обойме, вращаются и опираются на оправку или дорожку. Инструменты регулируются, обычно в диапазоне 0,040 дюйма для заданного номинального размера. Регулировка обычно выполняется с шагом 0,0001 дюйма путем изменения положения конических роликов по отношению к оправке или дорожке с обратным конусом, чтобы изменить эффективный диаметр инструмента.
Доступны специальные конструкции инструментов для полировки плоских или конических поверхностей. Ролики устанавливаются параллельно поверхности детали для плоской полировки или под углом для полировки конусов. Могут быть приспособлены внутренние или внешние конусы.
В других конструкциях инструментов используется один валок, поэтому инструмент может быть более универсальным, а не ограничиваться одной конкретной конфигурацией детали и номинальным размером. Однороликовый полировальный инструмент можно наносить на валы, грани, конусы, контуры или большие внутренние диаметры.Предлагаются конструкции инструментов как для расточной оправки, так и для токарной оправки. Другая универсальная конструкция полировального инструмента использует сменную полированную алмазную вставку вместо ролика. Алмазная пластина установлена в токарном держателе. Инструмент обеспечивает низкую микродюймовую отделку валов и поверхностей любого диаметра.
Параметры подготовки детали и рабочие параметры
Для одновременной калибровки, чистовой обработки и упрочнения поверхностей деталей требуется всего один быстрый проход полировального инструмента, при условии, что надлежащее внимание уделяется подготовке детали и регулировке инструмента.Поскольку металл не удаляется, требуется сплошная и без разрывов поверхность, чтобы выступы на обработанной поверхности могли равномерно переходить в углубления под давлением валков.
Идеально подготовленная поверхность детали для полировки — это расточенная или точеная поверхность от 80 до 120 микродюймов (Ra). Это позволяет добиться большего смещения материала на рабочей поверхности, чем при более гладкой предварительной отделке, тем самым улучшая калибровочные возможности полировального инструмента. Это также позволяет допускать на предварительную отделку гораздо больший допуск, чем на более гладкую предварительную отделку.
Любой пластичный или ковкий металл можно полировать (сталь, нержавеющая сталь, сплавы, чугун, алюминий, медь, латунь, бронза и т. Д.). Поскольку металл должен иметь способность к холодной текучести под давлением валков, твердость обычно не должна превышать 40 по шкале Роквелла «С».
Скорость и подача не критичны для успешной работы инструмента.
Любое стандартное легкое смазочное масло с низкой вязкостью, а также любое минеральное, серное или растворимое масло, совместимое с полируемым металлом или сплавом, подходит для большинства металлов.Фильтрация охлаждающей жидкости очень важна для предотвращения скатывания металлических частиц или песка на поверхность детали.
Роликовая полировка — это более быстрый, чистый, более эффективный и экономичный метод калибровки и обработки деталей в соответствии с точными спецификациями. Детали часто можно полировать на оригинальном станке, на котором они были изготовлены, что исключает вторичные операции. Инструменты для полировки могут помочь пользователю значительно сэкономить время и средства при улучшении качества деталей.
— Продукция Cogsdill Tool
Полировка.Бегин.
Полировка. Бегин.Технический словарь гравюры, Андре Беген.
Вернуться на главную страницу «Гравюрный словарь»
Полировка
Операция, заключающаяся в полировке поверхности металлической пластины таким образом, чтобы он гладкий и блестящий. Такая работа выполняется с помощью полировального станка , инструмента из полированная сталь. Конец инструмента довольно прочный, имеет припухлость и закругленную форму. форма так, чтобы ее можно было использовать для выравнивания неровностей металлической пластины, крупным планом неправильные линии, сотрите царапины и удалите нежелательную шероховатость.в бывшие ремесленники, которые строгали медные пластины, взимали дополнительную плату за полировку пластины [ * строгальный ].
В прошлом полировщик часто использовался на последнем этапе полировки пластины после пемзание * и использование уголь * . Затем пластину натирали в течение долгое время поперечно и всегда в одном направлении с очень ровным песком сначала мелом, а затем смешанным с красным гематитом. Часто работа выполнялась с использованием двумя руками, чтобы иметь больше рычагов.
В настоящее время полировщик используется, прежде всего, для ремонта аварий, для сглаживания пластина после соскабливания скребком * , получить белые в меццо-тинто * работы (см. также черный ), после соскабливания или просто чтобы осветлить определенные части пластины. Конечно причина, по которой полировщик больше не используется в полировке * (см. также абразивов ) в том, что есть еще эффективные способы сделать это сегодня.
Полировальные машины также используются для протирания обратной стороны листов бумаги при рельефной гравировке. напечатаны вручную [ * дерево , Фроттон , рельеф ].
Существуют различные типы полировщиков, некоторые из которых более плоские, а другие подвижные. изогнутый. Их очищают и полируют кожей и оловянной пудрой. Запрещается использовать полировщик на сухой тарелке. Можно использовать каплю масла (оливковое масло по Боссе) или, если нет ничего лучшего, немного слюны Сделаю. Полировку металла, подлежащего гравировке, не следует путать с полировка декоративного металла. Последнее делали агатом или красный гематитовый полировщик и средства для придания блеска.Этот второй вид полирующих листьев металл немного темнее, чем когда он имеет матовую поверхность. [ * чистка ].
Назад на главную страницу «Гравюрного словаря»
Vaxcel T0211 8 дюймов Granville Steel Oil Burnished Bronze Outdoor Pendant
Factory Direct Hardware — самое быстрорастущее место для покупки товаров в Интернете. Мы гордимся тем, что гарантируем, что вы будете довольны каждой покупкой. Наши производители и поставщики обещают доставить вашу качественную продукцию в отличном состоянии к вашей двери.Если по какой-либо причине вы не удовлетворены своим грузом, мы с радостью заменим его или примем возврат товара.
В течение 30 дней с момента размещения заказа вы можете вернуть любой продукт, приобретенный у Factory Direct Hardware, Inc., при условии, что товар находится в новом состоянии с оригинальной упаковкой и аксессуарами. Для любых возвратов через 30 дней требуется одобрение менеджера, при этом может взиматься более высокая плата за возврат. Для всех возвращенных товаров взимается комиссия за возврат 20%.Товары по специальному заказу и / или товары, отсутствующие на складе, считаются специальными заказами и не подлежат возврату. Понесенные транспортные расходы не возвращаются. Клиенты должны оплатить стоимость обратной доставки. Возврат или обмен возможен только для товаров, упаковка которых была открыта, и их нельзя перепродать как новые. У нас есть возможность настроить некоторые заказы в соответствии с потребностями наших клиентов, однако эти индивидуальные заказы не подлежат возврату и возврату, кроме как с одобрения менеджера, и при условии оплаты 50% комиссии за пополнение запасов.Неутвержденные индивидуальные заказы, возвращенные клиентом, будут отправлены обратно за счет клиента.
Factory Direct Hardware, Inc. не несет ответственности за любые затраты на рабочую силу, понесенные в результате установки неправильных или дефектных деталей. Кроме того, мы не несем ответственности за утерянные посылки. Клиенты получают информацию о доставке после отправки заказа, чтобы вы знали, когда им следует ожидать свои товары. Если товар утерян, вы должны подать заявление о фрахте утерянной посылки соответствующему отправителю.Наконец, товар не должен быть поврежден во время перевозки. Если доставляющий перевозчик несет ответственность за утерянную и / или поврежденную посылку, покупатель должен подать соответствующую транспортную претензию перевозчику. Обо всех претензиях по поводу недостачи и / или повреждения товаров необходимо сообщать в течение пяти дней с момента получения товара.
Предметы, которые могут быть возвращены для возмещения:
- Товар, который не был удален из оригинальной упаковки
- Товар с дефектом
- Товар, который был неправильно упакован или был неправильно отправлен
- Товар, который не был установлен
- У вас должна быть оригинальная упаковка товара (упаковка производителя, пенополистирол, полиэтиленовые пакеты и т. Д.).)
- На упаковке товара не должно быть никаких надписей или этикеток.
- Пакеты должны быть отправлены клиентом обратно через отслеживаемый источник, такой как UPS. Пожалуйста, не используйте USPS. Только наземная доставка. Если вы вернете товар более быстрым и более дорогостоящим грузоотправителем, вы понесете расходы самостоятельно, и любой запрос на возмещение будет отклонен.
- Все товары должны быть возвращены с присвоенным им номером разрешения на возврат (RGA). Товары, возвращенные без номера RGA, могут задержать кредит.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: Товары, отмеченные как Clearance, не подлежат возврату, если они не являются дефектными. Имейте в виду, что из-за характера распродаж мы не сможем предложить замену дефектного товара с распродажей. Чтобы отменить заказ, который еще не был отправлен, немедленно позвоните в наш отдел обслуживания клиентов по телефону (855) 368-1040. После отправки товара или заказа его нельзя отменить, и вам придется оформить общий возврат.
Неисправный товар будет заменен без комиссии за возврат и может быть отправлен только UPS наземным транспортом.Плата за замену товара будет взиматься с покупателя, и кредит будет предоставлен после получения дефектного товара. Чтобы получить возмещение, дефектный товар должен быть получен в течение 60 дней с момента размещения заказа.
Если ваш возвращенный продукт не соответствует всем применимым критериям, перечисленным ниже, он будет отклонен нашим отделом возврата и возвращен вам за счет клиентов. Следовательно, ваше RGA будет аннулировано, и любой запрос на кредит будет отклонен, а любой заказ на замену будет отменен.Наши договоренности с нашими поставщиками и производителями не позволяют нам делать исключения.
Вы можете связаться с нашим отделом возврата по телефону (855) 368-1040 или заполнить нашу онлайн-форму возврата, чтобы начать процесс возврата и получить номер разрешения на возврат товаров (RGA). После оформления возврата вы получите электронное письмо с номером RGA в течение 2 рабочих дней. Вместе с этим номером возврата вы получите адрес доставки, по которому вы должны отправить свой товар. Не забудьте указать свой номер RGA на товаре.Этот номер будет использован для гарантии получения кредита. Примечание. Если вы вернете нам продукт без номера RGA, при возврате могут потребоваться дополнительные сборы и задержки. Товар необходимо вернуть в течение 5 рабочих дней после получения номера RGA.
- Включите в продукт все оригинальные упаковочные материалы, руководства и аксессуары, чтобы избежать дополнительных сборов.
- Мы рекомендуем возвращать товары через UPS или застрахованную посылку для подтверждения доставки. Убедитесь, что товары надежно упакованы, чтобы не повредить их, когда они возвращаются на наш склад.
- Вы несете ответственность за все транспортные расходы. Однако вам будут начислены все разумные и обычные транспортные расходы, относящиеся к этому товару, если товар неисправен или был отправлен не тот товар.
Возврат
Мы уведомим вас по электронной почте о вашем возмещении, как только мы получим и обработаем возвращенный товар.
ОБРАТИТЕ ВНИМАНИЕ: Мы возместим стоимость доставки только в том случае, если возврат является результатом нашей ошибки. Мы сделаем все возможное, чтобы оформить возврат быстро.
На обработку потребуется 14–21 день. Возврат будет зачислен только на исходный номер счета кредитной карты покупателя или на счет PayPal.
Чтобы начать обработку возврата, нажмите здесь!
Ультразвуковое воронение поверхности кобальт-хрома и нержавеющей стали методом аддитивного производства
В литературе отсутствуют предыдущие данные о параметрах воронения для каких-либо материалов AM или традиционного Co-Cr. С этой целью эксперимент начался с использования круглых образцов Co-Cr и токарного станка в качестве держателя для инструмента.Поскольку детали из AM очень редко бывают простыми, как труба, и на основании результатов, полученных на образцах Co-Cr, обрабатывающий центр был выбран для более сложных испытаний. Испытываемый материал был заменен на сталь 316L, поскольку имелось больше данных и параметров о выглаживании традиционных сталей и, возможно, более широкая область применения.
Процесс аддитивного производства
В процессе AM шесть испытательных валов были изготовлены из порошка EOS Cobalt Chrome SP2 (Co-Cr) с использованием оборудования EOSINT M 270 с параметрами по умолчанию и толщиной слоя 20 мкм.Параметры по умолчанию включали скорость сканирования 1100 мм / с, размер лазерного пятна 0,1 мм, шаг штриховки 100 мкм и максимальную выходную мощность 195 Вт. Во время процесса AM испытательные валы были ориентированы горизонтально; следовательно, все тестируемые поверхности являются боковыми поверхностями, поскольку верхняя поверхность уже имеет гораздо лучшее качество поверхности, и только нижняя поверхность требует удаления опоры. Обычно в материалах Co-Cr средняя твердость поверхности при изготовлении составляет приблизительно 360 ± 20 HV10, а шероховатость поверхности Ra 8 мкм и Rz 30–50 мкм [22].
Кроме того, из порошка нержавеющей стали 316L EOS были изготовлены четыре шестиугольных затвора с 12 испытательными поверхностями на каждой. В данном случае это была машина EOSINT M 280 с производственными параметрами по умолчанию и толщиной слоя 20 мкм. Эти параметры включали скорость сканирования 900 мм / с, размер лазерного пятна 0,1 мм, расстояние между штрихами 100 мкм и максимальную выходную мощность 195 Вт. Никаких термообработок или снятия напряжений не применялось. 316L обладает высокой пластичностью и устойчивостью к коррозии и используется в таких областях, как изготовление ювелирных изделий, инструментальная оснастка и производство, а также в медицине и авиакосмической промышленности.Стандартная твердость при изготовлении составляет 170 HV10, а шероховатость поверхности Ra 13 ± 5 мкм и Rz 30–50 мкм [22]. Во время процесса AM все шестиугольные заправки 316L были ориентированы горизонтально по тому же принципу, что и испытательные валы. В связи с этим на рис. 1 показаны обработанные образцы для испытаний после процесса ультразвуковой полировки.
Фиг.1a Цилиндрические образцы для испытаний из Co-Cr. b 316L Нержавеющая сталь.Изображения образцов после ультразвуковой полировки
Эти материалы были выбраны из-за их потенциального реального применения, например, в медицинской промышленности или в инструментальной промышленности. Как упоминалось ранее, аддитивно произведенная и отполированная высокоэффективная сталь может использоваться для изготовления инструментов, а Co-Cr может использоваться в стоматологии. Предыдущие исследования характеризовали ультразвуковое выглаживание алюминия, закаленной стали и ее сплавов, полимеров, титана, латуни, никеля и меди [6].Однако материалы, полученные аддитивным способом, не были глубоко изучены, и выбранные материалы требуют определения характеристик после ультразвуковой полировки, чтобы изучить их пригодность в представленных промышленных условиях.
Экспериментальная установка и процесс ультразвуковой полировки
Оборудование для ультразвуковой полировки сначала было установлено на ручной токарный станок для обработки цилиндрических деталей из Co-Cr (см. Рис. 2а). С другой стороны, такое же оборудование было установлено для обработки заготовок из нержавеющей стали 316L на обрабатывающем центре с ЧПУ (см.рис.2б). Переменными отклика для обоих экспериментов были шероховатость поверхности (Ra) и значения твердости (Hv10), которые были измерены для получения наиболее подходящих результатов. Целью эксперимента было охарактеризовать шероховатость поверхности с помощью ультразвукового выглаживания металлических материалов, произведенных AM.
Фиг.2a Ультразвуковое полировальное оборудование, установленное на ручной токарный станок. b Оборудование, установленное на обрабатывающем центре с ЧПУ
В качестве обзора процесса ультразвуковой полировки чистовая головка прижимается к испытательному образцу, где пружина обеспечивает постоянный контакт.Кроме того, между чистовой головкой и заготовкой добавляется смазочная жидкость. Частоту можно регулировать с помощью блока управления. Обе экспериментальные установки (т. Е. Токарная обработка Co-Cr и фрезерная обработка 316L) были подключены к одному и тому же генератору и блоку управления. На рисунке 3 показана схема процесса, а также подробные сведения о параметрах процесса, участвующих в экспериментальной работе.
Рис. 3Схема ультразвуковой системы полирования — процесс измерений и сбора данных. a токарная обработка Co-Cr и b фрезерная обработка 316L
Для обработки Co-Cr использовался ручной токарный станок с мощностью шпинделя 11 кВт. Полировка проводилась на ультразвуковом полировальном оборудовании HIQUSA с шариком из карбида вольфрама диаметром 3 мм. Если посмотреть на предыдущую совокупность знаний [6], эксперимент требовал исправить некоторые параметры процесса; они включали скорость вращения шпинделя 50 об / мин и частоту ударов 19 000 Гц.Этот первоначальный план эксперимента включал полный факторный план эксперимента (DOE) для получения контрольных значений. Это было выполнено путем изучения двух важных факторов: (1) подача (мм / об) и (2) сжатие пружины (мм). Подача имела 2 уровня (т.е. 0,05 мм / об и 0,1 мм / об), а сжатие пружины было проверено на 7 уровнях (т.е. в диапазоне от 0,5 до 3 мм и промежуточные значения). Диапазон значений переменных контролируемого процесса был извлечен из предыдущих исследований [7, 9]. С этой целью полный факторный ДОЭ включал 18 экспериментальных комбинаций.Репликации использовались для анализа измерений и экспериментальной дисперсии.
Для обработки нержавеющей стали 316L использовался фрезерный центр Mazak мощностью 22 кВт. Чтобы ограничить потребность в экспериментальной работе, подход заключался в том, чтобы подогнать нашу экспериментальную работу к дробному факторному DOE, в котором учитывались только наиболее многообещающие значения параметров процесса. С этой целью диапазон значений контролируемых переменных был извлечен из предыдущих экспериментальных работ с токарным станком, а также связанных исследований [9, 11], и мы установили частоту удара на 19 000 Гц.В процессе фрезерования мы изучили три важных фактора: (1) подача стола (мм / мин), боковой сдвиг (мм) и (2) сжатие пружины (мм). Подача стола имела 10 уровней (т. Е. От 300 до 5000 мм / мин с промежуточными значениями), смещение в сторону — 5 уровней (т. Е. От 0,025 до 0,2 мм с промежуточными значениями), а сжатие пружины испытывалось на 6 уровнях (т. Е. В диапазоне от 0,5. до 3,5 мм с промежуточными значениями). С этой целью в ДОЭ было задействовано 54 экспериментальных комбинации, из которых наиболее многообещающие экспериментальные комбинации были воспроизведены несколько раз.
Полировка для обоих материалов выполнялась одной и той же чистовой головкой — шариком из карбида вольфрама диаметром 3 мм. В качестве охлаждающей жидкости использовалась смесь минерального масла и воды с концентрацией 5% для обоих экспериментов (т.е. обработка пены Co-Cr и обработка измельчением 316L). Смазочная жидкость использовалась, чтобы избежать перегрева заготовки. Влияние шумовых факторов, таких как внешний шум (например, условия окружающей среды, температура и влажность), шум ухудшения (например,ухудшение срока службы машины, техническое обслуживание машины и качество материала) и колебания шума (например, жесткость инструмента и станка и вибрации) были минимизированы путем проведения эксперимента в контролируемой среде.
Анализ результатов экспериментов проводился с использованием статистической программы «Minitab 16». С этой целью данные были проанализированы с помощью дисперсионного анализа (ANOVA) и изучения влияния и взаимодействия параметров процесса на конечное качество поверхности. Результаты покажут соответствующие графики основных эффектов для качества поверхности, которые использовались для моделирования различий между средними значениями уровней на разных уровнях.Наконец, взаимодействие и влияние наиболее значимых факторов изучаются с использованием диаграмм Парето стандартизованных эффектов. В этом случае диаграмма Парето эффектов будет использоваться для определения величины и важности эффекта и эффекта взаимодействий.
Измерительная установка
Измерения были сосредоточены на получении значений шероховатости поверхности (Ra) для каждой экспериментальной комбинации и твердости для наиболее подходящих результатов (Hv10). Шероховатость поверхности измеряли с помощью измерительного прибора Perthen perthometer M4P.Устройство использует контактный щуп для измерения топологии линии на поверхности. Измерения производятся в значениях Ra, которые относятся к среднему отклонению профиля поверхности в мкм. Было три повтора для каждой измеренной поверхности, три до обработки и три после обработки. Необычные значения были отвергнуты и снова измерены. Всего было выполнено 45 измерений шероховатости для Co-Cr и 162 для нержавеющей стали 316L. Направление измерения каждого образца было перпендикулярно движению инструмента.Кроме того, твердость была измерена в трех разных точках как на готовых, так и на незаконченных поверхностях методом Виккерса с использованием прибора для измерения твердости Brickers 220. При измерении твердости образцов из Co-Cr для исправления ошибок в значениях твердости из-за цилиндричности образцов использовался стандарт SFS EN ISO 6507 1 [23]. В этом стандарте представлены уравнения для компенсации эффекта цилиндра.
В качестве эталона и сравнения две поверхности из Co-Cr и три поверхности из 316L были обработаны перед полировкой, чтобы сравнить, насколько шероховатость и твердость поверхности будут отличаться от образцов после прямого полирования.Параметры фрезерования для 316L: 1592 об / мин, торцевая фреза диаметром 60 мм, 4 зуба, подача 1500 мм / мин, подача на зуб 0,03 мм и 0,1 для глубины резания. Параметры для Co-Cr составляли 500 об / мин, подача 0,3 мм / об и 0,4 мм в качестве радиуса внешнего угла инструмента.
Полировка керамики — полезное пошаговое руководство по полировке глины
Вороненый сосуд от Кэрол Молли Приер.
Полировка керамики — это техника, при которой глина полируется до красивого блеска без использования глазури (как это произведение Кэрол Молли Приер).Древние гончары использовали эти методы для производства своих изделий до того, как были изобретены глазури и печи. Сегодня современные гончары полируют керамику, чтобы создавать великолепные произведения искусства.
Суми фон Дассов — один из таких гончаров. Она использует низкотехнологичные методы изготовления гончарных изделий более тридцати лет. Хотя полировка керамики — это низкотехнологичный процесс, есть несколько секретов, как сделать это правильно. В этом посте Суми делится своим пошаговым методом полировки керамики. — Дженнифер Поэллот Харнетти, редактор.
П.С. Загляните в архивы, чтобы узнать больше о полировальной глине!
Подходящий полировальный камень можно найти в любом гранильном магазине, а часто и в сувенирных магазинах музеев или на блошиных рынках. Любой камень, брошенный в полировальную машину, может быть идеальным полировальным камнем. Идеальный камень достаточно велик, чтобы его можно было легко схватить, и имеет по крайней мере одну идеально гладкую, слегка закругленную поверхность. Любая зазубрина, неровность или острый край могут поцарапать горшок во время полировки: вы можете проверить камень на наличие царапин, проведя по нему ногтем.
Для первой попытки полировки керамики начните с небольшого круглого горшка. Острые углы, S-образные изгибы, расширяющиеся кромки и бороздки трудно полировать. Чтобы подготовить горшок к полировке, его следует отшлифовать до гладкости, когда он высохнет.
Сделайте поверхности, которые будут выделяться, загрузив этот бесплатный подарок, Five Great Decorating Techniques.
Если поверхность недостаточно гладкая, ваш камень не сможет попасть ни в какие небольшие углубления или углубления на поверхности, и в результате вы получите тусклые, не полированные пятна, которые камень пропустил.
В дополнение к горшку и камню вам понадобится полотенце или тряпка, таз с водой и немного растительного масла. Первый шаг — намочить весь горшок, внутри и снаружи, довольно тщательно втирая воду пальцами. Вам нужно втирать воду в глину, прежде чем начинать натирать камень. Это заставит немного скользить по поверхности кастрюли, что поможет заполнить любые маленькие царапины от наждачной бумаги и увлажнит кастрюлю, чтобы она не высохла слишком быстро, пока вы ее полируете.Затем вы снова смачиваете небольшие участки пальцем, начиная с края, и протираете камнем, пока глина не станет гладкой и не приобретет тусклый блеск. Полотенце или тряпка необходимо, чтобы вытереть лишнюю воду с пальца и при необходимости протереть камень. Важно начать с обода, полировать весь обод, затем полировать по всему периметру чуть ниже обода, продолжая таким образом слегка перекрывающуюся спираль от обода к ноге. Когда полированный участок высохнет, вы поцарапаете его, если снова потрете камнем.По этой причине, начав однажды, вы не можете остановиться, пока не закончите. Работа по спирали гарантирует, что вы никогда не будете работать с заплатой, примыкающей к полностью высохшей секции: к тому времени, когда вы будете работать с нижней частью, верхняя часть, которая, возможно, была отполирована час назад, снова полностью высохнет, но нижнее кольцо спирали все еще влажное, и его все еще можно безопасно натирать камнем.
Второй шаг — немедленно покрыть всю кастрюлю легким слоем растительного масла и оставить на 5–15 минут для впитывания.После замачивания оставляет на поверхности беловатую пену. Снова натертая камнем, глина приобретает высокий блеск. Этот шаг выполняется намного быстрее, чем первый, и не имеет значения, какая часть банка будет заменена первой. Если есть пятна мокрого масла, вы можете обойти их и отполировать готовые детали. На этом этапе горшок будет легко испачкаться отпечатками пальцев, и его следует держать рукой внутри. Это также поможет вам не стирать масло во время работы. Слегка протрите горшок замшей после промасливания и повторной полировки, чтобы удалить излишки масла и немного улучшить блеск.
Полированный горшок можно украсить перед обжигом путем надрезания или покраски terra sigillata (см. Эту статью о декоре terra sigillata) или скольжения, или его можно сразу же обжечь в бисквитном обжиге до конуса 018. Хотя это очень низкая температура , он достаточно высок, чтобы затвердеть глину и отогнать внутреннюю воду, не жертвуя блеском, над которым вы так усердно работали. Из-за самой природы глины обжиг при более высокой температуре делает полированное покрытие тусклым. Глина состоит из плоских частиц, называемых пластинками.Полировка работает путем прижатия глиняных пластинок к поверхности горшка, так что все они смотрят одинаково и, таким образом, одинаково отражают свет. По мере обжига глина теряет свою пластинчатую структуру, поэтому чем выше температура обжига, тем больше полироли вы теряете. С подходящей глиной конус 018 становится достаточно горячим, чтобы глина затвердела, не жертвуя слишком большим блеском. Даже если вы планируете последующий обжиг, такой как обжиг в яме, рекомендуется обжечь полированный горшок с помощью бисквита, чтобы гарантировать, что готовый горшок будет достаточно прочным, и чтобы он выдержал быстрое повышение температуры, которое является типичным. многих альтернативных методов стрельбы.
Полировка керамики — шаг за шагом
- Намочите всю кастрюлю, внутри и снаружи, пальцами, смоченными водой, затем снова смочите внутреннюю часть обода. Хорошо залейте воду. Сухими пальцами потрите камень по смоченной поверхности, стараясь не оставлять полиненных полос. Если вам нужно сильно потереть глину, чтобы сделать глину гладкой, или если остаются видимые царапины от шлифовки, вы используете недостаточно воды.
- После полировки внутреннего края кастрюли смочите верхнюю часть кромки и отполируйте.Губа, как правило, является наиболее сложной областью, и ее следует тщательно сгладить и скруглить путем шлифовки. Во время полировки кусочки глины будут собираться на поверхности, над которой вы работаете. Вытрите эти кусочки тыльной стороной ладони, чтобы они не поцарапались. Сотрите глину с камня полотенцем или большим пальцем.
- После полировки по всему периметру чуть ниже обода, продолжайте движение по спирали к основанию. Когда вы увлажняете новый патч для полировки, слегка перекрывайте ранее отполированный участок выше.Пока уже отполированное пятно не изменило цвет (что означает, что оно полностью высохло), можно безопасно пройтись по нему камнем. По мере того, как вы продвигаетесь вниз по корпусу горшка, вы можете увлажнить довольно большие участки и быстро провести по нему камнем по горизонтали, а затем более осторожно по вертикали. Некоторым людям легче полировать круговыми движениями.
- Последнее пятно, которое нужно полировать, находится чуть выше стопы (которая не полируется). Обратите внимание на разницу в цвете между только что отполированной областью возле ступни и сухой областью на ободе.
- Полированная поверхность слегка покрыта растительным маслом.
- Удерживая горшок рукой внутри, чтобы не касаться поверхности, горшок повторно полируют везде, где масло высохло до беловатой пены. Полируйте вокруг пятен влажного масла, пока они не высохнут. При необходимости лишнее масло можно стереть пальцем. Если камень царапает промасленную поверхность, добавьте еще масла и подождите, пока оно впитается.
** Впервые опубликовано в 2011 г.
METAL-BLACK HT Термическое воронение стали
ХАРАКТЕРИСТИКИ PDF
METAL-BLACK HT, — это химическое горячее воронение, которое вызывает поверхностное преобразование ферросплавов за счет образования черного оксида железа.После соответствующего последующего процесса герметизации он гарантирует среднюю защиту от воздействия средней / низкой скорости коррозии окружающей среды: такой конверсионный слой обеспечивает более высокую защиту и адгезию, чем процессы холодного полирования. Помимо защитных свойств, METAL-BLACK HT обеспечивает функциональные и визуальные свойства обработанных деталей, поверхность которых приобретает черный цвет, в зависимости от типа черных сплавов, качества обработанной поверхности детали (полированная или непрозрачная) и время и температура цикла обработки (табл.1). Основные преимущества:
- Процесс, подходящий для низколегированной и среднелегированной стали.
- Возможность использования на деталях любого размера (от небольших металлических деталей до наиболее важных компонентов) и предназначенных для различных применений (механика, оружие, столярные изделия, эстетическая обработка).
- В зависимости от качества обработанной поверхности обработанной детали из одного и того же материала может быть получено полированное или непрозрачное полирование, придающее детали разную отражательную способность.Этот вариант высоко ценится в армейской промышленности (производство и обслуживание).
- ЧЕРНЫЙ МЕТАЛЛ HT сохраняет неизменными окончательные размеры обрабатываемых деталей, поэтому настоятельно рекомендуется для тех компонентов, которые не допускают других защитных обработок с большей конечной толщиной.
- МЕТАЛЛ-ЧЕРНЫЙ HT подходит для обработки небольших партий, контролируемым образом в рамках производственного цикла, а также для тех, кто работает от имени третьих лиц на крупных заводах.
- МЕТАЛЛ-ЧЕРНЫЙ HT соответствует спецификации MIL-DTL-13924D (класс 1)
METAL-BLACK HT — высококонцентрированный порошковый продукт, который необходимо использовать в водном растворе.
1-ПОДГОТОВКА ВАННЫ. Приготовьте отдельно необходимое количество воды в ванне из расчета кг воды на 1 кг. METAL-BLACK HT . Необходимо учитывать объем деталей, так как это повысит уровень жидкости в баке.Когда резервуар заполнен деталями, всегда учитывайте объем не менее 20 см над поверхностью жидкости. Это пространство должно учитывать эскизы, которые будут происходить во время кипячения ванны и во время доливки деминерализованной воды. Добавьте в резервуар METAL-BLACK HT , медленно и непрерывно помешивая. Когда температура достигнет 85 ° C — 95 ° C, активируйте источник нагрева ванны, пока ванна не закипит, около 120 ÷ 130 ° C, и раствор станет прозрачным.
Если температура ниже, добавляйте дополнительный продукт контролируемым образом. Температуру ванны можно довести примерно до 150 ° C. Более высокие температуры требуются для высоколегированных сталей, тогда как низколегированные стали требуют более низких температур ванны. Во время процесса в ванну попадает концентрат из-за испарения воды и повышения температуры. Температуру ванны можно контролировать, добавляя деминерализованную воду до тех пор, пока не будет восстановлена желаемая температура.Добавление воды должно быть постепенным и контролируемым, так как в точке разлива создается сильная турбулентность жидкости.
По окончании использования снимите источник тепла и закройте бак. При понижении температуры в ванне соли выпадут в осадок. Явление вполне нормальное, обратимое, нагревание ванны при следующем использовании.
2-НАСТРОЙКА НОВЫХ ДЕТАЛЕЙ.
Обработка подходит для готовых деталей в конце всех технологических процессов (механическая обработка, пластическая деформация, термическая обработка и чистовая обработка поверхности).Детали должны быть идеально чистыми, без окисления, остатков от предыдущей обработки (смазочные масла, чистые масла, защитные масла, консистентная смазка и т. Д.) И иметь твердость не более 40 HRC. Если присутствуют следы ржавчины, сначала перейдите к шагу 3. Тщательно очистите и обезжирьте деталь, желательно в водяной бане (линия DERKEMP MAT, если вы выбираете автоматическое обезжиривание, DERKEMP CH для ручных операций). Промыть чистой водой (лучше, если последний шаг выполняется с деминерализованной водой).В случае, если обрабатываемая деталь не имеет окисления или остатков, ее также можно очистить с помощью растворителей (линия KEMPERSOLV), убедившись, что растворитель полностью удален перед продолжением.
3-ПОВРЕЖДЕНИЕ (при необходимости) ИЛИ УДАЛЕНИЕ ПРЕДЫДУЩЕГО ПОЛИВА. Используйте ванну-раскислитель с METALDEC LIQUID или DESCAL LIGHT (разбавленным соответствующим образом) в течение 5-10 минут (для удаления старого налета требуется более длительная ванна). Следующим шагом является ополаскивание, а затем сразу переходите к этапу полировки.
4-НАЛИВ. Полностью погрузите детали в ванну, которая должна иметь правильную температуру кипения, подходящую для различных типов материалов (от 125 ° C для низколегированной стали, чугуна и 140 ° C для высоколегированной стали). Подождите необходимое время (см. Таб.1). Промежуточный визуальный осмотр возможен за счет быстрого извлечения деталей, не допуская высыхания горящих солей на поверхности деталей.
В конце цикла извлеките кусочки и сразу окуните их в промывочную ванну, содержащую горячую воду с температурой от 70 ° C до 80 ° C, предпочтительно деминерализованную.Температуры ниже 50 ° C не рекомендуются, так как возникновение теплового удара может оказать нежелательное влияние на адгезию воронения.
Горячая ополаскивающая ванна позволяет быстрее высыхать и быстрее переходить к следующему этапу закрепления. Периодически заменяйте воду для ополаскивания, чтобы предотвратить накопление солевого раствора, которое может привести к появлению белесых полос на деталях.
5-КРЕПЛЕНИЕ . Крепление позволяет герметизировать структуру оксида железа, прикрепленную к поверхности предметов, и придать окончательный внешний вид.Это нужно делать сразу же, после притирки на полностью высохшем участке. Он заключается в обработке специальным защитным маслом, таким как PRONEX OIL, очень жидким и проникающим (оно также соответствует спецификации MIL PRF-81309F) путем погружения или распыления для получения однородного окончательного внешнего вида. После этой обработки изделие нельзя трогать в течение как минимум 12 часов. Другие методы лечения, такие как покраска, не рекомендуются.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 6 ЧАСТЕЙ Сохранение защитных свойств конверсионного слоя требует регулярного восстановления с помощью фиксирующего масла.
7-ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ВАННЫ Держать контейнер плотно закрытым, когда он не используется. Замена необходима из-за чрезмерного увеличения времени полировки, сильного приема ванны и значительного присутствия осадка, нерастворимого при рабочих температурах. Частичная замена может рассматриваться в индивидуальном порядке.
На нашем веб-сайте www.kemper.it, выбрав вкладку продукта, доступно краткое руководство, которое иллюстрирует использование продукта.
ПРЕДУПРЕЖДЕНИЯ: Используйте резервуары и контейнеры исключительно из нержавеющей стали. Перед использованием ознакомьтесь с 16 пунктами в паспорте безопасности и используйте все необходимое DPI (средства индивидуальной защиты) для защиты глаз, лица и кожи. Продукт очень едкий.
Таблица : Показания к материалам и условия эксплуатации
Применяемые сплавы | Ориентировочные температуры | Время лечения |
Fe320 ÷ Fe690 | 125 ° C ÷ 130 ° C | 5 ÷ 10 мин. |
13CrMo4-5 | 130 ° C ÷ 140 ° C | 15 ÷ 30 мин. |
38NiCrMo12 | 140 ° C ÷ 145 ° C | 15 ÷ 40 мин. |
Нелегированная нержавеющая сталь | 145 ° C ÷ 150 ° C | 20 ÷ 60 мин. |
УПАКОВКА
K0044400 ЧЕРНЫЙ МЕТАЛЛ HT: C1 * — C5- C20
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
MIL-DTL-13924D (класс 1)
«ПОКРЫТИЕ ОКСИДНОЕ ЧЕРНОЕ ДЛЯ ЧЕРНЫХ МЕТАЛЛОВ»
(PDF) Влияние диаметра инструмента для полировки и стратегии подачи СОЖ на производительность полировки
Содержимое этой работы может использоваться в соответствии с условиями Creative Commons Attribution 3.0 лицензия. Любое дальнейшее распространение
этой работы должно содержать указание на автора (авторов) и название работы, цитирование журнала и DOI.
Опубликовано по лицензии IOP Publishing Ltd
Международная конференция по машиностроению и производственной инженерии (ICME2018)
IOP Conf. Серия: Физический журнал: конф. Series 1150 (2019) 012070 IOP Publishing
doi: 10.1088 / 1742-6596 / 1150/1/012070
1
Влияние диаметра инструмента для полировки и стратегии подачи СОЖ на
Производительность полировки
Харис Рахмат1,2, Эрвин Абд Rahim1, Zazuli Mohid1, Khairuddin Mahalil3, Amirun
Akmal Kasah Feisal Kasah2, Azamuddin Nadzri1
1 Исследовательский центр точной обработки, Факультет машиностроения и машиностроения,
Universiti Tun Hussein 9000, Малайзия, Джоасин Хусейн, Малайзия, 9000, Малайзия. , Telkom University, Bandung, Indonesia
3 SIRIM Berhad, RASA Industrial Estate, Hulu Selangor, Selangor, Malaysia
Электронная почта: [email protected]; [email protected]
Аннотация. Процесс полировки используется для улучшения целостности поверхности детали,
, особенно для аэрокосмической, медицинской и ядерной промышленности. Для этого требуется надлежащее охлаждение и
смазочных технологий, как правило, заливное охлаждение. Однако этот метод вреден для
рабочей среды. Таким образом, в данном исследовании вводится применение минимального количества смазки
(MQL) и криогенное охлаждение с использованием газа CO2.Два полировальных инструмента из карбида
диаметром 10 мм и 16 мм использовались для полировки углеродистой стали SS400. Используют сухой режим полировки
, и его характеристики сравнивают с условиями MQL и сверхкритическими условиями
CO2 + MQL (SCCO2). Результат показывает, что SCCO2 + MQL превосходит сухой и
MQL с точки зрения силы полирования, температуры и шероховатости поверхности.
1. Введение
Срок службы компонента зависит от свойств его поверхности, поэтому необходимы усилия для улучшения производственных процессов
.По этой причине существенное внимание уделяется постобработке
операций. Обычно обычные процессы обработки, такие как фрезерование и токарная обработка, дают
неровных поверхностей. Поэтому такие процессы чистовой обработки, как шлифовка, притирка, полировка и хонингование
, обычно выбираются для улучшения чистоты поверхности [1]. Однако эти методы подвергаются процессу удаления стружки
и могут вызывать абразивное истирание поверхности и выход за пределы допуска.Для ограничения аномалий и улучшения
других свойств поверхности, таких как твердость и шероховатость поверхности, был введен новый метод чистовой обработки поверхности
, такой как процесс полирования.
Процесс модификации поверхности, такой как полировка, обеспечивает получение гладкой поверхности за счет вращения
полировального инструмента. Этот процесс не включает удаление стружки с детали. В этом методе
большое контактное усилие прикладывается к поверхности заготовки с помощью тонкого вальцовочного полирования или шарикового полирования
.