Волочение проволоки – особенности технологии и оборудование
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

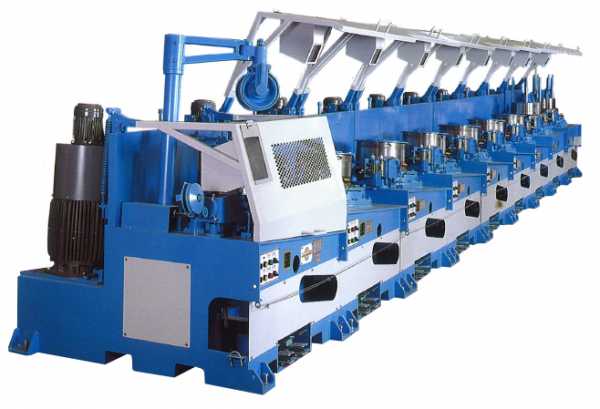
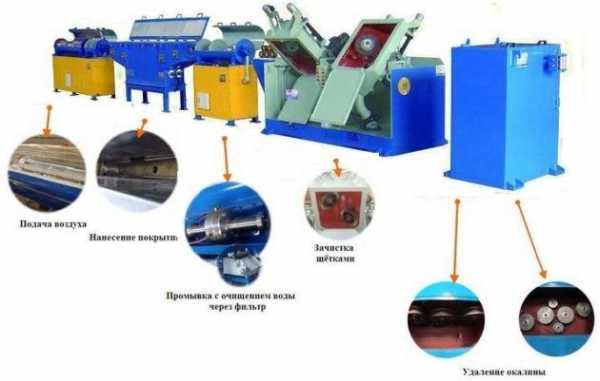
Линия производства проволоки по методу волочения
Основные этапы
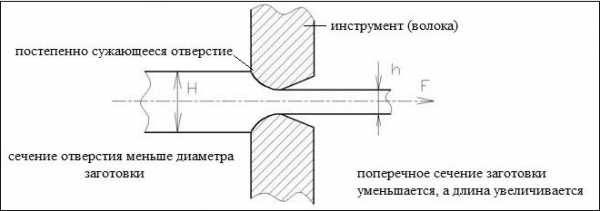
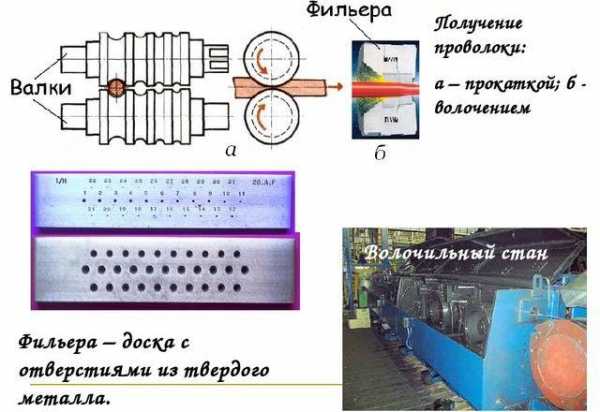
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.
Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Методы волочения
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

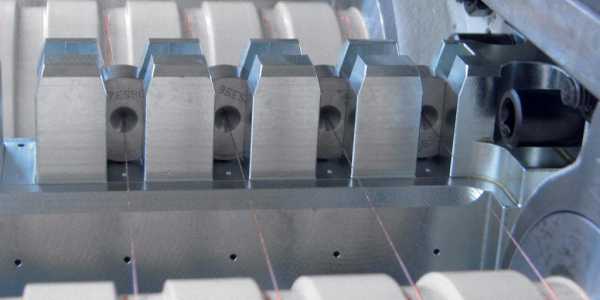
Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.

Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Волочильные станы для проволоки – iMachine
Прямоточный волочильный стан с программным управлением

Применим для проволоки из высоко/низко углеродистой стали, нержавеющей стали, цветных металлов. Характерные особенности оборудования включают в себя: зеркально отпалированную поверхность волочильных барабанов, поверхностный слой которых покрыт карбид-вольфрамным напылением, барабаны прошли балансировку, чтобы пердотвратить биение. Все блоки имеют систему внутреннего водяного охлаждения и внешнего охлаждения посредством продува воздухом. Для быстрой смены волок на оборудовании применяются волокодержатели съёмного типа с системой внутреннего водяного охлаждения; приспособления отвечающие за безопасность эксплуатации оборудования включают в себя: защитный экран, гидравлический тормоз и систему экстренной остановки. Приводные шестерни редуктора подверглись специальной шлифовке, дабы продлить срок эксплуатации и снизить уровень шума.
| Станок | Диаметр барабана (мм) | Диаметр проволоки на входе (мм) | Диаметр проволоки на выходе (мм) | Мощность двигателя | ||
| Средняя | Твёрдая | Средняя | Твёрдая | |||
| YTTD-400H | 400 | 4.0-3.0 | 3.0-2.0 | 1.0-0.8 | 1.0-0.7 | 15kw-23kw |
| YTTD-600H | 600 | 8,0-5,5 | 6,5-5,5 | 2.2-1.5 | 2.2-1.8 | 30kw-56kw |
| YTTD-750H | 750 | 12-10 | 10-8,0 | 4.0-3.3 | 3.5-2.8 | 75kw-94kw |
Волочильный стан непрерывного типа с наматывающим механизмом

Волочильный стан непрерывного типа – это многоблочный, многоволоковый стан с функциями волочения и сматывания в бунты. Волочильные барабаны покрыты антифрикционным составом, для предотвращения чрезмерного трения. Волочильный барабан изготовлен с помощью точечной сварки, а его внутренняя сторона охлаждается с помощью принудительного водяного охлаждения. Волокодержатель оснащён волокой под давлением для лучшей смазки и устройством водяного охлаждения. Шестерни редукторной коробки сделаны из высокопрочного сплава и прошли термическую обработку с последующей шлифовкой, что обеспечивает их бесшумную и эффективную эксплуатацию на больших скоростях. Скорость вращения барабана контролируется с помощью инвертора, таким образом волочильный стан пригоден для волочения проволоки из стали, нержавеющей стали, а также из алюминия и меди.
Спецификация для стандартных моделей
| Модель | YTD-600SG5/*(N)+ABCD-600G or+ABCD-600B | YTD-600SG5/*(N)+ABCD-600G or+ABCD-600B | ||
| Материал | Низко, средне углеродистая сталь | |||
| Диаметр барабана | 600 мм | 600 мм | ||
| Диаметр проволоки при входе | Средняя 8,0-6,5 | Твёрдая 6,5-5,5 | Средняя 6,5-5,5 | Твёрдая 6,5-5,5 |
| Диаметр проволоки на выходе | 2,4-2,0 мм | 2,3-1,8 мм | 1,8-1,5 мм | 2,3-1,8мм |
| Скорость волочения | 530-700 | 530-700 | 535-800 | 450-600 |
| Потребляемая мощность на блок | 50ЛС | 50ЛС | 40ЛС | 40ЛС |
Спецификация для стандартных моделей
| Модель | YTD-600SG3/*(N)+ASD-600B | YTD-600SG3/*(N)+ASD-600B | |
| Материал | Низкоуглеродистая сталь | Нержавеющая сталь | |
| Диаметр барабана | 600 мм | 600 мм | |
| Диаметр проволоки при входе | Средняя 6,5-5,5 | Твёрдая 6,5-5,5 | 6,5-5,5 мм |
| Диаметр проволоки на выходе | 2,0-1,65 мм | 2,0-1,65 мм | 2,3-2,0 мм |
| Скорость волочения | 400-600 | 535-800 | 200-300 |
| Мощность двигателя на блок | 30ЛС | 40ЛС | 25-30ЛС |
Спецификация для стандартных моделей
| Модель | YTD-400SG2/*(N)+ABСВ-400B | YTD-400SG2/*(N)+ASD-400B | |
| Материал | Низкоуглеродистая сталь | Нержавеющая сталь | |
| Диаметр барабана | 400 мм | 400 мм | |
| Диаметр проволоки при входе | Средняя 3,5-3,2 | Твёрдая 3,0-2,7 | 2,7-2,0 мм |
| Диаметр проволоки на выходе | 1,1-1,0 мм | 0,9-0,8 мм | 1,0-0,7 мм |
| Скорость волочения | 600-800 | 600-800 | Макс. 600 |
| Мощность двигателя на блок | 25-30ЛС | 25-30ЛС | 20-25ЛС |
VERTICAL TYPE WIRE DRAWING MACHINE — Волочильный стан вертикального типа
ОСОБЕННОСТИ ОБОРУДОВАНИЯ

Волочильный стан модели GVY спроектирован для вторичной обработки металлической проволоки. Данный стан имеет функции как волочения, так и намотки. проволока подвергается волочению и сматывается на тележку. Волочильный стан GVY прост в эксплуатации, экономичен в отношении трудозатрат и времени, эффективен. Модель GVY покрывает широкий спектр проволоки для производства крепежа, медной проволоки, а также различных видов стальной проволоки. Помимо волочения и намоточной функции GVY также применим для поверхностной обработки проволоки.
СПЕЦИФИКАЦИЯ
| Модель | GVY-600T | GVY-750T | GVY-800T | GVY-1000T | GVY-1300T |
| Материал | Медная, твёрдая и мягкая стальная проволока, проволока из нержавеющей стали и другие | ||||
| Диаметр барабана | 600мм | 750мм | 800мм | 1000мм | 1300мм |
| Диаметр проволоки на входе | 4-8 мм | 8-13 мм | 8-14 мм | 12-25 мм | 20-34 мм |
| Скорость | 80-120 м/мин | 60-90 м/мин | 50-80 м/мин | 35-65 м/мин | 22-33 м/мин |
| Мощность двигателя | 25-30 ЛС | 50 ЛС | 50 ЛС | 50-75 ЛС | 100 ЛС |
taiwan-fasteners.com
Волочение проволоки: технология, виды и описание
Волочение проволоки — это одна из разновидностей формы обработки металлических изделий. Отличительная черта операции заключается в том, что она проводится под высоким давлением. Оно воздействует на заготовку, которая имеет круглое или фасонное сечение. Такая заготовка протаскивается под давлением сквозь отверстия, которые изначально меньше, чем диаметр, протягиваемого изделия. Таким образом и получают проволоку.
Виды операции
На сегодня используется большое количество методов волочения проволоки. Если говорить о типах операции, то она может быть двух видов. Первый вид называется сухим. В данном случае процесс протягивания осуществляется через емкость, внутри которой мыльный порошок.
Мокрый тип операции выполняется при помощи мыльной эмульсии. Данная операция имеет чистоту обработки, которая также может быть выполнена в двух категориях. Первая — это черновая, или же подготовительная. Второй тип — чистовая обработка. Это финальная стадия, которая необходима, чтобы создать нужную форму и размер проволоки.

Волочение также имеет такой этап, как кратность. Возможен однократный переход или же многократный. Во втором случае предполагается, что одна и та же заготовка несколько раз пройдет через станок. Кроме того, работа может выполняться параллельно. То есть заготовка может быть однониточной, а может быть многониточной.
Отличаться могут также и волоки своей подвижностью. Они могут быть либо вращающегося типа, либо неподвижного. Последний элемент, который оказывает влияние на ход операции, — это нагрев заготовки. Естественно, что она может быть холодной или же горячей.
Суть волочения
В настоящее время возможно волочение алюминиевой проволоки, медной или же стальной. Оборудование, в котором имеется отверстие нужного диаметра, называется волоком, отсюда и название процедуры. Само же отверстие называется фильерой. От его формы и будет зависеть конечный результат всей процедуры.

Кроме того, если сравнивать процедуру волочения проволоки и прокат, то первый способ гораздо более эффективен, так как он обеспечит большую чистоту, а также точность поверхности проволоки. К тому же процедура эта характеризуется еще и тем, что в процессе ее проведения улучшаются механические показатели, что обусловлено снятием наклепа. В настоящее время есть возможность изготавливать проволоку с диаметром от 1-2 микрон до 10, а в отдельных случаях и более, миллиметров.
Технология и этапы волочения
Стоит отметить, что с нынешним развитием технологий волочение проволоки на современном оборудовании гарантирует достаточно высокую производительность. А это очень важный момент. Оборудование для волочения проволоки вполне может функционировать на достаточно большой скорости, при этом без каких-либо нарушений. Скорость, которую могут развивать агрегаты, достигает 60 м/с.
Процесс проходит в несколько основных этапов:
- Первая стадия — это травление исходников. Для этого обычно применяется сернокислый раствор, который предварительно нагревается до температуры в 50 градусов по Цельсию. Операция необходима для того, чтобы увеличить срок эксплуатации путем удаления окалин.
- Следующая процедура — это отжиг. Она необходима для того, чтобы увеличить такую характеристику, как пластичность, а также сформировать мелкозернистость.
- Третий этап — это удаление остатков сернокислого раствора. Для этого проводится промывка и нейтрализация вещества.
- При помощи молота концы заготовки заостряются.
- На данном этапе происходит непосредственное волочение стальной проволоки или любой другой.
- Последний этап — это снова отжиг уже готового изделия.

Особенность операции
Естественно, любая операция имеет свои недостатки. Как считают специалисты, волочение имеет лишь один, но достаточно серьезный минус. Заключается он в том, что проволока подвергается незначительной деформации во время проведения операции. Чаще всего исходным сырьем для волочения проволоки становится непрерывно отлитая, спресованная, скатанная заготовка, изготовленная из цветных металлов, черных металлов или углеродистых, легированных сталей. Другими словами, чтобы достичь высокого качества проволоки, необходимо использовать довольно высококачественное изначальное сырье.
Ранее для производства проволоки волочением применялись стальные заготовки, которые после прохождения процедуры обрабатывались таким способом, как патентирование. Это процесс нагрева, при определенной температуре которого происходил такой процесс, как аустенизация и экспозиция в соляных или же свинцовых расплавах. Выдержка такого продукта осуществлялась примерно при 500 градусах по Цельсию.

Оборудование для работы
Для волочения медной проволоки, а также стальной, используется агрегат, который получил название «стан». Основной рабочий элемент этого агрегата — это «глазок», или же волок. Естественно, что сечение подбирается таким образом, чтобы оно было всегда меньше, чем поперечное сечение заготовки.
Виды современных агрегатов
В настоящее время на заводах по обработке металла используется два типа оборудования. Отличаются они друг от друга типом тянущего механизма.
- В первом случае технология волочения проволоки заключается в том, что изделие наматывается на барабан, тем самым создавая тяговое усилие.
- Второй случай — это применение устройства, которое тянет заготовку по прямой линии.
Если говорить о применении, то второй тип агрегатов чаще всего используется в том случае, если необходимо протянуть трубную заготовку, которая не требует последующего сворачивания в бухту.
Основная масса проволоки и труб малого сечения производится именно на барабанных устройствах. Эти механизмы могут быть либо однократными, либо многократными. Естественно, что наиболее простая конструкция именно у однократного оборудования. Технологический процесс производства в таком случае предполагает протягивание проволоки в один проход. Если используется многократный станок, то процедура может повторяться два или три раза подряд.
Устройство рабочих станков
Основным рабочим элементом является приспособление, которое присутствует в любом аппарате для волочения проволоки — фильер. Этот механизм всегда создается из очень прочного металлокерамического сплава. Отличительная черта данного металла заключается в том, что он очень прочный, обладает повышенной твердостью, низкой вязкостью, а также высокой устойчивостью к истиранию. В редких случаях для производства фильера используется технический алмаз. Это дает существенное преимущество при обработке более сложных металлов.

Размещаются эти детали в достаточно прочных и вязких стальных обоймах. Сама по себе обойма не способна оказать сильное влияние на фильеру, но при этом ее наличие существенно снижает растягивающее напряжение, которое неизбежно возникает во время работы. На современных предприятиях довольно часто используется сборный волок, который отличается тем, что потребляет меньше энергии, а его коэффициент полезного действия (КПД) выше примерно на 30 %.
Подготовка металла к работе
Естественно, что проводить такую процедуру без предварительной подготовки металла нельзя. Кроме того, без этой процедуры не получится добиться качественного изделия. Суть подготовительных работ заключается в том, что необходимо удалить окалину с заготовки. Прежде чем начать процесс волочения проволоки, проводят одну из трех процедур:
- механическая обработка;
- химическая обработка;
- электрохимическая обработка.
Механическая очистка заготовки является самым простым и самым дешевым методом очистки. Чаще всего применяется она в том случае, если изделие изготовлено из углеродистой стали. Во время процедуры обработки катанка изгибается в разные стороны. В это время ее поверхность обрабатывается механическими щетками.
Химическая и электрохимическая обработка
Что касается химического способа очистки от окалины, то он является более сложным, а также трудоемким. Для этого чаще всего используют либо соляную, либо серную кислоту. Кроме того, чтобы выполнять такую операцию, волочильщик должен обладать необходимой квалификацией, чтобы работать с химическими веществами.

Однако здесь важно отметить, что данный метод является незаменимым, если необходимо подготовить к волочению высоколегированную или же нержавеющую сталь. Кроме того, после того, как химическая очистка будет завершена, поверхность металла необходимо промыть водой.
Последний метод, электрохимический, заключается в том, что проводят травление металла в электролитическом растворе. Эта жидкость может быть либо анодной, либо катодной, исходя из того, какие стоят условия, а также беря во внимание особенности материала.
Волочение медных заготовок
Во время волочения медной проволоки из медных заготовок всегда используются литые заготовки, на этом и основывается весь метод. Для начала необходимо сплавить между собой все заготовки. Сразу после этого, пока они еще находятся в горячем состоянии, их прокатывают. Однако проведение данного процесса влечет за собой появление пленки из оксидов на поверхности изделия. Чтобы избавиться от этой проблемы, необходимо провести обработку химическими составами. После этого можно перейти непосредственно к процедуре волочения.
Получение медной проволоки может также осуществляться по принципу погружного формования. Если применять данный метод, то поверхность катанки будет оставаться чистой и удастся избежать процедуры очистки. Именно такой способ используется для того, чтобы изготавливать наиболее тонкие проволоки (диаметром до 10 микрон). Однако при использовании такого метода очень важно подобрать состав, который будет обладать подходящими свойствами.
Среди таких составов выделяются:
- комплексные растворы, в роли которых могут выступать щелочные составы, соли жирных сульфированных масел и еще несколько веществ;
- возможно использование разного рода эмульсий, таких как анионные, антипенные, синтетические эфиры и другие;
- отдельно рассматриваются синтетические вещества, такие как соли органического и неорганического типа, а также растворы полимеров.
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.
- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.
- Еще один из методов обработки — стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
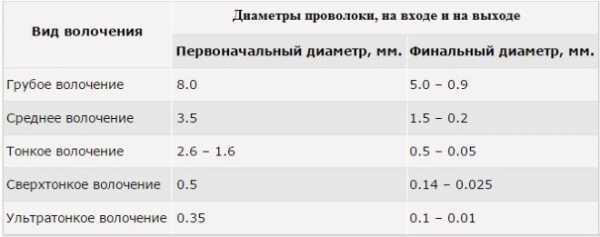
Разность диаметров
Процесс волочения делится еще на несколько видов, в зависимости от того, каков был начальный диаметр заготовки и какой он получился в итоге. Грубым волочением называется процедура, при которой начальный диаметр был 8 мм, а после прохождения волока стал от 5 до 0,9 мм. Средним волочением считается операция, при которой заготовка имела диаметр 3,5 мм, а в результате он уменьшился до 1,5-0,2 мм. В тонком волочении используются заготовки от 2,6 до 1,6 мм. В результате получается продукция с сечением от 0,5 до 0,05 мм.
fb.ru
Волочение проволоки — особенности технологии и оборудование
Одним из способов качественной обработки металлических заготовок является волочение проволоки. Это особая технология на станках, при которой цветные металлы протягивают сквозь круглое или фасонное отверстие (фильеру) специального инструмента – волоки. Результатом процесса является уменьшение заготовки и увеличение ее длины. Это актуально для производства проволоки разного профиля и другой проволочной продукции, применяемой во всех областях человеческой деятельности.
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
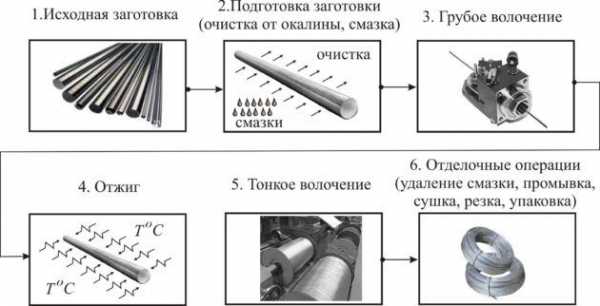
Схема процесса волочения
Этапы волочения
Технология производства проволоки разделена на пять этапов.
Этап №1
Процедура травления с целью удаления поверхностного слоя материала – окалины, которая мешает волочению:
Травление металла в непрерывном травильном агрегате
- Подготовка поверхности: обезжиривание, шлифование, полировка, вырезание бракованных участков.
- В окалине присутствуют сложные соединения других элементов, поэтому исходное сырье подвергают химической или механической обработке.
- Выбор метода травления зависит от природы металла. Удаление окалины производят фосфорной, соляной, азотной, плавиковой или серной кислотой, нагретой до 50 0C.
- Обрабатываемую поверхность очищают от продуктов травления. Это промывка заготовок с помощью специального растворителя или воды.
- После процедуры металл должен приобрести матовый оттенок.
- Сушка проволоки в течение часа при температуре 75–100 0C. Для этого используют специальные станки с сушильными камерами.
Этап №2
К термической относят процессы
Термическая обработка проводится для того, чтобы заготовку сделать полумягкой, с мелкозернистой структурой, свободной от внутренних напряжений. Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Отжиг изменяет свойства материала и облегчает процесс волочения проволоки. Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Этап №3
При помощи специального молота или ковочных валок концы заготовки сплющивают и выравнивают. Процедура позволяет закреплять металл на барабане станка и пропускать сквозь фильеру.
Фильера для волочения проволоки
Этап №4
Волочение проволоки: протравленное обработанное сырье протягивают на станке с максимальной скоростью через плавно сужающийся канал. По числу одновременно протягиваемых прутов процесс бывает:
- Однониточный.
- Многониточный.
По типу конечного продукта:
- Длинномерные изделия в виде мотков или катушек.
- Калиброванные прутки.

По количеству переходов волочение проволоки имеет две разновидности:
- Однократное – при котором протягивание осуществляется через одну волоку. Процесс подходит для толстой, плохо деформируемой проволоки.
- Многократное, когда материал подвергается сжатию последовательно на нескольких волоках.
Станок для волочения формирует профиль и размеры готовой продукции.
Этап №5
Завершающий этап предполагает выполнение отжига. Это делается с целью устранить вредное напряжение после волочения. Изделие становится мягким, устойчивым к разрывам, податливым к загибам, удлинению и скручиванию. После термической обработки проводят дополнительные отделочные операции, среди которых:
- Цинкование проволоки.
- Консервационная смазка.
- Разрезание на части.
- Маркировка.

Вид готовой проволоки после всех процессов обработки
Оборудование для выполнения волочения проволоки
Волочение проволоки происходит на станке, оборудованном специальным инструментом – волоком с отверстием, которое называется «глазком». Отверстие имеет постепенно уменьшающееся сечение, через которое протягивают заготовку.
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки. Барабанные машины бывают однократными и многократными.
- Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.

Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы. Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
- входная;
- смазочная;
- деформирующая;
- калибрующая.
Волоки для волочения проволоки
Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Удаление окалины
Волочение проволоки будет успешным при условии качественной обработки поверхности заготовки. Удалить окалину с поверхности можно тремя способами.
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
Очистка деталей от ржавчины электрохимическим способом
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.
Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты. Любое химическое вещество требует специальных знаний и осторожного обращения.
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.

Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.
Оборудование для механического удаления окалины на проволоке
Комбинированный
Способ основан на применении химического и электрохимического методов.
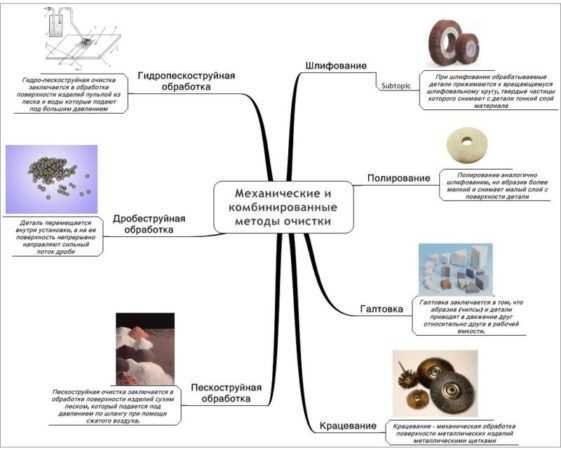
Механические и комбинированные методы очистки
Особенности при волочении медной проволоки
Изделия, полученные путем волочения на станках, находят широкое применение в электронной и электрической областях. Как правило, используют проволоку толщиной от 20 мм до 10 мкм.
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.

Основной технологический процесс такой же, как и в производстве продукции из других металлов:
- Медную заготовку охлаждают воздухом, водой или специальным раствором.
- Поверхность смазывают мыльно-масляной эмульсией.
- Волочение проволоки проводят на 22-х и 18-кратных станках с применением прочной алмазной волоки.
- В процессе вытягивания заготовки используют волоки, отверстия которых четко соответствуют диаметру изделий.
- Рабочий инструмент может иметь одну или несколько матриц.
- Изделия диаметром до 0,05 мм оставляют без промежуточного отжига. К ним применяется технология погружного формования.
- Для максимально тонкого материала важно правильно подобрать смазочный состав. Это могут быть комплексные химические растворы, эмульсии или синтетические вещества.
- При необходимости медь подвергают термической обработке безокислительного типа в специальных электропечах, лишенных доступа воздуха.
- Кроме стандартного оборудования, для медных заготовок могут использоваться станки с роликами вместо отверстий для прохождения катанки.
- Благодаря такой технологии, готовые изделия имеют гладкую блестящую поверхность и соответствующий диаметр.
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Видео по теме: Волочение проволоки — как это происходит
promzn.ru
1.4 Продукция, получаемая волочением
Введение
Производство метизов является самостоятельной областью металлообработки. Метизами условно принято называть группу широко применяемых в народном хозяйстве металлических изделий промышленного назначения, для изготовления которых используют катанку, мелкосортный прокат, калиброванный металл, проволоку и катаные полосы. К этой группе изделий, относящейся к продукции четвертого передела черной металлургии (считая первым — производство чугуна, вторым – стали, третьим – проката), относятся: проволока, канатные изделия, металлокорд, витая арматура, металлические сетки, крепежные изделия и др.
Обработка металла волочением, т.е. протягивание заготовки через отверстие, выходные размеры которого меньше, чем исходное сечение заготовки, находит самое широкое применение в различных отраслях промышленности. Изделия, получаемые волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения.
Волочение выгодно отличается от механической обработки металла резанием (строганием), фрезерованием, обточкой и пр., так как при этом отсутствуют отходы металла в виде стружки, а сам процесс заметно производительнее и менее трудоемок.
Волочение представляет собой один из древнейших способов обработки металла давлением. Впервые волочение начали применять 3-3,5 тыс. лет до нашей эры. В начале XYIII века на заводах Урала работало 16 волочильных станов от водяного привода, выпускавших около 45 тонн железной проволоки в год. В 1838 году впервые было применено многократное волочение на больших скоростях 30-60 м/мин. В 1922 году на Белорецком сталепроволочно-канатном заводе был внедрен специальный вид термической обработки катанки — патентирование, с помощью которого была получена прочная стальная проволока. Переход от волочения на однократных машинах к волочению на многократных станах позволил значительно поднять производительность. Скорость волочения возросла более чем в 15 раз.
Сталепроволочное производство технически постоянно совершенствуется. Изменена структура производства: увеличена доля выпуска проволоки ответственного назначения, более тонкой и прочной. Освоены высокие скорости волочения.
Проволоку основного сортамента производят по современным, достаточно эффективным технологическим схемам на высокопроизводительном оборудовании. Сталепроволочное производство оснащено поточными агрегатами, на которых совмещены операции термической обработки и подготовки поверхности, включая нанесение металлических покрытий.
Метизная промышленность обеспечивает переработку 90-95% производимой катанки в проволоку. Наряду с повышением прочности проволоки и снижением величины ее плюсовых допусков на диаметр значительно экономится металл. Этому же способствует увеличение доли выпуска проволоки с защитными покрытиями и с фасонным поперечным сечением вместо круглой, что позволяет снизить массу самого изделия и всей потребляемой проволоки.
ОАО «ЧСПЗ» является крупным предприятием метизной промышленности, в номенклатуре изделий которого представлена широкая гамма метизов. В настоящее время доля «ЧСПЗ» в отгрузке товарной продукции среди предприятий ассоциации «Промметиз» составляет 38%.
30 декабря 1967 года был издан приказ Министерства черной металлургии СССР о создании Череповецкого сталепрокатного завода на базе выведенного из состава металлургического завода метизного производства.
В настоящее время ОАО «ЧСПЗ» разделено на три больших производства:
метизное производство в составе сталепроволочного цеха № 1 мощностью 450 тыс. тонн проволоки в год; гвоздильного цеха мощностью 70 тыс. тонн гвоздей в год; цеха металлических сеток мощностью 30 тыс. тонн сетки и сетчатых конструкций в год; электродного цеха мощностью 66 тыс. тонн электродов и порошковой проволоки в год;
калибровочное производство в составе калибровочного цеха мощностью 500 тыс. тонн калиброванного металла в год; крепежного цеха мощностью 15 тыс. тонн крепежа в год; цеха стальных фасонных профилей мощностью 20 тыс. тонн фасонных профилей в год;
сталепроволочно-канатное производство в составе сталепроволочного цеха № 2 мощностью 120 тыс. тонн проволоки в год и канатного цеха мощностью 75 тыс. тонн стальных и арматурных канатов в год.
В структуру завода включен ряд служб и вспомогательных цехов: энергоцех, инструментальный, ремонтно-механический, тарный, строительный, транспортно-грузовой, и др. Обеспечение производства сырьем и материалами осуществляет дирекция по обеспечению материально-техническими ресурсами, дирекция по маркетингу и сбыту осуществляет работу с клиентами, планирование продаж и изучение рынка сбыта.
Использована информация из “Пособия волочильщика”.
1. Классификация волочильных станов
Волочильный стан — это машина, служащая для обработки металла волочением, .т.е.протягиванием металлических заготовок в холодном состоянии через волочильный инструмент для получения меньших размеров поперечного сечения готового изделия — проволоки. Волочением обрабатывается проволока круглых и фасонных сечений и обеспечивается высокая точность профиля и чистая гладкая поверхность. При холодном волочении значительно повышается предел текучести и прочности, а также твердость протягиваемого металла.
В зависимости от конструктивных особенностей и назначения волочильные станы делятся на две группы: станы с круговым движением проволоки при намотке на барабан и с прямолинейным движением готового изделия при помощи тянущих тележек. По принципу работы волочильные станы классифицируются на волочильные станы без скольжения проволоки на тяговых барабанах и станы со скольжением проволоки на барабанах, кроме последнего, чистового.
Первые, в свою очередь, подразделяются на станы с накоплением проволоки на промежуточных барабанах и на станы с автоматическим регулированием частоты вращения промежуточных барабанов на прямоточных станах.
По кратности волочения волочильные станы подразделяются на
однократные и многократные. По кинематическому принципу — станы с индивидуальным приводом каждого барабана и станы с групповым приводом всех барабанов. В зависимости от диаметра протягиваемой проволоки станы подразделяются: для особо толстого волочения (при диаметре проволоки более 6.0 мм), грубого волочения (3.0-6.0 мм), среднего волочения (1.8-3.0 мм), тонкого волочения (0.8-1.8 мм), тончайшего волочения (0.5-0.8 мм), наитончайшего волочения (0.1-0.5 мм) и волочения проволоки диаметром менее 0.1 мм.
По термическим условиям деформации волочение проволоки подразделяется на:
горячее волочение — волочение в условиях зарекристаллизационных температур (до 900°С), применяемое для таких металлов, как вольфрам, молибден, сплавы титана и алюминия, так как они обладают при обычных температурах недостаточной пластичностью и проявляют хрупкость; теплое волочение — волочение в условиях до или около рекристаллизационного порядка (до 500°С,) используещееся для волочения проволоки из быстрорежущих марок сталей типа Р-9, Р-18; низкотемпературное волочение — волочение в интервале температур от 60°С до 180°С, применяющееся при производстве проволоки из высоколегированных сталей с аустенитной и аустенитно-ферритной структурой.
Кроме этого, процесс волочения может проводиться с противона-тяжением, как это происходит на прямоточных волочильных станах -перед соответствующей волокон протягиваемой проволоке создается предварительное натяжение от предыдущего барабана.
Вибрационное волочение — волочение с наложением вибраций на проволоку или волоку с частотой от 200 до 1000 Гц, что приводит к уменьшению силы волочения на 35-45%.
Волочение черев вращающуюся волоку также уменьшает силу волочения, но для вращения волоки необходим специальный привод.
Волочение проволоки через неприводные роликовые волоки, применяющиеся для высокопрочных сталей, аналогично обработке давлением методом прокатки с неприводными валками.
Появление в 1927-28 гг. твердосплавного волочильного инструмента произвело своего рода революцию в волочильном производстве.
1.1 Волочильные станы для однократного волочения проволоки
Однократные волочильные станы предназначены для волочения проволоки из заготовок толстых размеров — от 8.0 до 20.0 мм. Диаметр тянущих барабанов составляет 550-750 мм.
Схема работы однократного волочильного стана показана на рис.1.1. Протягиваемая заготовка 2 сматывается с размоточного устройства 1. После прохождения через волочильный инструмент (волоку) 3, протянутая на необходимый размер (диаметр) проволока 4 наматывается на тянущий барабан б, который приводится во вращение от электродвигателя 7 через редуктор или коробку скоростей 6.
Волочильный стан (рис.1.2) представляет собой самостоятельный блок, состоящий из литого корпуса 11, на котором смонтирован тяговый волочильный барабан 5.Барабан получает вращение от электропривода, состоящего из электродвигателя 3, клиноременной передачи, четырехскоростной коробки передач 4, конической и цилиндрической пар зубчатых колес.
Бунт заготовки, подлежащей волочению, надевается на консоль 1 или фигурку 2. Конец проволоки после заострения на острильном станке пропускают через отверстие волоки 9, после чего захватывают вытяжными клещами. Клещи при помощи пластинчатой цепи с крюком на другом конце соединяются с барабаном 5.На заправочной (медленной) скорости на барабан наматывается несколько витков проволоки, после чего клещи снимаются, а свободный конец проволоки закрепляется за спицу 6 барабана. После этого стан включается на рабочую скорость.
После накопления на барабане определенного количества витков проволоки, стан останавливается, полученный моток проволоки (или передельной заготовки) снимается и укладывается на увязочную фигурку 8.
Все операции по укладке бунта заготовки на размоточное устройство и съем мотка проволоки механизированы.
Волочильный барабан обслуживается подъемниками, а укладка бунта осуществляется тельфером 7. Масса бунтов с проволочных про катных станов составляет 1.0-1.5 т, для их укрупнения применяется стыковая сварка с помощью специальных сварочных аппаратов 10, которыми оборудован каждый стан.
Намотка проволоки может производиться не только в бунты, но и на катушки вместимостью до 2.0 т при помощи специальных намоточных устройств, которые могут быть установлены в одной линии с волочильными станами. Это позволяет повысить производительность волочильного стана за счет снижения времени на ручные операции (съем мотка проволоки с барабана и др.) и увеличения машинного времени. При этом улучшается качество готовой продукции, уменьшаются отходы, исключается перепутывание проволоки и т.д.
Привод в станах однократного волочения может осуществляться от электродвигателей как переменного, так и постоянного тока.
Привод должен обеспечивать:
запуск стана при заправке на медленной, ползучей скорости и плавный разгон, исключающий обрыв проволоки;
быстрый разгон для обеспечения максимальной производитель ности;
широкий диапазон регулирования скорости волочения в зави симости от величины поперечного сечения и марки протя гиваемого материала;
быструю остановку стана в аварийных случаях.
Несмотря на то, что современные однократные станы проектируют для работы с повышенными скоростями волочения, они имеют следующие недостатки:
за одну, а иногда за две протяжки (при ступенчатом, сдвоен ном барабане) нельзя получать высокие обжатия;
ограниченная скорость волочения всецело определяется допустимой скоростью схода заготовки с фигурки;
— ввиду того, что диаметр заготовки довольно велик, а машин ное время на один бунт заготовки мало, стан часто приходится ос танавливать для замены бунта, а также съема мотка проволоки, если последняя накапливается на барабане.
Однократные волочильные станы находят широкое применение для производства проволоки фасонных профилей (сечений), при волочении труднодеформируемых марок сталей, при калибровке толстой проволоки, а также при теплом волочении с предварительным подогревом металла (заготовки).
В табл.2.1 приведена техническая характеристика наиболее распространенных типов волочильных станов как для однократного, так и для многократного волочения конструкции ВНИИМЕТМАШа.
Кинематические схемы приводов станов ВСМ 1/650, ВСМ 1/550 и ВСМ 1/750 приведены на рис. 1.3-1.5.

Рис.1.1. Схема работы однократного волочильного стана:
1 — размоточное устройство; 2 — проволока — заготовка; 3 — волочильный инструмент; 4 — протянутая проволока; 5 — тянущий барабан; 6 — редуктор; 7 — электродвигатель

Рис.1.2. Общий вид волочильного стана ВСМ 1/650:
1-консоль для заготовки в мотках; 2-вращающиеся фигурки для мотков;3-электродвигатель привода; 4-коробка передач; 5-волочильный,тянущий барабан;6-спицы для накопления проволоки; 7-колонна съемника: 8-фигурка для увязки мотка; 9-фильеродержатель; 10-сварочный аппарат; 11-корпус блока стана; 12-электрошкаф; 13-наждак
. 1.2 Волочильные станы для многократного волочения
проволоки
На многократных волочильных станах проволока — заготовка проходит последовательно через несколько волок, изменяя после каждой
Волочильный стан типа UDZSA 5000/6
Шестикратный волочильный стан блочного типа модели UDZSA 5000/6 с максимальным усилием волочения на первом черновом блоке равным 50 кН (5000 кг), предназначен для волочения стальной углеродистой проволоки при диаметре заготовки до 12 мм. При волочении медной или алюминиевой проволоки диаметр заготовки может быть больше. Общий вид волочильного стана UDZSA 5000/6 приведен на рис.3.1.
Все блоки данного стана имеют одинаковую конструкцию. Отличительную особенность имеет чистовой барабан, снабженный специальными спицами для сбора витков готовой проволоки в моток. Если волочильный стан снабжен намоточным аппаратом, то готовая проволока наматывается на катушки вместимостью до 1000 кг.
Каждый блок устанавливается на собственном железобетонном фундаменте, прочно прикрепляется к нему анкерными болтами. К блокам подводятся необходимые коммуникации: трубопроводы для водяного охлаждения барабанов и волокодержателей, электропитание , системы управления и т.д.
В зависимости от технологических особенностей изготовления проволоки и получения необходимых механических свойств на готовом размере волочильные станы могут комплектоваться в одной линии с различным числом блоков (от одного до шести).Основные технические характеристики волочильных станов UDZSA 5000/1-6, 2500/1-6, 1250/1-10 и 630/1-10 приведены в табл.3.2.
Блоки волочильного стана UDZSA 5000/6 имеют в своем составе привод от электродвигателя переменного тока, клиноременную передачу, четырехступенчатую коробку передач, две цилиндрические и одну коническую зубчатую передачу, приведенные на рис.3.2. Все механизмы установлены в литом стальном корпусе, обеспечивающем достаточную прочность и жесткость. Валы зубчатых колес имеют опоры на подшипниках качения. Смазка зубчатых колес и подшипниковых узлов — картерная, окунанием и разбрызгиванием. Зубья колес для увеличения стойкости подвергаются закалке и шлифованию либо притирке. Упрочнению закалкой подвергаются и ролики дифференциала, работающие в условиях тяжелого нагружения.

Каждый волочильный стан оснащается заправочной цангой для протягивания конца проволоки через волочильный инструмент и наматывания на барабан нескольких витков проволоки для дальнейшего волочения. Другой конец цанги имеет крючок, который зацепляется за специальные отверстия в барабане. После наматывания нескольких витков проволоки (около 10) цанга снимается и стан включается с заправочной скорости на нормальную рабочую. Во время заправки нужно быть очень внимательным и предохранять руки от возможного затягивания их витками наматываемой проволоки.
Общий вид промежуточного барабана волочильного стана UDZSA 5000/п показан на рис.3.2.
Заготовка или проволока промежуточного размера, проходя через волочильный инструмент, установленный в волокодержателе 10, наматывается на тяговый барабан и после накопления некоторого объема пропускается через ролик 13 тормозного дифференциала и далее через направляющий блок 14, установленный на вертикальной стойке, к волокодержателю следующего блока волочильного стана.
Включение блока волочильного стана производится кнопкой 9.. «Пуск», а остановка кнопкой 8 «Стоп». Управление системой охлаждения волочильного инструмента осуществляется перепускным клапаном 7, а охлаждение барабана — клапаном 6.
Во время заправки проволоки на барабане и настойке стана ножной выключатель «ползучей» медленной скорости привода блока -конечный выключатель 1. Частота вращения барабана контролируется тахогенератором 2.
Переключение ступеней зубчатых передач коробки скоростей на блоке осуществляется рычагами 16 и 17, причем одновременно одна и таже скорость (передача) устанавливается на всех блоках. Увеличение линейной скорости волочения или окружной скорости барабанов от первого до последнего чистового осуществляется за счет различного числа зубьев Za и Zb в кинематической схеме в каждом блоке.
Блокирующий контакт 15 отключает главный приводной электродвигатель при открытой дверце защиты. Все механизмы смонтированы на литом корпусе 18.
На рис. 3.3 представлена кинематическая схема одного блока волочильного стана UDZSA 5000/6, а в табл. 3.3 — данные чисел

Рис. 3.2. Общий вид блока волочильного стана UDZSA 5000/п: 1 — ножная кнопка»Стоп»; 2 — тахогенератор; 3 — электродвигатель; 4 — главный приводной электродвигатель; 5 — коробка электроклемм; 6 — перепускной клапан для охлаждения барабана; 7 — перепускной клапан для охлаждения инструмента; 8 — кнопка «Стоп»; 9 — кнопка «Пуск»; 10 — направляющий ролик перед фильеродержателем; 11 -крышка бака с охлаждающей жидкостью; 12 — тянущий барабан; 13 -тормоз дифференциала; 14 — верхний направляющий ролик; 15 — блокирующий контакт при открывании защитного ограждения; 16 — рычаг для включения 2-й и 4-й передачи; 17 — рычаг для включения 1-й и 3-й передач; 18 — корпус блока
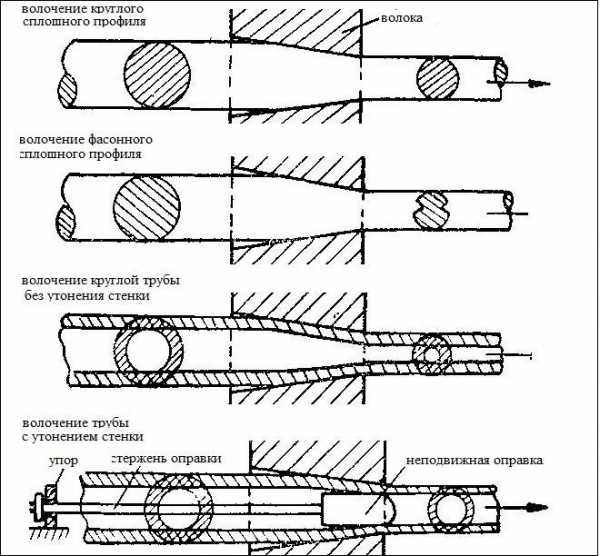
1.3 Волочильные станы разделяют на два типа: барабанные и цепные.
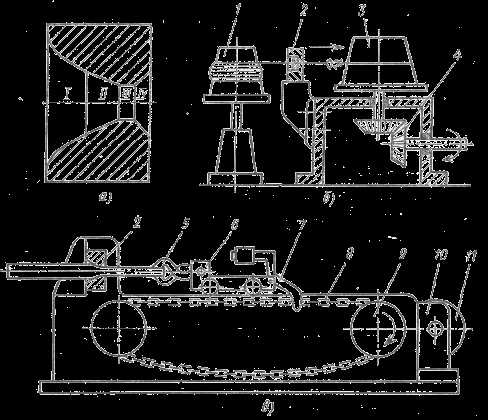 Рис.
1.3.1. Продольный разрез волоки (а) и схемы
барабанного (б) и цепного (в) волочильных
станов
Рис.
1.3.1. Продольный разрез волоки (а) и схемы
барабанного (б) и цепного (в) волочильных
станов
Барабанные станы (рис. 1.3.1, б) служат для волочения проволоки и труб небольшого диаметра, наматываемых на вертушку 1. Предварительно заостренный конец проволоки пропускается через отверстие волоки 2 и закрепляется на барабане 3, который приводится во вращение от электродвигателя через редуктор и зубчатую передачу 4. Существуют также станы многократного волочения, имеющие до 20 барабанов с установленными перед каждым из них волоками.
Цепные станы с прямолинейным движением тянущего устройства (рис. 1.3.1, в) применяют для волочения прутков и труб, которые не могут наматываться в бунты. На этом стане конец прутка пропускают через отверстие волоки 2 и захватывают клещами 5, которые закреплены на каретке 6. Каретка через тяговый крюк 7 перемещается пластинчатой цепью 8, приводимой в движение от звездочки 9, которая вращается от электродвигателя 11 через редуктор 10.
Волочение, как правило, осуществляют в холодном состоянии, а потому оно сопровождается упрочнением (наклепом) металла. Исходными заготовками служат прокатанные или прессованные прутки и трубы из стали, цветных металлов и их сплавов. Величина деформации за один проход ограничена: = 1,25-1,45. Если для получения необходимых профилей требуется большая деформация, то применяют волочение за несколько переходов протягиванием через ряд постепенно уменьшающихся по величине отверстий. Для снятия наклепа после каждого перехода металл подвергают промежуточному отжигу. Для уменьшения силы трения металла об инструмент полируют отверстие в волоке и применяют различные смазки — минеральные масла, олифу, графит, тальк, мыла, фосфатные и металлические покрытия и др.
Сортамент изделий, изготовленных волочением, очень разнообразен: проволока 0,002-10 мм и фасонные профили (рис. 1.3.1, б), трубы диаметром от 0,3 до 500 мм с толщиной стенки от 0,05 до 5-6 мм.
 Рис.
3.47. Схема волочения трубы (а) и примеры
профилей, получаемых волочением (б)
Рис.
3.47. Схема волочения трубы (а) и примеры
профилей, получаемых волочением (б)
Волочение труб можно выполнять без оправки, для уменьшения только внешнего диаметра (редуцирование), и с оправкой (для уменьшения внешнего диаметра и толщины стенки). На рис. 3.47, а, показана схема волочения трубы 1 на длинной закрепленной оправке 3. В этом случае профиль полученной трубы определяется зазором между волокой 2 и оправкой 3. Волочение обеспечивает высокую точность размеров (стальная проволока диаметром 1,0-1,6 мм имеет допуск 0,02 мм), высокое качество поверхности, получение очень тонких профилей. Метод дает возможность широко варьировать (за счет наклепа, а также термической обработки) диапазон прочностных и пластических свойств металла готового изделия, резко сокращает отходы и увеличивает производительность. Отличительной чертой процесса волочения является его универсальность (простота и быстрота замены инструмента), что делает его очень распространенным.
2. Характеристика вспомогательного оборудования волочильных станов.
2.1 Размоточные устройства
Размоточные устройства предназначены для разматывания проволоки-заготовки перед волочильным станом с целью ее последующего волочения. В зависимости от того, в каком виде поступает проволока для дальнейшей переработки: в мотках (бунтах) или на катушках большой вместимости (до 1000 кг и более), конструктивно разматывающие устройства разделяются на три типа:
размотка с вращающихся фигурок;
размотка со стационарно установленных кронштейнов, консо лей;
размотка с устройства пинольного типа для установки кату шек.
К размоточным устройствам предъявляются требования:
обеспечение равномерного схода проволоки-заготовки без за путывания и под определенным углом;
возможность регулирования силы натяжения в зависимости от диаметра проволоки;
возможность сваривания концов проволоки без остановки во лочильного стана;
обеспечение безопасной работы обслуживающего персонала;
механизация загрузки разматывающих устройств;
возможность использования больших скоростей схода проволо ки с разматывающих устройств для обеспечения скоростного и высокоскоростного волочения проволоки.
При размотке проволоки из мотков, уложенных на вращающуюся фигурку, положительным преимуществом является то, что проволока., сматываясь с фигурки, не закручивается вокруг своей оси, что важно при волочении проволоки фасонного профиля по сечению. Но при больших массах мотка и большой частоте вращения фигурки из-за неточной балансировки мотка относительно оси вращения возникают большие центробежные силы инерции, которые вызывают быстрый износ подшипниковых опор, а следовательно, и частый их ремонт. На вращающихся устройствах можно разматывать проволоку толстых и сред них размеров. Сварка же концов проволоки без остановки фигурки, а следовательно, и волочильного стана невозможна, поэтому увеличивается время, затрачиваемое на ручные операции.
При установке мотков проволоки на кронштейнах имеется возможность сваривания концов проволоки при работающем стане. Но при этом способе разматывания проволока, сходя с кронштейна, получает осевое закручивание за каждый виток на один полный оборот, т.е. на 360°. Проволока подходит к первому волокодержателю стана волнистой. Чтобы уменьшить степень волнистости, кронштейны устанавливаются на значительно большем расстоянии, чем вращающиеся фигурки, от волочильного стана, что увеличивает производственные площади.
Для предохранения самопроизвольного схода витков и их запутывания на кронштейне устанавливается специальный рычаг, задерживающий витки силой собственной массы. Нижний рычаг также препятствует виткам произвольного схода. Каждый снимаемый виток приподнимает рычаги и они, ударяясь о свои опоры, издают стук-хло пок. Несколько таких работающих разматывателей создают в цехе дополнительный шум в виде периодических ударов.
Разматыватель в виде подвески для двух бунтов одновременно транспортируется краном или кран-балкой из отделения для подготовки поверхности проволоки к волочению в волочильное отделение. Общая грузоподъемность подвески до 1.5 т. Пока с одной подвески идет разматывание, на второй подготавливается конец бунта для сварки с задним концом первого бунта.
Размотка проволоки с катушки в настоящее время имеет самое большое распространение и, где это возможно, заменяет размотку из бунтов. Так как масса проволоки на катушках большой вместимости в несколько раз больше массы мотка, значительно сокращается ручное время на замену заготовки. Улучшаются условия транспортировки и хранения проволоки, уменьшается возможность запутывания витков, а следовательно, снижаются отходы металла. Практически возможна любая скорость сматывания, необходимая при волочении, работа размоточного устройства бесшумная.
Размоточное устройство имеет две самостоятельные стойки с вращающимися пинолями. Одна из пинолей должна иметь перемещение
вдоль своей оси для обеспечения установки катушек различных по своей ширине. Так, например, на одном разматывающем устройстве могут применяться катушки размером 630, 800 и 1000 мм по диаметру диска. Для большегрузных катушек предусматриваются грузоподъемные устройства, обычно гидравлического типа. Для обеспечения торможения катушек, для создания натяжения сходящей проволоки имеется тормозное устройство колодочного или ленточного типа, позволяющее регулировать силу натяжения проволоки в зависимости от ее диаметра.
В некоторых случаях фрикционные тормозные системы работают недостаточно плавно и устойчиво. Поэтому в этих случаях в качестве тормоза устанавливают электродвигатель, работающий в генераторном режиме и создающий плавное торможение. Величиной нагрузки на электродвигатель-генератор можно в широких пределах регулировать силу натяжения проволоки, сматывающейся с катушки.
Важным элементом разматывающих устройств, особенно с мотков, является наличие конечных выключателей, предназначенных для отключения волочильного стана в случае запутывания витков проволоки и ее затяжки, а также при окончании мотка проволоки. Они устанавливаются между размоточным устройством и волочильным станом.
Управление конечным выключателем осуществляется поворотным рычагом-скобой, через которую пропускается проволока. На некоторых волочильных станах устанавливаются петлевые компенсаторы, которые за счет удлинения или укорочения петли проволоки согласуют работу размоточного устройства с волочильным станом, также предохраняя обрывность проволоки.
На рабочей площадке размоточных устройств устанавливаются ножницы для обрезки концов перед сваркой. Проволока тонких и средних диаметров может быть обрезана механическими ножницами, устанавливаемыми на острильных аппаратах. Для более толстого диаметра от 0.8 мм и более широко зарекомендовали себя в работе ножницы с гидроприводом с силой резания до 150 кН (15 тс), имеющие автономную станцию со всем необходимым оборудованием. Рабочее давление в гидросистеме достигает 16 МПа (160 кгс/см2).
Размоточные устройства с катушек AVS 630T и AVS 800T
Размоточные устройства указанных типов предназначены для разматывания проволоки-заготовки перед волочильным станом с катушек диаметром 315-630 мм на AVS 630T и диаметром 500-800 мм для AVS 800T. Максимально допустимая масса проволоки для первого устройства до 700 кг, а для второго — до 1200 кг.
В сварном корпусе1 (рис.2.1) расположены две рычажные опоры 5 и 7. Опоры перемещаются поступательно по оси 4 при помощи ходового винта 6 с левой и правой резьбой, вращающегося вручную от штурвала 3. Зажимные конусы 9 имеют специальную форму, учитывающую размеры отверстий катушек различных диаметров. Для подъема катушек со станины, после зажатия их конусами, служит эксцентриковый механизм 2 с приводом от рукоятки-рычага 8. Опуская рычаг до горизонтального положения, катушка устанавливается в рабочее положение. На одном из конусов установлен тормозной шкив 10, работающий по принципу ленточного тормоза, и регулирование натяжения сходящей заготовки производится винтом Т-образной формы.

Рис.2.1. Размоточное устройство AVS 630T и AVS 800T
Намоточные аппараты для волочильных станов
Намоточные аппараты, устанавливаемые в одной линии с волочильными станами, предназначены для наматывания проволоки готового размера на катушки большой вместимости: 250, 500 и 1000 кг, а иногда и более. Благодаря большой вместимости катушки по сравнению с массой мотка на чистовом барабане волочильного стана, обычно не превышающей 70-80 кг, увеличивается производительность стана за счет сокращения числа его остановок для съема готовой проволоки, т.е. увеличивается доля машинного времени и сокращается время на ручные операции.
Намотанная проволока на катушках легко разматывается без запутывания при последующих технологических процессах, например, при перемотке проволоки на зарядные катушки в канатных цехах. В результате уменьшается количество отходов при перемотке.
На станах блочного типа намоточные аппараты являются самостоятельными агрегатами, работа которых должна быть строго согласованной с работой волочильного стана, точнее скорость намотки проволоки на катушку должна быть синхронизирована со скоростью ее движения с чистового барабана.
Намоточные аппараты, как самостоятельные агрегаты, имеют индивидуальные приводы, которые должны обеспечивать широкий диапазон скоростей намотки в соответствии со скоростями волочения проволоки на волочильном стане. Привод намоточного аппарата должен обеспечивать постоянное и равномерное натяжение проволоки при ее намотке на катушку и по мере увеличения диаметра намотки. Во время пуска волочильного стана не должно быть слабины проволоки, иначе произойдет проскальзывание витков проволоки на чистовом барабане волочильного стана и, как следствие, обрыв проволоки. Аналогично, при останове стана, торможении не должно быть чрезмерного натяжения проволоки между катушкой и чистовым барабаном.
studfiles.net
Волочильный стан — характеристики и применение
Сегодня производство металлических изделий является наиболее востребованной отраслью производства. К этим типам производства можно отнести и изготовление таких изделий из металла, как проволока, железные пруты, профильного материала и трубы не слишком большие по диаметру. Стоит отметить, что для изготовления всех этих металлических изделий требуется наличие специального оборудования, к нему непосредственно относится волочильный стан.
Устройство волочильного стана.
Данное оборудование предназначено для того, чтобы протягивать изделие через так называемую волоку, иными словами специальный глазок, при этом размер его сечения является меньшим, нежели размер сечения исходного материала. Волочильные станы, в непосредственной зависимости от их принципа работы могут подразделяться на станы движение металла, в которых является прямолинейным. И станы, в которых обрабатываемый металл наматывается на барабанное устройство.
Волочильные станы первой категории могут быть реечными и цепными. Их используют для волочения и калибровки таких изделий, как прутки, трубы небольшого диаметра и других подобных изделий. Такой материал не нужно сматывать в специальные бухты.

Второй тип волочильных станов, металл в которых наматывается на барабанное устройство, используется наиболее часто для изготовления таких материалов, как металлическая проволока, а так же специальный профильный материал. Стоит отметить, что данный тип стана можно, в свою очередь, подразделять на станы однократного действия. На многократные станы, которые работают со скольжением. На станы многократные, которые работают без скольжения, и наконец, на станы многократного действия, которые работают с противонатяжением.
Данное оборудование включает в себя три основных рабочих элемента, этими рабочими частями являются устройство для размотки металлического материала, сама часть, которое производит волочение, и устройство для намотки готового изделия.
Принцип работы волочильного стана.
Принцип работы данного устройства выглядит следующим образом. Материал подлежащий волочению через корзину приемочного отделения а также через специальные роликовые устройства, направляющего характера выдается на ролик, и далее на ролик установленный в каретке компенсирующего типа. Уже с этой каретки материал выдается прямо на само волочильное устройство.
Использование такого органа, как компенсирующая каретка важно для того, чтобы предотвратить обрыв проволоки, в случае резкого торможения волоки или резкой остановки работы всего устройства. Суть этого рабочего механизма чрезвычайно проста: во время внезапной остановки при подаче заготовки, блоки оборудования еще какое-то время продолжают вращение и соответственно требуют выдачи еще какого-то определенного количества заготовочного материала. В это время каретка компенсирующего типа волочильного стана производит движение по направлению вверх и таким образом освобождает необходимое количество материала, который собственно поступает на волочильное устройство и таким образом обрыв не имеет место.
На последней стадии волочения материал проходя подвергнутый волочению поступает на нижний волочильный барабан сдвоенного типа, после чего посредством ролика перекидного типа он выдается на барабан расположенный вверху, который является накопительным. Именно посредством того, что верхний барабан накапливает проволоку, ее можно будет подать в случае резкого торможения устройства.
После процедуры волочения, проволока выдается на специальное рихтовальное устройство, которое служит для того, чтобы придавать изделию изгибы и заданную форму. Работа волочильного стана происходит непосредственно от электрического двигателя.
promplace.ru
Волочильные станы для проволоки
ООО «Кантар» предлагает оборудование волочения — волочильные станы для проволоки.
Изготовление оборудования волочения и комплектация оснасткой производится индивидуально. Возможно изготовление комплексов оборудования с необходимой Вам производительностью. Технические характеристики предоставляются по запросу.
Фотогалерея оборудования для волочения проволоки — волочильные станы
ВС-1-50 (Волочильный стан)
Намотка (Волочильный стан)
ВС-2-1000 (Волочильный стан)
ВС-2-1000 (Волочильный стан)
ВС-2-1000 (Волочильный стан)
ВС (Волочильный стан)
Описание волочильных станов для волочения проволоки
Предназначение оборудования: для производства медной, алюминиевой или стальной проволоки различного диаметра. Конструкция оборудования для волочения проволоки складывается из ряда модулей, которые при необходимости составляют общую систему. Отдельно к волочильным станам можно заказывать изолировочные машины, намоточные, подающие, приемные и другие устройства.
Разные модели для мокрого волочения алюминиевой проволоки на жидкой технологической смазке со скольжением отличаются друг от друга производительностью и назначением. Следует отметить, что цена на такие машины отечественного производства значительно ниже, чем на зарубежные аналоги.
При волочении высококачественной медной проволоки станы, работающие по конвенциональному принципу, уступают тем, которые оснащены технологией контроля скольжения. Этот метод позволяет избежать избыточного проскальзывания и повреждения проволоки в ходе производства, обеспечивает одинаковую структуру продукта и в сердцевине, и снаружи, а также увеличивает срок износа деталей машины.
Для получения гнутого профиля используют прямоточный волочильный стан и профилегибочный стан, где металл обрабатывается давлением.
www.kantar-ts.ru