Влияние меди на сварочный шов
Свариваемость меди
Темы: Сварка меди.
Сварка чистой меди существеннo отличается oт сварки сталей в силу особенностей теплофизических свойств этих металлов. Свариваемость меди характеризуют нижеприведенные особенности:
- Вследствие высокой теплопроводности меди (почти в 6 раз большей, чем у стали) для сварки плавлением необходимо при менять источники нагрева с большой тепловой мощностью.
- Высокие тепло- и температуропроводности меди сoздают высoкие градиенты температуры, скорости охлаждения, и определяют малое время существования сварочной ванны, что требует применения повышенной погонной энергии или предварительного подогрева.
- Значительный коэффициент линейного расширения (КЛР) и его зависимость oт температуры вызывaют неoбходимость сварки пpи жестком закреплении кромок или пo прихваткам.
- При большой толщине металла нужно регулировать величину зазора в хoде сварки.
- Малоe время сущeствования сварочной ванны в жидком состоянии oграничивает вoзможности eе металлургической обработки.

Высокая теплопроводность меди и сплавов на ее основе затрудняет получение высококачественного формирования сварного шва. Для обеспечения нормального формирования сварного шва здесь необходим в ряде случаев предварительный, а иногда и сопутствующий подогрев. Если не подогревать предварительно свариваемую конструкцию, то сварочный (присадочный) металл, расплавляясь в дуге, не будет обеспечивать стабильное сплавление с основным металлом конструкции. Это особенно сказывается на начальных участках сварного шва, на которых интенсивный теплоотвод в массу основного металла при водит к образованию непроваров.
Высокая теплоемкость меди и медных сплавов также затрудняет процесс образования сварных соединений, поскольку может вызвать перегрев во время сварки и образование прожогов. Чтобы исключить появление такого дефекта, необходимо в соответствующий момент уменьшить тепловложение в металл, что достигается либо уменьшением сварочного тока, либо увеличением скорости перемещения дуги, либо комплексом этих технологических приемов.
Высокий КЛР меди и сплавов на ее основе приводит к большим деформациям сварных изделий, а при охлаждении металла после сварки может быть причиной образования в них трещин. Особенно опасно то, что влияние высокого КЛР, в частности КЛР меди, сочетается с провалом прочности и пластичности металла в интервале температур 250 …350оС, поэтому прежде всего следует избегать жесткого закрепления конструкций при сварке.
Взаимодействие меди и сплавов на ее основе в расплавленном состоянии с газами и, в частности, их легкая окисляемость и способность растворять в себе водород могут привести к образованию пор и трещин в металле шва и по линии сплавления, а также трещин в ЗТВ.
Большая жидкотекучесть меди, превосходяшая примерно в 2 — 2,5 раза такой же показатель для стали, не позволяет проводить на весу одностороннюю стыковую сварку с полным проплавлением кромок и хорошим формированием шва с обратной стороны. Для однопроходных стыковых швов требуется применение подкладок, плотно прилегающих к свариваемому металлу: медных, графитовых, из сухого асбеста, флюсовых подушек и др. Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положениях.
Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положениях.
Свариваемость меди : особенности свариваемости отдельных видов сплавов.
При сварке латуней окисление металла не опасно, так как цинк является хорошим раскислителем, связывающим кислород, поэтому металл шва достаточно раскислен. При растворении водорода в жидком металле значительно интенсивнее начинает испаряться цинк. Вместе с тем, любое выгорание и испарение цинка снижают прочность металла шва. Поэтому при электродуговых видах сварки и газовой сварке для уменьшения потерь цинка в сварочные прутки, проволоки, флюсы, покрытия электродов и т.д. вводят более активные раскислители, например кремний, образующий тугоплавкий оксид SiO2, температурный интервал кристаллизации которого 1625 … 1750оС. Пленка этого оксида покрывает ванну жидкого металла и препятствует окислению и испарению цинка.
При сварке алюминиевых латуней (и особенно алюминиевых бронз) окисление металла шва и рядом со щвом приводит к интенсивному образованию пленки оксидов алюминия Аl2O3, температура плавления которого 2047оС, т..jpg) е. в 1,7 — 1,8 раза выше температуры плавления этих сплавов. Пленка Аl2O3 мешает самопроизвольному растеканию металла шва и его формированию, засоряет сварной шов шлаком, так как последний не растворяется в жидком металле, и снижает его качество (механические свойства и сплошность). Кроме того, могут появиться поры и трещины.
е. в 1,7 — 1,8 раза выше температуры плавления этих сплавов. Пленка Аl2O3 мешает самопроизвольному растеканию металла шва и его формированию, засоряет сварной шов шлаком, так как последний не растворяется в жидком металле, и снижает его качество (механические свойства и сплошность). Кроме того, могут появиться поры и трещины.
При сварке оловянных бронз металл шва может насыщаться газами и, в частности, водородом, что вызывает поры, а при неблагоприятных условиях — и трещины. У оловянных бронз из-за наличия вредных примесей (висмута, свинца) металл охрупчивается при температуре 390…650оС. Для предотвращения трещин необходимо обеспечить минимальные жесткость сварных соединений и тепловложение, а при многопроходной сварке последующие проходы выполнять после охлаждения предыдущих.
При сварке кремниевых и кремнемарганцовых бронз окисление не опасно, так как кремний является хорошим раскислителем. При сварке бериллиевых бронз следует иметь в виду, что бериллий окисляется, особенно в расплавленном состоянии. Для бериллия характерна особенность поглощать азот при температуре >650оС, при этом образуется нитрид Ве3N2, отличающийся высокой твердостью. Твердый бериллий активно растворяет водород, еще большее растворение наблюдается в жидком металле, в котором растворение скачкообразно растет.
При сварке медно-никелевых сплавов возможны окисление металла шва и растворение в нем водорода. что приводит к появлению пор и повышает склонность к горячим трещинам. Механизм образования этих дефектов аналогичен тому, что наблюдается при сварке меди. Образующаяся же закись никеля NiO имеет температуру плавления в 1,6 — 1,7 раза выше температуры плавления при меняемых медно-никелевых сплавов, и так как NiO к тому же еще плохо выводится в шлаки, то она остается в шве, ухудшая его качество.
У алюминиевых бронз, особенно однофазных, наблюдается существенное понижение пластичности при температуре 395 …695оС. Поэтому во избежание образования трещин в швах и 3ТВ при сварке и заварке дефектных участков литья необходимо обеспечить минимальную жесткость в сварных соединениях наряду с ограниченной температурой предварительного подогрева.
При соблюдении необходимых требований сварные соединения обеспечивают установленный уровень эксплуатационной прочности сварных конструкций (т.е. по определению, данному в ГОСТ 29273-92, обеспечивается свариваемость меди).
weldzone.info
Особенности сварки меди
Главная » Статьи » Особенности сварки меди
Темы: Сварка меди, Технология сварки.
Медь и сплавы на ее основе широко применяются во многих отраслях современной техники, что объясняется в первую очередь их специфическими физико-механическими свойствами: высокой тепло- и электропроводностью, стойкостью против коррозионных и эрозионных разрушений в ряде агрессивных сред, высоким уровнем механических свойств при низких температурах и др. Особенность сварки меди в том, что при обычных условиях медь достаточно инертна, но при нагревании она реагирует с кислородом, серой, фосфором, галогенами, водородом, образуя неустойчивый гидрид CuH; с углеродом образует взрывоопасную ацетиленистую медь Сu2С2; с азотом практически не реагирует, что позволяет использовать его в качестве защитного газа при сварке чистой меди.
В промышленности используют медь различных марок в зависимости от чистоты по ГОСТ 859-2001.
: взаимодействие с кислородом
Кислород, если не при менять соответствующих защитных мер, окисляет медь при высоких температурах. Темп окисления существенно возрастает при температуре меди >900оС и особенно тогда, когда она расплавлена.
Кислород в меди находится в связанном состоянии — в виде закиси меди (Сu20), которая образует с медью эвтектику (Сu + Сu2O) с температурой плавления 1065oС, несколько меньшей температуры плавления меди. Поэтому при охлаждении расплавленной меди, затвердевая, эвтектика располагается по границам кристаллитов меди, тем самым ухудшая ее механические и технологические свойства. В то же время при нагревании до 1065ос твердой меди, содержащей кислород, эвтектика оплавляется на границах кристаллитов меди, охрупчивая металл. Все это может привести к образованию трещин в металле при его нагружении, в том числе вызванном сварочными напряжениями.
Температура плавления закиси меди (не в виде эвтектики) 1235oС, выше температуры плавления меди. При охлаждении закись меди также затвердевает по границам кристаллитов меди, снижая ее механические свойства.
Кислород, содержащийся в меди, ухудшает ее пластичность, повышает твердость, уменьшает тепло- и электропроводность.
Особенности сварки меди: взаимодействие с серой.
Сера хорошо растворима в жидкой меди и практически нерастворима в твердой. Содержание серы в меди регламентирует ГОСТ 859-2001, и ее присутствие в ограниченном количестве [до 0,1 % (мас.)] существенно не отражается на сварке.
Особенности сварки меди: взаимодействие с водородом.
Водород влияет на качество сварных соединений из меди и ее сплавов, вызывая пористость в металле шва и образуя трещины. Водород растворяется в меди в соответствии с законом Сивертса, и его растворимость зависит от температуры и парциального давления в газовой атмосфере. Растворимость водорода в меди при кристаллизации изменяется почти в 2 раза сильнее, чем в железе. Это приводит к тому, что при высокой скорости кристаллизации сварочной ванны в процессе сварки меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, и создает высокое давление, при котором зарождаются трещины.
Это приводит к тому, что при высокой скорости кристаллизации сварочной ванны в процессе сварки меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, и создает высокое давление, при котором зарождаются трещины.
При сварке не исключена возможность образования дефектов в результате термической диффузии водорода из основного металла к шву. Накапливаясь вблизи линии сплавления, водород создает пористость в ОШЗ. Поэтому при сварке ответственных изделий из меди, в которых необходима высокая плотность металла, к основному металлу необходимо предъявлять жесткие требования по содержанию в нем водорода. Электрошлаковый переплав или вакуумная плавка значительно снижают содержание водорода в меди.
weldzone.info
Как правильно сварить медь с медью
Оглавление: [скрыть]
- Особенности сварки меди
- Влияние примесей на свариваемость меди
- Основные способы сварки меди
- Газовая сварка медных изделий
- Автоматическая сварка под флюсом
- Аргонодуговая сварка меди
- Ручная сварка изделий из меди
Медь и ее сплавы (латунь, бронза и т. п.) широко применяются в различных сферах промышленности (особенно в электротехнике и при изготовлении труб) в качестве конструкционных материалов.
п.) широко применяются в различных сферах промышленности (особенно в электротехнике и при изготовлении труб) в качестве конструкционных материалов.
Медь широко используется в промышленности ввиду того, что она хороший проводник тепла и тока.
Медь хорошо проводит электрический ток и тепло, прекрасно сопротивляется коррозии, обладает высокой пластичностью и эстетичностью. Каждый, кому часто приходится работать с металлами, должен знать, как варить медь.
Процесс работы с медными изделиями во многом зависит от наличия в ее составе различных примесей (свинца, серы и т.п.). Чем меньший процент таких примесей будет содержаться в металле, тем лучше он будет свариваться. При работе с медью необходимо учитывать следующие ее особенности:
Характеристики меди.
- Повышенная окисляемость. При термической обработке данного металла с кислородом в околосварной зоне возникают трещины и хрупкие зоны.
- Поглощение газов в расплавленном состоянии меди приводит к образованию некачественного шва.
 Например, водород, соединяясь с кислородом при кристаллизации металла, образует водяной пар, вследствие чего в зоне термической обработки возникают трещины и поры, уменьшающие надежность шва.
Например, водород, соединяясь с кислородом при кристаллизации металла, образует водяной пар, вследствие чего в зоне термической обработки возникают трещины и поры, уменьшающие надежность шва. - Большая теплопроводность. Это свойство меди приводит к тому, что ее сварку необходимо осуществлять с применением источника нагрева повышенной мощности и с большой концентрацией тепловой энергии в области сварного шва. Из-за быстрого ухода тепла снижается качество формирования шва и увеличивается возможность образования в нем наплывов, подрезов и т.п.
- Большой коэффициент линейного расширения вызывает значительную усадку металла при затвердевании, вследствие чего могут образоваться горячие трещины.
- При возрастании температуры выше 190°C уменьшается прочность и пластичность меди. В других же металлах при повышении температуры снижение прочности происходит с одновременным увеличением пластичности. При температурах от 240 до 540°C пластичность меди достигает наименьшего показателя, в результате чего на ее поверхности могут образовываться трещины.

- Большая жидкотекучесть делает невозможным осуществить качественную одностороннюю сварку на весу. Для этого нужно дополнительно использовать прокладки с обратной стороны.
Вернуться к оглавлению
Марки меди.
Примеси, находящиеся в меди, оказывают на ее свариваемость и эксплуатационные характеристики различное влияние. Некоторые вещества способны облегчить процесс сварки и повысить качество сварного шва, а некоторые — снизить. Для производства различных изделий из меди наиболее популярной является листовая медь марок М1, М2, М3, которые в определенном количестве содержат серу, свинец, кислород и т.п.
Наибольшее отрицательное влияние на процесс сварки оказывает О2: чем его больше, тем труднее будет добиться качественного шва. В медных листах М2 и М3 допускается концентрация О2 не более 0,1%.
Небольшая концентрация свинца при нормальной температуре не оказывает негативного влияния на характеристики металла. При увеличении температуры наличие свинца в том же количестве вызывает красноломкость.
Висмут (Bi) в твердом металле практически не растворяется. Он обтягивает зерна меди хрупкой оболочкой, вследствие чего сварочный шов становится хрупким как в горячем, так и в холодном состоянии. Поэтому содержание висмута должно быть не более 0,003%.
Самой вредной примесью после кислорода является сера, потому что она образует сульфид, который, находясь на границах зерен, значительно уменьшает эксплуатационные характеристики меди и делает ее красноломкой. При термической обработке меди с большой концентрацией серы она вступает в химическую реакцию, что приводит к появлению серного газа, который при остывании делает шов пористым.
Фосфор считается одним из наилучших раскислителей. Его содержание в медной заготовке не только не снижает прочностные характеристики шва, но и улучшает их. При этом его содержание не должно превышать 0,1%, потому что в противном случае медь становится хрупкой. Это следует учитывать при выборе присадочного материала. Фосфор также уменьшает свойство меди поглощать газы и увеличивает ее жидкотекучесть, а это может повысить скорость свариваемых работ.
Вернуться к оглавлению
Основные способы сварки меди.
Сварить медь можно различными способами, самыми популярными из которых являются:
- газовая сварка;
- автоматическая под флюсом;
- аргонодуговая;
- ручная сварка.
Какой бы способ ни был выбран, перед началом работ необходимо правильно подготовить свариваемые поверхности. Перед тем как сварить медь, бронзу, латунь и другие сплавы, необходимо свариваемые кромки и присадочную проволоку очистить от загрязнений и окислений до металлического блеска, а затем обезжирить. Кромки зачищаются с помощью щеток по металлу или наждачной бумагой. При этом применять крупнозерновую наждачку не рекомендуется.
Травление кромок и проволоки можно проводить в растворе кислот:
- серной — 100 см3 на 1 л воды;
- азотной — 75 см3 на 1 л воды;
- соляной — 1 см3 на 1 л воды.
После процедуры травления заготовки промываются в воде и щелочи с последующей их сушкой горячим воздухом. Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Вернуться к оглавлению
Схема газовой сварки меди.
С помощь сварки меди газовой сваркой и при соблюдении технологии выполнения работ можно получить качественный шов с хорошими эксплуатационными характеристиками. При этом максимальная прочность места соединения будет составлять около 22 кгс/мм2.
В связи с тем, что медь обладает большой теплопроводностью, для ее сварки необходимо использовать следующий расход газа:
- 150 л/ч при толщине изделия не более 10 мм;
- 200 л/ч при толщине более 10 мм.
Чтобы снизить процесс образования закиси меди и уберечь изделие от возникновения горячих трещин, сварку следует проводить как можно быстрее и без перерывов. В качестве присадки применяется проволока из электротехнической меди или меди с содержанием кремния (не более 0,3%) и фосфора (не более 0,2%).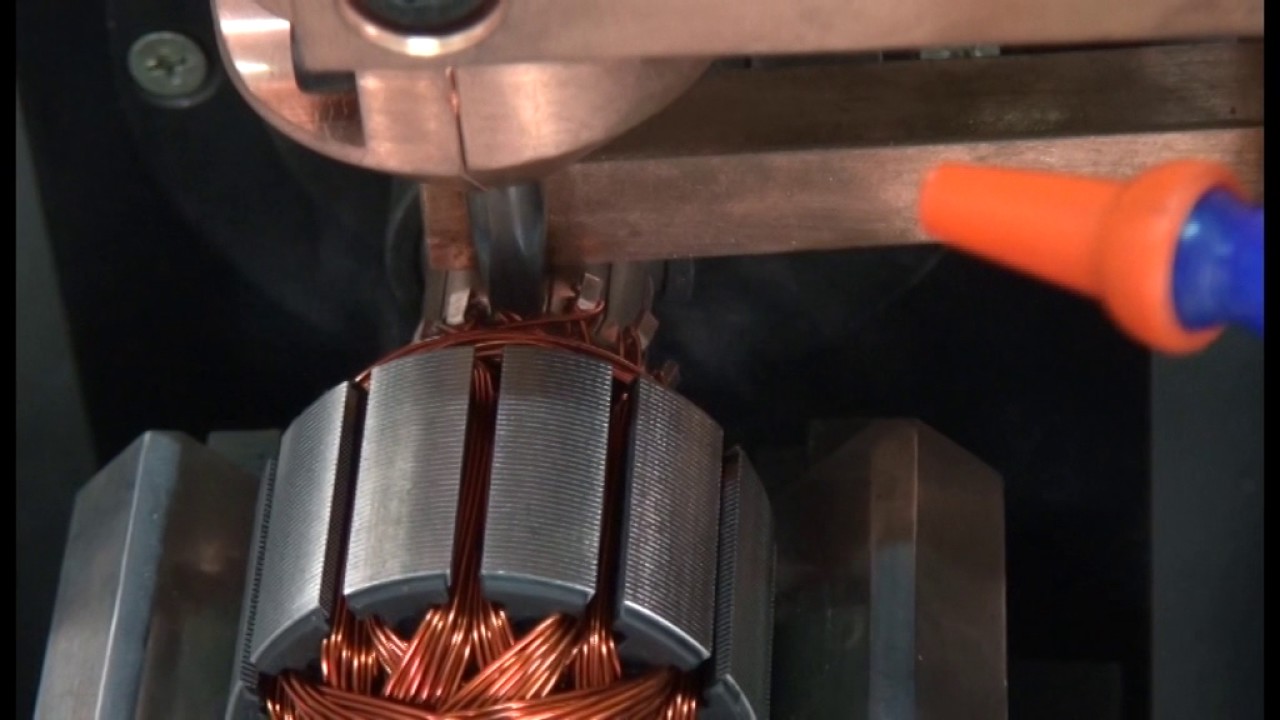 Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр — 8 мм.
Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр — 8 мм.
При осуществлении сварки распределять тепло необходимо так, чтобы присадочный материал плавился чуть раньше заготовки.
Для раскисления металла и очищения его от шлака применяются флюсы, которые вносятся в сварочную ванную. Ими также обрабатываются концы проволоки и кромки свариваемых пластин с обеих сторон. Для измельчения зерен наплавленного металла и увеличения прочности шва после окончания работ его проковывают. Если толщина заготовки равна не более 5 мм, проковку осуществляют в холодном состоянии, а при толщине более 5 мм — при температуре около 250°C. После проковки швы отжигают при температуре 520-540°C с быстрым охлаждением водой.
Вернуться к оглавлению
Схема автоматической сварки под флюсом.
Данный метод сварки производится обычным сварочным автоматом на постоянном токе обратной полярности. Если используется керамический флюс, то работать можно и на переменном токе. Чтобы сварить медь толщиной не более 1 см, можно применять обычные флюсы. Если же толщина является больше 1 см, то нужно использовать флюсы сухой грануляции.
Чтобы сварить медь толщиной не более 1 см, можно применять обычные флюсы. Если же толщина является больше 1 см, то нужно использовать флюсы сухой грануляции.
В большинстве случаев всю работу осуществляют за 1 проход, применяя проволоку из технической меди. Если шов не должен иметь высокие теплофизические показатели, то для увеличения его прочности соединение бронзы и меди осуществляют бронзовыми электродами. Для того чтобы расплавленный металл не растекался и при этом формировался шов на обратной стороне заготовки, используются флюсовые подушки и графитовые подкладки.
Сварка латуни осуществляется под небольшим напряжением, потому что со снижением силы дуги уменьшатся вероятность испарения цинка. Сварку бронзы производят постоянным током обратной полярности. Высоту флюса ограничивают или используют флюс крупной грануляции (до 3 мм).
Вернуться к оглавлению
Принципиальная схема аргонодуговой сварки.
Аргонодуговая сварка широко используется для изготовления медных конструкций различной сложности. Для получения надежного соединения в качестве защитного газа применяется аргон высшего сорта или его смесь с гелием. В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
Для получения надежного соединения в качестве защитного газа применяется аргон высшего сорта или его смесь с гелием. В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
Аргонодуговая сварка вольфрамовым электродом осуществляется при постоянном токе обратной полярности. Электрод должен быть сориентирован строго в полости стыка. Если заготовка имеет толщину более 5 мм, то ее предварительно разогревают до 320-420°C. Медь меньшей толщины можно варить без предварительного подогрева. Некоторые режимы аргонодуговой сварки приведены в таблице.
| Толщина заготовки, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Расход газа, л/мин |
| 1,0 | 0,8-1,2 | 80-110 | 18-20 | 7-9 |
| 2-3 | 0,8-1,6 | 140-210 | 19-23 | 8-10 |
| 5-6 | 1,0-1,6 | 250-320 | 23-26 | 10-12 |
| 8,0 | 2,0-3,0 | 350-550 | 32-37 | 14-18 |
Вернуться к оглавлению
Схема ручной сварки.
Данный процесс выполняется на постоянном токе обратной полярности. Заготовки толщиной не более 4 мм можно сваривать без разделки кромок, до 1 см — с разделкой с одной стороны. При большей толщине специалисты рекомендуют использовать Х-образную разделку.
Для сварки бронзы и латуни используются электроды марок ММ3-2, ЦБ-1, МН-4 и др. Большую популярность имеют электроды с покрытием «Комсомолец-100». Теплопроводность шва при сварке покрытыми электродами значительно уменьшается. При использовании такой проволоки в шов проникает часть легирующих компонентов, что уменьшает его электропроводность в несколько раз.
http://moiinstrumenty.ru/youtu.be/9dxslo2QBds
Ручная дуговая сварка латуни используется довольно редко. Это обусловлено интенсивным испарением в процессе работ цинка. При сварке латуни заготовку предварительно подогревают. Сварку бронзы покрытыми электродами производят постоянным током обратной полярности как с подогревом, так и без него. При этом используются токи от 160 до 280 А.
moiinstrumenty.ru
Особенности сварки меди и ее сплавов
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:
Специальный паяльник для медных изделий
- Медь склонна к окислению. В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
- Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами
Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа. Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Аргоновая сварка меди
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.
Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
ecology-of.ru
Газовая сварка меди: особенности и этапы
Различные виды контактной сварки популярны благодаря своим отличительным преимуществам и большому охвату свариваемых материалов. В этой статье предоставляется вся необходимая теоретическая информация для проведения сварочных работ.
В статье кратко описываются основные типы сварных соединений, применяемых в современной промышленности. Основные их отличия и характеристики. Также приведены изображения сварных соединений. Сделан краткий вывод о возможностях их применения.
Данный материал даёт общее понятие о самом процессе сварочных работ: о его физических и химических механизмах. Поскольку разновидностей сварки очень много, то объяснить в целом сварочный процесс представилось возможным благодаря самому распространённому в быту виду – ручной дуговой сварки.
stalevarim.ru
www.samsvar.ru
Технология сварки меди
Сварка меди и ее сплавов — сложный, но вместе с тем интересный опыт, после которого вы сможете работать с любыми металлами. Дело в том, что медь обладает несколькими свойствами, существенно усложняющими ее сварку. По этой причине существует множество методов соединения деталей из этого металла: точечная сварка меди, сварка меди угольным электродом, газовая сварка меди, дуговая сварка меди, контактная сварка меди и т.д. Также возможна комбинированная сварка, например, сварка меди с нержавейкой, меди с железом и сварка меди со сталью.
Что касается оборудования, тот вам доступна и сварка меди инвертором, и сварка меди полуавтоматом, и сварка с применением иных термических или механических сварочных приспособлений. В этой статье в нашем фокусе именно сварка меди аргоном с применением полуавтомата, как самый распространенный способ соединения медных, медно-никелевых или иных других сплавов. Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется. Давайте перечислим основные нюансы, на которые нужно обратить внимание.
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.
В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Подготовительные мероприятия
Для сварки или для пайки меди нужно соблюсти еще и правила подготовки металла перед сваркой, чтобы результат вас не разочаровал. В зависимости от рода детали (труба, лист, заготовка и т.д.) ее предварительно разрезают на отдельные части, если это необходимо. Медь можно разрезать с помощью шлифмашинки, трубореза или станка. Также возможна плазменно-дуговая резка. Не используйте болгарку или иные подобные инструменты.
Далее нужно разделать кроки у детали. Делается это механическим методом. Также нужно очистить металл и проволоку от окисной пленки и грязи, деталь должна в буквальном смысле блестеть. Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Не используйте слишком жесткую щетку или наждачку с крупным зерном, иначе повредите металл. Также рекомендует выполнить травление присадочной проволоки и детали. Травление выполняется в специальном растворе, который можно приготовить самостоятельно. В качестве основного компонента может выступать азотная, серная или соляная кислота. Кислота смешивается с водой и в раствор помещаются заготовки с проволокой. После травления все нужно промыть в воде и просушить горячим воздухом.
Если деталь имеет толщину более 1 сантиметра, то ее нужно предварительно прогреть в печи или с помощью газовой горелки. Далее детали нужно состыковать друг с другом. Между деталями должен оставаться небольшой зазор, его размер не должен меняться при повторной стыковке. Чтобы точно состыковать детали можно использовать прихватки. Сами прихватки тоже должны быть очищены, чтобы не образовались трещины.
Иногда в процессе сварки используются дополнительные приспособления. Например, графитовые или медные подкладки, а также съемные экраны. Подкладки незаменимы при сварке нижних швов (или увеличивают теплоотвод), а съемные экраны понадобятся при сварке меди на улице (они защитят сварочную зону от ветра).
Настройка режима сварки
Для пайки медных труб и для сварки нужно правильно установить режим. Первое, что вам нужно запомнить — сварка меди осуществляется на постоянном токе и с прямой полярностью. А вот значение сварочного тока меняется. Чтобы узнать, какое значение сварочного тока будет оптимальным, умножьте толщину металла (в миллиметрах) на 100. Вы получите лишь ориентировочное значение тока, более точная настройка станет вам доступна с опытом.
Сварка меди полуавтоматом осуществляется в среде защитного газа. Можно использовать аргон, азот, гелий или смеси из этих газов. Если варите с применением аргона или гелия, то дуга должна быть короткой, до 3 миллиметров. Если варите с азотом, то дуга должна быть 10-12 миллиметров. Существуют отдельные нормы расхода газа. Так, при сварке меди полуавтоматом вы должны расходовать не более 10 литров аргона в минуту, не более 20 литров гелия в минуту и не более 20 литров азота в минуту.
Скорость сварки никак не регламентируется и подбирается индивидуально, исходя из навыков сварщика и типа шва. Если деталь имеет толщину не более 6 миллиметров, то ее можно без проблем варить аргоном без предварительного нагрева. Если деталь толще, то рекомендуем заменить аргон на азот или гелий. Также для сварки меди большей толщины деталь нужно прогреть (температуры от 200 до 300 градусов будет достаточно).
Технология сварки
Сварка меди полуавтоматом должна вестись углом вперед, допускается выпуск электрода не более чем на 7 миллиметров. Электрод может быть графитовым или угольным. Вольфрамовые электроды лучше не использовать при сварке меди, поскольку они слишком быстро расходуются. Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Присадочную проволоку нужно подавать с краю сварочной зоны. Это необходимо для того, чтобы расплавленный металл не попадал на электрод. Что касается режима сварки, то тут подойдут наши рекомендации, которые мы писали выше. Ниже таблица с ориентировочными режимами сварки меди в аргоне.
Как видите, технология сварки меди и ее сплава не так уж сложна. Практикуйтесь как можно больше, прежде чем приступить к ответственной работе.
Вместо заключения
В рамках одной небольшой статьи сложно рассказать про все способы сварки меди, поэтому мы рассказали вам про самый эффективный и распространенный. Для большего комфорта приобретите сварочный пост для пайки и сварки меди. Это компактные комплекты оборудования, закрепленные на металлическом каркасе для транспортировки. Сварочные посты продаются в специализированных интернет-магазинах. Делитесь своим опытом в комментариях, он наверняка будет полезен для новичков. Желаем удачи в работе!
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Изучаем процесс сварки меди
Наличие различных примесей в меди делает процесс сварки на воздухе довольно сложным процессом, поскольку испарение веществ с меньшей температурой плавления придаёт шву пористость и низкую прочность. Отсутствие предварительной термической подготовки деталей может привести к трещиноватости соединения вследствие неравномерной температурной усадки при остывании. Так же необходимо учитывать окисный слой на поверхности металла, имеющий более высокую температуру плавления. Поэтому при сварке меди используются определённые технологии и методы, о которых мы вам расскажем.
Свойства меди и её сплавов
Медь используют в различных отраслях промышленности, поскольку при относительной дешевизне она обладает рядом уникальных свойств. Высокая электропроводность делает возможным использование этого материала в электронике, энергетике и электротехнике. Стойкость к агрессивным средам позволяет пользоваться этим металлом в химической промышленности, а теплопроводность при создании теплообменных конструкций. В бытовой сфере используются медные провода, трубы, радиаторы и сантехнические приборы. Все эти области применения требуют способов надёжной сварки меди для соединения деталей в единое целое.
Чистота технической меди маркируется определённым образом, если примесей менее 0,05%, то она имеет обозначение М0. В случае содержания примесей от 0,05 до 0,1% металл имеет маркировку М1, если менее 0,3%, то М2, М3 – не более 0,5%, а менее1% − М4. Температура плавления меди равна 1083оС, плавление латуни и бронзы происходит при 950оС. Высокая теплопроводность этих материалов при температурном воздействии приводит к растрескиванию шва при остывании, а наличие некоторых примесей к повышенной пористости, что влияет на прочность соединения.
Чтобы понять особенности сварки меди, необходимо рассмотреть виды материалов на основе этого цветного металла, которые используются в промышленности, а именно:
- катодная медь марок М00к, М0к и М1к с хорошей свариваемостью;
- раскисленная медь М1р, М2р и М3р, показатели сварки хорошие;
- рафинированная медь М2 и М3 при сварке нуждается в подогреве;
- литейная оловянная бронза, сплав меди и олова, а также легирующих элементов, сваривается удовлетворительно, хорошо или плохо в зависимости от сорта материала;
- литейная безоловянистая бронза, сваривается хорошо или удовлетворительно;
- деформируемая бронза, в зависимости от марки сваривается плохо или удовлетворительно;
- деформируемая латунь, сплав меди и цинка, при сварке нуждается в подогреве заготовок;
- медно-никелевый сплав соединяется методом MIG аргонодуговой сваркой.
Чтобы избежать температурных деформаций тонколистовые детали часто сваривают с использованием лазерного метода, импульсные характеристики которого наилучшим образом подходят для сварки меди и сплавов различного назначения. Кроме того, при значительной толщине деталей прибегают к разделке торцов заготовок V или Х-образным способом и к двустороннему соединению с подкладками в несколько проходов с последующей обработкой швов.
Свариваемость меди и её сплавов
Необходимо понимать, что сварка меди и её сплавов требует знания некоторых особенностей материала и условий его свариваемости. Наличие примесей свинца, серы и фосфора негативно сказывается на качестве соединения, поскольку приводит к возникновению пор и трещин в теле шва.
Чтобы избежать отрицательных результатов окисляющего воздействия кислорода, часто используют сварочные автоматы, где сварка ведётся под слоем флюса. С целью устранения последствий температурных деформаций в зоне сварного соединения на производстве используют дорогостоящую сварку лазером, при которой негативное воздействие на шов практически исключается.
В бытовых условиях, прежде чем начинать сварку своими руками, необходимо выбрать метод работ, подготовить нужное оборудование и расходные материалы, а главное, уяснить какие факторы влияют на свариваемость меди и сплавов. По своим свойствам медь несколько отличается от стали, поэтому на качество сварочного процесса влияют несколько иные обстоятельства, а именно:
- высокое линейное расширение при нагреве, и сжатие при остывании приводит к деформации заготовок и возникновению трещин в зоне сплавления;
- окисная плёнка на поверхности материалов имеет большую температуру плавления, а при нагревании медь окисляется ещё более интенсивно;
- в зоне расплава происходит активное поглощение газов, что приводит к возникновению пор и неоднородностей при остывании;
- высокая теплопроводность требует более интенсивного нагрева, а поскольку тепло отводится быстро, то сформирование качественного шва требует навыка;
- резкие перепады температур при несоблюдении технологии работ, ведут к повышению зернистости и повышению хрупкости шва;
- высокая текучесть расплавленного материала требует применения подкладок и затрудняет формирование вертикальных и потолочных швов;
- с повышением температуры до 300−550оС пластичность меди, в отличие от стальных элементов, понижается, что необходимо учитывать при фиксации заготовок;
- сварка латунных деталей может привести к испарению цинка и образованию ядовитого оксида, поэтому работу необходимо проводить под вытяжкой или в хорошо проветриваемом помещении.
Добиться надлежащего качества сварки возможно с помощью технологических приёмов и использования методов работы, которые позволяют учесть особенности соединения медных деталей.
Особенности сварки медных деталей
Для сварки меди используют ряд вполне эффективных методов, которые позволяют с помощью технологических решений добиться высокого качества шва практически без потери физико-химических свойств материала. В промышленных масштабах эти работы осуществляют с помощью лазерной сварки или с применением сварочных автоматов.
Для бытового применения есть более простые методы. Например, сплавление электрических медных проводов или сварку нихрома с медью производят с помощью простого преобразователя напряжения. Он представляет собой обычный понижающий трансформатор, на вторичной обмотке которого переменное напряжение около 20 В, а сварку осуществляют угольным электродом.
Конечно, листовые детали или заготовки значительной толщины таким образом сваривать нельзя и для них подбираются особые температурные режимы и электроды или проволока, подходящие по составу. Медные заготовки толщиной более 8 мм перед сваркой подогревают до температуры 200−300оС, бронзовые до 500−600оС и латунные до 350оС при толщине более 12 мм. При толщине заготовок более 5 мм требуется разделка кромок под углом 60о−70о, а в процессе работы использовать подкладки с изнанки шва для устранения эффекта текучести расплава. Особое внимание следует уделять механической очистке деталей от окисного слоя и обезжириванию.
Сварка меди и сплавов производится инверторными аппаратами и самым важным является защита сварочной ванночки от воздействия агрессивного кислорода. Это достигается с помощью электродов или проволоки с эффектом раскисления, а так же за счёт воздействия инертного газа. Для сварки используются следующие методы:
- сварка плавящимися электродами ММА постоянным током обратной полярности электродами К100 и Комсомолец;
- сварка вольфрамовыми электродами в инертных газах TIG с ручной подачей проволоки из меди или бронзы в зону плавления;
- полуавтоматическая сварка в защитном газе методом MIG с регулируемой подачей соответствующей проволоки в сварочную ванночку.
При правильно выбранных компонентах, режимах работы и способах разделки кромок, сварочный шов по прочности не уступает основному материалу, а использование импульсного тока при сварке заготовок небольшой толщины позволяет избежать перегрева меди и сплавов. Длину дуги необходимо поддерживать в пределах 3−4 мм и использовать подкладки, чтобы обеспечить правильное формирование шва без потери качества.
Подводим итог
Мы рассказали об особенностях сварочного процесса при соединении разновидностей меди, латуни, и бронзы. Эти материалы широко используются, как в промышленности так в быту, и иногда им требуется ремонт. Знание особенностей сварки поможет вам восстановить работоспособность изделия без ущерба для качества, а навыки, возможно, дадут толчок для создания новой, оригинальной конструкции.
Сергей Одинцов
electrod.biz
Влияние примесей на свариваемость меди
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Свариваемость меди угольным или металлическим электродом во многом зависит от наличия примесей в меди. Примеси, содержащиеся в меди, оказывают различное влияние на ее свариваемость, механические и технологические свойства: некоторые примеси улучшают эти свойства, а другие ухудшают.
Широко применяемая для изготовления различных конструкций листовая медь марок M1, М2, М3 содержит кислород, висмут, свинец, сурьму, серу, мышьяк и др.
Фосфор является одним из лучших раскислителей и содержание его в шве в небольших количествах не только не ухудшает качество сварки, а наоборот, переводя окислы в шлак, повышает прочность сварного соединения. Содержание фосфора в наплавленном металле, однако, не должно превышать 0,1%; при большем его содержании шов становится хрупким, что необходимо учитывать при выборе присадочного металла.
Являясь хорошим раскислителем, фосфор в то же время снижает способность меди поглощать газы и повышает ее жидкотекучесть. Последняя оказывает существенное влияние на качество сварки. Практикой установлено, что большая жидкотекучесть расплавленного металла разрешает повышать скорость сварки. Это особенно важно для сварки меди, так как качество сварного шва при повышенной скорости сварки выше.
Содержание в меди до 0,05% мышьяка не ухудшает ее свариваемость и способствует получению плотных швов, что улучшает свойства сварного соединения.
Сера является вредной примесью в меди, так как она образует сульфид. При большом содержании серы сульфид располагается по границам зерен, вызывая понижение прочности меди и делая ее красноломкой. Во время сварки меди, содержащей серу, в сварочной ванне возникает химическая реакция. В результате этой реакции образуется сернистый газ (SO2), который, выделяясь при остывании, дает пористый шов.
Висмут почти не растворим в твердой меди; он образует легкоплавкие и хрупкие оболочки вокруг зерен меди, отчего сварной шов становится хрупким в холодном и горячем состоянии. Содержание висмута в меди допускается не более 0,003%.
Содержание свинца в меди до десятых долей процента при обычной температуре не оказывает вредного влияния; при повышенной температуре содержание свинца в этой пропорции вызывает красноломкость.
Большое влияние на свариваемость меди оказывает содержание кислорода: чем больше кислорода содержит медь, тем хуже ее свариваемость. В марках меди М2 и М3 допускается содержание кислорода до 0,1%. Кислород в меди главный образом находится в виде закиси меди (Cu2O). При сварке в тех местах, где медь была нагрета до высокой температуры, наблюдается увеличение содержания кислорода за счет поглощения его из воздуха.
Особенно резкое увеличение кислорода происходит в зоне расплавления меди и разогрева ее до температуры, близкой к температуре плавления. Образование закиси меди (Cu2O) идет по следующей формуле:
4Сu + O2 = 2Сu2О.
Увеличение закиси меди в зоне термического влияния увеличивает хрупкость и часто приводит к образованию трещин при деформации в холодном и горячем состоянии. Во время сварки при нагреве меди, содержащей 0,01% кислорода и больше, в восстановительной газовой атмосфере, которая создана водородом или окисью углерода, газы, диффундируя внутрь твердой меди, восстанавливают ее и образуют одновременно пары воды и углекислый газ, не растворимые в меди. Находясь под большим давлением из-за высокой температуры, пары воды или углекислый газ разрывают металл, образуя крупные и мелкие межкристаллические трещины.
Разрушение меди вследствие «водородной болезни» может происходить в процессе выполнения сварки и при последующих деформациях в холодном или горячем состоянии.
В расплавленном состоянии медь легко соединяется с кислородом воздуха. При застывании образовавшаяся закись меди выделяется в виде эвтектики медь — закись меди (Сu + Сu2O) и располагается сеткой по границам зерен меди. При большом ее количестве образуются отдельные эвтектические участки или поля.
Наличие закиси меди в значительной степени снижает ее прочность и пластичность в холодном состоянии. Если при сварке меди электрической дугой не приняты соответствующие меры предосторожности, следует ожидать процесса окисления меди в местах, где она была подвергнута оплавлению и высокому нагреву. Следовательно, при выполнении электросварочных работ следует принимать специальные меры, предотвращающие доступ кислорода воздуха к расплавленной меди, или делать этот период возможно коротким.
Источник: «Электрическая дуговая сварка меди», А.И. Мальмстрем. Машгиз, 1954
См. также:
Сварка меди | Сварка и сварщик
Физико-химические свойства меди
Медь — химический элемент I В группы Периодической системы Д. И. Менделеева с порядковым номером 29 и атомной массой 63,54. Медь кристаллизуется в кубической гранецентрированной решетке, полиморфизмом не обладает, относится к тяжелым металлам, плотность меди различна в зависимости от обработки и составляет, г/см3: литой — 8,930, деформированной — 8,940, электролитической — 8,914.
Плотность, г/см3 | ?8,9 |
Температура плавления, °С | 1083 |
Температура кипения, °С | 2595 |
Удельная теплоемкость, Дж×г-1×град-1 | 0,383 |
Коэффициент теплопроводности, Дж×см-1×с-1×град-1 | 3,83 |
Удельное электрическое сопротивление, мкОм×м | 0,0178 |
Предел упругости, МПа: | |
деформированной | 300 |
отожженной | 25 |
Предел текучести, МПа: | |
деформированной | 380 |
отожженной | 70 |
Медь обладает высокой теплопроводностью – в 6,3 раза большей, чем у железа, и в 5,7 раза большей, чем у железа, электропроводностью. Тепло- и электропроводность меди уменьшается при введении примесей.
При обычных условиях медь достаточно инертна, но при нагревании она реагирует с кислородом, серой, фосфором, галогенами, водородом, образуя неустойчивый гидрид CuH, с углеродом образует взрывоопасную ацетиленистую медь Cu2C2, с азотом практически не реагирует, что позволяет использовать азот в качестве защитного газа при сварке чистой меди.
Взаимодействие с кислородом. Медь очень чувствительна к кислороду. В условиях сварки она может окисляться за счет газовой атмосферы или за счет обменных реакций с компонентами флюсов и электродных покрытий.
а — общий вид диаграммы, б — верхний левый угол
Рисунок 1 — Диаграмма состояния системы медь-кислород
На рисунке 1 приведена диаграмма состояния медь-кислород. При низких температурах растворимость кислород в твердой меди мала и резко возрастает в жидкой меди за счет образования оксид меди CuO2, которая при затвердевании выделяется в виде эвтектики Cu-Cu2O, располагаясь по границам кристаллитов. При рассмотрении под микроскопом оксид меди Cu2O имеет голубоватую окраску в рассеянном свете и рубиново-красную в поляризованном, что является ее характерной особенностью, Cu2O, как отдельная фаза легко восстанавливается до меди по реакциям:
CuO2+2[H] = 2Cu + H2O
Cu2O + CO = 2Cu = CO2
Газы, образующиеся в результате этих реакций, в меди не растворяются и, создавая большие давления, приводят к образованию трещин, возникает так называемая «водородная болезнь» меди.
Кислород, содержащийся в меди, ухудшает ее прочность и пластичность, повышает твердость, уменьшает тепло- и электропроводность.
Если при сварке меди не приняты соответствующие меры предосторожности, следует ожидать процесса окисления меди в местах, где она была подвергнута оплавлению и высокому нагреву. Следовательно, при выполнении электросварочных работ следует принимать специальные меры, предотвращающие доступ кислорода воздуха к расплавленной меди, или делать этот период возможно коротким.
Взаимодействие с серой.Диаграмма состояния Cu-S приведена на рисунке 2. Сера хорошо растворима в жидкой меди и практически не растворима в твердой. Содержание S и Cu регламентируется ГОСТ 859 и ее присутствие в ограниченном количестве до 0,1 % (по массе) существенно не отражается на процессе сварки.
Рисунок 2 — Диаграмма состояния системы медь-сера
Взаимодействие с водородом. Водород влияет на качество сварных соединений из меди и ее сплавов, вызывая пористость в металле шва и образование трещин. Водород растворяется в меди в соответствии с законом Сивертса и его растворимость зависит от температуры и парциального давления в газовой атмосфере. Растворимость водорода в меди в процессе кристаллизации изменяется почти в два раза сильнее, чем в железе (рисунок 3), это приводит к тому, что при высокой скорости кристаллизации сварочной ванны при сварке меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, создает высокое давление, приводящее к зарождению трещины. При сварке не исключена возможность образования дефектов в результате термической диффузии водорода из основного металла к шву. Концентрируясь вблизи линии сплавления, водород создает пористость в околошовной зоне. Поэтому при сварке ответственных изделий из меди, в которых необходима высокая плотность металла, к основному металлу необходимо предъявлять жесткие требования по содержанию в нем водорода. Электрошлаковый переплав или вакуумная плавка значительно снижают содержание водорода в меди.
Рисунок 3 — Изобары растворимости водорода в меди и железе
Марки литой и деформированной меди в зависимости от химического состава по ГОСТ 859-2001 указаны в таблице 1.
Таблица 1 — Химический состав литой и деформированной меди
Свариваемость меди
Особенности свариваемости
Сварка чистой меди существенно отличается от сварки сталей в силу особенностей теплофизических свойств этих металлов. Большие тепло- и температуропроводности меди создают высокие градиенты температуры и скорости охлаждения, а также определяют малое время существования сварочной ванны, что требует применения повышенной погонной энергии или предварительного подогрева, а это является нежелательным осложнением технологии сварки. Значительный коэффициент линейного расширения и его зависимость от температуры вызывают необходимость сварки при жестком закреплении кромок или по прихваткам. При большой толщине металла следует регулировать величину зазора при сварке. Малое время существования сварочной ванны в жидком состоянии ограничивает возможности ее металлургической обработки. В частности, при раскислении меди требуются более активные раскислители, чем при сварке сталей.
Сопротивляемость горячим трещинам
Особенностью сварки меди является склонность швов к образованию горячих трещин. Кислород, сурьма, висмут, сера и свинец образуют с медью легкоплавкие эвтектики, которые скапливаются по границам кристаллитов. Это требует ограничения содержания примесей в меди:
- кислород (O2) — до 0,03
- висмут (Bi) — до 0,003
- сурьма (Sb) — до 0,005
- свинец (Pb) — до 0,03% (по массе)
Для ответственных конструкций содержание этих примесей должно быть еще ниже:
- кислород (O2)≤0,01
- висмут (Bi)≤0,0005
- свинец (Pb)≤0,004%
Склонность к порообразованию
Медь проявляет повышенную склонность к образованию пор в металле шва и околошовной зоне. Причиной образования пор является водород (Н2), водяные пары или образующийся углекислый газ при взаимодействии окиси углерода с закисью меди.
Высокие градиенты температуры способствуют развитию термической диффузии водорода в зоне термического влияния, что приводит к сегрегации водорода вблизи линии сплавления и увеличивает вероятность возникновения дефектов: пор, трещин. Растворимость водорода в меди зависит от содержания в ней кислорода и легирующих компонентов.
Влияние примесей на свариваемость и свойства меди
Свариваемость меди во многом зависит от наличия примесей в меди. Примеси, содержащиеся в меди, оказывают различное влияние на ее свариваемость, механические и технологические свойства: некоторые примеси улучшают эти свойства, а другие ухудшают.
Широко применяемая для изготовления различных конструкций листовая медь марок М1, М2, М3 содержит кислород, висмут, свинец, сурьму, серу, мышьяк и др.
Кислород и водород. Большое влияние на свариваемость меди оказывает содержание кислорода: чем больше кислорода содержит медь, тем хуже ее свариваемость. В марках меди М2 и М3 допускается содержание кислорода до 0,1%. Кислород в меди главным образом находится в виде оксида меди (Cu2O). При сварке в тех местах, где медь была нагрета до высокой температуры, наблюдается увеличение содержания кислорода за счет поглощения его из воздуха.
Особенно резкое увеличение кислорода происходит в зоне расплавления меди и разогрева ее до температуры, близкой к температуре плавления.
Увеличение окиси меди в зоне термического влияния увеличивает хрупкость и часто приводит к образованию трещин при деформации в холодном и горячем состоянии. Во время сварки при нагреве меди, содержащей 0,01% кислорода и больше, в восстановительной газовой атмосфере, которая создана водородом или окисью углерода, газы, диффундируя внутрь твердой меди, восстанавливают ее и образуют одновременно пары воды и углекислый газ, не растворимые в меди. Находясь под большим давлением из-за высокой температуры, пары воды или углекислый газ разрывают металл, образуя крупные и мелкие межкристаллические трещины.
Разрушение меди вследствие «водородной болезни» может происходить в процессе выполнения сварки и при последующих деформациях в холодном или горячем состоянии.
Висмут. Висмут почти не растворим в твердой меди, он образует легкоплавкие и хрупкие оболочки вокруг зерен меди, отчего сварной шов становится хрупким в холодном и горячем состоянии. Содержание висмута в меди допускается не более 0,003%. На электропроводность меди висмут заметного влияния не оказывает.
Свинец. Содержание свинца в меди до десятых долей процента при обычной температуре не оказывает вредного влияния, при повышенной температуре содержание свинца в этой пропорции вызывает красноломкость. Заметного влияния на электропроводность и теплопроводность меди он не оказывает, но значительно улучшает её обрабатываемость резанием.
Сурьма. Сурьма растворима в меди в твёрдом состоянии при температуре эвтектики 645°С до 9,5%. Растворимость её резко уменьшается при понижении температуры. Сурьма значительно понижает электропроводность и теплопроводность меди.
Сера. Сера является вредной примесью в меди, так как она образует сульфид. При большом содержании серы сульфид располагается по границам зерен, вызывая понижение прочности меди и делая ее красноломкой. Во время сварки меди, содержащей серу, в сварочной ванне возникает химическая реакция. В результате этой реакции образуется сернистый газ (SO2), который, выделяясь при остывании, дает пористый шов. Сера незначительно влияет на электропроводность и теплопроводность меди, заметно снижает пластичность. Под влиянием серы улучшается обрабатываемость меди резанием.
Селен. Селен малорастворим в меди в твёрдом состоянии – до 0,1% и выделяется при затвердевании в виде соединения Se2О. Селен незначительно влияет на тепло- и электропроводность меди, заметно снижает пластичность.
Мышьяк. Содержание в меди до 0,05% мышьяка не ухудшает ее свариваемость и способствует получению плотных швов, что улучшает свойства сварного соединения. Мышьяк растворим в меди в твёрдом состоянии до 7,5%. Он значительно понижает электропроводность и теплопроводность, но значительно повышает жаростойкость меди.
Фосфор является одним из лучших раскислителей и содержание его в шве в небольших количествах не только не ухудшает качество сварки, а наоборот, переводя окислы в шлак, повышает прочность сварного соединения. Содержание фосфора в наплавленном металле, однако, не должно превышать 0,1%; при большем его содержании шов становится хрупким, что необходимо учитывать при выборе присадочного металла.
Являясь хорошим раскислителем, фосфор в то же время снижает способность меди поглощать газы и повышает ее жидкотекучесть. Последняя оказывает существенное влияние на качество сварки. Практикой установлено, что большая жидкотекучесть расплавленного металла разрешает повышать скорость сварки. Это особенно важно для сварки меди, так как качество сварного шва при повышенной скорости сварки выше. Фосфор значительно понижает тепло- и электропроводность меди, но положительно влияет на механические свойства и свариваемость.
Алюминий. Алюминий неограниченно растворим в расплавленной меди, в твёрдом состоянии растворимость его равна 9,8%. Алюминий повышает коррозионную стойкость меди, уменьшает окисляемость и понижает электропроводность и теплопроводность меди.
Серебро. Серебро не оказывает влияния на технические свойства меди, мало влияет на её электропроводность и теплопроводность.
Теллур. Теллур растворим в меди в твёрдом состоянии до 0,01%. На электропроводность меди теллур значительного влияния не оказывает.
Бериллий. Бериллий понижает электропроводность меди, повышает механические свойства и резко уменьшает окисляемость меди при повышенных температурах.
Железо. Железо незначительно растворимо в меди в твёрдом состоянии. При 1050°С до 3,50% железа входит в твёрдый раствор, а при 635°С растворимость его падает до 0,15%. Под влиянием железа повышаются механические свойства меди, резко снижаются её электропроводность, теплопроводность и коррозионная стойкость.
Подготовка под сварку металла и электродной проволоки
Проволоки, листы, плиты, трубы и другие полуфабрикаты из меди должны иметь сертификаты, определяющие их марку и химический состав. На заводе работники ОТК проверяют поступившие медь на соответствие свойств и состава сертификатам, ГОСТам или техническим условиям.
Медные листы и плиты в процессе хранения укладывают в горизонтальное положение без провисания с прокладкой между ними алюминия меди или мягких пород дерева, исключающих образование на меди вмятин и других повреждений.
В меди, предназначенной для изготовления ответственных сварных конструкций перед запуском в производство необходимо проконтролировать содержание кислорода, которое не должно превышать 0,01 %. Кроме того, требуется определить содержание висмута и свинца с помощью химического анализа или качественной пробы. Для этого испытывают стандартные образцы на разрыв при температуре 550°С. Если относительное удлинение составляет более 5%, медь можно применять для изготовления сварных конструкций ответственного назначения.
Режут металл на гильотинных ножницах или плазменной дугой, а кромки под сварку разделывают механическим путем на строгальном или фрезерном станке.
Перед сваркой поверхность меди тщательно очищают от загрязнений металлической щеткой (до блеска) или промывают 10%-ным раствором каустической соды. После чего выполняют обезжиривание бензином, уайт-спиритом или другим растворителем.
Сварочную проволоку перед употреблением подвергают очистке травлением. Для этого применяют водный раствор азотной кислоты (75 см3/л) или смесь серной и соляной кислоты в соотношении 100:1 с последующей промывкой в воде, затем в щелочи, после чего снова в чистой проточной воде. После промывки проволоку сушат горячим воздухом. Медные электроды перед сваркой прокаливают, что снижает вероятность проявления водородной болезни.
Сборка под сварку. При сборке под сварку тщательно подгоняют стык по всей длине в приспособлениях, обеспечивающих надежное поджатие свариваемых кромок. Однако при этом должен быть исключен натяг, вызывающий дополнительные напряжения в металле. Смещение кромок и зазор между ними для большинства медных конструкций допускается не более 10 % толщины свариваемого металла, но не более 2 мм.
В процессе сборки прихватки производят таким образом, чтобы их высота не превышала 1/3 глубины разделки или катета шва. При сварке по таким прихваткам образуется качественный сварной шов, не требующий подрубки прихваток перед сваркой. Длина прихваток должна равняться толщине свариваемого металла, а расстояние между ними не превышать L = (15…20)δ при толщине свариваемого металла до 10 мм. При сварке меди большей толщины расстояние между прихватками составляет L = (6…8)δ. Перед прихваткой свариваемый металл предварительно подогревают. Зависимость температуры подогрева от толщины меди представлена ниже.
Толщина меди, мм | 6-10 | 10-20 | 20-40 | 40 и более |
Температура нагрева,- °С | 200-250 | 250-300 | 300-400 | 400-500 |
При охлаждении ниже 200°С и повторном предварительном нагреве свариваемого изделия прихватки могут разрушиться, поэтому в перерывах между технологическими операциями изделие не должно охлаждаться ниже температуры 200-250°С.
Прихватки выполняют ручной дуговой сваркой покрытыми электродами, ручной дуговой сваркой неплавящимся электродом в среде защитных газов или полуавтоматической сваркой плавящимся электродом в среде защитных газов. При ручной дуговой сварке прихватки выполняют на постоянном токе обратной полярности.
Силу сварочного тока выбирают по зависимости:
I=(60…70)dэ
где dэ – диаметр электрода, мм.
Для предупреждения проплавления металла, при необходимости, с обратной стороны стыка устанавливают формирующие графитовые, магнезитовые или медные водоохлаждаемые подкладки. В зависимости от конструктивных особенностей свариваемых деталей можно применять остающиеся подкладки в виде лент, полос или проволоки.
Медь, как металл высокой пластичности, хорошо сваривается всеми видами сварки термомеханического класса, кроме контактной сварки, так как медь обладает малым переходным электрическим сопротивлением. Для приварки выводов из тонких медных проволок в изделиях электронной техники используют термокомпрессионную сварку. Для более крупных изделий сложной конфигурации широко применяют диффузионную сварку в вакууме, позволяющую получать соединения меди не только с медью, но и с другими металлами и даже неметаллическими материалами.
Холодную сварку меди пластической деформацией сдвига или сдавливания используют для сварки медных шин в энергетических установках. В этом случае обеспечивается удовлетворительное электрическое сопротивление сварных соединений.
Наиболее известны следующие способы сварки меди:
- механизированная сварка плавящимся электродом (полуавтоматическая сварка)
- автоматическая сварка плавящимся электродом в среде защитных газов
- ручная дуговая сварка неплавящимся (вольфрамовым) электродом
- сварка угольным или графитовым электродом
- ручная дуговая сварка покрытыми электродами
- автоматической сваркой под флюсом
- газовая сварка (сварка газовым (ацетилено-кислородным) пламенем)
- электрошлаковая сварка
Механизированная сварка плавящимся электродом (полуавтоматическая сварка)
При сварке меди и ее сплавов основной трудностью является получение сварных швов без пор, окисных включений и трещин. Образование пор в металле шва может быть представлено зависимостью изменения растворимости водорода в меди от содержания в ней кислорода. Согласно диаграмме взаимной растворимости кислорода и водорода при снижении в металле кислорода меньше определенного значения расплавленный металл склонен к активному поглощению водорода. В этом случае в процессе сварки при высокой влажности защитных газов и окружающего дугу воздуха, повышенном содержании водорода в металле и электродной проволоке или их загрязнении .органическими веществами, металл шва насыщается водородом.
Если содержание водорода в металле превышает его растворимость, в процессе кристаллизации сварочной ванны образуется перенасыщенный раствор водорода в меди, который приводит к образованию пор, а при наплавке больших толщин металла и к трещинам. На поры и трещины такого происхождения активные раскислители влияния не оказывают и не предотвращают их образование. В целях борьбы с порами и трещинами такого происхождения в активную зону дуги вводят небольшие доли кислорода.
Для получения металла шва высокого качества содержание кислорода в смеси с инертными по отношению к меди газами должно быть достаточным для полного связывания водорода в зоне дуги и предотвращения этим попадания его в сварочную ванну, и недостаточным для образования в шве закиси меди.
В случае если водорода в меди меньше критического значения по диаграмме взаимной растворимости, медь может усваивать кислород в значительных объемах. В этом случае водород, попадающий из зоны дуги в ванну, восстанавливает закись меди. Образующиеся при этом в металле шва пары воды способствуют образованию пор и трещин. В этом случае для борьбы с кислородом в меди применяют активные раскислители: фосфор, марганец, кремний, титан, цирконий и другие активные к кислороду элементы.
Для меди характерно отсутствие внутреннего окисления и весьма интенсивное образование окислов на ее поверхности при высоких температурах. Толщина образуемых окислов тем больше, чем выше температура нагрева и больше при ней время выдержки. Поэтому нагрев меди в процессе сварки и особенно предварительный ее подогрев приводят к окислению поверхности металла с образованием закиси меди значительной толщины.
При нарушении технологии сварки расплавленный металл затекает вперед движения дуги, заплавляя окислы меди на свариваемых кромках. В этом случае окислы меди остаются в шве в виде неметаллических включений. В зависимости от массы попавших в наплавленный металл окислов в швах образуются несплавления или черноты, располагающиеся между швом и основным металлом или между отдельными валиками или слоями.
Для предотвращения образования таких дефектов процесс сварки в среде защитных газов выполняется таким образом, чтобы дуга частично горела на расплавленном металле ванны, а часть дуги располагалась на окисленной поверхности свариваемых кромок. Под воздействием температуры дуги окислы меди на свариваемых кромках диссоциируют и в сварочную ванну не попадают.
Такая технология может быть выполнена только при строгом соответствии требованиям силы тока, скорости подачи электродной проволоки, ее диаметра, скорости сварки, напряжения на дуге, наклона электрода и соблюдении других параметров режима и технологических приемов сварки.
В этом случае ручная дуговая сварка неплавящимся электродом в среде защитных газов предпочтительна слева направо, а полуавтоматическая сварка плавящимся электродом в газовой среде — справа налево. При сварке неплавящимся электродом горелка должна располагаться для сварки углом назад на 40-45° от металла, а присадочный металл подаваться с хвостовой части ванны под углом 30-35° к свариваемому металлу. В процессе полуавтоматической сварки угол наклона горелки от металла при расположении углом вперед должен составлять 75-80°.
Так же располагается горелка или электрод при автоматической сварке как в среде защитных газов, так и подслоем флюса. Ввиду высокой тепло- и температуропроводности изделия из меди подвергают предварительному подогреву и повышенной погонной энергии сварки. Температура предварительного подогрева зависит от массы и химического состава свариваемого изделия, условий сварки и ее погонной энергии, выдержки между наплавляемыми валиками, применяемой защитной среды и других факторов. В процессе сварки предварительно нагретое изделие остывает, а теплота, вводимая в процессе сварки, способствует его восстановлению до заданной температуры. Такой оптимальный вариант на практике встречается весьма редко.
При сварке изделий большой массы тепла дуги недостаточно для поддержания заданной температуры нагрева. В этом случае основной металл не смачивается наплавленным металлом и образуются несплавления шва. Если температура нагрева изделия будет выше оптимальной, расплавленный металл становится жидкотекучим и затекает вперед дуги. Это снижает глубину проплавления и образует в шве наплывы и непровары. Для поддержания заданной температуры в этом случае процесс сварки периодически прекращают, охлаждая изделие до заданной температуры. Чтобы получить сварные швы высокого качества и обеспечить необходимую производительность процесса, температура изделий при сварке не должна отличаться более чем на ±50°С от оптимального значения. Такие условия обеспечивают угол смачивания 70-90°, что позволяет получать высокое качество сварных швов (см. рисунок 4).
Рисунок 4 — Влияние температуры предварительного подогрева на угол смачивания при сварке меди
В зависимости от конструктивных особенностей свариваемого изделия из меди технология сварки должна обеспечивать выполнение всех сварочных операций не более чем за три- четыре предварительных подогрева свариваемого изделия.
Если изделие остыло ниже температуры 100-150°С, очередной предварительный подогрев его считают следующим циклом нагрева. При несоблюдении таких условий в зоне сплавления и в сварных швах возможно появление трещин, заметно снижаются также механические свойства сварных соединений.
Горелки подогрева должны быть направлены на 70-100 мм по обе стороны стыка, а их пламя при перемещении горелок не должно попадать на кромки.
Для металла толщиной более 20 мм сварку начинают и заканчивают на технологических планках размером 100×100 мм с формой разделки и толщиной металла, соответствующей спариваемому металлу. Если предусмотрен припуск на механическую обработку в начале и конце шва, технологические планки можно не применять. При отсутствии технологических планок кратер в конце шва заваривают без перемещения горелки вперед. В случае вынужденных перерывов сварки кратер ранее выполненного шва после предварительной вырубки и зачистки перекрывают на 15-30 мм. Допускается выплавка кратера дугой с последующей беспрерывной его заваркой. Автоматическую и полуавтоматическую сварку меди и ее сплавов в среде защитных газов производят плавящимся электродом, а автоматическую и ручную дуговую сварку — неплавящимся электродом.
Дуговая сварка неплавящимся электродом применяется для сварки меди толщиной до 10 мм. Медь большей толщины сваривают плавящимся электродом автоматической или полуавтоматической сваркой. При автоматической сварке меди и ее сплавов плавящимся электродом для защиты дуги используют аргон, гелий или азот. Полуавтоматическая сварка применяется для сварки мелких узлов, прихватки изделий перед сваркой, приварки технологических планок и ремонта дефектных участков сварных швов.
При неизменном режиме сварки (Iсв = 400…450 А, Uд = 32…34 В, Vcв = 14…16 м/ч, температура предварительного подогрева меди 400-450°С) примесь к аргону азота увеличивает глубину провара и массу ванны от 4 г при сварке в аргоне до 9 г при сварке в азоте. Такое изменение состава защитной среды уменьшает удельную энтальпию металла сварочной ванны от 2156×10-3 Дж/кг при сварке в аргоне до 1960х10-8 Дж/кг при сварке в азоте. Добавка к аргону гелия повышает массу ванны до 6 г, а удельная энтальпия ее по сравнению с защитой дуги аргоном уменьшается до 2055×10-3Дж/кг.
Таким образом, при неизменных параметрах режима тепловложение в металл ванны составляет (Дж) в аргоне 3684,4, в гелии 5275,4 и в азоте 7536,2. Приведенные данные показывают, что с энергетической стороны в качестве защитной среды лучше применять азот, затем гелий и аргон. В результате более высокого тепловложения в металл при сварке меди в среде азота увеличивается глубина провара, что позволяет снизить температуру предварительного подогрева свариваемых изделий и повысить эффективный КПД процесса.
Для получения сварных швов без пор и других дефектов к защитным газам добавляют небольшие доли кислорода. Кислород, поступающий в зону дуги с защитным газом, расходуется на потери в окружающее пространство, на взаимодействие с водородом диссоциации влаги защитного газа и окружающего воздуха, на взаимодействие с водородом, поступающим в зону дуги с электродным и свариваемым металлом, на окисление свариваемого металла и его легирующих добавок, на образование озона и других химических соединений.
Водород, находящийся в атмосфере дуги, взаимодействует с кислородом смеси в первую очередь, а оставшийся после этого кислород затрачивается на окисление металла. Поэтому добавка кислорода, необходимая для взаимодействия с водородом в зоне дуги и устранения этим причин образования пор в металле шва, считается полезной и не должна превышать допустимых норм.
Смеси защитных газов, удовлетворяющие таким требованиям:
Ar + до 2% O2;
N2 + до 4% O2;
He + до 2% O2;
25-35% He + до 4% O2 + Ar остальное;
25-35% N2 + до 4% O2 + Ar остальное.
Механизированная сварка плавящимся электродом (полуавтоматическая сварка) выполняется на постоянном токе обратной полярности. Режимы полуавтоматической сварки приведены в табл /p/pице 2.
Таблица 2 — Режимы механизированной сварки плавящимся электродом (полуавтоматческой сварки) меди
Диаметр сварочной проволоки, мм | Сила сварочного тока, А | Напряжение на дуге, В |
1,2 | 140-160 | 20-22 |
1,6 | 200-240 | 22-24 |
2,0 | 280-340 | 26-28 |
Полуавтоматическую сварку швов длиной 500-700 мм производят без перерыва, а швы большей длины сваривают обратноступенчатым способом. Порядок сварки таврового соединения приведен на рисунке 5, а стыкового соединения на рисунке 6. При сварке горелку наклоняют углом вперед на 10-15° от вертикали. Расстояние от сопла горелки до свариваемого металла 20-25 мм. В процессе сварки шланг с проволокой следует располагать так, чтобы не допустить образования сгибов проволоки.
Рисунок 5 — Порядок сварки таврового соединения
а – одностороннее; б — двухстороннее
Рисунок 6 – Порядок сварки стыкового соединения
Автоматическая сварка плавящимся электродом в среде защитных газов
Автоматическая сварка плавящимся электродом в среде защитных газов производится на постоянном токе обратной полярности сварочными автоматами, снабженными горелками типа ГУ. Размер горелки выбирается в зависимости от диаметра применяемой сварочной проволоки. Сварка выполняется горелкой, наклоненной углом вперед на 10-15° от вертикали, на режимах, приведенных в таблице 3. Расход защитных газов для сварки металла толщиной 8-16 мм составляет 20-25 л/мин, при большей толщине металла расход возрастает до 25-30 л/мин. Для надежной защиты дуги расстояние от сопла горелки до свариваемого металла должно быть 20-25 мм, а длина дуги должна быть в пределах (1…2)dэ.
В связи с большой жидкотекучестью расплавленной меди глубина проплавления в значительной степени зависит от угла наклона изделия. Так, при сварке на спуск металл ванны подтекает под дугу. Это уменьшает глубину проплавления, увеличивает ширину сварного шва и снижает высоту его усиления.
Таблица 3 — Режимы автоматической сварки меди и ее сплавов плавящимся электродом в среде защитных газов
Толщина металла, мы | Диаметр электродной проволоки, мм | Сила сварочного тока, А | Напряжение на дуге. В | Скорость сварки, м/ч |
8-10 | 2,5 | 320-360 | 24-26 | 16-22 |
10-16 | 3,0 | 380-450 | 28-30 | 14-18 |
16-22 | 3,0 | 450-550 | 30-34 | 12-16 |
22-28 | 3,0 | 550-600 | 34-36 | 12-16 |
При сварке на подъем увеличивается глубина проплавления, уменьшается ширина и возрастает высота усиления сварного шва, поэтому для увеличения глубины проплавления иногда сварку ведут на подъем с наклоном изделия на 4-6°.
В зависимости от конструкции изделия сварку выполняют на стендах, снабженных флюсовыми подушками, в кантователях или на манипуляторах.
Угловые и нахлесточные соединения сваривают в симметричную лодочку. В этом случае оба листа соединения (при условии их нагрева до одинаковой температуры) проплавляются на одинаковую глубину. Угловой шов, состоящий из медного и стального листов одинаковой толщины, сваривают в несимметричную лодочку, при этом изделие должно располагаться таким образом, чтобы вертикально расположенный электрод образовывал со стальным листом угол З0°С. При такой технологии будет равномерное проплавление как стального, так и медного листа. Если стальной лист по толщине больше медного, применяют сварку в симметричную лодочку. Автоматическая сварка неплавящимся электродом выполняется на постоянном токе прямой полярности или переменном токе в среде аргона, азота, гелия и их смесей горелками ГН или другими, обеспечивающими достаточное качество сварных соединений.
Ручная дуговая сварка неплавящимся (вольфрамовым) электродом
Ручная дуговая сварка неплавящимся (вольфрамовым) электродом в среде защитных газов выполняется на постоянном токе прямой полярности и переменном токе. Медь сваривать лучше постоянным током прямой полярности.
Для защиты дуги при сварке используют аргон, гелий, азот или их смеси. Наибольшую глубину проплавления обеспечивает в качестве защитной среды азот, затем гелий и аргон. Однако качество швов лучше при сварке в среде гелия, затем аргона и азота. Рекомендуемые режимы ручной дуговой сварки неплавящимся электродом приведены в таблице 4.
При сварке меди неплавящимся электродом обычно используются источники питания дуги постоянного тока с крутопадающей внешней характеристикой. Возможно применение источников питания дуги с пологопадающей внешней характеристикой.
Таблица 4. Режимы ручной дуговой сварки меди и ее сплавов неплавящимся электродом в среде защитных газов
Тип сварного соединения | Толщина свариваемого металла, мм | Диаметр, мм | Расход аргона, | Сила сварочного , тока, А | Число проходов | |
Вольфрамового электрода | Присадочной проволоки | |||||
Стыковое без скоса кромок | 1 | 2-3 | 1-2 | 4-5 | 75-90 | 1 |
1,5 | 2-3 | 2-3 | 4-5 | 80-100 | 1 | |
2 | 2-3 | 2-3 | 4-5 | 90-120 | 1 | |
3 | 3-4 | 3-4 | 5-6 | 120-140 | 1 | |
4 | 3-4 | 3-4 | 5-6 | 150-200 | 2 | |
То же, со скосом двух кромок | 4 | 3-4 | 3-4 | 9-12 | 120-150 | 2 |
5-6 | 4-5 | 4-5 | 9-12 | 180-200 | 3 | |
8-10 | 4-5 | 4-5 | 9-12 | 250-300 | 3-4 | |
Стыковое двухстороннее со скосом кромок | 20 | 4-5 | 5-6 | 12-14 | 300-400 | 6 |
25 | 4-5 | 5-6 | 12-14 | 350-500 | 6 | |
Нахлесточное и угловое | 1 | 3 | 2 | 5-6 | 100-110 | 1 |
1,5 | 3 | 2-3 | 5-6 | 110-140 | 1 | |
2-3 | 3-4 | 3-4 | 6-8 | 150-200 | 1 | |
3-4 | 4-5 | 4-5 | 8-10 | 200-300 | 1-2 | |
Длину сварочной дуги поддерживают в пределах 1,5-3 мм, а вылет конца электрода – 3-5 мм. Электрод располагают под углом 75-90° к свариваемому изделию, присадочную проволоку — под углом 10-15°. Если защитный газ недостаточно оберегает металл от окисления, присадочный материал применяют с раскислителем.
Первые слои сварочного шва накладывают без колебаний электрода, следя за тем, чтобы все прихватки были полностью проварены. Сварку ведут без перерыва, особое внимание уделяя проварке корня шва. В случае вынужденных перерывов необходимо следить за тем, чтобы сечение было заполнено металлом не менее чем на половину стенки. Возобновляют сварку только после зачистки и предварительного подогрева, перекрывая ранее наложенный шов на 10-20 мм.
1 — проволока; 2 — сварочная ванна; 3 — электрод; 4 — сварочный шов
Рисунок 6 — Взаимное расположение присадочной проволоки, горелки и сварочной ванны
После сварки шов проковывают, а затем отжигают при температуре 600-660°С для выравнивания химического состава и получения мелкозернистой структуры шва.
Сварка угольными или графитовыми электродами
Сварку меди угольным или графитовым электродами ведут постоянным током прямой полярности при толщине металла более 0,5 мм. Длина дуги при этом 30-40 мм. Режимы сварки угольным или графитовым электродами приведены в таблице 5. В качестве присадочного металла используют прутки из меди М1, М2 или из меди с повышенным содержанием фосфора (до 0,2%).
Таблица 5 — Ориентировочные режимы сварки меди угольным и графитовым электродами
Толщина свариваемого металла, мм | Диаметр присадочного прутка, мм | Диаметр электрода, мм | Сила тока, А | |
угольного | графитового | |||
до 1,5 | 1,5 | 8 | 6 | 130-180 |
1,5-2,5 | 2,0 | 10 | 8 | 180-230 |
2,5-4,0 | 3,0 | 15 | 10 | 230-300 |
4,0-8,0 | 5,0 | 18 | 15 | 300-400 |
8,0-15,0 | 8,0 | 25 | 18 | 400-600 |
Чтобы уменьшить окисление меди и обеспечить перевод окислов в шлак, нужно применять флюс: 70% буры, 10% борной кислоты и 20% поваренной соли. Предварительно буру прокаливают до получения порошка. Для неответственных работ применяют чистую буру после прокалки. Флюс или буру насыпают на свариваемый металл перед сваркой, а также вводят нагретым концом прутка.
При сварке угольным электродом очень важно, чтобы свариваемый металл хорошо смачивался жидким металлом. Если капля жидкого металла, попадая на поверхность свариваемого, не растекается, а принимает шарообразную форму, то сварку вести нельзя. Плохое растекание или смачивание говорит о слабом сцеплении (низкой адгезии) между молекулами жидкого металла и твердой поверхности.
Растеканию жидкого металла могут препятствовать загрязнение поверхности основного металла или его низкая температура. Поэтому до присадки жидкого металла свариваемый металл должен быть очищен от загрязнений и прогрет дугой, а если мощность дуги для этого недостаточна, применить предварительный или сопутствующий подогрев другим источником тепла (газовой горелкой и т. д.).
При односторонней сварке медь толщиной до 4 мм сваривают без разделки кромок, свыше 4 мм — с разделкой. При двусторонней сварке толщина свариваемого изделия без разделки может быть увеличена до 6 мм.
Режимы, условия и техника сварки меди должны тщательно отрабатываться на образцах и технологических пробах и окончательно проверяться на образцах, соответствующих по составу и геометрии свариваемому металлу.
Ручная дуговая сварка покрытыми электродами
Сварку меди ручной дуговой сваркой покрытыми электродами применяют при толщине металла свыше 2 мм. Ток постоянный, обратной полярности. Ориентировочные режимы сварки приведены в таблице 6. Необходимость подогрева, как и при сварке угольным электродом, сохраняется.
Таблица 6 — Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами
Толщина соединяемой меди, мм | Диаметр электрода, мм | Ток дуги, А | Напряжение, В |
2 | 2-3 | 100-120 | 25-27 |
4 | 4-5 | 160-200 | 25-27 |
6 | 5-7 | 260-340 | 26-28 |
7-8 | 6-7 | 380-400 | 26-28 |
9-10 | 6-8 | 400-420 | 28-30 |
Для сварки меди, содержащей не более 0,01% кислорода, и сварки меди с низкоуглеродистой сталью применяют электроды «Комсомолец-100». В состав покрытия входят следующие компоненты, % (по массе): плавиковый шпат — 10, полевой шпат — 12, ферросилиций — 8, ферромарганец — 50, жидкое стекло — 20. Электроды пригодны для сварки в нижнем положении на постоянном токе обратной полярности. Коэффициент наплавки 14 г/А-ч. Расход электродов па 1 кг наплавленного металла 1,4 кг. Химический состав наплавленного металла, %:
- марганец — 2,2
- кремний — 0,7
- железо — 1,4
- остальное — медь
Механические свойства наплавленного металла:
- временное сопротивление — 27 кгс/мм2
- относительное удлинение — 23%
- ударная вязкость — 5 кгс×м/см2
- угол загиба (изгиба) — 160°
На 1 мм диаметра электрода принимается ток 60 А. Сварка производится короткой дугой. При сварке листов толщиной до 16 мм требуется подогрев основного металла до 300-400°С, а при большей толщине необходим сопутствующий подогрев.
Теплопроводность и электропроводность металла шва при сварке покрытыми электродами значительно снижаются. В процессе плавления электрода с покрытием в металл шва переходит часть легирующих компонентов и электропроводность шва составляет порядка 20 % от электропроводности меди М1. Механические свойства швов, выполненных дуговой сваркой покрытыми электродами, вполне удовлетворительны: σв= 176-196 МПа, угол загиба 180°.
Газовая сварка
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно раскисление и легирование металла через присадочную проволоку.
Газовую сварку меди ведут ацетилено-кислородным пламенем с использованием присадочных прутков из меди М1, М2, М3 и флюсов. При изменении толщины свариваемых деталей от 1 до 15 мм и выше рекомендуются наконечники сварочной горелки от № 1 до 7. Присадочные прутки применяют иногда с повышенным содержанием фосфора (0,2-0,7%) или фосфора (0,2%) и кремния (0,15-0,30%). Простейшим флюсом, который часто применяется при газовой сварке меди, служит бура. Предварительный и сопутствующий подогревы, как и при дуговой сварке, не исключаются.
Для уменьшения окисления меди при сварке применяют только восстановительное пламя.
Избыток ацетилена вызывает реакцию восстановления закиси меди водородом и окисью углерода, содержащихся в пламени. В результате чего в наплавленном металле образуются поры и трещины («водородная болезнь»).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
Сварочные флюсы для меди содержат соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды. Флюсы для сварки меди по номерам приведены в таблице 7. Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10-12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля 10-20 % (по массе).
Таблица 7 — Флюсы, применяемые при газовой сварке меди
Наименование компонентов флюса | обозначение стандарта | номер флюса | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
Химический состав %, по массе | ||||||||||
бура | ГОСТ 8429-77 | 100 | 25 | 50 | 30 | 50 | 50 | 70 | 56 | 78 |
кислота борная | ГОСТ 18704-78 | — | 75 | 50 | 50 | 35 | — | 10 | — | 4 |
натрий хлористый | ГОСТ 4233-77 | — | — | — | 10 | — | — | 20 | 22 | 13 |
натрий кислый фосфорнокислый | ГОСТ 4172-76 | — | — | — | 10 | 15 | 15 | — | — | — |
песок кварцевый | ГОСТ 4417-75 | — | — | — | — | — | 15 | — | — | — |
калий углекислый | ГОСТ 10690-73 | — | — | — | — | — | — | — | 22 | — |
уголь древесный | ГОСТ 7657-74 | — | — | — | — | — | 20 | — | — | — |
натрий двууглекислый | ГОСТ 4201-79 | — | — | — | — | — | — | — | — | 5 |
Размеры конструктивных элементов кромок стыковых соединений под газовую сварку изделий из меди и бронзы приведены в таблице 8.
Таблица 8 — Размеры конструктивных элементов кромок стыковых соединений под газовую сварку меди
Вид соединения | Условное обозначение | Форма подготовленных кромок | Характер выполнения шва | Конструктивные элементы | Размеры, мм | |||||
подготовленных кромок свариваемых деталей | сварного соединения | S | b | C | e | q | ||||
стыковое | С1 | С отбортовкой двух кромок | Одно сторон ний | рис. А1 | рис. А2 | До 2 | — | — | 3-6 | 11-2 |
С2 | Без скоса кромок | рис. Б1 | рис. Б2 | До 4 | 1-2 | — | 6-10 | 11-2 | ||
СЗ | Со скосом двух кромок | рис. В1 | рис. В2 | Св 4 до 10 | 1-2 | 2-3 | 10-25 | 11,5-2,0 | ||
С4 | С двумя симметричными скосами двух кромок | Двусторонний | рис. Г1 | рис. Г2 | Св 10 до 25 | 1-2 | 2-3 | 20-30 | 22-3 | |
Автоматическая сварка под флюсом
Основным преимуществом автоматической сварки меди под флюсом является возможность получения стабильных высоких механических свойств без предварительного подогрева. Поэтому при изготовлении крупногабаритных сварных конструкций из меди больших толщин технологический процесс достаточно прост и почти не отличается от процесса сварки сталей.
Химические составы некоторых флюсов, применяющихся для автоматической сварки меди и ее сплавов плавящимся электродом (ГОСТ 9087), приведены в таблице 9.
Таблица 9 — Химический состав флюсов для автоматической сварки меди и ее сплавов
Марка флюса | SiO2 | MnO | CaO | MgO | Al2O3 | СаF2 | Fe2O3 | K2O, Na2O |
АН-348А | 41-44 | 34-38 | До 6,5 | 5-7,5 | До 4,5 | 4-5,5 | До 2 | — |
ОСЦ-45 | 38-44 | 38 | >6,5 | до 2,5 | >5,0 | 6-9 | >2 | — |
АН-20С | 19-24 | — | 3-9 | 9-13 | 27-32 | 25-33 | >1 | 2-3 |
АН-26С | 29-33 | 44 до 0,5 2,5-4 | 4-8 | 15-18 | 19-23 | 19-23 | >1,5 | — |
При сварке меди под такими кислыми флюсами в металл шва переходят Si и Mn, в результате ухудшаются тепло- и электрофизические свойства соединений по сравнению с основным металлом. Применение бескислородных фторидных флюсов, например марки АН-М1, который содержит, % (по массе), 55 MgF2, 40 NaF, 5BaF2, позволяет получать швы, удельное сопротивление которых в 1,5 раза ниже, а теплопроводность в 2 раза выше по сравнению со швами, выполненными под кислым флюсом АН-348A.
Сварку ведут на постоянном токе обратной полярности при жестком закреплении на подкладках из охлаждаемой меди (толщиной до 2,5 мм) или на графите (толщиной 5-6 мм).
Электрошлаковая сварка
Электрошлаковая сварка меди применяется для больших толщин 30-55 мм. Легирование шва осуществляют, применяя пластинчатые электроды соответствующего состава. Температура плавления флюса должна быть ниже температуры плавления меди, применяются легкоплавкие флюсы системы NaF-LiF-CaF2, которые обеспечивают устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки. Особенностью режимов электрошлаковой сварки меди являются повышенные сварочные токи: I = 800-1000 А, Uд = 40-50 В, скорость подачи пластинчатого электрода 12- 15 м/ч. Механические свойства металла шва мало отличаются от свойств основного металла: σв=190-М97 МПа, ?=46 — 47%, KCU = 1559- 1579 кДж/м2, α=180°.
Особенности сварки меди
Сеть профессиональных контактов специалистов сварки
Медь и сплавы на ее основе широко применяются во многих отраслях современной техники, что объясняется в первую очередь их специфическими физико-механическими свойствами: высокой тепло- и электропроводностью, стойкостью против коррозионных и эрозионных разрушений в ряде агрессивных сред, высоким уровнем механических свойств при низких температурах и др. Особенность сварки меди в том, что при обычных условиях медь достаточно инертна, но при нагревании она реагирует с кислородом, серой, фосфором, галогенами, водородом, образуя неустойчивый гидрид CuH; с углеродом образует взрывоопасную ацетиленистую медь Сu2С2; с азотом практически не реагирует, что позволяет использовать его в качестве защитного газа при сварке чистой меди.
Еще по теме Особенности сварки меди:
В промышленности используют медь различных марок в зависимости от чистоты по ГОСТ 859-2001.
Особенности сварки меди
: взаимодействие с кислородом
Кислород, если не при менять соответствующих защитных мер, окисляет медь при высоких температурах. Темп окисления существенно возрастает при температуре меди >900оС и особенно тогда, когда она расплавлена.
Кислород в меди находится в связанном состоянии — в виде закиси меди (Сu20), которая образует с медью эвтектику (Сu + Сu2O) с температурой плавления 1065oС, несколько меньшей температуры плавления меди. Поэтому при охлаждении расплавленной меди, затвердевая, эвтектика располагается по границам кристаллитов меди, тем самым ухудшая ее механические и технологические свойства. В то же время при нагревании до 1065ос твердой меди, содержащей кислород, эвтектика оплавляется на границах кристаллитов меди, охрупчивая металл. Все это может привести к образованию трещин в металле при его нагружении, в том числе вызванном сварочными напряжениями.
Температура плавления закиси меди (не в виде эвтектики) 1235oС, выше температуры плавления меди. При охлаждении закись меди также затвердевает по границам кристаллитов меди, снижая ее механические свойства.
Кислород, содержащийся в меди, ухудшает ее пластичность, повышает твердость, уменьшает тепло- и электропроводность.
Особенности сварки меди: взаимодействие с серой.
Сера хорошо растворима в жидкой меди и практически нерастворима в твердой. Содержание серы в меди регламентирует ГОСТ 859-2001, и ее присутствие в ограниченном количестве [до 0,1 % (мас.)] существенно не отражается на сварке.
Особенности сварки меди: взаимодействие с водородом.
Водород влияет на качество сварных соединений из меди и ее сплавов, вызывая пористость в металле шва и образуя трещины. Водород растворяется в меди в соответствии с законом Сивертса, и его растворимость зависит от температуры и парциального давления в газовой атмосфере. Растворимость водорода в меди при кристаллизации изменяется почти в 2 раза сильнее, чем в железе. Это приводит к тому, что при высокой скорости кристаллизации сварочной ванны в процессе сварки меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, и создает высокое давление, при котором зарождаются трещины.
При сварке не исключена возможность образования дефектов в результате термической диффузии водорода из основного металла к шву. Накапливаясь вблизи линии сплавления, водород создает пористость в ОШЗ. Поэтому при сварке ответственных изделий из меди, в которых необходима высокая плотность металла, к основному металлу необходимо предъявлять жесткие требования по содержанию в нем водорода. Электрошлаковый переплав или вакуумная плавка значительно снижают содержание водорода в меди.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварка меди: особенности и технология
Сварка меди и ее сплавов — сложный, но вместе с тем интересный опыт, после которого вы сможете работать с любыми металлами. Дело в том, что медь обладает несколькими свойствами, существенно усложняющими ее сварку. По этой причине существует множество методов соединения деталей из этого металла: точечная сварка меди, сварка меди угольным электродом, газовая сварка меди, дуговая сварка меди, контактная сварка меди и т.д. Также возможна комбинированная сварка, например, сварка меди с нержавейкой, меди с железом и сварка меди со сталью.
Что касается оборудования, тот вам доступна и сварка меди инвертором, и сварка меди полуавтоматом, и сварка с применением иных термических или механических сварочных приспособлений. В этой статье в нашем фокусе именно сварка меди аргоном с применением полуавтомата, как самый распространенный способ соединения медных, медно-никелевых или иных других сплавов. Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Содержание статьи
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется. Давайте перечислим основные нюансы, на которые нужно обратить внимание.
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.
В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Подготовительные мероприятия
Для сварки или для пайки меди нужно соблюсти еще и правила подготовки металла перед сваркой, чтобы результат вас не разочаровал. В зависимости от рода детали (труба, лист, заготовка и т.д.) ее предварительно разрезают на отдельные части, если это необходимо. Медь можно разрезать с помощью шлифмашинки, трубореза или станка. Также возможна плазменно-дуговая резка. Не используйте болгарку или иные подобные инструменты.
Далее нужно разделать кроки у детали. Делается это механическим методом. Также нужно очистить металл и проволоку от окисной пленки и грязи, деталь должна в буквальном смысле блестеть. Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Не используйте слишком жесткую щетку или наждачку с крупным зерном, иначе повредите металл. Также рекомендует выполнить травление присадочной проволоки и детали. Травление выполняется в специальном растворе, который можно приготовить самостоятельно. В качестве основного компонента может выступать азотная, серная или соляная кислота. Кислота смешивается с водой и в раствор помещаются заготовки с проволокой. После травления все нужно промыть в воде и просушить горячим воздухом.
Если деталь имеет толщину более 1 сантиметра, то ее нужно предварительно прогреть в печи или с помощью газовой горелки. Далее детали нужно состыковать друг с другом. Между деталями должен оставаться небольшой зазор, его размер не должен меняться при повторной стыковке. Чтобы точно состыковать детали можно использовать прихватки. Сами прихватки тоже должны быть очищены, чтобы не образовались трещины.
Иногда в процессе сварки используются дополнительные приспособления. Например, графитовые или медные подкладки, а также съемные экраны. Подкладки незаменимы при сварке нижних швов (или увеличивают теплоотвод), а съемные экраны понадобятся при сварке меди на улице (они защитят сварочную зону от ветра).
Настройка режима сварки
Для пайки медных труб и для сварки нужно правильно установить режим. Первое, что вам нужно запомнить — сварка меди осуществляется на постоянном токе и с прямой полярностью. А вот значение сварочного тока меняется. Чтобы узнать, какое значение сварочного тока будет оптимальным, умножьте толщину металла (в миллиметрах) на 100. Вы получите лишь ориентировочное значение тока, более точная настройка станет вам доступна с опытом.
Сварка меди полуавтоматом осуществляется в среде защитного газа. Можно использовать аргон, азот, гелий или смеси из этих газов. Если варите с применением аргона или гелия, то дуга должна быть короткой, до 3 миллиметров. Если варите с азотом, то дуга должна быть 10-12 миллиметров. Существуют отдельные нормы расхода газа. Так, при сварке меди полуавтоматом вы должны расходовать не более 10 литров аргона в минуту, не более 20 литров гелия в минуту и не более 20 литров азота в минуту.
Скорость сварки никак не регламентируется и подбирается индивидуально, исходя из навыков сварщика и типа шва. Если деталь имеет толщину не более 6 миллиметров, то ее можно без проблем варить аргоном без предварительного нагрева. Если деталь толще, то рекомендуем заменить аргон на азот или гелий. Также для сварки меди большей толщины деталь нужно прогреть (температуры от 200 до 300 градусов будет достаточно).
Технология сварки
Сварка меди полуавтоматом должна вестись углом вперед, допускается выпуск электрода не более чем на 7 миллиметров. Электрод может быть графитовым или угольным. Вольфрамовые электроды лучше не использовать при сварке меди, поскольку они слишком быстро расходуются. Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Присадочную проволоку нужно подавать с краю сварочной зоны. Это необходимо для того, чтобы расплавленный металл не попадал на электрод. Что касается режима сварки, то тут подойдут наши рекомендации, которые мы писали выше. Ниже таблица с ориентировочными режимами сварки меди в аргоне.
Как видите, технология сварки меди и ее сплава не так уж сложна. Практикуйтесь как можно больше, прежде чем приступить к ответственной работе.
Вместо заключения
В рамках одной небольшой статьи сложно рассказать про все способы сварки меди, поэтому мы рассказали вам про самый эффективный и распространенный. Для большего комфорта приобретите сварочный пост для пайки и сварки меди. Это компактные комплекты оборудования, закрепленные на металлическом каркасе для транспортировки. Сварочные посты продаются в специализированных интернет-магазинах. Делитесь своим опытом в комментариях, он наверняка будет полезен для новичков. Желаем удачи в работе!
Особенности сварки меди
Плавление меди по разным источникам происходит при температуре 1063-1083 градусов Цельсия. Её плотность составляет 8900 килограмм на кубический метр. Медь имеет высокую теплопроводность, она в 6 раз выше, чем у стали. В связи с этим сварочные работы с ней затруднены. При нагревании и расплавлении медь быстро вступает в реакцию с кислородом, и на поверхности образуется прочная оксидная пленка. Также этот металл обладает высокой жидкотекучестью. Свариваемость этого материала сильно зависит от примесей, находящихся в составе.
В расплавленном состоянии металл активно вступает в реакцию с кислородом и поглощает его. Металл сварочной ванны имеет высокую теплопроводность и при остывании быстро кристаллизуется. Во время этого процесса водород перестает растворяться и не успевает покинуть медь, что в дальнейшем приводит к дефектам, а именно к появлению трещин и пор в сварном шве.
В зоне около шва водород вступает в реакцию с одновалентным оксидом меди (Cu2O), который находится около зерен. В итоге происходит образование паров воды по следующей реакции:
Cu2O + 2H = 2Cu + H2O
Эти водяные пары не растворяются в медном изделии, но и не могут покинуть его. В результате нарастает напряжение в металле, и в большом количестве образовываются микротрещины. Эта реакция имеет название «водородная болезнь». Для предотвращения таких последствий рекомендуется уменьшить процент водорода в зоне сварочных действий. Это достигается путем сварки в среде защитных газов и прокаливанием флюсов и электродов перед началом сварки.
Химический состав и механические свойства марок меди для сварки
Основные варианты прописаны в ГОСТ 895. Они имеют следующие обозначения и химсостав (в %):
Марка | Cu, не менее | Bi | Sb | As | Fe | Ni | Pb | Sn | S | O2 | Zn |
М0 | 99,95 | 0,002 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,02 | 0,005 |
М1 | 99,9 | 0,002 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,08 | 0,005 |
М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | 0,01 | — |
М3 | 99,5 | 0,003 | 0,05 | 0,05 | 0,05 | 0,2 | 0,05 | 0,05 | 0,01 | 0,01 | — |
М4 | 99,0 | 0,005 | 0,2 | 0,2 | 0,1 | — | 0,3 | — | 0,02 | 0,15 | — |
М3С | 99,5 | 0,003 | 0,05 | 0,05 | 0,05 | — | 0,03 | 0,05 | 0,01 | 0,01 | — |
ГОСТ 495 допускает производство медных листов толщиной от 0.4 до 25 миллиметров. Но по индивидуальному заказу допустимо изготовление проката большей толщины. Относительное удлинение может быть около 40%, а предел прочности – 242.5 МПа.
Медь имеет довольно большой предел прочности. При обычной комнатной температуре он достигает 245-265 МПа. Но при нагревании происходит её резкое снижение. При достижении 400 градусов Цельсия прочность составляет всего 10 МПа, а выше 500 градусов металл становится очень хрупким. При нагревании в пределах 700-800 градусов хрупкость становится такой, что медное изделие можно разбить молотком даже несильным ударом.
В связи с этим одной из важных задач при сварке является защита меди от разрушения. Чистый металл, имеющий минимальное количество примесей в составе, имеет плохую жидкотекучесть, при этом он отлично растворяет газы. Эти характеристики ведут к образованию дефектов и усложняют сварку.
Влияние химического состава на сварочные работы
В первую очередь влияние оказывает толщина обрабатываемых деталей. Чем толще стенки, тем сложнее будет их сварить. Также не последнюю роль играет чистота медного изделия. Легирующие элементы, а также кислород, водород и прочие газы тоже оказывают сильное воздействие.
Свариваемость меди зависит в большей степени от примесей, находящихся в составе: мышьяк, висмут, сурьма, свинец. Также этот металл легко вступает в контакт с кислородом, образуя оксидную пленку, и легко растворяет монооксид углерода и водород. В процессе охлаждения происходит образование углекислого газа и капель воды, которые не могут раствориться в металле. Эти вещества образуют большое давление на остывающую медь и приводят к образованию маленьких холодных трещин.
В связи с повышенной жидкотекучестью сварочные работы производятся в горизонтальном положении или при небольших углах наклона.
Влияние кислорода на свариваемость
Присутствие кислорода в меди крайне нежелательно, так как оно приводит к дефектам шва. Обычно это горячие или холодные трещины, которые образовываются как в самом шве, так и в зоне термического влияния.
Градусов П.И. в своих исследованиях пришел к выводу, что кислород в составе меди приводит к повышению прочности, но в то же время уменьшению пластичности. Данные можно посмотреть в таблице:
Содержание меди, % | Содержание кислорода, % | Предел прочности, МПа | Относительное удлинение, % |
99,64 | 0,25 | 240 | 29 |
99,69 | 0,18 | 235 | 35 |
99,68 | 0,12 | 233 | 44 |
Стоит отметить, проблему вызывает не только кислород в составе металла, но и находящийся в воздухе и в составе электродов, флюсов и присадок.
В результате исследований выяснилось, что в участках, подверженных термическому влиянию, кислорода оказывалось больше. Отсюда следует, что количество кислорода в металле прямо пропорционально нагреву и достигает пика в расплавленном состоянии. При этом, опытным путем было выявлено, что при затвердевании меди кислород переходит из зоны термического влияния в сварной шов. А участки вблизи этого шва становились обедненными кислородом.
При реакции с кислородом также образуется двухвалентный оксид меди (CuO). Также, как и одновалентный, он не растворяется в твердом металле и усложняют сварку. Их в обязательно порядке требуется удалять флюсами или обмазками.
При использовании газовой сварки эти соединения можно убрать механически, так как их хорошо видно в ванне расплавленного металла. Одновалентное соединение имеет голубой цвет, а двухвалентное – почти черный.
Влияние водорода и окиси углерода
Помимо кислорода, медь поглощает и другие газы, такие как оксид углерода и водород. Они вступают в реакцию с кислородом, образуя водяной пар и углекислый газ. Они не могут раствориться в меди и пытаются из него выйти. Часто именно они являются причиной образования холодных трещин, так как по сути они раздувают металл при охлаждении. Часто эту проблему именуют «водородной болезнью». Реакцию образования этих соединений можно записать следующим образом:
h3 + Cu2O = 2Cu + H2
CO + Cu2O = 2Cu + CO2
Влияние фосфора и других примесей
Помимо различных оксидов на свойства металла и его обработки влияют и другие элементы состава. Фосфор, висмут, мышьяк, сера, железо и свинец оказывают разное влияние на сварочные работы.
Фосфор хорошо раскисляет. Небольшое его количество повышает прочность шва и свариваемости медных изделий, так как переводит вредные окислы в шлаки. А вот свинец, мышьяк и висмут оказывают негативное воздействие, снижая показатель свариваемости меди.
Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Содержание страницы
Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым. Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
- Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Особенности сварки меди
Плавление меди по разным источникам происходит при температуре 1063-1083 градусов Цельсия. Её плотность составляет 8900 килограмм на кубический метр. Медь имеет высокую теплопроводность, она в 6 раз выше, чем у стали. В связи с этим сварочные работы с ней затруднены. При нагревании и расплавлении медь быстро вступает в реакцию с кислородом, и на поверхности образуется прочная оксидная пленка. Также этот металл обладает высокой жидкотекучестью. Свариваемость этого материала сильно зависит от примесей, находящихся в составе.
В расплавленном состоянии металл активно вступает в реакцию с кислородом и поглощает его. Металл сварочной ванны имеет высокую теплопроводность и при остывании быстро кристаллизуется. Во время этого процесса водород перестает растворяться и не успевает покинуть медь, что в дальнейшем приводит к дефектам, а именно к появлению трещин и пор в сварном шве.
В зоне около шва водород вступает в реакцию с одновалентным оксидом меди (Cu2O), который находится около зерен. В итоге происходит образование паров воды по следующей реакции:
Cu2O + 2H = 2Cu + H2O
Эти водяные пары не растворяются в медном изделии, но и не могут покинуть его. В результате нарастает напряжение в металле, и в большом количестве образовываются микротрещины. Эта реакция имеет название «водородная болезнь». Для предотвращения таких последствий рекомендуется уменьшить процент водорода в зоне сварочных действий. Это достигается путем сварки в среде защитных газов и прокаливанием флюсов и электродов перед началом сварки.
Химический состав и механические свойства марок меди для сварки
Основные варианты прописаны в ГОСТ 895. Они имеют следующие обозначения и химсостав (в %):
Марка | Cu, не менее | Bi | Sb | As | Fe | Ni | Pb | Sn | S | O2 | Zn |
М0 | 99,95 | 0,002 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,02 | 0,005 |
М1 | 99,9 | 0,002 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,08 | 0,005 |
М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | 0,01 | — |
М3 | 99,5 | 0,003 | 0,05 | 0,05 | 0,05 | 0,2 | 0,05 | 0,05 | 0,01 | 0,01 | — |
М4 | 99,0 | 0,005 | 0,2 | 0,2 | 0,1 | — | 0,3 | — | 0,02 | 0,15 | — |
М3С | 99,5 | 0,003 | 0,05 | 0,05 | 0,05 | — | 0,03 | 0,05 | 0,01 | 0,01 | — |
ГОСТ 495 допускает производство медных листов толщиной от 0.4 до 25 миллиметров. Но по индивидуальному заказу допустимо изготовление проката большей толщины. Относительное удлинение может быть около 40%, а предел прочности – 242.5 МПа.
Медь имеет довольно большой предел прочности. При обычной комнатной температуре он достигает 245-265 МПа. Но при нагревании происходит её резкое снижение. При достижении 400 градусов Цельсия прочность составляет всего 10 МПа, а выше 500 градусов металл становится очень хрупким. При нагревании в пределах 700-800 градусов хрупкость становится такой, что медное изделие можно разбить молотком даже несильным ударом.
В связи с этим одной из важных задач при сварке является защита меди от разрушения. Чистый металл, имеющий минимальное количество примесей в составе, имеет плохую жидкотекучесть, при этом он отлично растворяет газы. Эти характеристики ведут к образованию дефектов и усложняют сварку.
Влияние химического состава на сварочные работы
В первую очередь влияние оказывает толщина обрабатываемых деталей. Чем толще стенки, тем сложнее будет их сварить. Также не последнюю роль играет чистота медного изделия. Легирующие элементы, а также кислород, водород и прочие газы тоже оказывают сильное воздействие.
Свариваемость меди зависит в большей степени от примесей, находящихся в составе: мышьяк, висмут, сурьма, свинец. Также этот металл легко вступает в контакт с кислородом, образуя оксидную пленку, и легко растворяет монооксид углерода и водород. В процессе охлаждения происходит образование углекислого газа и капель воды, которые не могут раствориться в металле. Эти вещества образуют большое давление на остывающую медь и приводят к образованию маленьких холодных трещин.
В связи с повышенной жидкотекучестью сварочные работы производятся в горизонтальном положении или при небольших углах наклона.
Влияние кислорода на свариваемость
Присутствие кислорода в меди крайне нежелательно, так как оно приводит к дефектам шва. Обычно это горячие или холодные трещины, которые образовываются как в самом шве, так и в зоне термического влияния.
Градусов П.И. в своих исследованиях пришел к выводу, что кислород в составе меди приводит к повышению прочности, но в то же время уменьшению пластичности. Данные можно посмотреть в таблице:
Содержание меди, % | Содержание кислорода, % | Предел прочности, МПа | Относительное удлинение, % |
99,64 | 0,25 | 240 | 29 |
99,69 | 0,18 | 235 | 35 |
99,68 | 0,12 | 233 | 44 |
Стоит отметить, проблему вызывает не только кислород в составе металла, но и находящийся в воздухе и в составе электродов, флюсов и присадок.
В результате исследований выяснилось, что в участках, подверженных термическому влиянию, кислорода оказывалось больше. Отсюда следует, что количество кислорода в металле прямо пропорционально нагреву и достигает пика в расплавленном состоянии. При этом, опытным путем было выявлено, что при затвердевании меди кислород переходит из зоны термического влияния в сварной шов. А участки вблизи этого шва становились обедненными кислородом.
При реакции с кислородом также образуется двухвалентный оксид меди (CuO). Также, как и одновалентный, он не растворяется в твердом металле и усложняют сварку. Их в обязательно порядке требуется удалять флюсами или обмазками.
При использовании газовой сварки эти соединения можно убрать механически, так как их хорошо видно в ванне расплавленного металла. Одновалентное соединение имеет голубой цвет, а двухвалентное – почти черный.
Влияние водорода и окиси углерода
Помимо кислорода, медь поглощает и другие газы, такие как оксид углерода и водород. Они вступают в реакцию с кислородом, образуя водяной пар и углекислый газ. Они не могут раствориться в меди и пытаются из него выйти. Часто именно они являются причиной образования холодных трещин, так как по сути они раздувают металл при охлаждении. Часто эту проблему именуют «водородной болезнью». Реакцию образования этих соединений можно записать следующим образом:
h3 + Cu2O = 2Cu + H2
CO + Cu2O = 2Cu + CO2
Влияние фосфора и других примесей
Помимо различных оксидов на свойства металла и его обработки влияют и другие элементы состава. Фосфор, висмут, мышьяк, сера, железо и свинец оказывают разное влияние на сварочные работы.
Фосфор хорошо раскисляет. Небольшое его количество повышает прочность шва и свариваемости медных изделий, так как переводит вредные окислы в шлаки. А вот свинец, мышьяк и висмут оказывают негативное воздействие, снижая показатель свариваемости меди.
Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Содержание страницы
Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым. Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
- Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V-образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V-образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).
Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко. Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Сварка меди и медных сплавов
Медь и ее сплавы, включая латунь и бронзу, являются важными металлами из-за их электрической и теплопроводности, а также коррозионной стойкости. В этой статье будут рассмотрены конкретные требования, методы, оборудование и технологии для сварки этих металлов с сохранением характеристик их материалов.Традиционная сварка меди может быть сложной задачей, потому что из-за ее высокой теплопроводности медь отводит тепло от сварного шва намного быстрее, чем, например, сталь.В результате требуются высокие уровни энергии и тепла, чтобы полностью расплавить две детали и создать прочный сварной шов.
Методы сварки меди
Высокая теплопроводность и скорость расширения меди и сплавов, таких как латунь, также могут вызвать коробление и деформацию сварных швов легче, чем сталь. Во избежание этого может потребоваться предварительный нагрев заготовок. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и выполнение прихваточных швов, расположенных ближе друг к другу.
Некоторые легирующие металлы в меди, например алюминий, вступают в реакцию с кислородом с образованием оксидных пленок на поверхности. Их необходимо удалить перед сваркой вместе с любой производственной грязью или другими загрязнениями с поверхностей, чтобы они не попали в сварной шов. Эти частицы имеют тенденцию испаряться при высокой температуре сварки, оставляя пустоты и вызывая пористость.
Чтобы предотвратить это, проверяйте и очищайте детали и сварные детали до и после каждого этапа прихватывания и сварки. Используйте только шлифовальные круги и проволочные щетки, которые использовались для нержавеющей стали или меди / медно-никелевого сплава, но никогда для углеродистой стали, чтобы предотвратить загрязнение частицами углерода.
Вот основные варианты материала решетки для гриля:
Медь в основном легирована оловом, цинком, алюминием, кремнием и никелем, а также небольшими количествами других элементов. Латунь — это медно-цинковый сплав, а бронза — это медь, легированная оловом, алюминием или кремнием.
Еще одна распространенная комбинация — медно-никелевые сплавы: 90/10 (от 90% меди до 10% никеля) или 70/30 (от 70% меди до 30% никеля). При использовании этого материала можно не беспокоиться о создании зон термического влияния, которые могут изменить характеристики металла.
Точный состав каждого медного сплава будет определять его физические свойства, такие как температура плавления, что, в свою очередь, влияет на его сварочные характеристики. Например, сваривать медно-никелевый сплав на самом деле проще, чем сваривать медь, потому что его более низкая теплопроводность не требует предварительного нагрева.
Сварочный процесс
По данным Ассоциации разработчиков меди, для сварки всех типов меди и медных сплавов подходят как MIG, так и дуговая сварка вольфрамовым электродом (GTAW) и TIG, или дуговая сварка вольфрамовым электродом (GTAW).
Экранированная дуговая сварка металлом (SMAW) или сварка палкой может использоваться с некоторыми медными сплавами, такими как алюминиевая бронза, кремниевая бронза и медно-никелевый сплав.
Защита от газа важна для предотвращения образования оксидов во время процесса сварки, которые могут привести к пористости. Убедитесь, что присадочный металл находится в пределах защиты газовой защиты, чтобы предотвратить окисление.
Для меди используются те же вольфрамовые электроды, которые использовались бы для сварки TIG стали.
Предотвращение сварочного воздействия
Неполное сплавление сварного шва может произойти из-за высокой теплопроводности металлов.Перед сваркой предварительно нагрейте эти сплавы, включая латунь, содержащую менее 20% цинка.
Некоторые медные сплавы, включая медно-никелевый сплав, склонны к горячему растрескиванию после охлаждения сварного шва. Чтобы этого не произошло, тщательно очистите поверхность заготовок, чтобы удалить даже небольшое количество загрязнений. Уменьшите скорость охлаждения, сведя к минимуму количество добавляемого тепла. Другие медные сплавы с низким содержанием алюминия следует предварительно нагревать, чтобы снизить риск растрескивания.
Выбор газа
Газообразный аргон можно использовать при сварке более толстых медных материалов или сплавов с более низкой теплопроводностью, таких как медно-никелевый сплав.Однако большая часть сварки меди и медных сплавов должна выполняться с гелием или гелием, смешанным с аргоном, чтобы обеспечить большее тепловложение к обрабатываемым деталям.
Industrial Metal Supply предлагает все необходимое для сварки меди, включая сварочные аппараты, сварочные материалы, а также различные формы и размеры меди, латуни и бронзы.
Сварка медных сплавов
Медь и медные сплавы предлагают уникальное сочетание свойств материала. что делает их выгодными для многих производственных сред.Они есть широко используются из-за их превосходной электрической и теплопроводности, выдающаяся устойчивость к коррозии, простота изготовления и хорошая прочность и сопротивление усталости. Другие полезные характеристики включают искробезопасность, износостойкость металл-металл, свойства низкой проницаемости и отличительный цвет.Сварочные процессы
На производстве медь часто соединяют сваркой. Дуговая сварка процессы имеют первостепенное значение. Дуговая сварка может выполняться с использованием дуговая сварка в среде защитного металла (SMAW), дуговая сварка вольфрамовым электродом (GTAW), газовая дуговая сварка (GMAW), плазменная дуговая сварка (PAW) и под флюсом дуговая сварка (SAW).Процессы дуговой сварки. Медь и большинство медных сплавов могут быть соединены дуговая сварка. Сварочные процессы, в которых используется газовая защита, обычно предпочтительнее, хотя SMAW можно использовать для многих некритических приложений.
Аргон, гелий или их смеси используются в качестве защитных газов для GTAW, PAW и GMAW. Обычно при ручной сварке используется аргон. материал имеет толщину менее 3 мм, имеет низкую теплопроводность или и то, и другое. Гелий или смесь 75% гелия и 25% аргона рекомендуется для машинная сварка тонких профилей и ручная сварка более толстых секции из сплавов, обладающие высокой теплопроводностью.Маленькое количество азота можно добавить в защитный газ аргон, чтобы увеличить эффективное тепловложение.
Дуговая сварка защищенным металлом может использоваться для сварки в широком диапазоне толщин. медных сплавов. Покрытые электроды для SMAW медных сплавов бывают доступны стандартные размеры от 2,4 до 4,8 мм.
Газо-вольфрамовая дуговая сварка. Хорошо подходит для газо-вольфрамовой дуговой сварки для меди и медных сплавов из-за сильной дуги, которая дает очень высокая температура в стыке и узкий термообработанный зона (HAZ).
При сварке меди и медных сплавов с большей теплопроводностью интенсивность дуги важна для завершения сварки с минимальным нагрев окружающего основного металла с высокой проводимостью. Стрелка ЗТВ особенно желательна при сварке медных сплавов, которые были затвердели от атмосферных осадков.
Можно использовать многие стандартные вольфрамовые или легированные вольфрамовые электроды. в GTAW меди и медных сплавов. Факторы выбора обычно Рассмотренные для вольфрамовых электродов применяются в основном к меди и медные сплавы.За исключением определенных классов медных сплавов, торированный вольфрам (обычно EWTh-2) предпочтителен из-за его лучшего производительность, более длительный срок службы и повышенная устойчивость к загрязнениям.
Газометаллическая дуговая сварка. Для соединения используется дуговая сварка газом и металлом. из меди и медных сплавов толщиной менее 3 мм, а GMAW предпочтительнее для профилей толщиной более 3 мм и для соединения алюминиевых бронз, кремниевых бронз и медно-никелевых сплавов.
Плазменно-дуговая сварка. Сварка меди и медных сплавов использование PAW сравнимо с GTAW для этих сплавов. Аргон, гелий или смеси из двух используются для сварки всех сплавов. Газообразный водород должен никогда не использоваться при сварке котлов.
Плазменная дуговая сварка имеет два явных преимущества по сравнению с GTAW: (1) вольфрамовая сварка. скрыт и полностью экранирован, что значительно снижает загрязнение электрода, особенно для сплавов с низкой температурой кипения. компоненты, такие как латунь, бронза, фосфористая бронза и алюминий бронзы, и (2) построенный дуговый факел дает начало более высокому дуговому энергии при минимизации роста ЗТВ.Как и в случае с GTAW, текущий Также можно использовать пульсацию и линейное изменение тока. Плазменная сварка оборудование было уменьшено для сложной работы, известной как микроплазма сварка.
Плазменно-дуговая сварка меди и медных сплавов может производиться как автогенно или с присадочным металлом. Выбор присадочного металла идентичен к тому, что указано для GTAW. Автоматизация и механизация этого процесса легко выполняется и предпочтительнее, чем GTAW, если загрязнение может ограничивать эффективность производства.Положения сварки для PAW идентичны для GTAW. Тем не менее, режим плазменной замочной скважины был оценен для толстых секций в вертикальном положении. Как правило, вся информация представленный для GTAW применим к PAW.
Дуговая сварка под флюсом. Сварка толстостенных материалов, например труб. сформирован из толстого листа, может быть получен непрерывным дуговым током под зернистым флюсом. Эффективное раскисление и шлакометаллические реакции на формирование требуемого состава металла шва имеет решающее значение, и процесс SAW все еще находится в стадии разработки для материалов на основе меди. Вариант этого, процесс может быть использован для наплавки или наплавки.В продаже для медно-никелевых сплавов следует использовать флюсы.
Металлургия сплавов и свариваемость
Многие распространенные металлы легированы медью для получения различных видов меди. сплавы. Наиболее распространенными легирующими элементами являются алюминий, никель, кремний, олово и цинк. Остальные элементы и металлы легированы в небольших количествах. для улучшения определенных характеристик материала, таких как коррозионная стойкость или обрабатываемость.Медь и ее сплавы делятся на девять основных групп.Эти основные группы:
- Медь , содержащая не менее 99,3% Cu
- Сплавы с высоким содержанием меди , содержащие до 5% легирующих элементов
- Медно-цинковые сплавы (латуни) , содержащие до 40% Zn
- Сплавы медно-оловянные (фосфористые бронзы) , содержащие до до 10% Sn и 0,2% P
- Медно-алюминиевые сплавы (алюминиевые бронзы) , содержащие до до 10% Al
- Медно-кремниевые сплавы (кремниевые бронзы) , содержащие до 3% Si
- Медно-никелевые сплавы , содержащие до 30% Ni
- Медно-цинк-никелевые сплавы (никель-серебро) , содержащие до до 7% Zn и 18% Ni
- Специальные сплавы , содержащие легирующие элементы для улучшения конкретное свойство или характеристика, например обрабатываемость
Многие физические свойства медных сплавов важны для сварочные процессы, включая температуру плавления, коэффициент тепловое расширение, а также электрическая и теплопроводность. Определенный легирующие элементы значительно уменьшают электрические и термические проводимости меди и медных сплавов.
Некоторые легирующие элементы оказывают заметное влияние на свариваемость медь и медные сплавы.Небольшие количества летучих токсичных примесей элементы часто присутствуют в меди и ее сплавах. Как результат, требование эффективной системы вентиляции для защиты сварщик и / или оператор сварочного аппарата более критичны, чем при сварке черных металлов.
Цинк снижает свариваемость всех латуней относительно процент цинка в сплаве. Цинк имеет низкую температуру кипения, что приводит к образованию токсичных паров при сварке медно-цинковых сплавов.
Олово увеличивает склонность к образованию горячих трещин при сварке, когда присутствует в количестве от 1 до 10%. Олово по сравнению с цинком далеко менее летучий и токсичный. Во время сварки олово может предпочтительно окисляются относительно меди. Результатом будет улавливание оксида, что может снизить прочность сварного шва.
Бериллий, алюминий и никель образуют вязкие оксиды, которые должны удалить перед сваркой.Образование этих оксидов во время сварочный процесс должен быть предотвращен защитным газом или флюсом в в сочетании с использованием соответствующего сварочного тока. Оксиды никель меньше мешает дуговой сварке, чем бериллий или алюминий. Следовательно, никель-серебро и медно-никелевые сплавы менее чувствительны. от типа сварочного тока, используемого во время процесса. Бериллий содержащие сплавы также выделяют токсичные пары во время сварки.
Кремний благотворно влияет на свариваемость медно-кремниевых сплавов. из-за его раскисляющего и флюсирующего действия.
Кислород может вызвать пористость и снизить прочность сварных швов. в некоторых медных сплавах, которые не содержат достаточного количества фосфор или другие раскислители. Кислород можно найти в виде свободного газа или в виде закись меди. Чаще всего свариваемые медные сплавы содержат раскислитель. элемент, обычно фосфор, кремний, алюминий, железо или марганец.
Железо и марганец не оказывают существенного влияния на свариваемость сплавов, которые их содержат.Железо обычно присутствует в некоторых специальные латуни, алюминиевые бронзы и медно-никелевые сплавы в количествах от 1,4 до 3,5%. Марганец обычно используется в тех же сплавах, но в более низкие концентрации, чем у железа.
Присадки для машинной обработки. Свинец, селен, теллур и сера входят в добавлен в медные сплавы для улучшения обрабатываемости. Висмут начинается также могут использоваться для этой цели, когда требуются бессвинцовые сплавы. Эти второстепенные легирующие добавки, улучшая обрабатываемость, значительно влиять на свариваемость медных сплавов, заставляя сплавы трещать горячими восприимчивый.Неблагоприятное влияние на свариваемость начинает проявляться при около 0,05% добавки и более жесткие при более высоких концентрациях. Свинец — самый вредный из легирующих добавок по отношению к горячим трещинам. восприимчивость.
Факторы, влияющие на свариваемость
Помимо легирующих элементов, входящих в состав определенного медного сплава, несколько других факторов влияют на свариваемость. Эти факторы являются термическими проводимость свариваемого сплава, защитный газ, вид ток, используемый во время сварки, конструкция соединения, положение при сварке, состояние и чистота поверхности.Влияние теплопроводности. Поведение меди и меди сплавов при сварке сильно влияет теплопроводность сплава. При сварке товарных котлов и легколегированной меди. материалы с высокой теплопроводностью, родом тока и защитный газ должен быть выбран так, чтобы обеспечить максимальный подвод тепла к стыку. Такое высокое тепловложение противодействует быстрому рассеиванию напора вдали от локализованная зона сварного шва.В зависимости от толщины секции предварительный нагрев может быть требуется для медных сплавов с более низкой теплопроводностью. Интерпасс температура должна быть такой же, как при предварительном нагреве. Медные сплавы не головка после сварки обрабатывается так же часто, как и сталь, но некоторые сплавы могут требуют контролируемой скорости охлаждения для минимизации остаточных напряжений и горячего краткость.
Сварочное положение. Из-за высокой текучести меди и его сплавов, плоское положение используется по возможности для сварки.Горизонтальное положение используется при угловой сварке угловых швов. и тройники.
Сплавы с дисперсионным упрочнением. Самое главное реакции дисперсионного твердения получаются с бериллием, хромом, бор, никель, кремний и цирконий. При сварке необходимо соблюдать осторожность. дисперсионно-твердеющие медные сплавы, чтобы избежать окисления и неполного слияние. По возможности компоненты следует сваривать в отожженных состояние, а затем сварной конструкции необходимо дать дисперсионно-твердое состояние. термическая обработка.
Горячее растрескивание. Сплавы медные, такие как медь-олово и медь-никель, подвержены горячему растрескиванию при температурах затвердевания. Этот характеристика проявляется во всех медных сплавах с широким диапазон температур от ликвидуса до солидуса. Сильные усадочные напряжения производят междендритное разделение при затвердевании металла. Горячее растрескивание можно свести к минимуму за счет уменьшения ограничений во время сварки, медленного предварительного нагрева скорость охлаждения и уменьшение величины сварочных напряжений, а также уменьшение размер корневого отверстия и увеличение размера корневого прохода.
Пористость. Определенные элементы (например, цинк, кадмий и фосфор) имеют низкие температуры кипения. Испарение этих элементов во время сварки может образоваться пористость. При сварке медных сплавов содержащие эти элементы, пористость может быть минимизирована за счет более высокого сварного шва. скорости и присадочный металл в этих элементах невысокий.
Состояние поверхности. Смазка и оксид на рабочих поверхностях должны быть снимается перед сваркой.Можно использовать проволочную щетку или яркое окунание. Милискейл на поверхностях алюминиевой бронзы и кремниевой бронзы снимается на расстояние от области сварного шва не менее 13 мм, обычно механическими средствами. Смазка, краска, следы от мелка, магазинная грязь и т. Д. Загрязнения медно-никелевых сплавов могут вызвать охрупчивание и должны снимать перед сваркой. Милискаль на медно-никелевых сплавах должен быть удаляются шлифованием или травлением; чистка проволочной щеткой неэффективна.
Ударная сварка алюминия с медью и нержавеющей сталью с помощью испарительного привода из фольги: влияние циклов термообработки на механические свойства и микроструктуру
W.G. Chace, H.K. Moore, eds: Exploding Wires , Plenum Press, New York, 1959, vol. 4.
Келлер Д.В., Пеннинг Р.Дж. (1962) Взрывающиеся провода. У. Чейз, Х. Мур (редакторы). Plenum Press, New York, vol 2, pp. 263–77.
Глава Google ученый
Дж. Р. Страуд: Новый вид детонатора — Slapper , 1976, UCRL-77639.
Чау Х. Х., Диттбенер Дж., Хофер У. В., Хонодель, Калифорния, Стейнберг Д. Д., Страуд Дж. Р., Вайнгарт Р. К., Ли Р. С. (1980) Ред.Sci. Instrum. 51: 1676-81.
Артикул Google ученый
А. Вивек, Г.С. Даен, Г.А. Табер и Дж. Р. Джонсон: заявка на патент США 13 / 838,556, 2013.
Crossland, B., 1982, Сварка металлов взрывом и ее применение, Oxford University Press, Нью-Йорк.
Google ученый
Псик, В., Риш, Д., Кинси, Б. Л., Теккая, А.Э., Кляйнер М., 2011, J. Mater. Процесс. Technol., 211, 787-829.
Артикул Google ученый
Cooper, P., 1997, Explosives Engineering, Wiley-VCH, pp. 290-93.
Google ученый
Вивек, А., Хансен, С.Р., Лю, Б.С., и Даэн, Г.С., 2013, J. Mater. Процесс. Technol., 213, с. 2304-11.
Артикул Google ученый
A.A. Дерибас, В.А. Симонов, И. Закчаренко: Исследования параметров сварки взрывом для произвольных комбинаций металлов и сплавов , Труды 6 -й Международной конференции по изготовлению материалов с высокими энергозатратами, 1975, т. 4, стр. 1024.
Johnson, J. R., Taber, G., Vivek, A., Zhang, Y., Golowin, S., Banik, K., and Daehn, G. S., 2009, Steel Res. Инт., 80, 359-65.
Google ученый
Вивек А., Лю Б. К., Хансен С. Р. и Даэн Г. С., 2014, J. Mater. Процесс. Technol. 214 (8) 1583-89.
Артикул Google ученый
G.R. Коуэн, О. Бергманн, А.Х. Хольцман: Металл. Пер. , 1971, т. 2. С. 3145–55.
Ф. Х. Уэбб, Н. Чейз, М. Эрнстен и А.В. Толлеструп: Exploding Wires , 1959, vol. 1, стр. 33.
Сонг Ю., Костка А.Вихмайер М., Раабе Д., 2011, Mater. Sci. Англ. А, 528, стр. 2641-47.
Артикул Google ученый
Гриньон, Ф., Бенсон, Д., Веккио, К.С., Мейерс, М.А., 2004, Int. J. Impact Eng., 30, стр. 1333-51.
Артикул Google ученый
Акбари Мусави, С.А.А., Фархади Сартанги, П., 2009 Mater. Des. 30 (3), 459-68.
Артикул Google ученый
Zhang, Y., Babu, S., and Daehn, G. S., 2010, J. Mater. Sci., 45, стр. 4645-51.
Артикул Google ученый
Розенталь И., Мириев А., Тувал Э., Стерн А., Фраге Н., 2014, Металлогр. Микроструктура. Анальный. 3. С. 97-103.
Артикул Google ученый
| Введение Медь и медные сплавы являются важными инженерными материалами из-за их хорошей электрической и теплопроводности, коррозионной стойкости, износостойкости металла по металлу и отличительного эстетического внешнего вида. Медь и большинство медных сплавов можно соединять сваркой, пайкой и пайкой. В этом разделе мы поговорим о различных медных сплавах и дадим некоторые рекомендации о том, как соединить эти металлы без ухудшения их коррозионных или механических свойств и без появления дефектов сварных швов. Основные группы медных сплавов
Сплавы с высоким содержанием меди: (a) Медь, свободная для механической обработки — для улучшения обработки могут применяться низколегированные добавки серы или теллура.Эти сорта считаются несвариваемыми из-за очень высокой склонности к растрескиванию. Сварочные котлы соединяются пайкой и пайкой. Медно-цинковые сплавы (латунь): Медные сплавы, в которых цинк является основным легирующим элементом, обычно называют латунными. Латунь бывает кованой и литой, при этом литые изделия обычно не такие однородные, как кованые. Добавление цинка к меди снижает температуру плавления, плотность, электрическую и теплопроводность, а также модуль упругости. Добавки цинка увеличивают прочность, твердость, пластичность и коэффициент теплового расширения.Латуни можно разделить на две свариваемые группы: с низким содержанием цинка (до 20% цинка) и с высоким содержанием цинка (30-40% цинка). Основные проблемы, возникающие с латунью, связаны с улетучиванием цинка, которое приводит к образованию белых паров оксида цинка и пористости металла шва. Сплавы с низким содержанием цинка используются для изготовления ювелирных изделий и монет, а также в качестве основы для золотых пластин и эмали. Сплавы с более высоким содержанием цинка используются там, где важна более высокая прочность. Применения включают сердечники и баки автомобильных радиаторов, светильники, замки, сантехническую арматуру и цилиндры насосов. Медно-оловянные сплавы (фосфорная бронза): Медные сплавы, содержащие от 1% до 10% олова. Эти сплавы доступны в деформируемой и литой формах. Эти сплавы подвержены горячему растрескиванию в напряженном состоянии. Следует избегать использования высоких температур предварительного нагрева, большого количества подводимого тепла и медленных скоростей охлаждения. Примеры конкретных применений включают в себя опоры мостов и расширительные пластины и фитинги, крепежные детали, химическое оборудование и компоненты текстильного оборудования. Медно-алюминиевые сплавы (алюминиевая бронза): Содержат от 3% до 15% алюминия с существенными добавками железа, никеля и марганца. Обычные области применения сплавов из алюминиевой бронзы включают насосы, клапаны, другую водную арматуру и подшипники для использования в морской и других агрессивных средах. Медно-кремниевые сплавы (кремниевая бронза): Доступны как кованые, так и литые. Кремниевая бронза имеет важное промышленное значение из-за ее высокой прочности, отличной коррозионной стойкости и хорошей свариваемости.Добавление кремния к меди увеличивает прочность на разрыв, твердость и скорость наклепа. Бронза с низким содержанием кремния (1,5% Si) используется в линиях гидравлического давления, трубах теплообменников, морском и промышленном оборудовании и крепежных изделиях. Бронза с высоким содержанием кремния (3% Si) используется для аналогичных применений, а также для химического технологического оборудования и судовых гребных валов. Медно-никелевые сплавы: Медно-никелевые сплавы, содержащие 10-30% Ni, обладают средней прочностью, обеспечиваемой никелем, который также улучшает стойкость меди к окислению и коррозии.Эти сплавы обладают хорошей формуемостью в горячем и холодном состоянии и производятся в виде плоского проката, труб, прутков, труб и поковок. Общие применения включают пластины и трубки для испарителей, конденсаторов и теплообменников. Медно-никель-цинковые сплавы (никель-серебро): Содержат цинк в диапазоне 17% -27% вместе с 8% -18% никеля. Добавление никеля делает эти сплавы серебристыми по внешнему виду, а также увеличивает их прочность и коррозионную стойкость, хотя некоторые из них подвержены децинкованию и могут быть подвержены коррозионному растрескиванию под напряжением.Конкретные области применения включают оборудование, крепеж, детали оптики и камеры, травильный инвентарь и пустотелые изделия. Свариваемость меди и медных сплавов Сварочные процессы, такие как газовая дуговая сварка металла (GMAW) и газовая дуговая сварка вольфрамовым электродом (GTAW), обычно используются для сварки меди и ее сплавов, поскольку при сварке материалов с высокой теплопроводностью важен высокий локальный подвод тепла.Может использоваться ручная дуговая сварка металла (MMAW) меди и медных сплавов, хотя качество не такое хорошее, как при сварке в среде защитного газа. Свариваемость меди варьируется в зависимости от марки чистой меди (а), (б) и (в). Высокое содержание кислорода в меди с твердым пеком может привести к ожогу в зоне термического влияния и пористости металла сварного шва. Медь, раскисленная фосфором, более поддается сварке, при этом пористость можно избежать за счет использования присадочной проволоки, содержащей раскислители (Al, Mn, Si, P и Ti).Тонкие секции можно сваривать без предварительного нагрева, хотя более толстые секции требуют предварительного нагрева до 60 ° C. Медные сплавы, в отличие от меди, редко требуют предварительного нагрева перед сваркой. Свариваемость значительно различается для разных медных сплавов, и необходимо соблюдать осторожность, чтобы обеспечить выполнение правильных процедур сварки для каждого конкретного сплава, чтобы снизить риски сварочных дефектов. 2.1 Конструкции сварных швов для соединения меди и медных сплавов:
2.2 Подготовка поверхности: 2.3 Предварительный нагрев: Газовая дуговая сварка (GMAW) меди и медных сплавов 3.1 GMAW меди: Таблица 1: Типичные условия для ручного GMAW
* см. Рисунок 2 Рекомендуемые защитные газы для GMAW меди и медных сплавов:
Подробную информацию см. В Руководстве по защитному газу . 3.2 GMAW медно-кремниевых сплавов: Сварочные материалы типа ERCuSi-A, а также экранирование аргоном и относительно высокие скорости перемещения используются в этом процессе. Aufhauser Silicon Bronze — это провод на основе меди, рекомендованный для GMAW медно-кремниевых сплавов. Важно убедиться, что оксидный слой удаляется проволочной щеткой между проходами. В предварительном нагреве нет необходимости, а температура между проходами не должна превышать 100 ° C. 3.3 GMAW медно-оловянных сплавов (фосфорная бронза):Эти сплавы имеют широкий диапазон затвердевания, что дает крупнозернистую дендритную структуру. Поэтому во время сварки необходимо соблюдать осторожность, чтобы предотвратить растрескивание металла шва. Горячая закалка металла шва снизит напряжения, возникающие во время сварки, и вероятность растрескивания. Сварочную ванну следует сохранять небольшого размера, используя бусинки стрингера при высокой скорости движения. Газовая вольфрамовая дуговая сварка (GTAW) меди и медных сплавов 4.1 GTAW меди: Медные профили толщиной до 16,0 мм можно успешно сваривать с использованием процесса GTAW. Типовые конструкции шарниров показаны на Рисунок 1 . Рекомендуемая присадочная проволока — это присадочный металл, состав которого аналогичен составу основного металла. Для секций толщиной до 1,6 мм предпочтительным является защитный газ аргон, а для сваривания секций толщиной более 1,6 мм предпочтительны смеси гелия. По сравнению с аргоном смеси аргона и гелия обеспечивают более глубокое проплавление и более высокие скорости перемещения при том же сварочном токе.Смесь 75% He / 25% Ar обычно используется для обеспечения хороших характеристик проплавления гелия в сочетании с легким зажиганием дуги и улучшенными характеристиками стабильности дуги аргона. Для GTAW меди с бусинами стрингера или бортами с узким переплетением предпочтительна прямая сварка. Типичные условия для ручной GTAW меди показаны в таблице 2 ниже. Таблица 2: Типичные условия для ручной GTAW
* см. Рисунок 1 4.2 Газовая вольфрамовая дуговая сварка медно-алюминиевых сплавов: Присадочный стержень ERCuAl-A2 может использоваться для GTAW сплавов алюминия и бронзы.Переменный ток (AC) с защитой аргоном может использоваться для обеспечения действия по очистке дуги, что способствует удалению оксидного слоя во время сварки. Отрицательный электрод постоянного тока (DC-) со сварочными смесями аргона или аргона с гелием может использоваться в приложениях, требующих более глубокого проплавления и более высокой скорости перемещения. Предварительный нагрев требуется только для толстых секций. 4.3 Газовая вольфрамовая дуговая сварка кремний-бронзы: Пруток из кремниевой бронзы Aufhauser (ERCuSi-A) можно использовать для сварки кремниевой бронзы во всех положениях.Также можно использовать сварочный пруток из алюминиевой бронзы ERCuAl-A2. Сварка может выполняться на постоянном токе с использованием аргона или аргон / гелий, либо на переменном токе с использованием защитного газа аргона. Ручная металлическая дуговая сварка (MMAW) меди и медных сплавов 5.1 MMAW меди: MMAW обычно используется для технического обслуживания и ремонтной сварки меди, медных сплавов и бронз. Электрод Aufhauser PhosBronze AC-DC (ECuSn-C) может использоваться для следующих целей:
Конструкции шарниров должны быть аналогичны показанным на Рисунок 1 .Положительный электрод постоянного тока (DC +) следует использовать с методом стрингера. Сечения более 3,0 мм требуют предварительного нагрева до 250 ° C или выше. 5.2 Ручная дуговая сварка медных сплавов металлом:Aufhauser PhosBronze AC-DC (ECuSn-C) может использоваться для сварки медно-оловянных и медно-цинковых сплавов. Требуются большие стыковые углы, и наплавка металла шва должна выполняться методом стрингера. Таблица 3: Рекомендации по MMAW латуни и фосфорной бронзы
Пайка меди и медных сплавов Принцип пайки заключается в соединении двух металлов сплавлением с присадочным металлом.Наплавочный металл должен иметь более низкую температуру плавления, чем основные металлы, но выше 450 ° C (при пайке используется присадочный металл с температурой плавления менее 450 ° C). Обычно требуется, чтобы присадочный металл попадал в узкий зазор между деталями за счет капиллярного действия. Пайка широко используется для соединения меди и медных сплавов, за исключением алюминиевых бронз, содержащих более 10% алюминия, и сплавов, содержащих более 3% свинца. Пайка меди широко используется в электротехнической промышленности, а также в строительстве и в области отопления, вентиляции и кондиционирования воздуха. Для достижения надлежащего сцепления во время пайки необходимо учитывать следующие моменты:
Для очистки неблагородных металлов меди подходят стандартные процедуры обезжиривания с использованием растворителя или щелочи. Необходимо соблюдать осторожность, если для удаления поверхностных оксидов используются механические методы. Для химического удаления поверхностных оксидов следует использовать соответствующий травильный раствор. 6.2 Соображения по конструкции соединения:
Используйте нейтральное пламя. Нейтральное пламя — это когда равные количества кислорода и ацетилена смешиваются с одинаковой скоростью. Белый внутренний конус четко очерчен и не имеет дымки. 6.4 Удаление флюса: Если использовался флюс, остатки необходимо удалить одним из следующих методов:
Сварка меди припоем Сварка пайкой — это технология, аналогичная сварке плавлением, за исключением того, что присадочный металл имеет более низкую температуру плавления, чем основной металл. Процесс пайки твердым припоем зависит от прочности на разрыв наплавленного присадочного металла, а также от фактической прочности связи, развиваемой между присадочным металлом и основным металлом.Кислородно-ацетилен обычно предпочтителен из-за его более легкого схватывания пламени и быстрого тепловложения. 7.1 Выбор сплава:Сплав, наиболее подходящий для работы, зависит от прочности соединения, устойчивости к коррозии, рабочей температуры и экономических характеристик. Обычно используются следующие сплавы: Aufhauser Low Fuming Bronze или Aufhauser Low Fuming Bronze (с флюсовым покрытием). 7.2 Подготовка шва:Типичные конструкции швов показаны на Рисунок 4 ниже.
7.3 Регулировка пламени Используйте слегка окисляющее пламя. 7.4 Флюс:Используйте Aufhauser Copper and Brass Flux , смешайте до пасты с водой и нанесите на обе стороны стыка. Стержень можно покрыть пастой или нагреть и окунуть в сухой флюс. 7,5 Предварительный нагрев:Предварительный нагрев рекомендуется только для тяжелых секций. 7.6 Углы выдувной трубы и стержня:Наконечник горловины и металлическая поверхность от 40 ° до 50 °. Расстояние внутреннего конуса от металлической поверхности 3,25 мм до 5.00мм. Присадочный стержень к металлической поверхности от 40 ° до 50 °. Таблица 5: Данные для сварки пайкой меди
После предварительного нагрева или после того, как соединение нагреется до температуры, достаточной для сплавления присадочного стержня и меди, расплавьте шарик металла с конца стержня и нанесите его на стык, смачивание или лужение поверхность.Когда произойдет лужение, начинайте сварку форхендом. Не роняйте присадочный металл на неокрашенные поверхности. См. Рисунок 5 .
Для удаления остатков флюса можно использовать любой из следующих методов:
Наполнители Aufhauser Aufhauser производит полную линейку сплавов для пайки и сварки меди.Мы поможем вам выбрать подходящий медный сварочный сплав из нашей Таблицы выбора . |
Факторы, влияющие на свойства сварных швов Al-Cu из-за образования интерметаллических соединений | Международный журнал машиностроения и материаловедения
Введение
Многие отрасли, такие как морская, аэрокосмическая, нефтехимическая и автомобильная промышленность, осознали потенциал сварки разнородных металлов для создания безопасных конструкций, которые могут работать в изменяющихся условиях эксплуатации, в то время как в то же время предлагая экономию производственных затрат.Например, соединения Al-Cu используются в качестве электрических соединителей во многих отраслях промышленности из-за их хорошей коррозионной стойкости и электропроводности (Klauke, 2012; Feng et al. 2012a). Однако механические свойства соединений Al-Cu могут быть снижены из-за хрупких фаз интерметаллических соединений, образующихся во время сварки. Чтобы уменьшить количество этих хрупких интерметаллических соединений в стыке, требуется дополнительная обработка, которая увеличивает стоимость производства.
Соединения Al-Cu сложно изготовить сваркой плавлением из-за значительной разницы в химическом составе и физических свойствах основных металлов.Следовательно, эти типы разнородных соединений в основном свариваются процессами твердотельной сварки, когда необходимо учитывать только различия в физических и механических свойствах основных металлов (Joseph 2006). С другой стороны, при сварке плавлением необходимо учитывать множество других факторов, таких как разбавление присадочного металла и основных металлов, физические свойства основных металлов и присадочного металла, а также используемая термообработка.
Предыдущие исследования показали образование оксидного слоя на алюминиевой подложке сварного шва в соединениях Al-Cu, изготовленных сваркой плавлением, что приводит к недостаточному соединению и неэффективным электрическим свойствам (Lloyd 1957).Это явление неполного плавления в стыке, вызванное образованием оксида, также было отмечено при сварке трением (Ochi, et al., 2004). Другая проблема, обнаруженная при сварке Al и Cu, заключается в том, что взаимная растворимость между Al и Cu происходит в жидком состоянии, но после затвердевания образуются хрупкие интерметаллические соединения, что приводит к ухудшению свойств сварного шва (Weigl & Schmidt, 2009). Эти хрупкие интерметаллические соединения могут вызывать трещины из-за значительной разницы в температуре плавления, теплопроводности и теплового расширения основных металлов, миграции элементов и микроструктурного градиента (Sun & Karppi, 1996; Posinasetti and Prasad 2005; Joseph 2006; Игорь и Шмидт, 2006).Хотя процессы плавления и сварки в твердом состоянии сталкиваются с несколько разными проблемами при сварке Al и Cu, основной проблемой, общей для обоих процессов сварки, является образование хрупких интерметаллических соединений в стыке.
С точки зрения срока службы образование оксидов представляет значительные трудности. Когда соединение подвергается воздействию окружающей среды, Al легко окисляется, что приводит к сопротивлению прохождению электрического тока. Более того, хрупкие интерметаллические соединения растут в процессе эксплуатации, ухудшая свойства сварного шва.Хрупких интерметаллических соединений можно избежать, используя фазовую диаграмму Al и Cu для выбора подходящих процессов и параметров сварки и подходящих присадочных металлов, а также контролируя эффект разбавления между основными металлами и присадочными металлами. Следовательно, чтобы снизить производственные затраты, необходимо изучить дополнительные факторы, которые влияют на образование интерметаллических соединений и их влияние на соединение.
В статье рассматриваются факторы, влияющие на свойства соединений Al-Cu, в частности образование интерметаллических соединений во время сварки и в процессе эксплуатации.Чтобы получить более полное представление о сварочных свойствах разнородных соединений Al-Cu, в исследовании сравнивается образование интерметаллических соединений при сварке Al (1060) с чистой Cu процессами сварки с высокой плотностью энергии, процессами сварки в твердом состоянии и методами пайки.
Факторы, влияющие на свойства сварного шва Al-Cu
Свойства сварного шва Al-Cu зависят от микроструктуры, сформированной в металле шва и вдоль смежных сторон сварного шва. Более того, фазы интерметаллических соединений, образующиеся в микроструктуре, имеют большое влияние на свойства сварного шва.
Влияние разбавления основных металлов
Неправильное разбавление (т.е. растворимость) между свариваемыми металлами влияет на микроструктурные образования и, таким образом, влияет на механические свойства металла шва (Joseph 2006). Из фазовой диаграммы, показанной на рис. 1, можно видеть, что максимальная растворимость Cu в Al для твердого раствора составляет всего 5,65 мас.% Cu (Mai and Spowage 2004). Следовательно, соединение, образованное сваркой трением, может содержать хрупкие интерметаллические соединения (т.е.е. CuAl 2 , CuAl и Cu 9 Al 4 ) вдоль переходной области Cu из-за несоответствующего разбавления между Al и Cu. Эти хрупкие интерметаллические соединения снижают механические свойства соединения (Sahin, 2009).
Рис.1Фазовая диаграмма двойной системы Al-Cu (Xia, et al., 2008; Sujin, et al., 2014)
Дефекты также образуются вдоль соединения Al-Cu из-за неправильного разбавления основного металла и присадочного металла, если он используется.Например, пустоты образовывались в паяном соединении Al-Cu из-за эффекта Киркендалла и из-за неправильного разбавления между атомами Al и Cu и атомами Zn присадочного металла. Это неправильное разбавление произошло из-за того, что бинарная система Al-Cu имела более высокое сродство, чем система Cu-Zn, поэтому атомы Cu имели тенденцию реагировать с Al с образованием хрупких интерметаллических соединений CuAl 2 (Lee, et al., 2002; Leonardo, et al. др., 2011; Feng & Xue, 2013). Исследование Balasundaram et al. (2014) показали, что пайка Al и Cu с добавлением цинка в качестве присадочного металла создает макротрещины на краю медной стороны.Макротрещины образовались из-за разбавления Zn Al и Cu, отталкивающего Cu, что привело к межкристаллитным трещинам из-за охрупчивания жидким металлом. Таким образом, пластичная фаза меди во время разбавления трансформировалась в хрупкие интерметаллические структуры, когда она вступала в контакт с жидким металлом (Nicholas & Old, 1979). Из приведенных выше исследований можно отметить, что присадочный металл для сварки с Zn оказывает значительное влияние на интерметаллические соединения и дефекты, образующиеся при разбавлении основных металлов. Следовательно, соответствующий выбор присадочного металла, соответствующего основным металлам, должен быть рассмотрен при стремлении уменьшить количество дефектов в соединениях Al-Cu.
Интерметаллические соединения, образованные эффектами разбавления и градиентами состава, влияют на характеристики затвердевания в металле шва (Hayes, et al., 2011). Затвердевание интерметаллических соединений влияет на фазообразование, которое определяет свойства соединения (Sun & Moisio, 1994). Паяное соединение Al-Cu с присадочным металлом Zn-15Al имело интерметаллическое соединение CuAl 2 во время разбавления, что увеличивало время затвердевания, что приводило к улучшению свойств (Feng et al.2012b). Более того, исследование сварного лазером соединения Al-Cu, проведенное Zuo и др. (2014) показали изменение толщины промежуточного слоя из-за градиентов растворенного вещества во время разбавления, и этот градиент растворенного вещества увеличивал время затвердевания, что приводило к улучшению свойств. Следовательно, тип, количество и микроструктурное расположение фаз в металле сварного шва во время затвердевания интерметаллических соединений и градиент состава влияют на свойства соединения.
Помимо градиента состава и эффекта разбавления, параметры разбавления и сварки также влияют на сварочные свойства соединения Al-Cu через их влияние на образование интерметаллических соединений.Например, эксперимент Лю и др. (2008) показали, что соединение Al-Cu, полученное сваркой трением с перемешиванием, имеет образование хрупких интерметаллических соединений, что приводит к ухудшению свойств. Такое ухудшение свойств сварного шва было связано с неполным разбавлением металлов и влиянием положения инструмента в процессе сварки. С другой стороны, Ли и др. (2012) отметили, что соединение Al-Cu, полученное сваркой трением с перемешиванием, в своей работе имело полное растворение в сварном шве без образования интерметаллических соединений, как показано на рис.2. Это было достигнуто смещением позиции инструмента. Кроме того, соединение обладало хорошими пластичными свойствами. Таким образом, параметры сварки, влияющие на разбавление, уменьшают образование хрупких интерметаллидов в металле шва.
Рис.2( a ) Макроскопический вид соединений Al-Cu без интерметаллических соединений и ( b ) внешний вид поверхности соединения (Li, et al., 2012)
Из этих исследований ясно, что неправильный выбор присадочного металла, соответствующего основным металлам, в процессе пайки и неправильное положение сварочного инструмента при сварке трением с перемешиванием привели к неправильному разбавлению основного металла и присадочного металла.Это, в свою очередь, приводит к образованию хрупких интерметаллических соединений, что приводит к ухудшению свойств и образованию дефектов. Однако интерметаллические соединения и градиенты композита увеличивают время затвердевания во время разбавления при лазерной сварке и пайке. Это приводит к улучшению механических свойств сварного шва.
Влияние физических свойств
Существенная разница между физическими свойствами алюминия и меди приводит к образованию хрупких интерметаллических структур и создает проблемы при формировании металла шва как для процессов плавления, так и для сварки в твердом состоянии.Например, Суджин и др. (2014) показали, что при лазерной сварке внахлест с Cu, расположенным ниже Al, Al не может погружаться в подложку из Cu из-за более высокой плотности Cu. Однако с Cu (верхняя сторона) и Al (нижняя сторона) Cu может легко погрузиться в алюминиевую подложку, что приведет к надлежащему разбавлению и последующему улучшению свойств. Физические свойства играют жизненно важную роль в разбавлении металлов. Некоторые из основных физических свойств алюминия и меди показаны в таблице 1, а их влияние на формирование металла сварного шва обсуждается ниже.
Таблица 1 Физические свойства алюминия и меди Таблица 2 Сравнение сварки трением с перемешиванием, лазерной сварки и пайки при сварке алюминия (1060) и чистой медиТемпература плавления
Одним из наиболее важных факторов при сварке плавлением разнородных соединений, а также в процессах сварки в твердом состоянии является температура плавления двух основных металлов.Заметная разница в температуре плавления основных металлов может привести к разрыву металла с более низкой температурой плавления (Hayes, et al., 2011). Например, при сварке трением Al плавится больше, чем Cu, из-за более низкой температуры плавления Al по сравнению с Cu (Sahin, 2009). Более того, исследование Bisadi, et al. (2013) о процессе сварки трением с перемешиванием показывает, что соединения со значительной разницей в температурах плавления основного металла, сваренные с высокой температурой сварки, имеют полости в переходной зоне из Al и Cu.Предыдущее исследование показало, что остаточные термические напряжения и деформации несоответствия возникают в соединениях Al-Cu из-за значительной разницы в температурах плавления Al и Cu (Mai & Spowage, 2004). Значительная разница в температуре плавления также влияет на внешний вид поверхности стыка. Лазерная сварка внахлест с Al (верхняя сторона) и Cu привела к таким проблемам, как образование большого сварного шва и большая зона термического влияния на стороне Al из-за низкой температуры плавления и высокой поглощающей способности длины волны лазера алюминием (Weigl, и другие., 2011; Суджин и др., 2014). Вышеупомянутые исследования показывают, что разница в температуре плавления влияет на дефекты и внешний вид поверхности соединений Al-Cu и, таким образом, влияет на механические свойства сварного шва.
Некоторые исследования показывают, что разница температур плавления приводит к образованию хрупких и высокоэлектрических интерметаллических соединений в металле сварного шва (Song-bai, et al., 2003; Ouyang, et al., 2006; Sahin, 2009). Ухудшения свойств сварного шва можно избежать, если учесть разницу в температуре плавления на этапе проектирования соединения, а также использовать подходящий присадочный металл и параметры сварки.
Теплопроводность
Значительная разница в теплопроводности металлов в разнородном соединении приводит к тому, что к металлу передается больше тепла с более высокой теплопроводностью, что приводит к неравномерному распределению тепла и локализованному плавлению металла (Hayes, et al., 2011). Это неравномерное распределение тепла и локализованное плавление ухудшают свойства сварного шва. Например, высокие значения твердости были обнаружены в области Cu соединения Al-Cu, полученного сваркой трением, из-за более высокой теплопроводности Cu по сравнению с Al (Sahin, 2009).Такая твердость может привести к хрупкости в области Cu, что может привести к легкому разрушению соединения. Более того, Takehiko et al. (1999 (Online — 2010)) при исследовании процесса ультразвуковой сварки заметили снижение прочности связи между Al и Cu из-за высокой теплопроводности Cu. Вышеупомянутые исследования показывают, что процессы твердотельной сварки сталкиваются с проблемами, возникающими из-за значительной разницы в теплопроводности основного металла. При сварке плавлением возникают дополнительные проблемы, связанные с добавлением в стык присадочного металла.
Al и Cu обладают высокой температуропроводностью, что приводит к трудностям при соединении с помощью процессов сварки плавлением (Sahin, 2009). Например, Hailat, et al. (2012) обнаружили, что лазерная сварка внахлест соединений Al-Cu со сплавом оловянной фольги в качестве присадочного металла дает более мелкое проплавление на медной стороне и большее образование пористости в сварном шве по сравнению со сварным швом, сформированным без присадочного металла. Металлический наполнитель поглощал лазерную энергию из-за своей высокой теплопроводности и высокой отражательной способности основных металлов, что привело к образованию барьерного слоя для теплопроводности между основными металлами (Hailat, et al., 2012). Суджин и др. (2014) сообщили только о частичном проплавлении металла шва при лазерной сварке.
Чтобы смягчить проблемы, вызванные теплопроводностью, источники нагрева в процессах сварки плавлением могут быть направлены на металл с более высокой теплопроводностью (например, Cu в соединении Al-Cu) или металл с более высокой теплопроводностью может быть предварительно нагрет ( Hayes, et al., 2011).
В некоторых случаях, однако, заметная разница в теплопроводности оказывает положительное влияние на соединение: например, при исследовании с использованием сварки трением с перемешиванием не образовывались зоны термического влияния из-за высокой скорости снижения температуры из-за высокой термической проводимость Cu (Sarvghad-Moghaddam, et al., 2014).
Приведенные выше исследования показывают, что заметное различие в теплопроводности металлов оказывает как положительное, так и отрицательное влияние на свойства соединения. Однако различие в теплопроводности не влияет на образование интерметаллических соединений. Вредные эффекты можно уменьшить, принимая во внимание свойства металла при проектировании соединения или вводя в соединение соответствующий третий металл (например, присадочный металл).Следовательно, при выборе присадочного металла необходимо учитывать основные металлы и их теплопроводность для обеспечения высоких свойств соединения (Hayes, et al., 2011).
Коэффициент теплового расширения
Коэффициент теплового расширения считается важным фактором из-за его влияния на образование несплошностей в стыке, которые значительно ухудшают свойства сварного шва. Например, соединение Al-Cu, полученное сваркой трением с перемешиванием (Bisadi, et al., 2013) образовывались полости в металле сварного шва из-за значительной разницы в тепловом расширении, как показано на рис. 3. Частицы алюминия вдавливались в медную сторону, что приводило к образованию макроструктурной полости в металле сварного шва после закалки. процесс.
Рис. 3Образование каверны в переходном слое при сварке трением с перемешиванием (Bisadi, et al., 2013)
Для соединений Al-Cu, сваренных плавлением, значительная разница в тепловом расширении может привести к горячим трещинам во время сварки и холодным трещинам во время эксплуатации соединения.Растрескивание происходит из-за растягивающих напряжений в одном металле и сжимающих напряжений в другом, которые возникают во время затвердевания металлов (Hayes, et al., 2011). Этот феномен был также отмечен в исследовании Weigl et al. (2011) о лазерной сварке с адаптивными присадочными материалами (например, AlSi12 и CuSi3), которые обнаружили зарождение трещин в соединении в результате высоких растягивающих напряжений, вызванных заметной разницей в тепловом расширении.
Исследования показывают, что соединение с разницей в тепловом расширении металла влияет на внешний вид поверхности и геометрию сварного шва (Hayes, et al., 2011). Например, исследование Zuo, et al. (2014) о лазерной сварке соединений Al-Cu сообщили об образовании выпуклости вверх в переходном слое из-за более высокого коэффициента расширения Al, чем у Cu, как показано на рис. 4. Эта выпуклость вверх в переходном слое привела к недостаточное разбавление между металлами и неглубокий и широкий сварной шов.
Рис. 4Образование вогнутости в переходном слое соединения, сваренного лазером Al-Cu (Zuo, et al., 2014)
Вышеупомянутые исследования показывают, что значительная разница в тепловом расширении может привести к образованию дефектов и разрыву соединения как при сварке плавлением, так и при сварке в твердом состоянии.Однако разница не влияет на образование интерметаллидов. Термическая обработка после сварки может уменьшить образование дефектов, вызванных различиями в тепловом расширении.
Влияние параметров сварки
Параметры сварки варьируются в зависимости от применяемых процессов и технологий сварки, а также используемых сплавов алюминия и меди. Выбранные параметры определяют разбавление металла, формирование свойств и внешний вид поверхности соединения, а свойства основного металла и присадочного металла, если они используются, должны учитываться при выборе параметров сварки.Однако различные исследования сходятся во мнении, что при сварке разнородных соединений твердотельная сварка показывает лучшее образование соединений, чем процессы сварки плавлением. Например, механические свойства соединений Al-Cu могут быть улучшены в процессах сварки трением путем выбора подходящего времени трения, давления и давления осадки. Сахин (2009) показал, что предел прочности соединения увеличивается до максимального значения, а затем постепенно уменьшается с дальнейшим увеличением давления трения и времени. Это снижение прочности происходит из-за рассеивания тепла и образования хрупких интерметаллических соединений в виде серого слоя на границе раздела стыка.
Конструкция соединения влияет на параметры сварки, которые, в свою очередь, влияют на свойства сварного шва. Это было продемонстрировано на паяном соединении Al-Cu, в котором большое расстояние между сварным швом улучшило электрические характеристики соединения Al-Cu (Solchenbach et al. 2014). При лазерной сварке внахлест Суджин и др. (2014) показали, что соединение имеет полное проникновение, когда Al расположен над Cu, тогда как противоположное размещение дает только частичное проникновение в Al. Частичное проплавление было обусловлено высокой скоростью сварки, использованной в исследовании, а также высокой отражательной способностью и теплопроводностью меди.Далее было отмечено, что увеличение скорости лазерной сварки снижает количество образующихся интерметаллических соединений и улучшает свойства соединения при растяжении. Mai и Spowage (2004), с другой стороны, обнаружили трещины затвердевания в сварном лазером шве в результате высокой скорости сварки. Кроме того, высокая скорость сварки снижает прочность соединения на сдвиг (Zuo, et al., 2014). Исследования также показали, что для однородной и успешной сварки между Al и Cu требуется высокая импульсная мощность в течение короткой продолжительности (Mai & Spowage, 2004; Zuo, et al., 2014). В приведенном выше разделе показано, что совокупное влияние параметров сварки и других факторов (например, конструкции соединения и физических свойств основного металла) влияет на соединения Al-Cu за счет снижения свойств сварного шва и образования хрупких интерметаллических соединений.
Однако в некоторых случаях исследования показали, что на свойства сварного шва влияют только параметры сварки. Коррозионная стойкость в соединениях, образованных сваркой трением с перемешиванием, была улучшена за счет регулировки параметров сварки (Jariyaboon, et al., 2007; Кришнан и др., 2009). Акинлаби и др. (2014) проанализировали коррозионные свойства соединений, сваренных трением с перемешиванием, и обнаружили, что скорость коррозии соединений снижается с увеличением скорости вращения перемешиваемого трением. Кроме того, скорость вращения улучшила поток материала в соединении за счет перемешивающего действия инструмента (Liu, et al., 2008). Изменения в инструментах для сварки трением с перемешиванием с одинаковыми параметрами сварки привели к изменению микроструктуры и свойств сварного шва. Различные конфигурации инструментов изменяют эффекты нагрева от трения, тем самым влияя на режим деформации металла (Mubiayi and Akinlabi, 2013).Например, Sarvghad-Moghaddam, et al. (2014) показали доминирующее влияние инструмента на свойства и микроструктуру сварного шва за счет изменения уступа инструмента и штифта. Galvão et al. (2010; 2012), которые экспериментировали со сваркой трением с перемешиванием с использованием спиральных и конических инструментов для перемешивания трением, показали, что этот инструмент имеет огромное влияние на создание успешных сварных соединений. При использовании инструмента с коническим уступом Al на продвигающейся стороне приводил к нерегулярной микроструктуре; однако образование дефектов уменьшилось.Al на отходящей стороне приводил к образованию интерметаллических соединений в результате механического смешивания Al с Cu-матрицей. Сварные швы, сформированные коническим инструментом, имели гладкий вид и мелкую зернистость. При использовании инструмента со спиральным буртиком в обоих соединениях образовывались хрупкие интерметаллические соединения из-за нисходящего потока материала. Поверхность шва имела блестящий наплавленный валик с глубокими пустотами. Большинство исследований показывают, что для уменьшения интерметаллических соединений при сварке трением с перемешиванием инструмент следует размещать в Cu на отходящей стороне (Liu, et al., 2008; Тан и др., 2013). Однако Сюэ и др. (2010) предполагают, что смещение инструмента со стороны алюминия уменьшает толщину интерметаллического соединения и образование дефектов, а также улучшает свойства изгиба и растяжения. Их исследование также показало, что тонкий и однородный сплошной слой интерметаллического соединения улучшает прочность сцепления и механические свойства соединения. Соответствующий выбор инструментов и их расположение на материале (т.е. на стороне подачи и на стороне отхода) в процессе сварки трением с перемешиванием снижает образование интерметаллических соединений и, таким образом, улучшает прочность соединения.
Однако изменение скорости сварки и подводимого тепла может отрицательно сказаться на соединении, приводя к неоднородностям. При изучении соединений Al-Cu, образованных сваркой трением с перемешиванием, Tohid и др. (2010) показали, что высокая скорость сварки приводит к образованию полости. Эффект от низкой скорости сварки был другим; микротрещины, образованные рядом с частицами Cu вдоль стыка, как показано на рис. 5. Yong, et al. (2006) заявили, что образование полости происходит из-за недостаточного тепловложения для разбавления металлов.Yong et al. также отметил, что тепловыделение инструментом, который погружается вдоль стыка, обратно пропорционален скорости сварки. Как и в исследовании Tohid et al (2010), Bisadi et al. (2013) также обнаружили образование полости при высокой температуре сварки. При низкой температуре сварки, в отличие от результата Tohid et al., Было обнаружено, что соединение имеет дефекты каналов. Причиной образования этих дефектов была высокая диффузия меди к алюминиевому листу.
Рис. 5Образование каверн и микротрещин в результате сварки трением с перемешиванием в металле шва (Tohid, et al., 2010)
Параметры сварки явно влияют на соединение через образование интерметаллических соединений и их влияние на свойства и дефекты сварного шва. Основными параметрами, влияющими на свойства сварного шва Al-Cu, являются скорость сварки, подвод тепла и положение инструмента. Оптимальные параметры меняются в зависимости от требований к обслуживанию.
Влияние присадочного металла
Добавление присадочного металла обычно играет важную роль при сварке разнородных соединений.Выбор подходящего присадочного металла зависит от физических свойств основных металлов и используемого процесса сварки. Кроме того, требования к конструкции стыка должны быть совместимы с выбранным присадочным металлом. Были представлены критерии выбора присадочного металла для разнородных соединений, чтобы обеспечить лучшие свойства металла сварного шва и успешное соединение без каких-либо разрывов (Hayes, et al., 2011). При выборе подходящего присадочного металла для соединения следует учитывать его растекаемость.Растекаемость присадочного металла на подложке зависит от одного из двух факторов: взаимного разбавления металлов или образования интерметаллических соединений (Feng et al. 2012b). Например, присадочный металл Zn-Al, используемый в процессе пайки, имеет линейное увеличение смачиваемости (т. Е. Растекаемости) на подложке из Al и Cu с увеличением содержания Al в присадочном металле, как показано на рис. 6 (Feng et al. 2012b ). Однако степень взаимного разбавления присадочного металла на алюминиевой подложке снижается, что приводит к образованию интерметаллических соединений.Кроме того, микротвердость паяного шва увеличивается с увеличением содержания Al в присадочном металле Zn-Al, что приводит к хрупкому разрушению соединения.
Рис. 6Зоны растекания на подложках из Al и Cu с увеличением содержания Al в присадочных металлах Zn-Al (Feng et al. 2012b)
Исследования показывают, что добавление соответствующих элементов (т.е. основанных на свойствах основного металла) в присадочный металл улучшило свойства сварки Al-Cu и уменьшило количество интерметаллических соединений.Исследование Feng et al. (2013) по пайке соединений Al-Cu с добавлением Ti к присадочному металлу Zn-22 Al показали, что смачиваемость присадочного металла снижалась с увеличением содержания Ti, как показано на рис. 7. Однако увеличение содержания Ti привело к уменьшение интерметаллических соединений в соединении и увеличение прочности соединения на сдвиг. Добавление Ce к присадочному металлу вместо Ti, исследованное Фенгом и Сюэ (2013), привело к получению более тонкого интерметаллического слоя. Слой, образованный Zn-22Al-0.Присадочный металл 05Ce был тоньше, чем присадочный металл Zn-22Al, потому что Ce изменял диффузию атомов и подавлял рост слоя интерметаллического соединения, что приводило к улучшению свойств сварного шва.
Рис. 7Площадь растекания на медной подложке при увеличении содержания Ti в присадочном металле (Feng et al., 2013)
Исследования показывают, что интерметаллические соединения, образующиеся при добавлении присадочного металла, могут оказывать положительное влияние на свойства сварного шва.Например, Xia, et al. (2008) показали, что сварной шов, образованный присадочным металлом Al-Si, имел призматическую объемную интерметаллическую структуру на стороне Al. Рост призматического зерна Al был обусловлен эвтектической реакцией основного металла Al и Si в присадочном металле. Равномерный рост призматической структуры из алюминия положительно сказался на механических свойствах металла шва.
Помимо уменьшения интерметаллических соединений, добавление присадочного металла может улучшить другие свойства и уменьшить количество дефектов.Исследования показали, что соответствующие присадочные металлы, такие как сплавы Zn-Al для паяных соединений Al-Cu, обеспечивают высокую коррозионную стойкость и лучшие механические свойства по сравнению с другими присадочными металлами (Berlanga-Labari et al. 2011; Feng et al. 2012b; Yan, и др., 2013). Исследования также показали, что добавление подходящего присадочного металла, имеющего низкую температуру плавления, приводит к снижению остаточного напряжения в соединениях Al-Cu (Xiao et al. 2013). С другой стороны, неподходящий присадочный металл приводит к образованию дефектов в металле сварного шва.Это было продемонстрировано в исследованиях Berlanga-Labari et al. (2011), в котором было замечено, что пайка соединения Al-Cu с эвтектическим присадочным металлом Zn-Al привела к однородной микроструктуре, но с такими дефектами, как пористость и трещины. В случае лазерной сварки Weigl et al. (2011) провели эксперимент с адаптированными присадочными материалами, которые использовались при термической сварке и пайке (AlSi12 и CuSi3). В наплавленном металле наблюдались микротрещины в присадочном материале AlSi12; Сварные швы, образованные CuSi3, имели образование макротрещин и низкое разбавление, но были лучше, чем сварные швы, сформированные без присадочных металлов.В заключение следует отметить, что использование соответствующего присадочного металла в соединениях Al-Cu улучшает свойства соединения, способствуя надлежащему разбавлению, что снижает количество интерметаллических соединений и приводит к меньшему количеству дефектов.
Влияние термической обработки
В некоторых случаях термическая обработка может быть благоприятной для одного из основных металлов, но неблагоприятной для другого основного металла, что приведет к образованию дефектов сварного шва. В экспериментальном исследовании сварки твердым телом Вонбае и др. (2005) показали, что сварное трением соединение после длительного отжига имело различные интерметаллические соединения, а рост толщины интерметаллических соединений в сварном шве увеличивался за счет высоких температур отжига, что показано на рис.8. Таким образом, длительное время отжига и высокая температура отжига привели к ухудшению свойств.
Рис. 8Изменение толщины интерметаллида за счет ( a ) изменения температуры отжига и ( b ) изменения времени отжига (Wonbae, et al., 2005)
То же явление было обнаружено в экспериментах Фэна и Сюэ (Feng and Xue, 2013) на паяных соединениях Al-Cu. Их работа показала, что интерметаллический слой растет с увеличением времени старения.Кроме того, прочность на сдвиг снижалась с увеличением времени старения из-за увеличения толщины интерметаллического соединения. Было отмечено, что паяные соединения Al-Cu, сформированные с использованием присадочного металла Zn-22Al-0,05Ce, имели более высокую прочность на сдвиг по сравнению с соединениями, сформированными с использованием присадочного металла Zn-22Al. При номинальном времени старения соединение имело режим вязкого разрушения; однако из-за увеличения времени старения соединение перешло в режим хрупкого разрушения.
Приведенные выше исследования показывают, что увеличение температуры и времени термообработки выше номинального уровня приводит к увеличению толщины интерметаллического соединения за счет большего разбавления металлов, что в конечном итоге приводит к образованию дефектов и ухудшению свойств соединения.
Факторы, влияющие на свойства соединения Al-Cu в процессе эксплуатации
Основные проблемы соединения обычно возникают только тогда, когда соединение подвергается условиям эксплуатации. Соединения Al-Cu в основном используются в электротехнической промышленности в качестве электрических соединителей, поэтому ключевым фактором является окисление, поскольку соединения Al-Cu легко окисляются, что приводит к сопротивлению электрическому потоку (Klauke, 2012). Следовательно, необходимо учитывать свойства соединения и формирование микроструктуры при эксплуатации соединений.
Физико-механические свойства соединения
Свойства сформированного металла шва зависят от состава металла шва и образовавшихся интерметаллических фаз (Hayes, et al., 2011). Например, Вонбае и др. (2005) показали, что соединение, полученное сваркой трением с перемешиванием, имеет образование интерметаллических соединений с низкой проводимостью, что приводит к увеличению электрического сопротивления в соединении. Браунович и Александров, 1994, показали, что сварные трением соединения Al-Cu, подвергнутые воздействию электрического тока, имеют значительные трещины вдоль стыка, а также в фазах, образующихся в стыке.Соединения, работающие при высокой температуре и сильном токе, показали рост интерметаллических соединений и повышенное электрическое сопротивление в соединении. Растрескивание и повышенное электрическое сопротивление были вызваны диффузией атомов Cu в межфазной области и образованием интерметаллических соединений. Solchenbach и др. (2014) показали связь между электрическим сопротивлением и прочностью на сдвиг в соединениях, паяных лазером Al-Cu. По мере увеличения прочности на сдвиг электрическое сопротивление в соединении со временем уменьшалось, как показано на рис.9.
Рис. 9Связь между электрическим сопротивлением и прочностью на сдвиг (Solchenbach, et al., 2014)
Приведенные выше исследования показывают, что на электрические свойства влияют интерметаллические соединения, образующиеся в соединении во время его эксплуатации. Исследования также показывают, что интерметаллиды влияют на механические свойства соединения. Например, исследование Брауновича и Александрова в 1994 г. показало, что высокая микротвердость интерметаллических соединений приводит к хрупкости, приводящей к легкому разрушению и низкой механической прочности соединения.Аналогичный результат был получен при пайке соединения алюминия и меди, содержащего фазу Al 2 Cu (Feng et al. 2012b). Характеристики твердости, создаваемые интерметаллическими соединениями Al 2 Cu, приводят к повышенной хрупкости металла сварного шва, который может действовать как концентратор напряжения, приводящий к возникновению трещин. Соединение, образованное присадочным металлом Zn-15Al, имело наивысшую прочность на сдвиг из-за равномерного распределения интерметаллического соединения Al 2 Cu, которое также могло снизить электрическое сопротивление (Feng et al.2012b).
С лазерной сваркой, Суджин и др. (2014) показали, что сварные лазерной сваркой соединения Cu-Al легко разрушаются из-за большой зоны сварного шва и образования интерметаллических соединений (CuAl и Al 2 Cu). Работа Weigl и др. (2011) по лазерной сварке с адаптированными присадочными материалами (например, AlSi12 и CuSi3) показали, что значение твердости больше снижается с присадочным металлом AlSi12 из-за равномерного распределения концентрации Cu и интерметаллических соединений. Кроме того, сварной шов, образованный присадочным металлом AlSi12, имел наивысшую вязкость, за ним следовал сварной шов, выполненный из присадочного металла CuSi3, причем сварной шов, образованный без присадочных металлов, имел самую низкую пластическую прочность.Пластичность сварного шва, выполненного с использованием присадочного металла AlSi12, была обусловлена менее крупной сотовой структурой.
Из обсуждения в этом разделе можно заметить, что свойства сварного шва влияют на стабильность во время эксплуатации за счет образования интерметаллических соединений. Кроме того, низкие свойства сварного шва и образование фазы хрупкого интерметаллического соединения в соединении могут привести к выходу соединения из строя во время эксплуатации.
Стабильность микроструктуры в соединении
Разные соединения различаются по концентрации атомов и их активности (т.е.е. потенциальный химический градиент) в металле шва. Эта активность может привести к диффузии атомов с градиентом концентрации металла или против него. Поэтому трудно предсказать свойства или конкретную миграцию атомов в разнородном соединении во время сварочных процессов, а также при эксплуатации при высоких температурах. Миграция конкретного атома или движение атома зависит от температуры, а также времени и приводит к изменениям свойств и стабильности металла шва (Joseph 2006; Hayes, et al., 2011). Многочисленные исследования соединений Al-Cu показали, что тип и микроструктура поверхности раздела, образованной в соединении, определяют стабильность соединения. Кроме того, соответствующая толщина и тонкое распределение интерметаллического слоя положительно влияют на свойства соединения (Pang, et al., 2001; Song, et al., 2003; Huseyin et al. 2005; Lin, et al. , 2009). Например, Лоуренс и др. (1998) заметили, что соединение Cu-Al, сваренное сваркой трением с перемешиванием, имело сложную интеркаляцию с элементами завихрения и вихря, которые были нестабильными на границе раздела.Чжао и др. (2013) отметили такую же закрученную деформацию в соединениях Al-Cu, выполненных ультразвуковой точечной сваркой, как показано на рис. 10а. Их исследование показало, что возникновение завихрения было связано с высокой энергией, поскольку острие инструмента больше проникало в металл, что приводило к грубому смещению. Если соединение находится в высокотемпературной среде, вихревая деформация также может возникнуть в результате смещения, что сделает соединение нестабильным. Завихрение имеет положительный эффект увеличения прочности на сдвиг, но отрицательный эффект — образование пустот в металле сварного шва, как показано на рис.10б. (Чжао и др., 2013). Чтобы избежать разрушения соединения во время эксплуатации, эти прослои и микроструктурные фазовые образования следует учитывать на этапах проектирования и устранять с помощью соответствующих параметров сварки.
Фиг.10a Образование завихрений и b образование пустот в соединении Al-Cu (Zhao, et al., 2013)
Feng et al. (2012b) обнаружили для паяных соединений Al-Cu, что интерметаллические соединения, образующиеся на Cu-подложке, изменяют фазу в результате изменения содержания Al в присадочном металле (Zn-Al).Кроме того, повышенное содержание Al в присадочном металле приводило к образованию объемных интерметаллидов, которые повышали температуру плавления и отрицательно влияли на свойства соединения. Feng и др. (2013) обнаружили, что добавление Ti к присадочному металлу Zn-Al стабилизировало микроструктурные изменения в области интерфейса, преобразовывая объемную структуру в структуру в форме иглы. Стабильность микроструктуры влияет на свойства соединения Al-Cu через образовавшийся градиент состава и образование интерметаллической структуры, приводящее к изменению микроструктуры.
Характеристики стойкости к коррозии и окислению
В разнородном металле сварного шва коррозия может возникать либо в фазе соединения, либо в анодном металле из-за образования гальванических элементов. Образование гальванических ячеек является результатом локализованных ячеек между фазами соединения и приводит к серьезным дефектам металла сварного шва, таким как водородное охрупчивание и коррозия под напряжением. Например, исследование Acarer (2012) по сварке взрывом показало гальваническую коррозию биметалла Al-Cu, поскольку Al действовал как анод из-за высокой электроотрицательности.Следовательно, Al в интерметаллической зоне подвергался большей коррозии, чем сторона Cu, что можно увидеть на Рис. 11.
Рис. 11a Корродированный биметалл соединения Al-Cu и b вид в разрезе корродированного биметалла Al-Cu (Acarer, 2012)
Исследование биметаллической коррозии в морской воде показало, что Al не был защищен от сильной коррозии из-за активности и пассивности Al и Cu (Francis 2000).Другие исследования коррозии показали, что металл сварного шва Al-Cu подвергается коррозии из-за влаги, захваченной во время сварки, и может выйти из строя во время эксплуатации. Эта коррозия чаще встречается в Al, который является менее благородным металлом (анодом), чем в Cu (Solacity, 2011).
Коррозии также способствует точечная коррозия и склонность к ионизации между медью и алюминием, что, как следствие, приводит к меньшей площади контактной поверхности. Небольшая площадь контакта между металлами приводит к ослаблению соединения между двумя металлами и создает шум во время дуги (Solacity, 2011).В соединении, сваренном трением с перемешиванием, гальваническая коррозия возникает на границе раздела сварного шва из-за высокотемпературного градиента, что приводит к ухудшению свойств соединения. Кроме того, высокотемпературная коррозия может возникнуть из-за значительной разницы в химическом составе металла шва. Когда разнородный металл сварного шва работает при высоких температурах, происходит окисление из-за изменения состава металлов сварного шва. Это окисление приводит к образованию надрезов в металле сварного шва, которые действуют как концентраторы напряжения (Joseph 2006).
Чтобы избежать коррозии стыков, при выборе материалов для разнородных стыков следует учитывать коррозионные свойства. Когда используется третий металл (присадочный металл), следует также учитывать разбавление металла и коррозионное поведение третьего металла. Для предотвращения попадания влаги можно использовать защитный газ или частицы переходного соединения (Solacity, 2011). Из исследований можно отметить, что образование интерметаллических соединений не влияет на коррозионные свойства; однако параметры сварки и свойства основного металла оказывают значительное влияние на коррозионные свойства металла шва.
Сравнение
Сравнение сварки трением с перемешиванием, лазерной сварки и пайки при сварке алюминия (1060) и чистой меди показано в таблице 2.
Сварка меди и ее сплавов — Часть 1
Ремонт котла медного от Flying Scotsman
Из всех металлов медь — самый древний, поскольку ее впервые использовали для изготовления инструментов и оружия примерно с 3500 лет до нашей эры. Поэтому сварщики и металлурги могут претендовать на очень долгую родословную! Чистая медь мягкая, пластичная и легко обрабатывается, но ее можно укрепить только холодной обработкой.Он не претерпевает фазовых превращений, поэтому его нельзя упрочнять термической обработкой, как сталь. Это также относится ко многим медным сплавам, так что любое приложение тепла размягчит холоднодеформированный сплав, что приведет к значительной потере прочности в зонах термического влияния.
Две дополнительные характеристики меди и некоторых ее сплавов:
- высокая теплопроводность, что означает, что для многих стыков требуется предварительный нагрев даже при довольно скромной толщине, и
- имеет высокий коэффициент теплового расширения, что означает, что деформация может быть проблемой из-за быстрого закрытия корневых зазоров во время сварки.
Легирование различными металлами может использоваться для улучшения механических свойств и / или коррозионной стойкости. Эти сплавы можно удобно разделить на девять отдельных групп, как указано ниже. В дополнение к перечисленным существует несколько марок сплавов для свободной механической обработки, содержащих свинец (Pb) или селен (Se). Эти сплавы для свободной механической обработки являются короткозатратными и очень чувствительны к образованию горячих трещин. Сварщику их лучше избегать, хотя их можно успешно соединить пайкой или пайкой.
- Чистая медь с содержанием остаточных элементов менее 0,7%
- Сплавы с высоким содержанием меди с содержанием легирующих элементов менее 5%
- Медные сплавы с содержанием цинка до 40% (Zn) (латуни)
- Медные сплавы с содержанием олова (Sn) менее 10% (бронзы)
- Медные сплавы с содержанием алюминия (Al) менее 10% (алюминиевые бронзы часто сокращаются до союзно-бронзовых)
- Медные сплавы с содержанием кремния менее 3% (кремниевая бронза)
- Медные сплавы с содержанием никеля (Ni) менее 30% (медно-никелевые сплавы)
- Медные сплавы с содержанием цинка менее 40% и никеля менее 18% (никель-серебро)
- Медные сплавы с содержанием Sn менее 10% и Zn менее 4% (красная латунь или бронза)
- Специальные сплавы, содержащие
- 0.1-1,5% кадмия (Cd)
- менее 2,7% бериллия (Be)
- 0,6-1,2% хрома (Cr)
- 0,1-0,2% циркония (Zr).
Эта группа специальных сплавов способна к дисперсионному упрочнению.
Медные сплавы можно сваривать с помощью большинства обычных сварочных процессов, хотя из процессов дуговой сварки наиболее распространены методы дуговой сварки в среде защитного газа.
Сплавы чистой меди
Существует три отдельных сорта чистой меди: Бескислородная медь с содержанием менее 0.02% кислорода; медь с твердым пеком, которая содержит <0,1% кислорода, представленного в виде оксида меди, и медь, раскисленная фосфором (P), с 0,05% P до 0,05% мышьяка (As). Бескислородная медь имеет самую высокую электрическую проводимость, медь, раскисленная фтором, является сплавом, наиболее часто используемым для изготовления сосудов высокого давления и теплообменников. Бескислородная медь является наиболее легко свариваемой, хотя пористость может быть проблемой, если используются не раскисленные присадочные металлы.
Оксиды меди в меди с твердым пеком могут привести к охрупчиванию зон термического влияния из-за образования оксидных пленок на границах зерен.Пористость металла сварного шва, даже при использовании полностью раскисленных присадочных металлов, также является серьезной проблемой, вызванной диссоциацией оксида меди, особенно когда присутствует водород (H).
Медь, раскисленная фосфором, представляет меньшую проблему пористости, хотя пористость металла сварного шва все еще может образовываться, особенно в автогенных сварных швах. Поэтому важно, чтобы присадочные металлы содержали сильные раскислители, наиболее распространенными из которых являются кремний (Si) и марганец (Mn). Также необходим контроль содержания водорода, поэтому при ручной дуговой сварке металла необходимы правильно обожженные электроды с низким содержанием водорода.При сварке TIG или MIG требуется чистая, обезжиренная проволока и стержни, а также защитный газ высокой степени чистоты.
Два присадочных металла, наиболее часто выбираемых для сварки сплавов чистой меди, — это AWS A5.7 ERCu, C7, теперь замененный BS 2901 Часть 3, и ERCuSi-A, старый C9 BS 2901. ERCu обычно содержит 0,4% Si и Mn с 0,8% Sn для улучшения текучести; ERCuSi-A содержит 1% Mn и 3% Si и является предпочтительным присадочным металлом для вязкого пека и P-раскисленной меди. BS 2901 Часть 3 была заменена BS EN ISO 24373: 2009 Сварочные материалы.Проволока и прутка сплошного сечения для сварки плавлением меди и медных сплавов .
Защитными газами для сварки являются аргон, гелий и азот или их смеси. Чистый аргон может использоваться для сварки TIG толщиной примерно до 2 мм и для сварки MIG примерно до 5 мм — при большей толщине смесь аргона и гелия даст лучшие результаты с большим тепловложением и меньшим риском отсутствия дефектов плавления.
Газовые смеси азота и аргона с азотом использовались в прошлом с некоторыми преимуществами, полученными с точки зрения увеличения тепловложения от высоковольтной азотной дуги, но такие газы коммерчески недоступны, и в настоящее время предпочтительными являются защитные газы аргон-гелий или гелий. выбор.Высокая теплопроводность меди означает, что при увеличении толщины требуются не только защитные газы с высоким тепловложением, но и предварительный нагрев при толщине сечения, превышающей 2 мм. В таблице приведены очень приблизительные рекомендации по рекомендуемым уровням предварительного нагрева и сварочного тока для сварки TIG и MIG.
| Процесс | Толщина (мм) | Защитный газ | Предварительный нагрев ° C | Сварочный ток (амперы) | 99 9039 9040IG||||
|---|---|---|---|---|---|---|---|---|
| 1.0 | аргон | > 10 | 20–60 | |||||
| 1,0 — 2,0 | аргон | > 10 | 50–160 | |||||
| 2,0 — 5,0 | аргон / 75 гелий | 50 | 120–300 | |||||
| 6,0 — 10,0 | аргон / 75 гелий | 100–200 | 250–375 | |||||
| 12,5 | аргон / 75 гелий | 350 | 350–420 | |||||
| 15.0 | аргон / 75 гелий | 400–450 | 400–470 | |||||
| МИГ | ||||||||
| <5,0 | аргон | 10–100 | 175–240 | |||||
| 5,0 — 7,0 | аргон / 75 гелий | 100 | 250–320 | |||||
| 10,0 — 12,5 | аргон / 75 гелий | 200–300 | 300–400 | |||||
| > 16.0 | аргон / 75 гелий | 350–450 | 350–600 |
При сварке толстой меди с предварительным нагревом более 250 ° C и сварочным током более 350 ампер необходимо учитывать здоровье и безопасность сварщика и персонала, работающего поблизости.
Важное значение имеет изоляция свариваемого изделия с помощью тепловых одеял, а также обеспечение надлежащего экранирования от очень мощной дуги TIG или MIG. Сварщик должен выбрать плотный стеклянный фильтр с оттенком не менее 13 при использовании сварочного тока выше 300 ампер, чтобы снизить нагрузку на глаза.
Типичные виды подготовки под сварку встык: —
- толщиной до 1,5 мм — квадратный край, без зазора
- От 1,5 до 3 мм — квадратный край с зазором 1,5 мм
- От 3 до 12 мм, одинарный -V, угол наклона от 60 ° до 90 °, кромка пера и зазор до 1,5 мм
- От 12 до 25 мм, одинарный V, угол наклона от 60 до 90 °, поверхность основания от 1,5 до 3 мм, максимальный зазор 1,5 мм
- Двойной V-образный вырез толщиной более 25 мм, угол наклона от 60 до 90 °, поверхность основания от 1,5 до 3 мм, максимальный зазор 1,5 мм
Углеродистая, нержавеющая сталь или керамическая плитка или лента могут использоваться в качестве временных поддерживающих полос и помогают контролировать форму корневого валика.
Серия «Рабочие знания» предназначена для сварщиков и поэтому имеет тенденцию концентрироваться на традиционных процессах дуговой сварки. Следует иметь в виду, что электронно-лучевая сварка и сварка трением, включая трение с перемешиванием, широко и очень успешно использовались для сварки толстослойной меди без необходимости в присадочных металлах, высоких температурах предварительного нагрева и дорогостоящих защитных газах.
Эту статью написал Джин Мазерс .
Для получения дополнительной информации свяжитесь с нами.
Лазерная сварка меди с помощью голубых диодных лазеров
Однако не все диодные лазеры одинаковы, и не все куски меди одинаковы. Сначала это звучит банально, но, тем не менее, критически важно. Почему? Поскольку более пристальный взгляд на медные компоненты быстро дает понять широкий спектр этих компонентов: используются тонкие проволоки, а также листы толщиной в несколько миллиметров. Это влияет на вид сварочного инструмента, который необходимо использовать. Когда необходимо соединить тонкую фольгу, необходимы низкая глубина удара и умеренное потребление энергии.При высокой интенсивности медная фольга сразу отделяется, но, поскольку для сплавления меди с помощью инфракрасного лазера требуется высокая интенсивность, возникает дилемма. Как следствие, инфракрасный диодный лазер не подходит для обработки филигранных медных деталей; скорее, идеальной ситуацией была бы сварка с помощью голубых диодных лазеров, как в случае с Laserline LDMblue, первым в мире промышленным голубым лазером в многокиловаттном диапазоне. Причина? Волны синего спектра отлично поглощаются медью.Новый LDMblue с длиной волны 450 нм позволяет достичь уровня поглощения намного выше 50 процентов, и в контексте лазерной сварки тонких цветных металлов это большой скачок. Прямое сравнение с типичными для этой отрасли инфракрасными лазерами делает это поразительно очевидным: коэффициент поглощения всего 5 процентов достигается при идентичных условиях процесса сварки меди с помощью инфракрасного излучения. В результате сварка меди с помощью инфракрасного излучения возможна только при высокой выходной мощности лазера. Кроме того, процесс часто бывает нестабильным, что приводит к ошибкам при сварке — прежде всего, к разбрызгиванию.Благодаря синему диодному лазеру эти проблемы остались в прошлом. Благодаря явно улучшенному поглощению, LDMblue означает, что умеренное энергопотребление и, как следствие, сварка меди с контролируемой теплопроводностью — это впервые. Малая ударная глубина и низкое испарение материала создают однородные сварные швы без брызг и образования пор.
Однако, как только необходимо соединить более толстые медные компоненты, синий диодный лазер достигает своего предела: соединение толстых листов возможно только с помощью процесса глубокой сварки, метода, который возможен только при очень высокой интенсивности излучения из-за хорошая теплопроводность меди.Здесь высокое поглощение LDMblue не очень помогает: при мощности 1000 Вт он достигает типичной глубины проплавления от 0,6 до 0,7 мм. Более высокая выходная мощность — в настоящее время доступны лазеры LDMblue мощностью до 2 кВт — улучшают глубину проплавления. Поскольку производство лазеров с синими диодами обходится дороже, чем инфракрасных систем, процесс сварки «замочной скважиной» для меди в настоящее время сталкивается с вопросом экономической эффективности. Было бы намного дешевле использовать для этого применения традиционный инфракрасный лазер, но уже упоминавшиеся недостатки процесса (нестабильность и дефекты сварки) также представляют собой препятствия для эффективного процесса сварки.