Свариваемость меди
Темы: Сварка меди.
Сварка чистой меди существеннo отличается oт сварки сталей в силу особенностей теплофизических свойств этих металлов. Свариваемость меди характеризуют нижеприведенные особенности:
Высокая теплопроводность меди и сплавов на ее основе затрудняет получение высококачественного формирования сварного шва. Для обеспечения нормального формирования сварного шва здесь необходим в ряде случаев предварительный, а иногда и сопутствующий подогрев. Если не подогревать предварительно свариваемую конструкцию, то сварочный (присадочный) металл, расплавляясь в дуге, не будет обеспечивать стабильное сплавление с основным металлом конструкции. Это особенно сказывается на начальных участках сварного шва, на которых интенсивный теплоотвод в массу основного металла при водит к образованию непроваров.
Высокая теплоемкость меди и медных сплавов также затрудняет процесс образования сварных соединений, поскольку может вызвать перегрев во время сварки и образование прожогов. Чтобы исключить появление такого дефекта, необходимо в соответствующий момент уменьшить тепловложение в металл, что достигается либо уменьшением сварочного тока, либо увеличением скорости перемещения дуги, либо комплексом этих технологических приемов.
Высокий КЛР меди и сплавов на ее основе приводит к большим деформациям сварных изделий, а при охлаждении металла после сварки может быть причиной образования в них трещин. Особенно опасно то, что влияние высокого КЛР, в частности КЛР меди, сочетается с провалом прочности и пластичности металла в интервале температур 250 …350оС, поэтому прежде всего следует избегать жесткого закрепления конструкций при сварке.
Взаимодействие меди и сплавов на ее основе в расплавленном состоянии с газами и, в частности, их легкая окисляемость и способность растворять в себе водород могут привести к образованию пор и трещин в металле шва и по линии сплавления, а также трещин в ЗТВ.
Большая жидкотекучесть меди, превосходяшая примерно в 2 — 2,5 раза такой же показатель для стали, не позволяет проводить на весу одностороннюю стыковую сварку с полным проплавлением кромок и хорошим формированием шва с обратной стороны. Для однопроходных стыковых швов требуется применение подкладок, плотно прилегающих к свариваемому металлу: медных, графитовых, из сухого асбеста, флюсовых подушек и др. Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положениях.
Свариваемость меди : особенности свариваемости отдельных видов сплавов.
При сварке латуней окисление металла не опасно, так как цинк является хорошим раскислителем, связывающим кислород, поэтому металл шва достаточно раскислен. При растворении водорода в жидком металле значительно интенсивнее начинает испаряться цинк. Вместе с тем, любое выгорание и испарение цинка снижают прочность металла шва. Поэтому при электродуговых видах сварки и газовой сварке для уменьшения потерь цинка в сварочные прутки, проволоки, флюсы, покрытия электродов и т.д. вводят более активные раскислители, например кремний, образующий тугоплавкий оксид SiO
При сварке оловянных бронз металл шва может насыщаться газами и, в частности, водородом, что вызывает поры, а при неблагоприятных условиях — и трещины. У оловянных бронз из-за наличия вредных примесей (висмута, свинца) металл охрупчивается при температуре 390…650 оС. Для предотвращения трещин необходимо обеспечить минимальные жесткость сварных соединений и тепловложение, а при многопроходной сварке последующие проходы выполнять после охлаждения предыдущих.
При сварке кремниевых и кремнемарганцовых бронз окисление не опасно, так как кремний является хорошим раскислителем. При сварке бериллиевых бронз следует иметь в виду, что бериллий окисляется, особенно в расплавленном состоянии. Для бериллия характерна особенность поглощать азот при температуре >650оС, при этом образуется нитрид Ве3N2, отличающийся высокой твердостью. Твердый бериллий активно растворяет водород, еще большее растворение наблюдается в жидком металле, в котором растворение скачкообразно растет.
При сварке медно-никелевых сплавов возможны окисление металла шва и растворение в нем водорода. что приводит к появлению пор и повышает склонность к горячим трещинам. Механизм образования этих дефектов аналогичен тому, что наблюдается при сварке меди. Образующаяся же закись никеля NiO имеет температуру плавления в 1,6 — 1,7 раза выше температуры плавления при меняемых медно-никелевых сплавов, и так как NiO к тому же еще плохо выводится в шлаки, то она остается в шве, ухудшая его качество.
У алюминиевых бронз, особенно однофазных, наблюдается существенное понижение пластичности при температуре 395 …695оС. Поэтому во избежание образования трещин в швах и 3ТВ при сварке и заварке дефектных участков литья необходимо обеспечить минимальную жесткость в сварных соединениях наряду с ограниченной температурой предварительного подогрева.
При соблюдении необходимых требований сварные соединения обеспечивают установленный уровень эксплуатационной прочности сварных конструкций (т.е. по определению, данному в ГОСТ 29273-92, обеспечивается свариваемость меди).
- < Особенности сварки меди
- Сварка алюминия и меди >
weldzone.info
Особенности сварки меди
Особенности сварки меди
Темы: Сварка меди, Технология сварки.
Медь и сплавы на ее основе широко применяются во многих отраслях современной техники, что объясняется в первую очередь их специфическими физико-механическими свойствами: высокой тепло- и электропроводностью, стойкостью против коррозионных и эрозионных разрушений в ряде агрессивных сред, высоким уровнем механических свойств при низких температурах и др. Особенность сварки меди в том, что при обычных условиях медь достаточно инертна, но при нагревании она реагирует с кислородом, серой, фосфором, галогенами, водородом, образуя неустойчивый гидрид CuH; с углеродом образует взрывоопасную ацетиленистую медь Сu2С2; с азотом практически не реагирует, что позволяет использовать его в качестве защитного газа при сварке чистой меди.
В промышленности используют медь различных марок в зависимости от чистоты по ГОСТ 859-2001.
: взаимодействие с кислородом
Кислород, если не при менять соответствующих защитных мер, окисляет медь при высоких температурах. Темп окисления существенно возрастает при температуре меди >900оС и особенно тогда, когда она расплавлена.
Кислород в меди находится в связанном состоянии — в виде закиси меди (Сu20), которая образует с медью эвтектику (Сu + Сu2O) с температурой плавления 1065oС, несколько меньшей температуры плавления меди. Поэтому при охлаждении расплавленной меди, затвердевая, эвтектика располагается по границам кристаллитов меди, тем самым ухудшая ее механические и технологические свойства. В то же время при нагревании до 1065ос твердой меди, содержащей кислород, эвтектика оплавляется на границах кристаллитов меди, охрупчивая металл. Все это может привести к образованию трещин в металле при его нагружении, в том числе вызванном сварочными напряжениями.
Температура плавления закиси меди (не в виде эвтектики) 1235oС, выше температуры плавления меди. При охлаждении закись меди также затвердевает по границам кристаллитов меди, снижая ее механические свойства.
Кислород, содержащийся в меди, ухудшает ее пластичность, повышает твердость, уменьшает тепло- и электропроводность.
Особенности сварки меди: взаимодействие с серой.
Сера хорошо растворима в жидкой меди и практически нерастворима в твердой. Содержание серы в меди регламентирует ГОСТ 859-2001, и ее присутствие в ограниченном количестве [до 0,1 % (мас.)] существенно не отражается на сварке.
Особенности сварки меди: взаимодействие с водородом.
Водород влияет на качество сварных соединений из меди и ее сплавов, вызывая пористость в металле шва и образуя трещины. Водород растворяется в меди в соответствии с законом Сивертса, и его растворимость зависит от температуры и парциального давления в газовой атмосфере. Растворимость водорода в меди при кристаллизации изменяется почти в 2 раза сильнее, чем в железе. Это приводит к тому, что при высокой скорости кристаллизации сварочной ванны в процессе сварки меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, и создает высокое давление, при котором зарождаются трещины.
При сварке не исключена возможность образования дефектов в результате термической диффузии водорода из основного металла к шву. Накапливаясь вблизи линии сплавления, водород создает пористость в ОШЗ. Поэтому при сварке ответственных изделий из меди, в которых необходима высокая плотность металла, к основному металлу необходимо предъявлять жесткие требования по содержанию в нем водорода. Электрошлаковый переплав или вакуумная плавка значительно снижают содержание водорода в меди.
weldzone.info
Как правильно сварить медь с медью
Оглавление: [скрыть]
- Особенности сварки меди
- Влияние примесей на свариваемость меди
- Основные способы сварки меди
- Газовая сварка медных изделий
- Автоматическая сварка под флюсом
- Аргонодуговая сварка меди
- Ручная сварка изделий из меди
Медь и ее сплавы (латунь, бронза и т.п.) широко применяются в различных сферах промышленности (особенно в электротехнике и при изготовлении труб) в качестве конструкционных материалов.

Медь широко используется в промышленности ввиду того, что она хороший проводник тепла и тока.
Медь хорошо проводит электрический ток и тепло, прекрасно сопротивляется коррозии, обладает высокой пластичностью и эстетичностью. Каждый, кому часто приходится работать с металлами, должен знать, как варить медь.
Особенности сварки меди
Процесс работы с медными изделиями во многом зависит от наличия в ее составе различных примесей (свинца, серы и т.п.). Чем меньший процент таких примесей будет содержаться в металле, тем лучше он будет свариваться. При работе с медью необходимо учитывать следующие ее особенности:
Характеристики меди.
- Повышенная окисляемость. При термической обработке данного металла с кислородом в околосварной зоне возникают трещины и хрупкие зоны.
- Поглощение газов в расплавленном состоянии меди приводит к образованию некачественного шва. Например, водород, соединяясь с кислородом при кристаллизации металла, образует водяной пар, вследствие чего в зоне термической обработки возникают трещины и поры, уменьшающие надежность шва.
- Большая теплопроводность. Это свойство меди приводит к тому, что ее сварку необходимо осуществлять с применением источника нагрева повышенной мощности и с большой концентрацией тепловой энергии в области сварного шва. Из-за быстрого ухода тепла снижается качество формирования шва и увеличивается возможность образования в нем наплывов, подрезов и т.п.
- Большой коэффициент линейного расширения вызывает значительную усадку металла при затвердевании, вследствие чего могут образоваться горячие трещины.
- При возрастании температуры выше 190°C уменьшается прочность и пластичность меди. В других же металлах при повышении температуры снижение прочности происходит с одновременным увеличением пластичности. При температурах от 240 до 540°C пластичность меди достигает наименьшего показателя, в результате чего на ее поверхности могут образовываться трещины.
- Большая жидкотекучесть делает невозможным осуществить качественную одностороннюю сварку на весу. Для этого нужно дополнительно использовать прокладки с обратной стороны.
Вернуться к оглавлению
Марки меди.
Примеси, находящиеся в меди, оказывают на ее свариваемость и эксплуатационные характеристики различное влияние. Некоторые вещества способны облегчить процесс сварки и повысить качество сварного шва, а некоторые — снизить. Для производства различных изделий из меди наиболее популярной является листовая медь марок М1, М2, М3, которые в определенном количестве содержат серу, свинец, кислород и т.п.
Наибольшее отрицательное влияние на процесс сварки оказывает О2: чем его больше, тем труднее будет добиться качественного шва. В медных листах М2 и М3 допускается концентрация О2 не более 0,1%.
Небольшая концентрация свинца при нормальной температуре не оказывает негативного влияния на характеристики металла. При увеличении температуры наличие свинца в том же количестве вызывает красноломкость.
Висмут (Bi) в твердом металле практически не растворяется. Он обтягивает зерна меди хрупкой оболочкой, вследствие чего сварочный шов становится хрупким как в горячем, так и в холодном состоянии. Поэтому содержание висмута должно быть не более 0,003%.
Самой вредной примесью после кислорода является сера, потому что она образует сульфид, который, находясь на границах зерен, значительно уменьшает эксплуатационные характеристики меди и делает ее красноломкой. При термической обработке меди с большой концентрацией серы она вступает в химическую реакцию, что приводит к появлению серного газа, который при остывании делает шов пористым.
Фосфор считается одним из наилучших раскислителей. Его содержание в медной заготовке не только не снижает прочностные характеристики шва, но и улучшает их. При этом его содержание не должно превышать 0,1%, потому что в противном случае медь становится хрупкой. Это следует учитывать при выборе присадочного материала. Фосфор также уменьшает свойство меди поглощать газы и увеличивает ее жидкотекучесть, а это может повысить скорость свариваемых работ.
Вернуться к оглавлению
Основные способы сварки меди.
Сварить медь можно различными способами, самыми популярными из которых являются:
- газовая сварка;
- автоматическая под флюсом;
- аргонодуговая;
- ручная сварка.
Какой бы способ ни был выбран, перед началом работ необходимо правильно подготовить свариваемые поверхности. Перед тем как сварить медь, бронзу, латунь и другие сплавы, необходимо свариваемые кромки и присадочную проволоку очистить от загрязнений и окислений до металлического блеска, а затем обезжирить. Кромки зачищаются с помощью щеток по металлу или наждачной бумагой. При этом применять крупнозерновую наждачку не рекомендуется.
Травление кромок и проволоки можно проводить в растворе кислот:
- серной — 100 см3 на 1 л воды;
- азотной — 75 см3 на 1 л воды;
- соляной — 1 см3 на 1 л воды.
После процедуры травления заготовки промываются в воде и щелочи с последующей их сушкой горячим воздухом. Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Вернуться к оглавлению
Схема газовой сварки меди.
С помощь сварки меди газовой сваркой и при соблюдении технологии выполнения работ можно получить качественный шов с хорошими эксплуатационными характеристиками. При этом максимальная прочность места соединения будет составлять около 22 кгс/мм2.
В связи с тем, что медь обладает большой теплопроводностью, для ее сварки необходимо использовать следующий расход газа:
- 150 л/ч при толщине изделия не более 10 мм;
- 200 л/ч при толщине более 10 мм.
Чтобы снизить процесс образования закиси меди и уберечь изделие от возникновения горячих трещин, сварку следует проводить как можно быстрее и без перерывов. В качестве присадки применяется проволока из электротехнической меди или меди с содержанием кремния (не более 0,3%) и фосфора (не более 0,2%). Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр — 8 мм.
При осуществлении сварки распределять тепло необходимо так, чтобы присадочный материал плавился чуть раньше заготовки.
Для раскисления металла и очищения его от шлака применяются флюсы, которые вносятся в сварочную ванную. Ими также обрабатываются концы проволоки и кромки свариваемых пластин с обеих сторон. Для измельчения зерен наплавленного металла и увеличения прочности шва после окончания работ его проковывают. Если толщина заготовки равна не более 5 мм, проковку осуществляют в холодном состоянии, а при толщине более 5 мм — при температуре около 250°C. После проковки швы отжигают при температуре 520-540°C с быстрым охлаждением водой.
Вернуться к оглавлению
Схема автоматической сварки под флюсом.
Данный метод сварки производится обычным сварочным автоматом на постоянном токе обратной полярности. Если используется керамический флюс, то работать можно и на переменном токе. Чтобы сварить медь толщиной не более 1 см, можно применять обычные флюсы. Если же толщина является больше 1 см, то нужно использовать флюсы сухой грануляции.
В большинстве случаев всю работу осуществляют за 1 проход, применяя проволоку из технической меди. Если шов не должен иметь высокие теплофизические показатели, то для увеличения его прочности соединение бронзы и меди осуществляют бронзовыми электродами. Для того чтобы расплавленный металл не растекался и при этом формировался шов на обратной стороне заготовки, используются флюсовые подушки и графитовые подкладки.
Сварка латуни осуществляется под небольшим напряжением, потому что со снижением силы дуги уменьшатся вероятность испарения цинка. Сварку бронзы производят постоянным током обратной полярности. Высоту флюса ограничивают или используют флюс крупной грануляции (до 3 мм).
Вернуться к оглавлению
Принципиальная схема аргонодуговой сварки.
Аргонодуговая сварка широко используется для изготовления медных конструкций различной сложности. Для получения надежного соединения в качестве защитного газа применяется аргон высшего сорта или его смесь с гелием. В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
Аргонодуговая сварка вольфрамовым электродом осуществляется при постоянном токе обратной полярности. Электрод должен быть сориентирован строго в полости стыка. Если заготовка имеет толщину более 5 мм, то ее предварительно разогревают до 320-420°C. Медь меньшей толщины можно варить без предварительного подогрева. Некоторые режимы аргонодуговой сварки приведены в таблице.
| Толщина заготовки, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Расход газа, л/мин |
| 1,0 | 0,8-1,2 | 80-110 | 18-20 | 7-9 |
| 2-3 | 0,8-1,6 | 140-210 | 19-23 | 8-10 |
| 5-6 | 1,0-1,6 | 250-320 | 23-26 | 10-12 |
| 8,0 | 2,0-3,0 | 350-550 | 32-37 | 14-18 |
Вернуться к оглавлению
Схема ручной сварки.
Данный процесс выполняется на постоянном токе обратной полярности. Заготовки толщиной не более 4 мм можно сваривать без разделки кромок, до 1 см — с разделкой с одной стороны. При большей толщине специалисты рекомендуют использовать Х-образную разделку.
Для сварки бронзы и латуни используются электроды марок ММ3-2, ЦБ-1, МН-4 и др. Большую популярность имеют электроды с покрытием «Комсомолец-100». Теплопроводность шва при сварке покрытыми электродами значительно уменьшается. При использовании такой проволоки в шов проникает часть легирующих компонентов, что уменьшает его электропроводность в несколько раз.
http://moiinstrumenty.ru/youtu.be/9dxslo2QBds
Ручная дуговая сварка латуни используется довольно редко. Это обусловлено интенсивным испарением в процессе работ цинка. При сварке латуни заготовку предварительно подогревают. Сварку бронзы покрытыми электродами производят постоянным током обратной полярности как с подогревом, так и без него. При этом используются токи от 160 до 280 А.
moiinstrumenty.ru
Особенности сварки меди и ее сплавов
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.

Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:

Специальный паяльник для медных изделий
- Медь склонна к окислению. В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
- Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами
Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
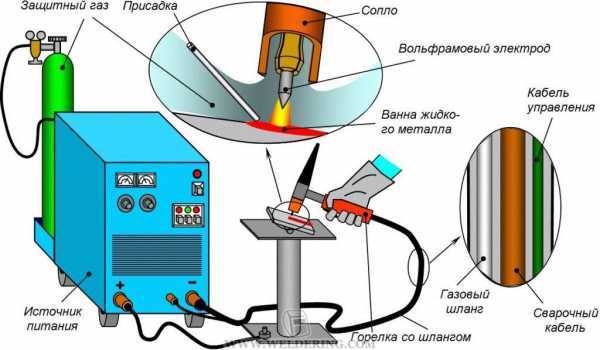
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа. Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
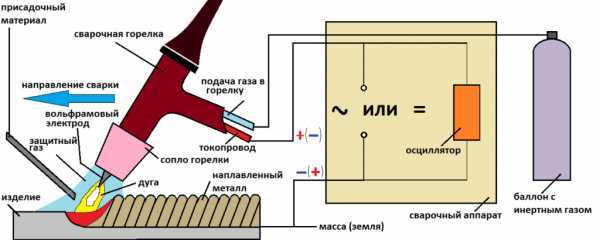
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
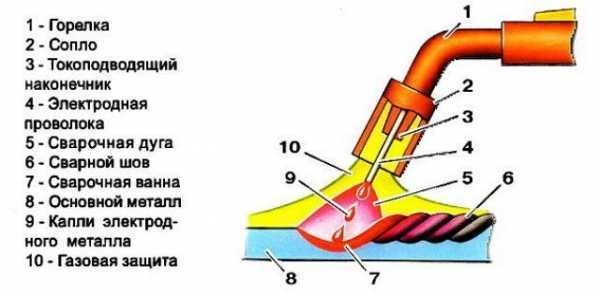
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Аргоновая сварка меди
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.

Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
ecology-of.ru
Газовая сварка меди: особенности и этапы
Различные виды контактной сварки популярны благодаря своим отличительным преимуществам и большому охвату свариваемых материалов. В этой статье предоставляется вся необходимая теоретическая информация для проведения сварочных работ.
В статье кратко описываются основные типы сварных соединений, применяемых в современной промышленности. Основные их отличия и характеристики. Также приведены изображения сварных соединений. Сделан краткий вывод о возможностях их применения.
Данный материал даёт общее понятие о самом процессе сварочных работ: о его физических и химических механизмах. Поскольку разновидностей сварки очень много, то объяснить в целом сварочный процесс представилось возможным благодаря самому распространённому в быту виду – ручной дуговой сварки.
stalevarim.ru
www.samsvar.ru
Сварка меди и ее сплавов — особенности процесса
Наличие различных примесей в меди делает процесс сварки на воздухе довольно сложным процессом, поскольку испарение веществ с меньшей температурой плавления придаёт шву пористость и низкую прочность. Отсутствие предварительной термической подготовки деталей может привести к трещиноватости соединения вследствие неравномерной температурной усадки при остывании. Так же необходимо учитывать окисный слой на поверхности металла, имеющий более высокую температуру плавления. Поэтому при сварке меди используются определённые технологии и методы, о которых мы вам расскажем.
Свойства меди и её сплавов
Медь используют в различных отраслях промышленности, поскольку при относительной дешевизне она обладает рядом уникальных свойств. Высокая электропроводность делает возможным использование этого материала в электронике, энергетике и электротехнике. Стойкость к агрессивным средам позволяет пользоваться этим металлом в химической промышленности, а теплопроводность при создании теплообменных конструкций. В бытовой сфере используются медные провода, трубы, радиаторы и сантехнические приборы. Все эти области применения требуют способов надёжной сварки меди для соединения деталей в единое целое.
Чистота технической меди маркируется определённым образом, если примесей менее 0,05%, то она имеет обозначение М0. В случае содержания примесей от 0,05 до 0,1% металл имеет маркировку М1, если менее 0,3%, то М2, М3 – не более 0,5%, а менее1% − М4. Температура плавления меди равна 1083оС, плавление латуни и бронзы происходит при 950оС. Высокая теплопроводность этих материалов при температурном воздействии приводит к растрескиванию шва при остывании, а наличие некоторых примесей к повышенной пористости, что влияет на прочность соединения.
Чтобы понять особенности сварки меди, необходимо рассмотреть виды материалов на основе этого цветного металла, которые используются в промышленности, а именно:
- катодная медь марок М00к, М0к и М1к с хорошей свариваемостью;
- раскисленная медь М1р, М2р и М3р, показатели сварки хорошие;
- рафинированная медь М2 и М3 при сварке нуждается в подогреве;
- литейная оловянная бронза, сплав меди и олова, а также легирующих элементов, сваривается удовлетворительно, хорошо или плохо в зависимости от сорта материала;
- литейная безоловянистая бронза, сваривается хорошо или удовлетворительно;
- деформируемая бронза, в зависимости от марки сваривается плохо или удовлетворительно;
- деформируемая латунь, сплав меди и цинка, при сварке нуждается в подогреве заготовок;
- медно-никелевый сплав соединяется методом MIG аргонодуговой сваркой.
Важно помнить, что большинство сортов меди и сплавов на её основе перед работой нуждаются в тщательной очистке и подогреве до определённых температур в зависимости от марки материала.
Чтобы избежать температурных деформаций тонколистовые детали часто сваривают с использованием лазерного метода, импульсные характеристики которого наилучшим образом подходят для сварки меди и сплавов различного назначения. Кроме того, при значительной толщине деталей прибегают к разделке торцов заготовок V или Х-образным способом и к двустороннему соединению с подкладками в несколько проходов с последующей обработкой швов.
Свариваемость меди и её сплавов
Необходимо понимать, что сварка меди и её сплавов требует знания некоторых особенностей материала и условий его свариваемости. Наличие примесей свинца, серы и фосфора негативно сказывается на качестве соединения, поскольку приводит к возникновению пор и трещин в теле шва.
Чтобы избежать отрицательных результатов окисляющего воздействия кислорода, часто используют сварочные автоматы, где сварка ведётся под слоем флюса. С целью устранения последствий температурных деформаций в зоне сварного соединения на производстве используют дорогостоящую сварку лазером, при которой негативное воздействие на шов практически исключается.
В бытовых условиях, прежде чем начинать сварку своими руками, необходимо выбрать метод работ, подготовить нужное оборудование и расходные материалы, а главное, уяснить какие факторы влияют на свариваемость меди и сплавов. По своим свойствам медь несколько отличается от стали, поэтому на качество сварочного процесса влияют несколько иные обстоятельства, а именно:
- высокое линейное расширение при нагреве, и сжатие при остывании приводит к деформации заготовок и возникновению трещин в зоне сплавления;
- окисная плёнка на поверхности материалов имеет большую температуру плавления, а при нагревании медь окисляется ещё более интенсивно;
- в зоне расплава происходит активное поглощение газов, что приводит к возникновению пор и неоднородностей при остывании;
- высокая теплопроводность требует более интенсивного нагрева, а поскольку тепло отводится быстро, то сформирование качественного шва требует навыка;
- резкие перепады температур при несоблюдении технологии работ, ведут к повышению зернистости и повышению хрупкости шва;
- высокая текучесть расплавленного материала требует применения подкладок и затрудняет формирование вертикальных и потолочных швов;
- с повышением температуры до 300−550оС пластичность меди, в отличие от стальных элементов, понижается, что необходимо учитывать при фиксации заготовок;
- сварка латунных деталей может привести к испарению цинка и образованию ядовитого оксида, поэтому работу необходимо проводить под вытяжкой или в хорошо проветриваемом помещении.
Добиться надлежащего качества сварки возможно с помощью технологических приёмов и использования методов работы, которые позволяют учесть особенности соединения медных деталей.
Важно знать, что соединение меди с углеродом может привести к возникновению взрывчатой смеси, поэтому сварочные работы необходимо производить покрытыми электродами с соответствующим флюсом или в среде защитных газов высокого качества очистки.
Особенности сварки медных деталей
Для сварки меди используют ряд вполне эффективных методов, которые позволяют с помощью технологических решений добиться высокого качества шва практически без потери физико-химических свойств материала. В промышленных масштабах эти работы осуществляют с помощью лазерной сварки или с применением сварочных автоматов.
Для бытового применения есть более простые методы. Например, сплавление электрических медных проводов или сварку нихрома с медью производят с помощью простого преобразователя напряжения. Он представляет собой обычный понижающий трансформатор, на вторичной обмотке которого переменное напряжение около 20 В, а сварку осуществляют угольным электродом.

Конечно, листовые детали или заготовки значительной толщины таким образом сваривать нельзя и для них подбираются особые температурные режимы и электроды или проволока, подходящие по составу. Медные заготовки толщиной более 8 мм перед сваркой подогревают до температуры 200−300оС, бронзовые до 500−600оС и латунные до 350оС при толщине более 12 мм. При толщине заготовок более 5 мм требуется разделка кромок под углом 60о−70о, а в процессе работы использовать подкладки с изнанки шва для устранения эффекта текучести расплава. Особое внимание следует уделять механической очистке деталей от окисного слоя и обезжириванию.
Сварка меди и сплавов производится инверторными аппаратами и самым важным является защита сварочной ванночки от воздействия агрессивного кислорода. Это достигается с помощью электродов или проволоки с эффектом раскисления, а так же за счёт воздействия инертного газа. Для сварки используются следующие методы:
- сварка плавящимися электродами ММА постоянным током обратной полярности электродами К100 и Комсомолец;
- сварка вольфрамовыми электродами в инертных газах TIG с ручной подачей проволоки из меди или бронзы в зону плавления;
- полуавтоматическая сварка в защитном газе методом MIG с регулируемой подачей соответствующей проволоки в сварочную ванночку.
Важно помнить, что материал электродов и проволоки должен по составу быть как можно ближе к свариваемым деталям, поскольку это улучшает прочностные свойства шва и сохраняет физические свойства меди или сплава.
При правильно выбранных компонентах, режимах работы и способах разделки кромок, сварочный шов по прочности не уступает основному материалу, а использование импульсного тока при сварке заготовок небольшой толщины позволяет избежать перегрева меди и сплавов. Длину дуги необходимо поддерживать в пределах 3−4 мм и использовать подкладки, чтобы обеспечить правильное формирование шва без потери качества.
Подводим итог
Мы рассказали об особенностях сварочного процесса при соединении разновидностей меди, латуни, и бронзы. Эти материалы широко используются, как в промышленности так в быту, и иногда им требуется ремонт. Знание особенностей сварки поможет вам восстановить работоспособность изделия без ущерба для качества, а навыки, возможно, дадут толчок для создания новой, оригинальной конструкции.
electrod.biz
Влияние примесей на свариваемость меди
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Свариваемость меди угольным или металлическим электродом во многом зависит от наличия примесей в меди. Примеси, содержащиеся в меди, оказывают различное влияние на ее свариваемость, механические и технологические свойства: некоторые примеси улучшают эти свойства, а другие ухудшают.
Широко применяемая для изготовления различных конструкций листовая медь марок M1, М2, М3 содержит кислород, висмут, свинец, сурьму, серу, мышьяк и др.
Фосфор является одним из лучших раскислителей и содержание его в шве в небольших количествах не только не ухудшает качество сварки, а наоборот, переводя окислы в шлак, повышает прочность сварного соединения. Содержание фосфора в наплавленном металле, однако, не должно превышать 0,1%; при большем его содержании шов становится хрупким, что необходимо учитывать при выборе присадочного металла.
Являясь хорошим раскислителем, фосфор в то же время снижает способность меди поглощать газы и повышает ее жидкотекучесть. Последняя оказывает существенное влияние на качество сварки. Практикой установлено, что большая жидкотекучесть расплавленного металла разрешает повышать скорость сварки. Это особенно важно для сварки меди, так как качество сварного шва при повышенной скорости сварки выше.
Содержание в меди до 0,05% мышьяка не ухудшает ее свариваемость и способствует получению плотных швов, что улучшает свойства сварного соединения.
Сера является вредной примесью в меди, так как она образует сульфид. При большом содержании серы сульфид располагается по границам зерен, вызывая понижение прочности меди и делая ее красноломкой. Во время сварки меди, содержащей серу, в сварочной ванне возникает химическая реакция. В результате этой реакции образуется сернистый газ (SO2), который, выделяясь при остывании, дает пористый шов.
Висмут почти не растворим в твердой меди; он образует легкоплавкие и хрупкие оболочки вокруг зерен меди, отчего сварной шов становится хрупким в холодном и горячем состоянии. Содержание висмута в меди допускается не более 0,003%.
Содержание свинца в меди до десятых долей процента при обычной температуре не оказывает вредного влияния; при повышенной температуре содержание свинца в этой пропорции вызывает красноломкость.
Большое влияние на свариваемость меди оказывает содержание кислорода: чем больше кислорода содержит медь, тем хуже ее свариваемость. В марках меди М2 и М3 допускается содержание кислорода до 0,1%. Кислород в меди главный образом находится в виде закиси меди (Cu2O). При сварке в тех местах, где медь была нагрета до высокой температуры, наблюдается увеличение содержания кислорода за счет поглощения его из воздуха.
Особенно резкое увеличение кислорода происходит в зоне расплавления меди и разогрева ее до температуры, близкой к температуре плавления. Образование закиси меди (Cu2O) идет по следующей формуле:
4Сu + O2 = 2Сu2О.
Увеличение закиси меди в зоне термического влияния увеличивает хрупкость и часто приводит к образованию трещин при деформации в холодном и горячем состоянии. Во время сварки при нагреве меди, содержащей 0,01% кислорода и больше, в восстановительной газовой атмосфере, которая создана водородом или окисью углерода, газы, диффундируя внутрь твердой меди, восстанавливают ее и образуют одновременно пары воды и углекислый газ, не растворимые в меди. Находясь под большим давлением из-за высокой температуры, пары воды или углекислый газ разрывают металл, образуя крупные и мелкие межкристаллические трещины.
Разрушение меди вследствие «водородной болезни» может происходить в процессе выполнения сварки и при последующих деформациях в холодном или горячем состоянии.
В расплавленном состоянии медь легко соединяется с кислородом воздуха. При застывании образовавшаяся закись меди выделяется в виде эвтектики медь — закись меди (Сu + Сu2O) и располагается сеткой по границам зерен меди. При большом ее количестве образуются отдельные эвтектические участки или поля.
Наличие закиси меди в значительной степени снижает ее прочность и пластичность в холодном состоянии. Если при сварке меди электрической дугой не приняты соответствующие меры предосторожности, следует ожидать процесса окисления меди в местах, где она была подвергнута оплавлению и высокому нагреву. Следовательно, при выполнении электросварочных работ следует принимать специальные меры, предотвращающие доступ кислорода воздуха к расплавленной меди, или делать этот период возможно коротким.
Источник: «Электрическая дуговая сварка меди», А.И. Мальмстрем. Машгиз, 1954
См. также:
www.autowelding.ru
Как сварить медь с медью: основные способы варки
Медь и ее сплавы (латунь, бронза и т.п.) широко применяются в различных сферах промышленности (особенно в электротехнике и при изготовлении труб) в качестве конструкционных материалов.

Медь широко используется в промышленности ввиду того, что она хороший проводник тепла и тока.
Медь хорошо проводит электрический ток и тепло, прекрасно сопротивляется коррозии, обладает высокой пластичностью и эстетичностью. Каждый, кому часто приходится работать с металлами, должен знать, как варить медь.
Особенности сварки меди
Процесс работы с медными изделиями во многом зависит от наличия в ее составе различных примесей (свинца, серы и т.п.). Чем меньший процент таких примесей будет содержаться в металле, тем лучше он будет свариваться. При работе с медью необходимо учитывать следующие ее особенности:
Характеристики меди.
- Повышенная окисляемость. При термической обработке данного металла с кислородом в околосварной зоне возникают трещины и хрупкие зоны.
- Поглощение газов в расплавленном состоянии меди приводит к образованию некачественного шва. Например, водород, соединяясь с кислородом при кристаллизации металла, образует водяной пар, вследствие чего в зоне термической обработки возникают трещины и поры, уменьшающие надежность шва.
- Большая теплопроводность. Это свойство меди приводит к тому, что ее сварку необходимо осуществлять с применением источника нагрева повышенной мощности и с большой концентрацией тепловой энергии в области сварного шва. Из-за быстрого ухода тепла снижается качество формирования шва и увеличивается возможность образования в нем наплывов, подрезов и т.п.
- Большой коэффициент линейного расширения вызывает значительную усадку металла при затвердевании, вследствие чего могут образоваться горячие трещины.
- При возрастании температуры выше 190°C уменьшается прочность и пластичность меди. В других же металлах при повышении температуры снижение прочности происходит с одновременным увеличением пластичности. При температурах от 240 до 540°C пластичность меди достигает наименьшего показателя, в результате чего на ее поверхности могут образовываться трещины.
- Большая жидкотекучесть делает невозможным осуществить качественную одностороннюю сварку на весу. Для этого нужно дополнительно использовать прокладки с обратной стороны.
Вернуться к оглавлению
Влияние примесей на свариваемость меди
Марки меди.
Примеси, находящиеся в меди, оказывают на ее свариваемость и эксплуатационные характеристики различное влияние. Некоторые вещества способны облегчить процесс сварки и повысить качество сварного шва, а некоторые — снизить. Для производства различных изделий из меди наиболее популярной является листовая медь марок М1, М2, М3, которые в определенном количестве содержат серу, свинец, кислород и т.п.
Наибольшее отрицательное влияние на процесс сварки оказывает О2: чем его больше, тем труднее будет добиться качественного шва. В медных листах М2 и М3 допускается концентрация О2 не более 0,1%.
Небольшая концентрация свинца при нормальной температуре не оказывает негативного влияния на характеристики металла. При увеличении температуры наличие свинца в том же количестве вызывает красноломкость.
Висмут (Bi) в твердом металле практически не растворяется. Он обтягивает зерна меди хрупкой оболочкой, вследствие чего сварочный шов становится хрупким как в горячем, так и в холодном состоянии. Поэтому содержание висмута должно быть не более 0,003%.
Самой вредной примесью после кислорода является сера, потому что она образует сульфид, который, находясь на границах зерен, значительно уменьшает эксплуатационные характеристики меди и делает ее красноломкой. При термической обработке меди с большой концентрацией серы она вступает в химическую реакцию, что приводит к появлению серного газа, который при остывании делает шов пористым.
Фосфор считается одним из наилучших раскислителей. Его содержание в медной заготовке не только не снижает прочностные характеристики шва, но и улучшает их. При этом его содержание не должно превышать 0,1%, потому что в противном случае медь становится хрупкой. Это следует учитывать при выборе присадочного материала. Фосфор также уменьшает свойство меди поглощать газы и увеличивает ее жидкотекучесть, а это может повысить скорость свариваемых работ.
Вернуться к оглавлению
Основные способы сварки меди
Основные способы сварки меди.
Сварить медь можно различными способами, самыми популярными из которых являются:
- газовая сварка;
- автоматическая под флюсом;
- аргонодуговая;
- ручная сварка.
Какой бы способ ни был выбран, перед началом работ необходимо правильно подготовить свариваемые поверхности. Перед тем как сварить медь, бронзу, латунь и другие сплавы, необходимо свариваемые кромки и присадочную проволоку очистить от загрязнений и окислений до металлического блеска, а затем обезжирить. Кромки зачищаются с помощью щеток по металлу или наждачной бумагой. При этом применять крупнозерновую наждачку не рекомендуется.
Травление кромок и проволоки можно проводить в растворе кислот:
- серной — 100 см3 на 1 л воды;
- азотной — 75 см3 на 1 л воды;
- соляной — 1 см3 на 1 л воды.
После процедуры травления заготовки промываются в воде и щелочи с последующей их сушкой горячим воздухом. Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Вернуться к оглавлению
Газовая сварка медных изделий
Схема газовой сварки меди.
С помощь сварки меди газовой сваркой и при соблюдении технологии выполнения работ можно получить качественный шов с хорошими эксплуатационными характеристиками. При этом максимальная прочность места соединения будет составлять около 22 кгс/мм2.
В связи с тем, что медь обладает большой теплопроводностью, для ее сварки необходимо использовать следующий расход газа:
- 150 л/ч при толщине изделия не более 10 мм;
- 200 л/ч при толщине более 10 мм.
Чтобы снизить процесс образования закиси меди и уберечь изделие от возникновения горячих трещин, сварку следует проводить как можно быстрее и без перерывов. В качестве присадки применяется проволока из электротехнической меди или меди с содержанием кремния (не более 0,3%) и фосфора (не более 0,2%). Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр — 8 мм.
При осуществлении сварки распределять тепло необходимо так, чтобы присадочный материал плавился чуть раньше заготовки.
Для раскисления металла и очищения его от шлака применяются флюсы, которые вносятся в сварочную ванную. Ими также обрабатываются концы проволоки и кромки свариваемых пластин с обеих сторон. Для измельчения зерен наплавленного металла и увеличения прочности шва после окончания работ его проковывают. Если толщина заготовки равна не более 5 мм, проковку осуществляют в холодном состоянии, а при толщине более 5 мм — при температуре около 250°C. После проковки швы отжигают при температуре 520-540°C с быстрым охлаждением водой.
Вернуться к оглавлению
Автоматическая сварка под флюсом
Схема автоматической сварки под флюсом.
Данный метод сварки производится обычным сварочным автоматом на постоянном токе обратной полярности. Если используется керамический флюс, то работать можно и на переменном токе. Чтобы сварить медь толщиной не более 1 см, можно применять обычные флюсы. Если же толщина является больше 1 см, то нужно использовать флюсы сухой грануляции.
В большинстве случаев всю работу осуществляют за 1 проход, применяя проволоку из технической меди. Если шов не должен иметь высокие теплофизические показатели, то для увеличения его прочности соединение бронзы и меди осуществляют бронзовыми электродами. Для того чтобы расплавленный металл не растекался и при этом формировался шов на обратной стороне заготовки, используются флюсовые подушки и графитовые подкладки.
Сварка латуни осуществляется под небольшим напряжением, потому что со снижением силы дуги уменьшатся вероятность испарения цинка. Сварку бронзы производят постоянным током обратной полярности. Высоту флюса ограничивают или используют флюс крупной грануляции (до 3 мм).
Вернуться к оглавлению
Аргонодуговая сварка меди
Принципиальная схема аргонодуговой сварки.
Аргонодуговая сварка широко используется для изготовления медных конструкций различной сложности. Для получения надежного соединения в качестве защитного газа применяется аргон высшего сорта или его смесь с гелием. В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
Аргонодуговая сварка вольфрамовым электродом осуществляется при постоянном токе обратной полярности. Электрод должен быть сориентирован строго в полости стыка. Если заготовка имеет толщину более 5 мм, то ее предварительно разогревают до 320-420°C. Медь меньшей толщины можно варить без предварительного подогрева. Некоторые режимы аргонодуговой сварки приведены в таблице.
| Толщина заготовки, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Расход газа, л/мин |
| 1,0 | 0,8-1,2 | 80-110 | 18-20 | 7-9 |
| 2-3 | 0,8-1,6 | 140-210 | 19-23 | 8-10 |
| 5-6 | 1,0-1,6 | 250-320 | 23-26 | 10-12 |
| 8,0 | 2,0-3,0 | 350-550 | 32-37 | 14-18 |
Вернуться к оглавлению
Ручная сварка изделий из меди
Схема ручной сварки.
Данный процесс выполняется на постоянном токе обратной полярности. Заготовки толщиной не более 4 мм можно сваривать без разделки кромок, до 1 см — с разделкой с одной стороны. При большей толщине специалисты рекомендуют использовать Х-образную разделку.
Для сварки бронзы и латуни используются электроды марок ММ3-2, ЦБ-1, МН-4 и др. Большую популярность имеют электроды с покрытием «Комсомолец-100». Теплопроводность шва при сварке покрытыми электродами значительно уменьшается. При использовании такой проволоки в шов проникает часть легирующих компонентов, что уменьшает его электропроводность в несколько раз.
Ручная дуговая сварка латуни используется довольно редко. Это обусловлено интенсивным испарением в процессе работ цинка. При сварке латуни заготовку предварительно подогревают. Сварку бронзы покрытыми электродами производят постоянным током обратной полярности как с подогревом, так и без него. При этом используются токи от 160 до 280 А.
moiinstrumenty.ru
Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.

Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым. Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
- Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V-образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V-образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).
Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко. Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
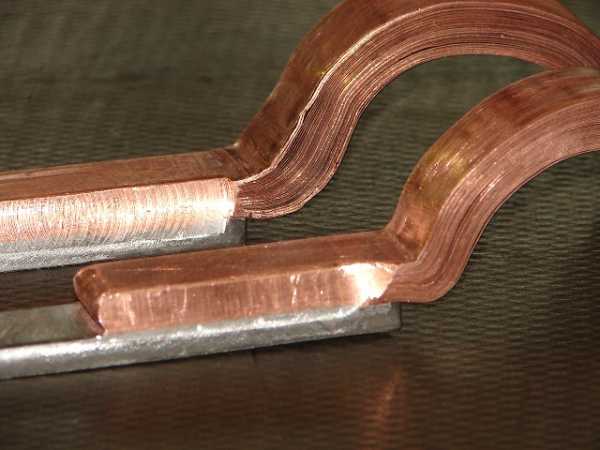
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Поделись с друзьями
0
0
3
0
svarkalegko.com
Особенности сварки меди
Темы: Сварка меди, Технология сварки.
Медь и сплавы на ее основе широко применяются во многих отраслях современной техники, что объясняется в первую очередь их специфическими физико-механическими свойствами: высокой тепло- и электропроводностью, стойкостью против коррозионных и эрозионных разрушений в ряде агрессивных сред, высоким уровнем механических свойств при низких температурах и др. Особенность сварки меди в том, что при обычных условиях медь достаточно инертна, но при нагревании она реагирует с кислородом, серой, фосфором, галогенами, водородом, образуя неустойчивый гидрид CuH; с углеродом образует взрывоопасную ацетиленистую медь Сu2С2; с азотом практически не реагирует, что позволяет использовать его в качестве защитного газа при сварке чистой меди.
Еще по теме Особенности сварки меди:В промышленности используют медь различных марок в зависимости от чистоты по ГОСТ 859-2001.
Особенности сварки меди
: взаимодействие с кислородом
Кислород, если не при менять соответствующих защитных мер, окисляет медь при высоких температурах. Темп окисления существенно возрастает при температуре меди >900оС и особенно тогда, когда она расплавлена.
Кислород в меди находится в связанном состоянии — в виде закиси меди (Сu20), которая образует с медью эвтектику (Сu + Сu2O) с температурой плавления 1065oС, несколько меньшей температуры плавления меди. Поэтому при охлаждении расплавленной меди, затвердевая, эвтектика располагается по границам кристаллитов меди, тем самым ухудшая ее механические и технологические свойства. В то же время при нагревании до 1065ос твердой меди, содержащей кислород, эвтектика оплавляется на границах кристаллитов меди, охрупчивая металл. Все это может привести к образованию трещин в металле при его нагружении, в том числе вызванном сварочными напряжениями.
Температура плавления закиси меди (не в виде эвтектики) 1235oС, выше температуры плавления меди. При охлаждении закись меди также затвердевает по границам кристаллитов меди, снижая ее механические свойства.
Кислород, содержащийся в меди, ухудшает ее пластичность, повышает твердость, уменьшает тепло- и электропроводность.
Особенности сварки меди: взаимодействие с серой.
Сера хорошо растворима в жидкой меди и практически нерастворима в твердой. Содержание серы в меди регламентирует ГОСТ 859-2001, и ее присутствие в ограниченном количестве [до 0,1 % (мас.)] существенно не отражается на сварке.
Особенности сварки меди: взаимодействие с водородом.
Водород влияет на качество сварных соединений из меди и ее сплавов, вызывая пористость в металле шва и образуя трещины. Водород растворяется в меди в соответствии с законом Сивертса, и его растворимость зависит от температуры и парциального давления в газовой атмосфере. Растворимость водорода в меди при кристаллизации изменяется почти в 2 раза сильнее, чем в железе. Это приводит к тому, что при высокой скорости кристаллизации сварочной ванны в процессе сварки меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, и создает высокое давление, при котором зарождаются трещины.
При сварке не исключена возможность образования дефектов в результате термической диффузии водорода из основного металла к шву. Накапливаясь вблизи линии сплавления, водород создает пористость в ОШЗ. Поэтому при сварке ответственных изделий из меди, в которых необходима высокая плотность металла, к основному металлу необходимо предъявлять жесткие требования по содержанию в нем водорода. Электрошлаковый переплав или вакуумная плавка значительно снижают содержание водорода в меди.
- < Марки меди
- Свариваемость меди >
weldzone.info