Технология изготовления пружин и требования к ним
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.
Витые пружины сжатия: особенности конструкции и эксплуатации
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении. Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются. При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.
Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
- — Правильном выборе материала.
- — Грамотно проведенных расчетах.
- — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности.
Требования к материалу
Пружины для работы в определенных условиях выбираются по типоразмерам с учетом характера и величины нагрузок, характерных для условий эксплуатации. Надежность работы этих деталей определяется многими факторами, в том числе – качеством и структурным состоянием металла/сплава после термической обработки, наличием остаточных внутренних напряжений. Кроме того, важно металлургическое качество стали/ сплава. Так что долговечная беспроблемная эксплуатация начинается с выбора материала с определенным комплексом свойств.
Надежность работы этих деталей определяется многими факторами, в том числе – качеством и структурным состоянием металла/сплава после термической обработки, наличием остаточных внутренних напряжений. Кроме того, важно металлургическое качество стали/ сплава. Так что долговечная беспроблемная эксплуатация начинается с выбора материала с определенным комплексом свойств.
Винтовые пружины сжатия в зависимости от размеров, выполняемой работы и других факторов изготавливаются из различных сталей/сплавов, в том числе из конструкционных рессорно-пружинных, нержавеющих, других.
Наиболее широко используемыми материалами можно назвать сталь 60С2А ГОСТ 14959-79, а также 50ХФА, 51ХФА, 60С2ХФА и аналогичные сплавы. Из нержавеющих самое широкое применение находит сталь 12Х18Н10Т.
Особенности технологии
В зависимости от предусмотренного назначения таких деталей и их спецификации уместно говорить об особенностях технологии их производства. Изготовление изделий из материалов, имеющих круглое сечение, может быть выполнено путем холодной или горячей навивки. Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.
Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.
Кроме того, различие обуславливается применение различных видов термической обработки, что связано с необходимостью придать изделиям определенные характеристики.
Технология холодной навивки пружин без закалки
Навивка заготовок выполняется из проволоки, которая производителем заранее была подвергнута патентированию. Этот процесс представляет собой нагрев до температуры, превышающей интервал превращений, что отлично подготавливает материал для последующей холодной пластической деформации.
В сформированных навивкой заготовках обеспечиваются соответствие таких обязательных параметров, как:
- Диаметр (этот параметр может быть внутренним, средним или наружным).
- Количество предусмотренных витков (рабочих и общих).
- Шаг и размер по высоте изготавливаемой детали (учитываются изменения, возможные в результате последующей обработки).

- Правильность выполнения поджатия крайних витков.
Следующий этап – механическая отделка (торцевание), в процессе которой концевые витки (нерабочие) обрабатываются до образования поверхности, перпендикулярной оси. После этого производится термическая обработка – в данном случае – только низкотемпературный отпуск. Это придает постоянные упругие свойства и нивелирует созданные при навивке напряжения. Важный технологический момент – правильно определить температуру и время воздействия, ориентируясь на диаметр выбранного материала и требования стандартов. Термообработанные пружины подвергаются контролю и испытаниям на соответствие параметров требованиям чертежей.
Если по требованиям эксплуатации предусмотрено антикоррозионное покрытие, его нанесение становится последним этапом производства таких деталей. Только в том случае, если применялась гальваника, детали прогреваются для обезводороживания.
Технология холодной навивки пружин с закалкой и отпуском
Отличие данной технологии от описанной ранее начинается только на этапе термической обработки. Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Первым этапом термической обработки выполняется закалка: нагрев до определенной температуры (в зависимости от используемого материала), выдержка детали в течении указанного времени и принудительное (быстрое) охлаждение специальной среде, в основном в масле (иногда в воде, солевом растворе, других). Важно: для нагрева пружин под закалку их располагают горизонтально во избежание просадки под собственным весом.
Завершается термообработка отпуском – прогревом до сравнительно небольшой температуры и выдержкой строго определенное время для придания необходимых качеств.
После этого производится контроль таких параметров, как твердость, правильность сжатия/восстановления. Если предусмотрено технологией изготовления конкретной детали – применяется очистка пескоструем, упрочнение дробью, нанесение предотвращающего коррозию защитного покрытия.
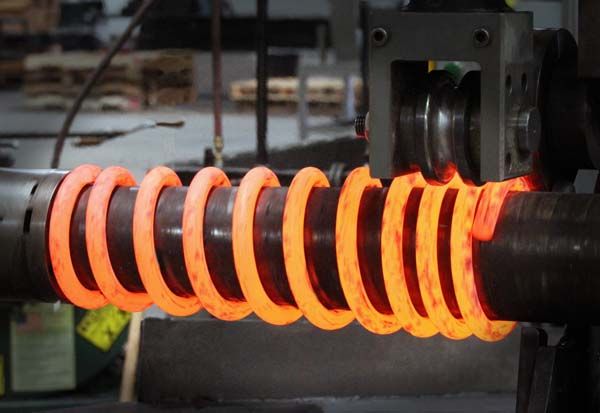
Технология горячей навивки пружин с закалкой и отпуском
Горячая навивка подразумевает предварительный прогрев материала в электрической или газовой печи (возможный вариант – применение токов высокой частоты).
Подготовленная таким образом заготовка подвергается навивке согласно требованиям техзадания, разводке, а также торцовке и доводке геометрических значений с помощью инструментов. После этого деталь подается на закалку, параметры которой определяются используемым материалом, а потом – на отпуск.
По окончании термообработки производится контроль параметров и, если это необходимо, обжатие, заневоливание, другие дополнительные операции и обработка поверхности. Завершается процесс производства окрашиванием и сушкой.
Используемое оборудование и оснастка
Для изготовления пружин требуется различное оборудование, которое лучше всего соответствует требованиям каждого шага технологического процесса.
Навивка осуществляется или на специальных пружинонавивочных станках, или на переоборудованном для этих целей токарном оборудовании. Возможно также использование ручной оснастки или специализированных полуавтоматов. Дальнейшая обработка – механическая – осуществляется торцешлифовальными станками, а термическая – в закалочных и отпускных печах. Важно: для предотвращения коробления при термообработке используются специальные оправки. Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.
Важно: для предотвращения коробления при термообработке используются специальные оправки. Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.
Контроль качества также проводится на специальном, предназначенном именно для этого процесса оборудовании.
6.2. Винтовые пружины
81
Внутренний конец спиральных пружин укрепляют на валике, а наружный на барабане. Следует стремиться к тому, чтобы витки пружины при работе не соприкасались один с другим, так как при трении витков снижается К.П.Д.
На рис. 6.3 показаны рекомендуемые способы крепления.
Рис 6.3 Способы заделки концов спиральной пружины
Для предохранения пружин от преждевременных поломок в местах крепления необходимо отжигать внутренние концы их на длине не менее 1,25 оборота вокруг валика. При этом необходимо стремиться к достижению плавного перехода отожженной части пружины к неотожженной, так как при резком переходе твердости возможна поломка пружины. Расчет заводных пружин производятся по известным формулам:
Расчет заводных пружин производятся по известным формулам:
6.2.1 Общие сведения о винтовых пружинах
Благодаря простой и компактной конструкции, хорошим рабочим качествам, простоте изготовления винтовые пружины находят широкое и разнообразное применение в приборах.
Винтовые пружины, используемые в приборостроении, обычно навивают из проволоки в виде пространственной спирали. По условиям нагружения винтовые пружины подразделяют на пружины (рис. 6.4): растяжения (а), сжатия (б), кручения (в) и изгиба (г).
Рис. 6.4 Винтовые пружины
Широкое распространение получили винтовые цилиндрические пружины (рис. 6.5, а), как самые простые в изготовлении. К винтовым
82
пружинам относятся также и спиральные фасонные пружины: конические, параболоидные (рис. 6.5, б, в).
Рис. 6.5 Разновидности винтовых пружин
По профилю поперечного сечения винтовые пружины можно разделить на: круглого, прямоугольного (квадратного) и треугольного.
6.2.2 Конструкция и расчет винтовых цилиндрических пружин растяжения – сжатия.

Различия в условиях работы и в конструкции пружин растяжения и сжатия связаны с направлением осевой силы.
Пружины сжатия имеют зазор между витками, достаточный для получения рабочей осадки пружины. Пружины растяжения межвитковый зазор вообще отсутствует ли он очень мал.
Для предотвращения изгиба пружины сжатия (рис. 6.6, а) концевые витки подгибают и затем сошлифовывают по плоскости, перпендикулярной оси пружины на длине от 3/4 до 1 витка (рис. 6.6, б).
Рис. 6.6 Концевые витки и зацепы винтовых цилиндрических пружин
в – пружины сжатия центрируются буртиком или выточкой в опорной плоскости г – технологически, но при работе деформируется и создает эксцентриситет
нагрузки, приводящей к искажению упругой характеристики пружины. д – обеспечивают большую точность передачи усилия по оси пружины.
е – обеспечивают прочность зацепов за счет постепенного уменьшения диаметров последних витков.
ж – хорошо фиксирует место приложения растягивающего усилия. Еще лучше крепление сваркой проволоки з.
Еще лучше крепление сваркой проволоки з.
и – для повышения точности работы пружин сжатия иногда приваривают последний рабочим и опорный витки.
л, к – показано осуществление регулировки жесткости пружины путем изменения числа рабочих витков.
Как изготавливаются пружины – Процесс производства пружин –
Как изготавливаются пружины – Процесс изготовления пружин
Опубликовано 21 мая 2021 г. автором IDC Spring
Механические пружины практически везде. От матрасов и потребительских товаров до промышленного оборудования пружина вездесуща. Эти спиральные устройства хранят механическую энергию, обеспечивая растяжение и сжатие в различных приложениях. В то время как средний человек знает, что такое пружина и как она выглядит, большинство не знает, как делаются пружины или из чего они сделаны. Здесь мы обсудим процесс изготовления пружин, чем отличается этот процесс и из чего изготавливаются пружины.
Как делают пружины?
Процесс производства пружин довольно прост, с некоторыми вариациями в зависимости от типа изготавливаемой пружины. В своем самом простом варианте пружины создаются в процессе намотки, термообработки, шлифовки, покрытия и отделки.
Эти шаги подробно описаны ниже:
1. Намотка пружины
Сначала пружинная проволока подается в механическое пружинное оборудование. Эта полуавтоматическая машина сначала выпрямляет проволоку из катушки, в которую она прибыла, переустанавливая проволоку в прямую линию по умолчанию. Оттуда машина наматывает, формирует или сгибает пружинную проволоку в желаемую форму. Эти процессы более подробно описаны ниже:
- Намотка: Для намотки используется станок для намотки пружин или станок для намотки пружин с числовым программным управлением (ЧПУ). Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку в набор роликов, которые протягивают пружинную проволоку к набору направляющих.
 В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения.
В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения. - Формование: Это делается с помощью пружиноформовочного станка или станка с ЧПУ. В этом типе станка имеется от шести до восьми инструментальных направляющих на торце, что позволяет ему выполнять несколько типов изгибов, окружностей и радиусов в дополнение к витку пружины. В результате этот процесс может создать ряд пружинных форм. Формирователи пружин часто используются для изготовления пружин растяжения, торсионных пружин, проволочных профилей, а иногда и пружин сжатия.
- Гибка: Для гибки проволоки используется станок с ЧПУ, представляющий собой механическую машину для гибки проволоки, управляемую компьютером. Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером.
 Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.
Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.
Эти процессы используются по отдельности или в комбинации для создания пружин для различных отраслей промышленности и продуктов.
2. Термическая обработка
После того, как пружина сформирована, ее обычно необходимо подвергнуть процессу снятия напряжения, который позволит пружине сохранить свою память. Эта память позволяет пружине отскакивать назад, когда она находится под нагрузкой. Для этого производители должны подвергать пружины термообработке после их формирования.
В процессе термообработки производитель пружины должен подвергнуть пружину термообработке до определенной температуры в течение определенного периода времени. Установка температуры и времени варьируется в зависимости от типа и количества используемой проволоки. Как только это будет сделано, пружина может пройти дополнительные этапы термообработки, закалки или охлаждения пружины, прежде чем подвергнуть ее еще одному раунду. Точный процесс, опять же, зависит от типа материала и производственного процесса.
Точный процесс, опять же, зависит от типа материала и производственного процесса.
В большинстве современных процессов производства пружин термообработка выполняется с использованием печи с конвейерной лентой. Когда пружина отрывается от пружинной машины, она падает с направляющей на конвейерную ленту, которая подводит пружину к отверстию печи.
Затем пружина перемещается по конвейерной ленте внутри печи со скоростью, которая позволяет ей оставаться в печи в течение соответствующего времени. Когда пружина выходит из печи, она направляется в приемную коробку для охлаждения.
3. Шлифовка
Шлифовка может применяться к пружинам сжатия и винтовым пружинам, если этого требует конструкция. В процессе шлифовки концы пружины шлифуются, что позволяет ей стоять прямо и не шататься при вертикальной ориентации.
Пружинная шлифовка выполняется с помощью пружинной шлифовальной машины. Этот шлифовальный станок имеет два горизонтальных шлифовальных круга, расположенных на расстоянии друг от друга таким образом, чтобы длина пружины входила между кругами. Отдельная часть, называемая пружинной тарелкой, удерживает пружину и медленно перемещает ее между двумя шлифовальными кругами.
Отдельная часть, называемая пружинной тарелкой, удерживает пружину и медленно перемещает ее между двумя шлифовальными кругами.
При движении пластины концы пружины соприкасаются со шлифовальными кругами, шлифуя концы так, чтобы торцевые поверхности были перпендикулярны сторонам пружины. Как только это будет сделано, пружинная тарелка выпускает пружину в приемную коробку.
4. Покрытие и отделка
В качестве последнего штриха на пружины обычно наносят покрытие, гальванопокрытие или отделку. В процессе отделки поверхность пружины подвергается дополнительным этапам, чтобы помочь в борьбе с эрозией, придать пружине новые свойства или просто улучшить ее внешний вид. Некоторые примеры распространенных процессов отделки включают следующее:
- Дробеструйная обработка: Дробеструйная обработка – это финишная обработка холоднодеформированных пружин. При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия.
 В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию.
В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию. - Покрытие: Покрытие происходит при нанесении тонкого слоя металла на поверхность пружинной или проволочной формы. Обычно это достигается с помощью процесса гальванического покрытия, при котором химические вещества и электрические токи связывают металл покрытия с поверхностью пружинной проволоки. После завершения покрытия могут обеспечить повышенную коррозионную стойкость и прочность. Покрытия также могут улучшить физические или эстетические свойства пружины. Например, медные и золотые покрытия обеспечивают улучшенную электропроводность для электронных и силовых приложений, а никелевые и кадмиевые покрытия обеспечивают хромированную отделку.
- Порошковое покрытие: Порошковое покрытие — еще один вариант отделки проволочных пружин. Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины.

Отделка добавляет окончательный уровень функциональности пружинам, придавая новые свойства или просто сохраняя долговечность пружины для конечных пользователей.
Варианты производства пружин
Как упоминалось ранее, конкретный процесс производства пружин зависит от типа создаваемой пружины. Пружины могут быть изготовлены с витками или без них, а наличие витка и использование пружины будут определять типы задействованных производственных процессов.
Пружины с витками, также известные как винтовые или винтовые пружины, обычно представляют собой пружины. Они проходят процесс намотки пружины, обычно на машине для намотки проволоки или формовки проволоки, в результате чего получается спиральная форма. Существует несколько подтипов винтовых пружин, что приводит к различиям в процессе производства винтовых пружин. Эти варианты включают следующее:
- Пружины растяжения: Пружина растяжения представляет собой спиральную пружину, витки которой соприкасаются друг с другом.
 По мере приложения силы для растяжения пружины эти витки расходятся, но пружина создает возвратную силу против силы, растягивающей пружину. Пружины растяжения формируются в основном с использованием машины для намотки проволоки, но также могут проходить через машину для формовки проволоки, особенно если она имеет конфигурацию с петлевым концом. В качестве альтернативы пружины растяжения могут быть зашлифованы на концах.
По мере приложения силы для растяжения пружины эти витки расходятся, но пружина создает возвратную силу против силы, растягивающей пружину. Пружины растяжения формируются в основном с использованием машины для намотки проволоки, но также могут проходить через машину для формовки проволоки, особенно если она имеет конфигурацию с петлевым концом. В качестве альтернативы пружины растяжения могут быть зашлифованы на концах. - Пружины сжатия: В отличие от пружин растяжения, витки которых соприкасаются друг с другом в состоянии покоя, витки пружин сжатия в состоянии покоя разнесены и сжимаются вместе при приложении к ним силы. Эти типы пружин отталкиваются от приложенной силы. В процессе производства пружин сжатия в основном используется машина для намотки пружин, хотя в некоторых случаях может использоваться формирователь пружин.
- Пружины кручения: Пружина кручения представляет собой пружину уникальной формы, два конца которой отходят от витка.
 Когда к концам прикладывается сила, катушка скручивается в более тугую спираль и отталкивается от приложенной силы. Типичные примеры включают пружины, используемые в грузовых прицепах или дверях грузовиков. Как и пружины растяжения, процесс производства пружин кручения обычно включает в себя навивочные или формовочные машины.
Когда к концам прикладывается сила, катушка скручивается в более тугую спираль и отталкивается от приложенной силы. Типичные примеры включают пружины, используемые в грузовых прицепах или дверях грузовиков. Как и пружины растяжения, процесс производства пружин кручения обычно включает в себя навивочные или формовочные машины.
Процесс изготовления пружины по индивидуальному заказу
Процесс изготовления пружины зависит от типа используемой пружины, но он также может различаться в случае нестандартной конструкции пружины. Индивидуальные конструкции пружин часто необходимы в уникальных производственных приложениях, где требуется особая форма пружины, материал и отделка, которые выходят за рамки стандартных спецификаций. В этих случаях клиенты тесно сотрудничают с производителями винтовых пружин для разработки, проектирования и производства соответствующей пружины.
В дополнение к указанным выше типам пружин производители пружин могут также создавать специальные пружины, такие как:
- Конические пружины: В конической пружине диаметр витка уменьшается от одного конца к другому, создавая коническую форму.
 . Эта пружина сжатия работает так же, как и другие в своем роде, но благодаря своей форме она более устойчива в поперечной плоскости по сравнению со стандартной цилиндрической пружиной сжатия.
. Эта пружина сжатия работает так же, как и другие в своем роде, но благодаря своей форме она более устойчива в поперечной плоскости по сравнению со стандартной цилиндрической пружиной сжатия. - Конические пружины: Конические пружины представляют собой еще один тип пружин сжатия, имеющих коническую форму. Эта коническая форма позволяет пружине иметь меньшую высоту по сравнению с цилиндрическими пружинами сжатия.
- Пружины «песочные часы»: Пружины сжатия «песочные часы» представляют собой еще один тип пружин сжатия уникальной формы. В пружине песочных часов центр пружины имеет меньший диаметр, чем концы. Вогнутая форма облегчает центрирование пружины и обеспечивает меньшую сплошную высоту, как у конической пружины.
В процессе производства нестандартных пружин клиент будет работать со своим производителем нестандартных пружин, предоставляя им проекты. Оттуда производитель может создавать прототипы для тестирования, которые затем клиент может использовать для настройки своих конструкций в соответствии с потребностями приложения. Как только дизайн будет завершен, производитель пружины может принять окончательный вариант и запустить производство пружины.
Как только дизайн будет завершен, производитель пружины может принять окончательный вариант и запустить производство пружины.
Из чего сделаны пружины?
Теперь, когда мы рассмотрели, как изготавливаются пружины, пришло время ответить на еще один часто задаваемый вопрос о пружинах. Из чего сделана пружина?
Пружины изготовлены из различных металлов в форме круглой проволоки. Конкретные типы металлов делятся на три основные категории — высокоуглеродистые, стальные сплавы и нержавеющая сталь:
- Высокоуглеродистые: Высокоуглеродистые пружинные материалы являются одними из наиболее распространенных благодаря их относительной дешевизне и универсальности. Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.

- Сплавы стали: Сплавы стали являются еще одним распространенным выбором для пружин и включают такие материалы, как хром-кремний, который часто используется в больших пружинах. Хотя эти материалы более устойчивы к высоким температурам, они все же подвержены коррозии.
- Нержавеющая сталь: Нержавеющая сталь является третьим наиболее распространенным типом проволоки для металлических пружин, в первую очередь предпочитаемой за ее устойчивость к коррозии. Нержавеющая сталь бывает разных видов, все с разным уровнем эластичности и твердости. Пружины из нержавеющей стали часто используются в устройствах, используемых в медицинских целях или на открытом воздухе.
Возникает вопрос: какой материал лучше всего подходит для изготовления пружин? Это полностью зависит от приложения. Лучший материал для применения пружины будет зависеть от нескольких факторов, включая физические свойства материала и стоимость.
Хотя металлы являются наиболее распространенными материалами для изготовления пружин, в некоторых случаях могут использоваться неметаллические вещества. Некоторые типы пружин, такие как цилиндрические неспиральные пружины, могут быть изготовлены из резины или уретана, а керамические пружины были разработаны для винтовых пружин, предназначенных для работы при высоких температурах. Однако все это узкоспециализированное использование, поэтому большинство пружин, используемых сегодня в машинах, по-прежнему изготавливаются из металлов.
Некоторые типы пружин, такие как цилиндрические неспиральные пружины, могут быть изготовлены из резины или уретана, а керамические пружины были разработаны для винтовых пружин, предназначенных для работы при высоких температурах. Однако все это узкоспециализированное использование, поэтому большинство пружин, используемых сегодня в машинах, по-прежнему изготавливаются из металлов.
IDC Spring Manufacturing
Пружины являются одним из самых простых механизмов, но они играют огромную роль в современном мире, и существует множество вариаций для любого типа применения. Удивительно знать, как изготавливаются эти устройства, а также насколько разными могут быть процессы в зависимости от типа пружины, которую кто-то хочет сделать. Если вы ищете производителя уникальной конструкции пружины, IDC всегда готова помочь.
Компания IDC Spring обладает обширным опытом и ресурсами в области производства пружин, что позволяет нам разрабатывать и производить механические пружины для различных отраслей промышленности и областей применения. От приложений для автомобилей и сельского хозяйства до промышленного производства и телекоммуникаций — IDC может удовлетворить ваши потребности.
От приложений для автомобилей и сельского хозяйства до промышленного производства и телекоммуникаций — IDC может удовлетворить ваши потребности.
Чтобы узнать больше о IDC и наших возможностях, просмотрите наш веб-сайт или начните работу уже сегодня.
Поделиться:
Техническое руководство по производству спиральных пружин
ПРОИЗВОДСТВО ХОЛОДНЫХ ПРУЖИНИнститут производителей пружин, состоящий из более чем 300 крупных производителей холоднонавитых пружин, выпустил справочник «Стандарты и проектирование пружин сжатия, растяжения, кручения и плоских пружин». ». Это руководство, которое можно получить у производителя пружин, настоятельно рекомендуется в качестве руководства по практическим допускам, а также из-за охвата терминологии пружин, формул и информации о конструкции холодногнутых пружин.
ПРОИЗВОДСТВО ПРУЖИН С ГОРЯЧИМ НАВИВАНИЕМ Принятым стандартом для производства и допусков на навивку пружин является ASTM-125, последняя редакция. Эта спецификация охватывает такие моменты, как допуск на внешний диаметр, высоту в свободном состоянии, максимальную высоту в твердом состоянии, высоту в загруженном состоянии и прямоугольность, а также определения и процедуру проверки.
Эта спецификация охватывает такие моменты, как допуск на внешний диаметр, высоту в свободном состоянии, максимальную высоту в твердом состоянии, высоту в загруженном состоянии и прямоугольность, а также определения и процедуру проверки.
Комитет ASTM, состоящий из технических представителей основных производителей пружин горячей навивки, отвечает за обновление спецификации, чтобы идти в ногу с технологическим прогрессом.
Традиционные формулы напряжений для пружин сжатия и растяжения, показанные в этом руководстве, дают значения чистого кручения. Большинство пружин используются для легкой или умеренной эксплуатации, когда требуемый срок службы не превышает 10 000 циклов. Общепринятой практикой для такой услуги является игнорирование поправочных коэффициентов.
Для работы в тяжелых условиях, когда предполагаемый срок службы составляет 100 000 циклов или более, необходимо учитывать общее напряжение. Поправочный коэффициент Валя учитывает повышенные напряжения, вызванные искривлением проволоки и сдвигом. Скорректированное напряжение получается путем умножения обычного напряжения на соответствующий коэффициент Валя.
Скорректированное напряжение получается путем умножения обычного напряжения на соответствующий коэффициент Валя.
В большинстве испытаний при повышенных температурах, где данные релаксации приводятся для различных температур и напряжений, значения напряжения включают поправочный коэффициент Валя.
Другой поправочный коэффициент стресса, показанный Х.К. Keysor, покрывает увеличение напряжения из-за эксцентрической нагрузки, наиболее выраженное при коротких пружинах. Только с 2 активными катушками этот поправочный коэффициент составляет 1,23, но с 4½ активными катушками коэффициент падает до менее чем 1,10.
Ржавчина и точечная коррозия, вызванная воздействием окружающей среды, повышают напряжение и могут привести к преждевременному выходу из строя пружины наилучшей конструкции, тщательно изготовленной из прочного материала.
Если стоимость и другие факторы диктуют необходимость использования коррозионно-стойких материалов, поверхность пружины, которая является наиболее нагруженной областью, должна быть защищена.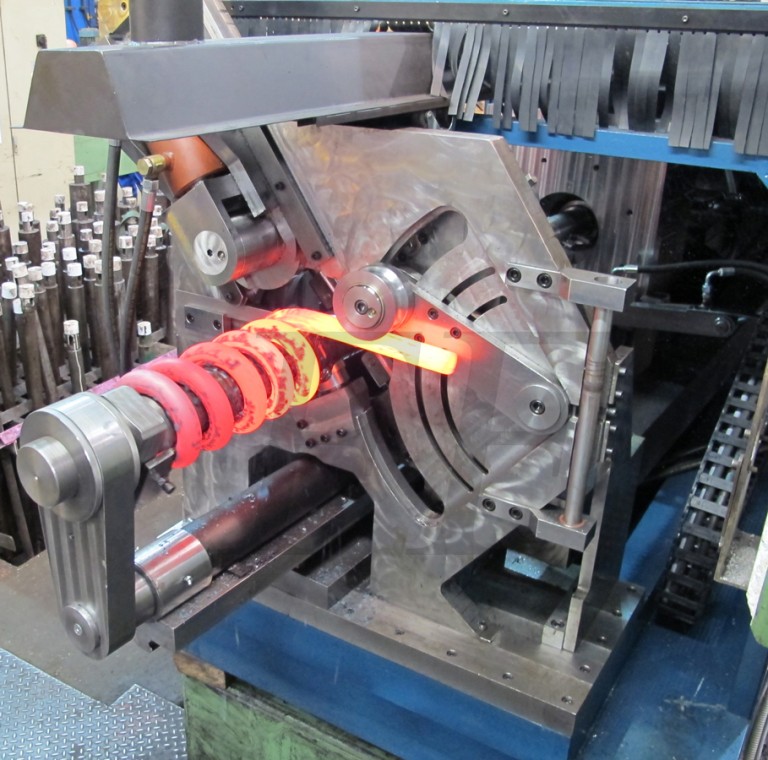 Незащищенные стальные пружины, подвергшиеся дробеструйной обработке, почти сразу начинают ржаветь. Защита начинается с выбора правильного покрытия.
Незащищенные стальные пружины, подвергшиеся дробеструйной обработке, почти сразу начинают ржаветь. Защита начинается с выбора правильного покрытия.
Порошковое покрытие , часто предпочтительное покрытие, обладает ударопрочностью, устойчивостью к истиранию, соляному туману, влажности и химическому воздействию, что соответствует большинству требований заказчика.
Эпоксидные порошковые покрытия предназначены для внутреннего использования общего назначения и для применений, где требуется максимальная стойкость к химическим веществам и растворителям.
Порошковые покрытия TGIC-Polyester заменяют те области применения, где требуется покрытие ПВХ. Они обладают превосходной внешней прочностью и хорошей стойкостью к большинству химикатов и растворителей, за исключением щелочей и кетонов.
В DC Coil у нас есть собственные возможности для нанесения порошковых покрытий, что делает TCIC-полиэфирное покрытие нашим предпочтительным выбором.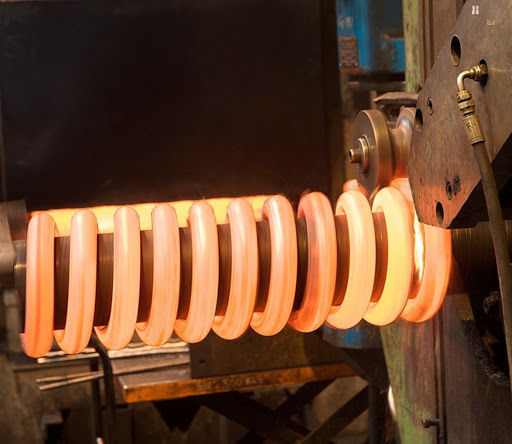 Он предлагает более низкую стоимость и более быстрое время выполнения работ, чем другие покрытия.
Он предлагает более низкую стоимость и более быстрое время выполнения работ, чем другие покрытия.
Гальваническое покрытие цинком толщиной от 0,0002″ до 0,0006″ является одним из наиболее практичных методов защиты катушки.
Механическая очистка путем струйной обработки непосредственно перед нанесением покрытия облегчает гальваническое покрытие без длительного кислотного травления (которого следует избегать).
Контролируемое снятие напряжения после нанесения покрытия уменьшает эффект водородного охрупчивания, представляющего постоянную опасность, особенно для проволоки, закаленной в масле.
Пружины холодной навивки с гальванопокрытием из закаленной в масле хромованадиевой или хромосиликоновой проволоки не рекомендуется. Химическое никелирование является эффективной заменой, когда использование кадмия недопустимо с экологической точки зрения.
Окраска погружением для обеспечения полного покрытия лаком или эмалью – еще один практичный метод, особенно для больших пружин.