REC Wiki » REC Friction: параметры печати, характеристики
REC Friction — конструкционный композит в виде износостойкого стеклонаполненного филамента на основе полиамида-12.
Основные преимущества и недостатки
Полиамиды (нейлоны) в целом обладают высокой прочностью, ударной вязкостью, износостойкостью и широким диапазоном эксплуатационных температур, но в то же время достаточно сложны при 3D-печати и постобработке. REC Friction — это полиамид-12 со стекловолоконным наполнителем, дополнительно повышающим стойкость к износу и прочность на разрыв. Материал хорошо подходит для 3D-печати защитных кожухов, нагруженных механических деталей и других функциональных изделий.
REC Friction отличается высоким сопротивлением к ударным нагрузкам и механической усталости, хорошими диэлектрическими свойствами, а также химической инертностью: композит устойчив к воздействию минеральных масел и бензина, спиртов и щелочей, но растворяется в серной кислоте, феноле, крезоле, хлорале и трифторэтаноле. 2
2
Рекомендации по подготовке к 3D-печати REC Friction
Так как REC Friction использует абразивный наполнитель, настоятельно рекомендуется использовать износостойкие сопла, например стальные или рубиновые, а по возможности и подающие механизмы с зубчатыми роликами из закаленной стали.
Перед 3D-печатью необходимо убедиться в сухости материала, так как нейлоны любят впитывать влагу, а это может привести к появлению пузырьков, снижению межслойной адгезии, ухудшению качества поверхностей и другим дефектам.
Температурный режим и обдув требуют особого внимания, так как в процессе 3D-печати материал склонен к закручиванию. Для лучшего схватывания с рабочей поверхностью рекомендуется использовать клей-карандаш, а для повышения межслойной адгезии — печатать с достаточно высоким, но не чрезмерным нагревом хотэнда и столика (порядка 250-270°C и 100-110°C соответственно).
Обдув в целом использовать не рекомендуется, так как слишком быстрое охлаждение отрицательно влияет на спекание слоев. С другой стороны, при 3D-печати небольших изделий или деталей сложной формы, особенно с тонкими элементами, обдув может потребоваться во избежание закручивания из-за усадки. Однозначной рекомендации на этот счет нет, для оптимальных результатов каждый случай необходимо прорабатывать экспериментальным путем.
Подробная информация об адгезионных свойствах REC Friction и других материалов при мультиматериальной 3D-печати доступна по этой ссылке.
Рекомендуемые настройки для 3D-печати материалом REC Friction:
- Температура сопла: 250-270°C
- Температура стола: 100-110°C
- Обдув: не рекомендуется
- Рекомендуемые адгезионные средства: синий скотч, клей-карандаш
- Минимальный диаметр сопла: 0,4 мм
Постобработка REC Friction
При правильных настройках 3D-печати REC Friction дает высокопрочные детали, что осложняет постобработку. По этой причине желательно сводить к минимуму объем опорных структур. Если речь идет о производстве деталей сложной формы, проблема усугубляется тем, что обычные хозяйственные клеи плохо держат нейлон, а потому разбивать функциональные изделия сложной формы на части с расчетом на склеивание после 3D-печати нецелесообразно.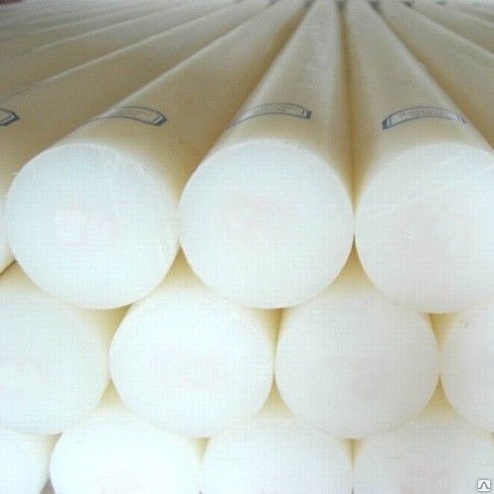
Если полиамидные детали все же придется соединять, для склеивания можно воспользоваться трифторэтанолом. Само собой, обработку необходимо проводить со строгим соблюдением техники безопасности — хорошей вентиляцией и защитой для кожи и глаз. В некоторых случаях можно прибегнуть к спаиванию компонентов паяльным феном. Оптимальный же вариант — сразу печатать цельные изделия.
В таких случаях выручают растворимые опорные материалы. Мы рекомендуем использовать двухэкструдерные 3D-принтеры и печатать композитом REC Friction в паре со специализированным филаментом REC PVA на основе поливинилового спирта. REC PVA позволяет выращивать необходимые поддержки по мере 3D-печати основной модели, а после нескольких часов выдержки в обычной воде легко смывается, оставляя после себя готовое изделие из REC Friction.
Деталь из REC Friction c поддержками из REC PVA до и после растворения опорного материала
При механической обработке (шлифовании, фрезеровании или сверлении) необходимо учитывать относительно низкую теплопроводность и температуру плавления полиамида во избежание заплавления режущего инструмента и деформации изделий. При необходимости детали из REC Friction можно покрасить с помощью химических или пищевых красителей.
При необходимости детали из REC Friction можно покрасить с помощью химических или пищевых красителей.
Хранение REC Friction
Под воздействием ультрафиолета полиамиды теряют эластичность, поэтому филамент REC Friction необходимо хранить в темном месте или непрозрачном пакете или контейнере. Ввиду высокой гигроскопичности нейлона и для защиты от пыли контейнер также должен быть герметичным, внутрь рекомендуется помещать пакетик силикагеля.
Перед использованием филамент желательно, а зачастую необходимо просушивать. Для этого можно использовать сушильные шкафы, фруктосушилки, электрические духовки и другие устройства с достаточно точной регулировкой температуры. Рекомендуемый режим: как минимум пять часов при температуре не выше 70°С. Превышать указанную температуру не рекомендуется, так как это может привести к деградации физико-механических свойств материала.
Если указанные условия не были соблюдены и на филаменте накопилась пыль, помимо просушки необходимо очистить материал перед подачей в хотэнд, а противном случае возможно образование нагара. Для очистки филамента прямо во время 3D-печати можно использовать простой самодельный поролоновый фильтр (например, такой или такой).
Для очистки филамента прямо во время 3D-печати можно использовать простой самодельный поролоновый фильтр (например, такой или такой).
Подробнее о хранении и сушке филаментов из разных материалов рассказывается в статьях по ссылкам ниже:
Хранение филамента
Сушка пластика
Безопасность REC Friction
В чистом виде полиамиды совершенно безопасны, но так как REC Friction содержит стекловолоконный наполнитель, этот материал не рекомендуется использовать для 3D-печати пищевых контейнеров или утвари, а также изделий, продолжительно контактирующих с кожей.
При использовании филамента REC Friction, как и любых других пластиков для 3D-печати, рекомендуется хорошо вентилировать помещение и по возможности оборудовать вытяжку вблизи 3D-принтера.
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Полиамид блочный ПА 610‒ЛО, ПА 610 ЛСВ‒30, ПА 610‒КС, ПА 610 ЛТ‒20, ПА 610 ЛТ, ПА 610 Л‒Г‒5
Предлагаем полиамид блочный разных марок
«Полиамиды — пластмассы на основе линейных синтетических высокомолекулярных соединений, содержащих в основной цепи амидные группы —CONH—. ..» — «Википедия»
..» — «Википедия»
______________________________
Кроме того, предлагаем:
Изготовление деталей из полиамида по чертежам Заказчика.
______________________________
Полиамид 610 Литьевой (ПА 610 Л)
Данный материал представляет собой синтетический полимер с превосходными физико-химическими свойствами. Сравнивая данную марку полиамида с другими можно выделить следующие отличительные свойства:
– высокие электроизоляционные свойства;
– отличная размерная стабильность материала;
– низкая подверженность температурным деформациям;
– высокие антифрикционные свойства;
– высокая масло‒ и бензостойкость.
Полиамид соответствует химической формуле ([—NH—(Ch3)6—NH—CO—(Ch3)8—CO-]n).
Литьевой полиамид 610 предназначается для изготовления литьем под давлением различных изделий конструкционного и электроизоляционного назначения.
Изделия из литьевого полиамида ПА 610 могут эксплуатироваться без снижения механических свойств в интервале температур от минус 60 до плюс 70 градусов Цельсия, в том числе и изделия электроизоляционного назначения, эксплуатируемые на низких и средних частотах.
Стеклонаполненный полиамид ПА 610 имеет ряд некоторых улучшенных свойств. Его химическая инертность ко многим маслам и спиртам, а также упругость вместе с эластичностью при низких температурах, позволяет изготавливать из него одни из самых высококачественных деталей. Стеклонаполненные полиамиды отличаются повышенной прочностью, устойчивостью к ударным нагрузкам. Также стеклонаполненные полиамиды характеризуются хорошими диэлектрическими свойствами. Из стеклонаполненного полиамида изготавливают детали точных приборов, корпуса электроинструментов, например дрелей, кожухи малогабаритных насосов, кулачковые диски, сепараторы подшипников, игольчатые роликовые подшипники, несущие детали трансформаторов и т. д.
д.
Тальконаполненный полиамид ПА 610 имеет повышенные антифрикционные и электроизоляционные свойства. По сравнению со стеклонаполненным полиамидом тальконаполенный имеет более высокую ударную прочность, это объясняется низкой адгезией стекловолокна. Тальконаполненный полиамид 610 обладает увеличенной размерной стабильностью.
Графитонаполненный полиамид ПА 610 имеет ещё более высокие антифрикционные свойства.
Свойства Полиамида 610 Литьевого (ГОСТ 10589‒87)
Показатель |
Значение |
Плотность, г/см³ |
1,09 ‒ 1,11 |
Массовая доля воды, %, не более |
0,2 |
Температура плавления °С, не менее |
215 |
Число вязкости раствора полиамида |
130 ‒ 190 |
Число вязкости раствора полиамида в |
103 ‒ 170 |
Изгибающее напряжение при заданной |
44,1 (450) |
Ударная вязкость по Шарпи, кДж/м² |
4,9 (5) |
Прочность при растяжении, МПа |
50 ‒ 60 (500 ‒ 600) |
Предел текучести при растяжении, |
70 ‒ 90 (700 ‒ 900) |
Разрушающее напряжение при срезе, |
40 ‒ 50 (400 ‒ 500) |
Твердость по Бринеллю, МПа (кгс/мм²) |
100 ‒ 150 (10 ‒ 15) |
Относительное удлинение при разрыве, |
100 |
Коэффициент трения по стали |
0,26 ‒ 0,32 |
Водопоглощение макс. |
3,3 |
Усадка при литье под давлением, % |
0,8 ‒ 1,5 |
Электрическая прочность, кВ/мм, |
20 |
Кислородный индекс, % |
24 ‒ 25 |
Стойкость к горению |
ПВ‒2 |
 , %
, %
Композиции на основе Полиамида 610 литьевого (ТУ 6‒06‒134‒90)
Марка |
Описание |
Полиамид ПА 610 Л СВ 10 |
Стеклонаполненный (10% стекловолокна) |
Полиамид ПА 610 Л СВ 20 |
Стеклонаполненный (20% стекловолокна) |
Полиамид ПА 610 Л СВ 30 |
Стеклонаполненный (30% стекловолокна) |
Полиамид ПА 610 ЛТ 10 |
Тальконаполненный (10% талька) |
Полиамид ПА 610 ЛТ 20 |
Тальконаполненный (20% талька) |
Полиамид ПА 610 ЛТ 40 |
Тальконаполненный (40% талька) |
Полиамид ПА 610 Л-Г5 |
Антифрикционный (наполнение графитом) |
Полиамид ПА 610 ЛМ |
Матированный (диоксид титана) |
Полиамид ПА 610 ЛО |
Окрашенный полиамид 610 |
Полиамид ПА 610 ЛТ |
Термостабилизированный (смесь солей) |
Композиции на основе Полиамида 610 литьевого (ОСТ 6‒11‒498‒79)
Марка |
Описание |
Полиамид ПА 610 КС |
Стеклонаполненный (короткое стекловолокно) |
Марки Полиамидa 610 литьевого окрашенного (ТУ 6‒06‒134‒90)
Марка |
Описание |
ПА 610 ЛО, 01 |
Литьевой окрашенный, Зеленый цвет |
ПА 610 ЛО, 02 |
Литьевой окрашенный, Зеленый цвет |
ПА 610 ЛО, 03 |
Литьевой окрашенный, Зеленый цвет |
ПА 610 ЛО, 04 |
Литьевой окрашенный, Зеленый цвет |
ПА 610 ЛО, 05 |
Литьевой окрашенный, Синий цвет |
ПА 610 ЛО, 06 |
Литьевой окрашенный, Синий цвет |
ПА 610 ЛО, 07 |
Литьевой окрашенный, Синий цвет |
ПА 610 ЛО, 08 |
Литьевой окрашенный, Голубой цвет |
ПА 610 ЛО, 09 |
Литьевой окрашенный, Голубой цвет |
ПА 610 ЛО, 10 |
Литьевой окрашенный, Желтый цвет |
ПА 610 ЛО, 11 |
Литьевой окрашенный, Желтый цвет |
ПА 610 ЛО, 12 |
Литьевой окрашенный, Лимонный цвет |
ПА 610 ЛО, 13 |
Литьевой окрашенный, Оранжевый цвет |
ПА 610 ЛО, 14 |
Литьевой окрашенный, Оранжевый цвет |
ПА 610 ЛО, 15 |
Литьевой окрашенный, Красный цвет |
ПА 610 ЛО, 16 |
Литьевой окрашенный, Красный цвет |
ПА 610 ЛО, 17 |
Литьевой окрашенный, Красный цвет |
ПА 610 ЛО, 18 |
Литьевой окрашенный, Коричневый цвет |
ПА 610 ЛО, 19 |
Литьевой окрашенный, Темно-серый цвет |
ПА 610 ЛО, 20 |
Литьевой окрашенный, Серый цвет |
ПА 610 ЛО, 21 |
Литьевой окрашенный, Светло-серый цвет |
ПА 610 ЛО, 22 |
Литьевой окрашенный, Черный цвет |
Полиамидная ткань Cordura
— Escape from Tarkov Wiki
в: Другое
Английский
Посмотреть источник Полиамидная ткань Cordura (Кордура) входит в комплект Escape from Tarkov .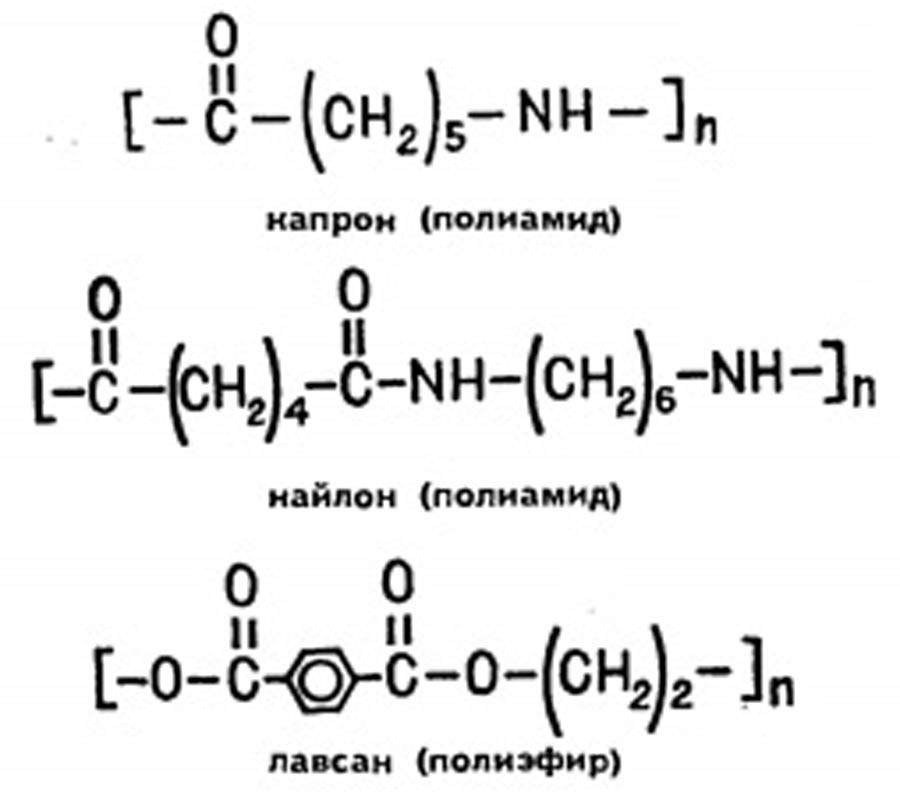
Содержимое
- 1 Описание
- 2 квеста
- 3 Расположение
- 3.1 Развязка
- 4 Торговля
- 5 Крафт
Описание
Полиамидная ткань, в которой благодаря особой структуре нити (из резаных и скрученных волокон) достигается четырехкратная стойкость к истиранию по сравнению с простым нейлоном, также состоящим из полиамида. Значительно превосходит обычную ткань по прочности на растяжение и стойкости к истиранию. Используется для изготовления снаряжения различного назначения: сумок, рюкзаков, модульных подсумков, поясных и сумочных ремней, чехлов для ношения оружия и так далее.
Квесты
- 10 нужно найти в рейде или создать для квеста Текстиль — Часть 2
Местонахождение
- Спортивная сумка
- Мертвый дикий
- Ящик для оружия (4×4)
- Наземный тайник
- Тайник для бочек
- Ящик для технических средств
Развязка
- Спаун в магазинах одежды в ТЦ
Торговля
| x3 Ткань Ripstop1 + 1 x1 Полиамидная ткань Cordura | → | Старьевщик LL2 | → | Рюкзак Oakley Mechanism для тяжелых условий эксплуатации (черный) |
|---|---|---|---|---|
| x1 Швейный набор + x2 Полиамидная ткань Cordura + x1 Бутылка водки «Тарковская» | → | Старьевщик LL3 | → | Бронежилет FirstSpear «Strandhogg» (Ranger Green) |
| x4 Полиамидная ткань Cordura + x2 Шило + x4 Флисовая ткань | → | Старьевщик LL3 | → | Бронеустановка НПП КЛАСС Багарий |
| x3 Бронежилет HighCom Trooper TFO (Multicam) + x6 Полиамидная ткань Cordura + x6 Ткань из арамидного волокна | → | Старьевщик LL4 | → | LBT-6094A Держатель гладких пластин |
| x2 Полиамидная ткань Cordura + x1 Бутылка самогона Fierce Hatchling | → | Старьевщик LL4 После выполнения задания Длинная очередь | → | Бронежилет Ars Arma CPC MOD. |
| x8 Отбеливатель Ox + x4 Полиамидная ткань Cordura | → | Старьевщик LL4 | → | Рюкзак Mystery Ranch Blackjack 50 (мультикам) |
 2
2Крафт
| x1 Набор для шитья + x3 Жилет безопасности | → | Уровень туалета 1 35 мин 50 сек | → | x1 Полиамидная ткань Cordura |
|---|---|---|---|---|
| x1 Швейный набор + x4 Тактическая сумка-слинг | → | Уровень туалета 1 48 мин 20 сек | → | x1 Полиамидная ткань Cordura |
| x1 Швейный набор + x1 Шило + x1 Полиамидная ткань Cordura + x1 Ткань рипстоп | → | Уровень туалета 2 46 мин 40 сек | → | x1 Нагрудник Сплав Тарзан М22 |
| x1 Швейный набор + x1 Нагрудник Splav Tarzan M22 + x1 Ткань рипстоп + x1 Полиамидная ткань Cordura | → | Уровень туалета 2 1 час | → | x1 Нагрудник BlackRock |
| x1 Швейный набор + x2 Полиамидная ткань Cordura + x1 Строительная измерительная лента + x2 Туристический рюкзак LolKek 3F | → | Уровень туалета 2 2 ч 43 мин 20 сек | → | x1 Туристический рюкзак «Пилигрим» |
Контент сообщества доступен по лицензии CC BY-NC-SA, если не указано иное.
— RepRap
Полиамид представляет собой полимер, содержащий мономеры амидов, соединенных пептидными связями. Они могут встречаться как естественным, так и искусственным образом, например, белки, такие как шерсть и шелк, и могут быть получены искусственно путем ступенчатой полимеризации или твердофазного синтеза, например нейлоны, арамиды и поли(аспартат натрия). Полиамиды обычно используются в текстиле, автомобилях, коврах и спортивной одежде из-за их чрезвычайной прочности и прочности. — Википедия.
В нашем случае мы используем семейство алифатических полиамидов.
Первый полиамид, который использовался под торговой маркой Nylon, технически полиамид 6.6
Другим широко используемым типом полиамида является полиамид 11, известный под торговой маркой Rilsan, с лучшими механическими свойствами и немного более низким водоудержанием.
То, что доступно под маркой Nylon на рынке 3D-печати, представляет собой смеси различных видов полиамида с неизвестным составом и широким спектром свойств.
Содержимое
- 1 Внимание
- 2 Обзор
- 3 поверхности для печати
- 4 Инструкции
- 4.1 Очистка
- 4.2 Другие примечания
- 5 Видео
- 6 Источники филамента
- 7 Дополнительная литература
Осторожно
Как и в случае с любыми другими термопластами (, такими как ABS ), используемыми в контексте FDM-3D-принтера, убедитесь, что у вас есть достаточная вентиляция в вашем рабочем пространстве и/или вы знаете, как это сделать.
Статья в Instructables, посвященная рискам безопасности при печати такими материалами, как: ABS, чистый полиамид и леска для триммера.
Обзор
Преимущества полиамида:
- Его можно приобрести очень недорого, менее чем за половину стоимости обычных нитей. Это связано с тем, что пластик легко доступен в виде лески для обрезки сорняков.
- Доступен. В хозяйственных магазинах повсюду продаются триммеры для сорняков самых разных размеров и цветов.
 См. ниже список интернет-источников.
См. ниже список интернет-источников. - Печать гибкая и износостойкая.
- В отличие от ABS и PLA, полиамид менее хрупок и, следовательно, прочнее.
- Обладает самосмазывающимися свойствами, которые полезны для печати шестерен или гаек для винтов.
 См. ниже список интернет-источников.
См. ниже список интернет-источников.Недостатки полиамида:
- Он более тягучий, чем ABS или PLA. Переполнение детали приведет к липкой каше со струнами повсюду.
- Прилипание к кровати более проблематично.
- Совершенно не прилипает к ПЭИ и склонен к деформации больше, чем АБС или ПЛА на стекле. Картон или синяя лента + клей-карандаш или нагретый Printbite работают по большей части.
- Печать на картоне требует дополнительных операций по очистке.
- Вы должны высушить полиамид перед печатью для чистой поверхности.
- Дешевая триммерная леска может быть более несовместимой нитью для печати.
- Диаметр круглой нити сравним с другими дешевыми нитями для 3D-принтеров с допусками.
- Необходимо рассчитать диаметр нитей другой формы.
- Требуемая температура печати также различается. Некоторым линиям требуется температура > 265°C для обеспечения хорошей межслойной адгезии на тонких стенках.
- Некоторые линейки триммеров премиум-класса пропитаны другими материалами для повышения их прочности.
- Диаметр круглой нити сравним с другими дешевыми нитями для 3D-принтеров с допусками.

Поверхности для печати
- Картон (с подогревом)
- Стекло + клей UHU [1]
- Printbite (с подогревом)
- Клейкая лента + клей-карандаш (низкая температура, ~60°C)
Инструкции
Этапы печати Полиамид:
- Получите триммерную леску 0,105 дюйма. Это будет работать с экструдером 3 мм. Убедитесь, что это PA. Я купил свою на amazon здесь.
- Размер 0,065 дюйма подходит для экструдеров диаметром 1,75 мм.
- 0,090″ также можно использовать для 3-мм экструдеров (его легче найти в моем местном крупном магазине), но могут возникнуть проблемы с втягиванием.
- Высушите нить, поместив ее в печь при температуре 300 F (~148,88°C) на 3-4 часа. Не сушите все сразу, особенно если вы живете во влажном климате. Я высушиваю достаточно, чтобы продержаться неделю. Если вы не высушите его, экструдированный материал станет пенистым и сделает ваши детали очень плохими. Это происходит из-за испарения пара. Это также приведет к переполнению деталей из-за пузырьков на нити. Это заставит вашу часть выглядеть волокнистой и каплевидной.
- Дополнительный ресурс по сушке полиамида: выпуск журнала Plastics Auxiliaries за октябрь 1999 г.
- Поместите высушенный филамент в пакет с застежкой и добавьте немного влагопоглотителя, чтобы он оставался сухим. Я использовал «влагопоглотитель для шкафов», который купил в Walmart, с замками на молнии, у которых есть выдвижная штука.
- Поместите нить из пакета в экструдер.
- При использовании картонной платформы для сборки:
- Как показано на видео, сделайте несколько маленьких зажимов, чтобы обойти кровать снаружи. Я просто использовал несколько кусков дерева с отверстиями и несколько маленьких болтов, которые проходят через стол. Вы также можете напечатать что-то, что, вероятно, будет работать лучше.
- Отрежьте кусок картона по размеру, чтобы он подходил под все зажимы. Вставьте картон и закрутите зажимы. Вы можете использовать кусочки или картон несколько раз и с обеих сторон.
- Как показано на видео, сделайте несколько маленьких зажимов, чтобы обойти кровать снаружи.
- Перейдите на http://forums.reprap.org/read.php?1,70471,page=3, чтобы просмотреть настройки slic3r (config.ini). Вам нужно будет разогреть нагретую доску до 120°C, а сопло до 245°C. Данные настройки принтера подойдут не всем, так что экспериментируйте.
- Откалибруйте высоту, на которой вы хотите печатать. Чем ближе к картону, который вы печатаете, тем больше адгезия, но тем больше картона вам потребуется, чтобы отделить дно, когда печать будет завершена. Это также заставит вас использовать картон быстрее. С другой стороны, если вам все равно, как выглядят части, это не имеет значения.
- Начать печать:)

 Я просто использовал несколько кусков дерева с отверстиями и несколько маленьких болтов, которые проходят через стол. Вы также можете напечатать что-то, что, вероятно, будет работать лучше.
Я просто использовал несколько кусков дерева с отверстиями и несколько маленьких болтов, которые проходят через стол. Вы также можете напечатать что-то, что, вероятно, будет работать лучше.
Очистка
- Используйте вращающийся инструмент (дремель) с насадкой из тонкой проволочной щетки, чтобы снять картон, прилипший к днищу. Проволочная щетка должна довольно легко снимать картон, но не повреждать УМ.
- Вариант 2:
- Купите в магазине чистящее средство для канализации.
- Убедитесь, что это материал с гидроксидом натрия, а не с серной кислотой.
- Наденьте резиновые перчатки и добавьте небольшое количество воды в емкость, затем налейте немного средства для чистки канализации.
- Вам нужно только столько, чтобы покрыть нижнюю часть детали.
- Поместите деталь в раствор, снова используя перчатки.
- Оставьте примерно на 15 минут, затем достаньте и смойте.
- Используйте проволочную щетку, чтобы смахнуть влажный картон.
- Вы можете использовать указанную выше опцию для дальнейшей очистки.
Другие примечания
Если у вас есть пустые катушки, может быть удобно намотать на них меньшие упаковки триммерной лески.