80 фото элементов и параметров прибора
Выбирая сварочный полуавтомат для индивидуального использования, нужно обращать внимание на особенности каждого аппарата и принцип его работы. Полуавтоматическая сварка дает хороший ровный шов, почти не нуждающийся в дополнительной зачистке. Все полуавтоматы действуют при взаимодействии проволоки и газовой среды.

Фирмы – производители предоставляют в своих каталогах описание и фото сварочных полуавтоматов. Но выбрать наиболее подходящий к вашим требованиям, вы сможете, ознакомившись с типами аппаратов.
Краткое содержимое статьи:
Типы полуавтоматов для сварки
Каждый прибор для сварки имеет набор существенных характеристик. Вы можете подобрать аппарат для бытового, профессионального или полупрофессионального использования. По этой классификации полуавтоматы могут выдавать силу тока 200, 300 или больше 300 ампер.

Типы сварочных полуавтоматов в зависимости от источника питания:

Выпрямительные аппараты используются в промышленности, потому что довольно габаритные и тяжело поддаются транспортировке из-за большого веса.

Инверторные сварочные полуавтоматы. Оптимальны для сварки тонкого металла. Комплектация аппарата позволяет прогревать изделие перед работой. Проволока подается автоматически. Для сварки употребляют штучные покрытые электроды.

Преимуществом является использование разнообразных газов для защиты, чаще всего аргона. Готовый шов получается аккуратный и прочный. Преимуществом также является способность управления мощностью сварочного тока и простота розжига.

Трансформаторные приборы используют в профессиональной сварке, они более мощные и имеют небольшую транспортабельность.

Сварочные аппараты применяются для сварки самых различных изделий – в монтажных работах, в автомобилестроении, в производстве металлоконструкций и в других сферах. Использование инверторного бытового сварочного аппарата удобно для частного пользования.
Мощность аппаратов для сварки
Важным показателем работы сварочного прибора является его мощность. Следует помнить, что включаясь, аппарат расходует большее количество ампер, чем при последующей работе.

Мощность сварочных полуавтоматов обусловливает их продуктивность – менее мощные могут сваривать только изделия из тонких листов, более мощные способны сваривать толстые листы металла.

Достаточно важным показателем сварочных аппаратов становится возможность управления током и сам диапазон этой регулировки.

Оптимальный вариант для домашнего использования имеет плавное зажигание сварочной дуги, а также плавный финиш. Наличие режима два в четыре такта позволяет при долгом процессе сварки не держать выключатель горелки нажатым.

На что следует обратить внимание при выборе
Чтобы понять, какой сварочный полуавтомат выбрать для ваших условий, необходимо знать некоторые характеристики. Перед покупкой желательно уточнить особенные характеристики, способ работы и комплектацию.
Наличие внутренней системы подачи сварочной проволоки. Повышает долговечность прибора и оберегает проволоку от проникновения частиц пыли и грязи.

Система предохранения от короткого замыкания.

Универсальность сварки. Возможность сварки как электродами, так и сварочной проволокой значительно повышает удобство использования аппарата.

Степень автоматизации. Скорость подачи проволоки можно регулировать как вручную, так и с помощью автоматики.

Комплектация прибора. Если в наличии имеется еще один комплект наконечников контактов и другие сменные запчасти, то это повысит удобство и продолжительность эксплуатации.
Сварочные полуавтоматы фирмы Аврора
Фирма Aurora – китайский производитель полуавтоматов для сварки. Приборы представляют собой как аппараты для профессионального использования, так и любительские.

Представители этой фирмы, предназначенные для пользователей-любителей, представлены простыми аппаратами для сварки, не отличающимися высокой функциональностью, но имеющие максимальный ток.

Сварочный полуавтомат Аврора может иметь мощность 160, 180 и 200 ампер. Однако самая мощная модель имеет коэффициент ПВ 40%, при оптимальном значении в 60%.

Отсутствует возможность плавной регулировки скорости, имеется только переключатель двух режимов – «быстро» и «медленно», что удобно при сварке тонких металлов и помогает получить более ровный шов. Имеет фиксированное время финиша, равняющееся 1 секунде.

Большим плюсом является наличие облегченной системы заправки проволоки, позволяющая быстро протянуть сварочную проволоку на всю протяженность рукава.

Фото сварочного полуавтомата






































Также рекомендуем посетить:
zdesinstrument.ru
Сварочные полуавтоматы и автоматы — их разновидности и классификация
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Сварочные автоматы
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
Классификация сварочных аппаратов
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.
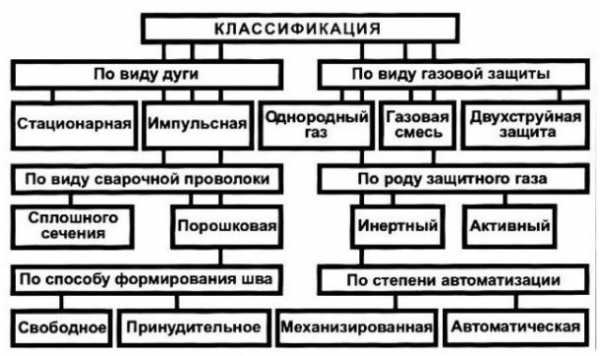
С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
На заметку!
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).
По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
На заметку!
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону.
Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно.

По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
 
ismith.ru
характеристики и критерии выбора – Виды сварочных аппаратов на Svarka.guru
Работа сварщика востребована на любом производстве и ремонте машин и механизмов. Значительно повысить производительность позволяет сварочный полуавтомат. С его помощью можно сваривать тонкие листы и легированные стали. По сравнению с ручной, полуавтоматическая сварка производительнее и дешевле примерно на треть.
Виды
Большинство полуавтоматических аппаратов созданы на основе инвертора. К нему добавлена катушка с проволокой, механизм ее подачи. Сварка полуавтоматом производится разных типов:
Вместо электрода используется металлическая проволока или порошок с покрытием. При сварке в среде защитного газа к аппарату подключается шланг от баллона с аргоном, углекислым газом.
Сварочный аппарат полуавтомат по мощности и производительности делится на виды:
- до 200А – бытовой;
- до 300А – полупрофессиональный;
- свыше 300А – промышленный или профессиональный.
Универсальные полуавтоматы имеют два режима и больше. Могут использоваться для сварки электродами. Имеется специализированное оборудование для работы импульсными токами. В автосервисах пользуются популярностью универсальные полуавтоматы с функцией пайки.
Бытовой и полупрофессиональный агрегат работают от потребительского переменного тока 220В. Профессиональные от трехфазного промышленного 380В.
Характеристики
 Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
С газом
 В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном.
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном.Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде. Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Советы по выбору
 Полуавтомат стоит дороже, чем аппарат для ручной сварки. В процессе работы разница в цене быстро окупается. Для домашнего использования оборудований подходит своей простотой. Дешевый ручник требует высокой квалификации. На полуавтомате может работать, начинающая осваивать азы молодежь и любитель, превративший гараж в мастерскую.
Полуавтомат стоит дороже, чем аппарат для ручной сварки. В процессе работы разница в цене быстро окупается. Для домашнего использования оборудований подходит своей простотой. Дешевый ручник требует высокой квалификации. На полуавтомате может работать, начинающая осваивать азы молодежь и любитель, превративший гараж в мастерскую.Качества получаемого шва и преимущества полуавтоматической сварки полностью оправдывают затраты на покупку полуавтомата.
Сварка производится короткой дугой. Тепло распространяется ограничено, исключая поводку тонкостенных деталей.
Проволока значительно тоньше электродов, значит на один кг ее больше и дополнительная экономия на безотходном расходном материале.
Проволока используется полностью, за исключением нескольких сантиметров при наладке и когда заканчивается моток. Электроды сжигаются не полностью.
С точки зрения безопасности, при сварке полуавтоматом выделяется значительно меньше вредных испарений и газов. Электросварка ручная сопровождается горением флюса или защитного газа, испарением обмазки, окислов и оксидов металлов.
Режим работы
Материал может свариваться разный. Для домашнего использования и работы в частных мастерских подойдет импульсный аппарат или с синергетической настройкой параметров. Оборудование само подберет оптимальный режим работы. надо только задать ему тип сварки, под газом или порошковой проволокой.
С небольшим объемом работы справиться бытовой аппарат. Чтобы самостоятельно построить дом, сделать лестницы, перила, перекрытия с нагрузкой по несколько часов в день, необходимо полупрофессиональное оборудование. Любительский агрегат не справится с нагрузкой.
Типы конструкции

Тип конструкции зависит от материала, который постоянно будет подвариваться. Если это детали из тонких листов, сплавов цветных металлов, следует выбирать импульсный аппарат на базе инвертора. Металлопрофиль типа швеллеров, двутавров, профильных труб можно сваривать самым дешевым полуавтоматом с трансформаторным источником питания или выпрямителем. При незначительной нагрузке, когда имеется возможность делать перерывы в работе, подойдет инвертор до 300А.
Для изготовления и ремонта различных деталей из высоколегированных и низкоуглеродистых сталей, надо брать универсальный полуавтомат, работающий в режиме MAG/MIG. Они легко перестраиваются на различные защитные газы, достаточно заменить баллон. Могут работать на прямом и обратном токах.
Механизм подачи проволоки
Работа с мелкими деталями на стеллаже или специально оборудованном месте, позволяет производить сварку с короткими шлангами. Достаточно катушки диаметром 200 мм и толкающего механизма подачи.
При работе вне стационарного поста, на выезде, удобнее перевозить и пользоваться оборудованием со встроенной в корпус аппарата катушкой. Принцип подачи тянущий.
Большие объемы работы проще выполнять, когда в корпусе источника питания установлено охлаждение. Проволока стоит сверху, катушка свободно вращается. Оборудование меньше перегревается. Видно, сколько материала осталось.
Технология сварки
При сварке полуавтоматом принцип работы основан на процессе нагрева токами. Металл и сама проволока за счет собственного сопротивления токам, проходящими между ними, греется. Горящая дуга расплавляет края деталей и присадочный материал. Он смешивается, создавая при охлаждении прочное неразъемное соединение. Окислы, сгоревший металл и вступивший в реакцию газ образуют шлак, который образуется сверху. Он не дает металлу шва резко остывать и одновременно закрывает его от контакта с воздухом. Обычный процесс электродуговой сварки.
При использовании полуавтоматов обычно применяется обратная полярность, когда минус крепится к детали. Это создает быстрый и глубокий прогрев. При соединении нержавеющих деталей и тонких листов возможно применение тока прямой полярности. Более медленный нагрев исключает прожоги, позволяет расплавиться окисным пленкам, прогреться телу самих обрабатываемых элементов без переходной зоны. Для алюминия подходит только аргонная сварка. Выбор небольшой, но только она способна полностью растворить окислы алюминия, покрывающие металл тонкой пленкой и имеющие температуру плавления и твердость значительно выше, чем у чистого металла.
Начальник участка полуавтоматов в ЦМК завода Тяжелого машиностроения
Бабенко Н. Б.: «Ошибки в выборе режима сварки определяются по треску и чрезмерному количеству искр. При маленькой скорости подачи припоя, появляются щелчки. Требуется увеличить скорость подачи проволоки до их прекращения.Разбрызгивание – это следствие недостаточного количества газа, направленного на сварочную ванну. Непровары и прожиги получаются при не соответствующем напряжении. Следует подрегулировать напряжение и вольтаж».
Выбор в зависимости от предполагаемых задач
На СТО использую для ремонта кузовов аппараты импульсные для тонколистового металла и с функцией пайки мощностью до 200А, работающие с проволокой 0,8 мм. Подваривать детали заднего моста, кардан, пороги и другие, с толщиной стенки больше 2 мм, используют более мощный универсальный инверторный до 300А с режимами работы MAG/MIG.
Шов не всегда получается красивый, зато прочный. Его можно зачистить, придав ему красивый вид. Можно привести пример наиболее подходящего оборудования, это Lorch S, работающий по технологии Micor. Благодаря использованию резонанса, получается очень активное плавление проволоки, которая течет струей и заполняет пространство между кромками. В результате получается красивый шов даже у новичка.
Для самостоятельного ремонта автомобиля и дальнейшей работы с металлическими профилями разной толщины, выбирается импульсный полуавтомат с дополнительными режимами сварки MAG/MIG стальной и порошковой проволокой. Защитный газ используется в зависимости от материала.
Для любителей мастерить своими руками, изготавливать рамы дверей, каркасы теплиц, другие конструкции из профиля и труб, необходимо выбрать полуавтомат с мощностью до 300А с инверторным источником тока. Синергетическое управление позволит новичкам работать на оптимальных режимах, продлить срок службы оборудования и обеспечить качество швов. Углекислый газ дешевле аргона и кислорода, при этом хорошо закрывает ванну, не допуская к дуге кислород. Его применение в домашних условиях вполне приемлемо.Предпринимателям, занимающимся изготовлением емкостей и трубопроводов из алюминия, высоколегированных и нержавеющих сталей, следует брать универсал, в котором сочетается аргоновая сварка и ручная электродами. Для нормального провара корневого шва нержавейка требует ручной сварки электродами с целлюлозным покрытием. Дальше можно перестроиться на проволоку и варить второй и третий ряд.
При строительстве каркасов из двутавра и другого профиля с толщиной стенки до 10 мм, бытовым аппаратом не обойтись. Нужен хороший, мощный, агрегат, способный создавать ток до 300А и работать длительное время. Без профессионального оборудования MAG/MIG не обойтись.
Сварочные полуавтоматы удобные в использовании, не требуют особых навыков. Их все чаще покупают любители для ремонта автомобиля и строительства домашних конструкций. Оборудуют полуавтоматическими аппаратами свои предприятия и владельцы, желающие повысить производительность работы и обойтись без высококвалифицированных мастеров.
svarka.guru
Советы по выбору сварочного полуавтомата инверторного типа
 С помощью сварочных полуавтоматов инверторного типа производится электродуговая сварка. Новые модели гораздо эффективнее устаревших трансформаторов и выпрямителей. Принцип работы основывается на преобразовании входного напряжения. На первой стадии ток становится постоянным, потом образуется напряжение высокой частоты, порядка 100 кГц. При инверторной технологии КПД повышается до 95%. Динамические характеристики при этом значительно улучшаются.
С помощью сварочных полуавтоматов инверторного типа производится электродуговая сварка. Новые модели гораздо эффективнее устаревших трансформаторов и выпрямителей. Принцип работы основывается на преобразовании входного напряжения. На первой стадии ток становится постоянным, потом образуется напряжение высокой частоты, порядка 100 кГц. При инверторной технологии КПД повышается до 95%. Динамические характеристики при этом значительно улучшаются.
Сварочный инвертор-полуавтомат стоит дороже стандартной сварочной установки, но покупатель с его приобретением получает компактный и производительный аппарат, с которым легче осуществлять сварочные работы.
Преимущества устройства
- Как правило, сварочные инверторные полуавтоматы имеют малый вес и транспортируются просто.

- Пи сварке наблюдается малое разбрызгивание, благодаря чему впоследствии не требуется зачищать большие швы.
- Регулировка тока у инверторного полуавтомата очень точная.
- У многих моделей есть функция горячего старта, которая заключается в сильном импульсе, образующемся в аппарате. Благодаря этому аппарат может быть включен очень быстро.
- Наличие функции антизалипания электрода. При этом держатель его надежно защищается.
- Небольшое потребление электроэнергии.

Цены на полуавтоматы варьируются в широком диапазоне, поэтому предоставлен большой выбор.
Принцип работы
Все инверторное оборудование отличается высоким качеством подачи напряжения на выходе. Правильная ровная дуга образуется путем трансформации электротока. Полуавтоматы преобразовывают переменное напряжение в постоянное, и наоборот, многократно. Трансформации на выходе дают стабильную дугу без скачков, что отражается на качестве шва.
- Сварка ведется благодаря проволоке, плавящейся под действием электрической дуги.
- При плавлении проволоки для повышения эффективности используется газ, который играет роль защитной среды.
- Проволока подается автоматически. В некоторых моделях скорость движения проволоки регулируют специальными устройствами по мере увеличения напряжения дуги.
Выбор полуавтомата
В обычном полуавтомате проволока горит лишь под воздействием газов. При плавлении используются и активные, и инертные смеси. На ту или иную указывает маркировка MIG/MAG. Возможен также выбор полуавтомата с флюсовой проволокой, для которой не нужны газы. Образуется защитная среда при сгорании сердцевины проволоки.
Наиболее удобен универсальный полуавтомат-инвертор, позволяющий работать с любой сварочной проволокой, которая включает флюсовый и порошковый материал.
 Для разных металлов требуется разные газовые смеси. Так, среда углекислого газа подойдет для работы с низкоуглеродистыми сталями. Плюс оборудования — в невысокой стоимости расходников. К недостаткам можно причислить низкое качество шва, который при отсутствии обработки ржавеет уже через короткое время. Для цветных металлов используются азот и аргон.
Для разных металлов требуется разные газовые смеси. Так, среда углекислого газа подойдет для работы с низкоуглеродистыми сталями. Плюс оборудования — в невысокой стоимости расходников. К недостаткам можно причислить низкое качество шва, который при отсутствии обработки ржавеет уже через короткое время. Для цветных металлов используются азот и аргон.
Модели делятся на три основные группы. С профессиональными аппаратами выполняют большие объемы работ с коротким интервалом отключения. Им требуется трехфазное напряжение. Бытовые, полупрофессиональные и полупромышленные установки стоят дешевле и иногда способны работать от обыкновенной домашней электросети.
Одним из важнейших критериев при выборе является коэффициент предельной нагрузки — П. Н. Он говорит о том, сколько способна проработать установка при максимальной нагрузке. Промежуток принято рассчитывать в интервале в 10 минут. Например, если у аппарата без газа ПН равен 60%, а ток — 40 А, значит, максимальное напряжение он сможет выдавать 6 минут, а на 4 минуты его надо выключать. У профессионального инвертора для полуавтоматической сварки ПН часто равен 100%, тогда как напряжение — 30−45 А. Значит, при подаче этого напряжения не требуется выключать установку, она может работать весь день.
Как переделать сварочный инвертор в полуавтомат
 Принцип действия инверторного полуавтомата разительно отличается от принципа работы аппарата дуговой сварки. Чтобы обеспечить сварку, требуется уравновесить три параметра:
Принцип действия инверторного полуавтомата разительно отличается от принципа работы аппарата дуговой сварки. Чтобы обеспечить сварку, требуется уравновесить три параметра:
- скорость подачи;
- напряжение;
- силу тока.
Сделать из инверторной сварки полуавтомат получится при соблюдении всех условий и дополнительного обеспечения соответствия следующих параметров:
- Жесткое напряжение, которое определит длину дуги. В этом случае скорость регулировки подачи тоже определит параметры сварного тока.
- Под полуавтомат инверторную сварку получится переделать путем запитывания его от сварочной цепи напрямую. В этом случае при увеличении интенсивности дуги автоматически увеличивается скорость подачи.
Выбор производителя
Кто же среди первых в рейтинге сварочных полуавтоматов? Не будем брать на себя ответственность за определение победителя, а просто расскажем о некоторых производителях.
Здесь выделим три больших группы:
- Европейские производители. Главное отличие полуавтоматов, изготовленных в Европе, в полном их соответствии параметрам, заявленным в технической документации. Как правило, эти модели имеют большой срок службы и часто могут похвастаться наличием технологических новшеств. С аппаратами Kemppi, Wester, Telwin и проч. удастся решить даже сложнейшие производственные задачи.
- Российское оборудование — простое и с минимальным количеством функциональных возможностей. Хороший выбор при ограниченном бюджете. Тем не менее качество неплохое. Похвалу заслужила продукция фирмы «Сварог», среди прочего предлагающая полуавтоматы, поддерживающие универсальные модели и технологию сварки без газа.
- Китайские установки в большинстве случаев носят названия «Темп», «Ритм» и тому подобные. Они производятся в КНР по лицензии. Некоторые модели показали себя вполне неплохо. Обычно служат недолго.
 Европейские производители. Главное отличие полуавтоматов, изготовленных в Европе, в полном их соответствии параметрам, заявленным в технической документации. Как правило, эти модели имеют большой срок службы и часто могут похвастаться наличием технологических новшеств. С аппаратами Kemppi, Wester, Telwin и проч. удастся решить даже сложнейшие производственные задачи.
Европейские производители. Главное отличие полуавтоматов, изготовленных в Европе, в полном их соответствии параметрам, заявленным в технической документации. Как правило, эти модели имеют большой срок службы и часто могут похвастаться наличием технологических новшеств. С аппаратами Kemppi, Wester, Telwin и проч. удастся решить даже сложнейшие производственные задачи.Установка выбирается после определения целей, для которых она должна использоваться. Когда главная задача — это разовые работы, можно взять и китайскую модель. Если предполагается более интенсивное использование, рекомендуется купить европейский или российский аппарат.
Инвертор или полуавтомат: что лучше
 По сути, вопрос бессмысленный. Для разных работ требуется полуавтоматическая или дуговая сварка. Например, варить с помощью электродов кузов автомобиля довольно проблематично, хотя и возможно теоретически. Для кузовных работ лучше использовать полуавтоматическую установку. Сила тока в случае сварки инверторным полуавтоматом целиком соответствует необходимым параметрам и позволяет производить сварку тонкого металла.
По сути, вопрос бессмысленный. Для разных работ требуется полуавтоматическая или дуговая сварка. Например, варить с помощью электродов кузов автомобиля довольно проблематично, хотя и возможно теоретически. Для кузовных работ лучше использовать полуавтоматическую установку. Сила тока в случае сварки инверторным полуавтоматом целиком соответствует необходимым параметрам и позволяет производить сварку тонкого металла.
С помощью инверторного сварочного аппарата могут вариться цветные и тугоплавкие металлы. Дуговой сваркой не удастся наварить шов на меди или алюминии. С другой стороны, качественный дуговой инверторный аппарат незаменим, когда ведется работа с черными металлами, а стоимость обслуживания его, даже с приобретением расходных материалов, значительно ниже.
tokar.guru
Сварка полуавтоматом — разновидности и оборудование
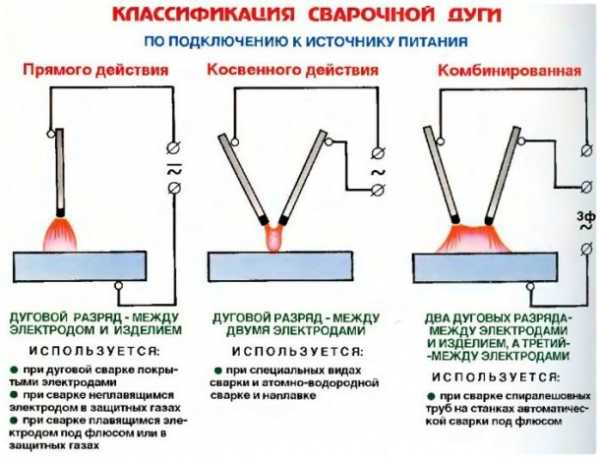
Сварка полуавтоматом представляет собой разновидность дуговой сварки, в которой движение дуги вдоль шва делается сварщиком вручную, а введение электрода в область сварки автоматизировано. При этом грань между видами сварки полностью или наполовину автоматическим не слишком четкая. Весь сварочный процесс поддается автоматизации только в двух направлениях. Можно усовершенствовать либо процедуру подачи электрода по ходу его расплавления, либо автоматизировать операции по передвижению дуги вдоль линии шва. Этим и отличаются полу- и автоматический виды сварки. Последний подразумевает усовершенствование обеих операций. А если сварочный аппарат предусматривает это только в подаче электродной проволоки, то он считается полуавтоматом.
Разновидности сварки полуавтоматом
Использование автоматической сварки удобно для работ, где есть длинные, направленные прямо или по кругу швы, что характерно для больших крупносерийных производств. В случаях, если она по разным причинам невозможна, целесообразно использование сварочного полуавтомата, сварка которым позволяет решать многие задачи. Она актуальна для швов в труднодоступных местах и в разных пространственных положениях. При этом она обеспечивает надежное соединение деталей, практически исключая коробление, является легким и безопасным в применении процессом.
Например, инверторная сварка полуавтоматом не требует особо сложного оборудования. Основу такой сварки составляет источник постоянного тока, обеспечивающий необходимое сварочное напряжение и его регулировку. Введение электродной проволоки в полуавтоматах осуществляется особым механизмом. Он не только подает ее в область сварки, но еще позволяет регулировку скорости введения. Газ из баллона, подаваемый потоком от горелки, обеспечивает необходимую защиту сварочной дуги. Причем одновременно можно регулировать скорость введения электродной проволоки с уровенем напряжения.
Порядок сварки аргоном полуавтоматом предполагает включение газового клапана нажатием выключателя горелки. Одновременно с источником питания включается и механизм подачи сварочной проволоки для сварки п
promplace.ru
Какие бывают сварочные полуавтоматы
Развитие индустрии в сварочном деле дает широкий выбор аппаратов для сварки. В машиностроении на больших заводах применяют автоматизированную сварку. С применением лазерной технологии и дорогостоящего оборудования. В малых ответственных сварных соединениях применяют сварку в защитном газе с автоматической подачей проволоки. Реже применяют сварку автоматом под флюсом. В основном сваривают огромные детали большой толщины. На подачу идет уже не проволока а лента. Электрод применяют не плавящийся. Сила тока исчесляется тысячами Ампер. Гибрид между технологией TIG и MIG/MAG, но уже без газа. Такие аппараты стационарные и питаются явно не на 380 вольт а куда выше. Это к общему сведению. Меня интересуют аппараты на 380 и 220 вольт.
Начнем с простых о которых известно уже давно. Для ручной дуговой сварки ММА используют обычные трансформаторные или инверторные. Первые трансформаторные имеют балластник для регулировки тока и диодный мост. Подключаются как на трехфазную сеть так и на однофазную. Не прихотливые в эксплуатации не боятся морозов и погодных катаклизм. Переживают любую сырость. Имеют большие габариты и вес, что затрудняет их мобильное перемещение. Часто их делают много постовыми на малом производстве. В быту нашли свое применение инверторного типа сварочные аппараты. Малый вес и мобильность с низким потребления тока. Все чаще отдают им предпочтения. В зависимости от качество электронных компонентов ни все могут использоваться при отрицательной температуре. Боятся скачков напряжения и проседания сети. Выходят из строя силовые транзисторы при эксплуатации на жаре. Диодные мосты пробивает и происходит короткое замыкание. Конденсаторы на входе со временем высыхают и взрываются. Многие их таскаю запечем и не подозревают что напряжение внутри порой доходит до 700 вольт. Пробой на корпус и вы упадете.
Сварочные аппараты с техникой TIG делают универсальные. Отключил рукав и присоединил провод. Они такие же инверторные имеют пульт управления отдельный. Которым легко управлять агрегатам в процессе сварки. Постепенно при завершении шва снижать силу тока тем самым закрывает кратер сварочной ванны. Имеет много степеней защиты что позволяет его уже не таскать на себе. Очень большое преимущество по сравнению с ММА.
Полуавтоматы есть как бытовые мобильные так и профессиональные. С первыми выполняют обычную простую сварку. Сами они ограничены функционалом и самой начинкой. В основном ручная настройка под каждую проволоку и толщину металла. Напряжение и силу тока со скоростью подачей выставляют по таблице. Обычная бытовая сеть в 220 вольт не дает возможности делать его более мощным. От этого зависит диаметр используемой проволоки. В стационарных полуавтоматах, для больших объемов производства, используют сеть 380 вольт. Это дает большое преимущество. Конвертируется переменный ток так и постоянный, импульсный. Присутствует монитор и компьютер. Наличие запрограммированных программ на каждый вид сварки, металл, используемую проволоку, подстройка ручная. Благодаря таким функциям сокращается время настройки агрегата. Расход материала сокращается к минимум. Меньше разбрызгивание металла при сварке и испарения его. Качественный шов не требует дополнительной обработки.
Есть с ограниченным функционалом и настроены под работу в инертном газе MIG. Другие наоборот только в среде активного газа MAG. Стационарные с программным управлением позволяют использовать два режима. Плюс еще и по выбору тока. Дают преимущество использовать более толстую проволоку.
При выборе сварочного аппарата ориентируетесь какие виды сварки вы будете выполнять. Нужен вам сложный сварочник или обойтись простым решать вам.
weldingmedia.ru
Как правильно выбрать сварочный полуавтомат для дома
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».- Содержимое:
- Как работает полуавтоматическая сварка
- Какой газ нужен для сварки полуавтоматом
- Как настроить полуавтоматическую сварку
- Как пользоваться сварочным полуавтоматом
- Какой фирмы лучше сварочный полуавтомат
- Какой сварочный полуавтомат выбрать для производства
- Чем отличается сварка автомат от полуавтомата
Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.

Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
![схема процесса сварки полуавтоматом]() На горелку подается газ, используемый в качестве защитного элемента.
На горелку подается газ, используемый в качестве защитного элемента.- Специальный механизм направляет сварочную проволоку с необходимой скоростью.
- Электроэнергия подается с помощью источника питания трансформаторного или инверторного типа.
 На горелку подается газ, используемый в качестве защитного элемента.
На горелку подается газ, используемый в качестве защитного элемента.Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
- Сварной ток поступает на горелку.
![держак полуавтомата]() В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.- Между обрабатываемым материалом и проволокой образуется дуга, с помощью которой и осуществляется плавление проволоки.
- Одновременно подается газ. Газ обеспечивает защиту вокруг сварной ванны.
 В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG — аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG — обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока — сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки — регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси — это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:
- Китай — оборудование китайских производителей представлено в наиболее приятной ценовой категории. Можно приобрести китайский полуавтомат как заводской, так и кустарной сборки. Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.
![комплект полуавтоматического сварочного оборудования]() Европа — качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
Европа — качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.- Россия — нечто среднее по ценовой политике со сравнительно хорошим качеством. Единственное условие, чтобы полуавтоматическое оборудование для выполнения сварочных работ изготавливалось непосредственно в России, а не было подделкой. Подойдут модели Энергомаш, Сорокин и т. д.
 Европа — качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
Европа — качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:
![полуавтомат на производстве]() Качество подачи напряжения — производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
Качество подачи напряжения — производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.- Скорость проведения работ — этот критерий имеет особое значение при проведении производственных работ. Следует уделить внимание дополнительным функциям, ускоряющим и облегчающим процесс сварки. К ним относится:
- система автоматической подачи проволоки
- контроль над предотвращением прилипания электрода
- возможность горячего запуска
- система автоматической подачи проволоки
- Тип подключения — при выборе сварочного полуавтомата нужно знать параметры электрической сети, которая есть в наличии. Но чаще всего такие установки должны работать от трехфазного напряжения.
 Качество подачи напряжения — производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
Качество подачи напряжения — производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:
- Полуавтомат — по сути, практически ничем не отличается от обычной сварочной установки. Единственной разницей является то, что подача сварной проволоки осуществляется автоматически (может быть как с механическим, так и электронным приводом). Преимущества полуавтоматической сварки перед автоматической сваркой состоят в том, что квалифицированный специалист может выполнять сложные задачи по обработке тонких металлов, что практически недостижимо при использовании автомата.
![сварочный автомат]() Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
 Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.

Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
stroy-plys.ru