Сварка, виды сварки, история сварки
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. Сваркой получают изделия из металла и неметаллических материалов (стекла, керамики, пластмасс и др.). Изменяя режимы сварки, можно наплавлять слои металла различной толщины и различного состава.
На специальном оборудовании в определенных условиях можно осуществлять процессы, противоположные по своей сущности процессу соединения, например огневую, или термическую, резку металлов.
Историческая справка
Простейшие приёмы сварки были известны в 8-7-м тыс. до н. э. В основном сваривались изделия из меди, которые предварительно подогревались, а затем сдавливались. При изготовлении изделий из меди, бронзы, свинца, благородных металлов применялась т. н. литейная сварка. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом.
Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Этот способ известен под названием горновая, или кузнечная, сварка. Только эти два способа сварки были распространены вплоть до конца 19 в. Толчком к появлению принципиально новых способов соединения металлов явилось открытие в 1802 дугового разряда В. В. Петровым. В 1882 Н. Н. Бенардос и в 1890 Н. Г. Славянов предложили первые практически пригодные способы сварки с использованием электрической дуги. В начале 20 в. дуговая электросварка постепенно стала ведущим промышленным способом соединения металлов. К началу 20 в. относятся и первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную сварочную горелку сконструировал французский инженер Э. Фуше, который получил на неё патент в Германии в 1903. В России этот способ стал известен предположительно к 1905, получил распространение к 1911. Процесс дуговой сварки совершенствовался, появились её разновидности: под флюсом, в среде защитных газов и др. Во 2-й половине 20 в. для сварки стали использовать др. виды энергии: плазму, электронный, фотонный и лазерный лучи, взрыв, ультразвук и др.
Во 2-й половине 20 в. для сварки стали использовать др. виды энергии: плазму, электронный, фотонный и лазерный лучи, взрыв, ультразвук и др.
Классификация
Современные способы сварки. металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др. ; к сварке давлением — горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
; к сварке давлением — горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Сварка плавлением
Простейший способ сварки — ручная дуговая сварки — основан на использовании электрической дуги. К одному полюсу источника тока гибким проводом присоединяется держатель, к другому — свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде). Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
При дуговой сварке кислород и азот атмосферного воздуха активно взаимодействуют с расплавленным металлом, образуют окислы и нитриды, снижающие прочность и пластичность сварного соединения. Существуют внутренние и внешние способы защиты места сварки введение различных веществ в материал электрода и электродного покрытия (внутренняя защита), введение в зону сварки инертных газов и окиси углерода, покрытие места сварки сварочными флюсами (внешняя защита). При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их — защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки . При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки , при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата. Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т. к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т. к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
При механизированных способах сварки применяют газовую защиту — сварка в защитных газах, или газоэлектрическая сварка. Идея этого способа принадлежит Н. Н. Бенардосу (конец 19 в.). Сварка осуществляется сварочной горелкой или в камерах, заполненных газом. Газы непрерывно подаются в дугу и обеспечивают высокое качество соединения. Используют инертные и активные газы. Наилучшие результаты даёт применение гелия и аргона. Гелий из-за высокой стоимости его получения используют только при выполнении специальных ответственных работ. Более широко распространена автоматическая и полуавтоматическая сварка в аргоне или в смеси его с другими газами неплавящимся вольфрамовым и плавящимся стальным электродами. Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, — сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
Используют инертные и активные газы. Наилучшие результаты даёт применение гелия и аргона. Гелий из-за высокой стоимости его получения используют только при выполнении специальных ответственных работ. Более широко распространена автоматическая и полуавтоматическая сварка в аргоне или в смеси его с другими газами неплавящимся вольфрамовым и плавящимся стальным электродами. Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, — сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
К электрическим способам сварки плавлением относится электрошлаковая сварка, при которой процесс начинается, как при дуговой сварке плавящимся электродом — зажиганием дуги, а продолжается без дугового разряда. При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Осуществление дуговой электросварки возможно также в воде (пресной и морской). Первый практически пригодный способ сварки под водой был создан в СССР в Московском электромеханическом институте инженеров ж.-д. транспорта в 1932 под руководством К. К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Один из перспективных способов сварки — плазменная сварка — производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки — сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Перспективная разновидность плазменной сварки — сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Газовая сварка
Газовая сварка относится к способам сварка плавлением с использованием энергии газового пламени, применяется для соединения различных металлов обычно небольшой толщины — до 10 мм. Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Промышленное применение получила ацетилено-кислородная газовая сварка. Существенное отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла, Это обстоятельство определяет применение газовой сварки для соединения металлов малых толщин, требующих подогрева в процессе сварки (например, чугун и некоторые специальные стали), замедленного охлаждения (например, инструментальные стали) и т. д. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка целесообразна при выполнении ремонтных работ. Промышленное применение имеет также газопрессовая сварка стальных труб и рельсов, заключающаяся в равномерном нагреве ацетилено-кислородным пламенем металла в месте стыка до пластического состояния и последующей осадке с прессованием или проковкой.
Перспективными являются появившиеся в 60-е гг. способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения.
способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный — Солнце. Этот способ сварки , называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов — лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Сварка давлением
Способы сварки в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная сварка выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ сварки достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной сварки в космосе.
Для сварки можно использовать механическую энергию трения. Сварка трением осуществляется на машине, внешне напоминающей токарный станок. Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, сварка высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Ультразвуковая сварка основана на использовании механических колебаний частотой 20 кгц. Колебания создаются магнитострикционным преобразователем, превращающим электромагнитные колебания в механические. На сердечник, изготовленный из магнитострикционного материала, намотана обмотка. При питании обмотки токами ВЧ из электрической сети в сердечнике возникают продольные механические колебания. Металлический наконечник, соединённый с сердечником, служит сварочным инструментом. Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация.
Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Одним из способов электрической сварки является контактная сварка, или сварка сопротивлением (в этом случае электрический ток пропускают через место сварки , оказывающее омическое сопротивление прохождению тока). Разогретые и обычно оплавленные детали сдавливаются или осаживаются, т. о. контактная сварка по методу осадки относится к способам сварки давлением (см. Контактная электросварка). Этот способ отличается высокой степенью механизации и автоматизации и получает всё большее распространение в массовом и серийном производстве (например, соединение деталей автомобилей, самолётов, электронной и радиотехнической аппаратуры), а также применяется для стыковки труб больших диаметров, рельсов и т. п.
Наплавка
От наиболее распространённой соединительной сварки отличается наплавка, применяемая для наращения на поверхность детали слоя материала, несколько увеличивающего массу и размеры детали. Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами сварки дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами сварки дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Термическая резка
Резка технологически отлична от сварки и противоположна ей по смыслу, но оборудование, материалы, приёмы выполнения операций близки к применяемым в сварочной технике. Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Дуговая резка, выполняемая как угольным, так и металлическим электродами, применяется при монтажных и ремонтных работах (например, в судостроении). Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Резку можно выполнять высокотемпературной плазменной струей. Для резки и прожигания отверстий перспективно применение светового луча, струи фтора, лазерного излучения. Дальнейшее развитие и совершенствование методов сварки и резки связано с внедрением и расширением сферы применения новых видов обработки — плазменной, электронной, лазерной, с разработкой совершенных технологических приёмов и улучшением конструкции оборудования. Возможно значительное расширение использования сварки и резки для подводных работ и в космосе. Направление прогресса в области сварочной техники характеризуется дальнейшей механизацией и автоматизацией основных сварочных работ и всех вспомогательных работ, предшествующих сварке и следующих за ней (применение манипуляторов, кантователей, роботов). Актуальной является проблема улучшения контроля качества С. , в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
, в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
Виды сварки. Классификация основных видос сварки металлов
Содержание
- Понятие процесса сварки
- Физические признаки сварки
- Технологичность – главное свойство сварных работ
- Важность технологических свойств
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MIG/MAG – сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная сварка
- Плазменная
- Термомеханическая сварка
- Кузнечная сварка
- Контактная сварка
- Диффузионная сварка
- Механическая сварка
- Сварка трением
- Холодная сварка
- Сварка взрывом
- Ультразвуковая сварка
Под сваркой подразумевается создание несъемных соединений между металлическими конструкциями.
Понятие процесса сварки
Основной принцип сварки заключается в том, что металлические поверхности соединяются посредством оплавления вещества под воздействием высокой температуры. Достижение нужных показателей обеспечивается за счет инверторного аппарата, через который энергия проходит от электросети к сварочному электроду. Когда последний оплавляется, на месте соединения металла образуется сварочная ванна. В ней металлические конструкции оплавляются вместе с электродом, а в то же время, шлаковая оболочка защищает от внешнего воздействия. Когда сварочные работы оканчиваются и соединения остывают, место нагрева кристаллизуется.
Изучая виды аппаратов для сварки металла, можно выделить следующие по типу тока:
- Переменные (AC). Недорогие аппараты, которые используются зачастую в бытовых целях. Работают в условиях постоянно меняющегося напряжения дуги (сотню раз за секунду), из-за чего состояние сварной ванны тоже крайне нестабильно. Это приводит к ряду негативных последствий: разбрызгиванию металла, уходу сварного шва от намеченной траектории, нестабильному провару конструкции. Тем не менее, в некоторых случаях использование переменного тока необходимо. Он применяется, чтобы сваривать намагниченные поверхности, ведь постоянный в этом случае бесполезен. Также им часто сваривают толстолистовые заготовки.
- Постоянные (
 Последние повсеместно применяются как домашними мастерами, так и профессионалами. Хоть постоянный ток и не подходит для некоторых условий, он позволяет добиться значительно более высокого качества шва при минимальных затратах сил и времени.
Последние повсеместно применяются как домашними мастерами, так и профессионалами. Хоть постоянный ток и не подходит для некоторых условий, он позволяет добиться значительно более высокого качества шва при минимальных затратах сил и времени.
Также следует уделить внимание рабочей оснастки – электродам. От того, какой вид вы используете, зависят условия сварных работ, так что о них необходимо знать. Они подразделяются на:
- Плавящиеся. Под воздействием высокой температуры они оплавляются, за счет чего и используются, чтобы образовывать сварочный шов. Пока горит головка, высвобождается газ. Его функция заключается в том, чтобы препятствовать процессу окисления. За счет газового сгустка поддерживается сварная ванна. Плавящиеся электроды хороши тем, что при их использовании не требуется отдельно подавать присадочную проволоку – скрепление происходит без нее.
- Неплавящиеся. Такие электроды выполнены из неметаллов – вольфрама, угля, графита.
 Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.
Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.
Физические признаки сварки
Ввиду своей структуры металлические поверхности не взаимодействуют между собой, поэтому для осуществления сварки требуется воздействие на межатомном уровне. Последнее возможно при включении электронных соединений или реализации при сдавливании под большим давлением.
В целом виды сварочных работы по металлу классифицируются по следующим признакам:
- Воздействие температуры. Происходит без внешнего механического влияния, исключительно за счет повышения температуры в сварочной ванне до необходимых параметров. В зависимости от разновидности сварных работ возможно несколько способов достижения температурного уровня – сварными дужками или газом.

- Работы под давлением. Из-за сильного сжатия происходит деформация металлических заготовок, за счет чего возможна текучесть мест стыковки.
- Стыковка. Осуществляется за счет того, что металлические пласты наплывают друг на друга.
Вне зависимости от того, какие виды швов сварки электродами вы используете, наличие грязи негативно сказывается на финальном результате. Загрязнения представлены, как правило, жировыми пятнами и окисью.
Технологичность – главное свойство сварных работ
Ни одну разновидность сварочных работ по металлу нельзя назвать полностью заменяющей все остальные, потому как в каждом типе имеются свои ограничения и технологические трудности. В то же время, существующие способы сварки разделяются по обрабатываемому металлу и используемым инструментам. Мы разберем подробнее, как классифицируют все существующие виды и способы сварки:
- электрошлаковая сварка (ЭШС),
- электрическая дуговая сварка (электросварка, ЭДС),
- сварка плазмой,
- электронно-лучевая сварка,
- сварка при помощи света и газа,
- сварка с применением ультразвука,
- термомеханические разновидности сварных работ (контактные, холодные, печные).

Важность технологических свойств
Важным аспектом сварочных работ по металлу является защищенность сварной ванны от воздействия внешней среды. Именно благодаря ей удается добиться одинаковости провара и стабильности дуги. Существует несколько способов защиты нагретого металла в процессе сварных работ. Приводим классификацию типов сварки металла по виду защищенности шва. Она осуществляется при помощи:
- вакуума,
- воздуха,
- флюса,
- пены,
- защитно-газовой среды.
При этом то, насколько автоматизирован сварочный процесс, создает вариативность: существуют процессы и оборудование, обеспечивающие работы вручную, механизацию и полную автоматизацию. Сварщик также может регулировать, какой газ использовать – выделяются вещества с разной степенью активности.
Термическая сварка
Данный вид сварки выполняется с применением таких компонентов, как:
- плазменный поток,
- огонь горелки с газом,
- электродуга.

Сам процесс осуществляется следующим образом: металлические заготовки стыкуются друг с другом, после чего места контакта оплавляются из-за влияния высоких температур. Когда сварочные соединения начинают остывать, происходит кристаллизация. Это создает несъемное соединение с прочностью исходного металла.
Электродуговая контактная сварка
Эта разновидность сварочных работ по металлу заслуживает особого внимания, потому как применяется в большинстве сфер – причем как в домашних условиях, так на производстве и в строительстве.
Для осуществления сварки электродугового типа используются сварочные аппараты, чаще всего в качестве них выступают инверторы. Они предназначены для генерации и поддержания электродуги, представляющей собой результат взаимодействия катода и анода.
- Анод – это электрод, на котором происходит окисление.
- Катод – это электрод, на котором происходит восстановление.

Между ними происходит процесс, результатом которого служит выработка большого объема тепловой энергии, достаточного для плавки металлов. Под воздействием высоких температур создается сварная ванна, которая и способствует скреплению нужных заготовок. Когда температура падает, провар кристаллизуется, что окончательно упрочняет металлический шов.
Мы рассмотрим, какая бывает контактная сварка электрической дугой – виды сварных работ по металлу.
ММА – ручная дуговая сварка
Сильной стороной ручной дуговой сварки является ее доступность: MMA – самый распространенный тип, причем это касается как легкости освоения, так цены оборудования и расходного снаряжения. Используя ручную дуговую сварку, можно в домашних условиях произвести ремонт бытового оборудования или автомобиля, собрать несложную конструкцию, починить каркас из металла. А сколько мангалов было сварено таким образом?..
Перечисляя самые распространенные виды сварки в профессиональной сфере, ручную дуговую также не получится обделить вниманием. MMA позволяет создавать сварочные соединения, применимые в строительстве, машиностроении, тяжелой промышленности; найдет применение как в небольших СТО и мастерских, так и на крупных полномасштабных производствах.
MMA позволяет создавать сварочные соединения, применимые в строительстве, машиностроении, тяжелой промышленности; найдет применение как в небольших СТО и мастерских, так и на крупных полномасштабных производствах.
В качестве оборудования применяются сварочные аппараты или инверторы, которые необходимы для создания тока с переменным или постоянным напряжением (как мы выяснили раньше, последний вариант является оптимальным для большинства ситуаций).
В качестве расходников представлены электроды – стержни из металла, имеющие обмазку из определенного состава. В процессе сварки создается высокая температура, из-за которой электроды постепенно оплавляются. Нагретая до состояния плавления проволока упрочняет соединение, когда оболочка электрода выделяет в сварочную ванну газовый состав. Последний выполняет особые функции:
- Предотвращает преждевременное окисление сварной ванны.
- Поддерживает стабильность электродуги.

- Позитивно сказывается на свойствах сварного шва.
Перейдем к преимуществам ручной дуговой сварки:
- Компактность. Электрододержатели достаточно компактны, чтобы предоставить сварщику возможность создавать соединения в труднодоступных местах. Ручная дуговая сварка позволит делать провары в различных позициях.
- Универсальность. При правильном выборе электродов вы сможете эффективно сваривать разные типы металлических конструкций.
- Простота освоения. Начать использовать сварочный инвертор для MMA можно с минимальными компетенциями, при этом вам практически не встретятся какие-либо виды наружных дефектов сварки.
Аргоновая сварка TIG
Данная разновидность сварки применяется, когда требуется создавать ответственные сварочные соединения, рассчитанные на высокую нагрузку. В отличие от ручной дуговой, она требует от сварщика обладания значительно большими компетенциями. В то же время, производительность сварных работ остается заметно ниже даже при высокой квалификации специалиста.
Без аргоновой сварки не обойтись, когда требуется обеспечить герметичность соединений: к примеру, на нефте- или газоперерабатывающей промышленности, на производстве продуктов питания, при создании технически сложных товаров. Применяя TIG-сварку, удастся наиболее качественно скреплять металлические заготовки с тонкими стенками. Широкая сфера эксплуатации позволит работать с многими разновидностями металлов:
- нержавейкой,
- углеродистой,
- легированной,
- магниевыми, титановыми, медными заготовками.
Рассматривая все виды электрической сварки металлов, можно сделать вывод, что аргоновая позволит добиться наиболее эстетичного результата – финальный шов не только отличается высокой прочностью, но и выглядит крайне аккуратно. Из-за качества TIG-сварки получившаяся конструкция сможет выдерживать ощутимые нагрузки.
При реализации аргоновой сварки в качестве расходных материалов применяются неплавящиеся электроды, состоящие из угля, графита или вольфрама. Помимо них, используется подаваемая отдельно проволока – она должна иметь состав, идентичный тому, из которого сделаны свариваемые заготовки. Оболочка электродов образует инертный газ, который предотвращает попадание в сварную ванну кислорода из атмосферы.
MIG/MAG – сварка полуавтоматом
MIG/MAG сварка — разновидность сварки характерна тем, что не использует плавящиеся или неплавящиеся электроды – вместо них оборудование отдельно подает проволоку и газ. Присадочный материал поступает через горелку в автоматическом режиме, что позволит минимально отвлекаться от сварных работ.
На горелку также поступает газ, состав которого отличается в зависимости от обрабатываемого материала. К примеру, если газ имеет повышенную активность, в процессе создания провара металл брызгается, из-за чего сварочные соединения выглядят неэстетично. Но есть области применения различных видов сварки, в которых это не так важно, как высокая производительность.
Особенность полуавтоматической сварки заключается в том, что ее получится осуществлять только с постоянным током. Несмотря на это, она популярна не только среди профессиональных мастеров, но и некоторых энтузиастов. Разберем преимущества MIG/MAG:
- Работа со стальными, чугунными, марганцевыми, медными, алюминиевыми, никелевыми заготовками.
- Автоматизация подачи присадочного материала.
- Тонкая настройка рабочего процесса за счет электроники.
- Создание соединений высокой сложности.
Сварка под флюсом
Следующий вид применяется исключительно в промышленных условиях. Флюсовые сварные работы позволяют добиться высочайшего качества шва: он будет способен выдерживать давление, экстремально низкие и высокие температуры, механические удары. При помощи данного метода производятся мореходные судна, космические спутники и шаттлы, поезда и другие технически сложные конструкции, рассчитанные на суровые условиях эксплуатации.
Флюс – это порошок, который при повышенной температуре выделяет газ, защищающий сварную ванну от окислений. Также с его помощью электродуга горит стабильно, а сварочные соединения упрочняются. Состав флюсового порошка зависит от типа металла. Сварные работы под флюсом нельзя выполнить в бытовых условиях: они создаются с помощью запрограммированных устройств, подающих расходник и сваривающих автономно.
Газоплазменная сварка
Рассматривая, какие есть виды профессиональной сварки по металлу, ранее мы упоминали только зависимые от электроэнергии. Они наиболее распространены и позволяют добиться высокого качества сварочных соединений, но неприменимы «в поле». Газопламенная сварка хороша именно тем, что подходит для выездных работ, где нет доступа к стабильному источнику электричества.
Принцип данной разновидности заключается в том, что сварная ванна образуется под высокой температурой от открытого огня. Он, в свою очередь, является следствием воспламенения кислородного потока и горючих газов – водородных, пропановых, бутановых, ацетиленовых, МАФ. Последний хорош тем, что позволяет добиться температурных условий почти в 3 000 °C. В то же время, данное вещество менее токсично и взрывоопасно, чем аналоги с более высокой теплоотдачей.
Газоплазменная сварка хорошо показывает себя в условиях отсутствия источников энергии. Открытое пламя позволяет повышать температуру металлических листов, что способствует эффективности. В то же время, в промышленных условиях сварка данным методом невозможна – всю работу придется выполнять вручную, и это будет медленнее по сравнению с аналогичными решениями. Освоить газоплазменные работы весьма непросто.
Плазменная
Еще один метод сварки, который возможен исключительно в производственных условиях. Обработка металла осуществляется за счет плазменного потока, создаваемого специальным устройством – плазмотроном. Как и в случае со сваркой под флюсом, работы сильно автоматизированы, что позволяет добиться высокого класса точности.
Сфера эксплуатации плазмотронов для сварных работ широка, потому как они наилучшим образом показывают себя с любыми металлическими заготовками. Сварочные соединения имеют глубокие провары, благодаря чему финальные конструкции обладают высокой степенью прочности.
Разновидность подходит как для деталей с малой толщиной стенок, так и для толстостенных промышленных изделий.
Термомеханическая сварка
Классификация различных видов сварки термомеханического типа представлена как методами, имеющими скорее историческую ценность, так и применимыми в современной промышленности.
Кузнечная сварка
Метод скрепления металлических конструкций, который применялся до стандартных для нашего времени способов сварки. Сильной стороной является энергонезависимость: используя кузнечный метод, вы не будете нуждаться в электричестве, газе или бензине.
Главным минусом можно назвать зависимость от навыков исполнителя: кузнечному делу обучаются годами, и качество сварочных соединений новичка разительно отличается от работы профессионала. Но это еще не всё, ведь в кузнях получится использовать только ограниченное число металлов – они должны обладать высокой гибкостью.
Вкратце рассмотрим, как работают кузнецы: для начала детали изделия нагреваются докрасна в раскаленной печи. Далее они соединяются; по частям бьют молотом для наилучшей стыковки. Данный метод является прародителем сварки, а сейчас используется для создания декоративных изделий. В промышленных и даже бытовых условиях он не востребован из-за высокой сложности и низкой производительности.
Контактная сварка
Вид сварки, который получил широкое распространение на крупных фабриках, работающих по конвейерному принципу. Сильной стороной является то, что ее легко автоматизировать – запрограммированные механизмы сваривают заготовки почти без участия человека.
Принцип заключается в следующем: две металлические заготовки плотно соединяются в потенциальной сварной плоскости, после чего при помощи сварочного трансформатора нагреваются до температуры плавления и прижимаются.
Диффузионная сварка
Принцип сварочных работ такого рода заключается в том, что при очень высокой силе сжатия атомные частицы даже твердых материалов будут смешиваться. Чтобы реализовать данный вид, используется специальная установка диффузионной сварки. В ней создается вакуум либо среда инертного газа. Заготовки сдавливают друг с другом с силой более 20 мегапаскалей.
Чтобы повысить эффективность, металл подогревается электрической энергией почти до состояния плавки. Для повышения качества установка продолжает работать какое-то время даже после окончания скрепления.
Механическая сварка
Следующая классификация видов сварки металла собрала виды, направленные на достижение температуры плавления путем механических воздействий.
Сварка трением
Общий принцип данного способа соединения металлов заключается в следующем: первая заготовка фиксируется в недвижимом состоянии, пока вторая, будучи прижатой вплотную, крутится с высокой скоростью. Трение образует сварочные соединения металлических конструкций.
Существуют следующие разновидности сварки трением:
- Между элементами трубопровода, расположенными статично, помещается подвижное кольцо.
- Метод закупоривания повреждений подразумевает, что вместо деформированного участка просверливается отверстие, а уже в него помещается крутящийся штифт. Важно, чтобы его материал соответствовал материалу конструкции.
- Линейная механическая сварка осуществляется путем трения двух изделий до температуры плавления стенок стыковки. Когда необходимый нагрев достигнут, элементы конструкции прижимаются друг к другу.
- Движение изделий методом предварительной раскрутки маховика.
Холодная сварка
При данном методе механической сварки задействованы пуансоны – элементы, применяющиеся в процессе прессования материалов. Метод прост: два изделия стыкуются между собой, после чего прессуются на месте шва. Если сварка требуется в одной точке, применяются стержни; если нужно создание шва, используются ролики.
За счет большого усилия происходит связь между атомами двух заготовок, скрепляющая их. При этом чем больше усилие и чем лучше подготовлены места соединения, тем качественнее получится результат сварочной работы.
Рассмотрим, заготовки из каких видов металлов бывают применимы для холодной сварки:
- алюминиевые,
- медные,
- цинковые,
- серебряные.
Сварка взрывом
Самый специфический вид сварочных работ, который, тем не менее, получил распространение в промышленных условиях, когда требуется состыковать две заготовки из разных типов металла. При помощи сварки взрывом производят конструкции из биметалла, в том числе имеющие крупные габариты.
Разберем, как работает данный вид сварных работ:
- На устойчивую поверхность помещается статичная пластина.
- Над ней располагается второй элемент конструкции, который разворачивается под углом 3°.
- Поверх второго элемента конструкции равномерно помещается взрывчатое вещество вместе с детонирующим механизмом.
- Когда подвижный элемент подрывается, он с большим усилием соприкасается со статичной пластиной.
- В точке, где элементы касаются друг друга, появляется высокое давление. Из-за него обе детали конструкции подвергаются деформации, образуя связи на межатомном уровне.
Метод хорош тем, что не требует предварительно зачищать место стыковки. Кроме того, он сравнительно быстр в реализации. Недостатком является то, что из-за скорости реакции соединение получается не слишком глубоким.
Ультразвуковая сварка
Способ сварки, позволяющий скреплять металлические, пластиковые, кожаные, тканевые, стеклянные, керамические заготовки при помощи механических колебаний. Если долго воздействовать на материал, сначала пропадет оксидное покрытие – сильной стороной метода является то, что металл не нужно зачищать в месте потенциальных сварочных соединений. Возможно использование с небольшим подогревом – это повысит скорость обработки.
Какие виды сварки бывают | Классификация и характеристика способов сварки
Технологические составляющие сварочного процесса были известны еще в 17 веке. Тогда они были представлены литьем и кузнечным делом. «Осовременивание» началось после открытия такого явления как электрическая дуга. Дополнительный толчок развитие сварочного дела получило с изобретением порошкового покрытия для электродов. А вот основной скачок выпал на конец 20-го века, когда стали доступны лазерные, ультразвуковые и плазменные технологии. Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.
СОДЕРЖАНИЕ
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MAG –сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная
- Электрошлаковая
- Плазменная
- Термомеханический класс сварки
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Читайте также: Что такое ручная дуговая сварка
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
Читайте также: Сварка TIG
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток.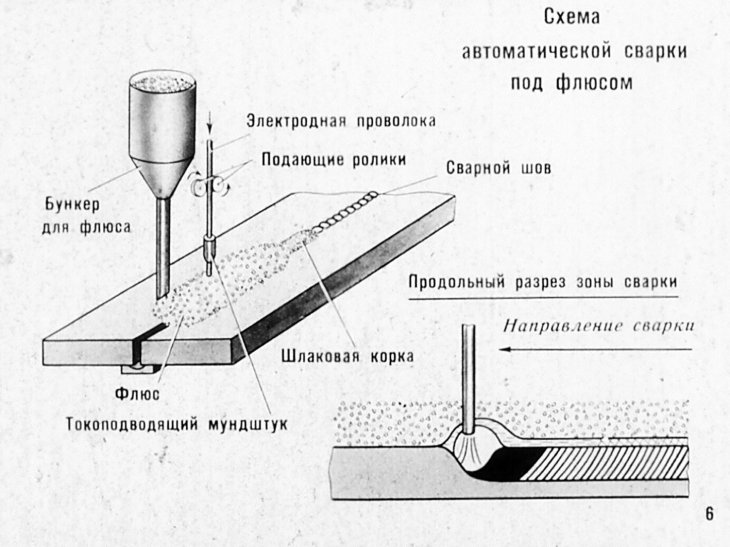 В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.
В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.
Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.
К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.
Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: Классификация сварных швов
что такое сварка, классификация способов сварки
Сваркой называют соединение металлов путем их плавления. Этот процесс широко применяется во многих отраслях машиностроения и строительства. Его физическая сущность заключается в создании связей между атомами и молекулами двух поверхностей, соединяемых между собой. Чтобы они имели высокую прочность нужно соблюдать следующие условия:
Этот процесс широко применяется во многих отраслях машиностроения и строительства. Его физическая сущность заключается в создании связей между атомами и молекулами двух поверхностей, соединяемых между собой. Чтобы они имели высокую прочность нужно соблюдать следующие условия:
- очистка заготовок от грязи;
- энергетическая активация атомов;
- размещение свариваемых деталей на таком расстоянии, равным с межатомным расстоянием.
Благодаря развитию технологий сварку можно осуществлять не только в условиях промышленных предприятий, но и в монтажных и полевых и даже в космосе. Для обработки используют различные источники энергии, поэтому данный процесс требует предельного внимания и соблюдения норм работы.
Содержание
Разновидности сварки
На сегодняшний день существует не менее 10 видов, которые применяются в деле. Наибольшую популярность получили виды сварки, с помощью которых скрепляют не только металлы, но и стекло керамику и пластик. В настоящее время выделяют сварки, отличающихся между собой типом энергии, используемым для выполнения работ.
В настоящее время выделяют сварки, отличающихся между собой типом энергии, используемым для выполнения работ.
Термическая сварка
При термической сварке происходит соединение деталей на молекулярном уровне, с применением металла расплавленного от воздействия источника энергии. Прочный монолитный шов образовывается за счет жидкого металла, который заполняет промежуток между деталями.
прочность соединения
небольшой расход металла
низкая себестоимость
термическую обработку можно осуществлять только на тугоплавких металлах
наличие оксидной пленки на поверхности изделия существенно ухудшает качество соединения
Электродуговая контактная сварка
Этот универсальный вид сварки является самым распространенным способом и применяется как в производстве, так и в бытовых условиях. При выполнении электросварки не требуется использование дорогостоящего оборудования, к тому же проводить ее могут даже новички.
Схема электродуговой ручной сварки плавящимся электродом.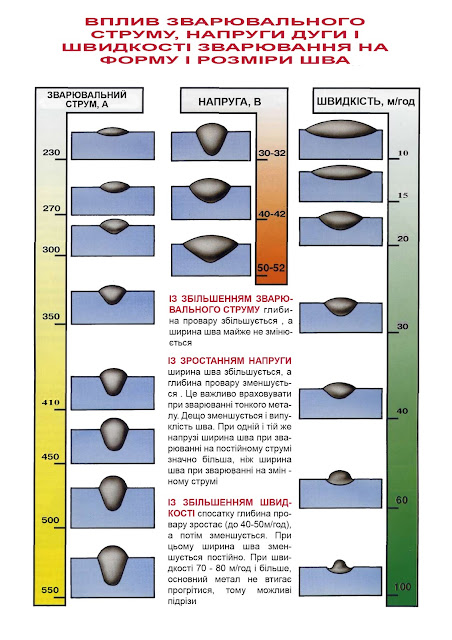
Принцип работы такого метода подразумевает расплавление прилегающих друг к другу областей свариваемых деталей при помощи тепла, поступающего от электрической дуги. Дуга расплавляет электрод и основной металл, образуя сварочную ванну. При остывании сварочного шва происходит затвердевание жидкого металла, благодаря чему происходит прочное соединение изделий.
ММА – ручная дуговая сварка
Данный вид обработки осуществляется исключительно одним электродом с использованием дуги, горящей между сварочной ванной и металлическим стержнем, на который нанесено покрытие. В результате замыкания электрической цепи вырабатывается тепловая энергия и передается на элементы, вследствие чего металл начинает плавиться. Когда подача электричества прекращается, получается сварное соединение.
MMA сваркаВнимание: Для ручной сварки используются электроды, покрытые специальной обмазкой, их состав зависит от предназначения и обеспечивает правильное формирование при кристаллизации.

ММА — наиболее простой способ соединения, для выполнения которого достаточно иметь сварочный аппарат и подходящие электроды. Они выпускаются определенного типа и имеют ограниченную длину, поэтому необходимо постоянно прерывать процесс сварки для смены данного элемента. Как и любой вид соединения металлов, технология ММА имеет свои плюсы и минусы.
возможность соединения практически всех видов металлов
стоимость оборудования позволяет приобрести аппарат для применения в быту
сварочные работы можно проводить в условиях ограниченного пространства
атмосферные условия не являются преградой к применению оборудования (за исключением осадков)
низкая продуктивность
покрытие быстро испаряется
сложный технологический процесс: нередко происходит залипание электрода
На фоне преимуществ, минусы незначительные и не являются основанием для отказа от использования ручной сварки. Это универсальное оборудование доступно по стоимости, а также неприхотлив в эксплуатации.
Аргоновая сварка TIG
Тиг сварка — способ соединения металлов с использованием вольфрамового электрода с защитным газом. Стержень в процессе не плавится, чтобы получить ровный шов сварщику необходимо затачивать его перед применением. Среди других методов сваривания технология Тиг позволяет получать высокое качество шва.
TIG сваркаДля осуществления аргоновой сварки вольфрамовый электрод нужно закрепить в горелке. По краям горелки расположены отверстия, через которые производится подача защитного газа — аргона. Проникая в сварочную ванну аргон защищает ее от воздействия других атмосферных газов. Благодаря этому происходит качественное соединение металлов без оксидной пленки.
Работа на таком оборудовании не требует особых умений, чтобы освоить навык создания красивых швов достаточно поработать 2-3 раза. На качество шва могут повлиять ветер и другие неблагоприятные атмосферные условия, поэтому при использовании оборудования на открытом воздухе, следует закрывать место соединения.
MAG –сварка полуавтоматом
Этот вид соединения подразумевает использование активного газа и металлической проволоки. Во время сваривания между электродом и металлом загорается дуга, в результате чего изделие полностью расплавляется и образовывается сварочная ванна. От воздействия кислорода ее защищает газообразное вещество. По истечение определенного времени, появляется сварной шов за счет кристаллизации элементов, находящихся в сварочной ванне.
В отличие от других технологий сваривания MAG имеет следующие особенности:
- Полностью автоматизированный процесс сваривания.
- Смена сварочных проволок занимает минимум времени.
- Сварка возможна в любом пространственном положении.
Данный метод применяется для соединения разных металлов, поэтому популярен во многих отраслях промышленности. Технология нашла широкое применение при производстве морских судов и автомобилей.
Важно: Сварка полуавтоматом требует от сварщика множество профессиональных навыков и умений, поэтому работать с аппаратом могут только профессионалы.

Сварка под флюсом
Под СПФ понимается соединение металлов при помощи электрической дуги, где конец электрода и литой сварной шов скрыты под слоем из гранулированного плавкого флюса. Такая функция защищает от окисления, повышает прочность и формирует соединение с высокой степенью однородности.
Во время сварки создается ультрафиолетовое излучение и образование брызг и искр. На рисунке 2 указано как СПФ исключает такие факторы, т.к. в процессе расплавленный металл покрыт толстым слоем флюса. Существует 3 основных способа:
- Ручной. Для ручного метода используют небольшое оборудование с неплавящимся электродом. Сила тока сварки и подача флюса регулируется сварщиком в ручном режиме.
- На полуавтоматическом сварочном аппарате практически все функции регулируются автоматически, вручную осуществляется лишь ведение дуги с помощью рукоятки или дистанционного управления.
- Автоматический способ предполагает участие рабочих только в качестве контроллеров, все остальные функции выполняются управляющим процессором.

Газопламенная
Данный вид подразумевает применение пламени открытой горелки для плавления и соединения двух металлов. Для нагрева используют смеси газов из кислорода и ацетилена, также возможны другие варианты. При соприкосновении с пламенем происходит структурное изменение металла и образование жидкой сварочной ванны. Для защиты металла от атмосферного воздействия используются флюсы. По мере снижения воздействия пламени происходит снижение температуры и возникает процесс кристаллизации, что способствует к образованию сварного шва.
Электрошлаковая
ЭШС — один из способов сварки, при котором тепло образуется в среде расплавленного шлака. Металл нагревается в массе, пропуская электрический ток, который генерирует тепло в шлаке. При ЭШС не требуется использование дуги, вертикальная сварка позволяет проварить толстый слой сплава за один проход.
Данный метод применяется для соединения толстостенных элементов из различных стальных сплавов от чугуна до высоколегированных.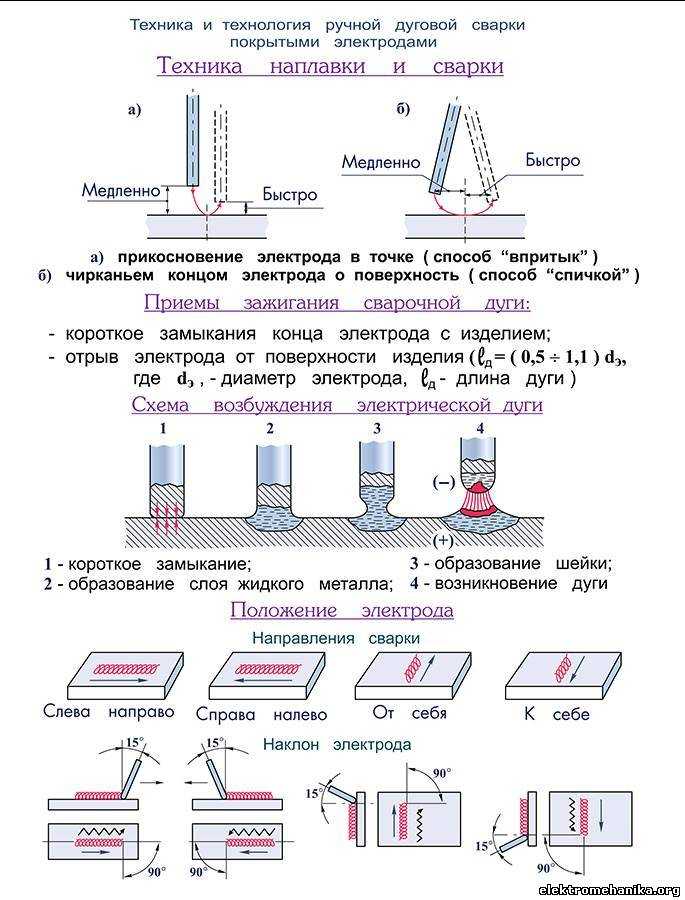
Плазменная
В основе плазменной сварки лежит принцип использования узконаправленной струи плазмы для расплавления сплавов. Такой вид технологии подходит для соединения изделий из разных материалов: нержавеющей стали, цветных металлов. При плазменной сварке применяется аргонодуговая технология, в отличие от электрической, она имеет вид сжатой плазменной струи и обладает мощной энергией.
В основу плазмы входят нейтральные молекулы и атомы, а также электроны и ионы. Во время сваривания образовывается очень высокая температура до 300 тыс. °C и давление на поверхность свариваемых металлов, а дуга приобретает цилиндрическую форму, сохраняя показатели мощности по всей длине. Данный метод подходит для применения в труднодоступных местах, т.к. незначительное изменение расстояния между деталью и электродом не влияет на качество шва.
Термомеханический класс сварки
К термомеханическому классу относятся соединения, получаемые на использовании совместного действия тепла и давления, вводимых в зону сварки извне.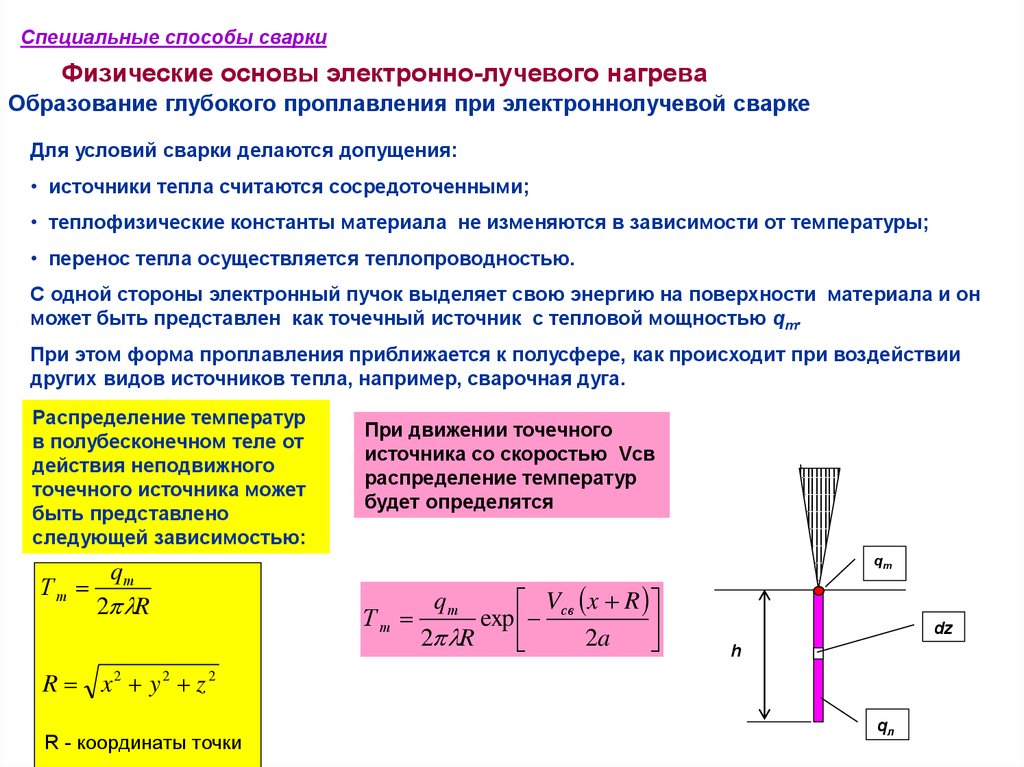 При термомеханической сварке происходит расплавление конца электрода и того участка детали, который подлежит соединению. Прочный сварочный шов получается после остывания металла.
При термомеханической сварке происходит расплавление конца электрода и того участка детали, который подлежит соединению. Прочный сварочный шов получается после остывания металла.
Классификация способов сварки
В современном мире существует множество способов сварки, каждый из которых находит свое применение. Виды и классификация видов сварки проводится по разным критериям и разделены на 2 основные группы:
- Сварка плавлением.
- Сварка давлением.
Для расплавления соединяемых частей используется источник тепла с очень высокой температурой, после чего они сливаются в общую сварочную ванну. При удалении источника тепла сварочная ванна охлаждается и затвердевает, прочно соединяя 2 детали.
Во второй группе доминирующую роль играет давление, прилагаемое к месту сварки, нагрев металла играет второстепенную роль, в некоторых случаях соединение может быть осуществлено без использования нагрева.
Сварка давлением, в свою очередь делится на 2 подгруппы:
- Холодная, в зоне соединения металл не нагревается, данный процесс подразумевает сварку при комнатной температуре.

- Сварка давлением без оплавления. В этом случае металл подогревается до определенной температуры, при котором снижается его механическая прочность и упругие свойства. Подогрев элементов значительно облегчает процесс сварки, иногда является практически необходимым. Данный метод не требует использования высоких температур, поэтому для нагрева можно использовать разные источники тепла.
Методы и технологии сварки
Помимо вышеуказанных традиционных способов бывают другие методы, позволяющие соединить уникальные металлы. Они обладают выраженными свойствами, из-за которых привычные способы не подходят для их соединения.
Одним из таких методов является лазерная сварка, которая выполняется при помощи полуавтоматического или автоматического оборудования. Данный способ подразумевает подачу тепла строго в одну точку для соединения очень мелких деталей.
Внимание: Чтобы сварить несколько деталей сразу, рекомендуется использовать призму, с помощью которой можно расщепить лазер и направить в разные стороны.

Краткая характеристика сварки
Независимо от вида сварки и классификации способов, сваркой называется технология создания прочных соединений, путем нагрева, оказания давления, деформирования или комбинирования всех методов.
Сущность данного процесса заключается в воздействии внешнего источника энергии для установления межатомных связей между деталями. В процессе остывания происходит кристаллизация и образуется сварочный шов. Варианты соединений подбираются, учитывая материал, площадь и химические свойства свариваемых изделий.
Принцип сварки
Принцип сварки металлов определяется по технологическим признакам установлен для каждого вида отдельно, так как специфика их работы отличаются. Для получения прочного сварного соединения необходимо сблизить поверхности двух металлов под большим давлением, чтобы впоследствии появилось электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей.
Нагрев в месте соединения приводит к амплитуде колебания атомов относительно постоянных точек, что в свою очередь создает более легкое получение связи между изделиями.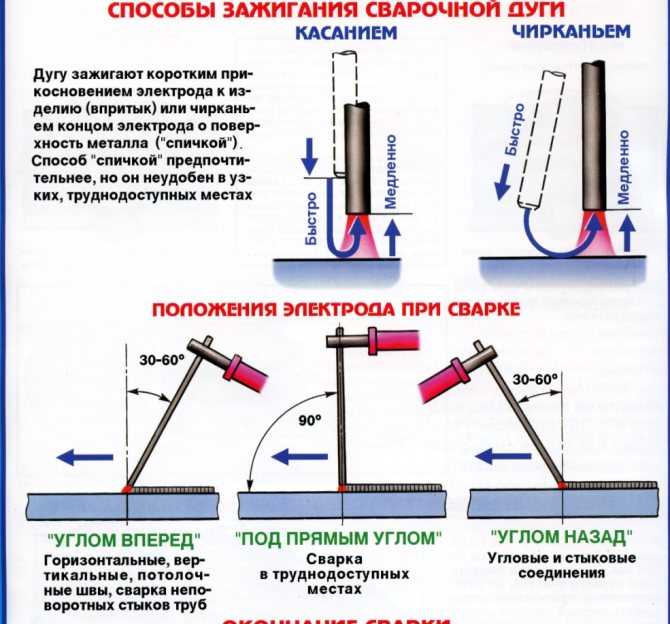 Сила давления зависит от показателей температуры нагрева.
Сила давления зависит от показателей температуры нагрева.
15. Классификация способов сварки.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический.
Вид
сварки – объединяет сварочные процессы
по виду источника энергии непосредственно
используемого для образования сварного
соединения.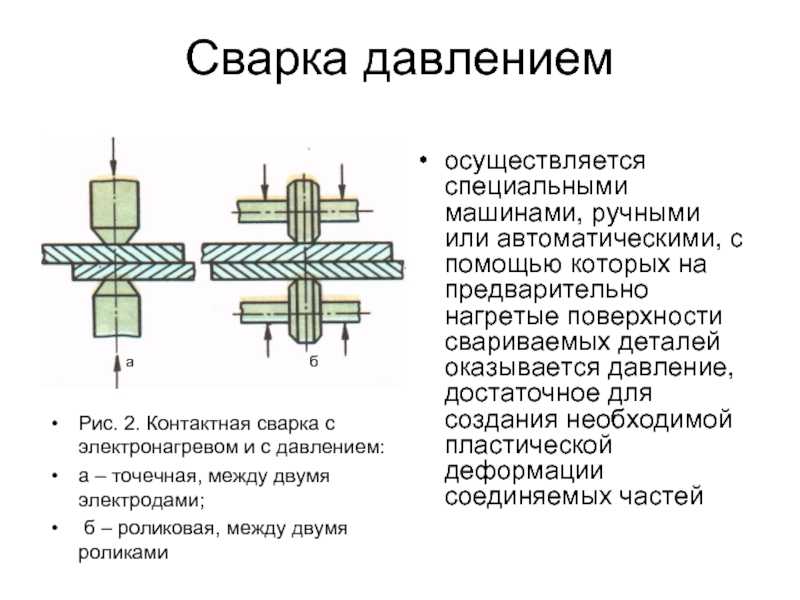
К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая сварка, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая сварка, термитная сварка и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная сварка, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная сварка, взрывом, ультразвуковая сварка, сварка трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам:
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По
способу защиты металла различают сварку
в воздухе, в вакууме, в защитных газах,
под флюсом, в пене и с комбинированной
защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Соединение, выполняемое сваркой плавлением, состоит из четырех зон: наплавленного металла; сплавления; термического влияния; основного металла (см. рис. 1 «Схематически строение сварного соединения при дуговой сварке стали»).
Рис. 1. Схематически строение сварного соединения при дуговой сварке стали: А — зона наплавленного металла, Б — зона сплавления, В — зона термического влияния, Г — зона основного металла.
Зона наплавленного металла представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или присадочной проволоки.
Зона
сплавления — это слой основного металла
толщиной 0,1…0,4 мм с частично оплавленными
зернами. Перегрев металла в этой зоне
приводит к образованию, игольчатой
структуры, отличающейся хрупкостью и
пониженной прочностью, и оказывает
значительное влияние на свойства
соединения в целом.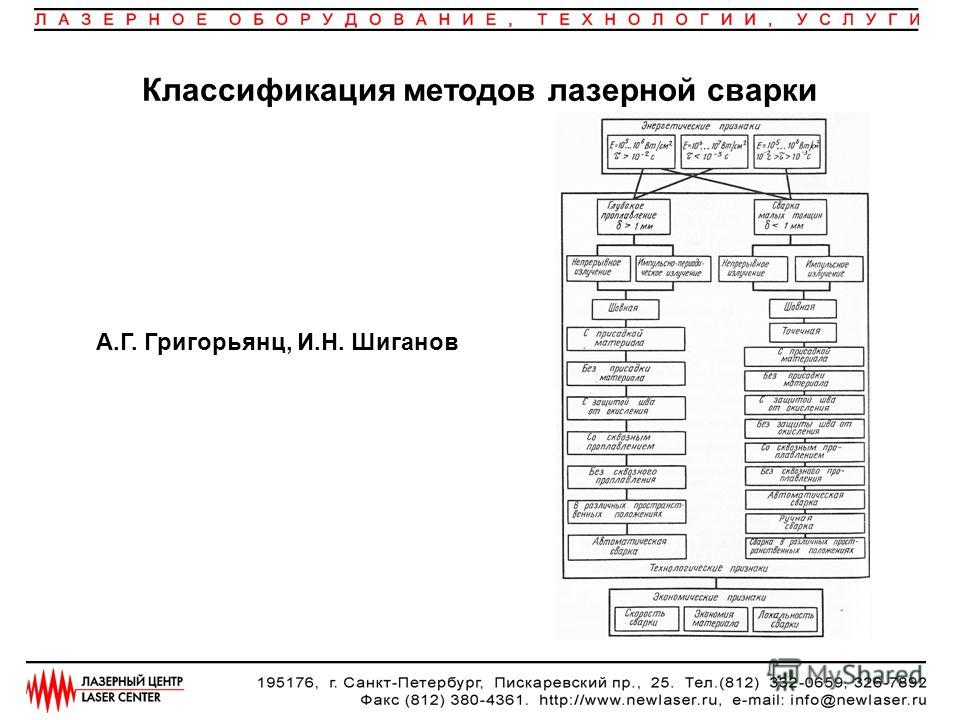
Зона термического влияния состоит из четырех участков (1…4), различающихся структурой. Участок перегрева 1 — область основного металла, нагретого до 1100…1450 °С и имеющего крупнозернистую структуру с площадью поверхности зерна, до 12 раз превышающую площадь исходных зерен. Перегрев снижает механические свойства металла, главным образом пластичность и вязкость. Разрушение сварного соединения обычно происходит по этому участку, ширина которого достигает 3…4 мм.
Участок нормализации 2 — область основного металла, нагретого до 900… 1100 °С. Благодаря мелкозернистой структуре механические свойства металла на этом участке выше по сравнению с основным металлом. Ширина участка составляет 1…4 мм.
Участок неполной перекристаллизации 3 — область основного металла, нагретого до 725…900 °С; состоит из мелких и крупных зерен. Неравномерное кристаллическое строение приводит к снижению механических свойств.
Участок
рекристаллизации 4 — область основного
металла, нагретого до 450.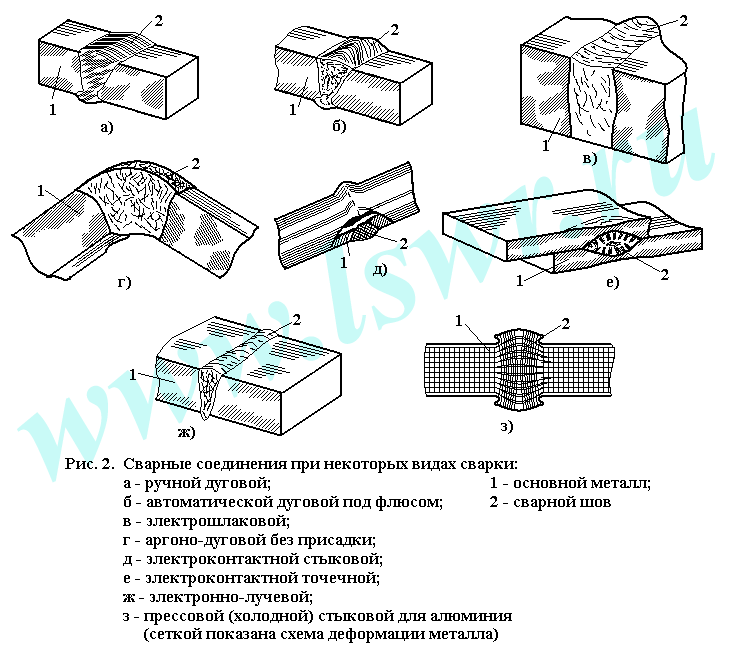 ..725 °С. При этих
температурах происходит восстановление
формы зерен, деформированных в результате
предыдущего механического воздействия
(при прокатке, штамповке и др.). Ширина
зоны термического влияния зависит от
удельной энергии ез, введенной в
заготовку, и вида сварки (например, при
ручной дуговой сварке качественными
электродами она составляет 5…7 мм).
..725 °С. При этих
температурах происходит восстановление
формы зерен, деформированных в результате
предыдущего механического воздействия
(при прокатке, штамповке и др.). Ширина
зоны термического влияния зависит от
удельной энергии ез, введенной в
заготовку, и вида сварки (например, при
ручной дуговой сварке качественными
электродами она составляет 5…7 мм).
Зона основного металла условно начинается от границы с температурой 450 °С. Структура при температурах ниже 450 °С не отличается от структуры исходного металла, однако сталь, нагретая до температур 200…400 °С, обладает худшими механическими свойствами, что объясняется выпадением по границам зерен оксидов и нитридов, ослабляющим связь между зернами. Это явление, вызывающее понижение пластичности и ударной вязкости при одновременном повышении прочности металла, называется синеломкостью (характерны синие цвета побежалости).
Другие страницы по теме Строение сварного соединения :
Сварочные технологии: виды и способы сварки
Сварка — одно из важнейших ремесел для человека. С помощью сварочных технологий нам удается создавать по-настоящему удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем, как происходит сварка, какие существуют виды сварки и их краткая характеристика.
С помощью сварочных технологий нам удается создавать по-настоящему удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем, как происходит сварка, какие существуют виды сварки и их краткая характеристика.
Содержание статьи
- Общая информация
- Ручная дуговая сварка с применением неплавящихся электродов
- Ручная дуговая сварка с применением плавящихся электродов
- Дуговая сварка с использованием защитного газа
- Автоматическая и полуавтоматическая сварка с использованием флюса или газа
- Прочие методы соединения металлов
- Технологический процесс сварки
- Вместо заключения
Общая информация
Что такое сварка? Каковы основы сварки? Эти вопросы задаю многие начинающие умельцы. По сути своей, сварка — это процесс соединения разных металлов. Соединение (его также называют швом) формируется на межатомном уровне с помощью нагрева или механической деформации.
Теория сварки металлов очень обширна и невозможно в рамках одной статьи описать все нюансы.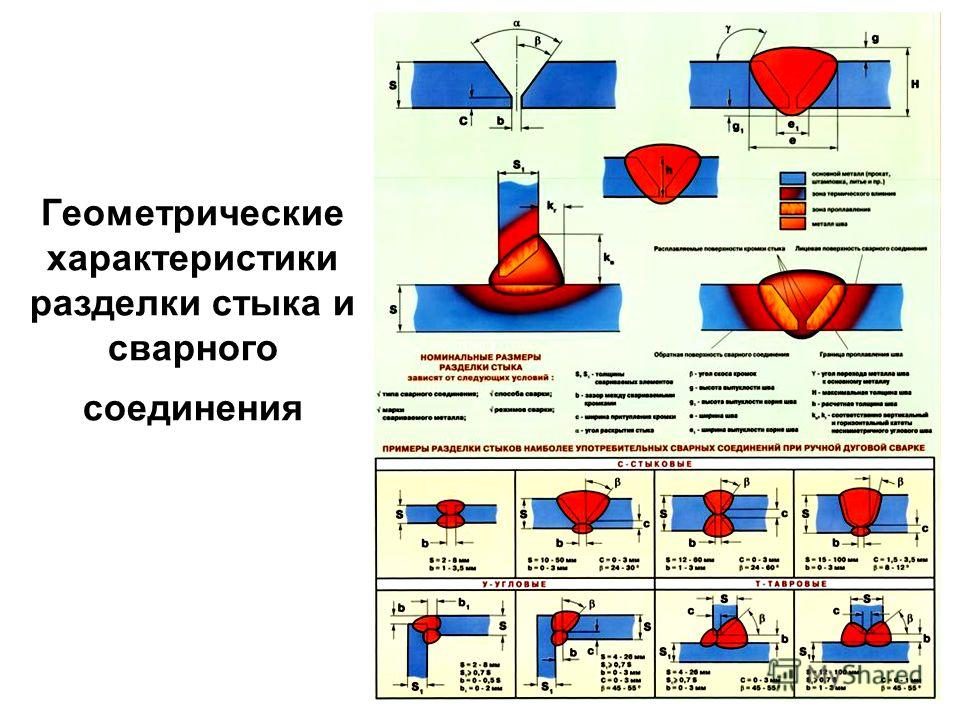 Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, пластика или стекла). При выборе способа сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и прочее. От этого зависит технология сварки металла.
Термическая сварка — это процесс соединения деталей только с помощью высоких температур. Металл плавится, образуется надежное сварное соединение. К термическим методам относится, например, дуговая и газовая сварка (о них мы поговорим позже).
Термомеханическая сварка — это процесс соединения деталей с помощью высоких температур и механического воздействия, например, давления. К такому типу принадлежит контактная сварка. Деталь нагревается не так сильно, как в случае обычной термической сварки, а для формирования шва используется механическая нагрузка, а не плавление металла как такового.
Механическая сварка — процесс соединения деталей без применения высоких температур и вообще тепловой энергии. Здесь ключевой элемент — механическое воздействие. К такому типу относится холодная сварка, ультразвуковая сварка или соединение деталей трением.
Также существует классификация способов сварки по техническим признакам. Используя такую классификацию можно довольно кратко описать все имеющиеся типы сварки. Они делятся на:
- Сварку в защитной среде (для защиты может использоваться флюс, инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять из нескольких материалов сразу).
- Сварку прерывистую и непрерывную.
- Сварку ручную, механизированную, полуавтоматическую, автоматическую, роботизированную.
Если вы ранее не сталкивались со сваркой и все перечисленное выше кажется чем-то запутанным и непонятным, то не беспокойтесь. Далее мы расскажем, какие самые популярные методы сварки используются в домашних и промышленных условиях.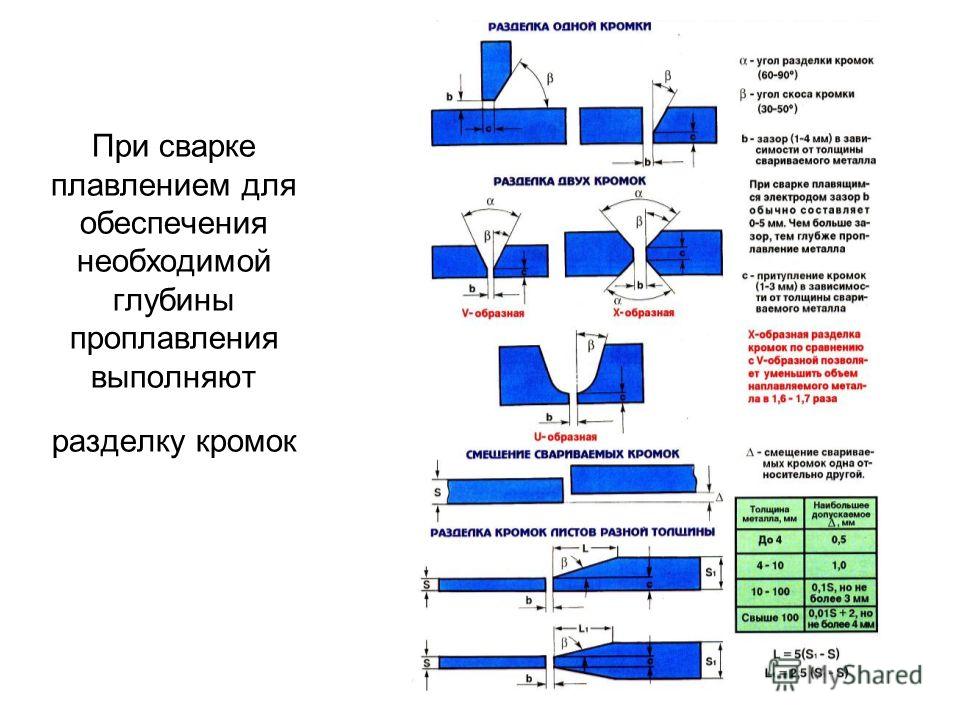
Вам будем дана характеристика основных видов сварки и некоторые особенности, которые нужно учесть. Кстати, многим видам сварки мы посвящали отдельные статьи, которые вы можете прочесть, открыв рубрику «Виды и способы сварки» на нашем сайте.
Ручная дуговая сварка с применением неплавящихся электродов
Способ ручной дуговой сварки разных металлов с применением неплавящихся электродов — один из самых популярных методов как среди домашних умельцев, так и среди профессионалов своего дела. Ручная дуговая сварка — это вообще один из древнейших способов сварки. Благодаря большому выбору сварочных аппаратов для дуговой сварки такой метод стал доступен широкому кругу сварщиков.
Электрод — это стержень, выполняющий роль проводника тока. Он может быть изготовлен из различных материалов и иметь специальное покрытие.
Технология дуговой сварки неплавящимся электродом крайне проста: детали подгоняют друг к другу, затем электродом постукивают или чиркают о поверхность металла, зажигая сварочную дугу. В качестве основного оборудования используют сварочные инверторы.
В качестве основного оборудования используют сварочные инверторы.
Для сварки инвертором выбирают неплавящиеся электроды, сделанные из угля, вольфрама или графита. Во время сварки электрод нагревается до высокой температуры, плавя металл и образуя сварочную ванну, в которой как раз и формируется шов. Такой метод используют для сварки цветных металлов.
Ручная дуговая сварка с применением плавящихся электродов
Виды сварки плавлением металла не заканчиваются на применении неплавящихся стержней. Для работы также можно использовать плавящиеся электроды. Технология сварки металла с использованием плавящихся стержней такая же, что и при работе с неплавящимися материалами.
Отличие лишь в составе самого электрода: плавящиеся стержни обычно изготавливаются из легкоплавких металлов. Такие стержни также пригодны для сварки инвертором в домашних условиях. Здесь шов образуется не только за счет расплавленного металла детали, но и за счет расплавленного электрода.
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.
Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.
Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.
Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу.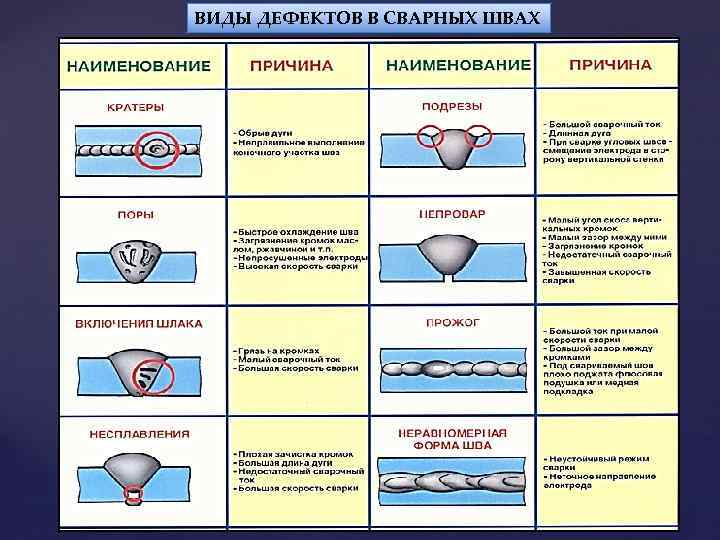 Дальнейшее движение электрода сварщик осуществляет вручную.
Дальнейшее движение электрода сварщик осуществляет вручную.
Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
Прочие методы соединения металлов
Помимо традиционных способов сварки в современной промышленности применяются методы, позволяющие соединить уникальные металлы. Зачастую такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, отчего привычные способы сварки не подходят для их соединения. Конечно, такие металлы не используются в домашней сварке, но они широко применяются для создания ответственных деталей на крупном производстве.
Тепло концентрируется строго в одной точке, позволяя сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Плазменная сварка металлов выполняется с применением ионизированного газа, называемого плазмой. Газ струёй подается в сварочную зону, образовывая плазму. Она работает в связке с вольфрамовым электродом и газ нагревается за счет электрической дуги.
Сам ионизированный газ обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом в рабочем процессе. Также плазма активно защищает сварочную ванну от негативного влияния кислорода. Такой метод сварки используется при работе с металлами, толщиной до 9 миллиметров.
Технологический процесс сварки
Мало знать способы сварки, нужно еще понимать, какие необходимы документы на сварку и из каких этапов состоит сварочный процесс. Конечно, это справедливо только в отношении профессиональных сварщиков, выполняющих работу в цеху или на производстве. Вам это не нужно, если вы собираетесь варить забор на даче, но дополнительные знания тоже не помешают.
Итак, вот наше краткое описание технологического процесса сварки:
- Разработка чертежа
- Составление технологической карты
- Подготовка рабочего места сварщика и подготовка металла
- Непосредственно сварка
- Очистка металла
- Контроль качества
Сам по себе техпроцесс — это полное описание этапов сварки. Технический процесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делают, опираясь на правила (ГОСТы, например), при этом во главу ставят качество будущей конструкции и разумную экономию.
Технологический процесс сварки оформляется на специально разработанных для этого бланках. Стандартный бланк для описания техпроцесса называется «технологическая карта». В технологической карте и описываются все этапы производства. Если производство серийное или крупномасштабное, то изложение может быть довольно подробным, с описанием каждого нюанса.
В технологическую карту заносят тип металла, из которого изготовлены детали, способы сварки металлов, используемые для соединения этих деталей, применяемое для этих целей сварочное или иное оборудование, типы присадочных материалов, электродов, газов или флюсов, используемых в работе. Также указывается последовательность формирования швов, их размеры и прочие характеристики.
Также указывается последовательность формирования швов, их размеры и прочие характеристики.
Также в технологической карте указывают марку электродов, их диаметр, скорость их подачи, скорость сварки, количество слоев у шва, рекомендуемые настройки сварочного аппарата (параметр полярности и величины сварочного тока), указывают марку флюса. Перед самой сваркой детали тщательно подготавливают, очищая их от коррозии, загрязнений и масла. Поверхность металла обезжиривают с помощью растворителя. Если у детали есть значительные видимые дефекты (например, трещины), то она не допускается к сварке.
После сварки предстоит контроль сварочных швов. Этой теме мы посвятили отдельную статью, но здесь кратко расскажем об основных методах контроля. Прежде всего, применяется визуальный контроль, когда сварщик может сам определить наличие дефектов у сварочного соединения. Специалистами проводится дополнительный контроль с помощью специальных приборов (это может быть магнитный контроль, радиационный или ультразвуковой).
Конечно, не все дефекты считаются плохими. Для каждых сварочных работ составляется перечень с дефектами, которые допустимы и не сильно повлияют на качество готового изделия. Контролером может быть сварщик или отдельный специалист. Его имя обязательно указывается в документах, он является ответственным лицом на этапе контроля.
Вместо заключения
В этой статье мы рассказали самое основное. Конечно, мы не сможем перечислить и описать все виды сварочных работ в рамках одной этой статьи, но на нашем сайте вы можете найти материалы, где мы рассказываем все о сварке и объясняем основы сварки различных металлов.
Для любого мастера теория сварочных процессов имеет большое значения, но без практики она не работает. Так что не теряйте время и вслед за чтением статей применяйте знания на практике. Желаем удачи в работе!
типов сварочного процесса со схемой и диаграммой
Что такое сварка?
Сварку можно определить как процесс соединения двух или более материалов вместе путем их сплавления с использованием тепла. Когда две соединяемые детали сплавляются вместе, применяется тепло или давление, или и то, и другое с добавлением металла или без него для образования металлической связи.
Когда две соединяемые детали сплавляются вместе, применяется тепло или давление, или и то, и другое с добавлением металла или без него для образования металлической связи.
Существует множество методов сварки, используемых для соединения металлов. Сварочные процессы различаются по способу сочетания и достижения температуры и давления.
Введение в сварку для IWE, IW…
Пожалуйста, включите JavaScript
Введение в сварку для IWE, IWT, AWS Подготовка к курсам CWI и CSWIP
Что нужно для сварки?
Сварка является жизненно важным процессом в производстве. Практически все конструкционные материалы требовали соединения при производстве деталей машин или оснастки. Множество типов сварочных процессов используются для соединения различных металлургических типов с использованием различных процессов сварки.
Сварные соединения обеспечивают надежность и целостность компонентов с равной или большей прочностью материала. Это помогает производить компоненты по экономичной цене.
Это помогает производить компоненты по экономичной цене.
Какие существуют 5 типов сварки?
Существуют различные виды сварки, каждый из которых имеет свои преимущества и недостатки. Пять основных типов сварки:
- Дуговая сварка в среде защитного металла (SMAW) или сварка электродом,
- Сварка GMAW-MIG и MAG,
- Дуговая сварка вольфрамовым электродом в среде защитного газа (TIG), 69 902 9000 Дуговая сварка порошковой проволокой (FCAW) и
- Дуговая сварка под флюсом (SAW).
1. SMAW, или дуговая сварка защищенным металлом, использует электрод с флюсовым покрытием для создания сварного шва. Этот тип сварки часто используется для тяжелых условий эксплуатации. Дуговая сварка металлическим электродом в среде защитного газа является старейшим типом сварки и до сих пор используется во многих областях.
2. GMAW, или дуговая сварка металлическим газом , использует проволочный электрод, который подается через пистолет. Этот тип сварки часто используется на заводах, поскольку он эффективен и обеспечивает высокое качество сварных швов. Сварка MIG и MAG является разновидностью процесса GMAW.
Этот тип сварки часто используется на заводах, поскольку он эффективен и обеспечивает высокое качество сварных швов. Сварка MIG и MAG является разновидностью процесса GMAW.
3. TIG, или сварка вольфрамовым электродом в среде инертного газа (GTAW) , использует неплавящийся вольфрамовый электрод для создания сварного шва. Сварка TIG часто используется для небольших проектов, поскольку она обеспечивает чистые и точные сварные швы.
4. Дуговая сварка порошковой проволокой (FCAW) — это процесс дуговой сварки, в котором используется трубчатая проволока, заполненная флюсом. Проволока с флюсовым сердечником защищает сварной шов от загрязнения и помогает получить качественный сварной шов.
5. Дуговая сварка под флюсом (SAW) — это процесс, при котором металлы соединяются друг с другом с помощью электрической дуги, которая погружается под поверхность сварочной ванны. SAW — это очень универсальный процесс сварки, который может использоваться для сварки различных типов металлов. Этот процесс часто используется в тяжелых условиях, где требуется высокая прочность и ударная вязкость.
Этот процесс часто используется в тяжелых условиях, где требуется высокая прочность и ударная вязкость.
Типы различных сварочных процессов
Сварка — это процесс соединения двух металлических деталей путем расплавления основного металла и добавления присадочного металла. Присадочный металл распределяется по сварному шву и при охлаждении образует шов, соединяющий две детали вместе. Существует множество различных сварочных процессов, каждый из которых имеет свои преимущества и недостатки.
Существует множество методов сварки, используемых для соединения металлов. Сварочные процессы различаются тем, как комбинируются и достигаются температура и давление, и на основе этих типов сварки классифицируются.
Процесс сварки делится на две основные категории:
- Сварка плавлением (общая классификация показана на рис. 1) и
- Сварка давлением (классификация показана на рис. 2).
 Классификация сварки давлением
Классификация сварки давлениемНа рисунке 3 показана классификация различных сварочных процессов согласно определению Американского общества сварщиков (AWS).
Наиболее распространенным процессом является дуговая сварка защищенным металлом (SMAW), также называемая дуговой сваркой. В этом процессе между электродом и заготовкой создается электрическая дуга, расплавляющая металлы и соединяющая их вместе.
Сварка стержнем — это процесс, при котором для создания сварного шва используется сварочный стержень. Сварочный стержень покрыт флюсом, который помогает защитить сварной шов от коррозии, а также способствует прилипанию сварного шва к металлу. Флюс также помогает создать хороший сварной шов, вплавляясь в металл и создавая прочную связь.
Сварка ВИГ представляет собой процесс сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферных загрязнений инертным защитным газом, обычно аргоном.
Сварка ВИГ имеет много преимуществ по сравнению с другими способами сварки, такими как сварка МИГ и дуговая сварка. Сварка TIG дает очень чистые сварные швы с небольшим количеством шлака или без него, и сварные швы очень прочные. Сварка TIG также является очень универсальным процессом и может использоваться для сварки практически любого типа металла.
Сварка TIG дает очень чистые сварные швы с небольшим количеством шлака или без него, и сварные швы очень прочные. Сварка TIG также является очень универсальным процессом и может использоваться для сварки практически любого типа металла.
Однако сварка ВИГ также дороже и требует большего мастерства, чем другие сварочные процессы.
MIG-MAG (дуговая сварка металлическим газом) — это процесс сварки, в котором для создания сварного шва используется электродная проволока с катушки с проволокой. Электродная проволока подается через пистолет, и сварщик использует пистолет для направления сварного шва. Сварка MIG используется как для стали, так и для алюминия.
Сварка MIG-MAG — один из самых популярных сварочных процессов. Его легко освоить и использовать, и он обеспечивает высокое качество сварных швов. Сварку MIG-MAG можно использовать как для легких, так и для тяжелых металлов.
Одним из недостатков сварки MIG-MAG является ее высокая стоимость. Другим недостатком является то, что он может выделять вредные пары, если он не выполняется в хорошо проветриваемом помещении.
FCAW означает дуговую сварку порошковой проволокой. FCAW — это тип дуговой сварки металлическим газом (GMAW), в котором используется порошковая проволока вместо сплошной проволоки, которую мы видим в процессе сварки MIG-MAG.
Определение FCAW можно дать как «вариант дуговой сварки металлическим электродом в среде защитного газа, при котором присадочная проволока является порошковой (полая проволока, заполненная флюсом), как показано на рисунке ниже. Проволока FCAW заполнена изнутри флюсом, в то время как проволока MIG/MAG (GMAW) является сплошной.
Процесс дуговой сварки под флюсом, также известный как сварка под флюсом, представляет собой автоматический и высокопроизводительный процесс сварки плавлением. По сравнению со сваркой стержнем или процессом SMAW, гранулированный флюс в этом процессе наносится на несваренную область шва.
Во время сварки проволока непрерывно подается с катушки с проволокой, и дуга горит под флюсом, как показано на рисунке выше. Таким образом, сварка не видна глазами, поэтому при сварке под флюсом не требуется сварочная маска. В процессе дуговой сварки под флюсом не требуется подача внешнего защитного газа.
Таким образом, сварка не видна глазами, поэтому при сварке под флюсом не требуется сварочная маска. В процессе дуговой сварки под флюсом не требуется подача внешнего защитного газа.
Похожие сообщения:
- Обратная строжка при сварке
- Что такое Synergic MIG Welder или сварочный аппарат?
- разница сварки, пайки и пайки
Их преимущества и недостатки [PDF]
, приложения и многое другое.
Кроме того, вы можете скачать PDF-файл этой статьи в конце.
Что такое сварка?
Сварка — это неразъемный процесс соединения, при котором два куска металла соединяются вместе в одно целое путем нагревания металлов до температуры их плавления. Дополнительный металл, также называемый присадочным металлом, добавляется в процессе нагрева, чтобы помочь соединить две детали вместе.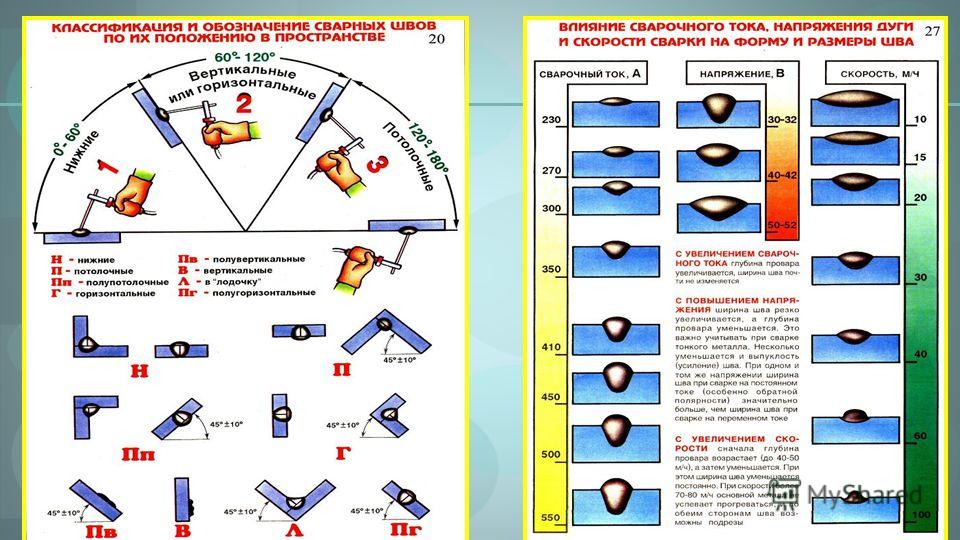
В общем, это процесс, при котором два одинаковых (или) разнородных металлических предмета могут быть соединены путем нагревания их до температуры, достаточно высокой, чтобы плавить металлы с (или) без приложения давления и с (или) без применения давления. помощью наполнителя.
Сварочный аппарат
Сварочный аппарат используется для создания тепла и нанесения присадочного металла. Присадочный металл подается для формирования соединения либо из самого электрода (или) с помощью присадочного материала. Температура выделяемого тепла составляет порядка 6000—7000°С. Итак, давайте обсудим различные типы сварочных процессов и то, как они используются в промышленности.
Читайте также: Как работает подводная сварка? и виды подводной сварки
Типы сварочных процессов
Ниже приведены типов сварочных процессов в зависимости от способа выделения тепла:
- Сварка МИГ
- Сварка ВИГ
- Сварка стержнем
- Электронно-лучевая сварка
- Лазерная сварка
- Газовая сварка
- Автоматическая водородная сварка
- Электрошлаковая сварка
#1 Сварка МИГ
Сварка MIG Держатели для сварки металлов в среде инертного газа. Этот процесс сварки MIG также называют дуговой сваркой металлическим электродом в среде защитного газа (GMAW), которую также можно назвать сваркой проволокой.
Этот процесс сварки MIG также называют дуговой сваркой металлическим электродом в среде защитного газа (GMAW), которую также можно назвать сваркой проволокой.
В этом виде сварки в качестве электрода работает тонкая проволока, которая подается с катушки, прикрепленной к пистолету, через гибкую трубку и выходит из сопла сварочного пистолета или горелки. Проволока подается непрерывно при нажатии на курок сварочной горелки.
#2 Сварка ВИГ
Сварка ВИГ означает дуговую сварку вольфрамовым электродом в среде инертного газа, от Американского общества сварщиков, также обозначается как (GTAW). Этот сварочный процесс также называется газовой сваркой.
При сварке TIG используется вольфрамовый электрод, поскольку вольфрам имеет высокую температуру плавления. Когда мы берем электрод для tig-сварки, он нагревается, но не плавится, мы говорим, что это неплавящийся электрод. Неплавящийся электрод не означает, что он не вечен, но он не плавится и не становится частью сварного шва.
#3 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Он также определяется как ручная дуговая сварка металлическим электродом, дуговая сварка в среде защитного флюса или электродуговая сварка. В этом типе процесса сварки, при котором дуга зажигается между металлическим стержнем или электродом (покрытым флюсом) и заготовкой, поверхность как стержня, так и заготовки плавится, образуя сварочную ванну.
Одновременное расплавление флюсового покрытия на сварочном электроде приводит к образованию газа и шлака, которые защищают сварной шов от воздействия окружающей среды. Дуговая сварка защитным металлом — это идеальный процесс для соединения черных и цветных металлов с толщиной материала во всех положениях.
#4 Дуговая сварка порошковой проволокой (FCAW)
Этот тип сварки почти аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять дуговую сварку с флюсовой проволокой. При этой сварке проволока имеет ядро из флюса, которое образует газовую защиту вокруг сварного шва. Это снижает спрос на внешнее газоснабжение.
Это снижает спрос на внешнее газоснабжение.
FCAW лучше подходит для грубых тяжелых металлов, поскольку это процесс сварки с высокой температурой. Обычно для этой цели используется при ремонте тяжелой техники. Это процесс, который не производит слишком много отходов. Поскольку нет необходимости во внешнем газе, он также стоит дешевле.
#5 Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка (PAW) – это процесс дуговой сварки, использующий тепло, выделяемое сжатой дугой, между вольфрамовым неплавящимся электродом и заготовкой (процесс дугового переноса) или с водяным охлаждением. сужающее сопло (процесс без переноса дуги).
Плазма представляет собой газовую смесь положительных ионов, электронов и молекул нейтрального газа. Процесс дуги с переносом создает плазменные струи с высокой плотностью энергии и может использоваться для высокоскоростной сварки и резки керамики, медных сплавов, сталей, алюминия, никелевых и титановых сплавов.
Читайте также: 16 распространенных типов дефектов сварки [причины и способы устранения]
#6 Электронно-лучевая сварка (ЭЛС)
Электронно-лучевая сварка — это процесс сварки, в котором используется тепло, создаваемое пучком электронов высокой энергии. . Электроны ударяются о заготовку, и их кинетическая энергия преобразуется в тепловую энергию, нагревая металл так, что можно соединить края заготовки и после застывания образуется сварной шов.
EBM также представляет собой процесс сварки в жидком состоянии. Соединение металл-металл выполняется в жидком или расплавленном состоянии. Его также называют процессом сварки, потому что при этом используется кинетическая энергия электронов для соединения двух металлических заготовок.
#7 Сварка лазерным лучом (LBW)
Сварка лазерным лучом (LBW) — это процесс сварки, при котором тепло формируется высокоэнергетическим лазерным лучом, направленным на заготовку. Лазерный луч нагревает и расплавляет концы заготовки, образуя соединение.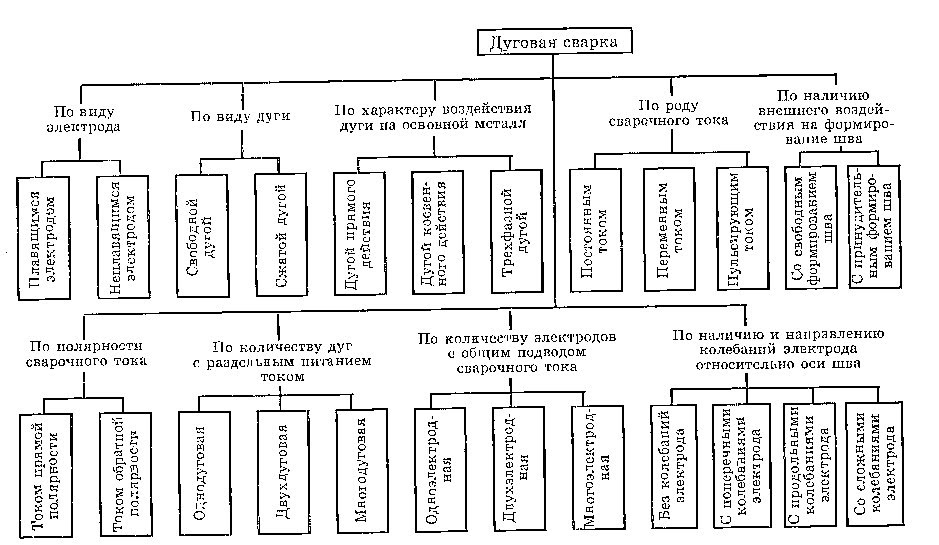
При лазерной сварке (LBM) соединение формируется как последовательность точечных сварных швов внахлест или как непрерывный шов. Лазерная сварка используется в электронике, связи и аэрокосмической промышленности для производства медицинского и научного оборудования, состоящего из небольших компонентов.
#8 Газовая сварка
Газовая сварка выполняется путем плавления сторон или поверхностей, соединенных газовым пламенем, и обеспечения стекания расплавленного металла, что создает прочное непрерывное соединение при охлаждении.
Смеси кислородно-ацетиленовые используются гораздо чаще других и занимают видное место в сварочной промышленности. Температура кислородно-ацетиленового пламени в самой горячей его части составляет около 3200 °С, а температура водородно-кислородного пламени составляет около 1900°С.
#9 Атомно-водородная сварка
Атомно-водородная сварка представляет собой высокотемпературную форму, известную как атомно-дуговая сварка. Этот тип сварки требует использования газообразного водорода для защиты двух электродов, изготовленных из вольфрама. Это может достигать температуры выше ацетиленовой горелки и выполняться с присадочным металлом или без него.
Этот тип сварки требует использования газообразного водорода для защиты двух электродов, изготовленных из вольфрама. Это может достигать температуры выше ацетиленовой горелки и выполняться с присадочным металлом или без него.
#10 Электрошлаковая сварка
Это передовой процесс сварки, который используется для вертикального соединения тонких концов двух металлических деталей. Вместо сварки, используемой снаружи соединения, он будет выполняться между концами двух частей.
Медная электродная проволока пропускается через металлическую направляющую трубку, которая будет служить присадочным металлом. Когда добавляется мощность, возникает дуга, и сварка начинается ниже шва и медленно продвигается вверх, создавая сварной шов на месте шва.
Читайте также: Какие существуют типы сварных соединений? (Подробное объяснение)
#11 Сварка сопротивлением
Сварка сопротивлением — это процесс соединения металла, при котором давление и ток в течение длительного времени проходят через соединяемый участок металла. Известно, что это эффективный процесс сварки, поскольку он не загрязняет окружающую среду при минимальном потреблении энергии.
Известно, что это эффективный процесс сварки, поскольку он не загрязняет окружающую среду при минимальном потреблении энергии.
Он использует два электрода для точечной сварки, когда кончик электрода нагревается и плавится при охлаждении. Основное преимущество контактной сварки заключается в том, что для формирования соединения не требуется никакого другого материала, что делает процесс очень экономичным.
#12 Термитная сварка
Термитная сварка использует тепло экзотермической реакции для создания сцепления между двумя металлами. Чрезмерное тепло расплавляет металл и воздействует на требуемые поверхности соединения, а жидкий металл при охлаждении затвердевает, образуя прочный сварной шов.
Это простой метод, при котором смешиваются одинаковые и разнородные металлы. Этот процесс сварки не требует источника питания, а только нагревает термит до 1300 °C. Он используется для соединения железных дорог, труб и толстых стальных профилей.
Преимущества процесса сварки
- Хороший сварной шов прочнее основного или основного металла.

- Более быстрый процесс по сравнению с клепкой и литьем.
- Полные жесткие соединения могут быть обеспечены с помощью сварки.
- Подходит для всех металлов и сплавов.
- Сложные формы могут быть изготовлены с помощью сварки.
- Сварочное оборудование является портативным и простым в обслуживании.
- В процессе сварки не возникает шума, как при клепке.
- Процесс сварки требует меньше рабочего пространства по сравнению с клепкой.
- Любое пространство стыка может быть легко выполнено.
Недостатки процесса сварки
- Выделяет вредное излучение, дым и безупречный (внезапный выброс искры).
- Сварные соединения более хрупкие, поэтому их усталостная прочность меньше, чем у соединяемых элементов.
- Приводит к деформации и вызывает внутренние напряжения.
- Для правильного удержания металлов требуются специальные приспособления и приспособления.
- Для сварки требуются квалифицированные рабочие и электричество.

- Проверка сварочных работ сложнее и дороже, чем клепальные работы.
Применение сварки
Применение сварки столь разнообразно и значительно, что не будет преувеличением сказать, что нет металлургической промышленности и отрасли машиностроения, в которых не применялась бы сварка в той или иной форме, а именно автомобильная промышленность, корабли, аэрокосмическая промышленность и строительство. Он в основном используется для производства.
Некоторые из приложений:
- Shipbuilding
- Железнодорожные тренеры
- Автомобильное шасси и бодибилдинг
- Earthmover Bodies
- Оконные закрытия
- DOORS, Gates
- .
Оборачиваем
Как вы знаете, сварка представляет собой прочный процесс соединения , в котором две металлические детали соединяются вместе, образуя одну деталь, нагревая металлы до температуры плавления. Некоторые виды сварки выполняются машинами и требуют дорогостоящего специализированного оборудования. Сварка — более быстрый метод, связанный с клепкой и литьем.
Сварка — более быстрый метод, связанный с клепкой и литьем.
Я надеюсь, что мы развеяли все ваши сомнения относительно процесса сварки. Если у вас все еще есть сомнения по поводу « видов сварки », вы можете связаться с нами или задать вопрос в комментариях. Вот и все, спасибо за чтение. Если вам понравилась наша статья, то поделитесь ею с друзьями.
Скачать эту статью в формате PDF
Нажмите здесь, чтобы скачать
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых сообщениях.
Введите адрес электронной почты
Вы можете прочитать больше в нашем блоге:
- 26 Необходимые инструменты и оборудование для сварки [Изображения и PDF]
- 31 Различные типы ключей: как использовать? [Проверить сейчас]
- Типы плоскогубцев и их использование с [Важно для начинающих]
5 Типы сварочных процессов
Какие существуют типы сварочных процессов?
- Газовая вольфрамовая дуговая сварка
- Газовая дуговая сварка
- Дуговая сварка порошковой проволокой
- Электронно-лучевая сварка
- Атомно-водородная сварка
Изготовленные металлические детали не всегда используются в автономных приложениях.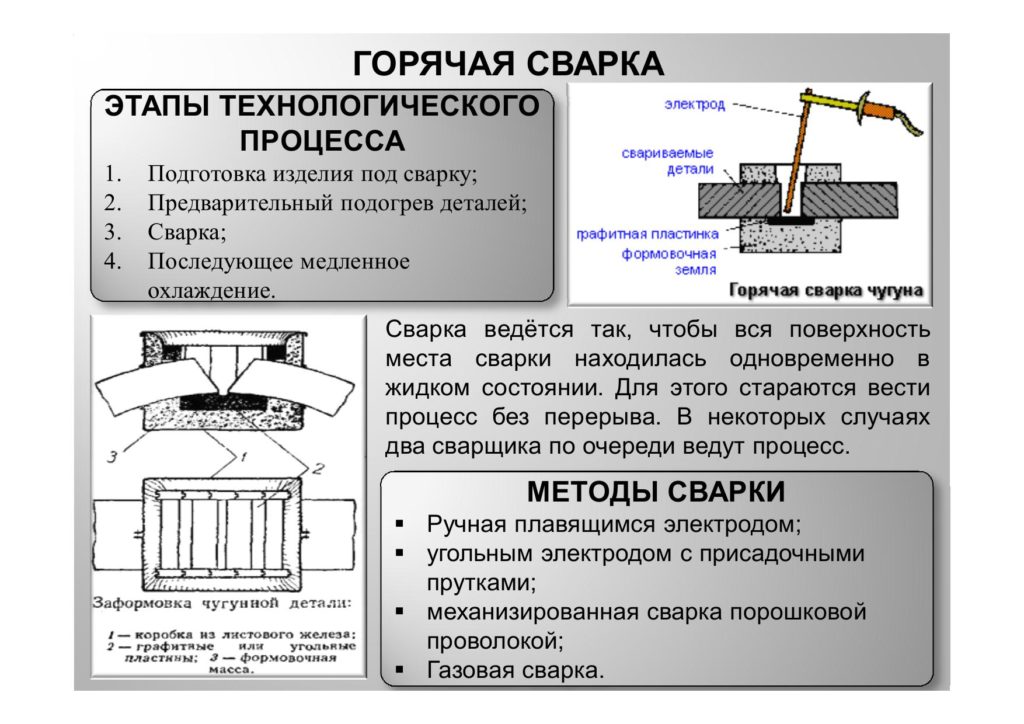 В большинстве случаев они используются при различных типах сварочных процессов, особенно если необходимо соединить/сплавить вместе две или более металлических деталей. Это делает конечный продукт более пригодным для использования в конструкционных, промышленных или строительных приложениях по сравнению с его предыдущей формой.
В большинстве случаев они используются при различных типах сварочных процессов, особенно если необходимо соединить/сплавить вместе две или более металлических деталей. Это делает конечный продукт более пригодным для использования в конструкционных, промышленных или строительных приложениях по сравнению с его предыдущей формой.
Существуют различные методы сварки в зависимости от пригодности материала. Например, процесс сварки нержавеющей стали, сплавов или цветных металлов может сильно отличаться от процесса сварки, необходимого для соединения стальных изделий. Также могут учитываться другие параметры, такие как температура, давление и доступность наполнителя.
Хотя существуют популярные сварочные процессы, такие как дуговая сварка защищенным металлом, вы также столкнетесь с дуговой сваркой вольфрамовым электродом в среде защитного газа, атомно-водородной сваркой, дуговой сваркой с флюсовой проволокой и т.п. Читайте дальше, чтобы узнать больше.
Дуговая сварка вольфрамовым электродом
При дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW) или сварке вольфрамовым электродом в среде инертного газа (TIG), как ее также обычно называют, два металлических образца соединяются вместе с помощью электрода. Электрод относится к инструменту или материалу, который используется для обеспечения прохождения электрического тока от сварочного аппарата к заготовке. Это также инструмент, который отвечает за создание дуги, которая эффективно соединяет два материала вместе.
Электрод относится к инструменту или материалу, который используется для обеспечения прохождения электрического тока от сварочного аппарата к заготовке. Это также инструмент, который отвечает за создание дуги, которая эффективно соединяет два материала вместе.
В этом типе сварки используется неплавящийся вольфрам. Это означает, что в процессе сварки материал электрода не плавится из-за высокой температуры плавления вольфрама — 3422°C, если быть точным.
Метод GTAW считается одним из самых сложных для изучения методов сварки, прежде всего потому, что сварщик должен следить за тем, чтобы длина дуги была короткой, а электрод не касался заготовки.
Несмотря на это, он значительно чище по сравнению с другими методами, поскольку не образует мусора или металлического шлака. Это идеальный процесс сварки тонкостенных сплавов и металлов, таких как алюминий, нержавеющая сталь или медь.
Дуговая сварка металлическим электродом в среде защитного газа
В отличие от GTAW, дуговой сварки металлическим электродом в среде защитного газа (GMAW) или сварки в среде инертного газа (MIG), сварщик использует расходуемый кусок электрода для соединения двух материалов вместе. Этот метод также намного проще в исполнении, и его можно освоить без обширной профессиональной подготовки.
Этот метод также намного проще в исполнении, и его можно освоить без обширной профессиональной подготовки.
В этой методике электродная проволока не имеет покрытия и нагревается до температуры плавления. Поскольку большая часть газа, выбрасываемого во время процесса, образуется расплавленным кончиком электрода, вся операция сварки должна быть защищена одним из следующих средств: двуокисью углерода, аргоном или гелием.
Хотя первый метод может быть более применим к сплавам, GMAW, с другой стороны, лучше всего подходит для низколегированной стали, углеродистой стали, никеля, алюминия, титана или меди.
Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой (FCAW) может проводиться в присутствии защитного газа или без него. Это происходит из-за важного компонента, называемого потоком. По сути, этот материал отвечает за предотвращение внешнего загрязнения свариваемой детали.
Загрязнение свариваемого материала может отрицательно сказаться на качестве процесса. Это связано с окислением, происходящим на поверхности заготовки. В качестве побочного продукта химических реакций между сварным швом и окружающей средой флюс в FCAW используется для защиты образца.
Это связано с окислением, происходящим на поверхности заготовки. В качестве побочного продукта химических реакций между сварным швом и окружающей средой флюс в FCAW используется для защиты образца.
Сварочный флюс также помогает поддерживать низкую скорость охлаждения сварного шва, чтобы предотвратить преждевременное или нежелательное затвердевание. Особенно это проявляется в тех случаях, когда электрод непрерывной подачи используется на низколегированных, высокопрочных сталях, нержавеющих сталях, а также на сталях с высокой стойкостью к истиранию.
Электронно-лучевая сварка
Одним из преимуществ метода электронно-лучевой сварки (ЭЛС) по сравнению со всеми другими сварочными процессами в этом списке является то, что материал гораздо менее подвержен загрязнению из-за окисления. Это связано с тем, что процесс осуществляется в строго контролируемой среде, где атмосферное загрязнение маловероятно.
Из-за этой высокоточной технологии сварки обычно используется машина с компьютерным управлением или автоматизированная машина.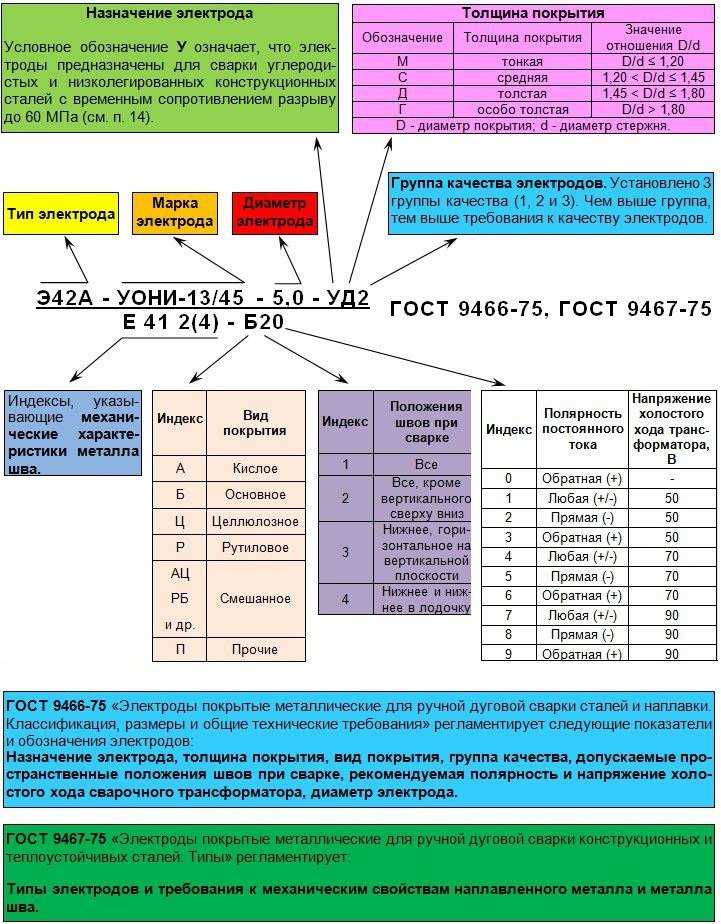 В этом процессе электронный поток/пучок, создаваемый посредством термоэлектронной эмиссии (разряда электронов), фокусируется на заготовке. Благодаря высокоинтенсивному процессу он эффективно разжижает металл и требует меньше тепла по сравнению с обычной дуговой сваркой.
В этом процессе электронный поток/пучок, создаваемый посредством термоэлектронной эмиссии (разряда электронов), фокусируется на заготовке. Благодаря высокоинтенсивному процессу он эффективно разжижает металл и требует меньше тепла по сравнению с обычной дуговой сваркой.
EBW в основном используется для сварки авиакосмической промышленности, медицинского оборудования, автомобильных компонентов, а также отраслевых деталей, требующих высокой точности и точности размеров.
Сварка атомным водородом
Сварка атомным водородом (AHW) предполагает использование двух неплавящихся вольфрамовых электродов. Хотя использование вольфрама может быть похоже на процесс GTAW, сварщик имеет больше свободы в регулировке расстояния электродов от заготовки, чтобы изменить количество тепла, выделяемого в дуге.
Из-за того, что технология AHW требует большого объема сварочной головки, она считается одной из самых высокотемпературных технологий сварки. Он может даже плавить вольфрам, который, как упоминалось ранее, имеет невероятно высокую температуру плавления — почти 3500°C.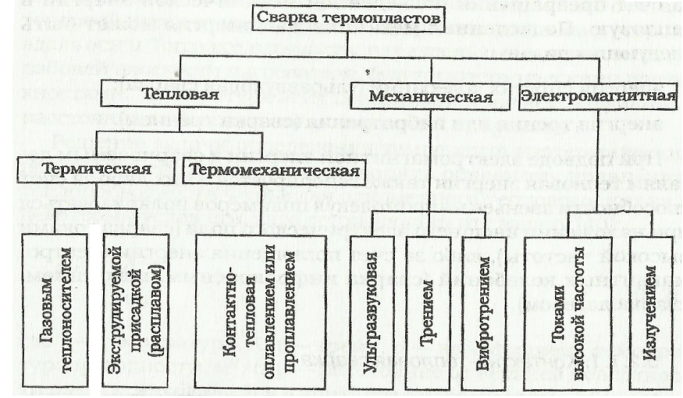
Одной из уникальных особенностей AHW является то, что водород, образующийся в результате атомной реакции, действует как защитный газ для защиты заготовки. В этом отношении больше нет необходимости во внешнем газе или сварочном флюсе.
Ключевой вывод
Различные типы сварочных процессов включают дуговую сварку вольфрамовым электродом в газе, дуговую сварку порошковой проволокой, электронно-лучевую сварку, атомно-водородную сварку и дуговую сварку металлическим газом.
Не существует единого метода сварки, который считался бы наиболее эффективным, поскольку к разным типам сплавов или металлов предъявляются разные требования. Кроме того, они также имеют различные приложения. Например, в отраслях, где могут потребоваться высокоточные сварные детали, лучше использовать ЭЛС, в то время как простой метод дуговой сварки может быть достаточным для операций с низкой точностью.
Тем не менее, все эти методы сварки необходимо выполнять правильно, чтобы не допустить дефектов, которые могут вызвать коррозию материала или снизить качество его состояния. Прежде чем сплавлять два металла или сплава, убедитесь, что вы выбрали наиболее подходящий метод.
Прежде чем сплавлять два металла или сплава, убедитесь, что вы выбрали наиболее подходящий метод.
Типы и методы сварки. Понимание основ процесса
Почему сварка так важна
Сварка представляет собой процесс соединения материалов, осуществляемый путем применения тепла под давлением или без него и с добавлением присадочного материала. Применение сварки столь разнообразно и обширно, что не будет преувеличением сказать, что нет металлургической промышленности и отрасли технических наук, в которых не применялась бы сварка в том или ином виде. Сварка применяется везде, от мелкой промышленности до крупной промышленности и от небольших машин до крупных машин. Строительство больших кораблей, мостов, огромных зданий, железных дорог, автомобильных дорог, автомобилестроение и авиастроение, трубопроводов, резервуаров и сосудов, деталей машин во многом зависит от технологии сварки.
Классификация процессов сварки
Современные методы сварки можно классифицировать в зависимости от состояния материала при сварке (пластичное или расплавленное состояние) следующим образом: поясняется ниже)
Их также можно классифицировать в зависимости от источника тепла следующим образом:
1. Gas welding
Gas welding
- Oxy acetylene or hydrogen welding (explained below)
- Air acetylene welding
2. Arc welding (explained below)
- Carbon arc welding
- Дуговая сварка металлическим электродом
- Дуговая сварка металлическим газом (MIG)
- Плазменная дуговая сварка
- Электрошлаковая сварка (объяснение ниже)
- Дуговая сварка под флюсом
- Дуговая сварка флюсом
- Gas tungsten arc welding (TIG)
- Atomic hydrogen arc welding
3. Resistance welding (explained below)
- Butt welding
- Resistance butt welding
- Spot welding
- Seam welding
- Выступающая сварка
- Ударная сварка
4. Термитная сварка (пояснение ниже)
5. Сварка в твердом теле
- Friction welding (explained below)
- Ultrasonic welding (explained below)
- Diffusion welding (explained below)
- Explosive welding (explained below)
- Cold welding ( explained below)
- Кузнечная сварка
6. Новые процессы сварки
Новые процессы сварки
- Электронно-лучевая сварка (пояснение ниже)
- Лазерная сварка (explained below)
Related Processes
- Arc weld
- Hard pressing weld
- Oxy acetylene cutting
- Brazing
- Soldering
Some of the most important welding processes are explained below:
- Сварка пластика или сварка давлением:
В этом процессе соединяемый кусок металла нагревается до пластического состояния, а затем сжимается под действием внешнего давления.
- Сварка плавлением или сварка без давления:
В этом методе сварки материал в месте соединения нагревается до расплавленного состояния и ему дают затвердеть. К ним относятся газовая сварка, дуговая сварка и т. д.
- Газокислородная сварка:
В этом типе сварки тепло производится газовым пламенем, которое используется для плавления основного и присадочного металла. Это приводит к образованию сварного шва между двумя металлами. Топливным газом может быть ацетилен или водород, смешанный с кислородом в соответствующей пропорции.
Это приводит к образованию сварного шва между двумя металлами. Топливным газом может быть ацетилен или водород, смешанный с кислородом в соответствующей пропорции.
- Дуговая сварка:
Дуговая сварка является наиболее широко используемым методом сварки. Здесь источником тепла является электрическая дуга, создаваемая электродом, подключенным к источнику питания. Это процесс сварки плавлением.
Сварка сопротивлением:
Это группа процессов сварки, в которых слияние металлов является результатом тепла, получаемого от сопротивления, оказываемого заготовкой потоку электрического тока.
- Холодная сварка:
Холодная сварка – это процесс сварки твердых материалов, при котором давление при комнатной температуре вызывает коалесценцию металлов со значительной деформацией в месте сварки.
- Диффузионная сварка:
Диффузионная сварка происходит в твердом состоянии, когда надлежащим образом подготовленные поверхности поддерживают в контакте при заданных условиях времени, давления и повышенной температуры.
- Сварка трением:
Сварка трением представляет собой процесс сварки в твердом состоянии, при котором происходит коалесценция материала за счет тепла, полученного в результате механического скользящего движения между трущимися поверхностями двух цилиндрических заготовок под давлением.
- Термитная сварка:
Термит используется в этом процессе для плавления металла. После того, как металл находится в жидком состоянии, его заливают между двумя заготовками для образования соединения.
- Электронно-лучевая сварка:
Электронно-лучевая сварка — это процесс сварки, при котором происходит коалесценция металлов с помощью тепла, полученного от концентрированного луча, состоящего в основном из электронов с высокой скоростью, падающих на соединяемую поверхность.
Лазерная сварка:
В этом методе лазерной сварки металлы соединяются путем воздействия концентрированного когерентного светового луча на соединяемую поверхность.
- Сварка взрывом:
Сварка взрывом — это процесс сварки в твердом состоянии, при котором коалесценция достигается за счет высокоскоростного движения соединяемых частей, вызываемого управляемой детонацией.
- Ультразвуковая сварка:
Ультразвуковая сварка — это процесс сварки в твердом состоянии, при котором слияние достигается за счет применения высокочастотной вибрационной энергии, когда рабочие детали удерживаются вместе под давлением.
Сварочный процесс, при котором происходит коалесценция металлов с помощью расплавленного шлака, расплавляющего присадочный металл и поверхность свариваемой детали, называется электрошлаковой сваркой. Сварной шов будет защищен этим шлаком, который перемещается по всему поперечному сечению соединения в процессе сварки.
Авторы изображений
- Методы сварки
- Газокислородная сварка
- Точечная сварка — тип контактной сварки
- Робот выполняет дистанционную сварку волоконным лазером
- Электрошлаковая сварка
Полное руководство по различным видам сварки
Сварка определяется как процесс, при котором два или более куска металла или термопласта скрепляются друг с другом с помощью тепла и давления. Процесс применения тепла размягчает материал и позволяет ему скрепляться как единое целое в области стыка при приложении достаточного давления. Концепция сварки впервые была разработана в средние века, хотя она не формировалась в процессе сварки, как сегодня, до последних лет 19-го века.век. До этого процесс, известный как «кузнечная сварка», был единственным средством соединения двух металлических предметов. Кузнечная сварка заключалась в использовании пламени для нагрева металла до чрезвычайно высоких температур, а затем в соединении каждой детали молотком, пока они не стали единым целым. Этот метод был заменен примерно во время промышленной революции. Электрический и газовый пламенный нагрев оказались для сварщиков гораздо более безопасными и быстрыми. Практически каждый материальный объект, который сделал общество таким, какое оно есть сегодня, был создан сварными строительными инструментами или был сварен сам. Из-за этого сварщики имеют широкий спектр областей применения, многие сварщики специализируются на сварке труб или сварке автомобилей, а другие специализируются на машиностроении.
Процесс применения тепла размягчает материал и позволяет ему скрепляться как единое целое в области стыка при приложении достаточного давления. Концепция сварки впервые была разработана в средние века, хотя она не формировалась в процессе сварки, как сегодня, до последних лет 19-го века.век. До этого процесс, известный как «кузнечная сварка», был единственным средством соединения двух металлических предметов. Кузнечная сварка заключалась в использовании пламени для нагрева металла до чрезвычайно высоких температур, а затем в соединении каждой детали молотком, пока они не стали единым целым. Этот метод был заменен примерно во время промышленной революции. Электрический и газовый пламенный нагрев оказались для сварщиков гораздо более безопасными и быстрыми. Практически каждый материальный объект, который сделал общество таким, какое оно есть сегодня, был создан сварными строительными инструментами или был сварен сам. Из-за этого сварщики имеют широкий спектр областей применения, многие сварщики специализируются на сварке труб или сварке автомобилей, а другие специализируются на машиностроении. Возможности для сварщиков безграничны, поскольку сварку можно выполнять в самых разных местах, в том числе под водой, хотя не все виды сварки одинаковы. В некоторых формах сварки используется газ, в других используется электричество, а в новейших формах используется лазер. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающим фактором, для которого наиболее эффективен метод. Дуговая, электрошлаковая, порошковая, газовая дуговая сварка, газовая вольфрамовая дуга, металлическая дуга в инертном газе, плазменная дуга, дуга с защитным металлом, дуга под флюсом и вольфрамовая дуга в инертном газе являются наиболее широко используемыми методами сварки.
Возможности для сварщиков безграничны, поскольку сварку можно выполнять в самых разных местах, в том числе под водой, хотя не все виды сварки одинаковы. В некоторых формах сварки используется газ, в других используется электричество, а в новейших формах используется лазер. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающим фактором, для которого наиболее эффективен метод. Дуговая, электрошлаковая, порошковая, газовая дуговая сварка, газовая вольфрамовая дуга, металлическая дуга в инертном газе, плазменная дуга, дуга с защитным металлом, дуга под флюсом и вольфрамовая дуга в инертном газе являются наиболее широко используемыми методами сварки.
Дуговая сварка
Дуговая сварка является популярным видом сварки из-за низкой стоимости процесса. Процесс начинается с устройства, которое испускает электрический ток. Это устройство может сильно отличаться от процесса к процессу, но оно всегда позволяет электрическому току проходить через материалы, которые без устройства считались бы непроводящими. Это называется «дуговой сваркой», потому что между сварочным устройством и свариваемыми материалами создается электрический ток, который иногда создает дугообразный вид. Первая основная форма дуговой сварки была изобретена в 1802 году. Сегодня существует множество других подкатегорий дуговой сварки.
Это называется «дуговой сваркой», потому что между сварочным устройством и свариваемыми материалами создается электрический ток, который иногда создает дугообразный вид. Первая основная форма дуговой сварки была изобретена в 1802 году. Сегодня существует множество других подкатегорий дуговой сварки.
Электродуговая сварка
Управление по безопасности и гигиене труда: Дуговая сварка и резка
Дуговая сварка: безопасный выбор, эксплуатация и техническое обслуживание
Дуговая сварка за и против
Электрошлаковая сварка
Электрошлаковая сварка вошла в практику в середине 1950-х годов. Электрошлаковая сварка — это, как правило, быстрый процесс сварки, используемый для соединения больших материалов, таких как толстые стальные листы. Эти пластины или материалы обычно располагаются в вертикальном положении, поскольку электрошлаковая сварка предназначена для сварки под этим углом, не вызывая искажений у сварщика. Название «Электрошлак» произошло от использования заполненных водой медных областей внутри устройства, которые были включены и предназначены исключительно для предотвращения попадания расплавленного «шлака» в другие области по мере его сжижения.
Основные аспекты электрошлаковой сварки титановых сплавов
Система и способ электрошлаковой сварки сращенных вертикальных колонн
Узкощелевая электрошлаковая сварка
Расходные материалы для электрошлаковой и электрогазовой сварки
Порошковая сварка
Порошковая сварка создана и внедрена использования в начале 1950-х гг. Его цель состояла в том, чтобы дать еще один вариант популярному использованию «сварки стержнем». Процесс порошковой сварки в основном используется для проектов, требующих высокой скорости, поскольку это автоматическая форма сварки. Многие строители используют этот процесс на работе из-за скорости и возможности использовать сварку порошковой проволокой в различных ситуациях на различных материалах.
Описание процесса дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой – Заключительный отчет
Раздел VIII, таблица 8.2 – Сварка порошковой проволокой это еще один процесс автоматической сварки.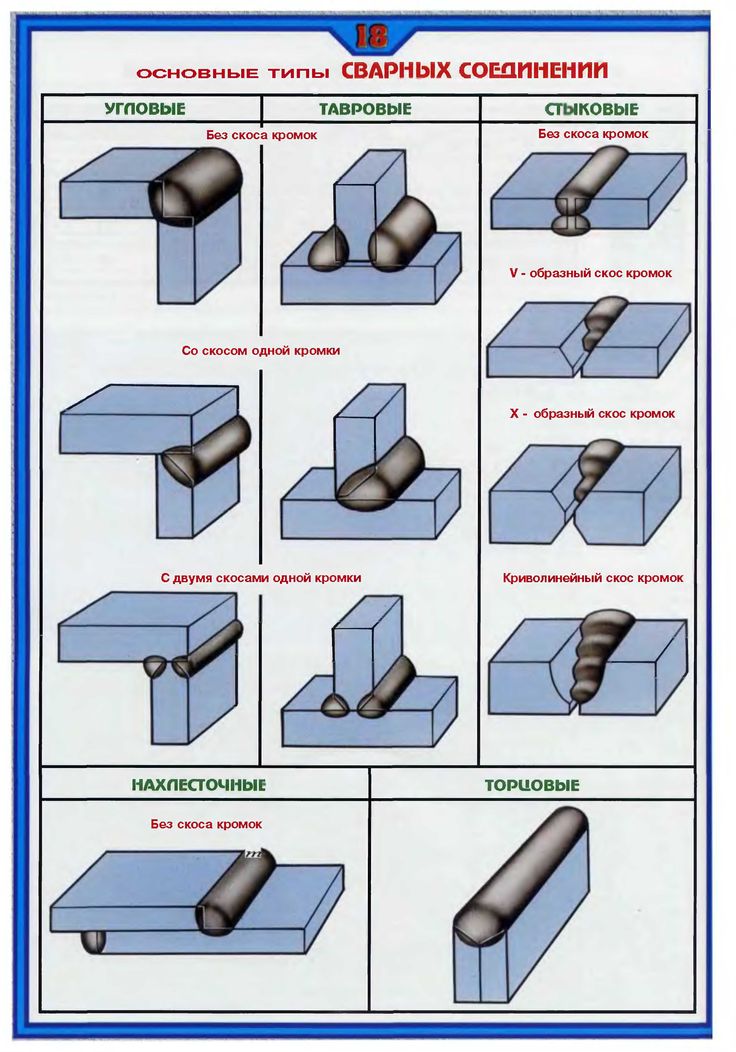 Этот метод заключается в использовании сварочного пистолета, который автоматически подает сварочный металл через пистолет для использования. Сварочный пистолет также автоматически распределяет защитный газ в качестве защиты от природных элементов. Этот процесс экономит много времени и лучше всего подходит для большого количества сварочных работ. Первоначально он был разработан для использования с алюминиевыми металлами. Сегодня этот метод в основном используется сварщиками в автомобильной и обрабатывающей промышленности.
Этот метод заключается в использовании сварочного пистолета, который автоматически подает сварочный металл через пистолет для использования. Сварочный пистолет также автоматически распределяет защитный газ в качестве защиты от природных элементов. Этот процесс экономит много времени и лучше всего подходит для большого количества сварочных работ. Первоначально он был разработан для использования с алюминиевыми металлами. Сегодня этот метод в основном используется сварщиками в автомобильной и обрабатывающей промышленности.
Параметрическая оптимизация процессов дуговой сварки металлическим электродом с использованием факторного подхода
Обучение GMAW
Моделирование макро- и микроструктур GMAW
Характеристики процесса дуговой сварки металлическим электродом
Дуговая сварка вольфрамовым электродом в газовой среде быть одним из самых сложных и трудоемких сварочных процессов, используемых сегодня (наряду с плазменно-дуговой сваркой). Это связано с тем, что это требует большого внимания и навыков из-за небольшой площади пространства между «дугой» пламени и свариваемым материалом.
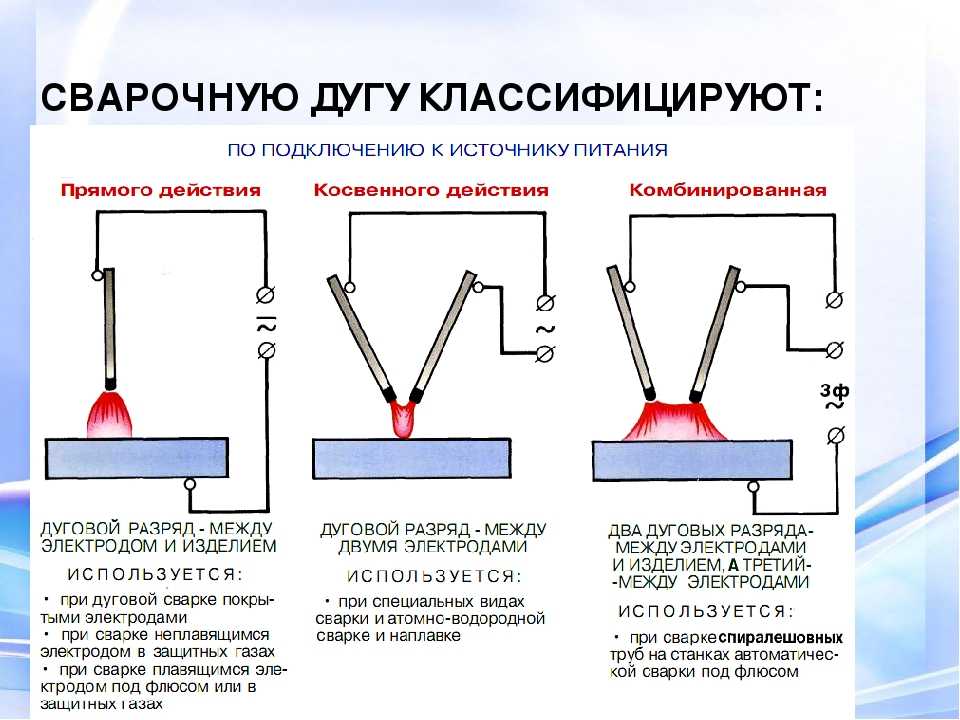 Обычно этим процессом сваривают небольшие полоски металла, не содержащие много железа. Хотя это сложно, при правильном выполнении получается чрезвычайно прочный высококачественный шов. Сварщики, производящие велосипеды и самолеты, как коммерческие, так и военные, часто используют дуговую сварку вольфрамовым электродом, в то время как многие другие сварщики никогда не сталкивались с этим процессом. В этот процесс было внесено очень мало изменений с момента его выпуска в 1941.
Обычно этим процессом сваривают небольшие полоски металла, не содержащие много железа. Хотя это сложно, при правильном выполнении получается чрезвычайно прочный высококачественный шов. Сварщики, производящие велосипеды и самолеты, как коммерческие, так и военные, часто используют дуговую сварку вольфрамовым электродом, в то время как многие другие сварщики никогда не сталкивались с этим процессом. В этот процесс было внесено очень мало изменений с момента его выпуска в 1941. Газовая вольфрамовая дуговая сварка Введение
Газовая вольфрамовая дуговая сварка — мягкая сталь
Последние достижения в области газовой вольфрамовой дуговой сварки сплавов ванадия
Сварка MIG (металл в инертном газе) использует газ для защиты металла сварного шва. Газ предохраняет свариваемый металл от воздействия природных элементов окружающей среды, таких как кислород. Это позволяет сварщику работать с постоянной скоростью, что делает процесс довольно быстрым. Эксплуатация оборудования не требует от сварщиков чрезвычайного уровня навыков, однако оборудование, используемое для сварки MIG, можно использовать только в помещении из-за газа, участвующего в процессе сварки.
 Сварка MIG была первоначально выпущена в 1940-х годов, но претерпел множество модернизаций, пока не был усовершенствован в 1960-х годах.
Сварка MIG была первоначально выпущена в 1940-х годов, но претерпел множество модернизаций, пока не был усовершенствован в 1960-х годах. Насадки для сварки в среде инертного газа (MIG)
Сварочные процессы: MIG
Что такое сварка MIG?
Основы сварки MIG
Плазменная дуговая сварка
Плазменная сварка очень похожа на дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW). Эти два процесса часто сравнивают, потому что они в основном работают одинаково, только с использованием разного типа горелки. Этот метод был разработан в 1954 году, хотя и сегодня он все еще совершенствуется. Плазменная сварка также требует большей концентрации, чем GTAW, из-за меньшей дуги и точности сварки. При плазменной сварке электрический ток проходит через очень маленькое сопло, которое проходит через защитные газы, что обеспечивает исключительную точность при сварке небольших площадей. Плазменная сварка может нагревать металлы до очень экстремальных температур, что может привести к более глубоким сварным швам. Как и GTAW, этот процесс сварки обычно используется в авиационной промышленности.
Как и GTAW, этот процесс сварки обычно используется в авиационной промышленности.
Процесс плазменно-дуговой сварки. Как работает плазменная сварка
Тройная газовая плазменная сварочная горелка
Плазменная дуговая резка Технические аспекты
Технология сварки: PAW
Дуговая сварка в среде защитного газа
как «сварка стержнем». Этот процесс, как известно, является наиболее популярным и широко используемым процессом сварки на сегодняшний день. Первая форма SMAW была создана в 1938 году, но процесс и оборудование продолжают совершенствоваться. Это ручной процесс сварки, который очень прост и недорог в эксплуатации. Результаты часто не такие «чистые», как при использовании других методов, и брызги расплава являются обычным явлением. Ручная сварка в основном используется сварщиками-строителями, работающими со стальными конструкциями, и в других отраслях, требующих сварки, но не имеющих больших бюджетов.
Глобальная безопасность: дуговая сварка в среде защитного газа
Процессы сварки электродом (SMAW)
Основы дуговой сварки электродом в среде защитного металла
Характеристика сварочного дыма от электродов SMAW
Дуговая сварка под флюсом
Можно использовать только процесс дуговой сварки под флюсом правильно на материалах с высоким содержанием железа, таких как нержавеющая сталь. Устройство, используемое в этом процессе, может быть автоматическим или полуавтоматическим, что делает процесс сварки довольно быстрым. Несмотря на то, что это быстрый процесс, электрическая дуга должна постоянно покрываться «флюсом», чтобы защитить металл от атмосферы во время процесса сварки. Эта крышка также предотвращает любые сварочные брызги, что делает ее более безопасной для сварщиков, чем некоторые другие виды сварки. Процесс назван в честь того, что его необходимо «погрузить» в флюсовую оболочку.
Устройство, используемое в этом процессе, может быть автоматическим или полуавтоматическим, что делает процесс сварки довольно быстрым. Несмотря на то, что это быстрый процесс, электрическая дуга должна постоянно покрываться «флюсом», чтобы защитить металл от атмосферы во время процесса сварки. Эта крышка также предотвращает любые сварочные брызги, что делает ее более безопасной для сварщиков, чем некоторые другие виды сварки. Процесс назван в честь того, что его необходимо «погрузить» в флюсовую оболочку.
Технический справочник по дуговой сварке под флюсом
Дуговая сварка под флюсом с подачей холодной проволоки
Руководство по дуговой сварке под флюсом
Дефекты сварки соединений дуплексной стали, сваренных под флюсом
Сварка TIG (вольфрам в инертном газе)
Сварка металлов в среде инертного газа (MIG). Основное различие между этими двумя формами сварки заключается в том, что TIG использует форму вольфрамового тока, а MIG использует металлический электрод.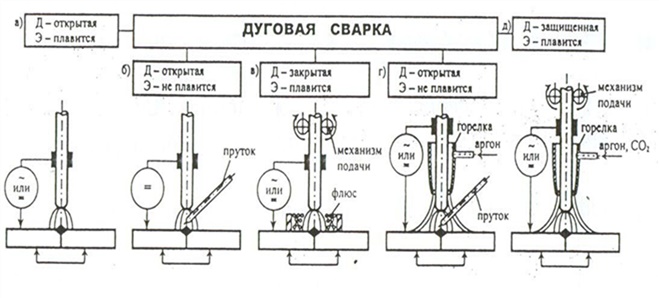 Поскольку TIG использует вольфрам, требуется дополнительный наполнитель, помещаемый внутрь сварочного аппарата, поскольку вольфрам не плавится в процессе сварки. Вольфрам уникален тем, что перед плавлением его можно нагреть до более высокой температуры, чем все другие металлы. Сварка вольфрамовым электродом в среде инертного газа обычно используется в отраслях, работающих с нержавеющей сталью.
Поскольку TIG использует вольфрам, требуется дополнительный наполнитель, помещаемый внутрь сварочного аппарата, поскольку вольфрам не плавится в процессе сварки. Вольфрам уникален тем, что перед плавлением его можно нагреть до более высокой температуры, чем все другие металлы. Сварка вольфрамовым электродом в среде инертного газа обычно используется в отраслях, работающих с нержавеющей сталью.
Принципы сварки TIG
Руководство по охране труда и технике безопасности: сварка вольфрамовым электродом в инертном газе (TIG)
Словарь по сварке – сварка TIG
Руководства по сварке TIG
Сварка MIG и TIG
Поиск программ для специалистов по сварке
Для получения информации о программах для техников по сварке свой почтовый индекс и запросите регистрационную информацию.
Различные типы сварочных процессов и профессиональные советы
Сварка — увлекательный процесс, восходящий к 1904 году, когда был разработан электрод с покрытием. В этом документе мы рассмотрим типы дуговой сварки, процессы с целью предоставления некоторых полезных советов.
Проще говоря, дуговая сварка — это процесс, используемый для соединения металлов.
В процессе сварки используется источник сварочного тока, который генерирует электрическую дугу для расплавления свариваемого основного материала, а также любых используемых расходных материалов. Затем это связывает отдельные отдельные металлы вместе.
ВАЖНО:
Оставайтесь в безопасности, всегдаЭто написано для опытных и компетентных операторов. Если вы не полностью знакомы с принципами работы и безопасными методами работы с оборудованием для дуговой сварки и резки, мы настоятельно рекомендуем вам прочитать брошюру Cigweld/ESAB «Меры предосторожности и безопасные методы дуговой сварки, резки и строжки» со ссылкой 0-5407. доступно на сайте www.cigweld.com.au или по электронной почте [email protected]
До НЕ разрешать неподготовленному персоналу устанавливать, эксплуатировать или обслуживать оборудование. Не пытайтесь НЕ устанавливать или эксплуатировать оборудование до тех пор, пока полностью не прочитаете и не поймете эти инструкции. Если вы не полностью понимаете эти инструкции, обратитесь к поставщику за дополнительной информацией. Перед началом любой установки обязательно прочтите Меры предосторожности.
Если вы не полностью понимаете эти инструкции, обратитесь к поставщику за дополнительной информацией. Перед началом любой установки обязательно прочтите Меры предосторожности.
Типы сварочных процессов
Существует четыре основных типа процессов дуговой сварки. Они называются сваркой электродом (SMAW), сваркой MIG GMAW, сваркой TIG GTAW и дуговой сваркой порошковой проволокой FCAW. В этом посте мы более подробно рассмотрим эти четыре процесса.
1. Сварка стержнем (SMAW)
Сварка стержнем — это простейшая форма сварки. Технический термин здесь — дуговая сварка защитным металлом, сокращенно SMAW. Исторически она также была известна как ручная дуговая сварка металлическим электродом (MMAW). «Палка» — это сленговое название, полученное от одного из материалов, используемых в процессе. При сварке палкой используется источник питания, который выдает электрическую дугу постоянного тока. Этот ток протекает через сварочный электрод с флюсовым покрытием. Покрытие гарантирует, что зона сварки не подвергается воздействию воздуха во время плавления стержня.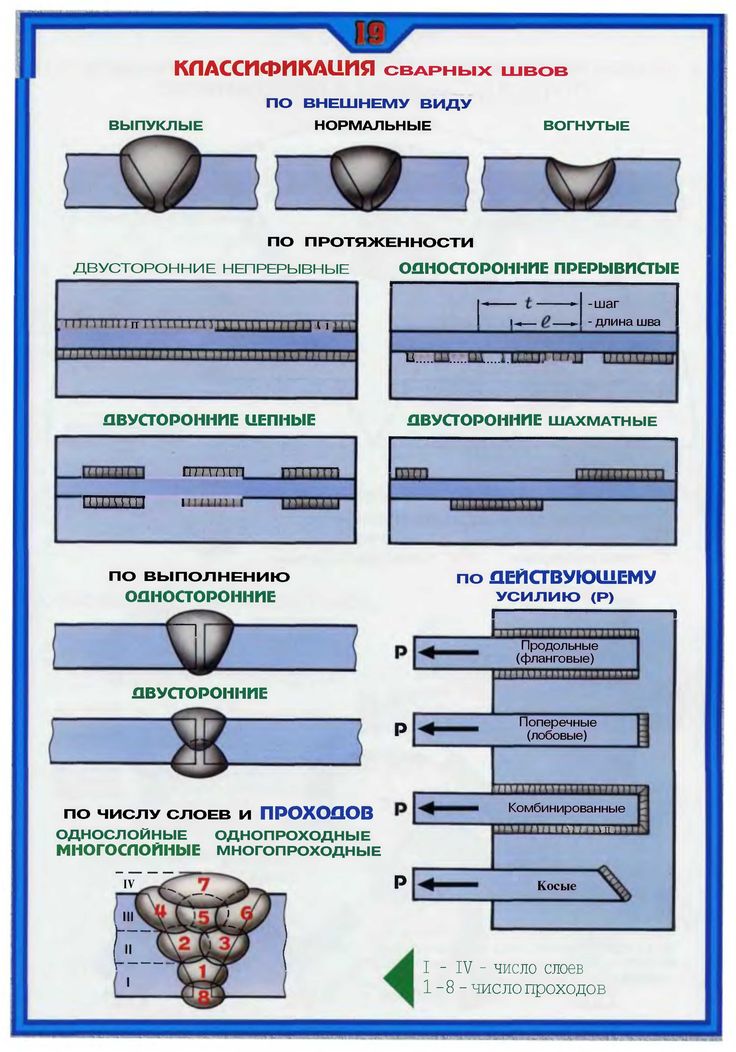 Этот метод относительно дешев и совместим с большинством металлов. SMAW широко используется в ряде приложений, например, на строительных площадках, в мастерских, на верфях, в трубопроводах, при ремонте ферм, в домашних условиях и т. д.
Этот метод относительно дешев и совместим с большинством металлов. SMAW широко используется в ряде приложений, например, на строительных площадках, в мастерских, на верфях, в трубопроводах, при ремонте ферм, в домашних условиях и т. д.
2. Сварка MIG (GMAW)
Дуговая сварка металлическим газом, обычно называемая MIG, представляет собой процесс дуговой сварки, при котором электрическая дуга образуется между расходуемой проволокой MIG и заготовкой, которая нагревает эти материалы, вызывая их плавление и образуют лужицу расплавленного металла, которая соединяется вместе. Зона нагрева покрыта защитным газом, который защищает сварочную ванну от атмосферных загрязнений. MIG — это простой, быстрый и широко используемый процесс, с которого рекомендуется начинать, если вы новичок в сварке.
3. Сварка ВИГ (GTAW)
Дуговая сварка вольфрамовым электродом в газе, обычно называемая ВИГ, представляет собой процесс дуговой сварки, в котором используется вольфрамовый электрод для подачи электрического тока в сварочную ванну. Этот процесс также требует наличия защитного газа, обычно аргона, для защиты металла сварного шва от атмосферных загрязнений. Процесс TIG требует гораздо большего опыта и может быть довольно сложным для неопытных. GTAW обычно используется для сварки тонких профилей из нержавеющей стали и цветных металлов (например, алюминиевых, магниевых и медных сплавов).
Этот процесс также требует наличия защитного газа, обычно аргона, для защиты металла сварного шва от атмосферных загрязнений. Процесс TIG требует гораздо большего опыта и может быть довольно сложным для неопытных. GTAW обычно используется для сварки тонких профилей из нержавеющей стали и цветных металлов (например, алюминиевых, магниевых и медных сплавов).
4. Дуговая сварка флюсовой проволокой (FCAW)
Сварка FCAW, также называемая сваркой флюсовой проволокой, представляет собой полуавтоматический или автоматический процесс. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс. Также требуется источник питания постоянного напряжения или, реже, источник постоянного тока вместе с подачей защитного газа извне, который защищает металл сварного шва от атмосферных загрязнений. Не все порошковые проволоки могут работать без газа, поэтому рекомендуется обращаться к паспорту производителя используемой сварочной проволоки. Общие области применения для дуговой сварки FCAW, строительства, тяжелого производства, земляных работ, верфей.
Сварочное оборудование
Теперь, когда вы выбрали наиболее предпочтительный метод сварки, давайте взглянем на оборудование, которое вам понадобится для удовлетворения ваших потребностей в сварке. Если вы новичок в сварке, мы рекомендуем два основных типа сварочного оборудования: сварочный аппарат MIG или многофункциональный сварочный аппарат MIG/TIG/Stick
. Последнее удобно, независимо от выбранного вами основного типа дуговой сварки. Хотя электрические сварочные аппараты дешевле, вам нужно будет много практиковаться, чтобы овладеть ими. Итак, если вы только начинаете или не свариваете регулярно, вам следует приобрести сварочный аппарат с подачей проволоки.
Ко всем новым аппаратам прилагается руководство пользователя, в котором содержится информация о безопасности и механических характеристиках сварочного аппарата. Руководство также содержит несколько простых процедур сварки для новичков. Людям, которые практически не занимаются сваркой или только начали заниматься сваркой, рекомендуется постоянная практика, прежде чем приступать к реальным сварочным работам.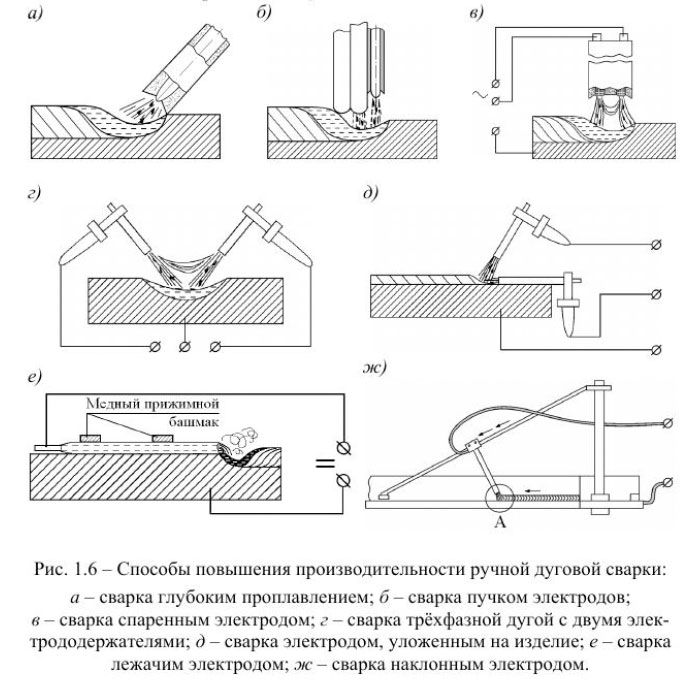
Средства индивидуальной защиты (СИЗ)
При сварке вам понадобится сварочный шлем для защиты глаз и лица от яркого света, тепла и брызг, образующихся при сварке дуги. Существуют различные типы сварочных шлемов. Cigweld/ESAB работают над руководством, которое поможет вам выбрать подходящую сварочную маску.
Одежда Защитная одежда из прочного огнеупорного материала и защита ног. Если шум находится на высоком уровне, используйте одобренные беруши или наушники.
Другое сварочное оборудование и материалы для вашего типа сварочных процессов
Не забудьте упомянуть, что вам также потребуются магниты и зажимы, которые помогают удерживать металлы на месте во время работы. Другое полезное оборудование, такое как специальные рабочие стенды и столы, предназначенные для сварки, а также сварочные одеяла из стекловолокна, препятствующие распространению искр. Последний инструмент — это приварной язычок, который пригодится для создания ручек, отверстий, фланцев и подобных механических деталей путем приваривания их к трубе или подобному металлическому предмету. Вы можете получить приварные вкладки разных форм и размеров.
Вы можете получить приварные вкладки разных форм и размеров.
Но сварка — это не только инструменты и оборудование; также требуются некоторые расходные материалы. К сварочным материалам относятся порошковые проволоки и проволоки для сварки MIG, которые изготавливаются из различных материалов и диаметров. В зависимости от предпочтительного метода сварки вам также потребуются прутки для сварки TIG или газовой пайки, флюс, электродные стержни и трубки. У вашего ближайшего дистрибьютора есть все необходимые инструменты и материалы для продажи
Советы по сварке
Как и при любом другом приятном занятии, есть вероятность, что вас поразит волнение, которое приходит со сваркой. Однако не расстраивайтесь, если ваши первые сварные швы не окажутся такими, как вы надеялись! Сварка – это искусство, и оно требует много-много практики.
1. Безопасность превыше всего
Безопасность превыше всего Начните с обучения правильному использованию инструментов. Примите адекватные меры предосторожности для собственной безопасности на каждом этапе сварочного процесса. Вы найдете полезную информацию по технике безопасности в своих руководствах по эксплуатации https://www.cigweld.com.au/manuals/
Вы найдете полезную информацию по технике безопасности в своих руководствах по эксплуатации https://www.cigweld.com.au/manuals/
2. Содержите рабочее место в чистоте
Важность чистого рабочего места невозможно переоценить; это делает работу гладкой и легкой, оставляя вам великолепный и профессионально выглядящий шов. Итак, уберите все предметы, которые могут вам помешать, в том числе такие незначительные, как масляные капли. Не позволяйте ничему повлиять на внешний вид вашего готового продукта.
3. Изучите информацию о выбранном вами типе сварочного процесса
Выполнив домашнее задание перед тем, как приступить к каким-либо сварочным работам, вы избежите некоторых проблем. Узнайте о наилучшей технике для материала, который вы хотите сварить, а также о подходящих материалах и инструментах. Не приступайте к сварке, если у вас нет нужных материалов, инструментов, а главное навыков и опыта для сварки таких материалов.
4. Устройтесь поудобнее
Максимальное удобство играет большую роль не только в безопасности оператора, но и может способствовать качеству сварного шва.