Штамповка металла: виды, технология и методы
- Сферы применения
- Особенности холодной штамповки
- Горячая объемная штамповка
- Характеристики и виды деталей, производимых на горячештамповочных прессах
- Листовая штамповка
- Инструменты и оборудование
Сегодня трудно представить мир без обтекаемых кузовов автомобилей и самолетов, ложек и вилок на кухне, крепежной продукции и других элементов повседневной жизни. Придать металлу форму любой сложности можно штамповкой. Пластическая деформация сплавов штампованием показывает высокую производительность и точность.
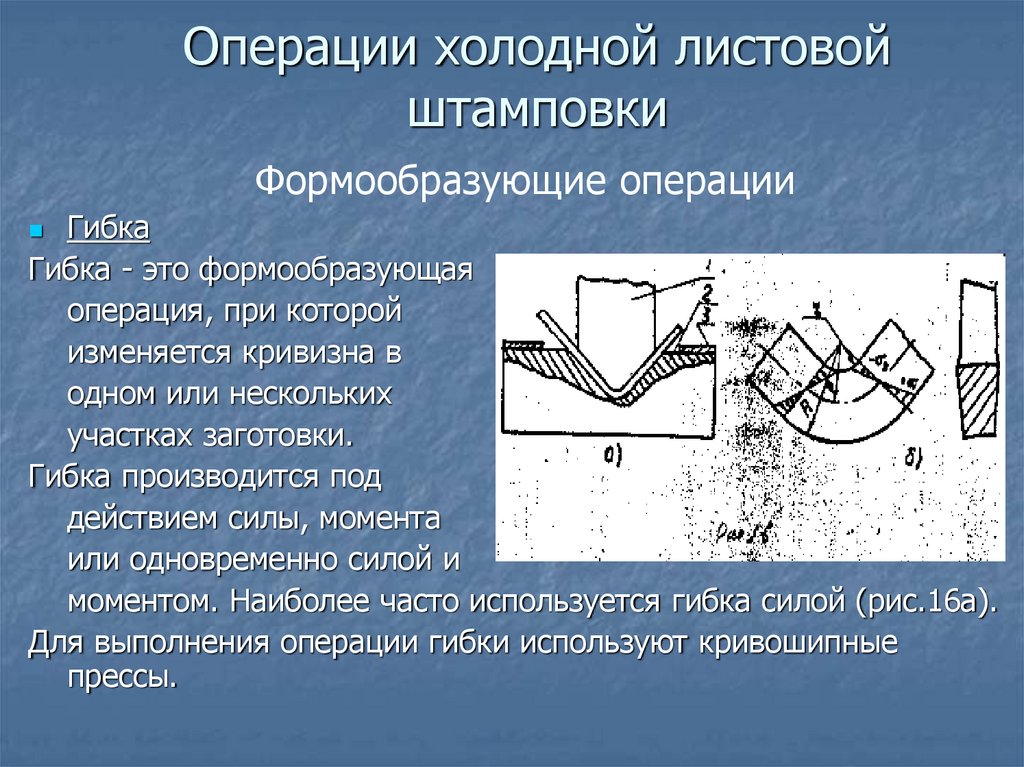
Штамповка металла — это обработка давлением (прессом) с контролируемым изменением формы. Одно движение пресса может выполнить сразу несколько операций: резка, рубка, гибка, отбортовка, чеканка, вытяжка, формовка и др.
Элементы технологии были открыты еще до нашей эры. Археологические раскопки свидетельствуют о том, что у кузнецов были фигурные штампы-обжимки для отливки наконечников стрел. О первых попытках работы с падающими молотами известно из Библии и скандинавской мифологии, этот способ работает до сих пор.
В 1817 на Тульском оружейном заводе кузнец В.А. Пастухов, используя рычажный пресс и подкладные штампы, изготовил партию курков. В 1819 подобным образом уже создавали ряд деталей для нужд вооружения.
Главными вехами в развитии технологии стали следующие события:
- 1835 г. — распространение горизонтально-ковочных машин;
- 1842 г. — строительство первого парового молота Джеймсом Немитом;
- 1846 г. — запуск первого гидропресса, изобретенного Уильямом Армстронгом.
В XIX веке уже были изобретены механические и пневматические молоты, однако заводы, построенные в 1920-30-х годах все еще не отличались производительностью, управление механизмами было достаточно трудоемким.
Машиной века стал гидравлический пресс с усилием 650 МН, заказанный французской компанией “Интерфорж”. Разработкой занимались советские специалисты. Вес оборудования составил 17 тыс. тонн, что в два раза превысило вес Эйфелевой башни. Общественности показывали, как пуансон аккуратно колет грецкие орехи, не повреждая их сердцевину.
Сферы применения
Технологии штамповки решают задачи промышленности и потребительского спроса. Штампованные изделия отличаются высокой точностью, дополнительная металлообработка не требуется.
Что производят при помощи штамповки:
- Посуду и емкости: ложки, вилки, кастрюли и контейнеры;
- Болты, крепежи: металл проходит последовательную обработку разными прессами;
- Лопатки, винты для печного оборудования, вертолетов и кораблей;
- Шаровые опоры, коленчатые валы, зубчатые колеса: изготавливают сдавливанием без нагрева, детали не подвержены термоусадке;
- Корпуса оборудования, кузова автомобилей, обшивку самолетов и судов;
- Испарители холодильников: металл растягивают изнутри методом раздачи.


Технико-экономические показатели различных способов штамповки металла основаны на рациональном распределении ресурсов. Преимущества применения штампов в промышленности:
- Автоматизация производственных процессов;
- Снижение металлоемкости;
- Быстрая замена пресс-форм;
- Любая геометрия;
- Обработка поверхностей почти не требуется.
Организация отдельных этапов и производственных линий сопряжена с крупными капиталовложениями, это затрудняет распространение технологии. Недостатки:
- Разработка прототипов требует высокой квалификации;
- Дорогое оснащение;
- Целесообразность внедрения только для серийных производств;
- Невозможность полного исключения ручного труда на многих этапах.
Процессы удается автоматизировать не всегда. Для произведения некоторых операций на объектах присутствует штамповщик, который закладывает заготовки под пресс. Например, для работы с молотами требуется специалист 5-6 разряда, а для гидравлических установок достаточно всего 3 разряда.
Штампы испытывают длительные нагрузки и изготавливаются из прочных марок стали, дополнительно предусматриваются методы защиты рабочих поверхностей: специальные покрытия, упрочнение закаливанием. Современное оборудование чаще работает не ударом, а продавливанием, но производствах все еще сохраняется достаточно высокий уровень шума и вибрации.
Особенности холодной штамповки
Холодное штампование чаще осуществляется без нагрева, но не всегда. Для особо-твердых сплавов повышение температуры необходимо, но она должна быть ниже, чем t⁰ рекристаллизации.
Воздействие давлением сопряжено с упрочнением структуры сплавов, при котором изменяются показатели пластичности, что затрудняет выполнение дальнейших операций. Для устранения этого эффекта применяется промежуточная стабилизирующая термообработка. Отсутствие царапин, рисок и других дефектов обеспечивают смазочные материалы.
Предусматривается классификация методов штамповки по типу обрабатываемых полуфабрикатов:
- Листовая: формоизменяющая и разделительная, при которой излишки металла отсекаются;
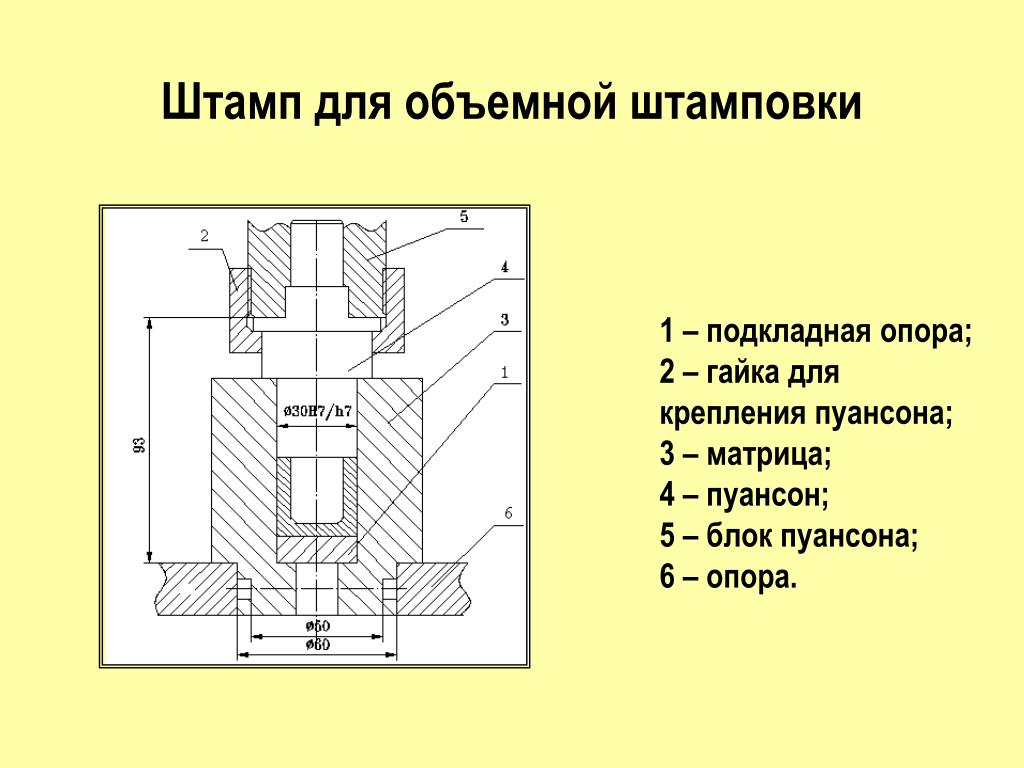
- Объемная: штампы для последовательного приближения к проектной форме.
Виды холодной штамповки металла:
- Выдавливание: сплав выдавливают из матрицы, таким образом производят детали из хромистых сталей для решения технических задач в машиностроении, гильзы, маховики.
- Высадка: многократные ударные усилия (до 11000 в минуту), при которых на материал воздействуют таким образом, что уменьшается длина и увеличивается ширина. Высадка применяется для выпуска метизов, заклепок, винтов. Из-за упрочнения сплава требуется несколько подходов с промежуточными рекристаллизующими отжигами.
- Объемная формовка: изменение конфигурации с применением обжимающих воздействий. В открытых штампах излишек металла “вытекает”, а в закрытых формовка осуществляется без отходов. Предварительно заготовкам придают нужную форму вырубкой (толстостенные колпачки, шайбы). Формовку применяют для изготовления высокоточных изделий малого размера, например, чеканку можно также назвать формовкой.
Использование этих методов ограничивается пределом текучести сплавов.
Горячая объемная штамповка
Заготовки нагревают до температуры ковки, таким образом повышается пластичность, а рекристаллизации и плавления не происходит. На полуфабрикат воздействуют одновременно давлением и температурой.
Для производства изделий используют предварительно нарезанные прутки, профили, слитки. Предусматриваются пресс-формы двух видов:
- Открытые: штамп состоит из подвижной и неподвижной части, излишки металла в процессе вытекают (облой) и закрывают выход остальной массе. Обрезка облоя производится после охлаждения.
- Закрытые: конструкция полностью закрыта, сжимающие детали могут иметь выступы и полости. Количество сырья рассчитывается с высокой точностью, в противном случае образуются пустоты или форма не смыкается полностью.
Для формирования объемных частей в пресс-формах предусматриваются полости. В металлургии их называют ручьями. Различают следующие виды ручьев:
В металлургии их называют ручьями. Различают следующие виды ручьев:
- Заготовительные: для перераспределения массы и смещения оси. Классифицируются по способу действия: гибочные, протяжные, пережимные, подкатные и др.
- Предварительные (черновые): основная деформация, поковка становится похожей на готовую деталь, но имеет более грубые очертания, большие радиусы закруглений, канавки отсутствуют.
- Окончательные (чистовые): цель прессования в повышении точности и получении готовой продукции.
ГОШ предназначена для серийных выпусков деталей, которые невозможно получить ковкой. Вес одной единицы продукции может достигать 3-4 тонн. Метод требует больших усилий, энергозатрат, высшей квалификации персонала и оборудования из термостойких материалов.
Предприятия, осуществляющие ГОШ преимущественно работают для обеспечения нужд военной и железнодорожной промышленности, авиации, автомобилестроения.
Характеристики и виды деталей, производимых на горячештамповочных прессах
Листовая штамповка
Технология предназначена для изготовления тонкостенных элементов, сосудов, но с развитием промышленности сортамент увеличивается. Так, листовая штамповка может применятся для производства обшивки военных судов и даже космических кораблей.
Так, листовая штамповка может применятся для производства обшивки военных судов и даже космических кораблей.
Суть заключается в использовании матрицы и пуансона, от геометрических параметров которых зависит конфигурация готовой продукции. За простотой и скоростью осуществления производственных циклов стоит сложное проектирование. Весь процесс разрабатывается конструктором и технологом. Сочетание формоизменяющих и разделительных операций производится таким способом, при котором сокращается количество подходов и расход ресурсов.
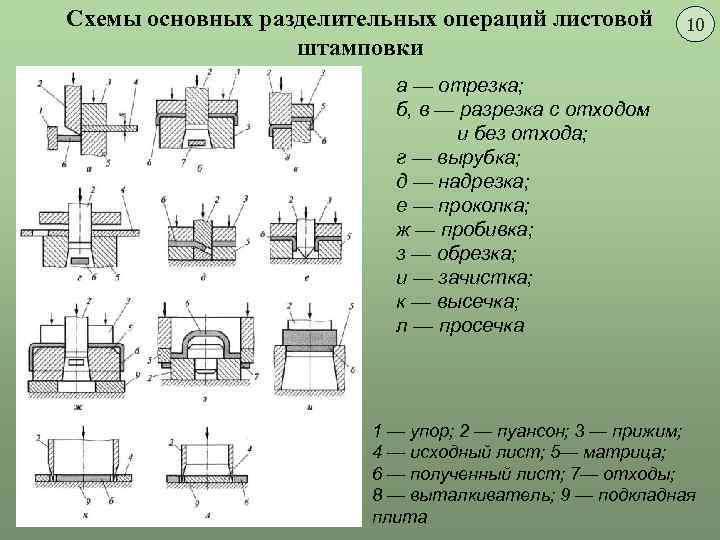
Разделительные операции:
- Резка: по краю размещается режущий инструмент, отсекающий лишний материал;
- Вырубка: отделение части листа с замкнутым контуром, например овала, прямоугольника;
- Пробивка: отверстия разной формы.
Формоизменяющие операции:
- Гибка: V и U-образные изгибы, возможно выполнение более сложных вариантов;
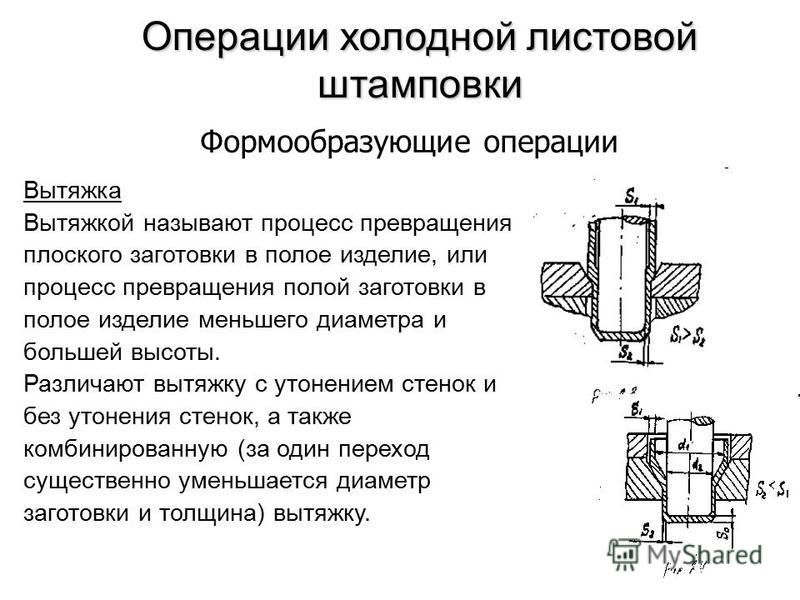
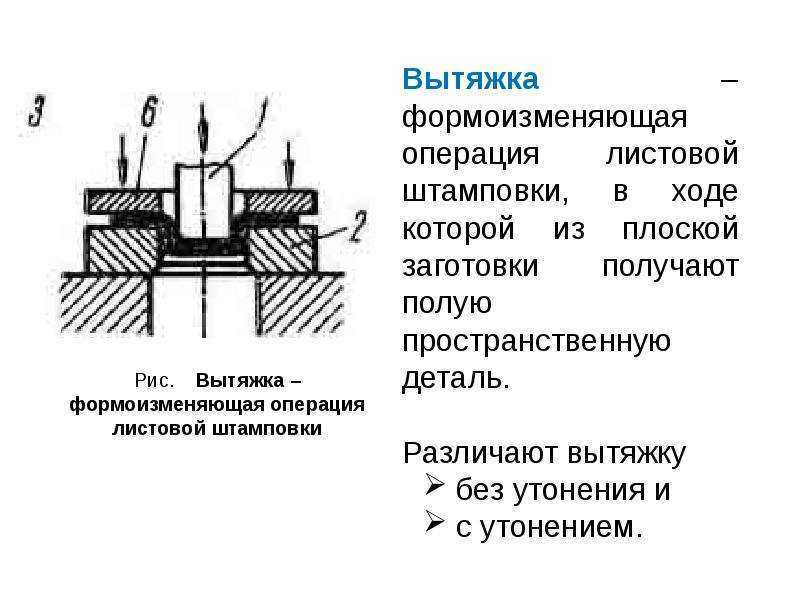
- Вытяжка: изменение толщины листа;
- Отбортовка: выполнение бортиков по краю, например у крышек кастрюль;
- Обжим: уменьшение сечения концевой части, изготовление сужающихся сосудов;
- Формовка: изменение конфигурации с сохранением контуров заготовки.
При проектировании на опытных образцах рассматривают как будет вести себя полуфабрикат из выбранного сплава при сочетании разных способов деформации, заданной скорости и температуре, затем проектируют пресс-формы. Оборудование должно выдержать миллионы циклов, наибольший износ наблюдается на участках, ответственных за пробивку, вырубку и вытяжку. Иногда создают накладки, выполненные из более прочных материалов, чем пуансон и матрица.
Наряду с распространенными способами используются прогрессивные виды обработки эластичными средами:
- Твердой резиной: заготовки обезжиривают и нагревают, для некоторых типов деформации не нужна смазка, например для рифтов, подсечек.
- Жидкостями: поток прижимает листовой материал к твердой матрице;
- Взрывом: взрывная волна вдавливает лист металла в матрицу. Процедура проводится с целью создания крупногабаритных сложных элементов, которые сложно изготовить другими методами.
Деформация средами нашла применение в производстве диафрагм, поперечных каркасов крыла самолета, полупатрубков, пространственных элементов.
Инструменты и оборудование
Как правило, для штампования проектируются произведственные линии, часть процессов выполняется автоматически под цифровым контролем. Станки для холодной деформации содержат прессы и ударные механизмы для высадки.
Виды станов:
- Электромагнитные: инновационное решение, разжимание пружин происходит при отключении магнита от сети;
- Гидравлические: поршневый принцип работы;
- Кривошипно-шатунные: возвратно-поступательный поршневой механизм, применяемый в двигателях внутреннего сгорания;
- Радиально-ковочные: оснащены модулем для нагрева, вращающуюся заготовку подавляют бойками.
Технология ГОШ близка к ковке, поэтому здесь предусматриваются ударные установки и ковочные машины. Основные виды технического оснащения:
- Паровоздушные молоты: работают за счет веса падающих частей и сжатого воздуха;
- Фрикционные (механические) молоты;
- Горизонтально-ковочные машины и вальцы;
- Прессы различной конфигурации.
Для изготовления штампованных элементов из листового металла чаще применяют кривошипно-шатунные станы, количество поршневых механизмов может достигать 4. Для вытяжки сложных изделий используют прессы двойного и тройного действия. Для резки механизм оснащают ножницами: гильотинными, вибрационными, дисковыми.
Оцените нашу статью
[Всего голосов: 1 Рейтинг статьи: 5]
виды, используемое оборудование, сферы применения
Что это такое? Штамповка металла – процесс изменения формы и размеров заготовки под нужные параметры в основном с помощью давления. Технология востребована благодаря высоким показателям производительности и применяется в серийном производстве деталей.
Как осуществляется? Есть несколько способов штамповки металла, как и видов предназначенного для подобных работ оборудования. Наиболее подходящий метод выбирается в зависимости от того, какого рода изделие необходимо получить на выходе.
СОДЕРЖАНИЕ
- Сферы применения технологии штамповки металла
- Плюсы и минусы штамповки металла
- Холодная и горячая штамповка металла
- Холодная штамповка
- Горячая штамповка
- Оборудование для штамповки металла
- Кривошипно-шатунный пресс
- Гидравлический пресс
- Радиально-ковочный пресс
- Электромагнитный пресс
- Автоматическая штамповочная линия
- Альтернативные способы штамповки
- Магнитно-импульсная штамповка
- Штамповка взрывом
- Изотермическая штамповка
Сферы применения технологии штамповки металла
Штамповка изделий из металла применяется повсеместно.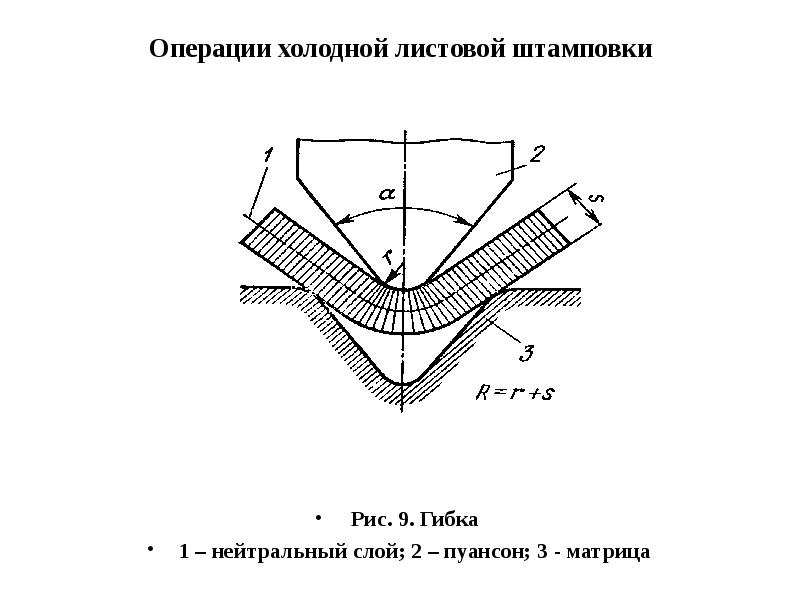 Данная услуга пользуется спросом прежде всего со стороны различных предприятий, но в настоящее время возможна штамповка металла на заказ даже для частных лиц. В производственной сфере изделия, произведенные методом горячей или холодной штамповки, наиболее востребованы в металлообрабатывающей и машиностроительной отраслях.
Данная услуга пользуется спросом прежде всего со стороны различных предприятий, но в настоящее время возможна штамповка металла на заказ даже для частных лиц. В производственной сфере изделия, произведенные методом горячей или холодной штамповки, наиболее востребованы в металлообрабатывающей и машиностроительной отраслях.
Так, штамповка листового металла находит свое применение в производстве автомобилей, самолетов, тракторов, разнообразных приборов. Помимо этого, штампованные металлические изделия можно обнаружить и во многих товарах массового потребления.
Металлические листовые детали, произведенные методом штамповки, составляют 60–70 % в электромашиностроении, 70–75 % – в приборостроении, 75–80 % – в радиотехнике и электронике, а в производстве товаров народного потребления их доля достигает 95-98 %.
Читайте также: «Оборудование для сварочных работ»
Например, благодаря штамповке изготавливаются следующие изделия:
- Посуда, столовые приборы и емкости: ложки, вилки, кастрюли, контейнеры и т. п.
- Различные метизы – болты, крепежи и пр. Их делают с помощью прессов.
- Винты, лопатки для вертолетов, речных и морских судов, печного оборудования.
- Шаровые опоры, зубчатые колеса, коленчатые валы. Данные детали не дают термоусадки – они изготавливаются путем сдавливания без нагрева.
- Элементы корпусов самолетов, кораблей, автомобилей и различного оборудования.
- Испарители холодильников. Здесь две пластины металла сваривают по предварительно размеченным параллельным линиям, а затем при большом давлении растягивают изнутри непроваренные промежутки.
 п.
п.Таким образом, со штампованными изделиями мы встречаемся на каждом шагу.
Плюсы и минусы штамповки металла
Технология штамповки деталей из металла позволяет рационально использовать ресурсы, и ее промышленное применение обладает массой преимуществ:
- Возможность автоматизировать производственные процессы.
- Увеличение производительности и снижение себестоимости продукции.
- Сокращение потерь материала при оптимальном раскрое и отлаженных технологиях изготовления.
- Способность придания деталям различных геометрических форм.
- Отсутствие необходимости тщательной обработки поверхностей.
- Высокая точность изготовления деталей и связанная с этим их взаимозаменяемость.
- Легкость замены пресс-форм.

Вместе с тем создание подобной производственной линии требует серьезных капиталовложений. Другие недостатки метода штамповки:
- При разработке прототипа требуется высокая квалификация и тщательность исполнения.
- Экономически метод целесообразен только для серийного производства.
- Полная автоматизация всего производственного цикла невозможна.
Ручной труд чаще всего требуется на этапе загрузки заготовок в прессовальное оборудование.
Холодная и горячая штамповка металла
Видами штамповки металлов являются холодная и горячая методики.
Холодная штамповка
Холодное штампование может производиться и без нагревания заготовок, однако для обработки особо твердых сплавов требуется повышенная температура, которая, разумеется, должна быть ниже температуры рекристаллизации.
Высокое давление делает структуру сплавов более прочной, что снижает пластичность металла. Если необходимо сохранить пластичность, то при штамповке используют промежуточную стабилизирующую термообработку. Смазка заготовок и пресса позволяет устранить царапины, задиры и другие дефекты.
В зависимости от типа полуфабрикатов выделяются листовая и объемная штамповка металла:
- Объемная – с использованием штампов для последовательного приближения к проектной форме.
- Листовая – формоизменяющая и разделительная, позволяющая отсечь излишки металла. Листовая штамповка наиболее проста и эффективна при изготовлении плоских изделий.
Читайте также: «Металлические стеллажи для склада»
Технологически холодная штамповка может производиться несколькими способами:
- Выдавливанием, при котором деталь выдавливается из матрицы. Такой способ применяется при изготовлении деталей из хромистых сталей – гильз, маховиков и т. д.
- Высадкой, когда многократными ударными усилиями (до 11000 в минуту) добиваются уменьшения длины и увеличения ширины изделия. Этим методом изготавливаются метизы, заклепки, винты. Чтобы нивелировать эффект упрочнения металла, производится несколько подходов с промежуточными рекристаллизующими отжигами.
- Объемной формовкой, позволяющей изменить конфигурацию благодаря обжимающим воздействиям. Если используется открытый штамп, то излишки металла «вытекают», а закрытые формовки позволяют организовать безотходное производство. Перед формовкой заготовки получают необходимую конфигурацию вырубкой – вырезанием при помощи специального штампа. Формовка дает возможность добиться высокой точности даже для мелких изделий, и разновидностью формовки является чеканка.
 Такой способ применяется при изготовлении деталей из хромистых сталей – гильз, маховиков и т. д.
Такой способ применяется при изготовлении деталей из хромистых сталей – гильз, маховиков и т. д.Предел текучести сплавов определяет возможность использования того или иного метода. При этом более низкий показатель данного параметра требует увеличения числа подходов в процессе обработки металла.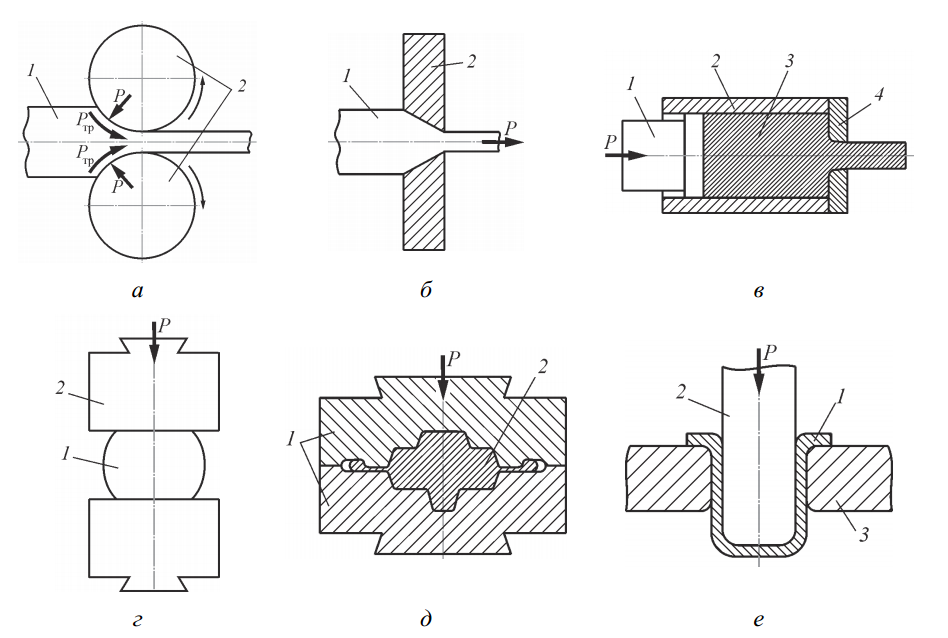
Горячая штамповка
Заготовка приобретает пластичность за счет нагревания до температуры ковки – важно вовремя остановить нагрев, чтобы не допустить рекристаллизации и плавления. Горячий полуфабрикат одновременно оказывается под давлением, что вызывает его преобразование.
Обычно заготовки имеют вид нарезанных прутков, профилей, слитков и т. п. Пресс-формы для штамповки металла бывают двух видов – открытые и закрытые. Открытые штампы состоят из подвижной и неподвижной части, и лишний металл в процессе штамповки вытекает. Этот облой обрезается уже после охлаждения.
Закрытая конструкция пресс-формы требует точности в закладке сырья, поскольку малое его количество приведет к образованию пустот и изделие получится дефектным, а излишек не позволит форме сомкнуться.
Чтобы сформировать объемные части, штампы имеют полости – так называемые ручьи. В зависимости от назначения ручьи делятся на разновидности:
- Заготовительный ручей – благодаря ему перераспределяется масса и смещается ось изделия. Такие ручьи могут быть гибочными, протяжными, пережимными, подкатными, отличие между которыми состоит в способе действия.
- Предварительный (черновой) ручей – он позволяет получить заготовку, пригодную для дальнейшей обработки.
- Окончательный (чистовой) ручей – на выходе получается готовая деталь, отличающаяся высокой точностью исполнения.
 Такие ручьи могут быть гибочными, протяжными, пережимными, подкатными, отличие между которыми состоит в способе действия.
Такие ручьи могут быть гибочными, протяжными, пережимными, подкатными, отличие между которыми состоит в способе действия.Читайте также: «Оборудование для СТО»
Горячая объемная штамповка металла позволяет наладить серийное производство деталей и обеспечить производительность, невозможную при ковке. Вес единицы продукции может варьироваться от нескольких граммов до 3-4 тонн. Правда, использование ГОШ требует современного оборудования, больших энергозатрат и высокой квалификации персонала.
Оборудование для штамповки металла
Требования в отношении штамповочного оборудования и мер безопасности установлены действующими стандартами. Рассмотрим основные типы применяемых для штамповки металла прессов и прессовальных станков.
Кривошипно-шатунный пресс
Этот пресс для штамповки металла имеет универсальное применение. Механическая конструкция кривошипно-шатунного пресса позволяет передать крутящий момент в возвратно-поступательное движение. Заготовка смещается подающим механизмом и затем обрезается специальной режущей гарнитурой (шаговым ножом). Эта категория прессов наиболее целесообразна для штамповки небольших изделий в массовых количествах. Их экономическая выгодность растет при длительной эксплуатации.
Гидравлический пресс
Простое, но эффективное оборудование, способное создавать усилие до 2 тыс. тонн. Мощные гидравлические прессы повсеместно используются в промышленном производстве. Такой пресс представляет собой два сосуда-цилиндра с поршнями, и роль наполнителя играет гидравлическое масло. Воздействие на малый цилиндр передается на большой, благодаря чему создается высокое давление. Гидравлические прессы позволяют получить поверхность, максимально приближенную к эталонному образцу.
Читайте также: «Гибочные прессы»
Радиально-ковочный пресс
Его основное предназначение — обработка цилиндрических заготовок, которым придается необходимая форма с круглым или призматическим сечением. Радиально-ковочный пресс в основном используют для работы с алюминием и другими относительно мягкими металлами.
Частью оборудования может быть индукционная печь, обеспечивающая предварительный разогрев заготовки. Нагревание увеличивает пластичность сплава и облегчает обработку металла штамповкой.
Настройка режимов работы данных прессов является сложным делом и требует профессиональных знаний, так что качество готовых изделий во многом зависит от опыта оператора.
Электромагнитный пресс
С технологической точки зрения это одна из самых современных разновидностей прессовального оборудования. В процессе работы используется электромагнитное поле, энергия которого создает усилие на сердечнике с обмоткой, а далее это усилие передается на исполнительное звено — инструмент для прессования, оказывающий воздействие на заготовку.
Читайте также: «Обработка металла на токарном станке»
Благодаря настройке меняется интенсивность электромагнитного поля, что дает возможность создавать идеально точную нагрузку. Также это оборудование способно действовать в автоматическом режиме по заданной программе, что позволяет использовать электромагнитный пресс для производства деталей со сложной геометрией форм.
Автоматическая штамповочная линия
Подобные линии обеспечивают автоматизацию практически всего производственного цикла, включая подачу и закрепление заготовок, а также выдачу готовых деталей. Управление автоматической штамповочной линией осуществляется по промышленной сети от рабочего персонального компьютера. Оператор лишь контролирует выполнение оборудованием заложенной программы. Автоматизация позволяет увеличить производительность труда и избежать ошибок, связанных с человеческим фактором.
Такое оборудование используется на крупных промышленных предприятиях, являясь частью производственных линий и логистических систем.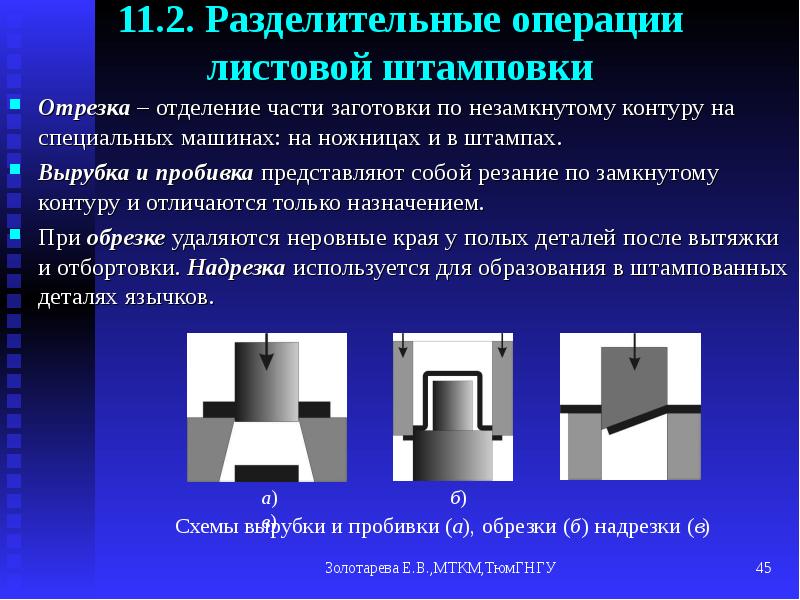 С учетом сложности первичной настройки автоматизированных линий, для работы с ними нужны опытные и квалифицированные инженеры.
С учетом сложности первичной настройки автоматизированных линий, для работы с ними нужны опытные и квалифицированные инженеры.
Чтобы увеличить срок эксплуатации, основные узлы оборудования регулярно проверяются на износ. Особенно большое внимание уделяется состоянию штампа, от чего зависят характеристики штампованных деталей, качество которых контролируется на завершающем этапе производства.
Альтернативные способы штамповки
Магнитно-импульсная штамповка
Давление на заготовку создает воздействие импульсного магнитного поля. Магнитно-импульсная штамповка дает возможность получать чрезвычайно высокое давление, но на очень короткое время и на ограниченной площади. Соответственно, такая технология находит применение в производстве небольших деталей, где требуется высокая точность. В основном таким способом штампуют изделия из полированных и лакированных заготовок.
Читайте также: «Фланцевое соединение»
Штамповка взрывом
Она является разновидностью импульсного метода и предполагает передачу действия взрывной волны через воду или воздух, так что заготовка сразу приобретает очертания матрицы. Эта методика была разработана в СССР, в Харьковском авиационном институте в конце 1940-х гг. В частности, она применяется в сфере самолето- и ракетостроения для изготовления крупногабаритных деталей.
Эта методика была разработана в СССР, в Харьковском авиационном институте в конце 1940-х гг. В частности, она применяется в сфере самолето- и ракетостроения для изготовления крупногабаритных деталей.
Изотермическая штамповка
Таким способом обрабатываются легированные и жаропрочные сорта стали: заготовки нагреваются до температуры деформации, после чего подвергаются воздействию пресса.
Таким образом, есть разные методы штамповки металла. Основными факторами, определяющими выбор оптимального способа и влияющими на стоимость работ, являются два – форма изделия и сплав заготовки. Разумеется, чем более сложную форму имеет деталь, тем выше окажется цена штамповки металла, поскольку потребуется более сложное оборудование.
Что касается сплавов, то самый распространенный и экономичный вариант – работа с нержавеющей сталью. Штамповка же титана, своеобразного аристократа в мире металлов, обойдется намного дороже.
Что такое штамповка металла? | ЭСИ Инжиниринг
Основы штамповки металлов
Штамповка металлов — это производственный процесс, используемый для преобразования плоских металлических листов в определенные формы. Это сложный процесс, который может включать в себя ряд методов формовки металла — вырубку, штамповку, гибку и прошивку, и это лишь некоторые из них.
Это сложный процесс, который может включать в себя ряд методов формовки металла — вырубку, штамповку, гибку и прошивку, и это лишь некоторые из них.
В США тысячи компаний предлагают услуги по штамповке металла для поставки компонентов для автомобильной, аэрокосмической, медицинской и других отраслей промышленности. По мере развития мировых рынков возрастает потребность в быстром производстве больших объемов сложных деталей. .
Штамповка металла — это быстрое и экономичное решение для этой потребности в крупносерийном производстве. Производители, которым для проекта нужны штампованные металлические детали, обычно обращают внимание на три важных качества:
Высокое качество
и долговечность
Низкая стоимость
Быстрое время выполнения работ
Штамповка металла — быстрое и экономичное решение для такого крупносерийного производства необходимость. Производители, которым нужны штампованные металлические детали для проекта, обычно обращают внимание на три важных качества:
Высокое качество
и долговечность
Низкая стоимость
Быстрое время выполнения работ
Следующее руководство иллюстрирует передовой опыт и формулы, обычно используемые в процессе проектирования металлических штамповок, а также содержит советы по включению соображений сокращения затрат в детали.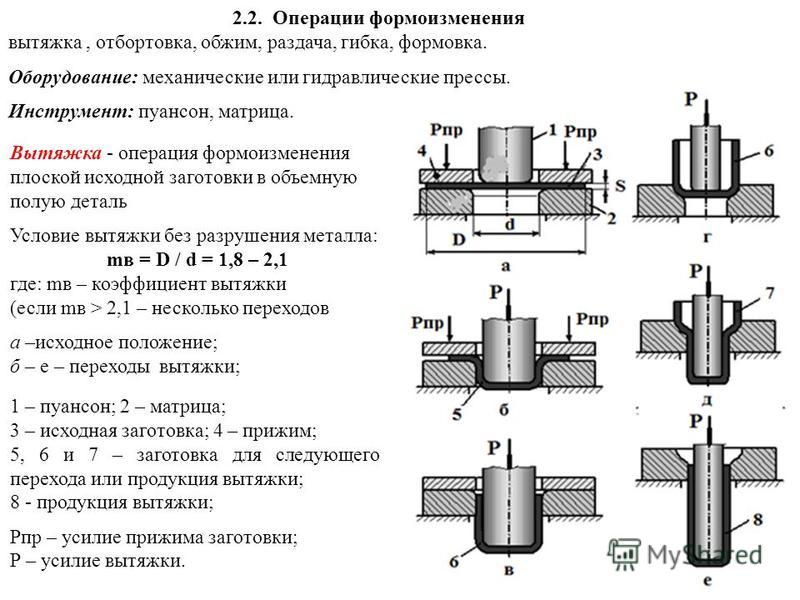
Штамповка, также называемая прессованием, заключается в размещении плоского листового металла в виде рулона или заготовки в штамповочном прессе. В прессе инструмент и поверхность штампа придают металлу желаемую форму. Штамповка, вырубка, гибка, чеканка, тиснение и отбортовка — все это методы штамповки, используемые для придания формы металлу.
Перед формовкой материала специалисты по штамповке должны спроектировать оснастку с помощью инженерных технологий CAD/CAM. Эти конструкции должны быть максимально точными, чтобы каждый пуансон и изгиб сохраняли надлежащий зазор и, следовательно, оптимальное качество детали. Одна 3D-модель инструмента может содержать сотни деталей, поэтому процесс проектирования часто бывает довольно сложным и трудоемким.
После того, как конструкция инструмента определена, производитель может использовать различные услуги по механической обработке, шлифовке, проволочной электроэрозионной обработке и другие производственные услуги для завершения его производства.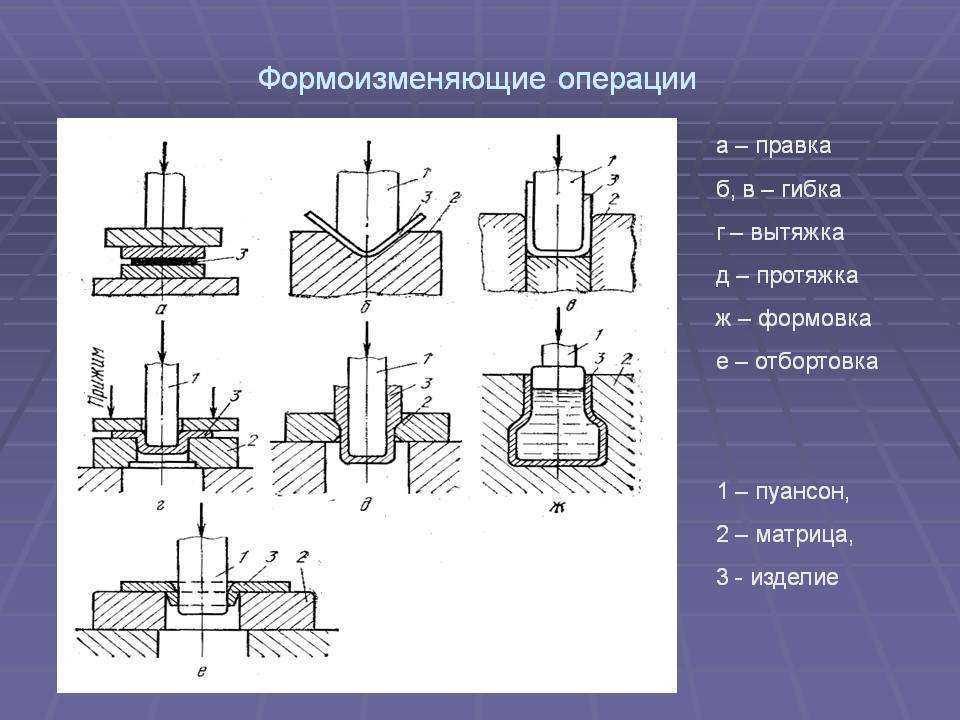
Типы штамповки металла
Существует три основных типа техники штамповки металла: прогрессивная, четыре слайда и глубокая вытяжка.
Прогрессивная штамповкаПрогрессивная штамповка включает ряд станций, каждая из которых выполняет уникальную функцию.
Сначала полосовой металл подается через прогрессивный штамповочный пресс. Полоса неуклонно сматывается с рулона в штамповочный пресс, где каждая станция в инструменте затем выполняет отдельный разрез, штамповку или изгиб. Действия каждой последующей станции добавляются к работе предыдущих станций, в результате чего получается готовая деталь.
Производителю может потребоваться неоднократно менять инструмент на одном прессе или выполнять несколько прессов, каждый из которых выполняет одно действие, необходимое для готовой детали. Даже при использовании нескольких прессов для полной обработки детали часто требовались услуги вторичной обработки. По этой причине прогрессивная штамповка является идеальным решением для металлических деталей со сложной геометрией для удовлетворения:
- Более быстрого оборота
- Более низкая стоимость рабочей силы
- Более короткая длина
- Более высокая повторяемость
Fourslide, или мультислайд, предполагает горизонтальное выравнивание и четыре разных слайда; другими словами, четыре инструмента используются одновременно для придания формы заготовке. Этот процесс позволяет выполнять сложные разрезы и сложные изгибы для разработки даже самых сложных деталей.
Этот процесс позволяет выполнять сложные разрезы и сложные изгибы для разработки даже самых сложных деталей.
Металлическая штамповка Fourslide имеет несколько преимуществ по сравнению с традиционной штамповкой, что делает ее идеальным выбором для многих применений. Некоторые из этих преимуществ включают в себя:
- Универсальность для более сложных деталей
- Больше гибкости при изменении конструкции
Как следует из названия, у четырехходового механизма четыре суппорта, а это означает, что для одновременного выполнения нескольких изгибов можно использовать до четырех различных инструментов, по одному на слайдер. По мере того, как материал подается в кулисный механизм, он быстро изгибается каждым валом, оснащенным инструментом.
Штамповка с глубокой вытяжкой Глубокая вытяжка включает протягивание заготовки из листового металла в матрицу с помощью пуансона, придавая ей форму. Метод называется «глубокой вытяжкой», когда глубина вычерчиваемой детали превышает ее диаметр. Этот тип формовки идеально подходит для изготовления деталей, для которых требуется несколько серий диаметров, и является экономичной альтернативой процессам токарной обработки, которые обычно требуют использования большего количества сырья. Общие приложения и продукты, изготовленные методом глубокой вытяжки, включают:
Метод называется «глубокой вытяжкой», когда глубина вычерчиваемой детали превышает ее диаметр. Этот тип формовки идеально подходит для изготовления деталей, для которых требуется несколько серий диаметров, и является экономичной альтернативой процессам токарной обработки, которые обычно требуют использования большего количества сырья. Общие приложения и продукты, изготовленные методом глубокой вытяжки, включают:
- Автокомпоненты
- Детали самолетов
- Электронные реле
- Посуда и посуда
Мелкосерийная штамповка
Мелкосерийная штамповка металла требует минимальных предварительных затрат на инструменты и может быть идеальным решением для прототипов или небольших проектов. После того, как заготовка создана, производители используют комбинацию нестандартных компонентов инструментов и вставок штампа, чтобы согнуть, пробить или просверлить деталь. Операции формования по индивидуальному заказу и меньший тираж могут привести к более высокой цене за штуку, но отсутствие затрат на инструменты может сделать короткие тиражи более рентабельными для многих проектов, особенно тех, которые требуют быстрого выполнения работ.
Изготовление инструментов для штамповки
Изготовление штамповки металла осуществляется в несколько этапов. Первым шагом является проектирование и изготовление самого инструмента, используемого для создания продукта.
Давайте посмотрим, как создается этот первоначальный инструмент: Макет и дизайн полосы: Конструктор использует инструмент для проектирования полосы и определения размеров, допусков, направления подачи, минимизации брака и многого другого.
Инструментальная сталь и набор штампов для обработки: CNC обеспечивает более высокий уровень точности и повторяемости даже для самых сложных штампов. Такое оборудование, как 5-осевые фрезерные станки с ЧПУ и проволочные электроэрозионные станки, может резать закаленные инструментальные стали с чрезвычайно жесткими допусками.
Вторичная обработка: Термическая обработка применяется к металлическим деталям, чтобы повысить их прочность и сделать их более долговечными для их применения.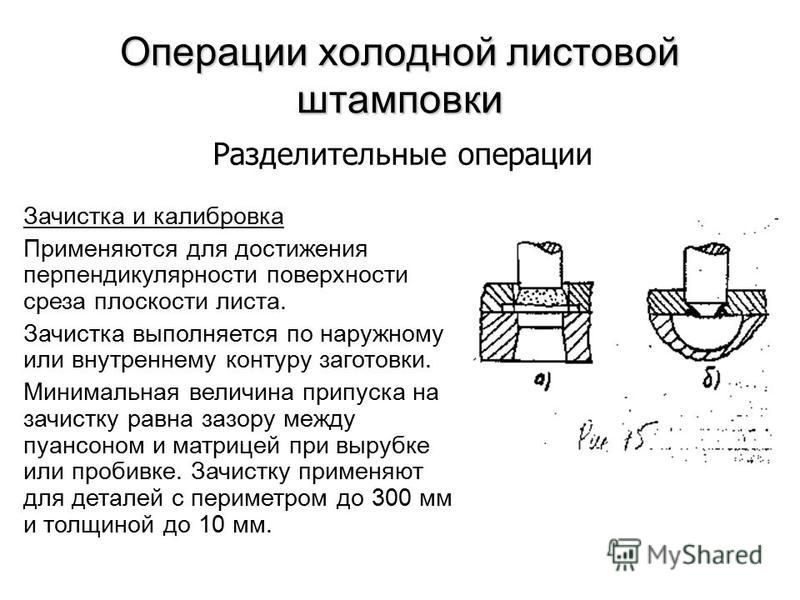 Шлифование применяют для отделки деталей, требующих высокого качества поверхности и точности размеров.
Шлифование применяют для отделки деталей, требующих высокого качества поверхности и точности размеров.
Электроэрозионная обработка проволоки: Электроэрозионная обработка проволоки формирует металлические материалы электрически заряженной нитью латунной проволоки. Проволочный электроэрозионный станок позволяет вырезать самые сложные формы, включая небольшие углы и контуры.
Процессы проектирования штамповки металла
Штамповка металла — это сложный процесс, который может включать ряд процессов формовки металла — вырубку, штамповку, гибку, прошивку и многое другое. Вырубка: Этот процесс заключается в вырезании грубого контура или формы изделия. На этом этапе нужно свести к минимуму и избежать заусенцев, которые могут увеличить стоимость вашей детали и увеличить время выполнения заказа. На этом шаге вы определяете диаметр отверстия, геометрию/конусность, расстояние между краем и отверстием и вставляете первый прокол.
На этом шаге вы определяете диаметр отверстия, геометрию/конусность, расстояние между краем и отверстием и вставляете первый прокол.
Гибка: Когда вы проектируете изгибы штампованной металлической детали, важно предусмотреть достаточно материала — убедитесь, что ваша деталь и ее заготовка спроектированы таким образом, чтобы было достаточно материала для выполнения изгиба. Следует помнить некоторые важные факторы:
- Если изгиб сделан слишком близко к отверстию, оно может деформироваться.
- Вырезы и выступы, а также прорези должны иметь ширину, которая не менее чем в 1,5 раза превышает толщину материала. Если сделать их меньше, их может быть трудно создать из-за силы, действующей на удары, что приводит к их поломке.
- Радиус каждого угла в заготовке должен составлять не менее половины толщины материала.
- Чтобы свести к минимуму количество и серьезность заусенцев, по возможности избегайте острых углов и сложных вырезов. Если таких факторов нельзя избежать, обязательно укажите направление заусенцев в конструкции, чтобы их можно было учесть при штамповке .
 Если таких факторов нельзя избежать, обязательно укажите направление заусенцев в конструкции, чтобы их можно было учесть при штамповке
Если таких факторов нельзя избежать, обязательно укажите направление заусенцев в конструкции, чтобы их можно было учесть при штамповкеЧеканка: Это действие, когда края штампованной металлической детали ударяют, чтобы сгладить или сломать заусенец; это может создать гораздо более гладкую кромку в области геометрии детали; это также может добавить дополнительную прочность локализованным участкам детали, и это можно использовать, чтобы избежать вторичных процессов, таких как удаление заусенцев и шлифование. Некоторые важные факторы, которые следует помнить:
Пластичность и направление волокон – Пластичность – это мера остаточной деформации, которой подвергается материал под действием силы. Металлы с большей пластичностью легче поддаются формовке. Направление волокон важно для высокопрочных материалов, таких как закаленные металлы и нержавеющая сталь. Если изгиб идет по волокну высокой прочности, оно может быть склонно к растрескиванию.
Высота изгиба – Общая высота изгиба имеет минимальные требования для эффективной формовки и должна быть как минимум в 2,5 раза больше толщины материала + радиус изгиба
Разгрузка изгиба – Добавьте небольшие надрезы, расположенные в непосредственной близости от участка изгибаемой детали — они должны быть как минимум в два раза шире толщины материала, а по длине должны равняться радиусу изгиба плюс толщина материала.
Деформация изгиба/выпуклость: Выпуклость, вызванная искривлением изгиба, может достигать ½ толщины материала. По мере увеличения толщины материала и уменьшения радиуса изгиба деформация/выпуклость становятся более значительными. Транспортировочная лента и вырез «Несоответствие»: Это когда требуется очень небольшая врезка или выпуклость на детали, глубина которой обычно составляет около 0,005 дюйма. Эта функция необязательна при использовании инструмента составного или переносного типа, но требуется при использовании инструмента с прогрессивной матрицей.
Хотите снизить затраты на производство штампованных металлических деталей?
Загрузите наше руководство по проектированию штамповки металлов.
Внутри мы покрываем:
- Как избежать дорогостоящих ошибок проектирования
- Экономически эффективные процессы штамповки для замены дорогостоящих вторичных услуг
- Чертежи, иллюстрирующие разгрузку изгиба, пластичность, угол излома и т. д.
Загрузите бесплатное руководство по проектированию
Дополнительные ресурсы
Штамповка металла на заказ
Штамповка металла на заказ описывает процессы формовки металла, которые требуют специальных инструментов и методов для производства деталей, указанных заказчиком. В широком спектре отраслей и приложений используются специальные процессы штамповки для удовлетворения потребностей крупносерийного производства и обеспечения того, чтобы все детали соответствовали точным спецификациям.
Индивидуальные проекты штамповки металла
Инженеры-конструкторы могут работать над широким спектром проектов штамповки металла для клиентов из различных отраслей. Чтобы лучше проиллюстрировать универсальность изготовленных на заказ металлических деталей, мы описали несколько недавних проектов, выполненных инженерами ESI ниже.
Чтобы лучше проиллюстрировать универсальность изготовленных на заказ металлических деталей, мы описали несколько недавних проектов, выполненных инженерами ESI ниже.
Изготовленная на заказ деталь для оборудования для мониторинга жизненно важных функций в медицинской промышленности
Клиент из медицинской отрасли обратился в ESI с просьбой отштамповать металлическую деталь, которая будет использоваться в качестве пружины и электронного экрана для мониторинга жизненно важных функций оборудование в области медицины.
- Им нужен был ящик из нержавеющей стали с пружинными язычками, и у них возникли проблемы с поиском поставщика, который мог бы предоставить высококачественную конструкцию по доступной цене в разумные сроки.
- Чтобы удовлетворить уникальный запрос клиента о нанесении покрытия только на один конец детали, а не на всю деталь, мы сотрудничали с ведущей в отрасли компанией по лужению, которая смогла разработать усовершенствованный процесс селективного однокромочного покрытия.

Компания ESI смогла удовлетворить сложные требования к конструкции, используя технику укладки материалов, которая позволила нам одновременно вырезать много заготовок, что снизило затраты и время выполнения заказа.
Штампованный электрический разъем для проводки и кабеля В другом случае нас попросили изменить дизайн существующей крышки электрического разъема; клиент, компания AFC Cable Systems, искал продукт более высокого качества по более низкой цене и с более короткими сроками поставки.
- Конструкция была очень сложной; эти покрытия предназначались для использования в качестве шлейфовых кабелей внутри электрических каналов в полу и под полом; поэтому это приложение по своей сути имеет строгие ограничения по размеру.
- Производственный процесс был сложным и дорогим, так как для некоторых работ клиента требовалось полностью готовое покрытие, а для других — нет. Это означало, что компания AFC создавала детали из двух частей и при необходимости сваривала их вместе.
- Работая с образцом крышки соединителя и одним инструментом, предоставленным клиентом, наша команда в ESI смогла реконструировать деталь и ее инструмент. Исходя из этого, мы разработали новый инструмент, который мы могли использовать в нашем 150-тонном штамповочном прессе Bliss с прогрессивной разверткой.
- Это позволило нам изготовить деталь как единое целое со взаимозаменяемыми компонентами, а не изготавливать две отдельные детали, как это делал клиент.

Это позволило значительно сэкономить — 80 % от стоимости заказа из 500 000 деталей — а также сократить время выполнения заказа до четырех недель вместо 10.
Штамповка на заказ для автомобильных подушек безопасности требовалась высокопрочная, устойчивая к давлению металлическая втулка для использования в подушках безопасности Ford Transit Vans.- При размерах 34 мм x 18 мм x 8 мм втулка должна выдерживать допуск 0,1 мм, а производственный процесс должен учитывать уникальное растяжение материала, присущее конечному применению.
- Из-за своей уникальной геометрии втулка не могла быть изготовлена с использованием инструментов для трансферного пресса, а ее глубокая вытяжка представляла собой уникальную проблему.

Команда ESI построила прогрессивный инструмент с 24 станциями для обеспечения надлежащего развития волочения и использовала сталь DDQ с цинковым покрытием для обеспечения оптимальной прочности и коррозионной стойкости. Штамповка металла может использоваться для создания сложных деталей для огромного спектра отраслей промышленности. Хотите узнать больше о различных нестандартных приложениях для штамповки металла, над которыми мы работали? Посетите нашу страницу тематических исследований или свяжитесь с командой ESI напрямую, чтобы обсудить ваши уникальные потребности с экспертом.
Мы очень рады тому, что являемся клиентом ESI в течение последних 10 лет. Они чрезвычайно профессиональны, обеспечивают отличное качество и, самое главное, делают работу с ними увлекательной.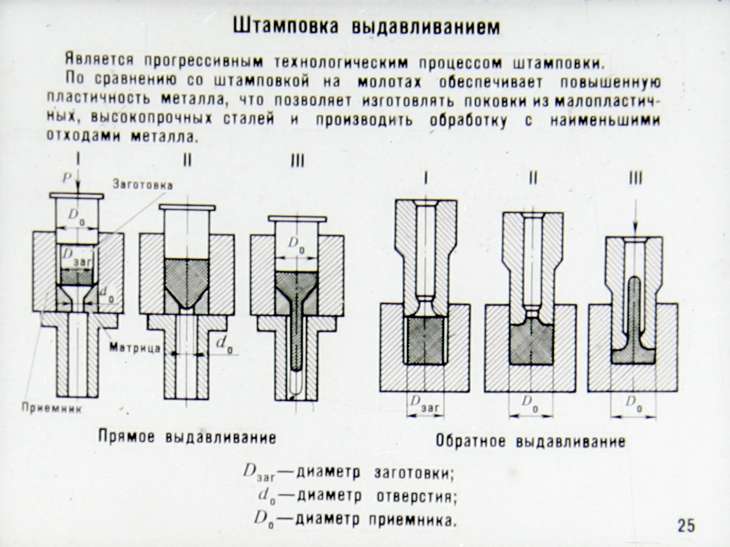
Лен Одегаард
Президент
Северо-западный отдел продаж крепежа
Я бы рекомендовал ESI для будущих штампованных деталей (деталей из листового металла) в будущем. Щиты Близнецов не кажутся особенно простыми в изготовлении, и, как вы знаете, нам было трудно найти подходящего поставщика. Качество работы отличное, точность размеров выдающаяся. Я считаю, что с ними очень легко работать, и они очень удобны для развития. Цены приемлемые, и приятно работать с местной одеждой.
Рой Абрамс
Старший инженер-механик
Casmed Medical Systems, Inc.
Готовы начать?
Пожалуйста, заполните эту короткую форму, чтобы запросить расценки.
6 Типы процессов штамповки металлов
Какие существуют типы процессов штамповки металлов?
- Пирсинг
- Заглушка
- Чертеж
- Чеканка
- Копье
- Тиснение
В процессах штамповки металлов типы отличаются друг от друга в зависимости от формы, которую они получают.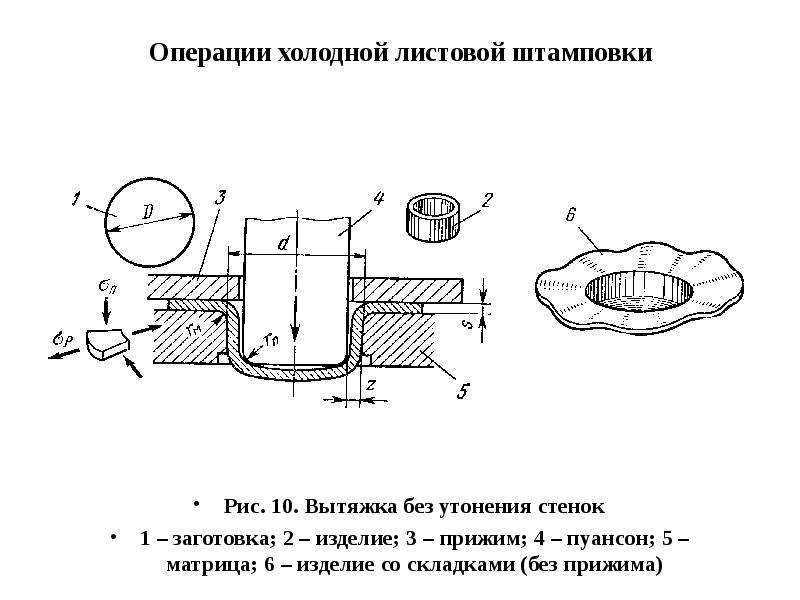 Это делается для создания сложных конструкций для различных отраслей промышленности, таких как товары народного потребления, авиация, электроника, телекоммуникации, автомобилестроение, производство продуктов питания и напитков и многое другое. Очень редко весь проект штамповки металла использует только одну технику, потому что каждый процесс позволяет достичь определенного рисунка на листовом металле.
Это делается для создания сложных конструкций для различных отраслей промышленности, таких как товары народного потребления, авиация, электроника, телекоммуникации, автомобилестроение, производство продуктов питания и напитков и многое другое. Очень редко весь проект штамповки металла использует только одну технику, потому что каждый процесс позволяет достичь определенного рисунка на листовом металле.
Некоторые виды штамповки металлов включают следующее: прокалывание, чеканка, прокалывание, волочение, тиснение и вырубка. Хотя они могут включать в себя различные методы, все они выполняются в условиях комнатной температуры с минимальным применением тепла или вообще без него. Эти процессы холодной штамповки стали возможными благодаря различным типам штампов, машин и других инструментов для достижения желаемого внешнего вида. Продолжайте читать, чтобы узнать больше.
Прошивка
Прошивка — один из основных видов штамповки металлов. В этом методе листовой металл надежно размещается на верстаке. С помощью обрабатывающего инструмента в листовом металле пробивается отверстие, в результате чего образуется множество небольших полых областей. В отличие от других методов, полученный перфорированный материал выбрасывается из всего процесса и не будет использоваться в дальнейшем.
С помощью обрабатывающего инструмента в листовом металле пробивается отверстие, в результате чего образуется множество небольших полых областей. В отличие от других методов, полученный перфорированный материал выбрасывается из всего процесса и не будет использоваться в дальнейшем.
В этом типе процесса важно, чтобы движение пробивки оставалось мгновенным. Это гарантирует отсутствие деформаций в области вокруг образования отверстия.
Прошивные станки обычно изготавливаются из высокоуглеродистой стали и содержатся в отличном состоянии, чтобы избежать тупых участков, которые могут повлиять на форму металлической заготовки.
Вырубка
Вырубка похожа на пробивку, но с одним существенным отличием — перфорированная деталь не выбрасывается, а считается готовым продуктом. Многие штамповщики по металлу обычно делают это на первом этапе всего проекта штамповки металла, за которым следуют другие методы, такие как прокалывание, гибка или чеканка.
Вырубка предназначена для изготовления металлических деталей малого или среднего размера, вырезанных из большого металлического листа. Это идеальный процесс как для мелкосерийного, так и для крупносерийного производства из-за его простоты, но при этом позволяет создавать высокоточные вырезки из металла.
Однако в некоторых случаях на разрезанном металлическом изделии могут появиться заусенцы или острые нежелательные края. Хотя они распространены, их обычно удаляют с помощью ручного удаления заусенцев, вибрационной отделки или удаления заусенцев при нагревании.
Чертеж
Говоря о штамповке металла, производители часто ссылаются на процесс волочения. Здесь два противоположных конца листового металла удерживаются на месте машиной. Под листовым металлом находится матрица, имеющая определенную форму или поперечное сечение. Пуансон создает высокую ударную силу, чтобы прижать листовой металл к матрице, эффективно деформируя его, чтобы он соответствовал поперечному сечению матрицы.
Чертеж можно разделить на мелкий и глубокий. Неглубокая вытяжка называется таковой потому, что радиус первичной заготовки равен глубине вытяжки. Между тем, глубокая вытяжка обычно формирует чашеобразные изделия. Здесь радиус первичной заготовки значительно меньше создаваемой глубины.
Чеканка
Как следует из названия, чеканка представляет собой метод чеканки металла, при котором штампуется небольшой кусок металла, чтобы принять форму и характеристики монеты. Это метод ковки в закрытых штампах, при котором металлический образец штампуется полностью или частично двумя штампами, которые сближаются друг с другом с обеих сторон металла.
Одним из преимуществ чеканки является то, что она позволяет производить металлические изделия с большим числом допусков. Это также простой процесс, который может эффективно создавать остаточные деформации на изделии. Это повышает его устойчивость к ударам и другим видам физического истирания.
Прокалывание
В отличие от прокалывания и вырубки, прокалывание — это тип штамповки металла, который не заканчивается удалением металлических частей. Вместо этого матрица и пуансон работают таким образом, что они оба создают прорезь в листовом металле. Этот процесс не приводит к образованию кусков металлолома, таких как заготовки, которые необходимо выбрасывать или удалять во время последующей обработки.
Вместо этого матрица и пуансон работают таким образом, что они оба создают прорезь в листовом металле. Этот процесс не приводит к образованию кусков металлолома, таких как заготовки, которые необходимо выбрасывать или удалять во время последующей обработки.
Lancing создает специальные формы и рисунки из различных металлов. Его отличительной чертой является крюкообразная форма, которая используется для любого приложения, требующего вентиляционных отверстий, выступов или отверстий.
Тиснение
Тиснение — это метод, при котором на листовом металле создаются уникальные выпуклые поверхности. Тисненые материалы могут быть изготовлены двумя способами: с помощью машины или комплекта штампов.
Тиснение может использоваться в ряде приложений из-за сложности рисунков, которые оно может формировать. Некоторыми яркими примерами являются автомобильные капоты, дверные рамы, металлические покрытия, пластины, кожухи двигателей, стальные пластины в шахматном порядке и т.