Виды механической обработки металлов: коротко о главном
Вопросы, рассмотренные в материале:
- В чем заключаются особенности механической обработки металлов
- Для кого актуальна механическая обработка металлов и сплавов
- На каком оборудовании происходит механическая обработка металлов
- Какие существуют виды механической обработки металлов
- К каким современным видам обработки металлов стоит присмотреться
Механическая обработка деталей заключается в изменении их внешних параметров при помощи вспомогательных средств. Для подобной работы с металлическими заготовками применяют специально предназначенные режущие инструменты: резцы, протяжки, сверла, метчики, фрезы. Все действия на металлорежущих станках выполняются в соответствии с предписаниями технологической карты, с обязательным соблюдением правил техники безопасности. Сегодня в нашей статье мы поговорим о том, какими бывают способы и виды механической обработки металлов.
Особенности механической обработки металлов
Металлообработка представляет собой проведение технологических работ по изменению формы, размеров, качественных характеристик металлов и сплавов. Помимо этого, в ходе обработки металлов различными методами также могут меняться их физико-механические свойства.
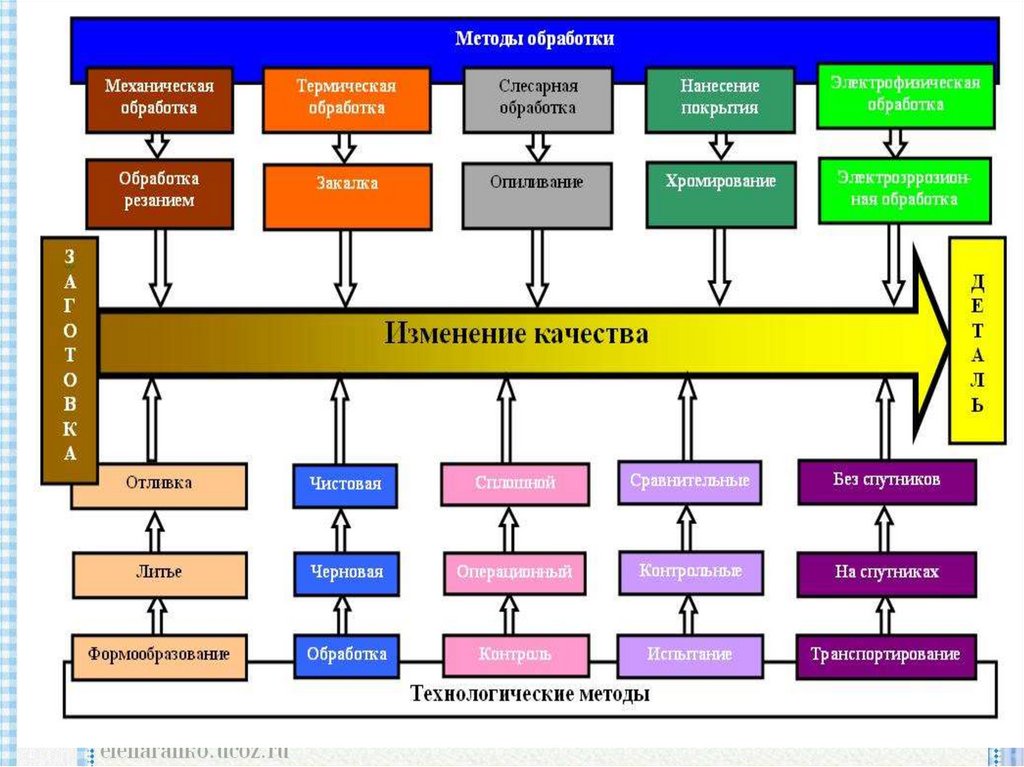
К числу основных видов обработки металлических изделий относят:
- литье;
- обработку металлов давлением;
- механическую обработку;
- сварку металлов.
Сложно переоценить важность качества металлообработки, поскольку именно от него будет зависеть прочность той или иной металлической конструкции.
Большая часть работ по изменению основных характеристик металлических деталей и сплавов с использованием вышеперечисленных методов проводится на специальных предприятиях – металлообрабатывающих заводах.
Под механической обработкой металлов понимают процесс коррекции поверхности детали с использованием сверла, фрезы или шлифовального диска.
Результатом механической обработки металлов является образование новой поверхности, получаемой путем деформации исходной детали и дальнейшего отдаления слоев от основной части материала. Сопутствующим процессом подобной работы является образование металлической стружки. Избыточная часть материала, которая отделяется при помощи специальных станков, называется припуском. После снятия излишка (припуска) металлоконструкция обретает нужный размер и форму.
В ходе производства и обработки металлических изделий практически всегда делают небольшой припуск, так как это позволяет уменьшить трудоемкость процесса, снизить себестоимость детали и сэкономить материал.
Механическая обработка металлов в промышленных масштабах возможна на специализированных предприятиях, обеспеченных достаточным количеством производственных площадей и необходимого оборудования.
Снятие верхних слоев металла осуществляется на токарных станках и фрезерных установках. Самыми популярными среди них являются:
- токарные центры с ЧПУ;
- вертикально-фрезерные станки.
Современное оборудование для различных видов механической обработки металлов и сплавов позволяет соблюдать высокую точность геометрии и шероховатость поверхности.
Стоит отметить, что сегодня на рынке представлен довольно богатый ассортимент приспособлений для металлообработки. Выбор определенных моделей зависит от специфики работы конкретного предприятия. Так, некоторые производства оборудованы специальными карусельными станками, предназначенным для обработки металлических конструкций диаметром до 9 м.
Однако в арсенале большинства заводов имеется стандартный комплект оборудования для различных видов механической обработки металлических изделий:
- фрезерное;
- зубофрезерное;
- радиально-сверлильное;
- горизонтально-сверлильное;
- вертикально-сверлильное.

Использование обработанных механическим методом металлических конструкций актуально для многих областей народного хозяйства:
- судостроения;
- атомной промышленности;
- оборонной промышленности;
- станкостроения.
Нередко в зависимости от конкретной цели дальнейшего применения работникам промышленных секторов требуются металлические детали нестандартных размеров или конфигурации. Сейчас мы говорим о тех случаях, когда даже среди представленного на рынке ассортимента заготовок не получается найти деталь с нужными параметрами.
Выходом из данной ситуации становится механическая обработка металла по индивидуальным чертежам заказчика. Так заказчик может сэкономить собственное время и силы, ведь специалисты всегда готовы быстро и качественно выполнить свою работу в соответствии со всеми пожеланиями и требованиями клиента.
Основные виды механической обработки металлов
1. Токарная обработка
Токарная обработка
Данный термин подразумевает механическую обработку резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, а также торцевание, отрезание, снятие фасок, обработку галтелей, прорезание канавок, нарезание внутренних и наружных резьб на специальных токарных станках. Точение считается одной из самых старых процедур, которую много лет назад начали проводить на простейших токарных станках.
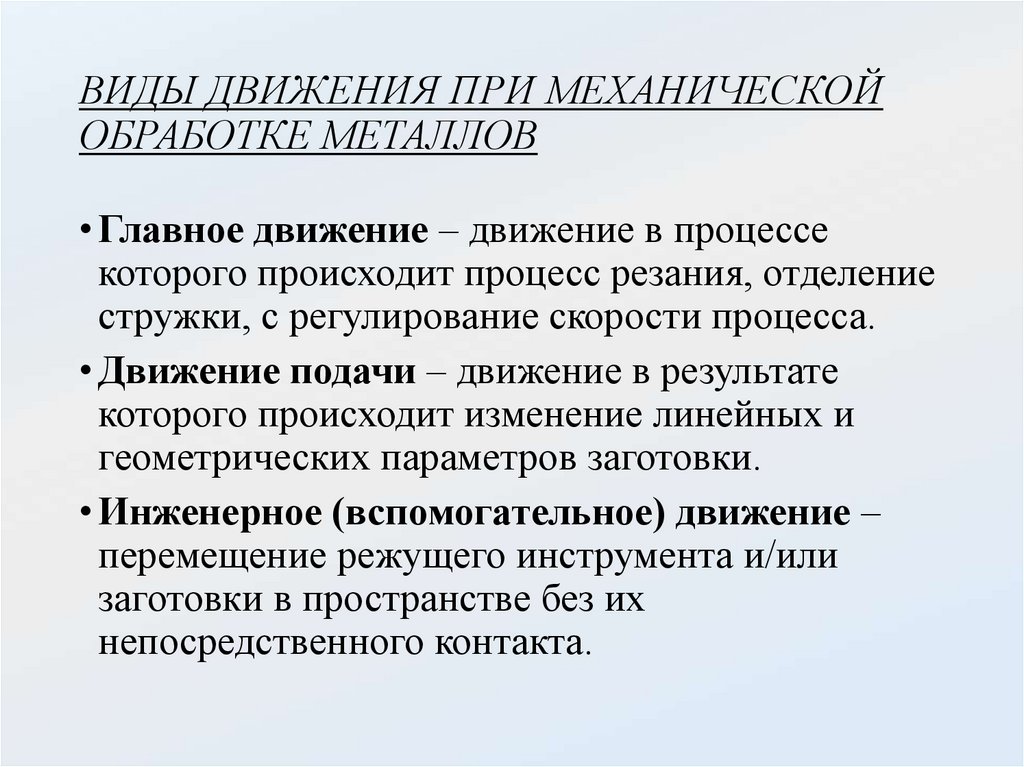
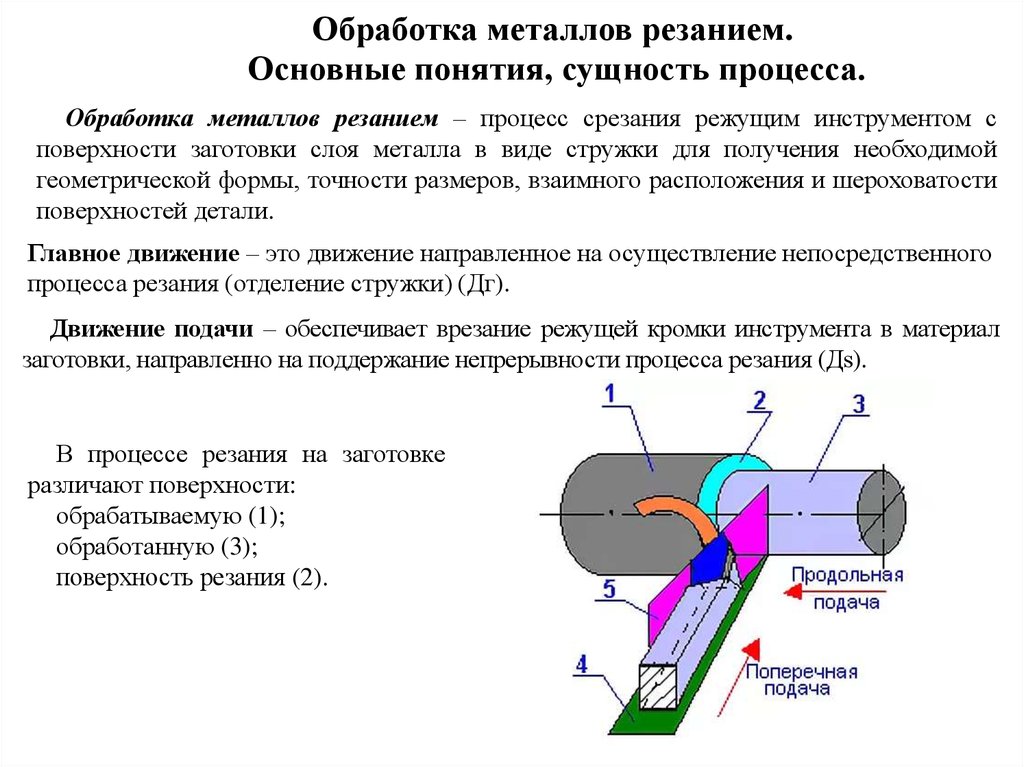
В процессе механической обработки металлов данным способом различают два основных вида движений: главное (вращательное движение заготовки) и движение подачи (поступательное движение режущего инструмента). Помимо этого выделяют также вспомогательные движения, которые не относятся к самому процессу резания и заключаются в осуществлении сопутствующих действий: транспортировке, фиксации заготовки на станке, его включении, изменении частоты вращения заготовки, скорости поступательного движения инструмента и т. д.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Точение является самым популярным способом производства различных тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и т. д.) на токарных станках.
Основными видами точения металлов на специализированных станках является коррекция поверхностей:
- наружных – обтачивание;
- внутренних – растачивание;
- плоских – подрезание.
А также резка – деление основного материала на части либо отделение готовой детали от заготовки.
2. Нарезка резьбы
Нанесение резьбы на изделие из металла может осуществляться следующими способами:
- Нарезание резьбы резцами
Специальные токарно-винторезные станки позволяют наносить на металлические конструкции и наружную, и внутреннюю резьбу (при условии, что диаметр последней начинается от 12 мм).
Стоит отметить, что работа резцов не является высокопроизводительной, в связи с этим данное оборудование целесообразно применять лишь в мелкосерийном и индивидуальном производстве, также его можно использовать при создании точных и ходовых винтов, калибров и т. д.
Преимуществом рассматриваемого метода является относительная простота работы с режущим инструментом и относительно высокая точность получаемой резьбы. Ниже представлена примерная схема нанесения резьбы при помощи токарно-винторезного станка (при одновременном вращательном движении заготовки и поступательном движении резца (на токарном станке – II)), который снимает часть поверхности металлической заготовки в виде винтовой линии (I).
- Нарезание резьбы плашками и метчиками
На представленном изображении можно увидеть плашки, которые в зависимости от особенностей конструкции подразделяют на круглые – лерки (I и II) и раздвижные – клупповые (III).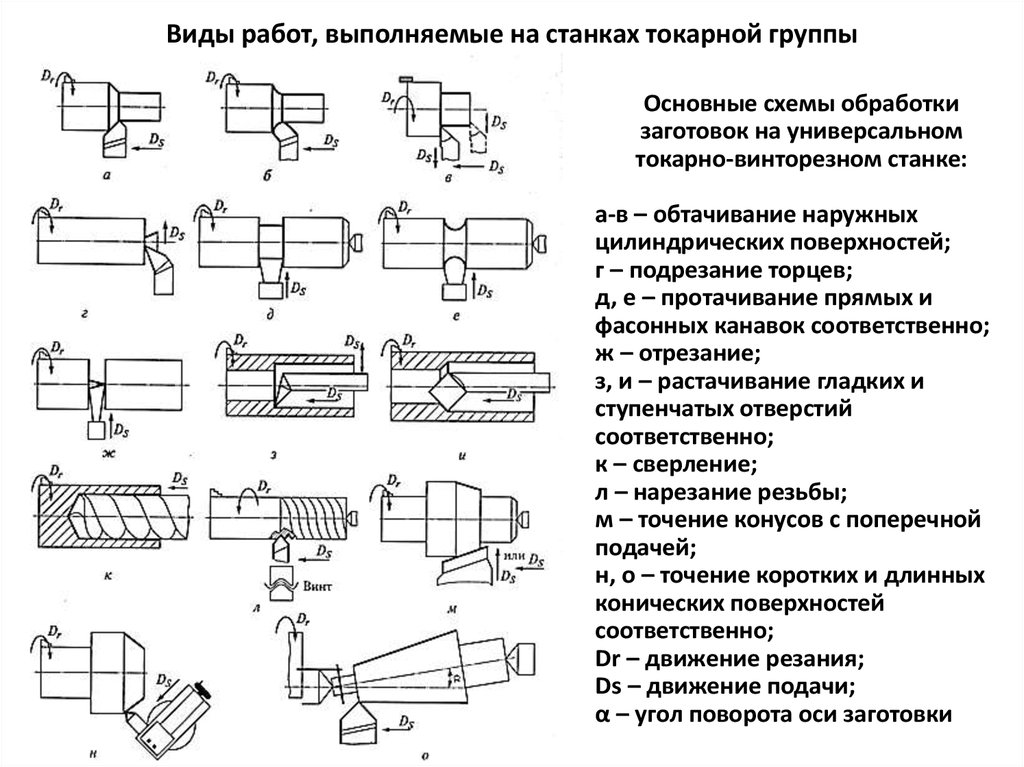
Круглые плашки, используемые в ходе монтажных, заготовительных и других работ, необходимы для нарезания наружной резьбы диаметром до 52 мм в один проход. В случаях, когда требуется нанесение резьбы большего диаметра, применяют плашки специальной конструкции, которые фактически предназначаются только для зачистки резьбы после ее нарезки при помощи других инструментов.
Конструкция раздвижных плашек состоит из двух половин, которые вставляются в клупп и постепенно приближаются друг к другу в ходе нанесения резьбы.
При нанесении резьбы на изделие плашка на станках (II) устанавливается и фиксируется в специальном устройстве. Деталь двигается в калибрующую часть вращающейся плашки. Что касается внутренней крепежной резьбы, то ее чаще всего наносят при помощи метчиков.
Метчиком называют стальной стержень, имеющий резьбу и разделенный продольными прямыми или винтовыми канавками, которые образуют режущие кромки.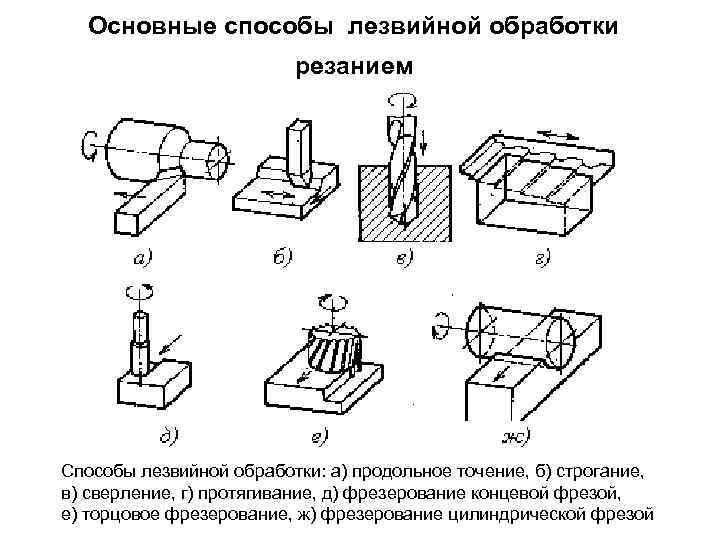 Данные канавки также служат для выхода металлической стружки. В зависимости от способа применения метчики подразделяются на ручные и машинные.
Данные канавки также служат для выхода металлической стружки. В зависимости от способа применения метчики подразделяются на ручные и машинные.
Рассмотрим примерный алгоритм нанесения резьбы в глухих отверстиях. В первую очередь в заранее установленном месте высверливают гнездо, куда будет заворачиваться шпилька или винт. Нужный диаметр сверла выбирают в соответствии с таблицей величин, установленных ГОСТом 9150-81. Для того чтобы нанести резьбу, требуется набор из двух или трех метчиков разных видов (малого, среднего и нормального) в зависимости от необходимого размера нарезки.
Обратите внимание, что нанести резьбу одним метчиком за один раз нельзя, поскольку это повлечет за собой его поломку.
Метрическая резьба с крупным шагом и дюймовая резьба наносятся при помощи комплекта из трех метчиков, а метрическая резьба с мелким шагом и трубная резьба – из двух.
- Накатывание резьбы
Является главным современным методом нанесения резьбы на промышленных производствах.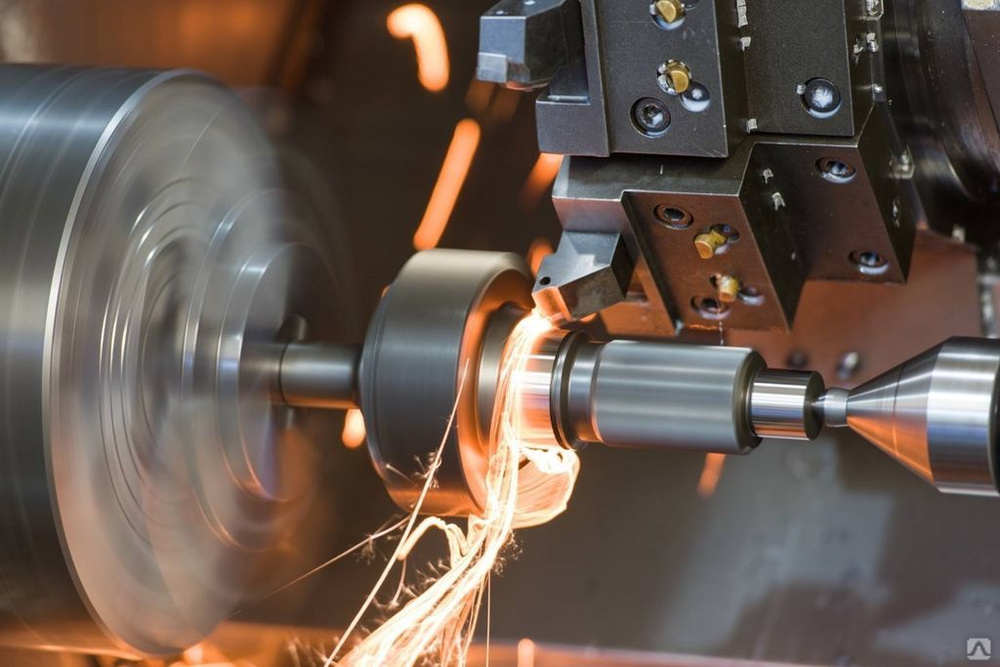 Для этих целей используются специальные резьбонакатные станки, конструкция которых содержит: корпус трехроликовой головки (1), ролико-держатель (2) и накатной ролик (3). При этом заготовка (4) зажимается в тисках суппорта. Данный способ позволяет получать изделия с резьбой высокого качества (то есть нужной формы, точных размеров и с идеальной шероховатостью).
Для этих целей используются специальные резьбонакатные станки, конструкция которых содержит: корпус трехроликовой головки (1), ролико-держатель (2) и накатной ролик (3). При этом заготовка (4) зажимается в тисках суппорта. Данный способ позволяет получать изделия с резьбой высокого качества (то есть нужной формы, точных размеров и с идеальной шероховатостью).
Суть нанесения резьбы путем накатывания состоит в пластической деформации поверхности обрабатываемой детали без снятия стружки.
Рассмотрим примерный алгоритм: деталь зажимают между двумя плоскими плашками (I) или цилиндрическими роликами (II, III), которые имеют резьбовой профиль, в результате чего на стержне отпечатывается резьба аналогичного профиля. Накатыванием можно получить резьбу диаметром от 1 до 25 мм и длиной от 60 до 80 мм.
- Фрезерование резьбы
Нанесение резьбы данным способом невозможно без применения специальных резьбофрезерных станков. В процессе фрезеровки вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали, что сопровождается нанесением резьбы на ее поверхности. Через определенные промежутки времени происходит осевое перемещение детали или фрезы от специального копира на величину, которая соответствует шагу резьбы за время одного оборота заготовки.
В процессе фрезеровки вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали, что сопровождается нанесением резьбы на ее поверхности. Через определенные промежутки времени происходит осевое перемещение детали или фрезы от специального копира на величину, которая соответствует шагу резьбы за время одного оборота заготовки.
- Шлифование точной резьбы
В большинстве случаев такой вид шлифовки используется для образования нарезки на относительно коротких металлических заготовках, например, на резьбовых пробках – калибрах, резьбовых роликах и т. д.
В ходе применения рассматриваемого метода шлифовальный круг, быстро вращающийся и расположенный к детали под углом подъема резьбы, за один оборот вырезает часть поверхности медленно вращающейся детали. В зависимости от конструкции станка и других значимых параметров нужная резьба образуется на изделии за 2–4 и более прохода.
3. Абразивная обработка
Абразивная обработка
Абразивная обработка металла актуальна для многих промышленных предприятий, особенно если речь идет об изготовлении составных частей для какого-нибудь сложного механизма, детали которого должны идеально соединяться между собой. Для данного вида механической обработки используются разные инструменты и абразивы, выбор которых зависит от конкретной цели коррекции металлической детали.
Инструменты для шлифовки, полировки, доводки и других видов механической обработки металлов производят из натуральных горных пород, минералов или искусственных материалов.
К числу абразивов естественного происхождения относятся:
- кварц;
- корунд;
- наждак;
- алмаз;
- пемза.
Искусственные абразивы:
- эльбор;
- электрокорунд;
- синтетический алмаз.
Все вышеперечисленные виды материалов содержат кристаллиты (абразивные зерна), которые выполняют функцию маленьких резцов. В результате соприкосновения абразивного инструмента и металлической поверхности с последней снимается небольшой верхний слой. Логично предположить, что разные по величине кристаллы оставляют следы разной глубины на металле. Таким образом, для черновой обработки используются крупнокристаллические абразивы, а для финишной – мелкокристаллические.
В результате соприкосновения абразивного инструмента и металлической поверхности с последней снимается небольшой верхний слой. Логично предположить, что разные по величине кристаллы оставляют следы разной глубины на металле. Таким образом, для черновой обработки используются крупнокристаллические абразивы, а для финишной – мелкокристаллические.
Жесткость абразивных инструментов также бывает различной: бруски, круги и сегменты относятся к жестким видам, поскольку зерна на их поверхности связаны между собой, а вот шкурка и шлифовальная лента являются мягкими шлифовальными средствами (зерна клеятся на специальную основу – бумагу, ткань, кожу и т. д.). Еще одним видом являются порошковые абразивы, из которых изготавливают пасту для использования ее в свободном виде. Для улучшения результата абразивная обработка металлов может осуществляться с использованием сразу нескольких инструментов.
Абразивы позволяют придать металлической поверхности свойства, которые невозможно получить с помощью других обрабатывающих инструментов: гладкость, остроту или сверхточный размер мелких частей.
Абразивная обработка металлов может включать в себя следующие этапы:
- Шлифование – актуально для шлифовки поверхностей и затачивания ножей инструментов. Данный вид механической обработки металлов сопровождается использованием твердых инструментов (сегментов, кругов и т. д.).
- Полирование заключается в создании идеально гладкой поверхности металлической конструкции. Для этих целей обычно применяют круги из фетра или сукна, на поверхность которых наносится абразивная паста (порошок, смоченный жидкостью). В некоторых случаях детали из металла полируют в специальных барабанах с предварительно залитой абразивной жидкостью.
- Доводка представляет собой подгон размеров изделий для их идеальной состыковки между собой. Выполняется с использованием притира – специального инструмента, на поверхность которого наносят мелкокристаллические абразивы, смоченные водой.
- Хонингование – завершающая процедура обработки отверстий, которая осуществляется после сверления, литья или штамповки с применением хона. Это специальный инструмент, представляющий собой стержень, на котором закреплено от 3 до 5 кругов из мелкозернистого абразива.
 Это специальный инструмент, представляющий собой стержень, на котором закреплено от 3 до 5 кругов из мелкозернистого абразива.
Это специальный инструмент, представляющий собой стержень, на котором закреплено от 3 до 5 кругов из мелкозернистого абразива.Механическая обработка различными видами абразивных инструментов является неотъемлемой частью производства металлических деталей. Именно абразивная обработка позволяет достичь высокой точности выполнения и придать готовой металлоконструкции необходимый внешний вид и качественные свойства. Рассматриваемый вид механической обработки особенно актуален для предприятий, на которых производят небольшие детали, используемые в машиностроении, ведь в данной отрасли каждый элемент общей конструкции должен точно соответствовать исходным чертежам.
Стоит отметить, что практически все абразивные инструменты можно включить в автоматизированную линию или использовать их вручную. Разумеется, выбирать конкретный способ использования нужно в зависимости от масштабов производства: ручная обработка металла подходит для небольших предприятий, а вот крупные цеха лучше оснащать автоматическими агрегатами.
4. Обработка металлов напильником
Данный вид механической обработки сопровождается использованием самых различных инструментов: резчиков, сверл, ножовок и абразивных устройств. Но перед применением перечисленных инструментов детали из металла обрабатываются при помощи напильника, которым пользуются и в бытовых целях, и в профессиональных мастерских.
Мягкая, но в то же время эффективная обработка позволяет приблизить металлические заготовки к максимальному соответствию нужным параметрам. Но нельзя забывать о том, что получение высококачественного результата возможно только при условии использования хорошего рабочего инструмента.
В ходе обработки металла напильником осуществляется снятие верхнего слоя с обрабатываемой детали. Количество снимаемого материала зависит от характеристик инструмента и, как правило, находится в пределах нескольких миллиметров. То есть напильник позволяет сделать заготовку из металла пригодной для дальнейшего использования в качестве составляющей детали большой конструкции или как самостоятельный металлический предмет.
Данный вид механической обработки металлов предназначен для придания деталям нужной формы, размера, а также других параметров в целях последующей подгонки под изделие или конструкцию.
Обработка металлов напильником также зависит от габаритов конкретной заготовки. Так, для маленьких деталей применяют тиски и абразивный инструмент с наименьшей силой механического воздействия. А масштабные металлоконструкции могут обрабатываться прямо на месте их сборки или эксплуатации.
Напильником для механической обработки металлов называют небольшой брусок, оснащенный мелкими зубьями. Насечки на поверхности напильника могут быть одинарными или двойными. Именно от их расположения зависит сила воздействия и результат применения конкретного инструмента.
В соответствии с государственным стандартом основа напильника должна изготавливаться из стали определенного вида. Некоторые виды инструментов, помимо рабочей части, имеют хвостовик, обеспечивающий удобство их эксплуатации. Альтернативным вариантом являются модели, вся поверхность которых заполнена зубчатыми насечками.
Альтернативным вариантом являются модели, вся поверхность которых заполнена зубчатыми насечками.
На современном рынке инструментов представлено довольно много видов различных напильников, которые отличаются между собой по длине, форме, плотности расположения насечек на 1 см и т. д. Так, поверхности драчевых напильников оснащены крупными зубьями, которые позволяют использовать их для грубой обработки металлов. Бархатные модели, наоборот, имеют очень мелкую насечку и предназначены для кропотливой и аккуратной работы с металлическими деталями и их мельчайшими элементами.
Форма напильников также бывает различной. Так, плоский напильник считается базовой моделью, несмотря на то, что круг задач, решаемых с его помощью, существенно ограничен. Плоские напильники изготавливаются по самой простой технологии, а также имеют наиболее низкую стоимость, что обуславливает их популярность среди пользователей.
Но, если говорить о количестве возможных сфер применения инструмента, более универсальной моделью является сферический напильник, к разновидностям которого относятся круглые, полукруглые, ромбовидные и прямоугольные варианты.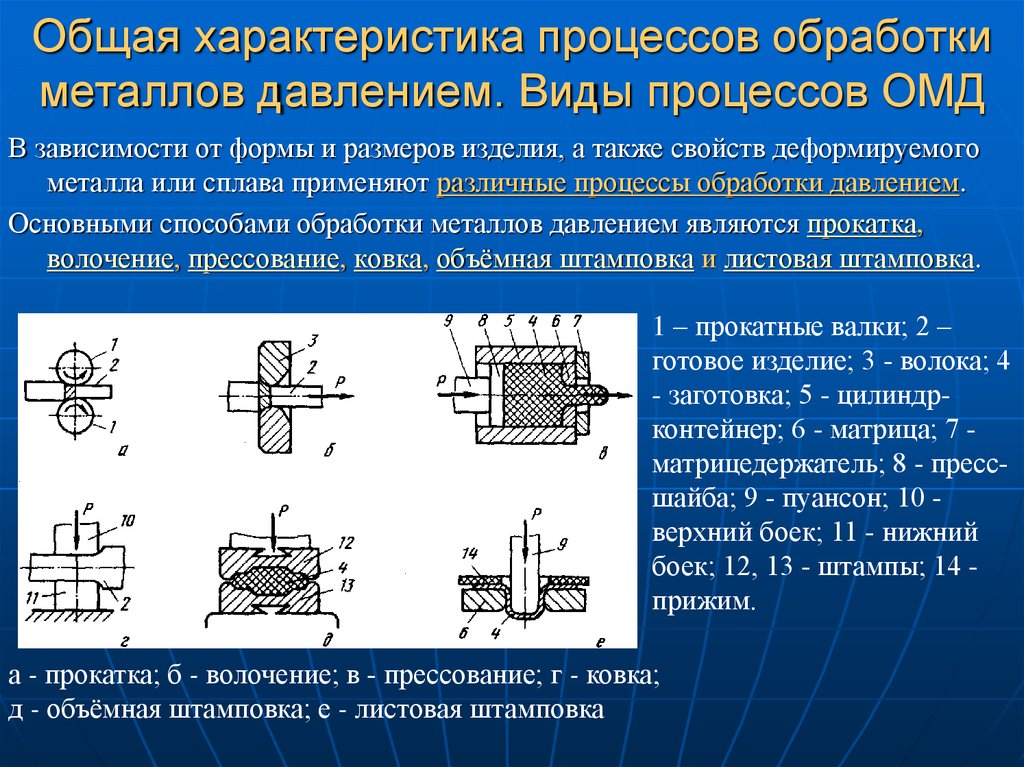
Обратите внимание, что ко всем моделям напильников предъявляется ряд общих требований, соответствие которым свидетельствует о должном качестве выполнения инструмента. Так, зубья напильника должны быть достаточно твердыми и острыми – это обеспечит их оптимальную сцепляемость с базовой пластиной.
Помимо этого, схема расположения насечек на основании должна соответствовать нормам Госстандарта. Так, одинарная насечка на узком напильнике должна иметь угол определенной величины, а количество зубьев на узких сторонах должно соответствовать количеству основных насечек на широких сторонах.
Крупная узкая сторона напильников ножовочного типа имеет насечки исключительно на параллельных друг другу участках. Специфичными параметрами должны обладать и округлые модели напильников. Их подавляющее большинство изготавливается с нарезанными зубьями, а экземпляры с традиционной насечкой являются скорее исключением.
При механической обработке металлов напильником необходимо создать все условия для технического осуществления работ. Самым главным требованием в данном случае является надежная фиксация металлической детали. Наиболее распространенное устройство для придания заготовке нужного положения – тиски. Первый этап обработки металла начинается с зачистки поверхности. Если на наружной стороне детали имеется ржавчина или окалины, их следы убирают при помощи драчевого напильника.
Самым главным требованием в данном случае является надежная фиксация металлической детали. Наиболее распространенное устройство для придания заготовке нужного положения – тиски. Первый этап обработки металла начинается с зачистки поверхности. Если на наружной стороне детали имеется ржавчина или окалины, их следы убирают при помощи драчевого напильника.
Обратите внимание, что при грубом опиливании металла целесообразно использовать старый инструмент, поскольку при обработке проблемных поверхностей напильники стачиваются гораздо быстрее.
После удаления ненужных пятен можно начинать черновую обработку детали. Оценив ее состояние и фронт работ, следует выбрать наиболее подходящий и эффективный инструмент. Не стоит забывать и о тисках, поверхность которых может легко деформироваться в процессе механической обработки металла. Защитить тиски помогут специальные медные, алюминиевые или латунные накладки. Чем грубее планируется обработка, тем жестче должен быть материал накладки.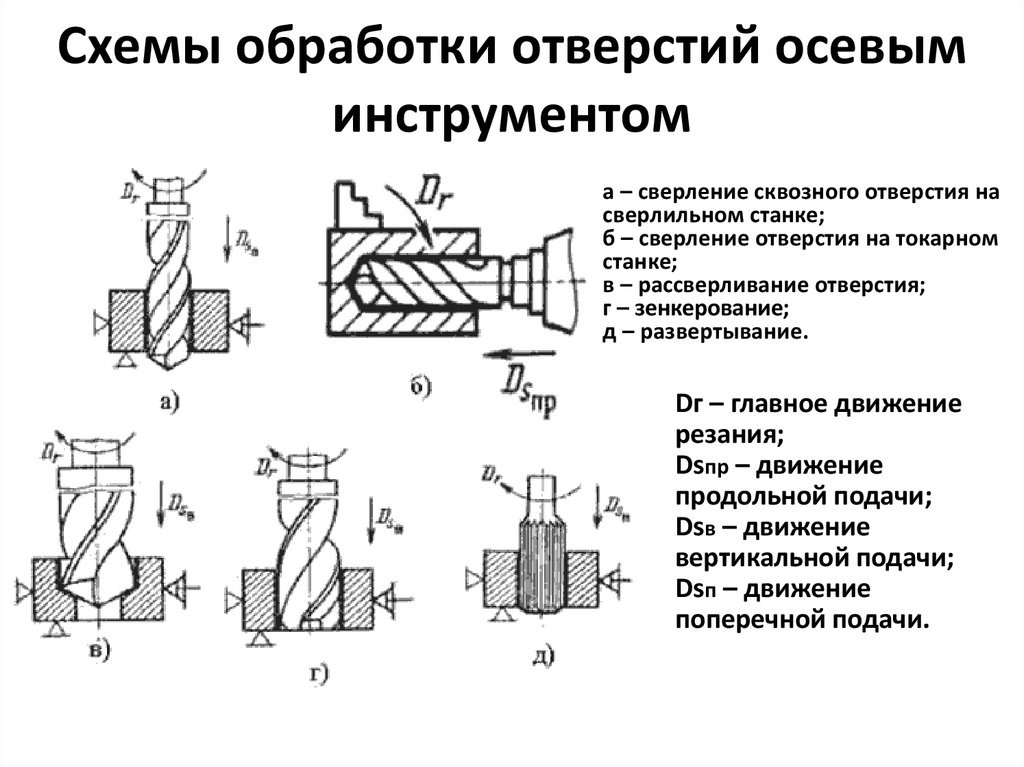
Перед началом механической обработки тиски нужно установить таким образом, чтобы фиксирующий элемент располагался на уровне локтя. При работе с напильником рекомендуется стоять вполоборота к оборудованию – на расстоянии примерно 20 см от края стола. Корпус лучше держать прямым, с поворотом на 45° по отношению к продольной оси тисков. Ноги при этом нужно расставить на ширину плеч, немного повернув левую в направлении движения инструмента.
Описанная поза поможет сохранить стабильное положение всех частей тела, обеспечит максимальный комфорт в процессе опиливания металлической заготовки, а также позволит контролировать качество выполняемой работы. Напильник рекомендуется держать таким образом, чтобы головка ручки упиралась в ладонь правой руки.
Технический прогресс и необходимость производства деталей в промышленных масштабах привели к замене многих видов ручного инструмента электрическим оборудованием. И слесарное дело не стало исключением – многие специалисты приобрели пневматические аппараты для опиливания металла. Принцип работы данного оборудования схож с опиливанием металлов вручную, различие лишь в том, что силовое воздействие обеспечивает электродвигатель. Комплектацию аппаратов можно дополнить по своему усмотрению насадками различного абразива.
Принцип работы данного оборудования схож с опиливанием металлов вручную, различие лишь в том, что силовое воздействие обеспечивает электродвигатель. Комплектацию аппаратов можно дополнить по своему усмотрению насадками различного абразива.
Помимо пневматического инструмента, для механической обработки металлов часто используют аккумуляторные и сетевые устройства. Так, ленточный напильник имеет режущие полотна, которые позволяют осуществлять точечную доводку металлических поверхностей. К неоспоримым преимуществам автоматических устройств можно отнести высокое качество и минимальное время обработки, а также безопасность технологического процесса. Хотя наиболее эффективным видом обработки деталей сложной формы или размера по-прежнему считается использование традиционных напильников.
Результат обработки заготовки из металла можно оценить при помощи линейки или угольника. Эти простые инструменты позволяют определить наличие просветов, но только в том случае, если конечной целью механической обработки было получение идеально ровной поверхности.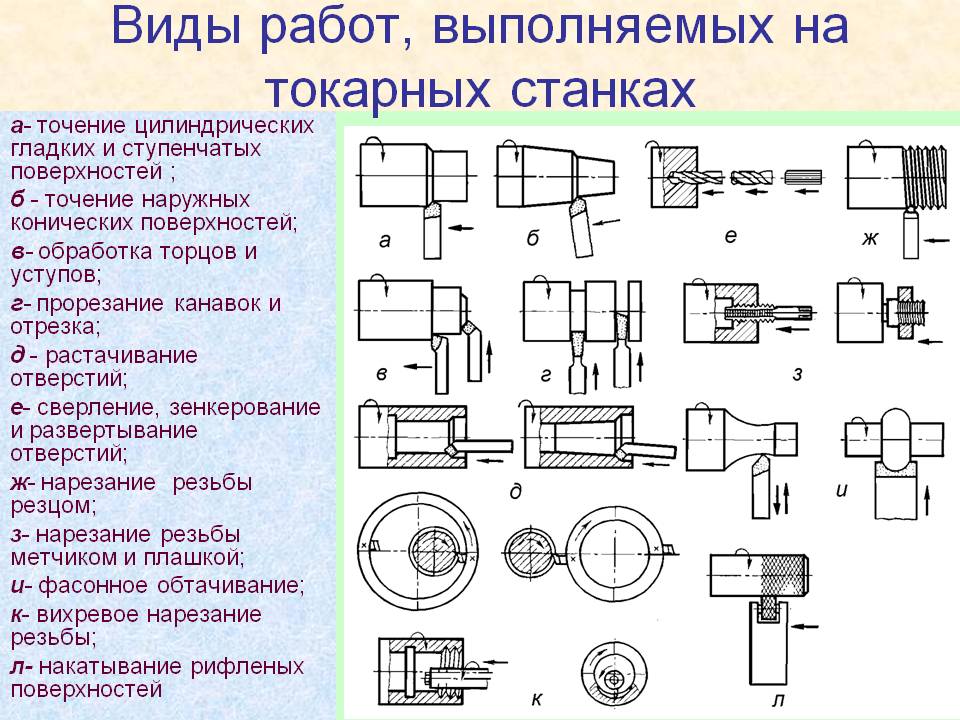 В случаях, когда опиливание металлической детали проводилось с целью ее интеграции в конструкцию с пазами, оценить результат можно будет только путем сопоставления параметров соответствующих элементов.
В случаях, когда опиливание металлической детали проводилось с целью ее интеграции в конструкцию с пазами, оценить результат можно будет только путем сопоставления параметров соответствующих элементов.
Среди всех видов режущих инструментов напильник является одним из наиболее безопасных. Однако и при работе с ним необходимо соблюдать все правила техники безопасности. Так, механическую обработку металла ручным способом стоит проводить только после надежной фиксации заготовки. Раскачивание детали во время работы неблагоприятно скажется как на безопасности, так и на качестве.
В процессе механической обработки металла напильником также не следует удалять образующуюся стружку руками. Для этих целей лучше использовать щетку или промышленный пылесос. Стоит отметить, что некоторые современные модели ленточных и пневматических устройств могут дополнительно оснащаться системами удаления образующейся пыли.
Современные виды механической обработки металлов
Вид механической обработки металла определяется специфическими особенностями производимых работ. Среди наиболее современных и популярных типов обработки можно выделить:
Среди наиболее современных и популярных типов обработки можно выделить:
- Сверление – применяется для создания отверстий нужного размера при помощи сверлильных станков.
- Долбление – самый быстрый вид обработки фасонных плоскостей со сложным контуром, сопровождаемый применением резцов долбежных станков.
- Протягивание – чаще всего используется в крупносерийном производстве и позволяет придать металлической детали точное соответствие заданным параметрам. Данный вид обработки применяют для коррекции большого количества металлических заготовок за короткий промежуток времени.
- Строгание – вид обработки, актуальный для изменения параметров линейчатой поверхности или ровной плоскости. Сопровождается использованием строгательных станков.
Для рубки черных и цветных металлов профессионалы применяют специальную гильотину. Рубка считается наиболее экономичным и точным видом механической разделки металлических листов.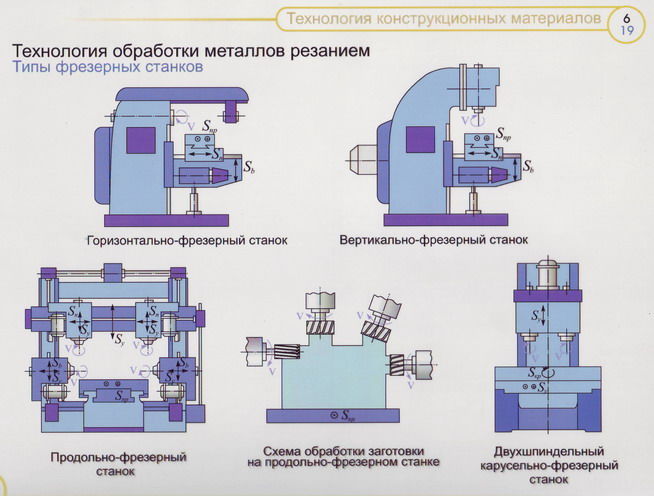 В результате рубки металла на разъединенных частях не остается ни зазубрин, ни сколов. А специалисты с большим опытом могут выполнять идеальный срез даже при большой толщине металлопроката.
В результате рубки металла на разъединенных частях не остается ни зазубрин, ни сколов. А специалисты с большим опытом могут выполнять идеальный срез даже при большой толщине металлопроката.
Отметим еще один вид механической обработки металлов – зубообработку на станках с ЧПУ. Она заключается в изготовлении зубчатых колес при помощи зубодолбежного оборудования. Благодаря разнообразию способов обработки и инструментов для ее проведения профессионалы могут придать заданные параметры почти любой металлической детали.
После высокоточной обработки всех необходимых заготовок и элементов металлоконструкции специалисты приступают к завершающему этапу работ – созданию единой композиции из металла. Сборка готовых деталей является полноценным направлением работы с металлическими изделиями.
Именно сочетание разных видов механической обработки металлов и слесарных работ на завершающем этапе позволяет добиться абсолютного соответствия результата ожиданиям заказчика.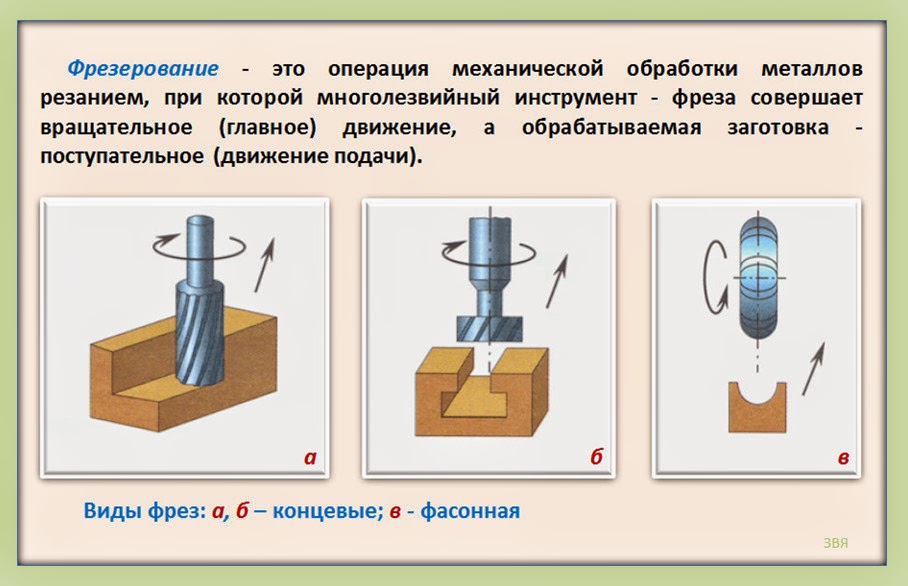
Механическая обработка металла: виды и способы
Изготовление металлической детали из заготовки – трудоёмкий и сложный процесс. Он включает в себя множество различных операций. Одной из них является механическая обработка металла. В отличие от других видов обработки механическая обработка никак не влияет на внутреннюю структуру металла или сплава, а лишь изменяет ее размеры и конфигурацию. Суть механической обработки – это подгон детали под необходимые, заданные по чертежу, размеры.
Способы механической обработки
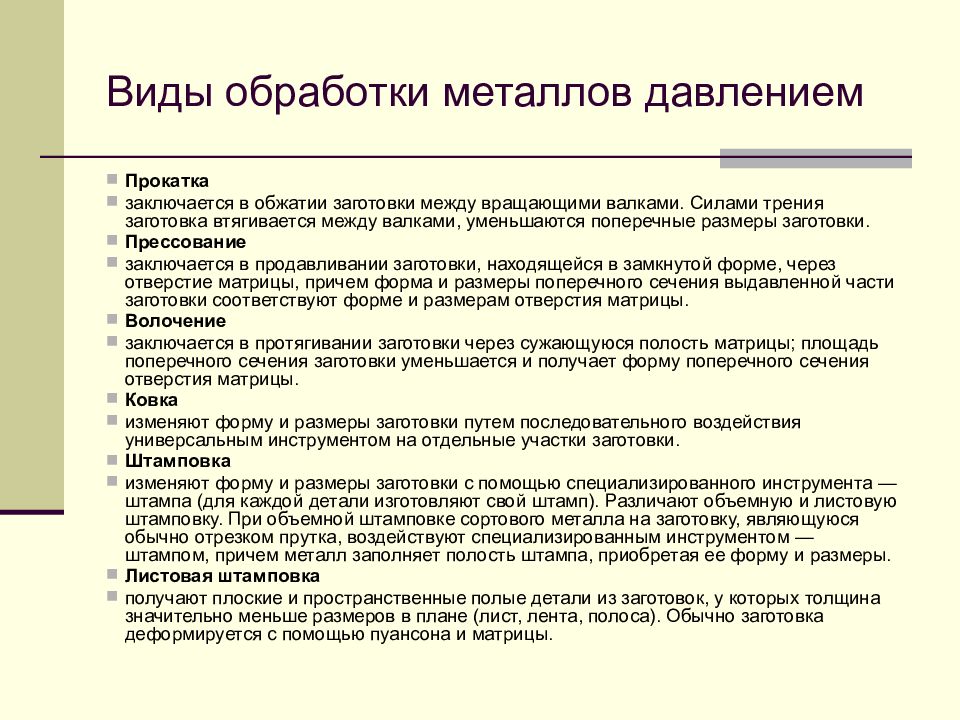
Механообработка подразделяется на две группы. В первую входят операции, которые происходят без снятия металла. К ним относят ковку, штамповку, прессование, прокат. Такая механическая обработка выполняется с помощью давления или удара. Её применяют для придания необходимой формы заготовке. Для цветных металлов чаще используют ковку, а для черных – штамповку.
Вторая группа включает операции, в ходе которых с заготовки режущим инструментом снимается часть металла — припуск. Это необходимо для придания зоготовке необходимых размеров, соответствующих чертежу. В целях уменьшения трудоемкости и себестоимости изготовления детали, размер припуска должен быть минималь¬ным, но в то же время достаточным для получения детали с высокого качества. Такая механическая обработка металла называется резанием и выполняется при помощи металлорежущих станков.
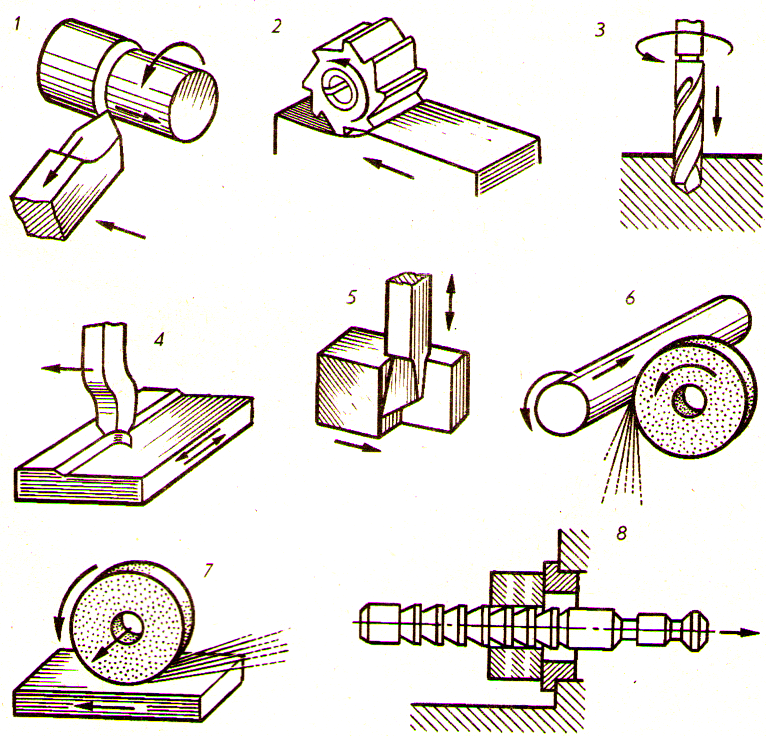
Наиболее распространенными видами обработки резанием являются точение, сверление, зенкерование, шлифование, фрезерование, зубофрезерование, долбление и т.д. Вид обработки металла зависит от обрабатываемой поверхности, требуемого класса точности, параметров шероховатости и размеров детали.
Это необходимо для придания зоготовке необходимых размеров, соответствующих чертежу. В целях уменьшения трудоемкости и себестоимости изготовления детали, размер припуска должен быть минималь¬ным, но в то же время достаточным для получения детали с высокого качества. Такая механическая обработка металла называется резанием и выполняется при помощи металлорежущих станков.
Наиболее распространенными видами обработки резанием являются точение, сверление, зенкерование, шлифование, фрезерование, зубофрезерование, долбление и т.д. Вид обработки металла зависит от обрабатываемой поверхности, требуемого класса точности, параметров шероховатости и размеров детали.
Ниже подробнее рассмотрены некоторые виды механообработки резанием.
Виды механической обработки
Точение — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. Заготовка крепится в шпиндель, который вращается с заданной скоростью, а резец, закрепленный в суппорте, совершает продольно-поперечные движения. В ЧПУ-станках все данные параметры вводятся в компьютер, и устройство само выполняет необходимую операцию. В старых моделях движения выполняются вручную.
В ЧПУ-станках все данные параметры вводятся в компьютер, и устройство само выполняет необходимую операцию. В старых моделях движения выполняются вручную.
В ТОР Инжиниринг токарное оборудование представлено станками немецких производителей Hessap и Boehringer.
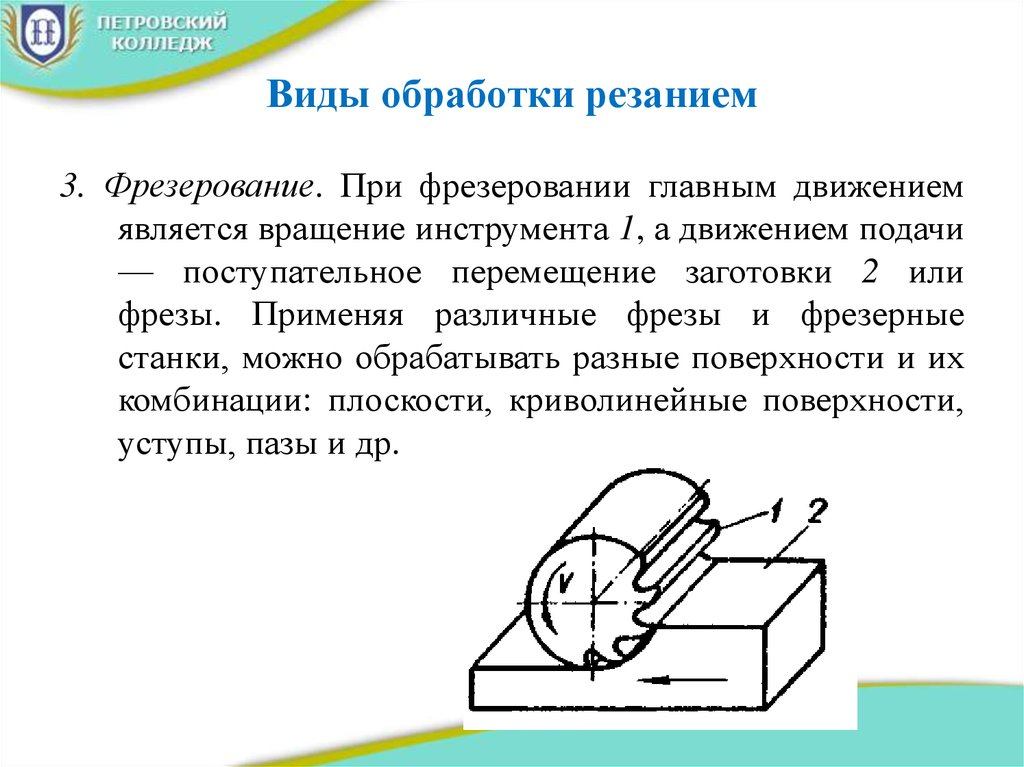
Фрезерование – высокопроизводительный процесс обработки резанием, выполняемый на фрезерных стан¬ках с помощью разнообразных фрез. Различают концевую, фасонную, торцевую и периферийную обработку. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка. Фрезерование может быть как черновым и получистовым, так и чистовым. Наименьший квалитет точности, получаемый при чистовой обработке,– 6. При помощи фрез вытачивают различные шпонки, канавки, колодцы, подсечки, фрезеруют профили.
В линейке продуктов ТОР Инжиниринг фрезерное оборудование
представлено станками немецкого производителя Huller Hille и итальянского производителя – Sigma.
Зубофрезерование – один из видов лезвийной обработки, обеспечивающий нарезание зубчатых колес эвольвентного профиля: цилиндрических (прямозубых и косозубых) колес внешнего зацепления, червячных колес.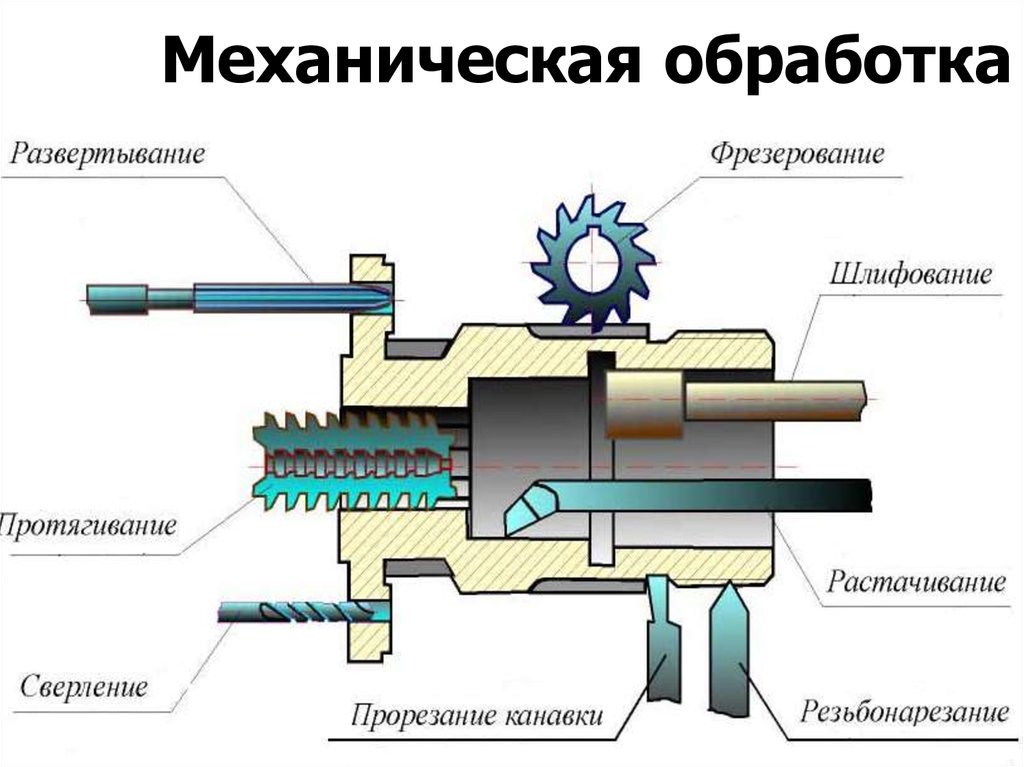 Операция зубофрезерования выполняется на специальных зубофрезерных станках, обеспечивая высокую точность и качество поверхности детали. Режущий инструмент, используемый для обработки заготовок – червячная модульная фреза.
Операция зубофрезерования выполняется на специальных зубофрезерных станках, обеспечивая высокую точность и качество поверхности детали. Режущий инструмент, используемый для обработки заготовок – червячная модульная фреза.
Зубофрезерное оборудование в компании ТОР Инжиниринг представлено станками немецкого производителя Modul.
Шлифование – процесс чистовой и отделочной обработки деталей посредством снятия с их поверхности тонкого слоя металла вплоть до микрона. Для срезания используются абразивные круги, на поверхности которых расположено огромное количество зерен, имеющих разную форму режущей кромки. Механическая обработка цветных металлов осуществляется при помощи алмазных инструментов. Это позволяет обеспечить наилучшее качество изготавливаемой детали.
Широкий ассортимент шлифовального оборудования в ТОР Инжиниринг представлен станками немецкого производителя Elb-Schliff.
Механическая обработка — HSM Stahl
Предыдущий Следующий
Запустить HSM® Your Machine Механическая обработка
Мы точно изготовим детали по вашему чертежу в кратчайшие сроки.
Благодаря широкой сети опытных и высококвалифицированных партнеров по обработке мы можем удовлетворить ваши требования к чертежным деталям в качестве расширенного рабочего стола.
Как именно это повлияет на вас?
Одно контактное лицо HSM поможет вам со всеми техническими вопросами в течение всего процесса. Независимо от того, предоставляете ли вы или мы закупаем предварительный материал, будь то стандартизированная сталь или специальные высокоэффективные материалы, будь то жесткие допуски или дополнительные испытания и сертификаты — вам нужно будет связаться только с одним партнером для всех ваших различных требований.
HSM ® – будучи больше, чем торговцем сталью, возьмет на себя обработку вашей чертежной детали. Мы поставляем готовую деталь точно в соответствии с вашими требованиями.
Свяжитесь с нами напрямую
Различные формы обработки
Мы гибко и быстро изготовим вашу индивидуальную заготовку в соответствии с вашим чертежом – будь то PDF, CAD, DXF или пошаговые файлы. Для всех ваших требований мы являемся вашим партнером от отдельных деталей до серийного производства, и даже для труднообрабатываемых материалов, таких как титан или сложные чертежные детали, мы найдем правильный этап обработки.
Для всех ваших требований мы являемся вашим партнером от отдельных деталей до серийного производства, и даже для труднообрабатываемых материалов, таких как титан или сложные чертежные детали, мы найдем правильный этап обработки.
HSM® берет на себя полную механическую обработку:
- обработка металла на базе ЧПУ (точение, фрезерование/ 5 осей)
- фальцовка, гибка, прокатка
- внутреннее, цилиндрическое, профильное, плоское, бесцентровое шлифование
- ключ способ долбления, протяжки
- лазерная, водоструйная, термическая резка (плазменная/газовая)
- обработка труб (лазерная, опрессовка, тиснение)
- накатка и формование резьбы
- сварочные конструкции (MAG, MIG, лазерная сварка)
- хонингование, притирка
- балансировка и правка
- сверление, глубокое сверление (до 12.000 мм)
- зубчатое зацепление
- распиловка
- и многое другое… 90 063
- У вас есть текущая потребность в детали чертежа?
- Ваше производство полностью загружено, но заказы нужно быстро обрабатывать?
- Вы не можете выполнить все этапы обработки самостоятельно?
- Профилегибочная машина
- Экструзия
- Пресс-тормоз
- Штамповка
- Ковка
- Кастинг
- Профилирование
- Экструзия
- Пресс-тормоз
- Штамповка
- Ковка
- Литье
- Возможность расширенного встроенного добавления перфорированных элементов и тиснения
- Лучше всего подходят для больших объемов
- Выход сложных профилей со сложным изгибом
- Имеют жесткие воспроизводимые допуски
- Имеют гибкие размеры
- Создание деталей любой длины
- Требуют минимального обслуживания инструмента
- Способны формовать высокопрочные металлы
- Разрешение на владение инструментальным оборудованием
- Уменьшить место для ошибки
- Меньше брака
(Источник: Хотите узнать, подходит ли вам профилирование? Нажмите ниже, чтобы узнать больше.)
- Аэрокосмическая промышленность
- Прибор
- Автомобилестроение
- Строительство
- Энергия
- Окно
- ОВКВ
- Металлические строительные изделия
- Солнечная
- Трубы и трубы
- Строительное оборудование
- Компоненты двери
- Лифты
- Каркас
- ОВКВ
- Лестницы
- Крепления
- Перила
- Корабли
- Структурные компоненты
- Гусеницы
- Поезда
- Трубка
- Windows
- В первую очередь предпочтительным методом экструзии является алюминий, хотя можно использовать и большинство других металлов
- Матрицы (алюминиевые) относительно доступны по цене
- Штамповка или тиснение выполняются как дополнительная операция
- Может производить полые профили без шовной сварки
- Может производить сложные поперечные сечения
- Сельское хозяйство
- Архитектура
- Строительство
- Производство потребительских товаров
- Производство электроники
- Гостеприимство
- Промышленное освещение
- Военный
- Ресторан или служба общественного питания
- Доставка и транспортировка
- Алюминиевые банки
- Бары
- Цилиндры
- Электроды
- Фитинги
- Рамки
- Линии подачи топлива
- Технология впрыска
- Рельсы
- Стержни
- Структурные компоненты
- Гусеницы
- Трубка
- Лучше всего подходит для коротких и небольших тиражей
- Производит более короткие детали
- Лучше всего подходит для совместимых форм с более простыми схемами изгиба
- Имеет высокие затраты на оплату труда
- Создает меньшее остаточное напряжение, чем профилирование
- Архитектура
- Строительство
- Производство электроники
- Промышленное производство
- Декоративная или функциональная отделка
- Корпуса для электроники
- Корпуса
- Средства безопасности
- Штамповка одним нажатием
- Однородные детали с фиксированными размерами
- Более короткие детали
- Большие объемы
- Создание сложных деталей за короткое время
- Требуются высокотоннажные прессы
- Производство бытовой техники
- Строительство
- Электротехническое производство
- Производство оборудования
- Производство креплений
- Детали самолетов
- Боеприпасы
- Бытовая техника
- Заглушка
- Электроника
- Двигатели
- Шестерни
- Оборудование
- Уход за газоном
- Освещение
- Фурнитура для замка
- Электроинструменты
- Прогрессивная штамповка
- Телекоммуникационная продукция
- Прецизионная ковка сочетает в себе производство и изготовление путем придания исходному материалу желаемой формы с минимально возможным количеством необходимых вторичных операций
- Последующая обработка практически не требуется
- Требуются высокотоннажные прессы
- Дает более крепкий конечный продукт
- В результате получается продукт с высокой прочностью и твердостью
- Аэрокосмическая промышленность
- Автомобилестроение
- Медицинский
- Производство и передача электроэнергии
- Балки оси
- Шаровые шарниры
- Муфты
- Сверла
- Фланцы
- Шестерни
- Крючки
- Шкворни
- Шасси
- Ракеты
- Валы
- Розетки
- Рулевые рычаги
- Клапаны
- Может использовать широкий спектр сплавов и специальные сплавы
- Результат: недорогой инструмент для мелкосерийного производства
- Может привести к получению продуктов с высокой пористостью
- Лучше всего подходит для небольших тиражей
- Может создавать сложные детали
- Альтернативная энергетика
- Сельское хозяйство
- Автомобилестроение
- Строительство
- Кулинария
- Оборона и военные
- Здравоохранение
- Горное дело
- Производство бумаги
- Бытовая техника
- Артиллерия
- Предметы искусства
- Корпуса камер
- Корпуса, крышки
- Диффузоры
- Тяжелое оборудование
- Двигатели
- Прототип
- Инструменты
- Клапаны
- Колеса
Отправьте нам запрос
Ваши преимущества с первого взгляда
Мы ваш расширенный рабочий стол с новейшими производственными технологиями и широким спектром станков. Ваша прибыль — это справедливое соотношение цены и качества, и только один партнер для всего вашего проекта: HSM®
Ваша прибыль — это справедливое соотношение цены и качества, и только один партнер для всего вашего проекта: HSM®
Один партнер
все этапы обработки
закупка материалов включена
новейшие технологии производства
краткосрочные производственные мощности
сертификат испытаний 3.1 или 3.2 возможен
Различные требования – одно решение
Как компетентный партнер, мы предоставим вам беззаботное решение и поддержим вас, когда возникнут сложности или время ограничено. Сэкономьте свое драгоценное время на поиски подходящего партнера – отправьте нам запрос!
Мы справимся со всеми техническими вызовами. Будь то экстравагантные этапы обработки, создание прототипа или серийное производство — мы предлагаем ноу-хау в отношении чертежных деталей.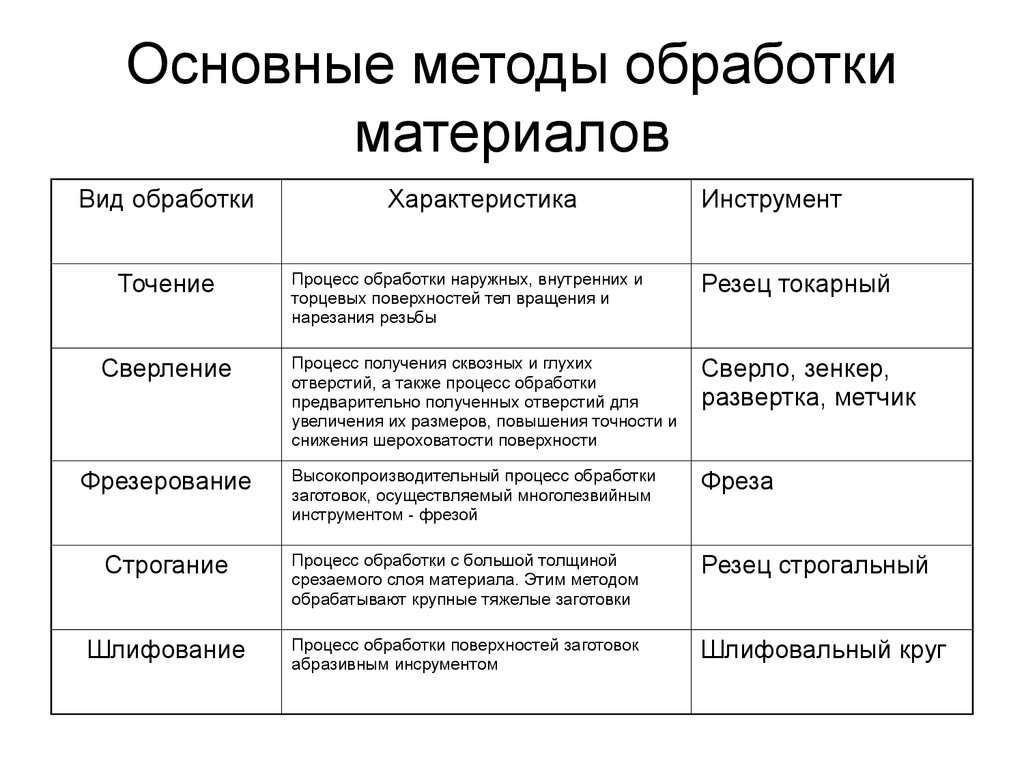
Командная техника HSM®
Обратитесь за помощью
Процессы обработки металлов давлением: методы, отрасли и применение
6 Общие процессы обработки металлов давлениемТип процесса формовки металла, который вы выберете, будет зависеть от типа металла, который вы используете, что вы создаете и как он будет использоваться. Некоторые из наиболее распространенных методов обработки металлов давлением: Читайте дальше, чтобы узнать больше об этих процессах: |
Процессы обработки металлов давлением являются неотъемлемой частью нашего общества, и без них наше общество остановилось бы.
Продукты и компоненты, созданные с помощью различных процессов обработки металлов , используются при создании всего, от строительных лесов и тяжелой техники до проектирования и создания микропроцессоров и искусственного интеллекта.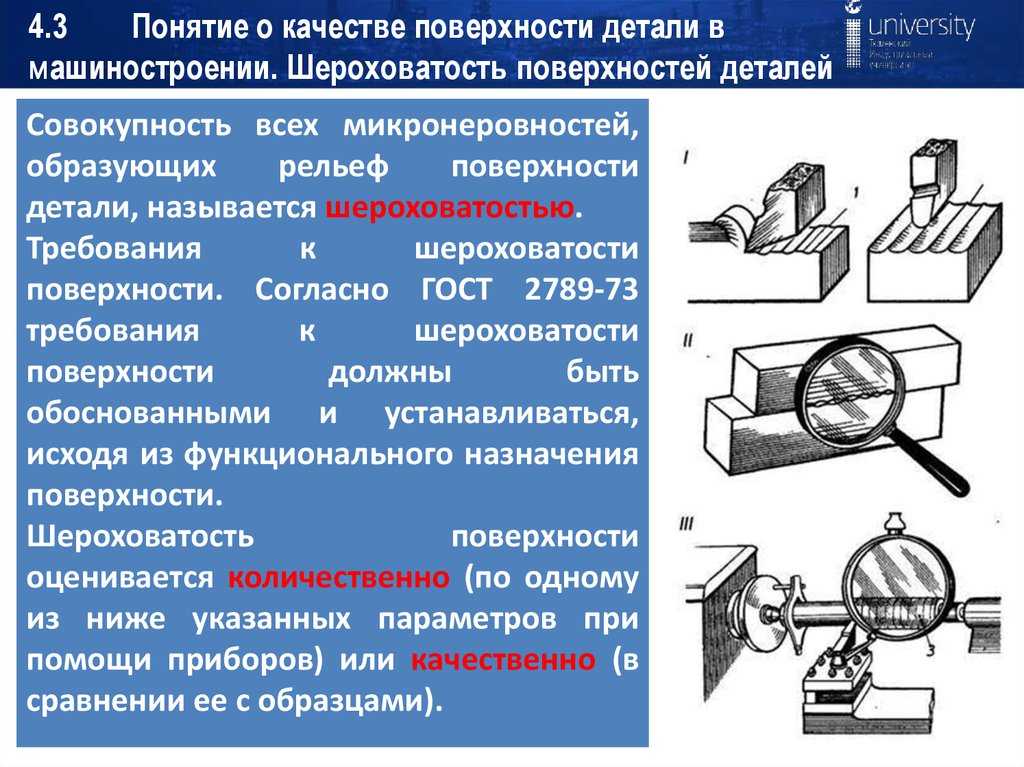
Вы когда-нибудь задумывались, как делают металл? Когда дело доходит до формовки металла, существует несколько производственных процессов на выбор, каждый из которых предлагает свой собственный список преимуществ и недостатков, каждый подходит для конкретных применений и подходит для разных типов металла.
Некоторые из наиболее распространенных методов обработки металлов давлением:
Давайте рассмотрим некоторые из распространенных приложений, для которых используется каждый тип формовки, и некоторые отрасли, в которых используется каждый тип.
1. Профилирование
Вкратце, профилирование включает в себя непрерывную подачу длинной полосы металла через барабанные ролики для достижения желаемого поперечного сечения.
Услуги по формованию профилей:
Общие приложения и отрасли
Промышленность
Общие области применения
2.
 Экструзия
ЭкструзияЭкструзия — это процесс формовки металла, при котором металл продавливается через матрицу желаемого поперечного сечения.
Если вы подумываете о формовании металла методом экструзии, вам следует иметь в виду, что:
Общие приложения и отрасли
Промышленность
Общие приложения
3.
 Гибочное торможение
Гибочное торможениеПрессовое торможение включает в себя обычное формование листового металла (обычно), изгибание металлической заготовки под заданным углом путем ее зажимания между пуансоном и матрицей.
Если вы заинтересованы в листогибочном прессе, имейте в виду, что это:
Общие приложения и отрасли
Промышленность
Общие приложения
4.
 Штамповка
ШтамповкаШтамповка включает помещение плоского металлического листа (или рулона) в штамповочный пресс, где инструмент и матрица оказывают давление, чтобы придать металлу новую форму или вырезать кусок металла.
Штамповка связана с:
Общие приложения и отрасли
Отрасли
Общие области применения
5.
 Ковка
КовкаКовка включает в себя формование металлов с использованием локальных сжимающих усилий после нагрева металла до состояния, при котором он становится ковким.
Если вы рассматриваете возможность ковки, имейте в виду, что:
Общие приложения и отрасли
Промышленность
Применение
6.
 Литье
ЛитьеЛитье — это процесс заливки жидкого металла в форму, содержащую полую полость желаемой формы.
Тем, кто рассматривает возможность использования процесса формовки литьем металла, следует иметь в виду, что он:
Общие приложения и отрасли
Промышленность
Общие приложения
Выбор метода формовки металла
Вы ищете формовочную машину для своего проекта? Тип процесса формовки металла, который вы выберете, будет зависеть от многих факторов: Какой металл вы используете? Каков ваш бюджет? Что вам нужно создать и как это будет использоваться?
Каждая технология обработки металлов давлением имеет свои преимущества и недостатки.