Билет № 6 Вопрос № 1 Виды деревообрабатывающих станков. Правила техники безопасности на универсальном деревообрабатывающем станке.
Деревообрабатывающий станок предназначен для обработки древесины резанием. Он облегчает работу и повышает ее производительность.
В зависимости от степени механизации деревообрабатывающие станки подразделяются на механизированные, полуавтоматические, автоматические. На механизированном станке вспомогательные работы выполняют вручную, на полуавтоматическом — некоторые вспомогательные операции, на автоматическом все операции выполняются без участия человека (столяр контролирует работу станка-автомата, производит загрузку заготовок и складирование готовых деталей).
По способу обработки древесины станки общего назначения подразделяются на следующие виды: ленточнопильные, круглопильные, продольно-фрезерные, фрезерные, шипорезные, сверлильные, долбежные, токарные, шлифовальные.
Каждый деревообрабатывающий станок состоит из трех основных механизмов: двигательного, передаточного и исполнительного. Двигательный механизм выполняет резание, подачу, вспомогательные движения. Передаточный механизм передает движения от двигателя к исполнительному механизму. Исполнительный механизм непосредственно обрабатывает древесину.
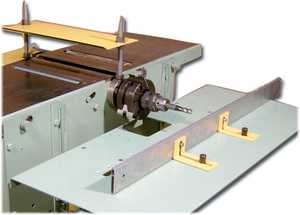
Станок имеет станину, рабочий стол, шпиндель, суппорт, подающий механизм, привод, направляющие и прижимные устройства.
Станина представляет собой основание, на котором крепятся подвижно и неподвижно механизмы и элементы станка. Изготавливают станину из чугуна.
Рабочий стол поддерживает, фиксирует и направляет заготовку. Стол бывает неподвижным и подвижным.
Шпиндель — это рабочий вал. Он служит для крепления режущего инструмента (пил, ножевых головок, фрез, сверл) и передачи ему движения. Вращается шпиндель на шарикоподшипниках и может располагаться как горизонтально, так и вертикально.
Подающий механизм нужен для перемещения инструмента или заготовки. Перемещение может осуществляться вручную или механически.
Направляющее устройство предназначено для того, чтобы направлять заготовку при обработке. К нему относятся линейка, угольник, расположенные на столе или станине станка.
Прижимное устройство — это пружины, ролики с пружинами, гладкие башмаки, винтовые, эксцентриковые, пневматические, гидравлические устройства. Они необходимы для фиксации и удержания заготовки при обработке.
Запомните!
Все деревообрабатывающие станки относятся к опасным рабочим машинам.
К самостоятельной работе на станках допускаются только совершеннолетние, прошедшие специальное обучение и медицин скую комиссию лица.
Знать основные сведения о деревообрабатывающих стан ках и правила безопасной работы на них обязан каждый столяр.
Правила техники безопасности на универсальном деревообрабатывающем станке
Помимо специальных при работе на каждом станке необходимо выполнять следующие правила.
Не приступать к работе на станке, не зная его устройства, не по лучив подробного инструктажа по приемам работы и правилам техники безопасности.
Перед работой осмотреть станок и убедиться в его полной исправности.
Перед работой наладить станок: установить заточенный режущий инструмент и проверить правильность его установки; установить направляющие, прижимные и другие приспособления; проверить правильность установки крепления и действия ограждений; залить смазку.
Станина электрифицированного станка должна быть заземлена. 5. Перед работой проверить исправность токопроводящих проводов, тщательно ознакомиться с инструкциями по обслуживанию станков.
. Работу начинают после того, как ножевой вал, шпиндель наберут необходимую частоту вращения.
. Подавать в станок обрабатываемый материал следует равномерно, без толчков. Чистить и смазывать станок можно лишь после полной его остановки.
8. При появлении шума, стука и вибрации вала, поломке ножей или их крепления, перегреве подшипников, неисправности ограждений станок надо немедленно остановить и сообщить об этом мастеру.
9. Работать на станке можно лишь после устранения дефектов и получения разрешения мастера.
10. Категорически запрещается работать без ограждений и при их неисправном состоянии. Если установлено, что нарушена электроизоляция электродвигателя, неисправно заземление, работать на станке нельзя.
описание, разновидности и процесс изготовления своими руками
 Деревообрабатывающий станок употребляется не только на производстве. Если использовать его в хозяйстве, у вас есть все шансы сделать самостоятельно любой предмет фурнитуры и даже выстроить дом. О том, как сделать деревообрабатывающий станок своими руками, и пойдёт речь в нашей статье.
Деревообрабатывающий станок употребляется не только на производстве. Если использовать его в хозяйстве, у вас есть все шансы сделать самостоятельно любой предмет фурнитуры и даже выстроить дом. О том, как сделать деревообрабатывающий станок своими руками, и пойдёт речь в нашей статье.
Устройство конструкции
Любое данное устройство состоит из главных и добавочных частей. В качестве главных элементов выступают:
- рабочая плита;
- станина;
- устройство вала;
- любой режущий инструмент,
- приспособление, отвечающее за передачу движения.
Добавочные составляющие:
- участки для ограждения небезопасного места,
- точка, которая отвечает за подачу используемого материала;
- устройство, запускающее станок;
- приспособление для смазки.
 В качестве станины применяется тяжёлое сооружение, сделанное из чугуна либо из цельного железного сплава. Каждая конструктивная часть станка устанавливается на станину, которая отвечает за их расположение и за устойчивость приспособления. Чаще всего установка осуществляется на железобетонный фундамент.
В качестве станины применяется тяжёлое сооружение, сделанное из чугуна либо из цельного железного сплава. Каждая конструктивная часть станка устанавливается на станину, которая отвечает за их расположение и за устойчивость приспособления. Чаще всего установка осуществляется на железобетонный фундамент.
Главная функция рабочего стола — это фиксация всех рабочих частей. Он производится из отшлифованного чугуна, который заранее заготавливают. Существуют два вида стола: неподвижный и подвижный.
Для фиксации режущего инструмента на данном оборудовании употребляется рабочий вал. Существует несколько видов этого приспособления. Они различаются типом режущего прибора, который непосредственно крепится к нему. Среди них выделяют:
- Ножевой;
- Шпиндельный рабочий вал;
- Пильный.
Обычно он производится из точёной стали. Главными его характеристиками является крепость, сбалансированность и наличие места для крепления режущего инструмента.
В качестве режущего прибора выступают разные детали. Они различаются функциональными и конструктивными отличительными чертами, а также формой и размером.
Для их производства используется качественная углеродная сталь. Ниже мы рассмотрим виды режущих приборов для станка:
 На сверлильных станках по дереву используют свёрла.
На сверлильных станках по дереву используют свёрла.- Для шлифовальных употребляется рулонная шкурка.
- Инструмент в форме пильной ленты используют на ленточнопильных видах станка.
- Ножи фасонного, а также плоского типа применяют на шипорезных, фрезерных либо же строгальных конструкциях.
- Приспособление, повторяющее вид круглого диска, используется на станках круглопильного вида.
- Для фрезерных и шипорезных станков хорошим вариантом будет использование фрез, прорезных дисков, а также крючков.
- На деревообрабатывающих станках циклевального вида употребляют циклевальные ножи.
- Долбёжную цепь используют на цепнодолбежных приспособлениях.
 На сверлильных станках по дереву используют свёрла.
На сверлильных станках по дереву используют свёрла.Достоинства и сфера применения
 Станок имеет много положительных сторон в отличие от ручных приборов, которые специализируются на обработке деревянных поверхностей. Быстрота работы станка гораздо выше, поэтому, используя этот аппарат, вы значительно экономите время на обработку одной составной части.
Станок имеет много положительных сторон в отличие от ручных приборов, которые специализируются на обработке деревянных поверхностей. Быстрота работы станка гораздо выше, поэтому, используя этот аппарат, вы значительно экономите время на обработку одной составной части.
Универсальный станок по дереву обрабатывает разные составные части. Вдобавок он способен, к примеру, шлифовать, сверлить и фрезеровать.
Соблюдая технологии производства, вы сделаете устройство, которое прослужит вам не один десяток лет.
Прогрессивные станки с ЧПУ имеют улучшенные функции работы, в процессе исполнения которых человек, работающий за механизмом, не перетруждается. Довольно произвести запуск заранее записанной программы, после чего установить деталь. Таким образом, численность составных частей возрастает, а время на их обработку уменьшается. Эти станки могут работать беспрерывно круглые сутки.
Если же рассматривать устройства бытового предназначения, то в их числе тоже выделяют много плюсов:
- Эти механизмы оснащены двигателем, средняя мощность которого составляет 2,2 кВт, что позволяет делать работу быстро и не перетруждаясь.
- Такие станки известны неплохим качеством обработанной продукции.
- Они не нуждаются в огромных затратах по эксплуатации и обслуживанию.
- Вероятность установки добавочных приставок разрешает увеличить численность функций бытового прибора.
- Главными функциями прибора считаются шлифование, распиливание, сверление и фрезеровка дерева.
- Многофункциональность и универсальность этого оборудования даёт возможность работать с разными видами дерева, при этом выполняя различные операции.
 Эти механизмы оснащены двигателем, средняя мощность которого составляет 2,2 кВт, что позволяет делать работу быстро и не перетруждаясь.
Эти механизмы оснащены двигателем, средняя мощность которого составляет 2,2 кВт, что позволяет делать работу быстро и не перетруждаясь.Если обратить внимание на отзывы, то для узкоспециализированного либо бытового применения хорошим вариантом будет покупка или самостоятельная изготовка домашнего станка.
При помощи деревообрабатывающих станков производят фабричные составляющие либо заготовки, в том числе дощечки, бруски, шпон, стружку. Кроме того, на них производят составные части к изделиям из дерева либо целые деревянные системы, к примеру: мебель, лыжи, паркет, детали музыкальных приборов. Этот станок легко решает все задачи, связанные с обработкой дерева.
Разновидности деревообрабатывающих станков
В зависимости от технологического принципа обработки дерева станки делят на:
- универсальные;
- специализированные;
- узкого производства.

Необыкновенность такого станка заключается в том, что с его помощью можно делать все виды обработки дерева. Хотя вместе с этим качество сделанной работы получится ниже, чем, к примеру, у специализированного.
Специализированные механизмы могут выполнять лишь одну функцию, к тому же они могут перенастраиваться и употребляются в различных отраслях.
Использование специальных станков сводится к производству конкретных элементов, иные операции на этом станке сделать невозможно.
Данные механизмы бывают таких видов:
- Шипорезного;
- Фрезерного;
- Круглопильного;
- Шлифовального;
- Продольно-фрезерного вида;
- Сверлильного;
- Сверлильно-фрезерного;
- Токарного;
- Ленточнопильного;
- Долбёжного.
 Шипорезного;
Шипорезного;Фрезерные устройства
Они выполняют такие функции:
- нарезка нестандартных элементов;
- фрезерование деталей в разных направлениях;
- производство пазов;
- фасонное производство составных частей.
Фрезерные станки для обработки дерева делят на:
- Копировальные механизмы, которые занимаются созданием маленьких элементов на основе применения различных сложных технологий.
- Приспособления обычного типа. Они бывают одно- и двухшпиндельными.
- Карусельные станки делают обработку фигурного и плоского типа.
Кроме того, существуют устройства настольного типа, что также делятся на виды:
- Вертикальный;
- Горизонтальный;
- Продольный;
- Узкоспециализированный.
Токарные станки
Они могут работать с различными видами дерева как мягких, так и твёрдых пород. Обустроены копировальным устройством, которое изготавливает однотипные составные части. Сфера применения весьма широкая. Станки токарного типа производят составные части различных форм: цилиндрических, конических.
Токарные устройства делят на:
- Лоботокарные, производящие модельные детали.
- Круглопалочные, создающие изделия, в которых диаметр меняется по длине составной части.
- Центровые, в которых инструмент подаётся вручную либо механизированно, они поддаются резке и созданы для производства однотипных составных частей.
- Механизмы круглопильного типа выполняют угловое, продольное и поперечное распиливание. Существуют как механизированные, так и ручные.
 Лоботокарные, производящие модельные детали.
Лоботокарные, производящие модельные детали.Рейсмусовые станки строгают материал под плоским уклоном. Есть такие разновидности:
- Односторонние;
- Двухсторонние;
- Многоножевые.
Чтобы определить вид или тип станка для обработки дерева, есть специальные обозначения. Одна либо две первые буквы означают тип по принципу работы, а последующие — технологические характеристики станка. Чтобы выяснить число рабочих частей на узле, между этими знаками есть цифры.
В соотношении с точностью исполнения обработки составной части выделяют устройства:
- Первого класса (О) — означающие довольно высокую точность работы.
- Второго класса (П) — точность колеблется между 11 и 12 квалитетами.
- Третьего класса (С) — с точностью от 13 до 15 квалитетов.
- Четвёртого класса (Н) — с довольно низкой точностью.
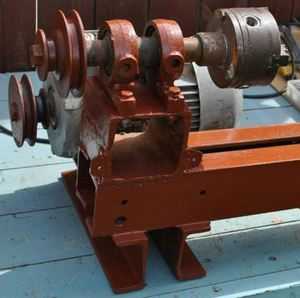
Создание станка самостоятельно
Для производства универсального устройства, работающего с деревом, понадобится наличие:
- Вала;
- Станины, которая регулируется по вышине;
- Патрона для свёрл;
- Электродвигателя.
Этот механизм легко отшлифует, заточит и разрежет деревянные составные части.
Подбирая двигатель, не упустите из своего поля зрения такие характеристики:
- Мощность в промежутке от 0,6 до 1,5 кВт;
- Синхронность;
- Среднее значение вращения вала около 2500 оборотов в минуту.
 Вал обязан иметь устройство для фиксации патрона под свёрла. Если такового нет, то потребуется подточить конечную часть вала при помощи напильника. Диаметр крепления обязан быть чуть больше диаметра патрона. Потом запустите двигатель и подточите патрон таким образом, чтобы он прочно закрепился на вале. При помощи притирочной пасты и надфиля подгоните патрон под необходимый размер вала. При неимении такой пасты следует потереть наждачку и развести маслом её абразив.
Вал обязан иметь устройство для фиксации патрона под свёрла. Если такового нет, то потребуется подточить конечную часть вала при помощи напильника. Диаметр крепления обязан быть чуть больше диаметра патрона. Потом запустите двигатель и подточите патрон таким образом, чтобы он прочно закрепился на вале. При помощи притирочной пасты и надфиля подгоните патрон под необходимый размер вала. При неимении такой пасты следует потереть наждачку и развести маслом её абразив.
Обязательно просверлите отверстие и нарежьте резьбу M5 M6 в центральной части вала, это убережёт вас от нечаянного сползания патрона. Также не забудьте зафиксировать его с помощью потайной головки.
Вы можете расположить деревянную деталь в различных положениях по отношению к станку.
Особенности работы
 Фиксация рамы к столу производится двумя болтами, а планки крепятся при помощи фиксирующих скоб.
Фиксация рамы к столу производится двумя болтами, а планки крепятся при помощи фиксирующих скоб.
Чтобы соорудить раму вам пригодиться шесть железных уголков, сечение которых должно составлять 2,5 на 2,5 см, и один уголок с сечением 4 на 4 см. Их длина составляет 30 см. Для соединения воспользуйтесь сварочным аппаратом. Обратите внимание на качество сварочных швов, так как станок в ходе работы заметно вибрирует.
Для производства столешницы вы можете использовать пластмассу, металл, фанеру либо доски.
Для установки деталей на пространстве стола вам понадобится изготовить скобы и планки. Чтобы установить в отверстие патрона фрезу, пилу либо шкиву, вам нужно дополнительно сделать втулки переходного характера, а также оправки.
tokar.guru
Виды деревообрабатывающих станков и их применение
Деревообрабатывающая промышленность периодически то терпит упадок, то вновь взлетает на высоты. В первую очередь, это связано с востребованностью различных товаров деревообработки, в том числе мебельной продукции, оконных рам и профилей, дверей и даже кухонной утвари из дерева.
Производства то терпят убытки, то, напротив, получают огромные прибыли. Однако, затраты на обслуживание каждого конкретного блока оборудования — постоянны. Особенно, если все это оборудование имеет узкую специализацию, и число устройств достаточно велико.
В случае необходимости, для минимизации затрат на обслуживание, можно купить универсальный деревообрабатывающий станок, который пусть и с меньшей скоростью, но позволит обработать любую деревянную поверхность в необходимой плоскости и форме.
Такие станки позволяют осуществлять даже фигурную резку по дереву, однако, за счет того, что их спектр действия очень широк, отдельные операции выполняются либо с меньшей скоростью, чем на устройстве узкого действия, а отдельные, напротив, с повышенной скоростью.
Для работы с универсальным станком необходимо понимать его принцип работы, знать тонкости переключения режимов. Соответственно, для профессиональной деревообработки на нем нужен обученный человек. Однако обучить его можно и непосредственно на производстве, в процессе работы.
Гораздо больший коэффициент полезного действия имеют станки узконаправленного действия: рейсмусовые станки, фрезерные, токарные, для резьбы, пилорамы и многие другие.
Самыми востребованными являются рейсмусовые и фрезерные станки
Применяются рейсмусовые станки по дереву цена которых достаточно невелика. Главной задачей таких станков является калибровка заготовок из дерева и пиломатериалов до нужного размера, а также сглаживание и обтачивание поверхностного слоя заготовки.
Фрезерный же станок необходим для создания профилей различной формы и направленности из дерева и металлов, а также осуществления распилов в материале.
Иные станки также востребованы, но куда меньше, так как они применяются только на определенных производственных площадках, где производят резные элементы или же обрабатывают материалы специальными составами.
Если специализация вашей компании — работа с деревом, то такое оборудование является просто необходимым, поскольку позволит качественно, быстро и эффективно решать рабочие задачи.
Видео: Комбинированный станок Robland HX-310 pro
www.stroypraym.ru
Основные виды деревообрабатывающих станков
Понятие деревообработки включает в себя не только распил бревен и их последующую сушку. Количество и разнообразие процессов просто поражает. К деревообработке также относится сверление, шлифовка, удаление сучков на заготовке и другие процессы. Все они производятся с помощью деревообрабатывающего оборудования. Производство деревообрабатывающих станков ведется в России и во всем мире, активно проводятся ежегодные выставки по деревообработке. Ассортимент оборудования для деревообработки в наши дни очень богат. Станки по обработке дерева представлены в различных вариантах и модификациях, в разных ценовых категориях. Самыми популярными и востребованными на деревообрабатывающих предприятиях России и СНГ являются станки комбинированные деревообрабатывающие. Эти станки специализированы для комплексной обработки элементов различных пород дерева и осуществляют такие операции, как продольная и поперечная распиловка при помощи дисковой пилы, фугование по плоскости и кромке. Также на этих деревообрабатывающих станках выполняется рейсмусование с предварительной автоподачей заготовки, возможна фрезеровка поверхностей, сверление и фрезерование пазов.
Следующими идут продольно-фрезерные станки. Их основная цель — обработка заготовок, ДСП, ДВП, производство вагонки, плинтусов, наличников, половой доски. Станки применяются предприятиями деревообработки для зарезки простых шипов и криволинейного фрезерования, применяются для обработки деталей мебели, других столярных изделий. Продольно-фрезерные станки предлагаются в разных вариантах, а именно: с верхним/нижним расположением шпинделя, фрезерные карусельные станки, токарно-фрезерные станки, продольно/вертикально фрезерные станки, станки с ЧПУ.
Также пользуются большой популярностью шлифовальные станки. Они применяются для шлифовки плоских деталей из различных сортов древесины. Существует два вида шлифовальных деревообрабатывающих станков — позиционные и проходные — и различные их вариации.
Также выпускаются двухпильные деревообрабатывающие станки, создающие разные распиловочные формы в зависимости от сырья на входе; рейсмусовые станки, специализированные на плоскостное строгание досок.
www.sherwood-les.com
Особенности выбора и работы деревообрабатывающего станка. Универсальные станки и их особенноси.
Каждый станок и механизм должен иметь хорошо действующие кнопки включения и выключения, которые размещают так, чтобы ими было удобно и безопасно пользоваться с рабочего места. Самопроизвольное их включение недопустимо. Все органы управления деревообрабатывающими станками (кнопки, ручки, штурвалы и т. д.) окрашивают в определенный цвет и снабжают надписью. Кнопка остановки, должна иметь красный цвет и надпись «Стоп».
К работе на деревообрабатывающем оборудовании, с разрешения администрации хозяйства допускают лиц, ознакомленных с правилами технической эксплуатации данного оборудования.
Цепи, пилы, ремни и другие движущиеся части и механизмы, должны иметь прочные ограждения и предохранительные приспособления.
Рабочее место около станка располагают так, чтобы обрабатываемый материал поступал к рабочему справа налево.
Категорически запрещается хранить материалы на оборудовании. Складируют материалы штабелями возле оборудования на высоту не более 1,7 м. Проходы в цехе и рабочее место загромождать готовой продукцией нельзя.
Металлические части заземляют. Токопроводящие части, надежно изолируют и ограждают. Щитки включения и рубильники устанавливают в запирающемся кожухе с надписью о применяемом напряжении электрического тока. В целях безопасности рабочих отвертки, плоскогубцы и другой ручной инструмент должны иметь изолированные рукоятки.
Ремонтировать оборудование можно только после его отключения от источника электроэнергии.
На круглопильном станке, применяемом для продольной распиловки лесоматериалов, позади пилы в одной плоскости с ней устанавливают расклинивающий нож. На многопильном станке, применяемом для продольной распиловки бревен и брусьев, расклинивающие ножи устанавливают сзади крайних пил, а направляющие ножи — сзади пил, размещенных между левой и правой крайними пилами.
У однопильных станков, специальными сплошными ограждениями закрывают верхнюю часть дополнительного пильного диска. Нижняя нерабочая часть основного пильного диска также закрыта щитками или ограждениями. Рабочие части пил ограждают со стороны привода. На обрезном станке обрезать одновременно можно только одну доску.
Распиливать бруски на дощечки длиной менее 1 м можно только в том случае, если имеются специальный толкатель и устройство, прижимающее брусок.
На строгальных станках обрабатывают доски, имеющие длину на 10 см больше расстояния между осями посылочных вальцов.
На фуговальных, имеющих ручную подачу, заготовки короче 40 см, уже 5 см или тоньше 3 см обрабатывают при помощи специальных колодок-толкателей.
Шипорезные станки снабжают надежными прижимными устройствами, исключающими смещение или выброс обрабатываемого материала.
Требования безопасности к конструкции станка.
Материалы конструкции станка не должны оказывать опасное и вредное воздействие на организм человека на всех заданных режимах работы и предусмотренных условиях эксплуатации, а также создавать пожаровзрывоопасные ситуации.
Конструкция станка должна исключать на всех предусмотренных режимах работы нагрузки на детали и сборочные единицы, способные вызвать разрушения, представляющие опасность для работающих.
Конструкция станка и его отдельных частей должна исключать возможность их падения, опрокидывания и самопроизвольного смещения при всех предусмотренных условиях эксплуатации и монтажа (демонтажа).
Конструкция станка должна исключать падение или выбрасывание предметов (например, инструмента, заготовок, обработанных деталей, стружки), представляющих опасность для работающих, а также выбросов смазывающих, охлаждающих и других рабочих жидкостей.
Движущиеся части станка, являющиеся возможным источником травмоопасности, должны быть ограждены или расположены так, чтобы исключалась возможность прикасания к ним работающего или использованы другие средства (например, двуручное управление), предотвращающие травмирование.
Конструкция зажимных, захватывающих, подъемных и загрузочных устройств или их приводов должна исключать возможность возникновения опасности при полном или частичном самопроизвольном прекращении подачи энергии, а также исключать самопроизвольное изменение состояния этих устройств при восстановлении подачи энергии.
Элементы конструкции станка не должны иметь острых углов, кромок, заусенцев и поверхностей с неровностями, представляющих опасность травмирования работающих, если их наличие не определяется функциональным назначением этих элементов. В последнем случае должны быть предусмотрены меры защиты работающих.
Части станка, механическое повреждение которых может вызвать возникновение опасности, должны быть защищены ограждениями или расположены так, чтобы предотвратить их случайное повреждение работающими или средствами технического обслуживания.
Конструкция станка должна исключать самопроизвольное ослабление или разъединение креплений сборочных единиц и деталей, а также исключать перемещение подвижных частей за пределы, предусмотренные конструкцией, если это может повлечь за собой создание опасной ситуации.
Станок должен быть пожаровзрывобезопасным в предусмотренных условиях эксплуатации.
Конструкция станка должна включать устройства (средства) для обеспечения электробезопасности.
Станок должен быть выполнен так, чтобы исключить накопление зарядов статического электричества в количестве, представляющем опасность для работающего, и исключить возможность пожара и взрыва.
Т.к. станок является источником шума, ультразвука и вибрации, то он должен быть выполнен так, чтобы шум, ультразвук и вибрация в предусмотренных условиях и режимах эксплуатации не превышали установленные стандартами допустимые уровни.
Станок, должен включать встроенные устройства для удаления вредных веществ (в том числе пожаровзрывоопасных) или обеспечивать возможность присоединения к нему удаляющих устройств, не входящих в конструкцию.
Станок должен быть оснащен местным освещением, т.к. его отсутствие может явиться причиной перенапряжения органа зрения или повлечь за собой другие виды опасности.
Конструкция станка должна исключать ошибки при монтаже, которые могут явиться источником опасности.
Трубопроводы, шланги, провода, кабели и другие соединяющие детали и сборочные единицы должны иметь маркировку в соответствии с монтажными схемами.
kazap.ru
КЛАССИФИКАЦИЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ — статьи о деревообработке и деревообрабатывающем оборудовании
Существует большое количество признаков, по которым можно классифицировать оборудование. Наиболее распространена классификация по технологическому и конструктивным признакам. По технологическому признаку деревообрабатывающее оборудование подразделяется на дереворежущее общего и специального назначения, клеильно-сборочное, прессовое, отделочное и сушильное. Появились также многооперационные автоматические машины и линии, в которых выполняются различные комбинации технологических операций (обработка резанием, облицовывание, сборка, сушка и др.).
Машины по классификационным признакам подразделяются на следующие классификационные группы.
Число одновременно обрабатываемых деталей.
1. Одно-, двух-, трех-, многопредметные;
Одно-, двух-, трех-, многопоточные
Число одновременно обрабатываемых сторон детали.
2. Одно-, двух-, трех-, четырехсторонние
Число позиций обработки.
3. Одно-, двух-, трех-, четырех-, многопозиционные.
Число шпинделей с главным рабочим органом.
4. Одно-, двух-, трех-, четырех-, многошпиндельные
Схема (траектория) движения обрабатываемой детали.
5. С замкнутой или разомкнутой схемой движения: с прямолинейной или криволинейной траекторией.
Компоновка машины
6. Вертикальная, горизонтальная, круговая, звездообразная.
Степень конструктивной преемственности.
7. Оригинальной конструкции, унифицированные, нормализованные, агрегатированные.
Характер относительного перемещения подачи обрабатываемой детали и инструмента.
8. Цикловые — с прерывистым перемещением детали или инструмента и проходные — с непрерывным перемещением детали.
По технологическому признаку станки общего назначения подразделяются на следующие типы: окорочные, лесопильные рамы, ленточнопильные, круглопильные, продольно-фрезерные, фрезерные, шипорезные, сверлильные, сверлильно-пазовальные, долбежные, токарные, и шлифовальные.
Для различия типов и моделей в деревообрабатывающем станкостроении принята буквенная индексация станков.
Буквенно-цифровая индексация деревообрабатывающих станков
Таблица 1.
Окорочный |
ОК |
Лесопильные рамы: |
|
Ленточнопильные станки: |
|
Круглопильные станки: |
|
Фуговальный |
СФ |
Рейсмусовый |
СР |
Четырехсторонний продольно-фрезерный |
С |
Фрезерный |
Ф |
Шлифовальный |
Шл |
Шипорезные для рамного шипа: |
|
Шипорезные для ящичного шипа: |
|
Сверлильный |
СВ |
Сверлильно-пазовальный |
СВП |
Долбежный с фрезерной цепочкой |
ДЦ |
Токарный |
Т |
Круглопалочный |
КП |
Шлифовальный |
ШЛ |
Первые буквы индексации обозначают основной признак станка и его технологическое назначение. Кроме этих букв для указания максимального характерного параметра и модели станка проставляют соответствующие цифры.
Например, индексация Ф2К-2 означает — станок фрезерный, двухшпиндельный, с карусельным столом, второй модели; ЛС80-5 — станок ленточнопильный, столярный, диаметр рабочих шкивов 800 мм, пятая модель и т. д.
Окорочные станки.
В современном производстве применяются в основном окорочные станки трех видов: роторные с притупленными короснимателями, суппортные с фрезерными головками и гидравлические. Наибольшее распространение в нашей стране получили станки роторного типа. Притупленные коросниматели закрепляются во вращающемся роторе. Центрирование бревна по оси ротора производится автоматически. Нажимное усилие создается пружинами, пневматическими или гидравлическими цилиндрами. Это усилие в зависимости от состояния древесины принимается равным 750 … 1750 Н. Съем коры происходит по камбиевому слою.
Лесопильные рамы.
Лесопильные рамы предназначены для продольного распиливания бревен и брусьев на пиломатериалы. Пиление производится одной или несколькими полосовыми пилами, натянутыми в пильной рамке и составляющими состав пил.
В зависимости от специализации лесопильные рамы делятся на две группы: общего и специального назначения. Рамы общего назначения предназначены для распиловки бревен и брусьев на пиломатериалы с установкой в стационарных лесопильных цехах. По конструктивным признакам они могут быть одноэтажные (Р63, Р80) и двухэтажные (2Р50, 2Р63, 2Р80, 2Р100). В зависимости от технологии производства рамы могут быть первого (2Р63-1) и второго (2Р63-2) рядов. Рамы общего назначения всегда оборудуются четырехвальцовым механизмом подачи.
К лесопильным рамам специального назначения относятся: горизонтальные (РГ), коротышевые (РК), тарные (РТ) и передвижные (РПМ). Особенностью горизонтальной лесопильной рамы является то, что пильная рамка, несущая одно пильное полотно, перемещается в горизонтальном направлении. Продольная подача бревна производится тележкой. Подача на толщину отпиливаемой доски производится суппортом пильной рамки. Они предназначены для раскроя кряжей ценных пород, а также для выпиливания ванчесов в фанерном производстве.
Коротышевые лесопильные рамы предназначены для распиловки бревен длиной до 3 м. Их особенностью является наличие восьмивальцового механизма подачи для надежного базирования коротких бревен в процессе распиловки.
Тарные лесопильные рамы используют для распиловки бревен на тарную дощечку толщиной до 6 мм при незначительных отходах древесины в опилки за счет тонкого до (1 мм) полотна пилы.
Передвижные лесопильные рамы применяют во временных лесопильных цехах, на лесных делянках. Их устанавливают на подвижных платформах и транспортируют к месту назначения без демонтажа тракторами и автомашинами.
Для раскроя пиломатериалов, заготовок и листовых материалов (фанеры, столярных, древесно-стружечных и древесноволокнистых плит) на заготовки и детали применяют круглопильные и ленточнопильные станки.
Круглопильные станки.
Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит.
В зависимости от технологического назначения круглопильные станки разделяют на станки для поперечного, продольного и смешанного раскроя материала.
На станках для поперечного раскроя осуществляется раскрой материала по длине на черновые заготовки и точная торцовка деталей. Имеются станки с подачей пилы на обрабатываемый материал и с подачей материала на пилы. В станках с подачей пилы траектория пильного диска может быть по дуге и прямолинейной. Пильный диск по отношению к материалу располагается сверху или снизу.
Все станки для поперечного раскроя называются торцовочными. К торцовочным станкам с подачей пилы по дуговой траектории относятся балансирные и маятниковые. Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием пилы на материал, к которым относятся шарнирные и суппортные. Суппортные торцовочные станки обеспечивают более точную распиловку, чем шарнирные.
Круглопильные станки для продольного и смешанного раскроя бывают с ручной и механизированной подачей материала на пилу. Органами подачи могут быть вальцы, конвейеры и каретки. По числу одновременно работающих пил станки могут быть одно-, двух-, и многопильные. Станки с ручной подачей материала на пилу предназначаются для точной торцовки деталей после строгания. На этих станках можно раскраивать материал по всем направлениям — вдоль, поперек и под углом. поэтому их называют универсальными. Станки снабжаются каретками и автоподатчиками для более точного направления материала на пилу.
Для продольного раскроя применяют в основном станки с механизированной подачей материала. По назначению они подразделяются на следующие основные группы:
обрезные однопильные с вальцово-дисковой подачей для обрезки одной кромки у необрезных досок или продольного раскроя досок и заготовок по линейке, установленной на станке;
прирезные одно- или многопильные с гусеничной подачей для точной прирезке досок и заготовок по ширине;
многопильные станки с вальцовой подачей для раскроя досок и заготовок на планки и рейки;
ребровые станки с вальцовой подачей для раскроя толстых досок и заготовок на тонкие одинарные.
Если при торцовке наблюдается косина реза по ширине доски, то это означает, что нарушена прямолинейность линейки (направляющей), а если имеется косина реза по толщине доски — нарушена перпендикулярность оси пильного вала поверхности стола. Рваные торцы на заготовках получаются при биении пильного вала.
На прирезных станках непараллельный пропил получается, если направляющая линейка установлена непрямолинейно, мшистый — если ось пильного вала не перпендикулярна направлению движения подающей цепи, пропил с нарушением прямого угла между пластью и кромкой — вследствие нарушения перпендикулярности пильного вала плоскости звеньев гусеничной цепи.
У круглопильных станков пильный диск должен быть защищен сверху автоматически действующим ограждением, открывающим зубья лишь в процессе пиления. У станков для продольного раскроя диск снизу ограждают защитными щитками. Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии до 10 мм устанавливают расклинивающий нож.
Ленточнопильные станки.
Ленточнопильные станки для раскроя древесных материалов в зависимости от назначения разделяются на следующие группы:
— станки делительные с механизированной подачей для продольного раскроя брусьев, толстых досок и горбылей на тонкие доски или заготовки;
— станки столярные с подачей вручную или съемным автоподатчиком для прямолинейного или криволинейного раскроя пиломатериалов, щитов, плит и фанеры.
— бревнопильные.
Ленточнопильные станки делительные могут быть вертикальные и горизонтальные, столярные — только вертикальные. Механизмы резания этих трех типов станков мало чем отличаются в конструктивном отношении. Основное различие этих станков заключается в конструкции механизма подачи. На столярных станках подача обычно ручная, на делительных подача материала механизирована, вальцовочного или вальцово-гусеничного типа. подающие элементы механизма подачи располагаются вертикально. На бревнопильных станках бревно закрепляется на тележке и подается на режущий инструмент.
Ленточнопильный станок состоит из станины, на которой закреплены ведущие и поддерживающие пильную ленту колеса и электромотор, приводящий во вращение через привод ведущее колесо.
Натяжение пильной ленты регулируется, а место ее фиксируется упором и двумя роликами вблизи стола.
Пильную ленту изготовляют из ленточного пильного полотна, ширину и величину зубьев которого определяют в зависимости от величины станка и рода работы так же, как и для ручных лучковых пил. Заточку и развод производят по типу универсального профиля зубьев.
Для образования замкнутой ленты концы пильного полотна соединяют при помощи пайки медным припоем, латунью или медью. Так же действуют и при ремонте оборванного полотна.
Пайка ленточных пил в заводских условиях осуществляется на специальном электрическом сварочном аппарате.
В условиях небольших мастерских можно успешно паять пилы горелкой или при помощи специальных клещей.
Можно рекомендовать следующий процесс пайки: место пайки (стыка пилы) шлифуют «на ус», затем, вырезав по ширине пилы полоску латуни толщиной 0,3-0,4 мм, смачивают водой, посыпают порошком буры (бура служит флюсом, предохраняющим место пайки от окисления при нагреве) и закладывают между спаиваемыми поверхностями. Тем временем массивные губки клещей нагревают в горне или газовой горелке до светло-красного цвета (800-1000 °С). Клещи накладывают на место пайки и сжимают.
Раскаленные массивные губки клещей отдают тепло пиле, и она быстро нагревается до температуры самих губок. Латунь и бура плавятся и, растекаясь по месту стыка, образуют надежное соединение.
Дав ленте остынуть в зажатом состоянии до тех пор, пока припой станет твердым, клещи снимают, а место пайки протирают мокрой тряпкой для того, чтобы оно восстановило твердость, утраченную при нагреве (подкалилось). При этом надо добиваться, чтобы жесткость места спайки была такой же, как и жесткость остальной части пилы. Если место стыка после охлаждения получилось слишком твердым, его надо еще раз подогреть клещами до появления соломенного цвета побежалости и дать постепенно остынуть. Если оно получилось слишком мягким, то клещи следует нагреть докрасна, прогреть ими место спайки и затем место стыка охладить более резко.
Во время охлаждения важно следить за тем, чтобы клещи не припаялись к ленте пилы. Для этого их губки перед нагревом смазывают раствором жидкого стекла с мелом.
При установке на ленточную пилу полотно надевают на верхний и нижний диски и натягивают специальной рукояткой. Затем, вращая верхний диск, проверяют правильность прохождения полотна по дискам и упорным роликам. Если необходимо, производят регулировку имеющимся на станке устройством. После этого на короткий срок включают станок и проводят дополнительную регулировку.
Нужно следить за тем, чтобы во время работы было поставлено ограждение пилы и закрыты кожухи дисков.
Продольно-фрезерные станки.
Продольно-фрезерные станки предназначены для формирования продольных поверхностей по сечению брусковых и щитовых деталей . Обработка поверхностей производится методом фрезерования ножевыми валами или насадными фрезами. Станки подразделяются на фуговальные, рейсмусовые и четырехсторонние.
Фуговальные станки предназначены для создания одной или двух базовых поверхностей за один проход. Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового или конвейерного типа.
На станине станка имеются столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний — ниже на толщину снимаемой стружки.
Обрабатывают заготовки с вогнутой стороны. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены непараллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола.
Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение, открывающееся лишь при проходе заготовки и автоматически закрывающееся после ее обработки.
Рейсмусовые станки предназначены для обработки заготовок в размер на заданную толщину. ни могут быть односторонние и двусторонние. На односторонних обрабатывается поверхность, противоположная базовой. На двусторонних за один проход обрабатываются две противоположные пласти заготовок и щитов. Исполнительным элементом механизма резания в этих станках является ножевой вал, снабженный четырьмя ножами.
Подавать заготовки нужно торец в торец, используя всю ширину стола. После обработки материал не должен иметь заколов, вырывов, ворсистости, рисок. Мшистость, ворсистость получаются при фрезеровании сырого материала или обработке тупыми ножами, непрострожка — при неплотном прижимании валиками заготовки к столу, неодинаковом выступе лезвия ножей из вала и неодинаковой толщине заготовки.
До начала работы проверяют правильность установки ножей, остроту их заточки. Ножевой вал должен быть огражден. Обрабатывать заготовки, длина которых меньше расстояния между передними и задними валами, не допускается. Чистить, налаживать и ремонтировать станок на ходу запрещается.
Четырехсторонние продольно-фрезерные станки используют для обработки прямоугольных по сечению заготовок с четырех сторон за один проход с получением плоских или профильных поверхностей. Четырехсторонние станки имеют парные блоки горизонтальных и вертикальных фрезерных шпинделей. Каждый из блоков обрабатывает две противоположные поверхности. Последовательность шпинделей в блоках может быть выполнена по фуговально-рейсмусовой или двухрейсмусовой схеме.
Двухблоковая схема четырехстороннего станка может быть дополнена горизонтальными и вертикальными шпинделями для обработки профильных поверхностей на заготовке или ее деления на кратные элементы. Станки снабжены вальцовым или конвейерно-вальцовым механизмом подачи.
До начала работы устанавливают хорошо заточенный инструмент (ножи, фрезы), после чего по образцу детали настраивают подающий механизм, линейки, упоры, прижимы. Прижимные механизмы (ролики, линейки) устанавливают таким образом, чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать. Подающие (верхние) валики регулируют так, чтобы при их опускании брусок мог пройти под ними.
Неровная поверхность при фрезеровании получается при вибрации станка и неотрегулированных ножевых валах, выхваты на концах — при обработке изогнутых заготовок и плохой регулировке прижимов, искаженный профиль — при неправильной установке ножей, фрез на вертикальных головках. Работать на станке без ограждений запрещается. Чистить, налаживать и регулировать станок на ходу не допускается.
Для обработки древесины на строгальных станках применяют ножи и фрезы. До установки ножи должны быть хорошо наточены и отбалансированы. Крепят их на валу, головке, равномерно затягивая болты поочередно от середины к краям.
Фрезерные станки.
Фрезерные станки предназначены для фрезерования прямолинейных и криволинейных поверхностей по внешнему и внутреннему, замкнутому и разомкнутому контурам, а также для профилирования калевок, нарезания шипов и проушин, обработки кромок. При обработке криволинейных поверхностей используются соответствующие шаблоны. Фрезерные станки делятся на две группы: с нижним и верхним расположением шпинделя.
Фрезерные станки с нижним расположением шпинделя могут быть с ручной и механизированной подачей, легкие (ФЛ), средние (ФС) и тяжелые (ФТ). На станках, оснащенных шипорезной кареткой, производятся шипорезные операции. Для обработки сложных криволинейных профилей используют копир и упорное кольцо, а для прямолинейного фрезерования — направляющую линейку. Станки широко универсальные применяются на деревообрабатывающих предприятиях с серийным выпуском продукции, а также на вспомогательных участках.
Фрезерные станки с верхним расположением шпинделя применяют для фигурного фрезерования, выборки четвертей, пазов, гнезд заданного рисунка и профиля (ФВК), а также для обработки наружних кромок брусковых деталей по профилю шаблона, закрепленного на карусельном столе (ФК). Станки с карусельным столом могут иметь один шпиндель (Ф1К) или два (Ф2К).
Непрострожка кромок заготовки получается при недостаточном припуске на обработку или при невыдержанном расстоянии между передней и задней линейками. Если при работе профиль детали искажается или смещается, это значит, что неправильно установлена фреза относительно рабочей плоскости стола. Волнистость обработанной поверхности получается вследствие неплотного прижима детали к направляющим линейкам. При работе с плохо заточенным или тупым инструментом получается мшистая поверхность детали.
Фрезерные станки с ручной подачей опасны в работе. Наибольшую опасность представляет режущий инструмент (фрезы, ножевые головки и др.), так как при фрезеровании руки работающего находятся на близком расстоянии от режущего инструмента.
При работе на станках надо соблюдать правила техники безопасности. Нерабочую часть фрезы и выступающие части (шпиндель) ограждают. При работе по линейке необходимо применять прижим. При фрезеровании по кольцу заготовки обрабатывают только в шаблонах; режущую часть фрезы, головки нужно оборудовать подвижными ограждениями. Нельзя производить криволинейное фрезерование против слоя древесины.
До начала фрезерования заготовка должна быть опилена (при большой кривизне) на ленточнопильном станке или лобзиком с припуском на обработку.
Работу на станке можно начинать лишь после того, как шпиндель полностью наберет необходимые обороты.
Шипорезные станки.
Шипорезные станки предназначены для формирования шипов и проушин на смежных деталях при соединении их под углом в рамки, ящики или сращивании по длине. Наибольшее распространение получили шипорезные станки для выработки рамных и ящичных шипов. Шипорезные станки для выработки рамных шипов могут быть односторонние и двусторонние. На односторонних станках на колонне последовательно размещены суппорты: пильный, проушечный и два шипорезных. Заготовка устанавливается и фиксируется на каретке, которая имеет гидрофицированный привод механизма подачи. При перемещении каретки заготовка торцуется круглой пилой, вырабатывается проушина, если это необходимо, а затем формируется шип. Конечный выключатель дает команду на возвращение каретки в исходное положение, после чего цикл повторяется. На двусторонних станках комплекты режущих инструментов располагаются на колоннах с двух сторон. Заготовки подаются непрерывно конвейером и обрабатываются в изложенной последовательности с двух концов. Конструкция каждой колонны аналогична конструкции колонны одностороннего станка. Для настройки на заданную длину обрабатываемого бруска одна из колонн перемещается по направляющим. Механизм подачи выполнен в виде двух параллельных конвейерных цепей с упорами. Заготовки перемещаются по двум направляющим балкам упорами. Заготовки сверху прижимаются к направляющим подпружиненными клиновыми ремнями.
Шипорезные станки для выработки ящичных шипов бывают односторонние и двусторонние, для выработки прямого шипа и шипа «ласточкин хвост». На двусторонних станках одна колонна подвижная для настройки на различную длину заготовки.
Шипы «ласточкин хвост» могут быть остроугольными и закругленными, которые применяются в мебельном производстве. Закругленные шипы зарезают на многошпиндельных станках на концах сопрягаемых дощечек одновременно. В качестве режущих инструментов применяют концевые конические фрезы.
Сверлильные, сверлильно-фрезерные (пазовальные) и долбежные станки.
Станки этой группы предназначены для сверления сквозных и несквозных отверстий, выборки гнезд, а также высверливания сучков с последующей заделкой пробками.
Основная классификация станков данной группы производится по применяемому режущему инструменту и выполняемой технологической операции (сверло — сверлильные, концевая фреза — сверлильно-фрезерные, фрезерная цепь или гнездовая фреза — долбежные), по расположению шпинделей (вертикальные, горизонтальные, горизонтально-вертикальные), по числу рабочих шпинделей (одно- и многошпиндельные).
Вертикальные станки могут быть одно и многошпиндельные. На одношпиндельных станках стол с заготовкой может перемещаться в горизонтальном направлении для выборки гнезда. Вертикальное перемещение шпинделя может быть ручное (СВП) или механизированное (СВА, СВСА). Многошпиндельные (присадочные) станки используются для высверливания отверстий на пласти щитов в мебельном производстве.
Горизонтальные станки также могут быть одно- и многошпиндельные. Заготовки закрепляются на столе, который совершает осевое относительно инструмента перемещение, а режущий инструмент — радиальное перемещение на величину длины паза. На двушпиндельном станке СВПГ-2 величину радиального хода можно регулировать без остановки станка.
Горизонтально-вертикальные станки присадочные работают по позиционно- проходной схеме. Станки имеют многошпиндельные сверлильные головки, располагаемые сверху, снизу и по бокам обрабатываемого щита.
Долбежные станки используются при выработке сквозных и несквозных гнезд прямоугольного сечения. Для их формирования в качестве режущего инструмента чаще всего используют фрезерную цепочку или гнездовую фрезу, которые устанавливаются на станках ДЦА и на агрегатных головках ДАГ.
Токарные станки.
Токарные станки предназначены для обработки деталей, имеющих форму тел вращения. Обработка может производиться по внешней и внутренним поверхностям с получением цилиндрических, конических, сложных форм по продольной оси заготовки или заданной формы на плоскости.
Процесс обработки характеризуется вращательным движением обрабатываемой заготовки или режущего инструмента. В зависимости от технологического назначения станки бывают центровые, лоботокарные и круглопалочные (безцентровые).
Центровые станки могут быть с ручной и механизированной подачей режущего инструмента. На станке модели ТП40 выполняются работы с использованием ручного режущего инструмента, базируемого на подручнике. Обрабатываемая заготовка базируется в центрах шпинделя и задней бабки, которая может перемещаться по направляющим станины в зависимости от длины обрабатываемой детали.
Станки моделей ТС имеют суппорт, продольное перемещение которого механизировано. Поперечная подача резца производится вручную. На таких станках можно производить копировальные работы, вытачивание конусных деталей при сдвинутой задней бабке, а также обработку на планшайбе.
Лоботокарные станки имеют планшайбу большого диаметра, на которой закрепляется плоская заготовка, обрабатываемая на лобовой поверхности. Станки широко используются в модельном производстве.
Круглопалочные станки предназначены для изготовления деталей цилиндрической формы (КПА) или с плавно изменяющимся диаметром по длине (КПФ). На станках данной группы базирование заготовок производится по внутренней поверхности ножевой головки или по специальной втулке на выходе из станка. Обработка производится внутренними ножами вращающейся головки, через которую проходит заготовка, перемещаемая подающими вальцами.
Шлифовальные станки
Для придания обработанной поверхности деталей и изделий высокого класса шероховатости, снятия провесов у створок, форточек, фрамуг, рамочных дверей, калибрования плитных материалов применяют шлифовальные станки.
Шлифование древесных материалов — процесс резания абразивными зернами, укрепленными на гибкой бумажной или тканевой основе (абразивная шкурка), а также твердыми абразивными кругами или пастами. Острые кромки зерен при нажиме на обрабатываемую заготовку внедряются в древесину, режут и скоблят ее, снимая тонкий слой в виде мелких стружек.
Шлифовальные станки подразделяют на три основные группы: ленточные, дисковые и цилиндровые.
Ленточные станки применяют для шлифования плоских щитовых деталей, выпуклых и вогнутых поверхностей, калибрования заготовок из древесностружечных плит. В качестве инструмента на этих станках служит бесконечная шлифовальная лента, натянутая на двух- трех шкивах. Станки с неподвижным столом предназначены для плоскостного шлифования ящиков, щитков, дощечек и брусьев, а со свободной лентой — для обработки изогнутых и круглых шлифовальных деталей. Плоскостное шлифование облицованных и необлицованных щитов и плит производится на узко и широколенточных станках с контактным прижимом.
На ленточных шлифовальных станках используют шлифовальную шкурку на бумажной основе. Зернистость (номер) шкурки выбирают в зависимости от твердости обрабатываемого материала и требуемой шероховатости поверхности. Перед установкой шкурки проверьте качество ее склейки. Нельзя применять надорванные, неправильно склеенные ленты или ленты с неровными краями. При помощи маховичка уменьшите расстояние между шкивами и наденьте ленту. Место склеивания расположите так, чтобы наружный конец шва ( со стороны абразива) имел направление против рабочего движения ленты.
Натяжение шлифовальной ленты регулируют, перемещая шкив или натяжной ролик. Не натягивайте слишком сильно ленту, так как это может привести к ее разрыву. При слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться. Силу натяжения необходимо устанавливать в зависимости от прочности основы ленты и определять по стреле прогиба ленты (около 20 мм) при легком нажиме на нее.
При настройке станка на стол кладут деталь и, передвигая стол по высоте, определяют требуемое его положение.
После обработки партии деталей шкуркой одного номера ее обрабатывают шкуркой другого номера до получения поверхности нужной шероховатости.
Дисковые станки предназначены для чернового шлифования деталей, снятия провесов в собранных рамках, выравнивания углов и удаления свесов в ящичных узлах. Инструментом является листовая абразивная шкурка, закрепляемая на торцовой поверхности диска.
Цилиндровые станки бывают одно- и трехцилиндровые. Одноцилиндровые станки с ручной или механической подачей применяют для плоскостного шлифования прямых и изогнутых щитовых и брусковых деталей, заоваливания острых ребер. Трехцилиндровые станки, предназначенные для шлифования фанеры, плит, щитовых и рамных деталей, а также снятия провесов, выпускают двух видов: с верхним (ШлЗЦ12_2 и ШлЗЦ19-1) и нижним (ШлЗЦВ19-1) расположением шлифовальных цилиндров.
www.kbstanok.ru
Разновидности деревообрабатывающих станков
На сегодняшний день даже сложно представить себе деревообрабатывающее предприятие или цех без станков. Без них практически невозможно исполнять работу быстро и высококачественно, особенно когда речь заходит о серийном выпуске продукции. Частному мастеру, который производит изделия в единичном экземпляре, использование станков также выигрышно. Положительный экономический результат для любого предприятия, независимо от того, сколько человек на нем трудится — вот основная причина, ради которой приобретают деревообрабатывающие станки.
Основные преимущества станка.
— Позволяет значительно увеличить производительность труда. За одно и то же время на станках изготавливается в семь раз больше деталей, чем с помощью ручных и электрических инструментов. В результате — растет выручка!
— Станок выступает в роли надежного гаранта высокого качества продукции. Работая на нем, даже неопытный мастер может сразу добиться высокой точности. Дело в том, что при обработке древесины ручными либо электрическими инструментами их перемещают по детали, при использовании станка, наоборот, движется деталь. Это позволяет оператору лучше видеть область реза и полностью контролировать процесс.
— Оператор станка в процессе эксплуатации устает намного меньше. Работа же с ручными машинами требует гораздо больше физических усилий, от переутомления он меньше успевает и теряет наблюдательность.
Согласитесь, выгоды от применения станков очевидны. А дабы разобраться, какое оборудование требуется в Вашем случае, удобно воспользоваться разработанной специалистами классификацией. Она проводится по нескольким признакам.
Виды станков
Классификация по исполняемым операциям и назначению рассматривает производственные задачи и позволяет подобрать под них соответствующее оборудование.
Пиление (продольное, поперечное и криволинейное распиливание заготовок, раскрой и обрезка деталей) — ленточная пила, лобзиковый станок, торцовочный, форматно-раскроечный, циркулярный.
Строгание (обработка заготовки по плоскости и профилю, позволяют получить ровную поверхность доски, щита, бруска; рейсмусовые исполняют строгание в размер по толщине детали) — строгальный, фуговальный, рейсмусовый.
Фрезерование (профилирование деталей, обработка щитов и рам по контуру, художественные работы по дереву) — фрезерный, копировально-фрезерный, четырехсторонний деревообрабатывающий.
Сверление (выполнение отверстий) — вертикальный, радиальный, сверлильно-присадочный.
Точение (обработка деталей цилиндрической формы) — токарный.
Шлифование (удаляют волны, заусенцы, сглаживают острые края, снимают провесы, калибруют детали; применяются для придания поверхности необходимой шероховатости).
Прессовка (изготовления фанеры, плит ДСП, МДФ) — прессы, ручные прессы.
Вспомогательное оборудование исполняет работу без изменения формы и размеров детали.
Классический пример — стружкоотсосы. Они удаляют отходы из рабочей зоны. Результат от их использования не только в лучшей видимости линии реза. Они собирают древесную пыль, которая вредна для человеческого организма. Стружкоотсосы поддерживают порядок в цеху и в мастерской, потому что весь мусор собирается в мешки. Машины для нанесения клея используют в производстве для получения клееных древесных материалов. При изготовлении мебели края деталей отделывают кромкой. Быстро исполнить эту задачу можно при помощи кромкооблицовочных станков.
Специальные, специализированные и универсальные станки
В современном производстве встречаются оборудование, созданное для обработки одних и тех же деталей, различающихся между собой только размером. Так, специальным станком является форматно-раскроечный. На нем распиливают щиты и плиты. Используют его для изготовления корпусной мебели и дверей.
Рабочие агрегаты, предназначенные для выполнения определенных операций, объединяют в группу специализированных устройств. Скажем, кромкошлифовальными станками для выравнивания краев щитов, профилей, рам оснащают мебельные и столярные цеха.
Универсальные устройства имеют широкую сферу использования. С их помощью можно успешно выполнять самые различные задачи. Один такой станок может заменить несколько специальных, но уступает им в точности и эффективности (время расходуется на переналадку). Однако, если площадь мастерской либо цеха не велика, с этими недостатками можно легко смириться. Так, один рейсмусно-фуговальный станок займет гораздо меньше места, чем отдельные установки для фугования и рейсмусования.
Если универсальное оборудование (строгальное, фрезерное, сверлильное, токарное) оптимально подходит для мелкосерийного и серийного производства, то для домашней мастерской можно купить комбинированный станок. На нем делают несколько операций: распиливают, строгают, исполняют отверстия и многое другое (в зависимости от модели).
Профессиональные и бытовые станки
Как правило, в каталогах и в инструкциях по эксплуатации изготовители указывают предназначение станка, время его непрерывной работы. Индустриальная техника создается для ежедневной эксплуатации в несколько смен. Бытовые станки не рассчитаны на круглосуточное применение. Тем не менее, они удачно используются не только в быту, но и на ремесленных предприятиях. Если производство массовое, специализируется на выпуске определенных стандартных изделий, скажем, дверей, нужно профессиональное оборудование. Оно позволит максимально автоматизировать технологический процесс.
Частник или мастерская, исполняя разовые заказы, учитывает пожелания заказчика. Процесс изготовления каждого изделия может значительно отличаться. Но малое предприятие не может себе позволить закупать специальное оборудование под каждую, отдельно взятую из задач. Поэтому тут рациональны универсальные и комбинированные станки. Переналадка позволяет исполнять на них разные операции. Среди них вполне могут быть устройства бытового класса. Они стоят дешевле, а для организации индивидуального производства стоимость оборудования имеет решающее значение. Когда выбирают оснащение для маленькой мастерской, значение приобретают еще и габаритные размеры техники. В этом случае предпочтение отдается настольным станкам.
mirax.ua