Продукция — ООО «Шпалопропиточный завод Грузии»
Шпалы Тип 1А
ООО «Шпалопропиточный Завод Грузии» — Деревянные пропитанные шпалы Тип 1А полностью соответствуют требованиям ГОСТ:
- по качеству и геометрическим параметрам древесины — ГОСТ 78-2004 «Шпалы деревянные для железных дорог широкой колеи»;
- защитное средство (антисептик) — ГОСТ 2770-74 «Масло каменноугольное для пропитки древесины»;
- технология защиты (пропитка) — ГОСТ 20022.5-93 «Защита древесины. Автоклавная пропитка маслянистыми защитными средствами».
Технические характеристики шпалы деревянной пропитанной/непропитанной производства.
Для производства шпал применяется древесина, в основном хвойных пород.
мы производим обрезные (пропиленные с четырех сторон) шпалы двух типов:
Размеры шпал:
| Толщина мм | Ширина мм | Длина мм | Объем м3 |
| 180 | 230 | 2750 | 0,1237 |
Параметры защищенности шпалы деревянной при консервации:
Защищенность древесины полностью соответствует требованиям ГОСТ 20022. 0–93 «Защита древесины. Параметры защищенности»
0–93 «Защита древесины. Параметры защищенности»
Предпропиточная влажность шпалы составляет не более 25%. Влажность древесины определяется в соответствии ГОСТ 20022.14–84 «Защита древесины. Методы определения предпропиточной влажности»
Нормы поглощения антисептика, кг/м3
| Наименование | Минимальная | Плановая |
| Сосновые и кедровые шпалы | 79 | 96 |
| Еловые и пихтовые шпалы | 90 | 105 |
Нормы глубины пропитки
| Наименование | Глубина пропитки | |
| По заболони мм | По ядровой или спелой
древесине, мм | |
| Сосновые и кедровые шпалы | не менее 5 | не менее 5 |
| Еловые, пихтовые и лиственничные шпалы | не менее 5 | не менее5 |
Средний срок службы пропитанных деревянных шпал — 15–20лет.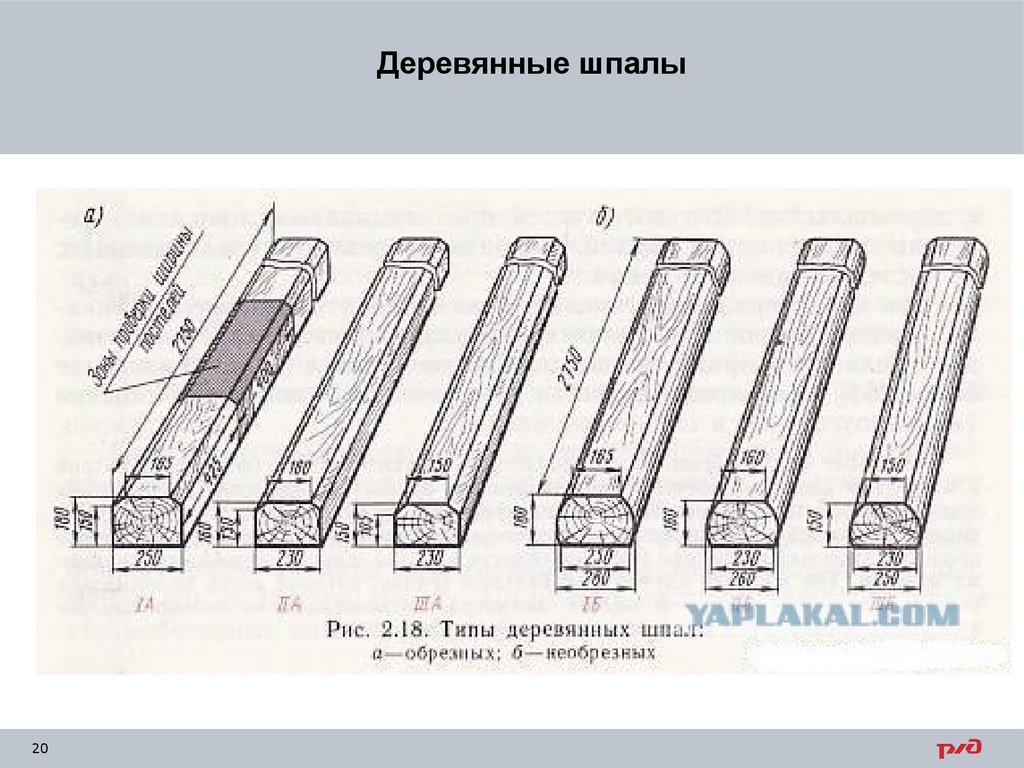
Шпали Типа 2А
ООО «Шпалопропиточный Завод Грузии» — Деревянные пропитанные шпалы Тип 2А полностью соответствуют требованиям ГОСТ:
- по качеству и геометрическим параметрам древесины — ГОСТ 78-2004 «Шпалы деревянные для железных дорог широкой колеи»;
- защитное средство (антисептик) — ГОСТ 2770-74 «Масло каменноугольное для пропитки древесины»;
- технология защиты (пропитка) — ГОСТ 20022.5-93 «Защита древесины. Автоклавная пропитка маслянистыми защитными средствами».
Технические характеристики шпалы деревянной пропитанной/непропитанной производства.
Для производства шпал применяется древесина, в основном хвойных пород.
мы производим обрезные (пропиленные с четырех сторон) шпалы двух типов:
Размеры шпал:
| Толщина, мм | Ширина, мм | Ширина, мм | Ширина, мм |
| 160 | 230 | 2750 | 0,101 |
Параметры защищенности шпалы деревянной при консервации:
Защищенность древесины полностью соответствует требованиям ГОСТ 20022. 0–93 «Защита древесины. Параметры защищенности»
0–93 «Защита древесины. Параметры защищенности»
Предпропиточная влажность шпалы составляет не более 25%. Влажность древесины определяется в соответствии ГОСТ 20022.14–84 «Защита древесины. Методы определения предпропиточной влажности»
Нормы поглощения антисептика, кг/м3
| Наименование | Минимальная | Плановая |
| Сосновые и кедровые шпалы | 79 | 96 |
| Еловые и пихтовые шпалы | 90 | 105 |
Нормы глубины пропитки
| Наименование | Глубина пропитки | |
| По заболони, мм | По ядровой или спелой
древесине, мм | |
| Сосновые и кедровые шпалы | не менее 5 | не менее 5 |
| Еловые, пихтовые и лиственничные шпалы | не менее 5 | не менее 5 |
Средний срок службы пропитанных деревянных шпал — 15–20лет.
Брус мостовой Длина мостовых брусьев обычного сечения — 3,25 м. Чем больше расстояние между осями продольных балок или ферм моста (до 2,5 м), тем большим должно быть поперечное сечение мостовых брусьев (до 24х30 см) и их длина ( по индивидуальному заказу до 4,20 м).
Брус переводной Большинство стрелочных переводов эксплуатируются на деревянных брусьях, которые имеют преимущество перед основаниями других видов (например, железобетонные брусья): они сравнительно просты в изготовлении, имеют небольшой вес, позволяют сравнительно легко обеспечивать электроизоляцию рельсовых нитей, обеспечивают умеренную жесткость пути. Деревянные брусья выполняются уширенными (У), широкими (Ш) и нормальными (Н). В зависимости от длины брусья делятся на группы, каждая из которых отличается от соседних на 25 см. Самые короткие брусья имеют длину 3,0 м, самые длинные — 5,5 м. Количество брусьев в одиночном стрелочном переводе зависит от его марки: 1/9-63-68 шт.; 1/11-75-80 шт.; 1/18-135 шт.
 , 1/22-170 шт.
Два переводных бруса, на которых располагается ручной переводной механизм стрелки, называются флюгарочными. В обыкновенных переводах они имеют длину 4,5 м. Для установки опора под соединительные тягай укладывают два бруса длиной по 3,5 м, а под промежуточную опору этой тяги — один.
, 1/22-170 шт.
Два переводных бруса, на которых располагается ручной переводной механизм стрелки, называются флюгарочными. В обыкновенных переводах они имеют длину 4,5 м. Для установки опора под соединительные тягай укладывают два бруса длиной по 3,5 м, а под промежуточную опору этой тяги — один. Размеры поперечных сечений деревянных брусьев для стрелочных переводов
| Тип брусьев | Толщина | Толщина брусьев h | Ширина верхней пласти b | Ширина бруса с непропиленными Сторонами b2 | Высота пропиленных боковых сторон обрезанного бруса h2 | ||
| уширенной | широкой | нормальной | |||||
| I тип | 180 | 220 | 200 | — | 260 | 300 | 150 |
| II тип | 160 | 220 | — | 175 | 250 | 280 | 130 |
| III тип | 160 | — | 200 | 175 | 230 | 260 | 130 |
| Наименование материала верхнего строения пути | Назначение | ГОСТ, ОСТ, ТУ |
| Брусья деревянные для стрелочных переводов: | ||
| Обрезные, необрезные | I тип — для главных путей II тип — для малодеятельных главных, приемоотправочных путей и сортировочных горок. 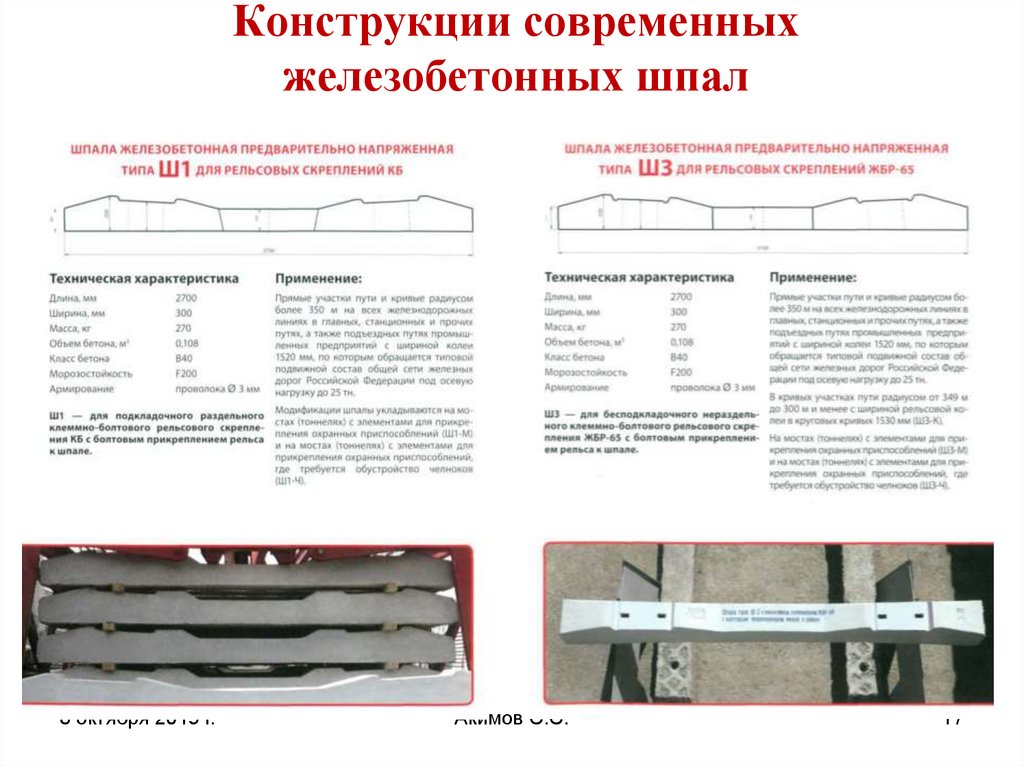 III тип – для подъездных путей промышленных предприятий. | ГОСТ 8816-70 |
Комплекты деревянных брусьев для стрелочных переводов (по ГОСТ 8816-70) | |||||||||||||||
Длина брусьев, м | Обозначение комплекта брусьев | ||||||||||||||
A1 | A2 | A3 | A4 | A5 | Б1 | Б2 | |||||||||
Тип рельсов | Перекрестные стрелочные переводы | ||||||||||||||
Р65 | Р65, Р50 | Р65 | Р50, Р43 | ||||||||||||
Марки стрелочных переводов | |||||||||||||||
1/22 | 1/18 | 1/11 | 1/9 | 1/11 | 1/9 | ||||||||||
Число брусьев в
комплекте с разделением их по ширине верхней пласти | |||||||||||||||
У | Ш | У | Ш | У | Ш | У | Ш | У | Н | У | Н | У | Н | ||
3,00 | 16 | — | 22 | 9 | 16 | — | 15 | 2 | 16 | — | 17 | — | — | — |
3,25 | 14 | 25 | 2 | 14 | — | 10 | — | 10 | 1 | 7 | — | 7 | — | — |
3,50 | 5 | 16 | 5 | 12 | — | 8 | — | 8 | — | 7 | — | 7 | 19 | — |
3,75 | — | 16 | — | 12 | — | 7 | — | 4 | — | 8 | — | 5 | 18 | — |
4,00 | — | 14 | — | 11 | — | 5 | — | 6 | — | 4 | — | 3 | 8 | — |
4,25 | — | 12 | — | 9 | 4 | 2 | 4 | 1 | 6 | — | 3 | 1 | 8 | — |
4,50 | — | 10 | — | 8 | 6 | 1 | 5 | 1 | 7 | — | 7 | — | 10 | — |
4,75 | — | 10 | — | 9 | — | 6 | — | 4 | 2 | 3 | 3 | 1 | 4 | 4 |
5,00 | — | 11 | — | 9 | — | 5 | — | 4 | — | 5 | — | 5 | — | 8 |
5,25 | — | 10 | — | 8 | — | 6 | — | 4 | — | 6 | — | 4 | — | 8 |
5,50 | — | 11 | — | 7 | — | 4 | — | — | — | 3 | — | — | 4 | — |
ИТОГО | 35 | 135 | 29 | 108 | 26 | 54 | 24 | 44 | 32 | 43 | 30 | 33 | 71 | 20 |
ВСЕГО | 170 | 137 | 80 | 68 | 75 | 63 | 91 | |||||||
Объем комплекта брусьев, м³ | 32,77 | 26,00 | 15,46 | 12,55 | 12,39 | 10,07 | 16,10 | |||||||
Масса одного комплекта, тн | 19,0 | 15,1 | 9,0 | 7,3 | 7,2 | 5,9 | 9,4 | |||||||
Адрес
№135, Ул. Кецховели, Гори, 1400, Грузия.
Кецховели, Гори, 1400, Грузия.
+995 370 291440
+995 593 133331
Продукция
Шпалы Тип 1А Шпалы Тип 2А Брус мостовой Брус переводнойО Компании
О Заводе Галерея Сертификаты ТехнологииШпалопропиточный Завод Грузии
Верхнее строение постоянных путей — шпалы
Страница 8 из 59
Шпалы, их назначение, типы, материал и срок службы
Шпалы — поперечины, при помощи которых связываются обе нитки рельсов, чем обеспечивается определенная ширина колеи. Кроме того, шпалы распределяют давление от подвижного состава на балласт и обеспечивают устойчивость рельсовой колеи в продольном и боковом направлениях.
Шпалы применяются деревянные, а в последнее время начали укладываться и железобетонные шпалы.
Типы и размеры деревянных шпал установлены ГОСТ № 8993-59 и введены с 1 января I960 г. По форме поперечного сечения шпалы подразделяются на обрезные и необрезные. К обрезным относятся шпалы, у которых пропилены все четыре стороны, они имеют марку «А». Необрезные имеют пропиленные только две противоположные стороны постели и отличаются маркой «Б».
По форме поперечного сечения шпалы подразделяются на обрезные и необрезные. К обрезным относятся шпалы, у которых пропилены все четыре стороны, они имеют марку «А». Необрезные имеют пропиленные только две противоположные стороны постели и отличаются маркой «Б».
В зависимости от размеров поперечного сечения установлено три типа шпал: I, II и III (рис. 2-7). Размеры толщины и ширины установлены для древесины влажностью до 22%.
Рис. 2-7. Поперечное сечение стандартных шпал: а — обрезные; б— необрезные.
Отклонения от установленных размеров шпал допускаются: по длине ±25 мм, по толщине ± 5 мм и по ширине верхней постели 10 мм; ширине нижней постели обрезных шпал ± 10 мм и необрезных — 10 мм ± 50 мм.
Длина шпал для постоянных путей 1,5 м и для временных 1,7-1,8 м.
Материалом для шпал служат: сосна, ель, лиственница, кедр, пихта, бук и береза.
На одном из торцов шпал указывается наименование предприятия-поставщика, тип и порода древесины шпал.
Шпалы располагаются под рельсами таким образом, чтобы первые шпалы от концов рельсов находились на расстоянии 20 см, остальные шпалы укладываются в зависимости от количества шпал на одно звено и на 1 км по эпюрам, указанным на рис.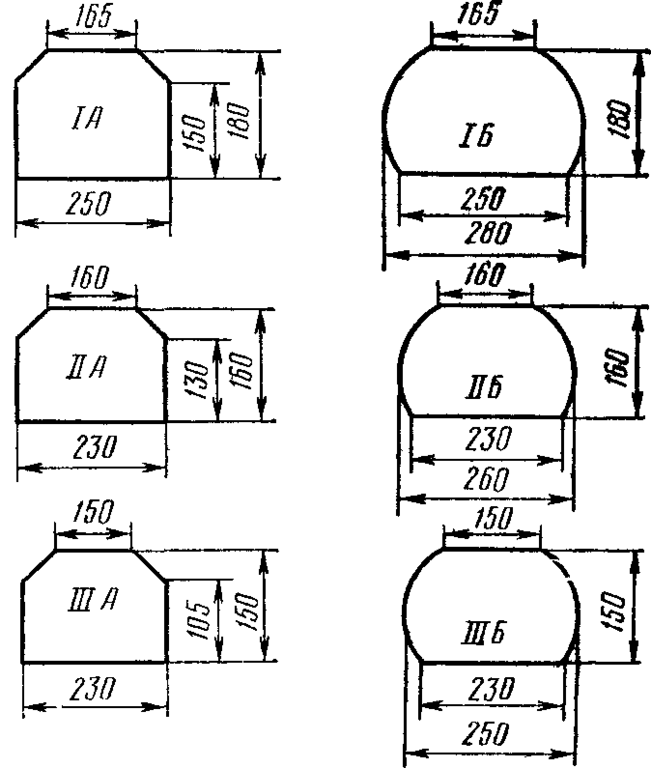 2-8.
2-8.
Рис. 2-8. Схема расположения шпал под рельсом.
Количество шпал на 1 км пути устанавливается в зависимости от категории пути и нагрузки от оси подвижного состава на рельсы согласно табл. 2-2.
Шпалы подвергаются гниению и механическому износу. Шпалы в результате гниения выбывают из строя в среднем: сосновые через 5 лет и еловые через 4 г.
Для увеличения срока службы шпал производится их антисептирование противогнилосными веществами.
Антисептирование шпал в настоящее время осуществляется двумя способами — методом обмазки водным раствором фтористого натрия с гидроизоляцией кузбасс-лаком и пропиткой автоклавным методом под давлением, с применением масляных антисептиков — антраценового или креозотового масла.
Первый способ прост, но опыт показывает, что антисептируемый слой недостаточен, поэтому плохо предохраняет шпалы от гниения.
Наилучшим способом пропитки шпал является второй способ, который производится на лесозаводах и на крупных транспортных хозяйствах.
В 1957 г. Шатурским транспортным управлением построена автоклавная шпалопропиточная установка. Эта установка состоит из пропиточного цилиндра диаметром 1,6 м и длиной 6,6 м, емкостью 12 м3, масляного бака емкостью 9,6 м3, двух масляных и одного вакуумного насосов с электродвигателями, системы трубопроводов для перекачки антисептиков, паропроводов и системы вытяжной вентиляции.
Вся установка размещается в здании площадью 65 м2 и высотой 4,25 м. По путям, примыкающим к зданию, па вагонетках подаются непропитанные и отвозятся пропитанные шпалы. Погрузка и разгрузка шпал механизированы при помощи козлового крана. Производительность шпалопропиточной автоклавной установки составляет 60 тыс. шпал в год.
Пропитка производится следующим образом. В пропиточный цилиндр загружаются шпалы и после закрытия крышки включается вакуум-насос, который создаст в цилиндре разрежение. Затем впускается горячий антисептик. После заполнения цилиндра насосом подастся антисептик под давлением 4-8 атм.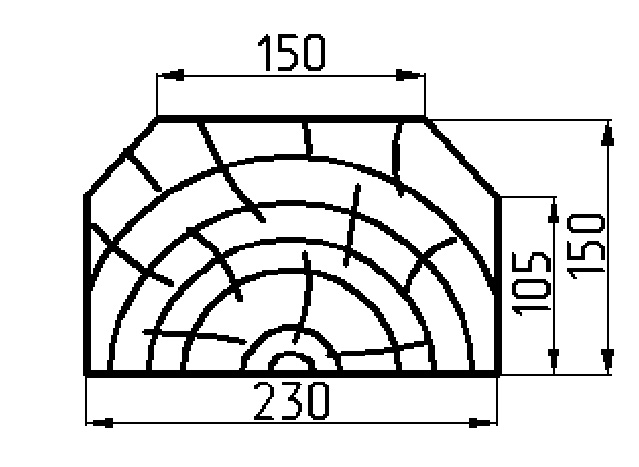 При этом антисептик вдавливается внутрь древесины, пропитывая стенки клеток.
При этом антисептик вдавливается внутрь древесины, пропитывая стенки клеток.
После прекращения давления и освобождения цилиндра от антисептика открывается крышка и пропитанные шпалы подаются на склад.
Срок службы шпалы, пропитанной масляным антисептиком под давлением, значительно увеличивается. Средний срок службы шпал еще очень мал и примерно 3/4 выхода шпал из строя происходит от гниения. Опыт показывает, что шпала может лежать в пути в среднем 30-35 лет, т. е. срок, который соответствует амортизационному сроку жизни торфопредприятий.
Пути продления жизни шпалы до этого срока сводятся к следующим мероприятиям. Первое — это повышение качества изготовления шпалы: шпала должна быть хорошо просушена, пропитана антисептиками, зашпаклевана, покрыта гидроизоляцией и обвязана против растрескивания.
Второе — это устранение влияния механического износа па шпалу, для чего в местах забивки костылей должны быть вставлены дюбеля из твердых пород, предварительно пропитанные, и наклеены пропитанные прокладки из твердых пород леса или прессованной древесины. Механический износ в этом случае при костыльком креплении будет восприниматься прокладкой и дюбелем, которые при износе будут заменены без порчи шпалы.
Механический износ в этом случае при костыльком креплении будет восприниматься прокладкой и дюбелем, которые при износе будут заменены без порчи шпалы.
Деревянные шпалы имеют ряд положительных качеств, удовлетворяющих требованиям, предъявляемым к шпалам при работе в пути. Одновременно деревянные шпалы имеют и некоторые недостатки, как-то: неоднородность по размерам и другим свойствам и способность к загниванию, слабая сопротивляемость смятию и истиранию под подкладками, низкая сопротивляемость растрескиванию. Эти недостатки при большой грузонапряженности и осевых нагрузках вызывают относительно небольшой срок службы.
Учитывая дефицит древесины при большем ее расходе, а также необходимости создания более прочного пути и увеличения срока службы, в настоящее время проводится внедрение железобетонных шпал. Железобетонные шпалы хорошо сопротивляются истиранию, не гниют, не боятся сырости и не горят, допускают большее напряжение на сжатие, чем деревянные.
Железобетонная шпала типа ЦНИИ МПС для путей узкой колеи показана на рис. 2-9а. Шпалы изготавливаются в полигонных или заводских условиях из высокопробных бетонов марки не ниже 500 и высокопрочной проволоки (струнная) диаметром 2,6 мм с предварительным напряжением.
2-9а. Шпалы изготавливаются в полигонных или заводских условиях из высокопробных бетонов марки не ниже 500 и высокопрочной проволоки (струнная) диаметром 2,6 мм с предварительным напряжением.
Для закрепления шпал к рельсам в шпалах устраиваются гнезда с заполнением их деревянными пробками.
В пробках делаются отверстия для постановки шурупов
Под металлические подкладки укладываются деревянные прокладки, чем достигается более упругая передача давления от рельса на шпалу.
Шпала типа Промтранспроекта (рис. 2-9,б) имеет трапецеидальную форму и длину, равную 1,4 м. Арматурой служит стальная высокопрочная проволока периодического профиля с пределом прочности 15 000 кг/см2. Крепление шпал к рельсам болтовое с рифленой пружинной клеммой. Рифленая клемма с рифленой пластинкой дает возможность регулировать ширину колеи.
Вес шпалы 63 кг, в том числе арматура 1,7 кг.
Железобетонные шпалы имеют ряд особенностей по сравнению с деревянными, от которых зависит их работа в пути, а также оказывают влияние па процесс укладки и содержание пути. К этим особенностям относятся: большая жесткость; повышенная чувствительность к механическим повреждениям; худшая работа шпал на изгиб; малая трещиноустойчивость; больший вес; большое сопротивление механическому износу; высокая электропроводимость; наличие деревянных дюбелей и прокладок.
К этим особенностям относятся: большая жесткость; повышенная чувствительность к механическим повреждениям; худшая работа шпал на изгиб; малая трещиноустойчивость; больший вес; большое сопротивление механическому износу; высокая электропроводимость; наличие деревянных дюбелей и прокладок.
Большая жесткость железобетонных шпал вызывает большие нагрузки на балласт и основную площадку земляного полотна, чем при деревянных шпалах.
Для предохранения железобетонных шпал от механических повреждений должны приниматься меры по их сохранности при погрузке, транспортировке, перегрузке, а также при укладке и текущем содержании пути.
Железобетонные шпалы, имеющие значительный вес, наличие дополнительных элементов и специфический характер их износа, требуют создания новых путевых механизмов и новых методов содержания и ремонта пути.
Укладка и содержание пути на железобетонных шпалах должны производиться в соответствии с техническими условиями. Железобетонные шпалы должны укладываться отдельными участками на тщательно уплотненном земляном полотне. Укладка отдельных железобетонных шпал между деревянными не разрешается. Не допускается укладка железобетонных шпал на пучнистых и больных участках земляного полотна.
Укладка отдельных железобетонных шпал между деревянными не разрешается. Не допускается укладка железобетонных шпал на пучнистых и больных участках земляного полотна.
Железобетонные шпалы типа ЦНИИ изготовлялись и укладывались на торфопредприятиях Белоруссии. Имеется опытный участок в Шатурском транспортном управлении. На ряде путей торфопредприятий, имеющих большую грузонапряженность, железобетонные шпалы находят применение.
- Назад
- Вперёд
Композитная шпала | Композитные железнодорожные шпалы
Композитная шпала или синтетическая шпала состоит из непрерывного пенополиуретана, армированного стекловолокном. Он имеет характеристики армированного стекловолокном пластикового композитного материала и вспененного материала. Композитная шпала имеет преимущества натурального дерева и пластика. Например, он имеет более высокую прочность, более высокий удельный модуль и может использоваться в качестве конструкционного материала. Он легкий по весу, теплоизоляционный, химически стойкий, изолирующий и устойчивый к старению, схожие свойства древесины, такие как сбивание гвоздей и клепка. Как правило, композитные шпалы в основном используются на высокоскоростных железных дорогах и в метро (такие как балласты, верхушки мостов, платформы и т. д.), особенно там, где использование бетонных шпал ограничено.
Он легкий по весу, теплоизоляционный, химически стойкий, изолирующий и устойчивый к старению, схожие свойства древесины, такие как сбивание гвоздей и клепка. Как правило, композитные шпалы в основном используются на высокоскоростных железных дорогах и в метро (такие как балласты, верхушки мостов, платформы и т. д.), особенно там, где использование бетонных шпал ограничено.
- Установка на месте проста, а техническое обслуживание и ремонт значительно сокращаются.。
- Он может хорошо удерживать расстояние между рельсом и ограждением, шпалой и ограждением, а также геометрию линии, а состояние линии отличное и в основном неизменное.
- Поверхность шпалы не легко отслаивается.
- Доступные размеры: высота шпалы не менее 140 мм, ширина не менее 200 мм, длина по желанию заказчика.
- Стандарт качества продукции: CJ/T399-2012
Прочность композитного материала шпалы
| Товар | JIS E1203:2007 Прочность | (CJ/T399-2012) AGICO Sleeper Strength | |
| Прочность материала | Прочность на изгиб | мин. 70 Н/мм 2 70 Н/мм 2 | мин. 80 Н/мм 2 |
| Модуль Юнга при изгибе | мин. 6000 Н/мм 2 | мин. 7000 Н/мм 2 | |
| Выдерживает изгибающую нагрузку | мин. 170 кН | мин. 170 кН | |
| Продольная прочность на сжатие | мин. 40 Н/мм 2 | мин. 50 Н/мм 2 | |
| Прочность на сдвиг | мин. 7 Н/мм 2 | мин. 7 Н/мм 2 | |
| Адгезионная прочность на сдвиг | мин. 7 Н/мм 2 (поломка основного материала) | мин. 7 Н/мм 2 (поломка основного материала) | |
| Электрические свойства | Напряжение пробоя переменного тока | мин. 20 кВ 20 кВ | мин. 20 кВ |
| Сопротивление изоляции постоянному току | мин. 1 X 10 10 Ом | мин. 1 X 10 10 Ом | |
| Прочность на растяжение | Прочность на выдергивание шипа гусеницы | мин. 15 кН | мин. 20 кН |
| Прочность на выдергивание винтового шипа | мин. 30 кН | мин. 40 кН | |
| Объемная масса единицы | 0,74×0,1 г/см 3 | 0,74×0,1 г/см 3 | |
| Величина водопоглощения | Максимум. 10 мг/см 2 | Максимум. 10 мг/см 2 10 мг/см 2 | |
Процесс производства композитных шпал
1. Сырье
Основное сырье и вспомогательные материалы: непрерывное стекловолокно, полиэфирполиол, изоцианат и родственные компоненты
2. Помещения
1) Система пряжи (шпулярник, сборная пластина, тяговая головка)
2) Система подачи пенополиуретана (дозатор, вспениватель, подметальная рама, поворотная рама и чиллер)
3) Система размотки материала (рама размотки, нагревательная платформа и конструкция)
4) Система прокатки пресс-форм
5) Задняя транспортная система (транспортировочная платформа и режущая машина)
6) Установка пропитки
7) Клеевое оборудование
8) Оборудование для нанесения покрытий
9) Инспекционное оборудование
3. Производственный процесс
Композитная шпала изготовлена из длинного стекловолокна в качестве армирующего материала с полиуретановой смолой в качестве основного материала, который необходимо вспенить, затвердеть и синтезировать. В начале два вида жидкого полиуретанового сырья A и B отправляются для смешивания дозирующим насосом в определенном соотношении на головном предприятии, затем равномерно выливаются на поверхность стекловолокна и после равномерного замешивания затем вспениваются. , затвердевает и формуется в форме для прокатки, и, наконец, синтетический продукт автоматически отслеживается и разрезается на производственной линии. Полуфабрикат разрезается на куски определенной длины по мере необходимости, а затем измельчается, смешивается, покрывается или распыляется, чтобы получить готовый продукт.
В начале два вида жидкого полиуретанового сырья A и B отправляются для смешивания дозирующим насосом в определенном соотношении на головном предприятии, затем равномерно выливаются на поверхность стекловолокна и после равномерного замешивания затем вспениваются. , затвердевает и формуется в форме для прокатки, и, наконец, синтетический продукт автоматически отслеживается и разрезается на производственной линии. Полуфабрикат разрезается на куски определенной длины по мере необходимости, а затем измельчается, смешивается, покрывается или распыляется, чтобы получить готовый продукт.
Рабочий цех композитных шпал
Сертификат
Anyang General International Co., Ltd. является наиболее конкурентоспособным производителем и поставщиком железнодорожной техники и аксессуаров в Китае. Он имеет 18 профессиональных производственных линий, более 1000 видов оборудования и 11 производственных цехов. Компания в основном занимается производством деталей, связанных с железной дорогой, и имеет многолетний производственный опыт и сильную команду технических исследований и разработок.