Болт ГОСТ 7805-70 класса точности А: чертеж, размеры, вес
Крепеж
Российский аналог — болты по ГОСТу 7798, отличающиеся классом точности исполнения.
Зарубежный аналог: DIN 931 и DIN 933 ( с полной резьбой).
Примеры условного обозначения:
- Болт ГОСТ 7805-70 М8-6gх60.58 (S13) — болт 8 исполнения 1 с диаметром резьбы 8 мм, с размером «под ключ» S = 13 мм, длиной 60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5.8, без покрытия.
- Болт ГОСТ 7805-70 М6-6gх35.88.019 (S10) — болт 6 исполнения 1 с диаметром резьбы 6 мм, с размером «под ключ» S = 10 мм, длиной 35 мм, с крупным шагом резьбы 1 с полем допуска 6g, высокопрочный класса прочности 8,8, оцинкованный.
Форма выпуска: в деревянных ящиках по 50 кг, в картонных коробках по 20-30 кг.
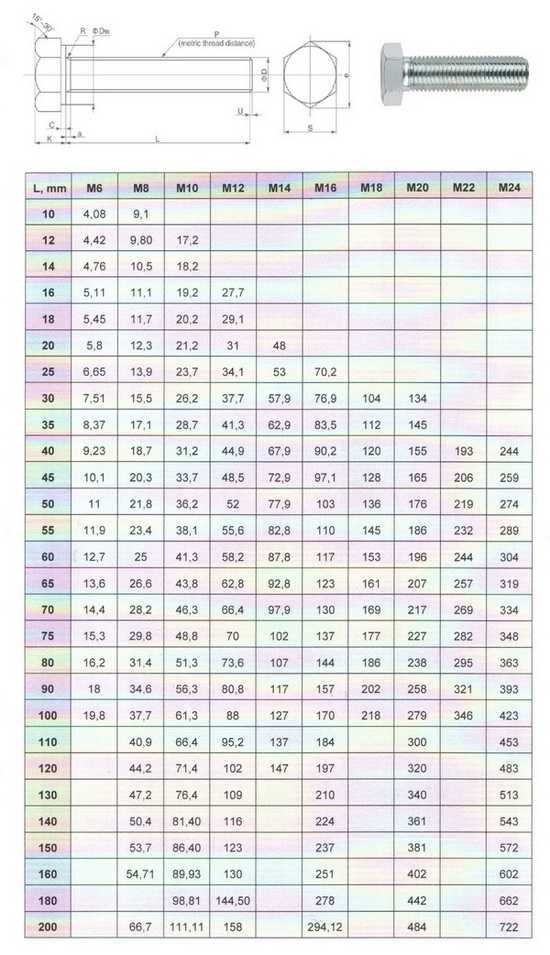
Конструкция и размеры болтов по ГОСТ 7805 должны соответствовать приведенным на чертеже и в таблице:
| Марка стали: | 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР |
| Класс точности: | А |
| Класс прочности: | 4,8; 5,8; 8,8; 10,9 |
| Поле допуска резьбы: | 6g |
| Аналог: | DIN933, 931, ТУ 14-4-1760-94 |
| d | 5 | 6 | болт 8 | болт 10 | болт 12 | болт 16 | болт 20 | 22 | 24 | 27 | 30 |
| Шаг резьбы | 0,8 | 1 | 1,25 | 1,75 | 2 | 2,5 | 2,5 | 3 | 3 | 3 | 3,5 |
| k | 3,5 | 4 | 5,3 | 6,4 | 7,5 | 10 | 12,5 | 14 | 15 | 17 | 18,7 |
| b | 16 | 18 | 22 | 26 | 30 | 38 | 46/52 | 50/56 | 54/60 | 60/66 | 66/72 |
| S | 8 | 10 | 13 | 17 | 19 | 24 | 30 | 32 | 36 | 41 | 46 |
| е, не менее | 8,8 | 11,1 | 14,4 | 18,9 | 21,1 | 26,8 | 33,5 | 35,7 | 40 | 45,6 | 51,3 |
| L | 16-40 | 16-60 | 20-70 | 25-90 | 25-90 | 30-120 | 50-150 | 60-150 | 60-150 | 80-200 | 80-200 |
| Длина | |||||||||||
| 14 | 3,318 | 5,524 | 10,850 | 18,96 | 27,89 | — | — | — | — | — | — |
| 16 | 3,600 | 5,930 | 11,570 | 20,10 | 29,48 | — | — | — | — | — | — |
| 20 | 4,371 | 6,742 | 13,020 | 22,37 | 32,76 | 68,49 | — | — | — | — | — |
| 25 | 5,142 | 7,871 | 14,840 | 25,22 | 36,86 | 75,87 | 133,3 | — | — | — | — |
| 30 | 5,913 | 8,981 | 17,120 | 28,52 | 40,96 | 83,24 | 144,8 | 193,0 | — | — | — |
| 35 | 6,685 | 10,090 | 19,090 | 31,28 | 45,34 | 90,62 | 156,3 | 207,0 | 246,9 | 340,6 | — |
| 40 | 7,456 | 11,200 | 21,070 | 34,36 | 49,78 | 97,99 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 |
| 45 | 8,227 | 12,310 | 23,040 | 37,45 | 54,22 | 105,70 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 |
| 50 | 8,769 | 13,420 | 25,020 | 40,53 | 58,67 | 113,60 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 |
| 55 | 8,999 | 14,530 | 26,990 | 43,62 | 63,11 | 121,50 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 |
| 60 | 10,540 | 15,640 | 28,970 | 46,70 | 67,55 | 129,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 |
| 65 | 11,310 | 16,760 | 30,940 | 49,79 | 71,99 | 137,30 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 |
| 70 | 12,080 | 17,870 | 32,910 | 52,87 | 76,44 | 145,20 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 |
| 75 | 12,850 | 18,980 | 34,890 | 55,96 | 80,88 | 153,10 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 |
| 80 | 13,630 | 20,090 | 36,860 | 59,04 | 85,33 | 161,00 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 |
| 90 | — | 22,310 | 40,8101 | 65,21 | 94,20 | 176,80 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 |
| 100 | — | — | 44,760 | 71,38 | 103,10 | 192,60 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 |
| 110 | — | — | — | 77,55 | 112,00 | 208,40 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 |
| 120 | — | — | — | 83,72 | 120,90 | 224,20 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 |
| 130 | — | — | — | 89,89 | 129,70 | 240,00 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 |
| 140 | — | — | — | 96,06 | 138,60 | 255,80 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 |
| 150 | — | — | — | 102,18 | 147,50 | 271,60 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 |
| 160 | — | — | — | 108,38 | 156,40 | 287,40 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 |
| 170 | — | — | — | 114,58 | 165,30 | 303,20 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 |
| 180 | — | — | — | 120,68 | 174,20 | 319,00 | 512,2 | 757,5 | 985,9 | 1243,0 | |
| 190 | — | — | — | 126,88 | 183,10 | 333,80 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 |
| 200 | — | — | — | 133,08 | 191,90 | 350,60 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 |
Продажа болтов ГОСТ 7805 оптом от одного ящика с доставкой по России.
| Шплинт ГОСТ 397-79 | Следующая > Болт лемешный ГОСТ 7786-81 с потайной головкой |
|---|
Задать вопрос:
WhatsApp
79066606191
Позвонить:
(4862) 30-70-18
Отправить факс:
(4862) 30-70-28
[email protected]
таблица массы болтов М8 и М10, М16, стыковые болты в сборе М27х160 и М16х70, другие модели
Одно из самых распространенных крепежных изделий, что повсеместно встречаются в предметах нас окружающих – это болты. Они могут быть самые разнообразные, прятаться внутри перекрытий и стен или быть на виду, выступая соединителями деталей различных конструкций. Разнообразие форм и сфер применений болтов огромно. Остановимся более подробно на классификации этих метизов и наиболее востребованных их видах.
Момент затяжки высокопрочного болта М22 40х»селект»
Определение натяжение высокопрочного болта выполняется в соответствии ниже перечисленных пунктов
- Крутящий момент (момент затяжки (закручивания)) (Н×м) при натяжении высокопрочных болтов М24 за гайку следует определять по формуле:
- Мкр = 22×Р×К; где
- Р=220 кН — контролируемое усилие натяжения болта (22,16т) 7700 кг/см² (расчетное сопротивление стали 40Х)
- 0,95 — Коэффициент условий работы
- 3,03 расчетная площадь болта по сечение нетто
- К-коэффициент закручивания (берется из сертификатных данных завода-изготовителя).
 Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%. - Роспуск. На указанной длине сваривать на монтаже после сварки поясов и затягивания высокопрочных болтов на 50% контролируемого усилия.
- Количество высокопрочных болтов, гаек и шайб необходимо увеличить на 2% (учитывая возможные потери).
- Обработка контактных поверхностей соединений на высокопрочных болтах — пескоструйная.
- Марка стали высокопрочных болтов 40х»селект»
 Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.Параметры и характеристики
На торце шпильки производитель наносит маркировку, на которой обозначается номинальный диаметр резьбы и длины шпильки (см). Для шпилек М12 маркировка наносится на бирку, которая крепится к комплекту шпилек. Шпильки для болтов, эксплуатируемые при расчётной зимней температуре наружного воздуха ниже −40°С, дополнительно маркируются буквами ХЛ.
- Марки стали: 3, 10, 20, 45, 40Х, 20Х13, 10Г2С1, 14Х17Н2, 12Х18Н10Т, 30ХГСА, 09Г2С
- Классы прочности: 4, 6, 5. 6, 6.6, 8.8, 10.9, 12.9
- Диаметр резьбы от М12 до М140.
 6, 6.6, 8.8, 10.9, 12.9
6, 6.6, 8.8, 10.9, 12.9Так диаметр резьбы по ГОСТам М12; М16; М20; М24; М30; М36; М42; М48; М56; М64; М72; М80; М90; М100; М110; М125; М140 мм. Номинальные длины от 150 до 5000 мм. Стандарт разрешает применение болтов, изготовленных по индивидуальному размеру, либо с нестандартной резьбой.
Возможна комплектация анкерных болтов ГОСТ 24379.1-80; DIN 3570 гайками, шайбами, шпильками, анкерными плитами (деталь анкерной арматуры), муфтами, цангами (конструктивная деталь, позволяет увеличить сцепление шпильки с фундаментом):
- шпильки ГОСТ 24379.1-80
- плиты анкерные (составные, сварные) ГОСТ 24379.1-80
- муфты ГОСТ 24379.1-80
- арматура анкерная ГОСТ 24379.1-80
- цанги разжимные ГОСТ 24379.1-80
- втулки конические ГОСТ 24379.1-80
- шайбы ГОСТ 24379.1-80
- гайки ГОСТ 5915-70, 10605-94
Масса болтов разных видов
Болт с головкой в форме шестигранника и полной винтовой нарезкой (ГОСТ 7798-70) – самый востребованный крепеж в строительной и машиностроительной сфере, а также при сборке мебели или ее ремонте. Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.
Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.
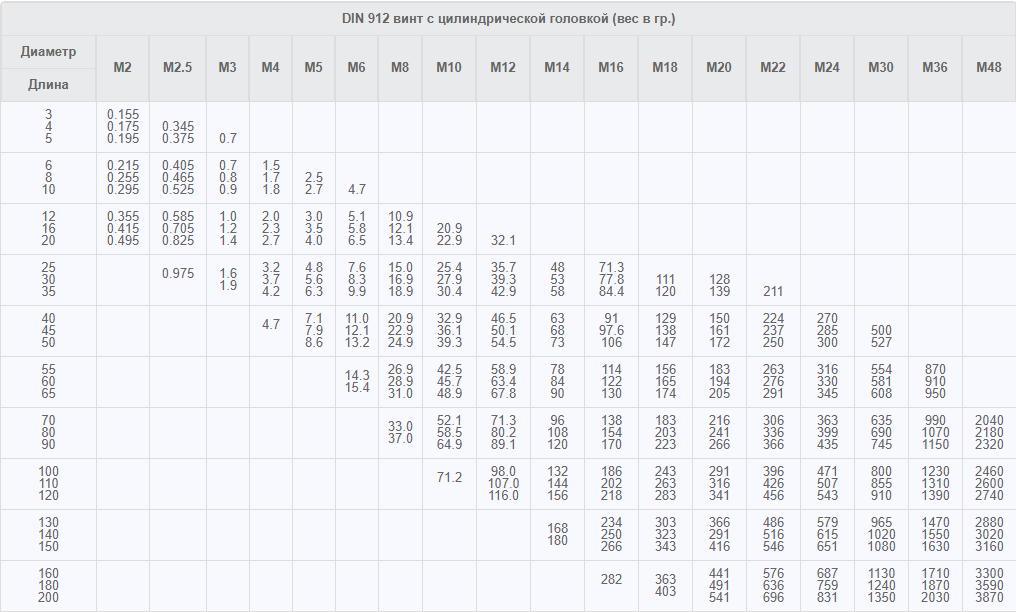
Масса одного болта в граммах зависит от размера шапочки, ее формы и длины болта. Материал также влияет на этот показатель. Показатели ниже показывают, насколько разнообразные метизы существуют, и какой у них может быть вес в граммах:
- М6 – 4,71, М6х14 – 5,52, М6х16 – 5,93, М6х20 – 6,74, М6х25 – 7,87, М6х30 – 8,98, М6х35 – 10,09, М6х40 – 11,2, М6х45 – 12,31, М6х50 – 13,42, М6х55 – 14,53, М6х60 – 15,64, М6х65 – 16,76, М6х70 – 17,87, М6х75 – 18,98, М6х80 – 20,09, М6х85 – 21,2, М6х90 – 22,31;
- М8х10 – 9,624, М8х14 – 11,08, М8х16 – 11,8, М8х20 – 13,25, М8х25 – 15,07, М8х30 – 17,35, М8х35 – 19,32, М8х40 – 21,3, М8х45 – 23,27, М8х50 – 25,25, М8х55 – 27,22, М8х60 – 29,2, М8х65 – 31,17, М8х70 – 33,14, М8х75 – 35,12, М8х80 – 37,09, М8х85 – 39,07, М8х90 – 41,04, М8х95 – 43,02, М8х100 – 44,99;
- М16 – 68, М16х30 – 83, М16х40 – 97, М16х50 – 113, М16х60 – 129, М16х70 – 145, М16х80 – 161, М16х90 – 176, М16х100 – 192.

Болт с уменьшенной головкой в форме шестигранника (ГОСТ 7796-70) применяется для крепления конструкций, для которых важно значение высоты головки
Для изготовления используется сталь 10, 20, 35, 35Х, 40Х, 30ХР, класс точности – В. Вес 1 шт. в граммах:
- М10х10 – 13,57, М10х14 – 15,85, М10х16 – 16,99, М10х20 – 19,26, М10х25 – 22,11, М10х30 – 24,95, М10х40 – 31,25, М10х50 – 37,42, М10х60 – 43,59, М10х70 – 49,76, М10х80 – 55,93, М10х90 – 62,1, М10х100 – 68,27;
- М12 – 25,09, М12х16 – 26,73, М12х20 – 30,01, М12х30 – 38,21, М12х40 – 47,03, М12х50 – 55,92, М12х60 – 64,8, М12х70 – 73,69, М12х80 – 82,57, М12х90 – 91,46, М12х100 – 1003;
- М20х25 – 111, М20х30 – 123, М20х40 – 146, М20х50 – 169, М20х60 – 194, М20х70 – 218, М20х80 – 243, М20х90 – 268, М20х100 – 293
Рым-болты (ГОСТ 4751-73) используются при грузоподъемных и такелажных работах. Главная особенность метиза: вместо головки – кольцо для крепления троса. Сталь для изготовления – С15Е. Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес:
Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес:
- М8 – 50 г;
- М10 – 120 г;
- М16х20 – 310 г;
- М20х24 – 500 г;
- М24х29 – 870 г.
Вес более крупных метизов удобнее привести в килограммах:
- М30х37 – 1,58;
- М36х43 – 2,43;
- М42х50 – 3,72;
- М48х52 – 5,54;
- М56х60 – 8,09.
Стыковые болты в сборе (ГОСТ 11530-93) – метизы с головкой круглой формы и овальным подголовником – применяются для стыкования рельсов железнодорожного пути. Один стыковой болт в граммах весит:
- М22х135 – 448;
- М24х150 – 585;
- М27х130 – 696;
- М27х160 – 818.
Закладной болт (ГОСТ 16017-79) предназначен для соединения подкладок из металла или установки рельсов на железобетонную основу. Закладные болты изготавливаются в 2 стандартных размерах, их вес в граммах:
- М22х175 – 635;
- М22х225 – 1350.
Анкерные болты (ГОСТ 24379-80) применяются для крепления какой-либо конструкции на несущем основании. Вес одного анкера:
Вес одного анкера:
- М12х300 – 350, М12х400 – 440 г;
- М16х300 – 660, М16х600 – 1130, М16х900 – 1600, М16х1000 – 1730 г;
- М20 х400 – 1,32, М20х500 – 1,57, М20х900 – 2,55, М20х1000 – 2,8 кг;
- М24 – 2,35, М24х1000 – 4,13, М24х1500 – 5,9, М25х1700 – 6,61 кг;
- М48х900 – 17,41, М48х1000 – 18,83, М48х1500 – 25,93, М48х2000 – 33,03 кг.
Размеры под ключ болта М16 (условия возможности закручивания гайки)
Для сборных ключей
Место под ключ по ГОСТ 2839-80 — stroyone
Для ключей по ГОСТ 2839-80
Место под сборный ключ — stroyone.com
Размеры в мм
| Размеры | Для ключей по ГОСТ 2839-80 | Для сборных ключей |
| Dmin | 45 | 23 |
| Amin | 30 | 32 |
| Bmin | 35 | 28 |
| Cmin | 38 | 19 |
| Emin | 25 | 27 |
| Fmin | 12 | — |
| Gmin | — | 34 |
Высокопрочные болты М24 (40х»селект»)
Болт высокопрочный М24 — размеры — stroyone
Пример условного обозначения болта М24×130 (исполнения 1) с диаметром резьбы d= 24 мм, с размером «под ключ» S=36 мм , длиной L= 130 мм , с крупным шагом резьбы с полем допуска 6g, класса прочности 5.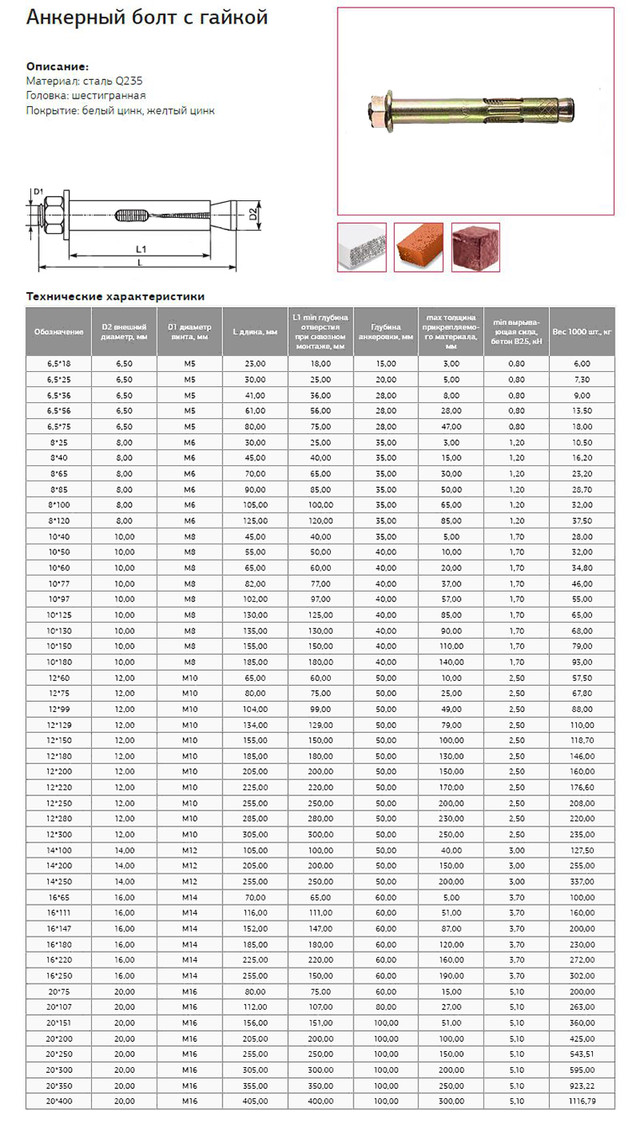 8, без покрытия
8, без покрытия
Болт М24 — 6gx130.110 ГОСТ 22353-77*
| Вес гайки (кг) | 0,171 | Толщина пакета при длине высокопрочного болта М24 | ||
| Вес шайбы (кг) | 0,0758 | |||
| Высокопрочный болт М24 | Длина болта (мм) | Вес Болта (кг) | Вес комплекта (кг) | |
| М24×60 | 60 | 0,367 | 0,6896 | — |
| М24×65 | 65 | 0,386 | 0,7086 | 14 — 24 |
| М24×70 | 70 | 0,404 | 0,7266 | 19 — 29 |
| М24×75 | 75 | 0,421 | 0,7436 | 24 — 34 |
| М24×80 | 80 | 0,438 | 0,7606 | 29 — 39 |
| М24×85 | 85 | 0,456 | 0,7786 | 34 — 44 |
| М24×90 | 90 | 0,473 | 0,7956 | 39 — 49 |
| М24×95 | 95 | 0,491 | 0,8136 | 44 — 54 |
| М24×100 | 100 | 0,508 | 0,8306 | 55 — 59 |
| М24×105 | 105 | 0,525 | 0,8476 | 55 — 64 |
| М24×110 | 110 | 0,543 | 0,8656 | 60 — 69 |
| М24×115 | 115 | 0,56 | 0,8826 | 65 — 74 |
| М24×120 | 120 | 0,578 | 0,9006 | 70 — 79 |
| М24×125 | 125 | 0,595 | 0,9176 | 75 — 84 |
| М24×130 | 130 | 0,612 | 0,9346 | 80 — 89 |
| М24×140 | 140 | 0,646 | 0,9686 | 90 — 99 |
| М24×150 | 150 | 0,682 | 1,0046 | 100 — 109 |
| М24×160 | 160 | 0,714 | 1,0366 | 110 — 119 |
| М24×170 | 170 | 0,748 | 1,0706 | 120 — 129 |
| М24×180 | 180 | 0,783 | 1,1056 | 130 — 139 |
| М24×190 | 190 | 0,818 | 1,1406 | 140 — 149 |
| М24×200 | 200 | 0,853 | 1,1756 | 150 — 159 |
| М24×220 | 220 | 0,922 | 1,2446 | 170 — 179 |
| М24×240 | 240 | 0,992 | 1,3146 | 190 — 199 |
| М24×260 | 260 | 1,061 | 1,3836 | 210 — 219 |
| М24×280 | 280 | 1,131 | 1,4536 | 230 — 239 |
| М24×300 | 300 | 1,2 | 1,5226 | 250 — 259 |
Коротко о расшифровке основных обозначений
Любая крепежная деталь имеет свое обозначение, состоящее из непонятных на первый взгляд наборов букв и цифр. Рассмотрим, из чего состоит «шифр»:
Рассмотрим, из чего состоит «шифр»:
- Название крепежа – Болт,
- Класс точности – А, В, С, где А – самый точный, указывается, если далее нет ссылки на ГОСТ.
- Исполнение болта (особые конструктивные особенности) – от 1 до 4,
- Вид резьбы: М – метрическая, К – коническая и Тр – трапецеидальная,
- Диаметр резьбы в мм,
- Шаг резьбы (указывается только мелкий шаг для конкретного диаметра),
- Направление резьбы указывается только левое, так как правое – основное,
- Уровень точности резьбы 4 – 8 (точный – грубый),
- Длина метиза в мм,
- Класс прочности,
- Указание на использованный сплав,
- Условное обозначение типа покрытия – 1 – 13,
- Толщина покрытия в мкр,
- Тип стандарта для производства.
Маркировка изделия содержит класс прочности материала, знак производителя и стрелка направления резьбы. Класс прочности определен цифрами. Первая показывает максимальную нагрузку, а вторая отношения показателей текучести и прочности.
Как рассчитать?
При покупке 10–15 болтов не понадобится знание их веса, но если потребуется большое количество, будет легче всего оформить заказ весом: в килограммах или граммах.
А также можно рассчитать количество имеющихся болтов. Для этого необходимо знать, сколько весит один болт в теории, и иметь в наличии весы.
Чтобы вес болтов перевести из кг в штуки, нужно воспользоваться таблицей веса крепежей разных параметров. Расчет происходит на основе теоретического веса одного болта на основании стандарта ГОСТ. Нужно общий вес разделить на массу одного болта. Подобные подсчеты будут считаться примерными, так как вес болта берется теоретический. При подсчетах также стоит учитывать, что для изготовления метизов применяются разные марки стали, соответственно, и класс прочности тоже будет разный. Для облегчения процесса подсчета в сети интернет есть специальные онлайн-калькуляторы, которые помогут штуки переводить в килограммы и наоборот.
Стандартный вес
В ассортименте крепежных изделий представлено множество болтов в разном исполнении.
Класс точности у таких изделий – В, резьбовая нарезка расположена по всему стержню. В зависимости от резьбы меняется вес и размер крепежей.
Чтобы узнать теоретически, сколько весит один или тысяча метизов, нужно знать, под каким номером ГОСТа они находятся. Эти номера можно найти в специальных таблицах. В них достаточно информации о весе болтов в зависимости от диаметра, длины и вида гайки. А также можно узнать, сколько штук в одном килограмме, и какие нормы ГОСТ по весу соблюдаются для каждого вида болтов. Масса метиза обычно рассчитывается вместе с гайкой или шайбой.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
- Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
- На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания. В случае невозможности устранить прокручивание элемент заменяют.
- На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.
 В случае невозможности устранить прокручивание элемент заменяют.
В случае невозможности устранить прокручивание элемент заменяют.Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.
Класс прочности резьбового крепежа
Этот параметр нормируется в ГОСТ 1759.4-87 (ISO 898.1-78) в этом документе определены группы прочности и их количество. Предусмотрено 11 классов 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Каждое из этих обозначений подлежит расшифровке. Для этого достаточно первую цифру перемножить на 100 и результатом станет предел прочности металла. То есть болт с номером 9.8 будет обладать пределом прочности в 900 Н/кв. мм. Если число после точки перемножить на 10, то результатом станет размер предела текучести. Он обозначает то напряжение, по достижении которого вступает в силу необратимый процесс пластической деформации.
мм. Если число после точки перемножить на 10, то результатом станет размер предела текучести. Он обозначает то напряжение, по достижении которого вступает в силу необратимый процесс пластической деформации.
Кстати, при выполнении расчетов болтовых соединений необходимо закладывать большой запас прочности от предела текучести. Как правило, его принимают в два или три раза больше от номинала.
Метизы, предел прочности которого равен или превышает 800 МПа, применяют для сооружения крановой техники, мостовых конструкций, на железной дороге. Такие болты называют высокопрочными и относят к группе 8.8, а гайки 8.0 и больше.
Практика определения на производстве
Для всех металлических изделий (метизов) разработаны стандарты. Именно ими пользуются металлурги и другие производственники для определения массы, а далее и веса круга стального по таблицам. Чаще всего требуется рассчитать этот параметр для сортового проката или кованого сорта с любыми формами сечения.
Для стального проката и поковок
Это легко сделать с помощью соответствующих стандартов. В стандарте показаны данные на чертежах и их обозначение в таблицах металлов. Остаётся лишь найти нужные данные в таблице и соответствующую им массу. Она указана для погонного метра. Далее, пересчёт делается на нужную длину.
В стандарте показаны данные на чертежах и их обозначение в таблицах металлов. Остаётся лишь найти нужные данные в таблице и соответствующую им массу. Она указана для погонного метра. Далее, пересчёт делается на нужную длину.
Некоторые из этих документов:
- Для стального проката круглой формы ГОСТ 2590—2006.
- Для кованого сорта (круга и квадрата) ГОСТ 1133—71.
- Для равнополочного и не равнополочного уголка ГОСТ 8509—93.
- Для швеллеров равнополочных ГОСТ 8278—83.
Там же приведена площадь поперечного сечения для каждого изделия. Таким образом, можно узнать искомую величину (массу) для метиза другого сечения, по известной площади его сечения. Этот метод простой и довольно надёжный, если не требуется высокая точность вычислений. Для изделий из других материалов следует пользоваться соответствующими ГОСТ. Трубам из бронзы и латуни соответствуют ГОСТ 2622—75.
С помощью таблиц плотностей
Найти величину m можно следующим образом:
- Измерить предмет.
- Определить его объём.
- Найти ρ по таблице.
- Подставив известные величины в формулу, найти m.

Объём тела
Для изделий стандартной формы эта процедура отработанная. Зная линейные размеры тела, можно узнать объём. Вот некоторые формулы вычисления этой составляющей:
- Для шара — его радиус (r) возводят в куб и умножают на 4/3π (π=3,1415926535).
- Для цилиндра — это площадь основания, умноженная на высоту. В основании круг, его площадь — это πr2.
- Для параллелепипеда (это блюмы, слябы, лист, лента) — перемножаем три стороны.
- Для конуса умножается треть высоты на площадь круга (основания).
Если вещь небольшая, а конфигурация необычная, то погрузив её в воду (или другую жидкость), легко измерить вытесненный объём жидкости. Он и будет искомой величиной. Ксилометр — это прибор для измерения объёма, основанный на этом принципе.
Единицы измерения
Массу принято измерять в килограммах (СИ) или граммах. При её определении надо выбирать соответствующие размерности других компонентов. Для плотности — кг/м³ или грамм/см³. Для объёма —м³ (или см³). Такие вычисления будут верны.
Для плотности — кг/м³ или грамм/см³. Для объёма —м³ (или см³). Такие вычисления будут верны.
Калькуляторы нахождения параметров
Чтобы не вычислять по формулам самостоятельно, для наиболее распространённых изделий разработаны калькуляторы. Пользоваться ими легко. Нужно знать геометрические данные изделия и плотность (берётся из таблиц). Все параметры вводятся в калькулятор. На выходе получаем готовый результат.
Иногда возникает необходимость подсчёта количества мелких крепёжных деталей (болтов, гаек, шайб). Такие калькуляторы существенно облегчают расчёты. Вводятся следующие данные: тип метиза, ГОСТ, диаметр, длина. На выходе имеем массу и количество (штук).
BS 3692 Болты Производитель и экспортер в Индии | BigBoltNut
Номинальная длина болта l | Длина резьбыb |
До 125 мм включительно | 2d + 6 мм |
Свыше 125 мм до 200 мм включительно | 2d + 12 мм |
Более 200 мм | 2d + 25 мм |
Длина сбега резьбы не должна превышать значений, указанных в графе 3 таблицы 5.
Болты, которые слишком короткие для минимальной длины резьбы, должны иметь резьбу как винты и обозначаться как винты. Руководство в этом отношении приведено в Приложении D.
Допуски
Допуски на длину резьбы болтов должны составлять плюс два шага для всех диаметров, как указано в таблице D.2.
Эксцентриситет резьбы относительно стержня болтов не должен превышать значений, указанных в графе 19 таблицы 5.
Винты
Винты должны иметь резьбу, чтобы можно было завинтить калибр-кольцо вручную на расстоянии от нижняя сторона головки не более чем в два с половиной раза больше шага для диаметров до 52 мм включительно и в три с половиной раза больше шага для диаметров более 52 мм в соответствии с графой 3 таблицы 5.
Угловатость и эксцентриситет болтов, винтов и гаек
Ось резьбы гайки должна быть перпендикулярна поверхности гайки с учетом «допуска прямоугольности», указанного
В столбце 9Таблицы 6, что эквивалентно отклонению от прямоугольности ±1º.
Гайка навинчивается вручную на калибр с усеченной конической резьбой до тех пор, пока резьба гайки не будет затянута. на резьбе манометра. Втулка, скользящая по параллельному выступу калибра и имеющая диаметр поверхности, равный минимальному расстоянию между гранями гайки и точно под углом 90º к оси калибра, должна быть доведена до соприкасаться с передней поверхностью гайки.
Втулка должна находиться в таком положении, чтобы щуп с толщиной, равной допуску на прямоугольность, не мог попасть где-либо между передней поверхностью гайки и поверхностью втулки. (см. Приложение А).
Шестигранники болтов, винтов и гаек должны быть перпендикулярны опорной поверхности, а угловатость головки должен находиться в пределах 90º ± 1º (см. Приложение E).
Эксцентриситет граней шестигранника гаек относительно диаметра резьбы не должен превышать значений, указанных в графе 10 таблицы 6.
Эксцентриситет головки относительно ширины под ключ и эксцентриситет между хвостовиком и резьбой
болты и винты не должны превышать значений, указанных в колонках 18 и 19 соответственно таблицы 5.
Снятие фасок, накладывание шайб и зенкерование
Болты и винты
Головки болтов и винтов должны иметь фаску примерно 30º на верхней стороне и, по выбору изготовителя, поверхность под шайбу или сплошную опорную поверхность на нижней стороне, если покупатель в своем запросе или заказе специально не указывает, что ему требуется одна из доступные альтернативы.
Гайки
Гайки должны иметь фаску приблизительно 30º с обеих сторон.
Гайки должны быть утоплены под углом 120º ± 10º на обоих концах резьбы. Диаметр зенковки должен соответствовать требованиям ISO/FDIS 4759-1:2000, рисунок 69, следующим образом:
d ≤ 5 мм:d amax = 1,15d
5 мм amax = d + 0,75
d> 8 мм:d amax = 1,08d
для всех размеров:d амин = д
Требования распространяются на обе стороны симметричных деталей.
Система обозначения класса прочности для стальных болтов и винтов
В соответствии с BS EN ISO 898-1 система обозначения класса прочности (символ класса прочности)
для стальных болтов и винтов состоит из двух фигур. Первая составляет одну сотую от минимального предела прочности.
прочность в Н/мм2, а вторая – одна сотая отношение между минимальным пределом текучести
(или напряжение на пределе постоянной деформации, R0.2) и минимальный предел прочности на растяжение, выраженный в процентах, как
показано ниже, для класса прочности 8.8 в соответствии с таблицей 2.
Первая составляет одну сотую от минимального предела прочности.
прочность в Н/мм2, а вторая – одна сотая отношение между минимальным пределом текучести
(или напряжение на пределе постоянной деформации, R0.2) и минимальный предел прочности на растяжение, выраженный в процентах, как
показано ниже, для класса прочности 8.8 в соответствии с таблицей 2.
Таблица 2 — Обозначения классов прочности стальных болтов и винтов
Обозначение класса прочности | 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 10,9 | 12,9 |
Прочность на растяжение R м мин. | 400 | 400 | 500 | 500 | 600 | 800 | 1000 | 1200 |
Предел текучести R e мин. Н/мм2 | 240 | 320 | 300 | 400 | 480 | — | — | — |
Напряжение на постоянном пределе усадки R 0,2 Н/мм2 | — | — | — | — | — | 640 | 900 | 1080 |
 Н/мм2
Н/мм2Материал и производство стальных болтов и винтов
Способ производства
Стальные болты и винты могут изготавливаться методом холодной ковки, горячей ковки или точением из прутка. Выбор
метод должен быть оставлен на усмотрение производителя.
Выбор
метод должен быть оставлен на усмотрение производителя.
Химический состав
Химические составы сталей, приведенные в таблице 2 стандарта BS EN ISO 898-1, приведены только для справки. Выбор стали на усмотрение изготовителя. Используемая сталь должна быть такой, чтобы готовая продукт обладает механическими свойствами, соответствующими указанному классу прочности.
Термическая обработка
Марки, обозначенные как 8.8, 10.9 и 12.9, должны подвергаться термической обработке для придания заданных механических свойств. в БС ЕН ИСО 898-1.
Другие марки могут подвергаться термической обработке, если это необходимо для получения механических свойств, указанных в п. БС ЕН ИСО 898-1.
Обезуглероживание
Обезуглероживание поверхности резьбы не должно превышать указанное ниже для болтов и винтов. марок марок 8.8, 10.9и 12.9.
Глубина необезуглероженной зоны должна быть не менее двух третей глубины основной
нить. В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного
нить.
В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного
нить.
Метод измерения степени обезуглероживания должен соответствовать стандарту BS EN ISO 898-1.
Прокатные круги
ПРИМЕЧАНИЕ. . Когда резьбу изготавливают накаткой, небольшие нахлесты обычно присутствуют на вершинах и обычно имеют величину, которая не влияет на работу болта.
Нахлест, образованный на вершине резьбы перпендикулярно оси болта, не считается. основанием для браковки, если глубина нахлеста не превышает 33 % глубины резьбы.
Болты классов прочности 10.9 и 12.9 не должны иметь нахлестов на боковой поверхности резьбы ниже эффективный диаметр. Нахлесты на боковых сторонах выше эффективного диаметра не должны иметь глубину более 33 %. от глубины резьбы.
Механические свойства стальных болтов и винтов
Стальные болты и винты должны соответствовать требованиям к механическим свойствам, приведенным в BS EN ISO 898-1.
Система обозначения классов прочности для стальных гаек
Система обозначения класса прочности для стальных гаек должна представлять собой число, которое составляет одну сотую от указанное испытательное напряжение нагрузки в Н/мм2. Испытательное напряжение нагрузки соответствует минимальной прочности на растяжение самый высокий класс болта или винта, с которым можно использовать гайку (см. Таблицу 3).
Таблица 3 — Обозначения классов прочности стальных гаек
| Обозначение классов прочности | 4 | 5 | 6 | 8 | 10 | 12 |
| Пробная нагрузка Н/мм2 | 400 | 500 | 600 | 800 | 1000 | 1200 |
Механические свойства стальных гаек приведены в таблице 9.
Рекомендуется, чтобы сорта гаек, которые будут использоваться с болтами и винтами каждого сорта, соответствовали указанным в таблице 4.
Таблица 4 — Рекомендуемые комбинации болтов и гаек
| Марка болта | 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 10,9 | 12,9 |
| Рекомендуемая марка | 4 | 4 | 5 | 5 | 6 | 8 | 10 | 12 |
Материал и изготовление стальных гаек
Способ производства
Стальные гайки могут быть изготовлены методом холодной ковки, горячей ковки или точением из прутка. Выбор метода должен оставить производителю.
Химический состав
Химический состав сталей, из которых изготавливаются гайки, должен соответствовать приведенным в приложении В
Примечание: Использование автоматных сталей при температурах выше 250 ºC не рекомендуется. Автоматическая сталь может использоваться, если это разрешено Приложением В, или иным образом по специальному соглашению между покупателем и поставщиком.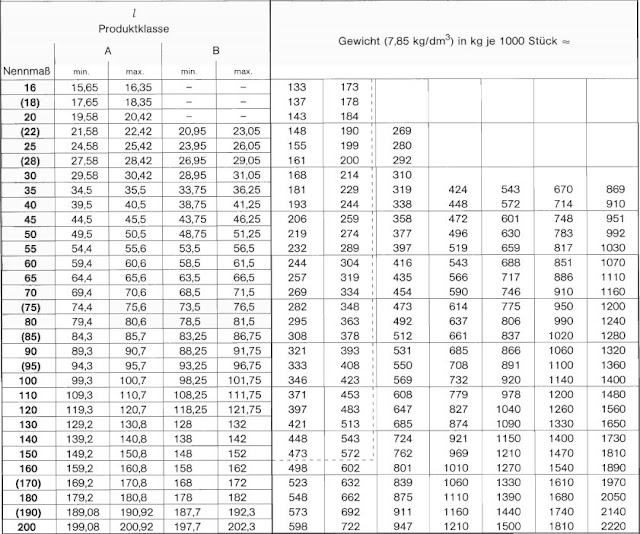
Термическая обработка
Гайки должны подвергаться термообработке, если это необходимо для получения механических свойств, указанных в разделе 14.
Механические свойства стальных гаек (кроме тонких гаек)
Стальные гайки (кроме тонких) должны соответствовать требованиям по механическим свойствам, приведенным в таблице 9.
Гайки должны выдерживать пробную нагрузку, указанную в таблице 9, при испытании в соответствии с приложением С.
Гайки, прошедшие испытание пробной нагрузкой, должны иметь твердость, не превышающую максимальное значение, указанное в таблице 9.
Гайка, не испытанная пробной нагрузкой, должна иметь твердость не менее минимальной, согласованной между
покупателем и поставщиком и не более максимальной, указанной в таблице 9.. Испытания должны быть в
в соответствии с Приложением С.
Болты с просверленными отверстиями под шплинты
Болты с отверстиями под шплинт поставляются только по специальному заказу. Покупатель должен указать, в
его запрос и заказ, размер lp, как показано на рисунке 2. Допустимый допуск –0 + 0,8 мм
по указанному размеру lp.
Допустимый допуск –0 + 0,8 мм
по указанному размеру lp.
Отверстия под шплинты должны быть просверлены через центр болта, как указано в BS EN ISO 1234.
Маркировка и идентификация (см. также Приложение E)
Общий
Требования настоящего стандарта к маркировке и идентификации обязательны только для стальных болтов, винтов. и гайки диаметром 6 мм и больше; изготавливается по классу прочности 8.8 (для болтов или винты) и 8 (для гаек) или выше.
Болты и винты
Маркировка болтов и винтов должна соответствовать пункту 9 стандарта BS EN 2089.8-2:1994.
Осмотр и испытания
Изготовитель должен принять необходимые меры для обеспечения соблюдения требований настоящего стандарта.
выполнено, но если, кроме того, покупатель желает, чтобы изготовитель удостоверил или продемонстрировал, что болты,
винты и гайки соответствуют настоящему стандарту, подробности и стоимость любых дальнейших проверок должны быть предметом
по соглашению между покупателем и производителем.
Испытания на механические свойства должны проводиться в соответствии с Приложением C и BS EN ISO 89.8-1.
Таблица 9 — Механические свойства стальных гаек
Обозначение класса прочности | 4 | 5 | 6 | 8 | 10 | 12 | |
Пробная нагрузка, Н/мм 2 | 400 | 500 | 600 | 800 | 1000 | 1200 | |
Твердость по Бринеллю (HB) макс. | 302 | 302 | 302 | 302 | 353 | 375 | Все гайки |
Твердость по Роквеллу b (HRC) макс. | 30 | 30 | 30 | 30 | 36 | 39 | Все гайки |
Твердость по Виккерсу (HV) макс. | 310 | 310 | 310 | 310 | 370 | 395 | Все гайки |
Примечание:
- Испытательная нагрузка рассчитывается путем умножения напряжения пробной нагрузки на площадь растягивающего напряжения болта.
- Преобразование твердости по Бринеллю в твердость по Роквеллу было рассчитано в соответствии со стандартами BS EN ISO 6506-1,2 и 3 и БС ЕН 10109-1.
- Все гайки, кроме исключенных по соглашению между покупателем и изготовителем. Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем.
 Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем.
Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем.Химический состав стальных гаек
Химический состав материалов, из которых должны быть изготовлены стальные гайки, приведен в таблице Б.1.
Обозначение класса прочности | Пределы химического состава (проверить анализ) | ||||||
Углерод макс. % | Марганец мин. % | Фосформакс. | Сера Макс. % | ||||
4, 5 и 6 (см. примечания) | 0,50 | — | 0,110 | 0,150 | |||
8 | 0,58 | 0,30 | 0,060 | 0,150 | |||
10 и 12 (см. | 0,58 | 0,45 | 0,048 | 0,058 | |||
ПРИМЕЧАНИЕ 1 Легкорежущая сталь может использоваться только по специальному соглашению между покупателем и поставщиком. В таких случаях допускается следующее максимальное содержание фосфора, серы и свинца: Фосфор, 0,12 %; Сера 0,34 %; Свинец, 0,35 %. ПРИМЕЧАНИЕ 2 Легирующие элементы могут быть добавлены, если это необходимо для улучшения механических свойств гаек, указанных в разделе 15. | |||||||
 %
% примечания)
примечания) Испытание механических свойств стальных гаек (см. разделы 16 и 19)
разделы 16 и 19)
Пробная нагрузка
Испытание пробной нагрузкой состоит из приложения соответствующей пробной нагрузки, указанной в таблице 10, которая была получена из напряжения пробной нагрузки, указанного в таблице 9..
Соберите испытуемую гайку на закаленной и отпущенной оправке, как показано на рисунке С.1, и приложите указанную нагрузку в осевом направлении.
Гайка должна выдерживать эту нагрузку без разрушения в результате зачистки или разрыва и должна сниматься пальцами после снятия нагрузки. Если резьба оправки повреждена во время испытания, испытание не принимается.
Может потребоваться использование ручного ключа, чтобы привести гайку в движение. Такое отворачивание допустимо при условии, что оно ограничено половиной оборота, а затем гайка снимается пальцами после первоначального ослабления.
Закаленная оправка
Оправка должна иметь твердость не менее Rockwell C45. Резьба должна иметь класс допуска 5 He, за исключением того, что допуск на большой диаметр должен составлять последнюю четверть диапазона 6g на стороне минимального материала.
Закаленная тестовая пластина
Испытательная плита должна иметь твердость не менее Rockwell C38.
Испытание на твердость гаек
Можно определить твердость по Бринеллю, Роквеллу и Виккерсу. Нанесите слепок на верх и низ лицевой стороной гайки, в противном случае сбоку от гайки.
Проведите тест на твердость по Бринеллю в соответствии с требованиями BS EN ISO 6506-1 до -3. Проведите испытание на твердость по Роквеллу в соответствии с требованиями BS EN 10109-1. Выполните испытание на твердость по Виккерсу в соответствии с требованиями BS EN ISO 6507-1 до -3.
Маркировка болтов
Болты с шестигранной головкой в соответствии с этим документом должны иметь маркировку ISO 898-1.
а) Маркировка класса прочности в соответствии с EN ISO 898-1.
BS 3692 Размер гайки | Большой болтгайка
Стандарт размеров гаексогласно BS 3692
β = от 15° до 30°
θ = от 90° до 120°
 №
№ 

 21
21 00
00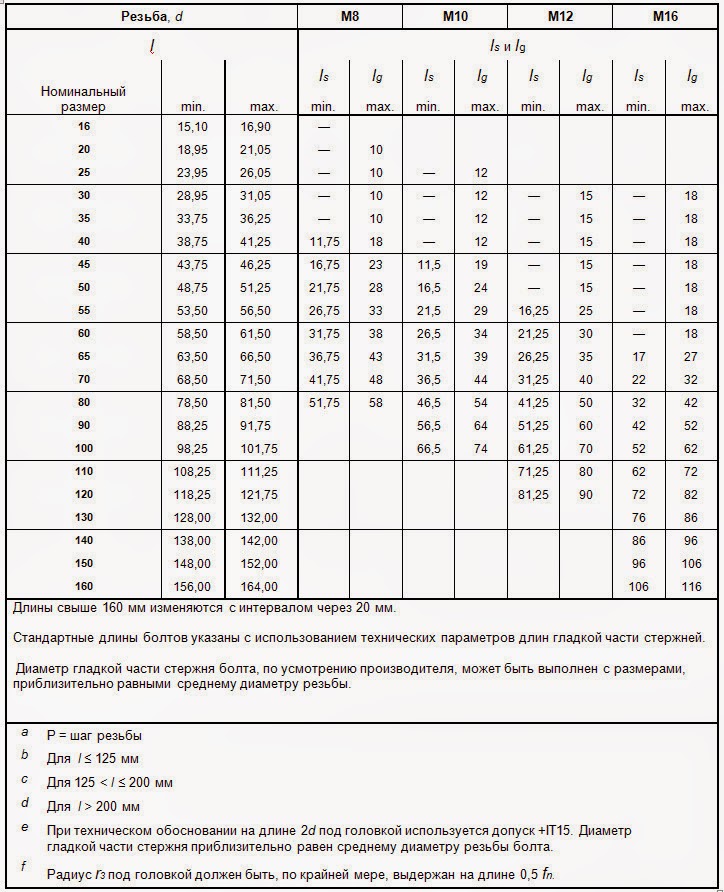 00
00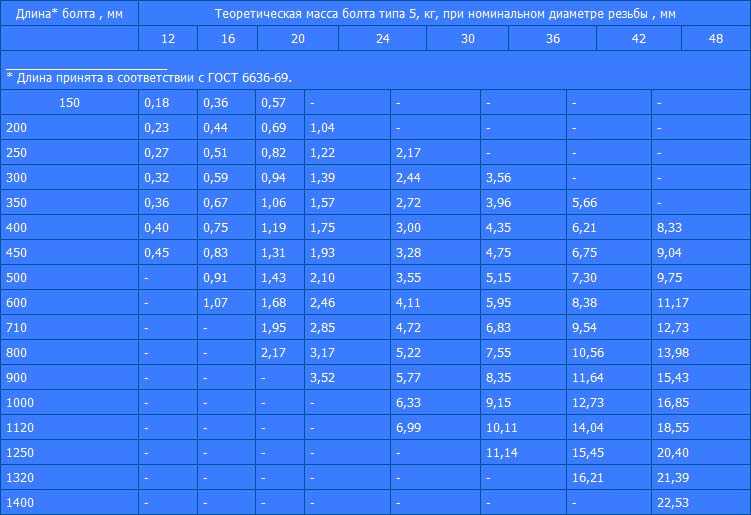 00
00 00
00 00
00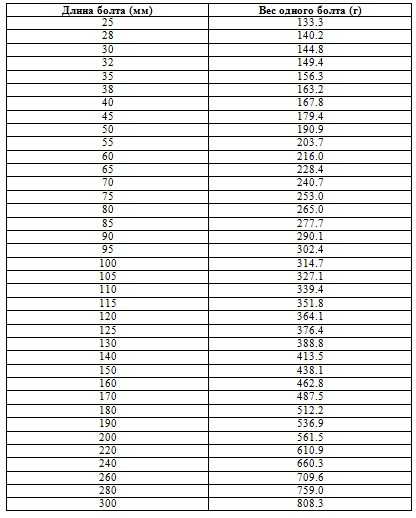 00
00 00
00 00
00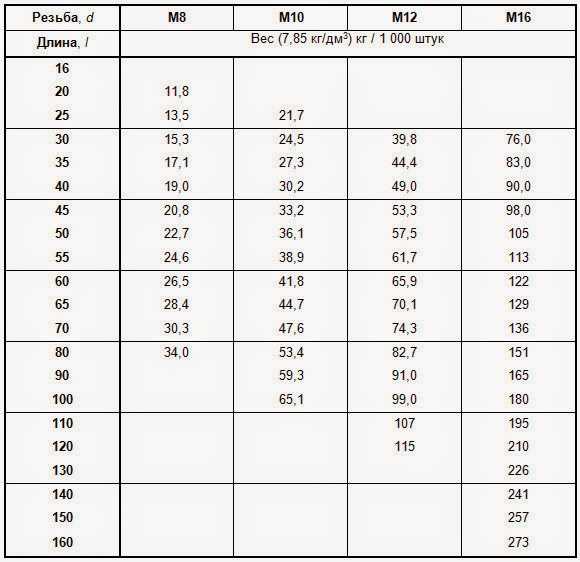 00
00 08
08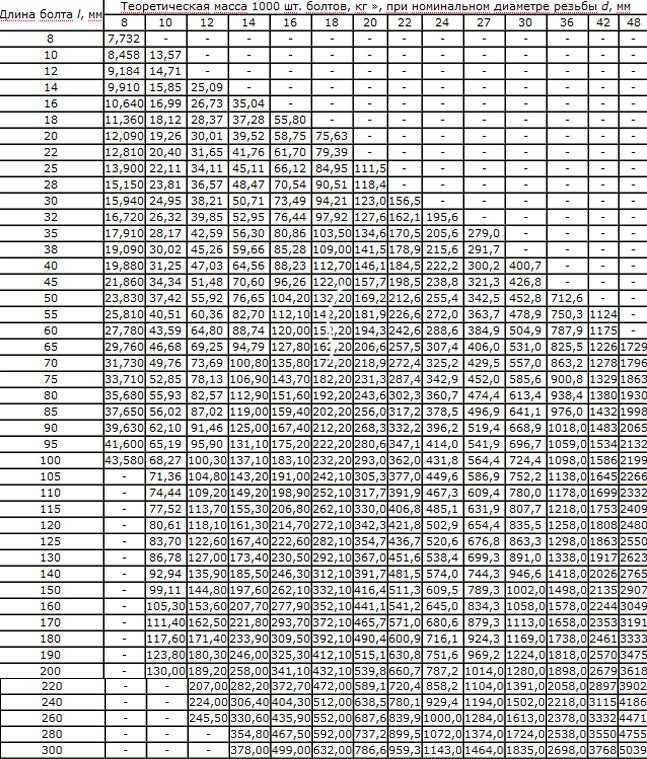 00
00 00
00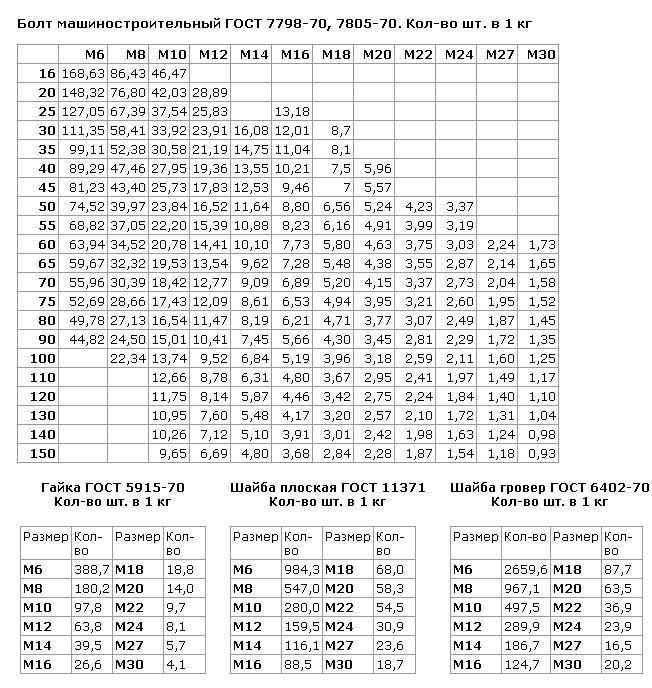 13
13 13
13