Ванночка для сварки арматуры от завода изготовителя
Ванночка для сварки арматуры. Назначение
Ванночки для сварки используются для соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более. Соединение выполняется при изготовлении арматурных и закладных изделий ж/бетонных конструкций. Очень часто их применяют при монтаже сборных конструкций и возведении монолита.
Технология ванной сварки
Ванная сварка — сложный технологический процесс соединения двух арматурных изделий одного или разного диаметра с применением (2) ванночки для сварки. Она является неотъемлемой частью соединения, с её помощью два или несколько стержней арматуры соединяются в один элемент. Усилия конструкции передаются частично за счет сварного шва между соединяемыми арматурами, частично за счет ванночки.
Конструкция и размеры
Ванночки для сварки изготавливаются по ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций».
Вы можете заказать ванночки
Вы можете заказать ванночки по собственным чертежам или эскизам.
Ванночки для сварки арматуры различаются по типу в зависимости от типа соединения арматуры и от способа сварки. Различают вертикальное и горизонтальное соединения арматуры.
Перед заказом необходимо определиться с типом ванночек для сварки по ГОСТ 14098-91.
Ванночки для сварки, тип соединения (способ сварки): С15-Рс
| Диаметр арматуры |
Параметры ванночки | |||
|---|---|---|---|---|
| h | b | L(Аll) | s | |
| 20 | 32 | 23 | 59 | 6 |
| 25 | 38 | 28 | 69 | 6 |
| 28 | 44 | 31 | 75 | 8 |
| 32 | 48 | 35 | 83 | 8 |
| 36 | 54 | 39 | 93 | 8 |
| 40 | 59 | 43 | 101 | 8 |
Ванночки для сварки, тип соединения (способ сварки): С19-Рм
| Диаметр арматуры |
Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 32 | 52 | 6 |
| 22 | 34 | 56 | 6 |
| 25 | 38 | 62 | 6 |
| 28 | 44 | 68 | 8 |
| 32 | 48 | 76 | 8 |
| 36 | 54 | 86 | 8 |
| 40 | 59 | 94 | 8 |

Ванночки для сварки, тип соединения (способ сварки): С28-Мп
| Диаметр арматуры |
Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 19 | 59 | 8 |
| 22 | 20 | 63 | 8 |
| 25 | 21,5 | 69 | 8 |
| 28 | 25 | 75 | 10 |
| 32 | 27 | 83 | 10 |
| 36 | 29,5 | 93 | 10 |
| 40 | 31,5 | 101 | 10 |
Покрытие (покраска)
Ванночки для сварки арматуры поставляются без покрытия.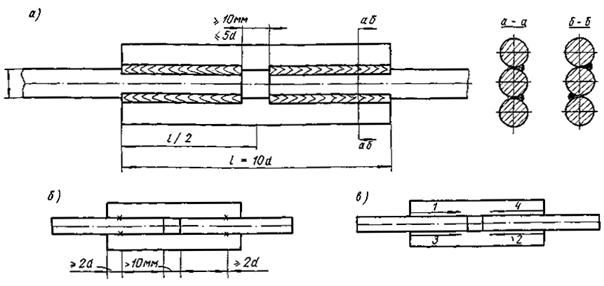
Цены
Цену на ванночки для сварки (мин. заказ от 100 шт.) Вы можете узнать, отправив запрос по форме ниже.
Перед заказом необходимо определиться с типом ванночек для сварки по ГОСТ 14098-91 (см. таблицы 9, 10, 16 выше).
Описание
Завод изготовитель «СТК Конструкция» в Подольске делает ванночки для сварки арматуры не только по размерам указанным в таблице, но так же для различных типов соединений в соответствии с ГОСТ 14098-91.
Типы соединений арматуры ванной сваркой: С14-Мп, С15-Рс, С16-Мо, С14-Мп, С15-Рс, С16-Мо, С17-Мп, С18-Мо, С19-Рм, С17-Мп, С18-Мо, С19-Рм, С24-Мф, С25-Мп, С26-Рс, С27-Мф, С28-Мп, С29-Рс, С30-Мф, С31-Мп, С32-Рс, а так же для типов соединений: Н2-Кр, Н3-Кп.
Современное строительство — это сложный технологический процесс, который нуждается не только в крупном оборудовании, но в небольших устройствах очень конкретного назначения. Этими устройствами являются, например, ванночки для сварки арматуры.
При строительстве каркасно-щитовым методом, который используется при возведении нестандартных и стандартных зданий, производственных цехов, сельскохозяйственных объектов, рабочим приходится сваривать арматуру разной длины, диаметра и типа.
Тут не обойтись без ванночек для арматуры. Они могут иметь другое техническое наименование — их часто называют скобами-накладками. Они используются для стыковки нестандартных арматурных стержней длина которых превосходит прокатную. Изделия представляют собой вогнутую емкость, имеющую в поперечном сечении подковообразную форму. С помощью ванночек для сварки арматуры рабочие и сварщики создают единые силовые каркасы. Эти конструкции хорошо выдерживают проверку на прочность и жесткость по всей длине. Сварные ванны должны изготавливаться в заводских условиях на современном оборудовании, чтобы обеспечивать качество техпроцесса по ГОСТу или ТУ.
Строительство не терпит простоев и срывов сроков, поэтому сварных ванн должно быть много. Обычно их покупают в стандартном варианте, определенного диаметра. Но иногда проект предусматривает нестандартные решения и могут понадобиться устройства по индивидуальным размерам.
Обычно их покупают в стандартном варианте, определенного диаметра. Но иногда проект предусматривает нестандартные решения и могут понадобиться устройства по индивидуальным размерам.
Сроки реализации
стандартных и нестандартных заказов
Завод изготовитель «СТК Конструкция», который производит качественные металлоконструкции, принимает заказы любых размеров от строительных организаций на изготовление ванночек для сварки арматуры. Возможен заказ как типовых конструкций по ГОСТ 14098-91, так и помощь в разработке и исполнении индивидуального заказа по специальным чертежам.
Если вам необходимо узнать время изготовления нестандартной формы, чтобы рассчитать время на соблюдение техпроцесса, свяжитесь с нами. Мы расскажем о сроках изготовления, которые вы сможете учесть при планировании. Наш завод предлагает купить ванночки для сварки арматуры в Москве и МО по очень привлекательной цене.
Ванная сварка арматуры
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее. В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов. К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Содержание страницы
- 1 Технология ванной сварки
- 1.1 Ручная сварка
- 1.2 Процесс ванной сварки
- 2 Ванночки для сварки
- 3 Дополнительная информация
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой.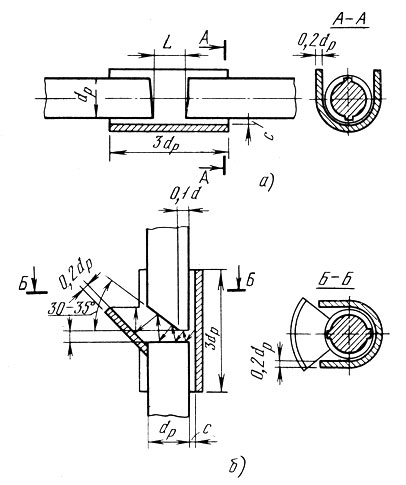
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.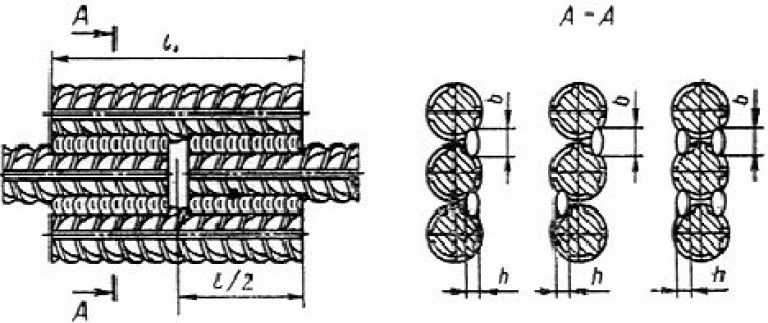
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки
Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом. Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки. Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов. Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями. После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Dimensions Butt-Welding Fittings
Dimensions of butt-welding fittings:
Long Radius Elbows
| Nominal Pipe Size (inches) | Outside Pipe Diameter (inches) | Distance Center to End (inches) | |
|---|---|---|---|
| 90 o Elbows | 45 o Elbows | ||
| 1 | 1. 315 315 | 1 1/2 | 7/8 |
| 1 1/4 | 1.660 | 1 7/8 | 1 |
| 1 1/2 | 1.900 | 2 1/4 | 1 1/8 |
| 2 | 2.375 | 3 | 1 3/8 |
| 2 1/2 | 2.875 | 3 3/4 | 1 3/4 |
| 3 | 3,5 | 4 1/2 | 2 |
| 3 1/2 | 4.0 | 5 1/4 | 2 1/4 |
| 4 | 4.5 | 6 | 2 1/2 |
| 5 | 5.563 | 7 1/2 | 3 1/8 |
| 6 | 6.625 | 9 | 3 3/4 |
| 8 | 8.625 | 12 | 5 |
| 10 | 10.750 | 15 | 6 1/4 |
- 1 дюйм = 25,4 мм

 625
625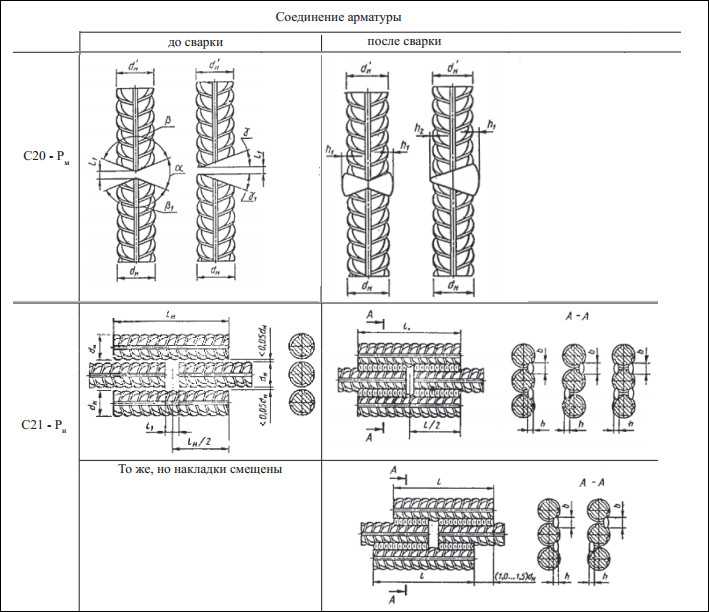 5
5
 Другие методы НК также могут быть использованы. Дефекты сварки включают несплавление с основным металлом, корневое растрескивание и неполный провар.
Другие методы НК также могут быть использованы. Дефекты сварки включают несплавление с основным металлом, корневое растрескивание и неполный провар. Инертный газ, обычно аргон или гелий, используется для защиты вольфрамового электрода от окисления или загрязнения во время процесса. GTAW подходит для большинства металлов, включая нержавеющую сталь, и обеспечивает высококачественный сварной шов с минимальными или нулевыми отделочными работами.
Инертный газ, обычно аргон или гелий, используется для защиты вольфрамового электрода от окисления или загрязнения во время процесса. GTAW подходит для большинства металлов, включая нержавеющую сталь, и обеспечивает высококачественный сварной шов с минимальными или нулевыми отделочными работами. Орбитальная сварка — это автоматизированный процесс, который помогает свести к минимуму риск ошибки оператора в процессах GTAW. В этом методе используется управляемая компьютером система для управления током дуги, подачей и скоростью, при этом позволяя орбитальной сварочной головке вращаться вокруг узла для получения согласованных и воспроизводимых профилей сварки. В Highland Equipment наша команда использует орбитальную сварку, чтобы обеспечить стабильные сварные швы, когда это возможно.
Орбитальная сварка — это автоматизированный процесс, который помогает свести к минимуму риск ошибки оператора в процессах GTAW. В этом методе используется управляемая компьютером система для управления током дуги, подачей и скоростью, при этом позволяя орбитальной сварочной головке вращаться вокруг узла для получения согласованных и воспроизводимых профилей сварки. В Highland Equipment наша команда использует орбитальную сварку, чтобы обеспечить стабильные сварные швы, когда это возможно.