Методы нагрева подшипников — Ремонт электрических машин
Масляная ванна имеет внутренний резервуар 1; подъемную корзину 2 с решетчатым дном; спиральные обогреватели 3, уложенные в. керамическую плиту; воздушное распределительное устройство, служащее для управления подъемом и спуском корзины;
карман для установки термометра контроля температуры нагрева масла и сливную трубу для спуска масла из ванны. Корзина сверху прикрыта двумя крышками. Задняя крышка закреплена наглухо; а передняя — откидная. Корзина поднимается при помощи пневмоцилиндра двустороннего действия, подвешенного к каркасу ванны.
Для уменьшения потерь тепла пространство между стенками кожуха заполнено изоляционной набивкой 4 из асбеста. При подогреве4 подшипников в ванне тщательно следят за показаниями термометра, так как при повышении температуры масла до 120 °С резко снижается срок их службы, а при температуре выше 130 °С находящееся в ванне трансформаторное масло может вспыхнуть.
Приспособления для нагрева подшипников

Приспособления для нагрева подшипников качения при посадке их на вал:
а — масляная ванна, б — аппарат для индукционного нагрева подшипников;
1 — резервуар, 2 — подъемная корзина, 3 — обогреватель, 4 — изоляционная набивка, 5 — плита, 6 — подшипник, 7 — сердечник, 8 — шарнир, 9 — зажимы, 10 — первичная обмотка.
Метод нагрева подшипников в масляной ванне широко распространен, однако имеет недостатки. Масляные ванны громоздки. Требуется тщательный надзор за чистотой масла, чтобы подшипники не загрязнялись при нагреве.
Подшипник нагревается длительное время и неравномерно: больше нагревается та его часть, которая расположена ближе к источнику тепла, подогревающего масло в ванне. Неосторожность персонала может привести к ожогам или пожару.
Метод индукционного нагрева подшипников качения в специальном аппарате лишен этих недостатков. Аппарат представляет собой конструкцию, состоящую из плиты 5 и кольцеобразного разъемного сердечника 7, набранного из листов трансформаторной стали.
Один сектор сердечника укреплен на латунном шарнире 8 и откидывается при установке подшипника 6 для нагрева в аппарате. Для изготовления сердечника могут быть использованы сердечники сгоревших трансформаторов тока.
На нижней части сердечника намотана первичная обмотка 10, выполненная проводом ПБД сечением 2,2 — 2,5 мм2 с отпайками на 100, 150 и 200 витков. Концы обмотки выведены к зажимам 9. Вторичной обмоткой аппарата служат кольца подшипника, представляющие собой короткозамкнутый виток, надетый на сердечник.
Питание на первичную обмотку подается от стандартного переносного трансформатора напряжением 380 — 220/36 — 12 в мощностью 250 вт. При прохождении тока в первичной обмотке индуктируется ток в кольцах подшипника и нагревает их до температуры 80 — 90 °С.
Температуру подшипника проверяют при помощи термометров или термосвечей, применяемых для контроля за нагревом контактных соединений шин в распределительных устройствах.
«Ремонт электрооборудования промышленных предприятий»,
В.Б.Атабеков
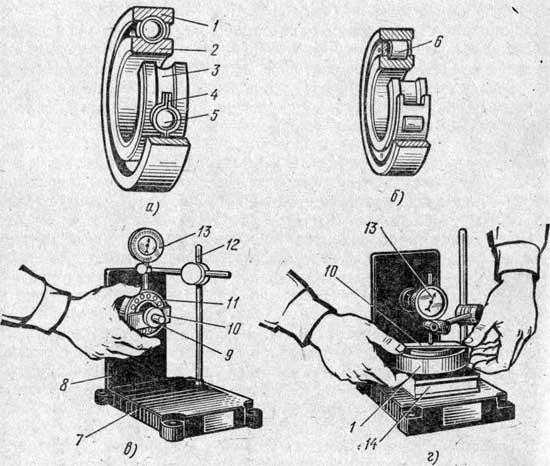
Степень износа подшипников качения определяют, измеряя их радиальные и аксиальные (осевые) зазоры на несложных приспособлениях, изготовляемых в мастерских электроцеха предприятия. Для замера на таком приспособлении радиального зазора подшипник 11 устанавливают на вертикальной плите 8 приспособления. Наложив на внутреннее кольцо 2 подшипника стальную шланку 10, закрепляют его гайкой, навернутой на стержень 9 приваренный к вертикальной плите;…
При пооперационных контрольных испытаниях измеряют сопротивления изоляции каждой отдельной неуложенной катушки по отношению к корпусу. Катушку помещают между металлическими обкладками, заменяющими металлический корпус. Измерение производят мегомметром на 1000 в в течение 1 мин. Наименьшая допустимая величина сопротивления изоляции катушки статорной обмотки машины с номинальным напряжением до 500 в равна 1,5 Мом, роторной о обмотки —…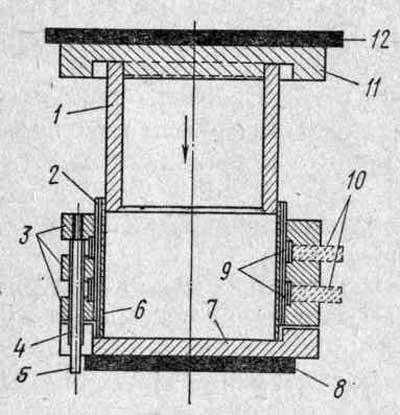
У контактных колец фазных роторов наиболее часто повреждаются рабочая поверхность и изоляция между кольцами или между кольцом и корпусом. Неравномерную выработку контактного кольца устраняют обточкой на токарном станке или при помощи приспособления. При легких повреждениях колец (подгаре, царапинах и др.) их шлифуют стеклянной шкуркой. Нарушенную изоляцию между контактными кольцами восстанавливают, зачищая, промывая бензином и затем…
Каждая отремонтированная деталь или сборочная единица взрывозащищенного электрооборудования должна быть испытана. Условия, объем и нормы испытаний должны соответствовать требованиям технических условий завода-изготовителя и другим официальным документам, относящимся к обеспечению взрывозащиты данного электрооборудования. Испытание может быть проведено в несколько этапов в процессе ремонта (например, гидроиспытания оболочек, испытания секций электродвигателей в процессе их изготовления, стендовые испытания). При…
При незначительных повреждениях на поверхности дорожек качения или шариков (роликов) подшипник может быть вновь использован, при значительных повреждениях подшипник заменяют новым. В некоторых случаях у подшипников качения вследствие выкрашивания металла на дорожках качения повреждаются сепараторы. В этом случае подшипник заменяют новым. Подшипники заменяют новыми также при следующих неустранимых дефектах, определяемых внешним осмотром: сколы или трещины…
www.ktovdome.ru
Установка нагрева подшипников в масле УНПМ-902
Назначение УНПМ 902
Установка нагрева подшипников в масле УНПМ-902 предназначена для нагрева деталей, подлежащих напрессовке (подшипников, втулок, колец и т.д.), в масляной ванне перед посадкой их на валы роторов электродвигателей и механизмов.
Обеспечивает
- демонтаж различных деталей и узлов, посаженных с натягом, без повреждения частей изделия;
- существенное облегчение работы оператора;
- быстрая настройка захватов на нужный размер поворотом кулачка;
- фиксация положения захватов во всем рабочем диапазоне;
- регулировка глубины захвата за счет сменных наконечников;
- пружинный возврат штока в исходное положение
Процесс сборки роторов электродвигателей предусматривает посадку на вал подшипников, втулок, муфт и других деталей. Посадка на вал осуществляется с натягом. Для осуществления этой операции детали предварительно нагреваются до определенной температуры. Установка УНПМ 902 позволяет произвести «мягкое» нагревание деталей в масле, исключающее их перегрев и поводку.
 Благодаря применению трубчатых нагревателей специальной конструкции исключается возможность воспламенения масла и его осмоления.
Благодаря применению трубчатых нагревателей специальной конструкции исключается возможность воспламенения масла и его осмоления.
Маслянная ванна установки нагрева подшипников в масле УНПМ-902 имеет хорошую теплоизоляцию и снабжена герметичной крышкой. Ванна размещена на тележке. Все это позволяет транспортировать предварительно нагретые детали до места монтажа без потери температуры. При необходимости ванна легко демонтируется с тележки и может быть размещена стационарно.
- Масляная ванна;
- Герметичная крышка;
- Тележка.
Технические характеристики
| Параметр | Значение |
|---|---|
| Время нагрева деталей от 15 до 90°С, мин | 40 |
| Наибольшие размеры нагреваемых деталей, мм | |
| ширина | 80 |
| диаметр | 320 |
| Питание | 220 В, 50 Гц |
| Потребляемая мощность, кВт не более | 2 |
| Габаритные размеры, мм не более | 790x500x800 |
| Масса, кг не более | 40 |
www.sarprom.com
Установка нагрева подшипников в масле
Саратов

Установка масляного нагрева подшипников. Создана для нагрева деталей, подлежащих напрессовке (подшипников, втулок, колец и т.д.), в масляной ванне перед посадкой их на валы роторов электродвигателей и устройств.
Процесс сборки роторов электродвигателей предугадывает посадку на вал подшипников, втулок, муфт и других деталей. Посадка на вал осуществляется с натягом.
Для воплощения этой операции детали за ранее греются до определенной температуры. Установка позволяет произвести “мягкое” нагревание деталей в масле, исключающее их перегрев и поводку. Благодаря применению трубчатых нагревателей специальной конструкции исключается возможность воспламенения масла и его осмоления.
Масляная ванна установки имеет неплохую теплоизоляцию и снабжена герметичной крышкой. Ванна расположена на телеге. Все это позволяет транспортировать за ранее нагретые детали до места монтажа без утраты температуры. По мере надобности ванна просто демонтируется с телеги и может быть расположена стационарно.
Ваши интересы в Саратове
Компания предоставит ваши интересы в хоть какой сфере бизнеса в Приволжском федеральном окружении, есть кабинет, складские помещения выработки по работе с сетевыми предприятиями розничной торговли, с госструктурами. Наши менеджеры проведут марктетинговый анализ
Производитель водянистых удобрений
Суровая компания, занимающаяся созданием водянистых органо-минеральных удобрений отыскивает представителей, дилеров, оптовиков в Азербайджане, Узбекистане, Кыргызстане и др. странах близкого зарубежья для взаимовыгодного сотрудничества.НПО — русский фаворит в
Бизнес мысль толщиномер покрытий
Можно сказать сходу, что эта мысль быстрее для ИП, чем для личных лиц. Сначала это связано с приобретением нужного оборудования. А пригодится нам не что другое как толщиномер покрытий. По непроверенным данным вот тут можно приобрести Константа К5, по очень демократичной
msd.com.ua
Масляные ванны — Большая Энциклопедия Нефти и Газа, статья, страница 1
Масляные ванны
Cтраница 1
Масляные ванны громоздки и требуют тщательного надзора за чистотой масла. Подшипник в них нагревается длительное время и неравномерно. Поэтому более совершенным является индукционный способ нагрева. Аппарат для индукционного нагрева ( рис. 139) состоит из асбестоцементной плиты / и кольцеобразного сердечника 3, набранного из листов трансформаторной стали. [2]
Масляные ванны для нагрева подшипников перед монтажом на вал: а — ванна обогревается паяльной лампой; подшипники надеты на крюк; о — ванна с электроподогревом; подшипники лежат на сетке. [3]
Масляные ванны используются для смазки подшипников с самоустанавливающимися вкладышами. Масло заливается в корпус бабки до уровня, определяемого маслоуказателем, что гарантирует полное погружение подшипника в масло. Для предотвращения утечек предусматривают уплотнения различного вида. [4]
Масляные ванны ( смазка разбрызгиванием или картерная) фиг. [5]
Масляные ванны ( смазка разбрызгиванием или картерная), фиг. [6]
Масляные ванны применяют для смазки механизмов, работающих в закрытых пространствах ( например, в редукторах), где опасность загрязнения масла пылью почти исключена. [8]
Масляные ванны имеют существенные недостатки. Трансформаторное масло, которым заполняют ванны, при температуре выше 130 С может вспыхнуть, неосторожность персонала может привести к пожару. Сами ванны громоздки, подшипники в них нагреваются длительное время и неравномерно: сильнее нагревается та его часть, которая ближе расположена к обогревателю. Нагрев масла требует дополнительного времени и затрат электроэнергии. [10]
Масляные ванны не рекомендуется применять для вертикальных валов ввиду интенсивного перемешивания масла вращающимися деталями подшипника, что создает большие энергетические потери и значительно повышает температуру узла. [11]
Масляные ванны не рекомендуется применять для вертикальных валов ввиду интенсивного перемешивания масла вращающимися деталями подшипника, что создает большие энергетические потери и значительно повышает температуру узла, а следовательно, вызывает преждевременное разложение масла. В случае применения масляной ванны для смазывания конических роликоподшипников, установленных на горизонтальных валах, необходимо в корпусе создавать отводные каналы, обеспечивающие циркуляцию масла, так как конические ролики при вращении затягивают масло и перекачивают его от малого торца к большему. [12]
Масляные ванны имеют существенные недостатки. Трансформаторное масло, которым заполняют ванны, при температуре выше 130 С может вспыхнуть, неосторожность персонала может привести к ожогам или пожару. [13]
Масляные ванны необходимо заливать маслом согласно инструкции по смазке станка. Уровень масла должен быть на 15 — 20 мм ниже самого низкого отверстия в корпусе коробок скоростей или подач. [14]
Масляные ванны редукторов следует заполнять маслом назначенного сорта и марки. Замена сорта масла без разрешения лица, ответственного за состояние смазочного хозяйства завода ( инженеры по смазке отдела главного механика), запрещается. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Технология горячей запрессовки подшипников
Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
- Масляные ванны — применяются редко, т.к. есть риск загрязнения подшипника и быстрого выхода его из строя (14% всех отказов подшипников происходят из-за его загрязнения)
- Нагревательные плитки с электронагревом — также применяются не часто, из-за одностороннего нагрева
- Установки с применением индукционного нагрева — самый используемый вид оборудования для горячей установки подшипников. О них дальше и пойдет речь.
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
- Стационарные установки индукционного нагрева
- Мобильные системы индукционного нагрева
- Портативное оборудование, как показано на схеме
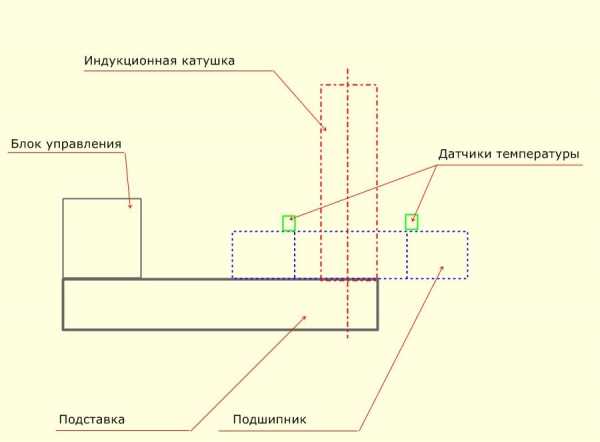
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля.
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
Как и обещали, русскоязычный сайт компании SKF Group
heattreatment.ru
Монтаж подшипников с нагревом
С увеличением габаритов подшипника возрастает усилие, необходимое для его монтажа. Поэтому перед монтажом целесообразно нагревать либо весь подшипник, либо его посадочное кольцо. Для выполнения этих задач SKF предлагает целый спектр приборов и оснастки.
Усилие, необходимое для установки подшипников увеличивается с ростом размера подшипника. Из-за необходимости прикладывать значительные усилие для монтажа, большие подшипники не так просто запресовать на валу или в корпусе. Поэтому перед монтажом подшипник или корпус необходимо нагреть.
Принцип индукционного нагреваИндукционный нагреватель можно сравнить с трансформатором, использующим принцип первичной обмотки с большим числом витков, и вторичную обмотку с несколькими обмотками на общем стальном сердечнике. Коэффициент трансформации (напряжения) равен соотношению обмоток, в то время как мощность остается неизменной. Следовательно, вторичная обмотка будет обеспечивать низкое напряжение при высокой силе тока. В случае индукционного нагревателя SKF, подшипник является вторичной короткозамкнутой обмоткой, через который идет переменный ток большой силы, таким образом, создавая высокую температуру. Температура самого же нагревателя остается равной температуре окружающей среды. Поскольку этот тип нагрева индуцирует электрический ток, подшипник намагничивается.
Важно, чтобы убедиться, что подшипник в дальнейшем был размагничен, и в дальнейшей работе к нему не будут приставать мелкие металлические частицы. Все индукционные нагреватели SKF имеют автоматические циклы размагничивания.
Монтаж с нагревом
Разница температур между подшипником и посадочным местом зависит от значения посадки с натягом и размера подшипника. Обычно, температуры подшипников от 80°C до 90°C (144°F до 162°F) и выше достаточно для нормального монтажа. Запрещено нагревать подшипник до температуры более 125°C (257°F), так как это может привести к изменению структуры металла, а также размеров подшипника. Важно также избегать локальных перегревов и, в частности, никогда не нагревать подшипник с использованием открытого огня.
Во время монтажа подшипника с нагревом обязательным является использование чистых термозащитных перчаток. Подъем с помощью пружинного подвеса может облегчить монтаж. Надвиньте подшипник на вал до упора в заплечик насколько это возможно и удерживайте подшипник в таком положении до полной посадки его на вал. SKF поставляет полный спектр нагревательного оборудования, такого как индукционные нагреватели и электрические конфорки с регулируемым термостатом для применения в любых промышленных задачах.
bearing-service.ru
Установка масляного нагрева подшипников УМН-1, Саратов
Как сюда попасть?Медный купорос ( сульфат меди ) ГОСТ 19347-99.
Медный купорос фасовка мешки по 25 кг. Нормативный документ: ГОСТ 19347-99. Формула: CuSO4∙5…
Контакты: Михаил 8(906) 7411660
Ремонт и отделка в Новоуральске квартир, офисов, помещений, сборка мебели, услуга «Муж на час»
Выполним ремонт любой сложности в квартире, офисе, помещении в Новоуральск и НГО. Полный комплекс…
Контакты: +7(982) 664-17-51 +7(953) 824-47-82 +7(34370) 74-779
Купить Рилутек (Рилузол) / Rilutek (Riluzole) 50 мг 56 таблеток
Продам Рилутек (Рилузол) 50 мг (56 таблеток в упаковке) . Оригинальное европейское лекарственное …
Контакты: Моб. тел. + 7 910 782 54 94
Продам Эдаравон (Edaravone) 30 мг (10 ампул по 20 мл)
Продам оригинальный японский препарат Эдаравон (Edaravone) . Дозировка: 30 мг, в упаковке 10 ампу…
Контакты: Москва, моб. тел. +7 910 782 54 94
Пассажирские перевозки иномарка
Пассажирские автоперевозки по межгороду. ДЕЩЕВО Увезем и встретим, любые нваправления
Контакты: 8 (34370) 75219 Мотив 8 900 210 31 51 Билайн 8903 084 09 08 Теле2 8 950 54 21 567
doskavery.ru