Гидравлические 4-х валковые вальцы MCA
Общая информация о вальце четырехвалковом MCA
Инновационный листогиб с уникальным дизайном для вальцовки листов толщиной до 10-15 мм. Точный, быстрый, простой в управлении и интуитивный валковый листогиб является самым высокотехнологичным на рынке в классе «легких машин».Опции, описания
ОДНОФАЗНЫЙ ЦИКЛ
Нет необходимости перед вальцовкой делать предзагиб обоих краев листа, как это делается на любой трехвалковой машине.
Все операции выполняются за один проход.
Для получения готового изделия оператору нужно только выбрать положение каждого валка.
ПОД УПРАВЛЕНИЕМ ЧПУ
Для вальцовки в автоматическом режиме машина управляется удобным для пользователя ЧПУ начального уровня. Более мощные системы ЧПУ DAVI (самые передовые в отрасли, что подтверждается их выбором НАСА) являются самопрограммируемыми и не требуют особой квалификации оператора.
ТОЧНАЯ ПОДАЧА
Оба зажимных валка приводятся в действие двумя гидравлическими моторами.
ГОРИЗОНТАЛЬНАЯ ПОДАЧА
Загрузка листов происходит горизонтально, что позволяет использовать рольганги и системы автоматической загрузки/разгрузки.
ЭКСКЛЮЗИВНЫЕ ПРЕИМУЩЕСТВА DAVI
СЕРВО-ТРОНИК
Servo-Tronic — намного более точная система параллельности валков, чем любая из ранее существующих гидравлических, электронных и механических (торсионная балка) систем. Система Servo-Tronic поддерживает параллельность всех трех валков одновременно, даже в случае проблем с электроникой, т.к. имеет двойную, действующую независимо, но одновременно, систему управления (патент DAVI).
ПЛАНЕТАРНЫЙ ПРЕДЗАГИБ
Планетарное движение боковых валков (патент DAVI), приближая валки к центру машины, создает правильные круглые формы (доступна самая «тугая» геометрия), в отличие от наклонных линейных направляющих в машинах других производителей, которые, особенно при вальцовке больших диаметрах, все больше и больше удаляются от центрального валка и места фиксации листа.

ТЕХНОЛОГИИ DAVI
Планетарные направляющие (безфрикционная технология, защита от вторичной окалины, отсутствие смазки, нет необходимости обслуживания), постоянная смазка, энергосбережение, электронное управление вальцовкой (Roll by Wire) и двойная система параллельности валков Servo-Tronic (в основном, патенты DAVI) делают машины DAVI современными, очень точными, легко управляемыми, высокопроизводительными, крайне надежными и не требующими обслуживания.
СТАНДАРТ ISO – СДЕЛАНО В ИТАЛИИ
Сертификат ISO 9001:2008– это гарантия высокого качества, выполненного в жестких рамках стандартов ISO, гарантия современного инжиниринга и безупречной сборки равно как и изысканного дизайна, характерного для большинства продуктов с символикой «100% Сделано в Италии».
| Модели | Длина валков mm | Толщина гибки mm | Толщина подгибки mm |
|---|---|---|---|
| MCA 2017 | 2050 | 7 | 4 |
| MCA 2019 | 2050 | 9 | 6 |
| MCA 2020 | 2050 | 11 | 8 |
| MCA 2024 | 2050 | 16 | 13 |
| MCA 2527 | 2.550 | 15 | 12 |
| MCA 2520 | 2.550 | 8 | 6 |
| MCA 2522 | 2. 550 550 |
10 | 8 |
| MCA 3017 | 3.100 | 6 | 3 |
| MCA 3020 | 3.100 | 7 | 4 |
| MCA 3022 | 3.100 | 9 | 6 |
| MCA 3028 | 3.100 | 14 | 10 |
| MCA 3030 | 3.100 | 15 | 12 |
PAS704 Вальцы 4-х валковые гидравлические Roundo (Швеция)
В сравнение
Roundo (Италия)
Артикул
RPAS704Рабочая ширина листа
2500 ммРабочая толщина листа
30 ммРабочая толщина листа
42 ммМинимальный диаметр гибки
от 5-ти диаметров верхнего вала ммДиаметр верхнего вала
460 ммДиаметр нижнего вала
460 ммДиаметр боковых валов
390 ммМощность
55 кВтВес нетто
33. 8 тонн
8 тоннВес брутто
35.6 тонн
Описание
Базовая комплектация
- Гидравлический бесступенчато варьируемый привод на верхний и нижний валы. Отдельный для каждого вала
- Точная гидравлическая регулировка нижнего вала посредством клиновидных блоков .
- Гидравлическая регулировка двух боковых валов
- Цифровые индикаторы, показывающие положение одной (консольной) стороны боковых валов.
- Регулировка параллельности боковых валов от кнопок.
- Подшипники фирмы SKF во всех узлах станка.
- Гидравлически управляемая крышка высвобождения верхнего вала для съема заготовки.
- Переносная панель управления, электронная регулировка скорости вращения валов (управление потенциометром с панели управления).
- Полный комплект электрики, кнопки аварийной остановки
Спасибо, что решили поделиться!
Ваш отзыв будет опубликован через некоторое время после проверки модератором.
Обратите внимание,
мы не публикуем отзывы:
- написанные ЗАГЛАВНЫМИ буквами
- содержащие ненормативную лексику или оскорбления
- не относящиеся к потребительским свойствам конкретного товара
- рекламного характера (содержащие контактную информацию и ссылки на другие сайты)
По требованию поставщика данный файл высылается клиентам, сообщившим данные о ранее купленном оборудовании
Внимание! Изображения товара, приведенные на сайте metall. dukon.ru, включая цвет, размер, могут отличаться от реального внешнего вида товара. Возможны изменения конструкций, технических характеристик, внешнего вида, комплектации товара, не ухудшающие его потребительских качеств, без предварительного уведомления потребителя. В случае любых сомнений перед покупкой уточняйте технические характеристики и комплектацию на официальном сайте производителя, а также у менеджеров отдела продаж. Внешний вид, наличие необходимых характеристик и комплектации проверяйте в момент получения товара.
dukon.ru, включая цвет, размер, могут отличаться от реального внешнего вида товара. Возможны изменения конструкций, технических характеристик, внешнего вида, комплектации товара, не ухудшающие его потребительских качеств, без предварительного уведомления потребителя. В случае любых сомнений перед покупкой уточняйте технические характеристики и комплектацию на официальном сайте производителя, а также у менеджеров отдела продаж. Внешний вид, наличие необходимых характеристик и комплектации проверяйте в момент получения товара.
Окончательная цена может отличаться от цен, указанных на сайте.
Bomar, Ingro, BDS Maschinen, Haco и др.
Вальцы гидравлические 4-х валковые с функцией подгиба Metal Master HSR 2060-32400
Обзор станка1. ОСОБЕННСТИ
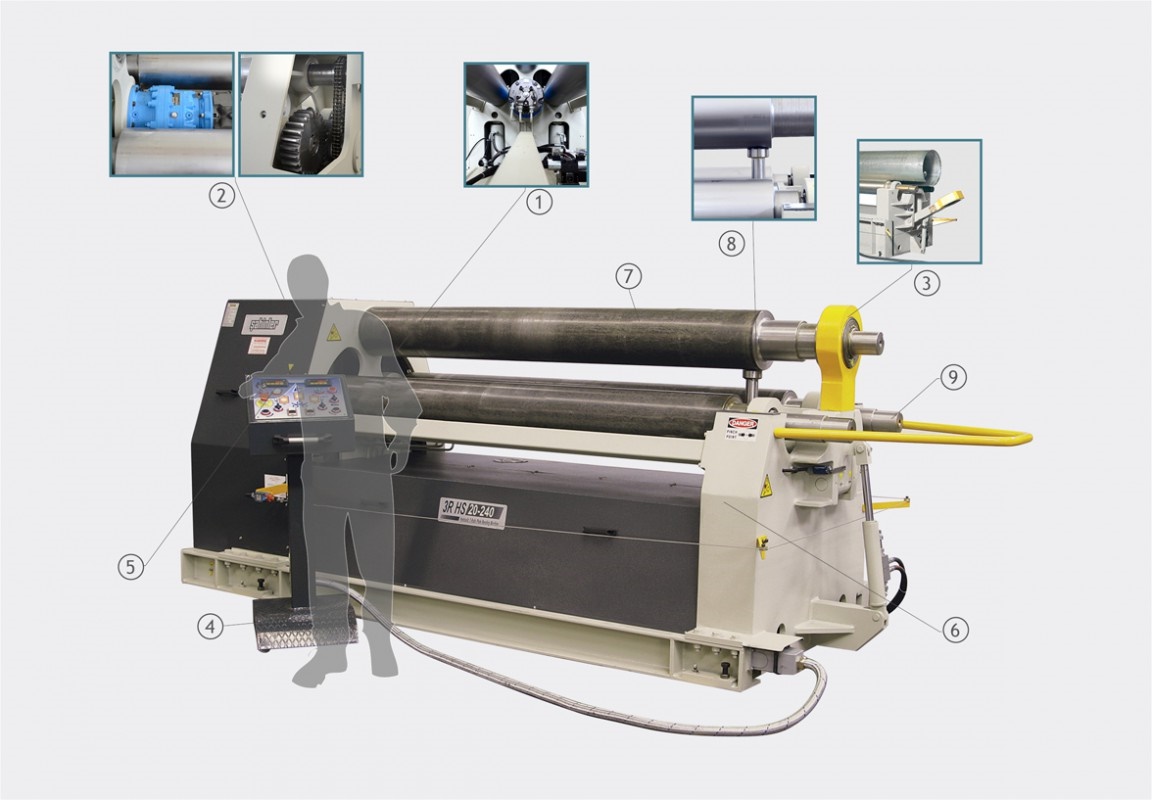
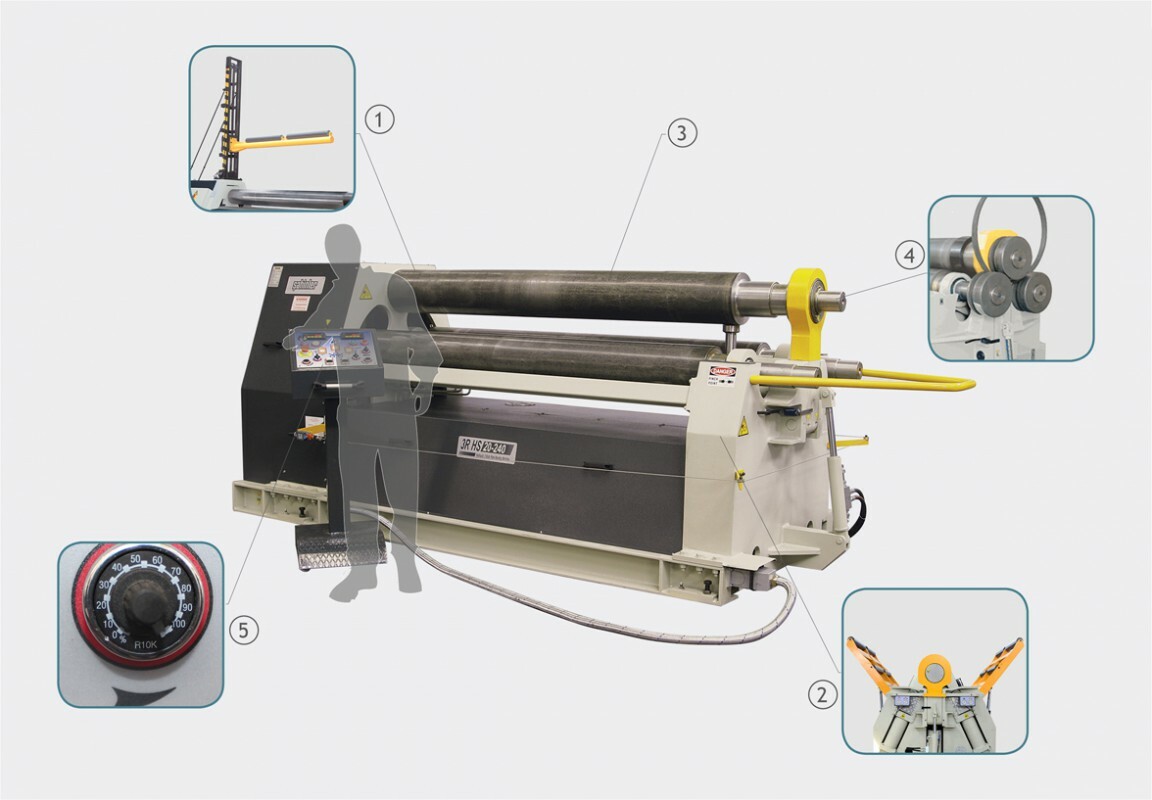
Вальцы гидравлические 4-х валковые Metal Master HSR Станок имеет функцию подгиба, а так же опциональную возможность управления процессом завальцовки с помощью ЧПУ.
Верхний рабочий валок станка является главным приводным валком, а нижний валок и обе стороны валка имеют гидравлический привод.
Наклон и возврат в исходное положение корпуса подшипника опрокидывания осуществляется гидравлической трансмиссией, балансир верхнего валка снабжен механизмом балансировки, который может легко извлечь раскатанную заготовку.
Имеет автономную мобильную консоль.
Машина оборудована предохранительным блокировочным устройством.
2. КОНСТРУКЦИЯ СТАНКА
|
|
3. ВАЛКИ изготовлены из высокопрочной высококачественной стали 42CrMo
ВАЛКИ изготовлены из высокопрочной высококачественной стали 42CrMo
4. ПРИНЦИП РАБОТЫ ПРИВОДА:
Гидравлический моторПланетарная коробка передачРабочий вал
Верхний валок представляет собой приводной валок. Независимый гидравлический двигатель на верхнем валу и коробка передач соединены напрямую, что является наиболее энергосберегающим методом привода. Гидравлический двигатель снабжен мгновенным тормозом, чтобы позволить валу точно остановиться в состоянии предварительного изгиба.
5. СИСТЕМА ВЕРХНЕЙ ПОДДЕРЖКИ (опция)
6. БОКОВАЯ ПОДДЕРЖКА (опция)
7. ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Каждый масляный контур снабжен двумя предохранительными клапанами для контроля давления. Максимальное установленное давление для каждого масляного контура составляет 25 МПа, что в основном предназначено для контроля давления в главном цилиндре, а для другого предохранительного клапана установлено значение 16 МПа, для управления опрокидывающим цилиндром и балансировочным давлением в цилиндре.
Чтобы обеспечить точность синхронизации главных масляных цилиндров на обоих концах каждого движущегося рабочего валка, на левой и правой стойках и наклонных рамах установлены высокоточные датчики перемещения. С помощью датчиков давления микрокомпьютерная система управления обнаруживает и регулирует движения поршней главного масляного цилиндра для достижения точности обоих концов рабочих валков.
Преимущество гидравлической системы:
- Уникальная технология предварительного нагнетания применяется для эффективного предотвращения гидравлического удара и увеличения срока службы трубопровода и уплотнения.
- Гидравлические компоненты — это качественная продукция YUKEN, обеспечивающая стабильность гидравлической системы.
- Каждый входной и выходной порт гидравлической системы снабжен соответствующими точками обнаружения, которые удобны для технического обслуживания и проверки неисправностей. Система автоматического предупреждения о неисправностях.

- Гидравлический масляный насос и моторный комплект оснащены специальной амортизирующей прокладкой, а отверстие для всасывания масла оснащено амортизирующим горловиной.
- Усилие зажима контролируется предохранительным клапаном гидравлической станции.
7. СИСТЕМА УПРАВЛЕНИЯ ЧПУ (ОПЦИЯ)
- Система включает в себя основные электрические шкафы, шкафы управления, прочие компоненты, а так же специальное программное обеспечение.
Точность отображения: ≤ ± 0,05 мм.
Когда нижний рулон поднимается, боковой рулон наклоняется и поднимается, смещение контролируется синхронно, точность синхронизации составляет: ≤ ± 0,1 мм. Допуск смещения датчика: ≤0,05 мм.
Основные компоненты системы управления
Система управления ЧПУ (опция)
Система управления станка оснащена автоматической программой прокатки, которая может осуществлять управление одной кнопкой.
 Он также имеет базу данных, функции хранения и загрузки программ и может хранить сотни управляющих программ. Различные способы автоматизированной прокатки..
Он также имеет базу данных, функции хранения и загрузки программ и может хранить сотни управляющих программ. Различные способы автоматизированной прокатки..
8. ПРИНЦИП РАБОТЫ
Быстрый заказВальцы 4-х валковые гидравлические
4-х
валковые гибочные машины применяются
для получения из листового металла
изделий цилиндрической, конической и
сложной эллиптической формы, используемых
в дальнейшем в производстве обечаек
емкостей химической, пищевой, автомобильной
промышленностей, дозаторов, сельхозтехники
и многих других изделий широко применяемых
во всех сферах жизнедеятельности. Вальцы имеют
гидравлический привод вращения и
перемещения валов. Максимальная толщина
листа 85мм. Четырехвалковые машины, в
отличие от трехвалковых вальцев позволяют
за счет предподгибки свести к минимуму
длину прямого участка на торцах листа. Вальцы могут быть оснащены NC и CNC
автоматикой.
Вальцы могут быть оснащены NC и CNC
автоматикой.
Вальцы 4-х валковые гидравлические — Вальцы 4R HSS
Начало формы
Конец формы
Стандартная комплектация:
нажимной валок и боковые валки перемещаются гидравлическими поршнями;
защита от перегрузки;
верхний валок и боковые валки приводятся в действие гидравлическим двигателем и посредством планетарной передачи;
три цифровых индикатора для облегчения позиционирования валков;
гидравлическая откидная опора для облегчения снятия готового изделия;
легкая работа с мобильным пультом управления;
тяжелая стальная сварная несущая рама, обладающая высокой жесткостью;
стальные валы, упрочненные ТВЧ, сертифицированы в соответствие со стандартом SAE 1050;
устройство для конической гибки;
гидравлические компоненты от ведущих мировых производителей: Rexroth, Bosch, Parker;
электрооборудование фирм Telemechanique и Siemens;
двухскоростная рабочая система;
централизованная система смазки;
изготовлено в соответствии с директивами “EC” по безопасности, имеет маркировку “CE”.
Вальцы 3-х валковые гидравлические
3-х валковые вальцы позволяют производить гибку как листов, так и профилей при использовании специального приспособления (опция). Пирамидальная конструкция вальцев позволяет развивать большие усилия и выдерживать высокие нагрузки в течение всего срока службы. Серия вальцев 3R UHS благодаря наличию двух нижних горизонтально двигающихся валов позволяет уменьшить расстояние между центрами нижних валов и улучшить качество предварительной гибки при производстве обечаек меньшего диаметра и толщины
Вальцы 3-х валковые гидравлические — Вальцы 3R HS
Начало формы
Конец формы
Стандартная комплектация:
боковые валки перемещаются гидравлическими поршнями;
защита от перегрузки;
верхний валок и боковые валки приводятся в действие гидравлическим двигателем и посредством планетарной передачи;
два цифровых индикатора для облегчения позиционирования валков;
гидравлическая откидная опора для облегчения снятия готового изделия;
легкая работа с мобильным пультом управления;
тяжелая стальная сварная несущая рама, обладающая высокой жесткостью;
стальные валы, упрочненные ТВЧ, сертифицированы в соответствие со стандартом SAE 1050;
устройство для конической гибки;
удлиненные валы для установки роликов для гибки профиля и труб;
гидравлические компоненты от ведущих мировых производителей: Rexroth, Bosch, Parker;
электрооборудование фирм Telemechanique и Siemens;
двухскоростная рабочая система;
изготовлено в соответствии с директивами «EC» по безопасности, имеет маркировку «CE».

Гидравлические 4-х валковые листогибы серии HRB 4
| Тип | Длина валов, мм | Отгибка кромки, мм | Вальцовка, мм | Верхний вал, Ød, мм | Нижний вал, Ød, мм | Прижимной вал, Ød, мм | Длина/ширина/высота, мм | Вес, кг | Мощность, кВт |
| HRB 4 2006 | 2050 | 4 | 6 | 170 | 150 | 140 | 3850/1300/1150 | 2700 | 7 |
| HRB 4 2008 | 2050 | 6 | 8 | 200 | 180 | 170 | 3850/1300/1150 | 3900 | 5,5 |
| HRB 4 2010 | 2050 | 8 | 10 | 210 | 190 | 180 | 3950/1400/1150 | 4300 | 7,5 |
| HRB 4 2013 | 2050 | 10 | 13 | 230 | 210 | 190 | 3950/1400/1150 | 5300 | 7,5 |
| HRB 4 2016 | 2050 | 13 | 16 | 270 | 250 | 220 | 4150/1650/1400 | 6500 | 11 |
| HRB 4 2020 | 2050 | 16 | 20 | 300 | 270 | 220 | 4150/1650/1400 | 8000 | 11 |
| HRB 4 2025 | 2050 | 20 | 25 | 330 | 300 | 250 | 4350/1900/1700 | 10500 | 15 |
| HRB 4 2030 | 2050 | 25 | 30 | 360 | 330 | 250 | 4350/1900/1700 | 11200 | 18,5 |
| HRB 4 2035 | 2050 | 30 | 35 | 400 | 370 | 300 | 4950/2100/1900 | 14000 | 22 |
| HRB 4 2506 | 2550 | 4 | 6 | 200 | 180 | 170 | 4350/1300/1150 | 4300 | 5,5 |
| HRB 4 2508 | 2550 | 6 | 8 | 210 | 190 | 180 | 4450/1400/1150 | 4800 | 7,5 |
| HRB 4 2510 | 2550 | 8 | 10 | 230 | 210 | 190 | 4450/1400/1150 | 6000 | 7,5 |
| HRB 4 2513 | 2550 | 10 | 13 | 270 | 250 | 220 | 4650/1650/1400 | 7200 | 11 |
| HRB 4 2516 | 2550 | 13 | 16 | 300 | 270 | 220 | 4650/1650/1400 | 8800 | 11 |
| HRB 4 2520 | 2550 | 16 | 20 | 330 | 300 | 250 | 4850/1900/1700 | 10200 | 15 |
| HRB 4 2525 | 2550 | 20 | 25 | 360 | 330 | 250 | 4850/1900/1700 | 12500 | 18,5 |
| HRB 4 3004 | 3100 | 4 | 6 | 210 | 190 | 180 | 5000/1400/1150 | 5300 | 7,5 |
| HRB 4 3006 | 3100 | 6 | 8 | 230 | 210 | 190 | 5000/1400/1150 | 6500 | 7,5 |
| HRB 4 3008 | 3100 | 8 | 10 | 270 | 250 | 220 | 5200/1650/1400 | 8500 | 11 |
| HRB 4 3010 | 3100 | 10 | 13 | 300 | 270 | 220 | 5200/1650/1400 | 9700 | 11 |
| HRB 4 3013 | 3100 | 13 | 16 | 330 | 300 | 250 | 5400/1900/1700 | 12200 | 15 |
| HRB 4 3016 | 3100 | 16 | 20 | 360 | 330 | 250 | 5400/1900/1700 | 14000 | 18,5 |
| HRB 4 3020 | 3100 | 20 | 25 | 400 | 370 | 300 | 6000/2100/1900 | 18000 | 22 |
| HRB 4 3025 | 3100 | 25 | 30 | 430 | 400 | 330 | 6000/2200/2000 | 24000 | 30 |
| HRB 4 3030 | 3100 | 30 | 35 | 450 | 420 | 360 | 6500/2300/2200 | 30000 | 37 |
| HRB 4 3035 | 3100 | 35 | 40 | 470 | 430 | 360 | 6500/2300/2200 | 33000 | 37 |
| HRB 4 3050 | 3100 | 40 | 50 | 520 | 490 | 420 | 6700/2700/2500 | 45000 | 55 |
| HRB 4 3065 | 3100 | 50 | 65 | 650 | 600 | 500 | 7300/3600/3650 | 74000 | 66 |
| HRB 4 4008 | 4100 | 6 | 8 | 300 | 270 | 220 | 6200/1650/1400 | 12200 | 11 |
| HRB 4 4013 | 4100 | 10 | 13 | 360 | 330 | 250 | 6400/1900/1700 | 16500 | 18,5 |
| HRB 4 4016 | 4100 | 12 | 15 | 400 | 370 | 300 | 7000/2100/1900 | 20000 | 22 |
- Контроллер с дисплеем
- Устройство конической вальцовки
- Закаленные валы
- Электронный контролер переднего вала
- Параллельная регулировка нижнего вала
- Стальная конструкция станины со снятым напряжением
- Двухскоростная регулировка
- Все валки установлены на подшипниках
- Гидравлическая система прижима и отвода валков
- Центральный вал управляется при помощи гидромотора и планетарной коробки передач
- Электронная и гидравлическая система защиты от перегрузок
- Гидравлическая регулировка прижима нижнего вала
- Контроллер CNC
- Контроллер NC
- Регулятор скорости
- Охлаждение масла
- Передняя поддержка
- Вертикальная поддержка (механическая Ø 2 м x 1.
 5 тонн)
5 тонн) - Вертикальная поддержка (гидравлическая Ø 3 м x 4 тонн)
- Вертикальная поддержка (гидравлическая Ø 3 м x 6 тонн)
- Подающий стол
- Сменный верхний вал, для установки вала меньшего диаметра
Вернуться в раздел «Вальцы гидравлические»
Наши контакты:
+7 (499) 682-62-22 (многоканальный)
4-Х ВАЛКОВЫЕ ГИДРАВЛИЧЕСКИЕ ЛИСТОГИБОЧНЫЕ ВАЛЬЦЫ
4-х валковые гидравлические гибочные станки серии HR4 ― самые передовые и точные в области гибки листового металла. Два валка с гидравлическим приводом и системой регулирования давления прижима обеспечивают безупречный ход листа. Будучи очень простым в обслуживании, данные станки являются самыми надежными и быстрыми среди представленных сегодня на мировом рынке машин подобного типа.На 4-валковых станках лист прижат и закреплен между верхним и нижним валком, что исключает его скольжение во время работы (на 3-валковых станках лист поддерживается одним из боковых валков и всегда существует возможность проскальзывания). Обеспечивается простое и точное выравнивание листа; после прижима необходимо лишь поднять противоположный валок и произвести вращение до упора листа: происходит точное выравнивание листа и необходимый прижим.
Обеспечивается простое и точное выравнивание листа; после прижима необходимо лишь поднять противоположный валок и произвести вращение до упора листа: происходит точное выравнивание листа и необходимый прижим.
Станки выпускаются с валками длиной от 1 до 7 м и более и позволяют производить гибку листов толщиной от 1 мм до 240 мм. Станки дополнительно оснащаются вспомогательными устройствами для подачи и поддержки листов, системой гибки конусов, цифровой индикацией положения валков. Станки позволяют производить горячую гибку, а также выполнять гибку сортового проката.
Низкоэффективная система (редукторы, бронзовые вкладыши подшипников скольжения, ременные передачи, карданы, прямолинейные направляющие) заменена новыми высокоэффективными конструктивными решениями: гидравлическими планетарным приводом, напрямую, через шлицевое соединение, соединенным с валком, качающимися направляющими и самоустанавливающимися двойными подшипниками качения с коническими роликами, что устраняет зазоры и трение, которые приводят к потере энергии.
Высокотехнологичная конструкция для гибочных валков, которая не требует никакого технического обслуживания или смазки за весь срок эксплуатации машины. Каждый подшипник полностью заполнен смазкой и герметически изолирован и практически не изнашивается. В старых моделях необходимо было смазывать много узлов машины, точка за точкой, что отнимало много времени. Система централизованной смазки всей машины имела свои недостатки – так, при сжатии трубы для подачи масла, или дефектов при сборке, а также засорения трубопровода, машина могла выйти из строя.
Эти энергосберегающие технологии соответствуют международным нормам высокого коэффициента полезного действия (КПД).
Эти конструктивные решения являются вершиной современной техники и позволяют значительно снизить потери энергии при передаче усилия от электродвигателя к гибочным валкам.
Вальцы четырехвалковые гидравлические Sahinler 4R HSS / dms-stanki.ru
Гидравлические четырехвалковые вальцы типа 4R HSS — отлично подходят для средних и тяжелых стальных листов, а также для гибки листового металла из нержавеющей стали.
Данные вальцы широко применяются на производственных линиях, которые изготавливают такие виды продукции как ветряные мельницы, силосы, резервуары, железнодорожные вагоны, аэрокосмическая отрасль, судостроение, строительство туннелей и т. д.
На вальцах серии 4R HSS имеются 2 электрических двигателя, 3 крутящих момента и 3 редуктора. Большой двигатель обеспечивает мощность для быстрого / медленного вращения на верхний вал, а также движения всех поршней вверх / вниз, когда маленький двигатель обеспечивает вращение только на 2 боковых валка. Принцип работы состоит в следующем: мощность большого электродвигателя передается на правильный насос, и система смазки получает действие. Трубы и клапаны обеспечивают прямую передачу гидравлического масла к редуктору.
Валы, установленные с помощью двигателя с крутящим моментом, имеют непосредственное движение благодаря силе крутящего момента. Центр рулона находится в режиме холостого хода и идеально синхронизирован с движением листа по скорости верхнего рулона. Всего на машине 8 поршней. Подшипники из волокон используются для этих поршней, чтобы уменьшить износ / перегрев, нагревая место трения поршней. Для увеличения прочности поршня машина оснащена также бронзовыми подшипниками.
Всего на машине 8 поршней. Подшипники из волокон используются для этих поршней, чтобы уменьшить износ / перегрев, нагревая место трения поршней. Для увеличения прочности поршня машина оснащена также бронзовыми подшипниками.
В качестве стандартного станка в передних поршнях можно найти кодировщики, которые позволяют устанавливать точки отсечки и передавать позиции движения на цифровые индикаторы на панели управления. На панели управления есть 3 цифровых дисплея (DRO), которые указывают цифровое положение трех нижних валков. Эти 3 УЦИ также позволяют вам установить точку среза рулонов. Линейная система используется для улучшения сопротивления аквапланированию, прочности корпуса машины и толерантного обратного усилия сопротивления материала.
Стандартное исполнение моделей 4R HSS:
- прижимной ролик и боковые ролики перемещаются линейно-пирамидально с помощью гидравлических поршней
- верхних и боковых ролика приводятся в действие гидромотором и планетарной коробкой передач (система с 3 роликами)
- Три цифровых индикатора для легкого позиционирования рулона
- Гидравлический откидной конец для легкого удаления готового наконечника
- Простое управление с мобильной панелью управления
- сварных стальных рам
- Индукционная закаленная кованая сталь SAE 1050 (СК 45-50)
- Коническое гибочное устройство
- Центральная система смазки (Ø280-320-350-380-400-460), Гидравлическая балансировочная система (Ø280-320-350-380-400-460), Электронная система балансировки (Ø500-550-580-620-680),, Автоматическая центральная система смазки (Ø500-550-580-620-680)
- Двухскоростная рабочая система
- Линейная направляющая система.
 Поршни используют всю силу для изгиба материала
Поршни используют всю силу для изгиба материала
Дополнительные опции:
- Автоматизация с ЧПУ и ЧПУ
- мостовой кран для больших диаметров
- гидравлические боковые опоры для больших диаметров
- Гидравлический пластинчатый эжектор
- полированных рулонов для специальных работ
- Бесступенчатая система с переменной скоростью,электронная система балансировки для перемещения рулонов (Ø280-320-350-380-400-460)
- Дополнительная аккумуляторная система для вращения сварных деталей
Схема работы станка:
Модельный ряд серии 4R HSS
| Модели | 4R HSS 20×280 | 4R HSS 20×320 | 4R HSS 20×350 | 4R HSS 20×380 | 4R HSS 20×400 | 4R HSS 20×460 | 4R HSS 20×500 | 4R HSS 20×550 | 4R HSS 25×280 | 4R HSS 25×320 |
| Максимальная ширина обработки | 2050 мм | 2050 мм | 2050 мм | 2050 мм | 2050 мм | 2050 мм | 2050 мм | 2050 мм | 2550 мм | 2550 мм |
| Максимальная толщина обработки при круговой гибке | 20 мм | 25 мм | 30 мм | 40 мм | 45 мм | 50 мм | 55 мм | 60 мм | 16 мм | 20 мм |
| Максимальная толщина обработки при подгибке | 16 мм | 20 мм | 25 мм | 30 мм | 35 мм | 40 мм | 50 мм | 50 мм | 12 мм | 16 мм |
| Диаметр верхнего валка | 280 мм | 320 мм | 350 мм | 380 мм | 400 мм | 460 мм | 500 мм | 550 мм | 280 мм | 320 мм |
| Диаметр нижнего валка | 220 мм | 240 мм | 260 мм | 300 мм | 300 мм | 380 мм | 400 мм | 450 мм | 220 мм | 240 мм |
| Мощность | 15 кВт | 18. 5 кВт 5 кВт | 22 кВт | 30 кВт | 38.5 кВт | 38.5 кВт | 45 кВт | 66 кВт | 15 кВт | 18.5 кВт |
| Модели | 4R HSS 25×350 | 4R HSS 25×380 | 4R HSS 25×400 | 4R HSS 25×460 | 4R HSS 25×500 | 4R HSS 25×550 | 4R HSS 30×280 | 4R HSS 30×320 | 4R HSS 30×350 | 4R HSS 30×380 |
| Максимальная ширина обработки | 2550 мм | 2550 мм | 2550 мм | 2550 мм | 2550 мм | 2550 мм | 3100 мм | 3100 мм | 3100 мм | 3100 мм |
| Максимальная толщина обработки при круговой гибке | 25 мм | 30 мм | 40 мм | 45 мм | 50 мм | 55 мм | 12 мм | 16 мм | 20 мм | 25 мм |
| Максимальная толщина обработки при подгибке | 20 мм | 25 мм | 30 мм | 35 мм | 40 мм | 45 мм | 10 мм | 12 мм | 16 мм | 20 мм |
| Диаметр верхнего валка | 350 мм | 380 мм | 400 мм | 460 мм | 500 мм | 550 мм | 280 мм | 320 мм | 350 мм | 380 мм |
| Диаметр нижнего валка | 260 мм | 300 мм | 300 мм | 380 мм | 400 мм | 450 мм | 220 мм | 240 мм | 260 мм | 300 мм |
| Мощность | 22 кВт | 30 кВт | 38. 5 кВт 5 кВт | 38.5 кВт | 45 кВт | 66 кВт | 15 кВт | 18.5 кВт | 22 кВт | 30 кВт |
| Модели | 4R HSS 30×400 | 4R HSS 30×460 | 4R HSS 30×500 | 4R HSS 30×550 | 4R HSS 30×580 | 4R HSS 30×620 | 4R HSS 30×680 | 4R HSS 40×280 | 4R HSS 40×320 | 4R HSS 40×350 |
| Максимальная ширина обработки | 3100 мм | 3100 мм | 3100 мм | 3100 мм | 3100 мм | 3100 мм | 3100 мм | 4100 мм | 4100 мм | 4100 мм |
| Максимальная толщина обработки при круговой гибке | 30 мм | 40 мм | 45 мм | 50 мм | 60 мм | 70 мм | 85 мм | 8 мм | 10 мм | 12 мм |
| Максимальная толщина обработки при подгибке | 25 мм | 30 мм | 35 мм | 40 мм | 45 мм | 60 мм | 70 мм | 6 мм | 8 мм | 10 мм |
| Диаметр верхнего валка | 400 мм | 460 мм | 500 мм | 550 мм | 580 мм | 620 мм | 680 мм | 280 мм | 320 мм | 350 мм |
| Диаметр нижнего валка | 300 мм | 380 мм | 400 мм | 450 мм | 480 мм | 520 мм | 580 мм | 220 мм | 240 мм | 260 мм |
| Мощность | 38. 5 кВт 5 кВт | 38.5 кВт | 45 кВт | 66 кВт | 73 кВт | 123 кВт | 150 кВт | 15 кВт | 18.5 кВт | 22 кВт |
| Модели | 4R HSS 40×380 | 4R HSS 40×400 | 4R HSS 40×460 | 4R HSS 40×500 | 4R HSS 40×550 |
| Максимальная ширина обработки | 4100 мм | 4100 мм | 4100 мм | 4100 мм | 4100 мм |
| Максимальная толщина обработки при круговой гибке | 16 мм | 20 мм | 25 мм | 35 мм | 40 мм |
| Максимальная толщина обработки при подгибке | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
| Диаметр верхнего валка | 380 мм | 400 мм | 460 мм | 500 мм | 550 мм |
| Диаметр нижнего валка | 300 мм | 300 мм | 380 мм | 400 мм | 450 мм |
| Мощность | 30 кВт | 38.5 кВт | 38.5 кВт | 45 кВт | 66 кВт |
Фото продукции получаемой на вальцах 4R HSS:
Модель 4R HSS 60 400 с NC-контроллером
Модель 4R HSS 30-380 с NC-контроллером
Модель 4R HSS 60 550 NC
Dyno Shootout: Solid Roller Vs. Гидравлический каток
Что касается автомобилей, то у каждого есть свои любимые. Ford или Chevy, большие блоки или маленькие блоки, глушители или прямые трубы. Если вам это нравится, скорее всего, кто-то там ненавидит это, и это просто природа зверя. Конечно, это относится и к компонентам двигателя, и один аргумент, который ушел (но не решен), — это преимущества сплошных подъемников по сравнению с гидравлическими, а затем сплошных роликовых подъемников по сравнению с гидравлическими роликовыми подъемниками … Один известен простотой настройки и обслуживание, другой для создания большой мощности.Так к какому лагерю вы принадлежите?
Как вы можете себе представить, первые распредвалы были сплошными подъемниками, и в первые дни распредвалы представляли собой не цельную деталь, а стержень с приваренными лопастями. Все изменилось в 1908 году, примерно в то время, когда начали появляться первые конструкции верхнего распредвала. Первые гидравлические подъемники появились в 1930-х годах на автомобилях Pierce-Arrow, а в 1940-х годах сплошные роликовые подъемники были разработаны для использования в американских бомбардировщиках и истребителях.
К 1950-м годам гидравлические распредвалы стали нормой, хотя все высокопроизводительные двигатели, такие как BOSS 302, 427 Cobra Jet и 426 HEMI, по-прежнему использовали твердые подъемники, которые производили больше лошадиных сил. Одной из первых машин, в которых использовался сплошной роликовый подъемник, был оригинальный Camaro ZL-1. Лишь в 80-х годах прошлого века технология роликовых подъемников стала применяться в гидравлических подъемниках, причем Ford и GM лидировали со своими высокопроизводительными двигателями.
В большинстве современных двигателей используются роликовые кулачки и подъемники для дополнительной мощности и снижения трения.Большинство этих кулачков выполнено в виде цельного кулачка, некоторые из стали, которая обычно закаляется индукционным способом, некоторые из ковкого чугуна, подвергающегося выборочной закалке. Эта технология применяется в высокопроизводительных уличных и гоночных двигателях, с которыми мы все привыкли работать.
Неожиданно именно гидравлический распредвал с роликами оказался в авангарде высокопроизводительных уличных двигателей, и рынок запасных частей быстро заполонил рынок новыми конструкциями гидравлических роликов. Сегодняшние конструкции гидравлических роликовых и сплошных роликовых подъемников намного более усовершенствованы, чем их предшественники, с усовершенствованной конструкцией соответствующих деталей, которые уменьшают вес и трение, высвобождая еще больше лошадиных сил.
Современная технология роликовых подъемников
Роликовые подъемники Elite Race Solid оснащены одними из последних и лучших технологий для роликовых подъемников.
Роликовые подъемники Elite Race Solid оснащены одними из новейших и лучших технологий для роликовых подъемников.
С помощью новейших сплошных роликовых подъемников Comp Cam, сплошных роликовых подъемников Elite Race, им удалось создать более прочную конструкцию подъемника с твердыми роликами с еще более совершенной системой смазки.
Изготовленные из стали 8620 и полированной REM, эти подъемники имеют уникальную конструкцию «колонны», которая позволяет инженерам исключать ненужный материал, снижая вес каждого подъемника до менее 100 граммов, обеспечивая при этом предельную жесткость, необходимую для двигателей с очень большой мощностью; «Чтобы переместить то, что меньше весит, требуется меньше энергии, поэтому в результате получается больше мощности».
Съемные седла толкателей позволяют смещать толкатели, а 23 игольчатых подшипника лучше распределяют нагрузку, что делает этот подъемник с массивными роликами еще более универсальным и надежным.
Несмотря на то, что технологии прошли долгий путь, они не устранили необходимость в регулярной регулировке клапанов. Эти подъемники больше предназначены для гоночных применений, но Comp Cams также предлагает серию сплошных роликовых распредвалов, предназначенных для улицы.
Цельные распредвалы с роликовыми роликами High Energy отличаются уникальным подходом к наклонной плоскости за счет универсального кулачка с гоночными роликами, что позволяет использовать меньшее давление пружины, что способствует увеличению срока службы. Открытие и закрытие рампы по-прежнему издает тот глубокий, хриплый, механический звук, которым известны твердые распредвалы с подъемным механизмом.Если вам нужна большая мощность, то есть версия этого уличного распредвала с сплошными роликами Xtreme Energy, которая имеет более агрессивный профиль лепестков, что приводит к большей мощности. Эти конструкции зарекомендовали себя как достойные и надежные.
Разработаны для работы с кулачками High Energy и Xtreme Energy — серия сплошных роликовых подъемников Endure-X. Эти подъемники оснащены особо прочными осями из инструментальной стали, устойчивыми к износу. Впрыск масла EDM обеспечивает хорошее смазывание осей и игольчатых подшипников во всем диапазоне оборотов за счет давления масла на подшипники и снижения износа.Игольчатые подшипники с прецизионной сортировкой обеспечивают равномерное распределение нагрузки, поэтому ни одна область не изнашивается неравномерно.
Теперь, как вы можете себе представить, установка распредвала с гоночными роликами, естественно, будет давать больше мощности, поскольку она имеет гораздо более агрессивную скорость разгона, чем уличный распредвал. Компромисс происходит из-за более высокого давления пружины, снижения долговечности из-за уличного применения, а более высокое давление пружины может вызвать дополнительный износ роликовых подъемников, особенно на холостом ходу.
Уличный роликовый кулачок разработан с менее агрессивной аппарелью, требующей меньшего давления пружины, что снижает нагрузку на роликовые подъемники на холостом ходу, когда давление масла низкое и подъемник получает только смазку разбрызгиванием.В нашем тесте участвуют два распредвала уличных роликовых, а не гоночные распредвалы, и хотя практически любой кулачок будет работать на улице, вы рискуете преждевременно износить свои лифты из-за неправильной настройки.
Роликовые кулачки и подъемники COMP High Energy или Xtreme Energy с твердым покрытием обеспечивают большую мощность и хорошо подходят для воинов выходного дня, которые регулярно ездят по улице, а также для заядлых гонщиков. Однако ни одна из этих комбинаций не будет полностью нуждаться в регулярных регулировка зазора клапана.Сплошной роликовый распределительный вал достаточно хорошо работает с мощностью, но обычная регулировка клапана — это небольшая цена, которую вы должны заплатить за эту дополнительную мощность.
На заре появления гидравлических роликовых кулачков и подъемников между твердотельными и роликовыми версиями существовал огромный разрыв. Сегодняшние конструкции гидравлического распредвала и подъемника, включая новую технологию подъемника, препятствующего накачиванию, существенно сократили разрыв в мощности за счет сведения к минимуму того, что обычно называют «смещением клапана», которое когда-то мешало применению гидравлических подъемников с высокими оборотами.
Это означает, что новые распредвалы с роликовыми гидрораспределителями стали намного толще, чем были раньше, а отсутствие технического обслуживания клапанного механизма также привлекает многих клиентов к гидравлическим подъемникам. «Мы находим, что речь идет о разделении 80/20», — говорит Мэйс. «Большинство людей предпочли бы простоту настройки и обслуживания, которую обеспечивает установка гидравлических катков. Но гонщики и те парни, которые действительно хотят этого неровного, олдскульного холостого хода, по-прежнему предпочитают твердые роликовые установки ».
Прекращение дискуссии: Solid Roller VS.Гидравлический роликовый распределительный вал на выбивание
Тем не менее, даже с современными технологиями, сокращающими разрыв между сплошными и гидравлическими роликовыми подъемниками, когда пришло время выбирать распределительный вал, вы неизбежно всегда оставались перед выбором. Легче всего было бы использовать распредвалы с роликовыми гидрораспределителями, которые обеспечивали более плавный звук двигателя, а также избавляли от необходимости устанавливать зазор клапанов.
Однако компромисс был заключен в потере мощности по сравнению с использованием сплошных катков.И так было на протяжении неисчислимых десятилетий, когда хот-роддерам приходилось выбирать между дополнительной мощностью или меньшей головной болью, когда дело доходило до технического обслуживания.
Но действительно ли существует потеря мощности между гидравликой и твердым телом? Мы решили сравнить два отдельных уличных распредвала от Comp Cams, один из которых представляет собой сплошной роликовый кулачок с подъемным механизмом, а другой использует систему гидравлических роликовых распределительных валов.
Оба кулачка были испытаны на двигателе, построенном вокруг блока SHP Дарта, Packing 440cui, этот массивный двигатель был разработан для установки большинства коленчатых валов SBC Chevy и увенчан головками цилиндров Dart Pro 1 с прокладками головки Felpro.Этот двигатель предназначен для создания большой мощности без сумматоров мощности и на подаче газа благодаря поршням Lunati с плоским верхом, которые обеспечивают степень сжатия 10: 1.
Масляный поддон Moroso с глубоким картером обеспечивает все необходимое, чтобы все было хорошо смазано. На стенде они запустили его с карбюратором 750 куб. И какой роликовый распределительный вал был бы полным без некоторых роликовых коромысел Comp Cams Magnum? Это все двигатель, который в значительной степени полагается на системы распределительных валов и головки цилиндров для создания мощности.
К результатам мы вернемся немного позже. Во-первых, напомню о технологии роликовых подъемников, цельнолитых и гидравлических распределительных валов.
Обратите внимание на различия в кулачках распредвала роликового типа слева и плоского кулачкового распредвала справа
Гидравлический подъемник Lovin ’
«Гидравлические подъемники были разработаны таким образом, чтобы механики не были постоянно заняты регулировкой клапанных механизмов каждые несколько тысяч миль», — заявил Мейс. Первые гидравлические подъемники также были подъемниками с плоским толкателем, и, хотя это означало устранение необходимости в постоянной переналадке, это было не очень хорошо для выработки мощности.
Эти гидравлические толкатели с плоским толкателем имеют небольшой гидравлический поршень, который позволяет «проседать» между толкателем, толкателем и клапаном.
Все изменилось благодаря использованию роликовых подъемников с гидравлическими распредвалами в 1980-х годах. Внезапно вы можете получить почти такую же мощность, как сплошной роликовый агрегат, но без постоянной регулировки.
Седло клапана гидравлического подъемника расположено по типу небольшого гидравлического насоса, а под ним находится пружина. Это сжатие обеспечивает зазор или предварительную нагрузку в диапазоне.От 020 до 0,070 дюйма, что необходимо для клапана, что устраняет необходимость в постоянной регулировке зазора клапана.
Как объясняет Мэйс, «законы физики означают, что установка с гидравлическим распределительным валом технически никогда не может обеспечить такую большую подъемную силу, как сопоставимый сплошной ролик». Сжатие этого поршня внутри подъемника означает потерю подъемной силы и потерю мощности. Посмотрим, применимы ли к этой модели законы физики. «Гидравлическая роликовая технология добилась значительных успехов за последние несколько лет, и в сочетании с роликовыми коромыслами, вы устраняете сильное трение через клапанный механизм, компенсируя потерю мощности из-за меньшей подъемной силы.В зависимости от настройки двигателя разница может составлять от 5 до 50 лошадиных сил. Каждый двигатель индивидуален ».
Сделай мне твердое тело
«Проще говоря, солидный подъемник — это именно то, на что он похож: он прочный, для толкателя нет насоса или подачи», — объясняет Мэйс.
Установка сплошного подъемного механизма клапана требует поддержания правильной регулировки клапана или зазора клапана: небольшого зазора между концом коромысла и штоком клапана.Зазор клапана необходим для поддержания некоторого зазора по мере того, как детали расширяются под действием тепла, а также для того, чтобы клапан был максимально открыт в верхней части выступа распределительного вала и полностью закрылся в базовой окружности.
Хотя регулировка зазора клапана — не самый сложный процесс в мире, использование сплошного подъемника означает время от времени снимать крышки клапана и вручную регулировать зазор клапана на каждом из 16 клапанов.
«Не регулируя зазор клапана, вы говорите о преждевременном износе двигателя.Обычно вам приходится проверять зазор клапана примерно на 5000 миль ». Что касается дрэг-рейсеров, то это примерно 20 000 прохождений на четверть мили, но у дрэг-гонщиков обычная практика — проверять настройку каждые несколько заездов.
Это много гонок, поэтому регулировка клапанов будет менее регулярным явлением для автомобиля, который больше предназначен для улицы, чем для полосы. Так уж вышло, что сплошной роликовый распределительный вал всегда был для тех, кто хочет максимальную мощность и не возражает проделать дополнительную работу, чтобы этого добиться.Вопрос в том, готовы ли вы проделать дополнительную работу и рискнуть небольшим дополнительным износом ради этого небольшого увеличения мощности?
Распредвалы 101
В последних нескольких абзацах мы использовали много терминов, что может заставить некоторых из вас почесать голову. Итак, давайте объясним их, начиная с продолжительности. Продолжительность — это то, как долго клапан остается открытым, выражается в градусах поворота распределительного вала, 360 градусов образуют полный круг, верно? Таким образом, если распределительный вал имеет продолжительность 240 градусов, он будет открыт на 240 градусов, или 2/3 вращения коленчатого вала.Чем дольше открыт клапан, тем больше воздуха и топливной смеси выпускается наружу. Все просто, правда?
Если продолжительность — это то, как долго клапан открыт, то высота подъема — это насколько широко этот клапан открывается. Больший подъем означает, что клапан открывается шире, снова впускает больше воздуха и топлива и выпускает больше выхлопных газов. Существуют и другие характеристики, такие как осевая линия и разделение, но для этой статьи все, что вам действительно нужно знать, — это подъем и продолжительность, чтобы понять разницу в мощности между сплошным катком и установкой гидравлического катка.
Итак, давайте поговорим на минуту об основных различиях между плоским толкателем, гидравлическим роликом и цельнолитыми роликовыми кулачками и подъемниками. Цельные (механические) распредвалы с роликовыми подъемниками «используются с 1940-х и 1950-х годов», — говорит Крис Мэйс, один из ведущих технических специалистов Comp Cams, занимающихся сборкой двигателей.
Однако эта технология не применялась к гидравлическим системам распределительных валов до 1980-х годов, когда Ford, GM и Chrysler выпустили гидравлические роликовые системы примерно в одно и то же время, что положило начало вражде между гидравлическими и роликовыми установками.
Роликовые подъемники— это именно то, на что они похожи, потому что к концам подъемников прикреплены буквально маленькие колесики. Самым большим преимуществом этой роликовой системы является снижение трения между подъемником и распределительным валом, что само по себе может составлять 15 лошадиных сил.
Другой взгляд на современные сплошные роликовые подъемники, намного более совершенные, чем их предшественники
Но, как объясняет Мэйс, у этой установки есть и другие, менее очевидные преимущества: «Роликовый подъемник обеспечивает более агрессивный наклон и более высокую скорость толкателя, отчасти потому, что подъемник точно следует профилю кулачка.«Это обеспечивает больший подъем и большую площадь на распределительном валу, что опять же приводит к увеличению мощности.
«Одно из конструктивных ограничений плоского кулачка толкателя заключается в том, что при использовании с очень агрессивной конструкцией выступов край подъемника врезается в выступ кулачка, вызывая преждевременный износ и, в конечном итоге, выход из строя. Роликовые подъемники устраняют эту проблему, увеличивают мощность и повышают надежность и долговечность двигателя », — поясняет Мейс.
Установка роликового подъемника не нова; технология существует уже более половины 20 века.Но в конце концов производители оборудования выяснили, как применить технологию роликового подъемника к гидравлическому подъемнику, «и рынок запасных частей изменился в этом направлении», — говорит Мейс.
Единственное реальное преимущество плоских толкателей — это цена, поскольку они, как правило, немного дешевле. Это связано с тем, что для установки роликов требуются более сложные подъемники, сам распредвал дороже, потому что он представляет собой пластичный или стальной сердечник, а не литой, и иногда имеется направляющая подъемника, которая находится в впадине двигателя между головками цилиндров.Дополнительные детали означают дополнительную стоимость, но какую цену вы можете поставить за дополнительную мощность и надежность?
Дополнительная мощность и надежность убедили нас в том, что мы определенно хотим использовать роликовые подъемники, но это не помогает решить вопрос о том, следует ли использовать гидравлический или цельный роликовый распределительный вал. В наши дни, если вы не говорите о универсальном гоночном двигателе, большинство людей предпочитают удобство гидравлических подъемников регулировке зазора клапана на твердых установках подъемника. Традиционно известно, что эти люди жертвуют большим количеством лошадиных сил … но так ли это на самом деле? И стоит ли того удобство?
Для всех динамометрических прогонов кулачки находились на 36 градусах опережающей синхронизации
The Shootout
Джек Макиннис из Dart Heads соглашается: «Технология гидравлических распределительных валов прошла долгий путь за последние несколько лет.Большинство людей, для которых мы создаем двигатели, предпочитают гидравлический распредвал. Но ничто не похоже на хорошего солидного лифтера ».
Установка распредвала — деликатная процедура; одно неверное движение — можно поцарапать подшипники
Мы обратились к Джеку и Дарт, чтобы построить динамометрический мул объемом 440 кубических дюймов, чтобы у нас был разрыв распределительного вала между твердым роликом и гидравлическим роликом.
Естественно, мы обратились к Comp Cams, чтобы предоставить нам наши распредвалы, и мы не были разочарованы результатами ни одного из них.
Для распредвала с роликовым гидравлическим приводом мы выбрали распределительный вал COMP Cam с общим подъемом клапана 0,579 на впуске и 0,579 на выпуске и подъемом лепестка 0,381 на впуске и выпуске. Продолжительность была 254 на впуске и 266 на выпуске.
Это, конечно, довольно мощный распределительный вал с большим подъемом и длительностью, но, как мы уже упоминали, из-за характера плунжерной системы гидравлического распредвала вы никогда не увидите такого подъема.
Что касается сплошного роликового подъемника, мы выбрали еще более агрессивную рампу с общим подъемом клапана.591 на впуске и .606 на выпуске, подъем лопастей на впуске .389 и выпуске .399. Продолжительность такая же, как у гидравлического распредвала, 254 впускных и 266 выпускных, поэтому, хотя у ролика есть немного больший подъем, они вполне сопоставимы с распредвалами. Так как же они поступили на динамометрическом стенде двигателя?
440 SBC выглядит намного злее на стенде с двигателем
Все о числах Итак, вы сделали это, вы прошли всю статью, и теперь вы гораздо лучше осведомлены о различных типах распределительных валов.Так как, черт возьми, эти два сравниваются? Сначала давайте запустим этот твердый роликовый распределительный вал. Установка с солидным роликом достигла пика в 578,7 лошадиных сил при 6200 об / мин перед тем, как упасть, и зарегистрировала 545,6 фунт-фут крутящего момента при 5000 об / мин. Это впечатляющие цифры для полностью двигателя, без наддува, и для большинства двигателей требуются серьезные увеличить, чтобы увидеть такую силу. Разумеется, гидравлический распредвал не успевает… или может?
На самом деле, с тем же распределительным валом гидравлический распределительный вал держался на удивление хорошо.Для этого последнего динамометрического прогона Дарт оставил карбюратор 750, но заменил сплошные роликовые подъемники и распределительный вал для гидравлики. Все остальное осталось прежним, а гидравлический распределительный вал сумел развить максимальную мощность 570,3 л.с. при 6200 об / мин, прежде чем он упал, и «всего» зарегистрировал крутящий момент 545,7 фунт-сила-футов при 5000 об / мин.
Мы поместили обе диаграммы рядом друг с другом, и, как вы можете заметить, до 5000 об / мин двигатели почти одинаковы, что не было сюрпризом. Чего мы не ожидали увидеть, так это максимальной мощности на обоих распредвалах при одинаковых оборотах.Общая разница в мощности сплошного катка и гидравлического катка составляет чуть более 8 лошадиных сил. Фактически, оба кулачка фактически развивали примерно одинаковый крутящий момент фут-фунт при одинаковых оборотах.
Так что все это значит? Это означает, что вам больше не нужно выбирать между установками распредвала подъемника с твердым роликом или гидравлическим. Разница в мощности на самом деле незначительна и сводится к однозначным цифрам в серьезном уличном приложении.
Несмотря на то, что все двигатели отличаются друг от друга, в этом тесте мы показали, что два сопоставимых распределительных вала, один с твердым роликом, другой с гидравлическим роликом, на одном и том же двигателе 440cui будут обеспечивать почти одинаковую мощность и крутящий момент.С цифрами не поспоришь, так что стоит развеять старый миф? Вырабатывает ли цельный каток больше или меньше лошадиных сил, чем настроенный на улице гидравлический распределительный вал с роликами? Мы говорим, что с современной технологией гидравлических катков нет. Это достаточно определенно?
Технология двигателя Hot Rod Почему гидравлические роликовые подъемники Johnson используются в вашем двигателе
Johnson Lifters хочет стать вашим поставщиком подъемников для клапанов. Являясь основным поставщиком с производственными мощностями высочайшего уровня, 90-летняя компания безупречно функционирует в условиях высоких нагрузок и низкой толерантности OEM, где проверки контроля качества являются обязательными и частыми.Важной частью программы контроля качества Johnson Lifter является выявление и решение распространенных проблем с подъемниками. В частности, подъемники с гидравлическими клапанами долгое время страдали от мнения, что они не годятся для работы, но это далеко не так.
Джонсон ставит галочку на этом заблуждении и указывает на успех сверхвысокопроизводительных гоночных пакетов COPO Camaro от Chevrolet, каждый из которых оснащен гидравлическими роликовыми подъемниками Johnson. Выбор компании Chevrolet Johnson Lifters — это не фантазия о дартс.Компания Johnson была выбрана из-за ее репутации производителя высокоточных и высококачественных сборок, которые обычно работают в соответствии с требованиями. Для обеспечения такого качества работы Johnson следует строгому режиму, который учитывает все производственные и эксплуатационные вопросы, связанные с гидравлическими роликоподъемниками.
Несколько лет назад у Chrysler были проблемы с гидравлическими подъемниками в двигателях Viper. Лифты часто застревали, и проблема становилась настолько серьезной, что специализированные магазины, такие как Arrow Racing, начали вставлять блоки и устанавливать меньшие подъемники GM LS в качестве решения.Джонсон вмешался, определил причину и исправил подъемники Chrysler калибра .904, чтобы устранить ее; тем самым укрепляя свою репутацию производителя качественных и передовых инженерных решений на рынке OEM.
Гидравлические подъемники — это фактически прецизионные компоненты двигателя, которые работают с очень маленькими зазорами. Они разработаны для поддержания нулевого зазора ресниц. Если для сплошных подъемников требуется небольшой зазор или зазор клапана между клапаном и коромыслом или толкателем кулачка, гидравлические подъемники устраняют этот зазор и обеспечивают более точное управление клапаном, бесшумную работу и сниженные характеристики износа.Для механических подъемников (сплошных) требуется зазор клапана для регулировки теплового расширения. Гидравлические подъемники состоят из прецизионного стального цилиндра с внутренним поршнем. Прочная пружина удерживает поршень на внешнем пределе его хода. Масло под давлением подается к каждому подъемнику через небольшое отверстие, поступающее из галереи подъемника под давлением. Когда клапан закрыт, подъемник заполняется маслом. Когда выступ распределительного вала начинает фазу подъема, он сжимает поршень, который закрывает впускное отверстие для масла.Поскольку масло несжимаемо, это более высокое давление делает подъемник надежным во время фазы подъема.
По мере того, как выступ распределительного вала проходит через его вершину, нагрузка на плунжер подъемника уменьшается, а внутренняя пружина возвращает поршень в нейтральное состояние, чтобы подъемник мог заправить масло. Этого небольшого диапазона хода поршня подъемника достаточно, чтобы исключить постоянную регулировку зазора.
Гидравлические роликовые подъемники являются общими для всех современных двигателей с толкателем.Они предлагают тихую, безотказную работу с пониженным трением и нагрузкой на клапанный механизм, но, тем не менее, они не лишены своих уникальных особенностей, требующих инновационных решений. Вот где Johnson Lifters сияет ярче всего. Они выявляют и решают типичные проблемы подъемников для обеспечения оптимальной производительности и надежности.
Несмотря на то, что гидравлические и механические роликовые подъемники схожи по внешнему виду и функциям, они испытывают одни и те же силы, снижающие их производительность. Распространенной проблемой механических роликовых подъемников является ударная нагрузка на крошечные роликовые подшипники во время каждого цикла клапана.Один или несколько маленьких роликов подвергаются ударам каждый цикл, и со временем они довольно сильно изнашиваются. Это вызвано зазором клапана, который захлопывает ролики во время каждого цикла. Проблема возникает и у некоторых гоночных двигателей с чрезмерным давлением пружины, но у гоночных двигателей гораздо меньше циклов, чем у горячих уличных двигателей. Механические роликовые подъемники на улице часто подвергаются большему ущербу, чем гоночные двигатели, потому что гоночные подъемники чаще проверяются и при необходимости заменяются.
[pro_ad_display_adzone]
Гидравлические роликовые подъемники также имеют ролики с игольчатыми подшипниками, но они не подвергаются сильным ударным нагрузкам, как механический подъемник, поскольку в клапанном механизме присутствует предварительная нагрузка и нет зазоров, которые необходимо принять.Гидравлические роликовые подъемники часто критикуют за то, что они не могут справиться с более высоким давлением пружины, необходимым для работы на высоких оборотах. В серийном подъемнике давление пружины при высоких оборотах плюс инерционная нагрузка давят на поршень подъемника, что приводит к меньшему подъему клапана. В зависимости от величины предварительного натяга и передаточного числа коромысел это может привести к потере подъема клапана на 0,050-0,075 дюйма, что лишит двигатель его конструктивного окна воздушного потока и ухудшит работу кулачка. Чрезмерное кровотечение из подъемника, вызванное неправильным зазором между поршнем и отверстием внутри подъемника, является основной причиной того, что мы называем откачкой подъемника.Решением этой проблемы являются строго контролируемые зазоры внутри корпуса подъемника и превосходная конструкция клапана, которая поддерживает более быстрое заполнение внутренней масляной полости.
Подкачка подъемника — еще одна неприятная проблема, которая возникает при повышенных оборотах. Это происходит из-за того, что пружина теряет контроль над клапаном из-за недостаточного давления пружины, гибких толкателей или тяжелых компонентов клапанного механизма. Когда это происходит, происходит разделение компонентов, и давление масла заставляет внутренний поршень упираться в удерживающий зажим в верхней части подъемника.Это приводит к тому, что подъемник удерживает клапан в открытом положении на некоторое количество, обычно достаточное, чтобы вызвать повреждение; И снова крошечные ролики ударяются о чрезмерную нагрузку.
Заводские спецификации предварительного натяга обычно сжимают плунжер подъемника на 1–1-1 / 2 оборота после нулевого зазора. При использовании штифта коромысла с резьбой 24 дюйма на дюйм полный оборот обеспечивает предварительный натяг около 0,040 дюйма. Полтора оборота равняются примерно 0,060 дюйма. У большинства заводских подъемников диапазон хода плунжера составляет около 0,120 дюйма. Таким образом, полтора оборота предварительного натяга помещают плунжер подъемника примерно в середину общего доступного хода.Это оставляет до 0,060 дюйма, доступного для удержания клапана в открытом состоянии при подаче подъемника. Уменьшение предварительного натяга до 1/4 оборота (от 0,010 до 0,015 дюйма) уменьшает ход предварительного натяга и обычно достаточно, чтобы насос подъемника не удерживал клапан в открытом состоянии. Из-за сильного накачивания подъемника клапан иногда может оставаться открытым настолько, что может привести к повреждению клапана и поршня.
Обычный трюк в драг-рейсинге сжимает плунжер подъемника почти до самого низа доступного хода (0,020–0,030 дюйма) с помощью до двух или более оборотов регулировочной гайки.Это сделано для предотвращения откачки подъемника из-за высокого давления пружины. Это заставляет подъемника работать почти как солидный подъемник. Это исключает возможность сжатия из-за аэрированного масла. Эта проблема часто приводила к потере мощности тормозных гонщиков, поскольку подъемник не обеспечивает полный заданный подъем клапана. Устраняя сжатие масляной полости, подъемник может передавать полный подъем клапана, как указано разработчиком кулачка.
Другим средством борьбы с этими проблемами было внедрение гидравлических подъемников с коротким ходом, построенных с меньшим диапазоном хода внутреннего поршня.Расстояние хода составляет лишь половину пути серийного подъемника и, таким образом, ограничивает возможность откачки поршня подъемника. Меньший ход допускает очень ограниченный диапазон движения для захвата воздуха и накачки, когда встречается поплавок клапана. Подъемники с коротким ходом позволяют использовать более высокое давление пружины клапана с гидравлическими подъемниками с роликами. Они наиболее эффективны при использовании с традиционной регулировкой на 1/4 поворота вниз, чтобы еще больше ограничить диапазон хода.
Для решения многих из этих распространенных проблем с подъемниками Johnson Lifters поддерживает феноменальный контроль зазоров между поршнем подъемника и отверстием.Это точно контролирует скорость отвода воздуха из подъемника и, кроме того, поддерживается запатентованной конструкцией, которая быстрее заполняет масляную камеру. Зазор в отверстии подъемника измеряется в микронах. Этот термин означает, что зазор не видно, но он действительно есть. Один микрон равен 0,0000393 дюйма, и хотя они не говорят, сколько микрон составляет стабильный подъемник, они знают, что это за цифра и как ее поддерживать. Частично этот контроль обеспечивается обработкой отверстия подъемника и способом его получения, а частично — квалифицированной сборкой.
Джонсон довольно религиозно придерживается обоих принципов. Жесткие допуски строго соблюдаются, и только очень опытные техники собирают подъемники. Хотя некоторые производители нанимают обычных уличных рабочих, сборщику требуется в среднем около восьми лет, прежде чем сборщик сможет построить подъемники Johnson без тщательного контроля. Результаты говорят сами за себя, поскольку подъемники Johnson легко справляются с давлением в седле, превышающим 300 фунтов, и до 800 фунтов плюс над передней частью кулачка.
Давление пружины — враг для всех подъемников, особенно для гидравлических подъемников.Выступая в качестве механизма передачи линейного движения для клапанного механизма, подъемник также действует как прецизионный амортизатор, чтобы металлические части не подвергались повторяющемуся контакту с высокими напряжениями. Как и механические ролики, гидравлические ролики повышают производительность и долговечность при более низком давлении пружины. Они также отдают предпочтение более легким компонентам клапанного механизма, более коротким и жестким толкателям для минимизации прогиба и стабильным узлам коромысел, которые обеспечивают плавную работу.
Невозможно переоценить использование более жестких и легких компонентов клапанного механизма.Разработчики клапанного механизма уделяют пристальное внимание моменту инерции, необходимому для активации коромысла, и жесткости компонентов, необходимой для точной передачи движения кулачка. Точно так же титановые ретейнеры обеспечивают больший контроль по малоизвестной причине. Верхняя половина пружины перемещается на гораздо большее расстояние, чем нижняя половина, и именно здесь возникают проблемы с управлением и всплеск пружины. Более легкий фиксатор сводит к минимуму усилие, которое должна контролировать пружина, позволяя ей работать более эффективно.
Еще одним важным фактором является вязкость масла. Более тяжелые масла имеют тенденцию сопротивляться работе гидравлического подъемника, хотя кажется, что они могут обеспечить превосходную гидравлическую подушку. Масло должно удерживать давление с узкими внутренними зазорами подъемника и эффективно перемещаться по каналу заправочного клапана, чтобы поддерживать контроль над внутренним поршнем. Представители Johnson также подчеркивают важность чистого моторного масла для удовлетворительной работы гидравлического подъемника. С зазорами, измеряемыми в микронах, легко нарушить работу подъемника из-за грязного масла.Регулярная замена масла и фильтров имеет решающее значение, и они также отмечают, что обычная практика замачивания подъемников в моторном масле перед установкой на самом деле может вызвать проблемы. Это потому, что обычно их помещают в масляную ванну, которую не накрывают. Все микроскопические частицы ворса, пыли и других загрязнений, плавающие в воздухе, оседают на поверхности масла и попадают в подъемники. Джонсон обнаружил, что грязные подъемники на сегодняшний день являются наиболее частой причиной проблем с подъемниками.
Проблемы с гидравлическим подъемником | |
Подъем подъемника вверх Происходит, когда пружина | |
Откачка подъемника Высокое давление пружины и инерционная нагрузка слишком сильно сжимают поршень, что приводит к потере общего подъема клапана и снижению производительности.Когда тюнер настраивает клапан на минимальную предварительную нагрузку, он уменьшает ход до того, как подъемник накачивает. Он почти прочный, с достаточным предварительным натягом для поддержания гидравлической функции. Это очень популярная тактика настройки, но она не всегда обеспечивает оптимальную производительность. Обычно он обеспечивает на несколько сотен больше оборотов в минуту, но с более жестким действием клапана. От трех четвертей до одного оборота регулировочной гайки часто обеспечивается прирост производительности, поскольку более плавное действие обеспечивает хорошее управление клапаном. А чем меньше масла в полости высокого давления, тем меньше ход поршня и легче быстро заполнять камеру в каждом цикле. | |
Значительный потенциал производительности возникает в очень узком окне работы гидравлического подъемника. Это позволяет некоторым двигателям, оборудованным гидравлическими подъемниками, приближаться к характеристикам механических подъемников в зависимости от области применения. Насколько вы полагаетесь на конструкцию распределительного вала и головки блока цилиндров для обеспечения оптимальной эффективности и воздушного потока, вы также должны полагаться на прецизионные подъемники, которые надежно переносят характеристики конструктора кулачков на клапанный механизм для обеспечения максимальной производительности.При создании двигателей с высокими характеристиками часто задумываются о подъемных механизмах клапана, но Johnson Lifters ставит перед собой задачу убедиться, что вы получите всю производительность, присущую гонке или высокопроизводительному уличному двигателю.
Роликовые подъемники XLR-8 | Джонс Камс
НОВОЕ ОБНОВЛЕНИЕ СТАЛЬНОГО ПОДЪЕМНИКА EVO-16
Подъемники серии XLR-8 оснащены масляной лентой увеличенного диаметра для максимальной жесткости.Гильза подшипника качения предназначена для превосходного ограждения подшипника качения, обеспечивая прочность и стабильность с гладкими закругленными краями, которые сводят к минимуму износ отверстия подъемника.
Подъемники XLR-8R серии имеют четырехколонную конструкцию, обеспечивающую максимальную прочность и жесткость при минимальной массе. Глубокий карман подшипника качения обеспечивает максимальное ограждение подшипника качения, максимальную жесткость и площадь упорной поверхности с гладкими закругленными краями, которые сводят к минимуму износ отверстия подъемника.
XLR-8R Series Опции безыгольных роликов Все наши подъемники серии XLR-8R можно модернизировать с помощью втулок BB850 или BB1350.Для длительного использования с максимальным давлением пружины до 850 фунтов мы рекомендуем нашу втулку BB850. Для дрэг-рейсинга с максимальным давлением пружины до 1350 фунтов мы рекомендуем нашу втулку BB1350.
- Тройные подъемные корпуса для заготовок из легированной стали, обработанные на современном оборудовании с ЧПУ.
- «Обработка за один шаг» для максимальной относительной точности всех характеристик детали.
- Термообработка для максимальной прочности, твердости и прямолинейности в печах, сертифицированных по ISO.
- Прецизионные шлифованные корпуса для правильной установки в отверстиях подъемников после продажи и на складе.
- Соединительные стержни изготовлены из закаленной, высокопрочной и высокопластичной никель-хромистой легированной стали.
- Полностью закаленная пуговица из легированной стали закреплена несъемной высокопрочной, устойчивой к усталости заклепкой. Игольчатые роликоподшипники
- из легированной стали премиум-класса имеют венцованные наружные кольца, микрополированные и микросортированные роликовые иглы, оси из закаленной и азотированной подшипниковой стали.
- Смазка под давлением обеспечивает непрерывное поступление масла к оси и подшипнику качения.
- Дополнительные заделки на каждой стороне паза ролика позволяют моторному маслу с поверхности выступа кулачка смазывать игольчатые ролики.
- Смазка толкателя с краевым отверстием не забивает и не забивает моторное масло в верхней части клапанного механизма.
- Для всех корпусов подъемников можно очистить отверстия подъемников высотой 0,300 дюйма как на складе, так и на вторичном рынке.
- Доступны нестандартные модификации.
- Все наши подъемники XLR-8R подлежат ремонту.
НАЖМИТЕ ЗДЕСЬ ДЛЯ СТРАНИЦЫ ЦЕН
Процедура регулировки гидравлического роликового подъемника Morel
Уличное представительство:
Гидравлические подъемники Street Performance изготовлены из холоднодеформированного корпуса с закрепленной осью и имеют скорость 6500 об / мин.Эти подъемники имеют ход плунжера 0,120 дюйма и уровень заполнения 80% тестовым маслом. Подъемные колеса этой серии имеют диаметр 0,700 дюйма.
Рекомендуемое давление пружины:
Давление седла 100-180 фунтов
Давление открытия 280-380 фунтов
Производительность:
Гидравлические подъемники Performance изготовлены из заготовки с закрепленной осью и имеют возможность вращения 7000 об / мин. Эти подъемники (4602 5206 4603 6087) имеют роликовое колесо диаметром 0,750 дюйма. У этих подъемников есть.Ход поршня составляет 120 дюймов, и уровень заполнения тестируемым маслом составляет 80%.
Рекомендуемое давление пружины:
Давление седла 100-200 фунтов
Давление открытия 280-400 фунтов
Серия Hi-RPM:
Гидравлические подъемники серии Hi-RPM изготовлены из заготовки и имеют закрепленную ось. Эти подъемники имеют скорость 7000 об / мин +, ход плунжера 0,120 дюйма и уровень заполнения 80% тестовым маслом. Эти подъемники (5044,5468,5294,5472,5045,5470,5879,6083,5891,6085,6072,6074) имеют.Роликовое колесо диаметром 750 дюймов для подъемников диаметром 0,842 дюйма и 0,875 дюйма и роликовое колесо диаметром 0,810 дюйма для подъемников диаметром 0,903 дюйма. В этой серии внутренние допуски намного более жесткие. Не используйте масло тяжелее 5w40 !!
Рекомендуемое давление пружины:
Давление седла 100-225 фунтов
Давление открытия 350-550 фунтов
HLT серии:
HLT, также известный как подъемники с ограниченным ходом, имеют фиксированную ось и предназначены для использования в серийных автомобилях, где требуется некоторый ход плунжера.Эти подъемники (4789,5850,4795,6402,5327,5329) имеют ход плунжера от 0,015 ″ — 030 ″ до затвердевания. Из-за короткого хода плунжера на этих подъемниках может быть связан некоторый шум клапанного механизма.
Рекомендуемое давление пружины:
Давление седла 100-250 фунтов
Давление открытия 285-650 фунтов
Установка и регулировка гидравлических роликовых подъемников Morel:
- Не стирать ни в каком растворителе. Вытрите детали безворсовым полотенцем.
- Используйте масло 10W30 и смажьте внешний диаметр. кузова и колеса.
- Сделайте так, чтобы зазор между подъемником и отверстием на чугунных блоках составлял: 0,0015 ″ -. 0017 ″, на алюминиевых блоках, которые смазывают подъемник (серия LS), зазор составляет 0,0014 ″ -. 0016 ″. Оба эти измерения приведены при 70 градусах F. Алюминиевый блок будет иметь более высокую скорость расширения, и это значит, что зазор будет меньше.
Регулировка нулевого зазора подъемника:
- Мне всегда нравится использовать порядок зажигания для настройки клапанов.Поставьте двигатель на цилиндр №1.
- Мы хотим, чтобы впускной и выпускной патрубки находились на основной окружности распределительного вала .
- Отрегулируйте коромысло так, чтобы шток толкателя только начинал затягиваться, при этом беря шток и перекатывая его между большим и указательным пальцами. Как только вы почувствуете сопротивление, это то, что мы называем Zero-lash.
- Теперь вы готовы затянуть регулятор, используя следующий метод:
- Важно знать шаг резьбы в резьбах на дюйм регулировочной гайки, потому что один полный оборот гайки перемещает расстояние на одну полную резьбу.Поэтому проверьте шаг резьбы регулировочной гайки, поскольку производители гоночных коромысел используют гайки разных размеров и шагов резьбы.
- Если ваша регулировочная гайка имеет резьбу 7/16 × 20 на дюйм, разделите 1 дюйм на 20 ниток на дюйм. Один полный поворот регулировочной гайки 7/16 x 20 сдвинется на 0,050 ″
- Затем разделите 0,050 дюйма на 4, чтобы рассчитать расстояние для четверти оборота регулировочной гайки (0,050 дюйма / 4 = 0,0125 дюйма).
- Для регулировочной гайки 3/8 x24 расчетные значения составляют: 1 ″ / 24 TPI =.042 ″ за полный оборот и 0,042 ″ / 4 = 0,0105 ″ за четверть оборота.
- Используйте приведенную ниже таблицу, чтобы определить, на сколько четверть оборота нужно затянуть регулировочную гайку после Zero Lash .
Блок из чугуна и головка из чугуна = 0,020 ″ — 0,025 ″
Чугунный блок и алюминиевые головки = 0,030 ″ -. 035 ″
Алюминиевый блок и алюминиевая головка = 0,045 ″ -. 050 ″
5. Повторите эти регулировки для каждого обкатки цилиндра в порядке зажигания.
Эта статья написана John Callies, Inc.
Угловой ролик| JMT
Гидравлические угловые роликовые станкиНа современном рынке иногда сложно определить качество машины одной марки по другой. Снаружи все они выглядят относительно одинаково, но как только вы попадете под «капот», различия станут очевидными. Гидравлические угловые роликовые станки JMT, иногда называемые профилегибочными станками, являются прекрасным примером этого.Каждый из наших угловых вальцовочных станков оснащен гидравлической системой промышленного уровня для управления нижними формовочными валками, 3-осевой боковой направляющей и боковыми опорами. Такая конструкция снижает усилия оператора и сокращает время на настройку рабочих мест. Что еще более важно, оператор может легко повторить предыдущие радиусы изгиба металла. В дополнение к гидравлическому перемещению, имеется также цифровое считывание, чтобы сообщить оператору положение верхнего вала, что помогает при повторяющемся изгибе. Наши профилегибочные станки оснащены мощной системой редукторного привода с прямым приводом, которая обеспечивает полный крутящий момент при гибке с полной нагрузкой.В наших гидравлических сериях угловых роликовых станков есть инвертор с защитой от перегрузки для управления скоростью прокатки. Опция переменной скорости позволяет оператору точно настраивать различные скорости прокатки для каждого типа материала. Для работы наших угловых катков требуется только электрическая мощность 220 В, и они могут работать как в горизонтальном режиме для крупных прокатных проектов, так и в вертикальном режиме для небольших прокатных проектов.
Управление угловым валком осуществляется с автономной постамента оператора, на котором есть цифровой программатор, средства управления позиционированием двух нижних валков, а также ножные педали для прямого и обратного хода.
У наших мощных гидравлических прокатных станков качественные характеристики мирового класса разнообразны и многочисленны; Валы и ролики из закаленной инструментальной стали, вращающиеся в двойных самоустанавливающихся сферических подшипниках, обеспечивают долгий срок службы. Все три ролика приводятся в движение планетарными редукторами и гидравлическими двигателями, при этом главный электродвигатель, охлаждаемый вентилятором, имеет электрическую защиту от перегрузки. Наши точные профилегибочные машины имеют конструкцию с двойным начальным прижимом и независимой гидравлической регулировкой обоих поперечных гибочных валков.Боковые направляющие регулируются по всем трем осям, чтобы облегчить угловое изгибание железа «ногой внутрь и ногой наружу». Если вы считаете, что автоматизация увеличивает производительность, все наши гидравлические угловые катки можно заказать с цифровым считыванием боковых опор. Эти прецизионные профилегибочные станки также могут быть оснащены проводными или беспроводными пультами дистанционного управления, механизмами гибки спиралей и гидравлическим управлением боковыми направляющими роликами на дополнительных двух осях. Если желаемая функция не указана выше, обратитесь к местному торговому представителю JMT-USA, так как у нас, вероятно, есть то, что вам нужно.
Что в распредвале? — Журнал МАГАЗИН
Распределительный вал часто называют сердцем двигателя или мозгом всего процесса впуска, сжатия, сгорания и выпуска.
В то время как большинство людей никогда не подумает о замене распредвала в своем автомобиле, те, кто это делает, являются определенными энтузиастами, работающими с гоночными автомобилями, хот-родами или с обоими.
Когда эти преданные покупатели спрашивают, почему один распределительный вал стоит больше, чем другой, или зачем вообще нужен распределительный вал на вторичном рынке, будет справедливо получить твердые ответы на вопрос, что в распределительном валу?
Четыре известных производителя распределительных валов дают нам свои ответы в этой статье, а также свои взгляды на некоторые проблемы, с которыми сталкивается рынок запасных частей для распределительных валов.
Качество распределительного вала
При обсуждении элементов рабочего распредвала необходимо учитывать множество факторов.
По словам Криса Дугласа из Comp Cams в Мемфисе, штат Теннеси, многие из этих факторов имеют отношение к шлифованию и материалу (чистота поверхности, точность профиля, биение, конусность, вибрация, чистота материала, твердость и химический состав и т. Д.).
«Действительно, мы могли бы перечислять эти атрибуты в течение нескольких дней! Однако независимо от того, насколько хорошо вы выполняете шлифовку, если конструкция не самая лучшая, ваш двигатель не будет работать.Выбор хорошо сделанного распредвала от уважаемой компании с современным дизайном, который позволяет клапану вставлять и снимать с седла как можно быстрее и имеет правильную продолжительность и углы лепестков для работы в данном приложении, — вот что имеет значение », — говорит он. .
Джон Стили, менеджер по продажам Howards Cams в Ошкоше, штат Висконсин, говорит, что все начинается с сердечника, добавляя, что в США очень мало ведущих производителей сердечника. Большинство известных производителей кулачков получают сердечник для своих кулачков. от этих производителей, говорит он.
После сердечника Стили смотрит на обработку кулачка. Рабочие выступы кулачков должны быть отшлифованы с использованием правильных аппарелей и конусов, чтобы обеспечить правильное вращение подъемника.
«Эти факторы могут сильно повлиять на срок службы и рабочие характеристики распределительного вала. Но позвольте мне также сказать, что без надлежащей процедуры «обкатки» и смазки качество кулачка не будет иметь значения; у вас будут проблемы », — говорит Стили.
Дэйв Кроуэр из Crower Cams в Сан-Диего говорит, что приложение и давление пружины также играют жизненно важную роль.
«Итак, будь то плоский кулачок толкателя или гидравлический кулачок, или гидравлический ролик, или любая другая комбинация, качество определенно будет зависеть от типа кулачка, типа применения и типа используемого давления пружины. Это потому, что существует четыре типа материала, в зависимости от того, о каком сочетании и применении вы говорите », — говорит он.
Дерек Скотт из Lunati Cams в Олив-Бранч, штат Миссисипи, говорит: «Я думаю, что первое, что важно, — это спросить, какое обслуживание клиентов вы получите, если столкнетесь с какими-либо проблемами? Есть много разных вещей, которые помогают улучшить качество распредвала.Подача и скорость кофемолки, которую вы используете, фактическая охлаждающая жидкость, которую вы используете, где вы ее распыляете и убедитесь, что вы не используете слишком много. От этого зависит качество отделки распредвала, а также оборудование играет важную роль. У нас есть станок с ЧПУ Landis, которым мы очень хотим похвастаться, и мы используем шлифовальный круг CBN, и он дает по-настоящему постоянный профиль от лепестка до лепестка ».
Он добавляет, что качество распределительного вала в основном определяется качеством изготовления, которое использовалось при его изготовлении.
Типы распредвалов
Вообще говоря, это мастерство используется для создания четырех типов распредвалов, — говорит Стили.
«Howards Cams шлифует гидравлический плоский толкатель, гидравлический ролик, цельный плоский толкатель и цельный роликовый кулачок. Применения варьируются от умеренных уличных характеристик до Top Fuel, кольцевых гонок, морских и гоночных автомобилей, съемников и тракторов, старинных двигателей, воздушных лодок и даже стационарных двигателей ».
Однако для каждого типа распределительного вала доступно практически неограниченное количество опций.Дуглас отмечает, что Comp Cams предлагает на выбор более 10 000 профилей, а также несколько сотен сердечников четырех основных категорий распределительных валов. Опять же, это гидравлический каток, сплошной каток, гидравлический плоский толкатель и сплошной плоский толкатель.
Кроуэр отмечает, что из гидравлического плоского толкателя и гидравлических роликов последние, как правило, более предпочтительны.
«У них есть снижение трения, экономия топлива, более высокая скорость подъема, большая мощность и другие характеристики гидравлического катка.Гидравлический плоский толкатель и гидравлический ролик немного ограничены в оборотах; 6500 — это красная линия, потому что вы не можете достичь достаточного давления пружины для повышенных оборотов (однако, с помощью специальной работы это может быть достигнуто). Затем вы переходите к материалам с плоским толкателем, и у вас есть твердые профили подъемника с плоским толкателем, и в основном они предназначены для приложений с более высокими оборотами ».
Он добавляет, что для уличного двигателя или двигателя с ограниченными оборотами он рекомендует гидравлический плоский толкатель или гидравлический роликовый распределительный вал. «Они практически безотказны, так как не требуется регулировка клапана», — говорит Кроуэр.
Скотт говорит, что, как правило, плоские толкатели используются для гонок и для старых автомобилей. «Старые кулачки оригинального производителя были плоскими толкателями, и многие ребята из вашей грунтовой гусеницы и овальных гусениц до сих пор используют плоские толкатели. У них есть правила, требующие плоских толкателей ».
Он добавляет, что кулачки оттяжек роликового типа изготовлены из стальных заготовок. «Сегодня все новые двигатели оснащены гидравлическими роликами. У нас есть несколько вариантов для этой стороны. У нас есть сердечник, который мы называем SADI (Selectively Austempered Ductile Iron), и мы также предлагаем заготовки для оттяжек гидравлических роликов.Ядро SADI работает с большинством уличных приложений. Это железный сердечник по сравнению с сердечником из заготовки, но для любых высокопроизводительных гоночных приложений вам определенно нужно использовать сердечник в виде заготовки ».
Материалы имеют значение
При изготовлении распределительного вала материалы имеют значение, но не обязательно так же, как и другие внутренние твердые детали двигателя. Вместо того, чтобы искать самый прочный и долговечный материал, правильная конструкция кулачка основана на индивидуальном применении и на том, как он будет дополнять общую настройку двигателя.
Большинство производителей используют примерно одинаковые типы стали, но мы позволяем им указывать конкретно то, что они предлагают.
«При шлифовании плоских толкателей мы обычно используем чугун двух различных марок. Большинство из них закалены пламенем, но мы также предлагаем азотированные распредвалы », — говорит Дуглас. «Что касается накладных расходов, есть много вариантов для раздвижных приложений, но наиболее распространенным является охлажденное железо. На роликовых кулачках стандартные стали имеют индукционную закалку SAE 5160, SAE 5160 QT + IH, SAE 8620 с медной маской, науглероживание и QT, SAE 9310 с медным покрытием, науглероживание и QT с тройным отпуском, включающим криогенный этап, SAE. 1079, SAE 8650, запатентованный сплав инструментальной стали и чугун SADI.Все они обычно используются. У нас также есть несколько десятков других специальных сплавов, используемых в различных областях. Запатентованный сплав инструментальной стали используется во всех кулачках плоских толкателей NASCAR ».
Стили отмечает, что некоторые из материалов, которые использует его компания, — это литье Pro 55, Proferall, 8620 Steel, 8660 Steel, 5150 Steel и SADI.
Кроуэр говорит, что его компания использует обычный литой материал.
«По большей части это модульный материал. Это литой материал, а затем вы переходите к материалу Pro 55, который имеет больше твердого сплава и более твердый.Мы используем это для рабочих кулачков, и это будет представлять собой плоский толкатель или гидравлический плоский толкатель для двигателей Chevy с малым и большим блоком. Затем вы перейдете к различным типам стальных заготовок для гидравлических и механических роликов. У вас есть литые роликовые кулачки для маленьких и больших блоков, которые обычно можно использовать из-за меньшего давления пружины и требований к частоте вращения. Если вам больше по душе гонки на гидравлике, у нас есть стальная заготовка 8620, которую мы используем.Следующим выбором будет гоночный плоский толкатель, и у нас есть плоские толкатели, которые сделаны из инструментальной стали, твердой на всем протяжении, не требующей наплавки, но они очень дороги, и, опять же, все они заказано по индивидуальному заказу. »
Скотт отмечает, что 99,9% плоских толкателей, если это не Кубок NASCAR Sprint Cup, будут из литого материала.
«У нас есть литой сердечник, который мы называем Pro55, это Rockwell 55, и это просто более прочный литой сердечник. Вы определенно захотите использовать это, когда участвуете в гонках, но это не обязательно для уличных парней или парней, которые просто хотят немного дополнительного крутящего момента, — говорит он, добавляя, — у нас есть материал 5160, 8650, 8620 и т. Д.Они будут использоваться в роликах. У нас действительно широкий диапазон, и, вероятно, для 99 процентов вашей клиентской базы любой из них будет работать нормально ».
Отличия от склада
Наиболее существенное различие между распределительными валами вторичного рынка и стандартными распределительными валами заключается в том, что распределительные валы вторичного рынка предназначены для конкретных применений. Это больше, чем материал или метод, использованный для создания распределительного вала, — это то, за что покупатель платит при покупке вторичного распределительного вала.Все дело в профиле.
Тем не менее, как поясняет Стили, «рабочие кулачки обычно изготавливаются из более прочных материалов и с более агрессивной конструкцией выступов для увеличения давления в цилиндре и, следовательно, выходной мощности».
Тем не менее, настоящие преимущества в производительности распредвалов связаны с точной настройкой. Небольшие корректировки могут иметь большое значение.
«В недавнем тесте, — объясняет Дуглас, — мы взяли новый двигатель L92 и протестировали его со стандартной настройкой, за исключением того, что мы модифицировали воздушный короб, чтобы он соответствовал нашему динамометрическому воздуху, и добавили коллекторы.Стандартные показатели мощности — 400 л.с. по стандарту SAE. Мы измерили 430 л.с. с этими очень небольшими изменениями ».
Он добавляет: «Сменив установку на наш самый большой кулачок и ограничитель фазы, мы смогли увеличить мощность до 500 л.с. SAE в среднем за три цикла. Когда мы проектируем распределительный вал, мы не ограничены теми же ограничениями, что и производители оригинального оборудования. В результате мы можем производить распредвалы (комбинации клапанных систем), которые обеспечивают гораздо более высокую производительность и больше подходят для конкретных применений, диапазонов оборотов и т. Д.”
Обращаясь к мнению Дугласа об OEM-производителях, Кроуэр говорит: «Как правило, заводы оригинального оборудования с их отделами исследований и разработок способны на то, что мы делаем, с точки зрения производительности, но средний покупатель автомобилей не хочет запускать высокие обороты, нагнетатель или низкую производительность. увеличивать крутящий момент на низкой скорости, чтобы иметь большую продолжительность ».
И снова Кроуэр говорит, что основное различие между распределительными валами вторичного рынка и распределительными валами OEM состоит в том, что распределительные валы вторичного рынка предназначены для более специфических гонок или приложений для хот-родов. Они предлагают конечным пользователям большую гибкость, чтобы получить именно то, что они хотят для своего конкретного двигателя.
«Это то, что мы умеем делать», — говорит Скотт. «Мы можем адаптировать распределительный вал каждого человека к его индивидуальной конструкции. Вот почему вы заменяете кулачок: вы кладете туда другие компоненты и хотите, чтобы все было согласовано. Вы не хотите оставлять распредвал со стандартными характеристиками, потому что он не будет совместим со всем остальным ».
Тем не менее, он добавляет, что они также предлагают кулачки, которые можно использовать с оригинальными компонентами, если вы просто хотите немного увеличить мощность, заменив кулачок.Они также выполняют довольно много нестандартной работы.
Выбор правильного распредвала
Если вторичный распредвал — это поиск чего-то настроенного для конкретной установки, откуда энтузиасты узнают, что они заказывают правильный распредвал для своего гоночного автомобиля или хот-рода?
«Лучший выбор кулачка может быть сделан на основе наиболее подробной информации обо всей комбинации, такой как характеристики двигателя, детали транспортного средства и предполагаемое использование», — говорит Стили.
Практически во всех случаях Дуглас рекомендует при выборе распредвала обращаться к кому-нибудь, кому он доверяет, в производственной компании, отмечая, что его компания предлагает бесплатную линию технической поддержки.Он говорит, что кулачок часто называют «сердцем» или «разумом» высокопроизводительного двигателя; он должен быть адаптирован для этой конкретной сборки.
Тем не менее, он сразу же отмечает, что Comp Cams никоим образом не говорит о том, что каждому нужен индивидуальный помол. Фактически: «Мы вкладываем столько же усовершенствований в нашу« полку », сколько и в индивидуальную работу. Однако вам нужно обсудить то, чего вы пытаетесь достичь, с экспертом. Они могут помочь вам выбрать лучший вариант из наших текущих гриндов, если ваш вариант аналогичен тому, что мы имели в виду, когда формировали эту конкретную серию.Если нет, мы подскажем, какой помол вам нужен ».
Дуглас добавляет, что есть также несколько очень продвинутых программ компьютерного моделирования, таких как CamQuest 6 и Dyno Sim, которые могут быть отличным инструментом, чтобы указать вам общее направление проектирования распределительных валов.
Кроуэр говорит, что выбор правильного распределительного вала зависит от числа оборотов в минуту и требований к частоте вращения.
«Все дело в приложении, — говорит Кроуэр. «Мы делаем много нестандартных кулачков, и данные, которые нам требуются от клиента, — это данные головки блока цилиндров, расход головки блока цилиндров.Какой размер клапана? Каков ход ствола и длина штока? Это все типичные вещи, которые вам нужны для разработки распределительного вала ».
Скотт соглашается. «Любой клиент позвонит в нашу техническую линию и предоставит техническому специалисту свою конкретную информацию: головку блока цилиндров, блок, ход, канал цилиндра, карбюратор, впуск, передаточное число коромысел — все девять ярдов. Мы возьмем эту информацию, выберем впускной и выпускной лепестки и выясним, какое разделение лепестков будет лучше всего работать для этой конкретной установки ».
Окончательное вращение
Производители распределительных валов в настоящее время сталкиваются с проблемами, с которыми столкнулись и все другие аспекты вторичного рынка.
Кроуэр упоминает, что, хотя стоимость топлива в последнее время снизилась, большинство согласны с тем, что ее возобновление — лишь вопрос времени. По его словам, каждый дополнительный доллар, который энтузиасты платят только за то, чтобы заполнить свои резервуары, на один доллар меньше, чем они могут потратить на элементы производительности.
Несмотря на нынешний экономический климат, те, кто знает больше, продают больше, а самообразование и развитие прочных отношений с производителем распредвалов только помогут вашим продажам и вашей компании.
ВЛИЯНИЕ МАСЛА
Еще одним фактором, влияющим на работу распределительного вала, является масло. Смазывающая способность масла была недавней проблемой почти для всех производителей внутренних компонентов двигателя.
«Моторное масло изменилось с годами, в основном за счет удаления фосфатов цинка (ZDDP). Причина снятия заключается в том, что современные новые автомобили имеют распредвалы с роликовыми толкателями. Роликовые кулачки толкателя не требуют этих добавок, которые необходимы для плоских кулачковых (гидравлических или механических) кулачков.Плоские распределительные валы толкателей требуют этой дополнительной защиты, потому что подъемник скользит по выступу кулачка. Этот контакт металл-металл между кулачком и подъемником не будет длиться долго без этой добавки, особенно во время «обкатки», — говорит Джон Стили, менеджер по продажам Howards Cams.
«Есть специальные производители масел, такие как Брэд Пенн, у которых есть эта присадка», — отмечает он. Но большинство известных брендов (включая Shell Rotella) больше не содержат цинк-фосфаты.
«Мы смешали добавку, которая имеет самый высокий уровень фосфатов цинка (ZDDP) на единицу объема, который мы можем найти.Мы также добавили молибден для дополнительной защиты. Одной бутылки на 4 унции достаточно для шести литров масла. У некоторых есть бутылки побольше, но в большинстве больше только минерального масла », — говорит Стили.
Крис Дуглас говорит, что у Comp Cams также было больше проблем с более низким содержанием ZDDP в моторных маслах из-за ограничений EPA, касающихся срока службы каталитического нейтрализатора. Некоторое время они пытались подтолкнуть людей к использованию дизельного топлива, такого как Rotella. Однако даже им пришлось снизить уровень противоизносных присадок. Это в основном проблема для плоских кулачков толкателя с преждевременным износом.
«Теперь, — добавляет Дуглас, — мы рекомендуем использовать нашу присадку к маслу для обкатки двигателя № 159, чтобы компенсировать эту потерю. Обычно одна бутылка на каждые четыре-пять литров при обкатке и половина от этой суммы при каждой замене масла значительно решает проблему ».
Его компания также рекомендует свои услуги по азотированию. Эту услугу предлагает и Лунати.
«Он предназначен для плоских толкателей и литых деталей, но это улучшение поверхности, а не покрытие, которое повышает твердость поверхности плоских толкателей.Особенно в современном мире, когда плоские толкатели и масла имеют меньшую смазывающую способность, процесс азотирования значительно снижает вероятность поломки и поломки подшипника плоского толкателя. Это действительно укрепляет сердцевину и твердость поверхности », — говорит Дерек Скотт из Lunati.
Подающие ролики, гидравлические ножницы, вращатели, шланговые зажимы
Положения и условия
Настоящие условия действуют с 10.11.2016 при доставке за пределы Финляндии.(Условия доставки в Финляндию: см. Наш интернет-магазин на финском языке)
Интернет-магазин:
Мы продаем товары компаниям и взрослым частным лицам в Финляндии и других странах внутри и за пределами ЕС. Если вы делаете заказ в Финляндию, цены на товары включают НДС. Мы оставляем за собой право изменять цены на продукцию и стоимость перевозки.
Размещение заказа
Продукты заказываются через Интернет в интернет-магазине Mense, помещая желаемые продукты в корзину и оплачивая указанную цену через поставщика платежных услуг интернет-магазина.Вся информация о пользователях обрабатывается конфиденциально. Если не указано иное, информация, предоставленная пользователем при заказе, используется исключительно с целью доставки продуктов или выяснения неясностей в заказе. Размещая заказ, покупатель принимает эти условия. Для размещения онлайн-заказа требуется действующий адрес электронной почты.
Способы оплаты
1) Поставщик платежных услуг — Paytrail. Paytrail Plc (2122839-7) — поставщик платежных услуг и уполномоченное платежное учреждение, работающее в сотрудничестве с финскими банками и кредитными учреждениями.Paytrail Plc отображается в качестве получателя платежа в выписке по вашему банку или кредитной карте. Paytrail Plc направит платеж продавцу. По вопросам рекламации обращайтесь на веб-сайт, на который был произведен платеж.
Paytrail Plc, рабочий идентификатор 2122839-7
Innova 2
Lutakonaukio 7
40100 Jyväskylä
Телефон: +358 207 181830
www.paytrail.com
2) Checkout Finland Oy
Если интернет-магазин не выдает автоматически общую сумму к оплате, например, когда вы запросили дополнительную информацию, запрос на фрахт и т. Д., мы отправим вам ссылку для оплаты Checkout Finland Oy.
Checkout отображается как получатель платежа в вашей банковской выписке или счете по кредитной карте и передает платеж, сделанный клиентом, непосредственно нам. Оплата вашей картой выполняется безопасно с помощью безопасной платежной формы, и информация о платежной карте не сохраняется в системах электронной коммерции.
В качестве способа оплаты вы можете использовать все финские банки или карты Visa, Visa Debit, Visa Electron, MasterCard, Debit MasterCard и American Express. Платежный сервис Checkout использует международные сервисы аутентификации Verified by Visa, MasterCard SecureCode и American Express SafeKey.
Касса — это безопасный способ оплаты. Checkout имеет лицензию финансового учреждения, выданную Управлением финансового надзора. Сервис обслуживается компанией Checkout Finland Oy (бизнес-код 2196606-6), а Checkout Finland Oy является частью OP Financial Group (крупнейшей группы финансовых услуг в Финляндии).
Подтверждение заказа
После получения заказа на адрес электронной почты, указанный покупателем, будет отправлено подтверждение заказа с подробной информацией о заказе.Всегда проверяйте подтверждение заказа, и если есть проблема или вы хотите нас что-то спросить, свяжитесь с нашей службой поддержки клиентов. Сохраните подтверждение заказа на тот случай, если вам понадобится связаться с нашей службой поддержки клиентов. При обращении к нам вам необходимо предоставить нам номер вашего клиента и номер вашего заказа. Когда вы получаете товары, всегда проверяйте, что содержимое доставки соответствует вашему подтверждению заказа. Мы рекомендуем вам бережно хранить подтверждение заказа, так как этот документ также служит свидетельством даты покупки в случае рекламации или возврата.
Способы доставки и стоимость доставки
Стоимость доставки включает упаковку и доставку, а также транспортные или почтовые расходы. В корзине отображается примерная стоимость доставки с использованием предпочитаемого нами способа доставки. Точная стоимость доставки отображается после того, как вы выберете предпочитаемый способ оплаты и доставки. Доступные способы доставки зависят от содержимого вашей корзины покупок.
Способы доставки в Европу:
— GLS Euro Business Parcel для доставки макс.35 кг и
— DB Schenker для поставок свыше 35 кг.
Способ доставки в пункты назначения за пределами Европы будет определяться индивидуально.
Ответственность за любые таможенные сборы, налоги или другие импортные расходы несет исключительно покупатель.
Срок поставки
Если заказанный товар есть на складе, заказ обычно будет упакован для отправки в течение следующего дня после оплаты. Время доставки в пункты назначения за пределами Европы будет определяться в индивидуальном порядке.Обычное время доставки в Европу:
— GLS Euro Business Parcels (макс. 35 кг): 2-7 дней
— DB Schenker (более 35 кг): дни отгрузки из Mense Oy по понедельникам, средам и пятницам, время транспортировки 3- 14 дней.
Если заказанный товар отсутствует на складе, мы свяжемся с клиентом по электронной почте и сообщим приблизительный срок доставки. В этом случае время производства обычно составляет:
— фрезы: 4 недели от заказа
— гибкие подающие колеса: 2 недели от заказа
— стальные подающие колеса: 1 неделя от заказа
— другие продукты: 1 неделя с момента заказа
Mense Oy не несет ответственности за задержки или косвенный ущерб, вызванный задержками из-за форс-мажорных обстоятельств.
Политика возврата
Право на отзыв
Заказчик компании должен связаться с Mense Oy не позднее момента получения посылки, чтобы договориться о праве на возврат продукции. Частное лицо имеет право расторгнуть данный договор в течение 14 дней без объяснения причин. Срок вывода средств заканчивается в течение 14 дней, начиная со дня получения последней посылки или, в случае загружаемых продуктов, с момента получения вами заказа.
Чтобы использовать свое право на отказ, вы должны уведомить нас о своем желании расторгнуть договор в недвусмысленной форме (например, по почте или электронной почте).
Чтобы уложиться в крайний срок периода возврата, вы должны отправить нам уведомление о возврате до окончания периода возврата.
Последствия отказа от договора
Если заказчик компании решает расторгнуть этот договор, он должен связаться с Mense Oy, чтобы обсудить расходы, связанные с расторжением договора. Если частный клиент решит расторгнуть этот контракт, мы незамедлительно вернем вам все транзакции, которые мы получили от вас, включая стоимость доставки (но исключая дополнительные расходы, связанные с использованием способа доставки, отличного от наиболее доступного, рекомендованного нами по умолчанию). и в любом случае в течение 14 дней, считая с момента получения нами вашего уведомления о возврате.Мы осуществим возврат, используя метод оплаты, который вы использовали в исходной транзакции, если вы явно не договорились об ином, и в любом случае без дополнительных затрат для вас.
Клиент компании должен связаться с Mense Oy не позднее момента получения посылки, чтобы договориться о том, как и по какой цене следует вернуть товар. Частное лицо должно отправить товар обратно без промедления и в течение 14 дней с момента отправки уведомления о возврате. Вы соблюдаете установленный срок, если отправите товар обратно до истечения указанного 14-дневного периода.
Вы несете ответственность только за то снижение стоимости товаров, которое не произошло в результате обработки, необходимой для определения характера, свойств и функциональности товаров.
Невостребованная поставка
Отсутствие требования о доставке не является отменой или возвратом. Если вы не сделали действительную отмену или не возвращаете товар в соответствии с нашей политикой возврата, вы несете ответственность за расходы по доставке как по доставке, так и по возврату.