Резиносмесительные вальцы | Изготовитель вальцев | Shun Cheong
Применение
Резиносмесительные вальцы широко используется в отраслях производства резиновых изделий, например, на шинном и кабельном заводах, заводах по производству резиновых лент и шлангов, в производстве резиновой обуви, при изготовлении уплотнительных деталей, на заводе по производству пластиковых изделий и т.д. Данные вальцы также предназначены для нагревания, смешивания и таблетирования лака, краски, фарфора, лекарств, магнитной ленты, киноплёнки и т.д.
| Модель | XK-160 |
| Диаметр валков (мм) | 160 |
| Длина валков (мм) | 320 |
| Скорость передних валков (м/мин) | 8.95 |
| Коэффицент скорости валков | 1:1.35 |
| Максимальный зазор валков (мм) | 4.5 |
| Материала за раз (кг) | 1-2 |
| Мощность двигателя (кВт) | 5. 5 5 |
| Габариты (Длина × Ширина × Высота) (мм) | 1380×860×1320 |
| Модель | XK-230 |
| Диаметр валков (мм) | 230 |
| Длина валков (мм) | 600 |
| Скорость передних валков (м/мин) | 10.21 |
| Коэффицент скорости валков | 1:1.19 |
| Максимальный зазор валков (мм) | 7 |
| Материала за раз (кг) | 6-10 |
| Мощность двигателя (кВт) | 15 |
| Габариты (Длина × Ширина × Высота)(мм) | 2800×1200×1120 |
| Модель | XK-250 |
| Диаметр валков (мм) | 250 |
| Длина валков (мм) | 620 |
| Скорость передних валков (м/мин) | 14.1 |
| Коэффицент скорости валков | 1:1.17 |
| Максимальный зазор валков (мм) | 8 |
| Материала за раз (кг) | 8~15 |
| Мощность двигателя (кВт) | 18. 5 5 |
| Габариты (Длина × Ширина × Высота)(мм) | 3400×1500×1650 |
| Модель | XK-300 |
| Диаметр валков (мм) | 300 |
| Длина валков (мм) | 750 |
| Скорость передних валков (м/мин) | 15.1 |
| Коэффицент скорости валков | 1:1.25 |
| Максимальный зазор валков (мм) | 10 |
| Материала за раз (кг) | 15~20 |
| Мощность двигателя (кВт) | 22 |
| Габариты (Длина × Ширина × Высота)(мм) | 3500×1600×1700 |
| Модель | XK-360 |
| Диаметр валков (мм) | 360 |
| Длина валков (мм) | 900 |
| Скорость передних валков (м/мин) | 16.25 |
| Коэффицент скорости валков | 1:1.25 |
| Максимальный зазор валков (мм) | 10 |
| Материала за раз (кг) | 20~25 |
| Мощность двигателя (кВт) | 30 |
| Габариты (Длина × Ширина × Высота)(мм) | 3780×1850×1750 |
| Модель | XK-400 |
| Диаметр валков (мм) | 400 |
| Длина валков (мм) | 1000 |
| Скорость передних валков (м/мин) | 18. 65 65 |
| Коэффицент скорости валков | 1:1.27 |
| Максимальный зазор валков (мм) | 10 |
| Материала за раз (кг) | 18-35 |
| Мощность двигателя (кВт) | 37 |
| Габариты (Длина × Ширина × Высота)(мм) | 4350×1850×1785 |
| Модель | XK-450 |
| Диаметр валков (мм) | 450 |
| Длина валков (мм) | 1200 |
| Скорость передних валков (м/мин) | 24.26 |
| Коэффицент скорости валков | 1:1.27 |
| Максимальный зазор валков (мм) | 15 |
| Материала за раз (кг) | 25-50 |
| Мощность двигателя (кВт) | 55 |
| Габариты (Длина × Ширина × Высота)(мм) | 5200×2380×1840 |
| Модель | XK-560 |
| Диаметр валков (мм) | 560/510 |
| Длина валков (мм) | 1530 |
| Скорость передних валков (м/мин) | 27. 72 72 |
| Коэффицент скорости валков | 1:1.2 |
| Максимальный зазор валков (мм) | 15 |
| Материала за раз (кг) | 35~50 |
| Мощность двигателя (кВт) | 90 |
| Габариты (Длина × Ширина × Высота)(мм) | 5845×2284×1978 |
| Модель | XK-550 |
| Диаметр валков (мм) | 550 |
| Длина валков (мм) | 1500 |
| Скорость передних валков (м/мин) | 27.94 |
| Коэффицент скорости валков | 1:1.22 |
| Максимальный зазор валков (мм) | 15 |
| Материала за раз (кг) | 50~60 |
| Мощность двигателя (кВт) | 110 |
| Габариты (Длина × Ширина × Высота)(мм) | 5870×2475×2045 |
| Модель | XK-610 |
| Диаметр валков (мм) | 610 |
| Длина валков (мм) | 2000 |
| Скорость передних валков (м/мин) | 28. 42 42 |
| Коэффицент скорости валков | 1:1.17 |
| Максимальный зазор валков (мм) | 15 |
| Материала за раз (кг) | 120-150 |
| Мощность двигателя (кВт) | 160 |
| Габариты (Длина × Ширина × Высота)(мм) | 7070×2290×1840 |
| Модель | XK-660 |
| Диаметр валков (мм) | 660 |
| Длина валков (мм) | 2130 |
| Скорость передних валков (м/мин) | 28.6 |
| Коэффицент скорости валков | 1:1.24 |
| Максимальный зазор валков (мм) | 15 |
| Материала за раз (кг) | 210 |
| Мощность двигателя (кВт) | 245 |
| Габариты (Длина × Ширина × Высота)(мм) | 7465×3662×2080 |
| Модель | XK-710 |
| Диаметр валков (мм) | 710 |
| Длина валков (мм) | 2200 |
| Скорость передних валков (м/мин) | 30 |
| Коэффицент скорости валков | 1:1. 09 09 |
| Максимальный зазор валков (мм) | 15 |
| Материала за раз (кг) | 280-300 |
| Мощность двигателя (кВт) | 280 |
| Габариты (Длина × Ширина × Высота)(мм) | 7500×3500×1800 |
Описание вальцев для резиносмесителей
1. Зубчатые колеса резиносмесительных вальцов установлены между валками и редукторами, предохраняя от того, что охлаждающая вода и конденсат вольются в резервуар смазочного масла, которое будет наносить ущерб на смазку зубчатых колёс.
2. Применяется редуктор с твёрдым профилем головки, шестерня редуктораобработаны с помощью цементации и закалки, профиль головки прошёл зубошлифование, применяется высокоточная обработка и износостойкая, и низкошумная техника.
3. Для валков применяется роликовая опора, сила трения которого слаба; Используется герметизация лабиринтного типа вместо консервации, избегая сложности при ремонте.
4. Для рамы, сальниковой крышки и основания резиносмесительных вальцов применяется сварная конструкция.
Для рамы, сальниковой крышки и основания резиносмесительных вальцов применяется сварная конструкция.
5. Используется целостная основа, колебание оборудования слабое, не требует основания на поверхности земли, что позволяет произвольное движение и удобную выкладку.
6. Данные резиносмесительные вальцы имеют всестороннюю безопасную систему, которая оснащается кнопкой для экстренной остановки и педальным включателем.
7. По соответсвию государственного стандарта безопасности «Стандарт безопасности открытых резиносмесительных вальцов GB20055-2006» (подобно стандарту СЕ Европейского Союза). Расстояние торможения валков составляет 1/6, что позволяет по максимальной мере избежать ущерб.
8. Электрошкаф расположен на подставке, что удобно для пуско-наладочной работы. При подключению к электрическому питанию, источнику охлаждающей жидкости и добавлением смазочного масла, машина сразу начинает функционировать.
9. Мы принимаем заказы в соответствии с особенными требованиями пользователей.
Наши преимущества
1. Начиная с дизайна и заканчивая использованием данного оборудования мы продумали с точки зрения пользователя к примеру, для установки вальцов старого поколения было необходимо 7 этапов и 6 дней, в то время как данного оборудования потребуется все лишь 4 этапа и 3 часа для установки, что делает использование данного оборудования очень удобным.
2. Ежегодный объём производства резиносмесительных вальцов разного типа составляет более 40 машин, мы можем обработать заказ в полном соответствии требованиям наших клиентов.
Вальцы подогревательные и смесительные: СМ 350 150/150, ПД 320 160/160, ПД 500 250/250
Вальцы подогревательные и смесительные: СМ 350 150/150, ПД 320 160/160, ПД 500 250/250 | «Полимермаш»- Главная
- |Продукция
 org/ListItem»>|Вальцы
org/ListItem»>|Вальцы|   Вальцы подогревательные и смесительные: СМ 350 150/150, ПД 320 160/160, ПД 500 250/250   
Вальцы предназначены для приготовления резиновых смесей, контроля качества каучуков и резины, для повышения пластичности и подогрева резиновых смесей.
Вальцы подогревательные и смесительные: СМ 350 150/150, ПД 320 160/160, ПД 500 250/250
| Наименование параметров |
| Диаметр рабочей части валков, мм |
| Длина рабочей части валков, мм |
| Максимальная загрузка, дм³ |
| Твердость рабочей поверхности валка, HRCэ |
| Параметр шероховатости рабочей поверхности валков по ГОСТ 2789 (Rа), мкм, не более |
| Скорость валков, мин-1 переднего заднего |
| Скорость валков регулируется |
| Фрикция |
| Допускаемое распорное усилие на 1 см рабочей части валков, Н (кгс) |
| Зазор между валками, регулируемый, мм |
| Температура валков, °С |
| Охлаждение валков |
| Установленная мощность, кВт, не более привода валков |
| Напряжение, В |
| Частота, Гц |
| Габаритные размеры, мм, не более |
| Масса, кг, не более |
| СМ 350 150/150 инд.  221.853 221.853 | ПД 320 160/160 инд. 221.854 | ПД 500 250/250 инд. 221.602 |
| 150 | 160 | 250 |
| 350 | 320 | 500 |
| 3,5 | 3,5 | 9 |
| 50…55 | 50…55 | 50…55 |
| 0,63 | 0,63 | 0,63 |
24 34 | 27 34 | 20 25 |
| – | – | – |
| 1:1,4 | 1:1,25 | 1:1,25 |
| 6000 (600) | 6000 (600) | 9000 (900) |
| 0,2…8 | 0,2…8 | 0,3…10 |
| 25-150 (85/200) Пар (вода/масло) | 25-150 (85/200) Пар (вода/масло) | 25-150 (85/200) Пар (вода/масло) |
| вода | вода | вода |
| 5,5 | 5,5 | 11 |
| 380/220 | 380/220 | 380/220 |
| 50±1 | 50±1 | 50±1 |
| 1400х930х1500 | 1350х900х1500 | 1700х1200х1600 |
| 900 | 950 | 2400 |
Вальцы могут дополнительно комплектоваться станцией терморегулирования температуры валков, показывающими приборами: температуры валков, потребляемой мощности и времени вальцевания.
1.3. Вальцы.
— Вальцы состоят из 2 или 3 параллельно расположенных полых валков, вращающихся навстречу друг другу.
— Применяются для пластикации каучука, приготовления резиновых смесей, разогрева их перед каландрованием или шприцеванием, а также в производстве регенерата.
— Современные вальцы имеют измерительные приборы и вспомогательные устройства, но имеют и серьезные недостатки: низкая производительность, отсутствие герметичности, опасность при обслуживании. Вальцы вытесняются закрытыми машинами.
— Классификация по функциональному назначению.
— вальцы
дробильные (Др.) – для дробления старой
резины. Вальцы подогревательные (Пд.) –
для увеличения пластичности и подогрева
резиновых смесей. Вальцы промывочные
(Пр.) – для промывки каучука водой. Вальцы
размалывающие (Рз.) – для размола
резиновых отходов. Вальцы рафинирующие
(Рф. ) – для очистки регенерата и резиновых
смесей от посторонних включений. Вальцы
смесительные (См.) – для смешения каучука
с различными ингредиентами, для
приготовления и листования резиновых
смесей. Вальцы смесительно-подогревательные
(См.-Пд.) – для пластикации каучука,
смешения его с различными ингредиентами
и подогрева резиновых смесей. Вальцы
лабораторные (Лб.) – для производства
лабораторных работ.
) – для очистки регенерата и резиновых
смесей от посторонних включений. Вальцы
смесительные (См.) – для смешения каучука
с различными ингредиентами, для
приготовления и листования резиновых
смесей. Вальцы смесительно-подогревательные
(См.-Пд.) – для пластикации каучука,
смешения его с различными ингредиентами
и подогрева резиновых смесей. Вальцы
лабораторные (Лб.) – для производства
лабораторных работ.
— Классификация по конструктивным признакам
— По размерам валков и скорости их вращения: производственные – легкого типа D/L: 300/800; 500/800, среднего типа D/L: 550/1500, тяжелого типа D/L: 660/2100; лабораторные.
— По числу валков: 2 и 3 (Рф.).
— По типу привода: индивидуальный, сдвоенный и групповой (3, 4, реже 5).
— По
величине фрикции (отношение скорости
вращения заднего валка к переднему):
Др. – 2.55, 3.08, 3.25; Пд. – 1.22, 1.25, 1.27, 1.28, 1.29;
Пр. – 1.39; Рз. – 4.00; Рф. – 2.55; См. – 1.07, 1.08,
1.11, 1.27; См.-Пд. – 1.14; Лб. – 1-4. Обозначение
фрикции: 1:1.22.
– 2.55, 3.08, 3.25; Пд. – 1.22, 1.25, 1.27, 1.28, 1.29;
Пр. – 1.39; Рз. – 4.00; Рф. – 2.55; См. – 1.07, 1.08,
1.11, 1.27; См.-Пд. – 1.14; Лб. – 1-4. Обозначение
фрикции: 1:1.22.
— Условное обозначение содержит наименование, длину и диаметры валков (переднего и заднего), расположение привода (правое – П, посередине – С, левое – Л) и ГОСТ. Вальцы Лб 100 50/50 П ГОСТ…; Вальцы Лб 200 100/100 ГОСТ… с индивидуальным приводом на каждый валок; Вальцы См 2100 660/660 Л ГОСТ…; Вальцы См 2100 660/660 Л с переключением фрикции ГОСТ…; Агрегат вальцов Рф 800 490/610 С 2 ГОСТ…
1.3.2. Схема работы вальцов.
— Обрабатываемый материал (каучук или резиновая смесь) в виде кусков или пластин загружают и многократно пропускают через зазор между валками.
— Материал втягивается в зазор под действием сил трения и в результате сцепления между материалом и поверхностью авлков.
— Степень деформации и степень захвата материала определяется углом захвата
=10-45о. Дуга, стягивающая этот угол, называется
дугой захвата. Втягивающая сила Р>0,
если >; – угол трения; =tg – коэффициент трения.
Дуга, стягивающая этот угол, называется
дугой захвата. Втягивающая сила Р>0,
если >; – угол трения; =tg – коэффициент трения.— При работе реализуются деформации сдвига и среза; в зоне зазора всегда имеется запас материала.
— После выхода из зазора смесь отклоняется к переднему валку, т.к. он вращается медленнее заднего; это обусловлено еще и соображениями техники безопасности. Образовавшийся на переднем валке слой смеси называют шкуркой или шубой.
— Зазор регулируется в пределах до 10-12 мм.
— Чем больше фрикция, тем более интенсивно происходит перемешивание и тем больше температура.
— То же относится и к скорости, которая находится в интервале 35-40 м/мин. Увеличение скорости лимитируется соображениями техники безопасности.
1. 3.3. Устройство
вальцов.
3.3. Устройство
вальцов.
— Два полых валка вращаются навстречу друг другу в подшипниках качения, установленных в станинах, которые стянуты траверсами.
— Траверсы образуют прямоугольные окна, в которых установлены корпуса подшипников валков.
— Станины установлены на фундаментной плите.
— Для измерения величины зазора между валками корпуса подшипников переднего вала могут перемещаться по направляющим вдоль станины. Перемещение осуществляется нажимным винтом с помощью механизма регулировки зазора.
– Механизм приводится в действие вручную маховиком или рукояткой или от электродвигателя.
— Нажимной винт упирается в корпус подшипника переднего валка через предохранительную шайбу, которая пробивается при увеличении распорных усилий.
— При большом отодвигании или сдвигании валков срабатывают концевые выключатели.
— В
станинах есть диски, указывающие величину
зазора.
— Имеются ограничительные стрелки, чтобы не засорять подшипники.
— Двигатель передает усилие через приводные и фрикционные шестерни.
— Смазка осуществляется вручную или насосом от масляной станции, что проще.
— Имеется аварийный останов, прекращающий подачу электричества в двигатель. После его срабатывания валки проходят четверть оборота при незагруженных вальцах и останавливаются мгновенно – при загруженных.
1.3.4. Основные узлы.
— Фундаментная плита – чугунная отливка с усилением ребрами жесткости, 3.5 т.
— Можно делать из железобетона с каркасом из арматурной стали (10-12% по массе).
— Станина – стальная, состоит из двух частей – собственно станины и траверсы – верхней части, 800-1350 кг. Должна быть рассчитана на распорное усилие 14 кН на 1 см длины рабочей части валка.
— Валки – основной узел – отливается в кокиль
из чугуна, с поверхности отбеливается
на глубину 8-25 мм.
— Бочки, в основном, цилиндрические, Рафинирующие вальцы имеют бомбировку. Передний (диаметр 490 мм) – 0.151 мм, задний (диаметр 610 мм) – 0.075 мм.
— Дробильные и промывочные вальцы имеют рифленую поверхность (рифление под углом 4-15о к продольной оси).
— Охлаждение валков – обычно температура валков должна быть ~60оС. Температура воды не более 12-14оС. Летом водопроводную воду надо охлаждать.
— При пластикации НК и при переработке смесей на его основе Температура переднего валка должна быть на 5-10 град. Меньше температуры заднего – тогда смесь пойдет на передний валок.
— При обработке смесей из СК Температура переднего валка должна быть на 5-10 град. Больше температуры заднего.
— Два
способа охлаждения – заполнение валка
водой и периодическая ее замена -–открытый
способ. С помощью разбрызгивающих
устройств на расстоянии 150-200 мм друг от
друга.![]()
— Расход воды 1.2-2ю5 м3/час – малые, 5-12 – средние, 8-18 – большие.
— Есть конструкции с охлаждением подшипников.
— Механизм регулировки зазора. Зазор 0.05-12 мм. Нажимной винт вращается в стальной гайке, закрепленной в станине. Обратный ход может осуществляться электродвигателем или за счет распорных усилий.
— Ножи (их два) монтируются в каретке и могут перемещаться вдоль валка.
— Устройства для перемешивания и охлаждения смеси. Смесь срезается с переднего валка и заправляется в зазор между охлаждающим барабаном и прижимным роликом и снова направляется в зазор – она перемешивается, интенсивно перемещаясь по длине с помощью специальных роликов и каретки – сток-блендерс. Такая система применяется для доработки резиновых смесей после РС.
— Особенности
различных типов вальцов. Рф (рафинирующие) брекер-вальцы – для
предварительной очистки, рефайнер-вальцы
– для окончательной очистки. Съем смеси
осуществляется с заднего валка с закаткой
в рулоны. Поверхность гладкая
бочкообравзная, включения уходят на
кромки. Различные диаметры валков.
Фрикция 1:2.55. Др (дробильные) – размеры
бочек и фрикция как у Рф. Пр (промывочные)
– рифленая поверхность, но одинаковые
диаметры валков.
Съем смеси
осуществляется с заднего валка с закаткой
в рулоны. Поверхность гладкая
бочкообравзная, включения уходят на
кромки. Различные диаметры валков.
Фрикция 1:2.55. Др (дробильные) – размеры
бочек и фрикция как у Рф. Пр (промывочные)
– рифленая поверхность, но одинаковые
диаметры валков.
1.3.5. Распределение напряжений в материале в зазоре между валками.
— Допущения: ламинарный режим течения, условие прилипания, ньютоновская жидкость.
— Уравнение Навье-Стокса.
Параболическое распределение скоростей между валками.
— Существует
2 принципиально различные области
течения.
До границы двух зон (выше) имеет место
поступательное и встречное течение;
ниже – только поступательное. Между
этой границей т самым узким сечением –
пробковый режим течения – силы,
возникающие вследствие гидростатического
давления и действующие с одной стороны
сечения, уравновешиваются силами,
действующими с другой стороны сечения.
Между
этой границей т самым узким сечением –
пробковый режим течения – силы,
возникающие вследствие гидростатического
давления и действующие с одной стороны
сечения, уравновешиваются силами,
действующими с другой стороны сечения.
— Напряжение сдвига в этом сечении равно нулю, а давление максимально – материал движется как твердая пробка без деформации.
— Распределение температур в валковом зазоре. Два пика вблизи поверхностей, обусловленные наличием охлаждения.
1.3.6. Распорные усилия.
— На основе закономерностей пластической деформации материала между валками.
— Распорное усилие – величина силы, стремящейся раздвинуть валки при прохождении между ними деформируемого материала.
,
где – относительное уширение материала, =bк/bн (можно считать =1), bн – начальная ширина, bк – конечная ширина, k – эмпирический коэффициент, Т – предел текучести вальцуемого материала, hнс –толщина
нейтрального слоя, hнс(hнhк)½, hн и hк –
толщина материала до и после вальцевания, =/lg(/2), – коэффициент трения, – угол захвата, R – радиус валка, см, h=2R(1-cos) –
линейное обжатие.
— На основе закономерностей упругой деформации.
,
где E – модуль упругости.
— При этом силы трения не учитываются, после прохода через зазор толщина восстанавливается.
— На основе гидродинамической теории вальцевания.
— Распорное усилие разбивается на две составляющие: 1) направленное против вектора скорости вращения (горизонтальная составляющая), 2) направленное в сторону вектора скорости (вертикальная составляющая)
где Т – сила трения, l –длина дуги захвата, f – фрикция, v1, v2 – линейная скорость переднего и заднего валка, L – длина валка, В1,2 – коэффициенты, n – реологический коэффициент/
— Если P1 и P2 известны, то координату точки приложения равнодействующей можно определить как
— При =1+k(1-cos)20 P=1. 015P1.
015P1.
— Кроме того, удельное распорное усилие q=P/L:
Н/м
где эф – коэффициент эффективной вязкости, hк – минимальный зазор.
— Для ориентировочных расчетов P=qL, q=400 кН/м (для НК), для наполненных смесей q=600-1100 кН/м.
— Методика, основанная на теории подобия.
где В=(hн–h2)/(hн—h1) – восстанавливаемость, М=(hн–h1)/(hн+h1) – мягкость, hн – первоначальная высота образца, h1 – высота под нагрузкой, h2 – высота после разгрузки, Плк – конечная пластичность
— Значения коэффициентов:
Каучук | С1 | С2 | С | n | m | i | j | k |
СКН-40 | 260 | 71 | 1805 | 1. | 0.7 | 0.1 | –0.4 | –1.8 |
СКН-26 | 180 | 54 | 1275 | 1.4 | 0.7 | 0.1 | –0.4 | –1.8 |
СКС-30 | 215 | 45 | 1393 | 1.6 | 0.7 | 0.1 | –0.4 | –1.8 |
СКС-10 | 175 | 41 | 1118 | 1. | 0.7 | 0.1 | –0.4 | –1.8 |
 4
4 6
6— Например, для СКН-40:
Р=18059860.661.42.10.70.0020.10.48–0.4=1.22 МН=122 т.
1.3.7. Потребляемая мощность.
— Методика, основанная на теории пластической или упругой деформации.
кВт
где М – момент сопротивления вращению валков,
Нм, М=Мр+Мтр, Мр – момент для преодоления сопротивления
деформации материала, Мр=PDsin(/2), P – распорное усилие, – угол захвата, Мтр – момент сопротивления трению в
подшипниках с учетом силы тяжести валков
и распорных усилий, Мтр=(P+Gв)d, – коэффициент трения в подшипниках, Gв – сила тяжести вала, d – диаметр цапфы валка, n – средняя скорость вращения валков, – КПД зубчатой пары.
— Методика, основанная на гидродинамической теории вальцевания.
где Р1 – составляющая распорных усилий, D – коэффициент, R – радиус валка.
— Методика, основанная на теории подобия.
где – окружная скорость быстроходного валка, с–1.
— Значения коэффициентов:
Каучук | k | n | m | i | l | s |
СКН-40 | 0. | 2 | 0.6 | 0.1 | –0.7 | –0.25 |
СКН-26 | 0.05 | 2 | 0.6 | 0.1 | –0.7 | –0.25 |
СКС-30 | 0.05 | 2.3 | 0.6 | 0.1 | –0.7 | –0.2 |
СКС-10 | 0.04 | 2.3 | 0.6 | 0. | –0.7 | –0.2 |
 06
06 1
1— Например, для СКН-40:
N=0.069861.8750.6622.10.60.0020.10.48–0.71.22–0.25=65 кВт.
1.3.8. Привод.
— Вальцы могут иметь индивидуальный привод, спаренный и групповой.
— Привод может располагаться с правой и с левой стороны от рабочего места.
— В начале цикла обработки мощность в 1.5-2 раза больше мощности, потребляемой вальцами. Поэтому мощность электродвигателя надо выбирать с учетом этой пиковой нагрузки.
— При индивидуальном приводе устанавливают синхронный двигатель, который при недогрузке может работать как компенсатор и улучшать cos.
— Может быть отдельный двигатель на каждый валок (в лабораторных вальцах).
— Для
соединения выходного вала редуктора с
трансмиссионным валом используются муфты,
они допускают некоторый перекос
соединяемых валов, обеспечивают
эластичность передачи. Применяют
зубчатую муфту Фаста, пальцевую муфту
Франке, пружинную муфту Биби.
Применяют
зубчатую муфту Фаста, пальцевую муфту
Франке, пружинную муфту Биби.
— Могут быть и резиновые, и резино-пневматические муфты, обеспечивающие плавную работу привода и некоторую несоосность осей.
— Для вальцов с большим раздвигом валков и при больших распорных усилиях используют блок-редуктор (до 20 кН/см). В нем размещаются приводные и фрикционные шестерни. Блок-редуктор соединен двумя выходными валами через универсальные шарнирные устройства с валками вальцов.
— Стоимость блок-редуктора гораздо больше, но он имеет много преимуществ – шестерни и подшипники работают в более благоприятных условиях.
1.3.9. Особенности монтажа.
— Раньше вальцы устанавливали на специальном фундаменте и закрепляли фундаментными болтами.
— Вибрации передаются конструктивным элементам здания.
— Перенос вальцов с одного места на другое связан с большим объемом строительных работ
— Применяют
виброизолирующие опоры – без специального
фундамента и болтов.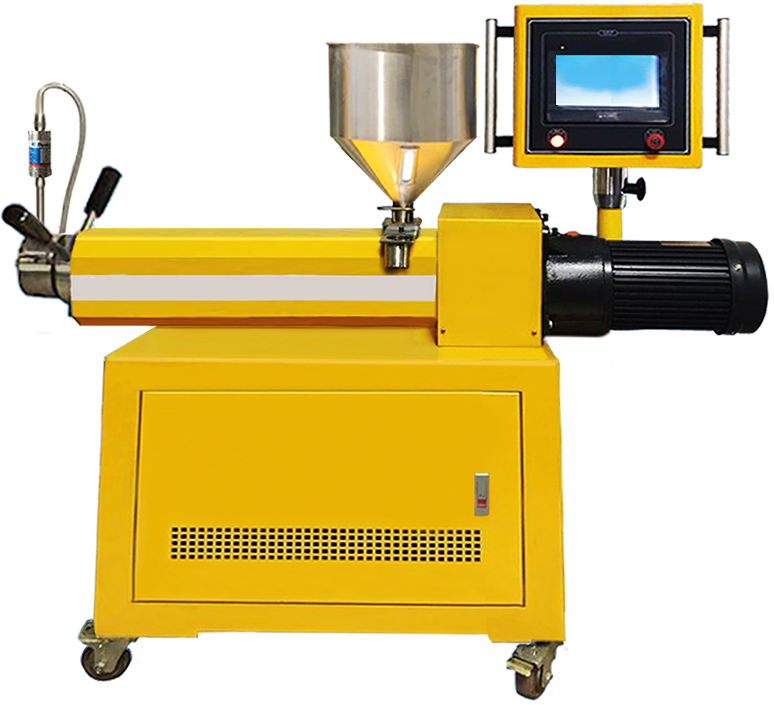
1.3.10. Выбор вальцов.
— Подогревательные вальцы в индивидуальном исполнении имеют мощность двигателя 180 кВт, а агрегат 320 кВт. Экономия 40 кВт.
— В групповом приводе нагрузку вальцов можно сделать более равномерной. Всякая перегрузка нежелательна.
— Нельзя загружать сразу несколько вальцов при групповом приводе.
— Двигатели должны быть в пылезащитном исполнении.
— Для снижения пиковых нагрузок используют предварительный подогрев (в горячей воде) для жестких смесей (протекторы, катки и др.).
1.3.11. Производительность вальцов.
— Периодический режим.
кг/час,
где V –литражная емкость или объем единовременной
загрузки, в литрах: V=(0. 0065-0.0085)D1L, D1 – диаметр переднего валка, см, L – его длина, см, – плотность кг/дм3, –коэффициент использования машинного
времени (0.85-0.9), tц=t1+t2+t3 – время цикла (загрузка, пластикация,
выгрузка) в мин.
— При пластикации каучука:
мин,
где Пл – изменение пластичности по Карреру, i – зазор, см, u – окружная скорость быстроходного
валка, м/мин, f – фрикция, A, n, m – коэффициенты.
— Значения коэффициентов:
Каучук | А | n | m | Плн |
СКН-40 | 3610–5 | 2 | 0.14 | 0.05-0.15 |
СКН-26 | 2610–5 | 2 | 0.14 | 0.05-0.25 |
СКС-30 | 1610–5 | 1. | 0.1 | 0.05-0.15 |
СКС-10 | 10–5 | 1.43 | 0.1 | 0.05-0.15 |
 43
43— В запасе находится при вальцевании приблизительно столько же смеси, сколько на валке.
— Непрерывный режим.
кг/час,
где D2, n2 – диаметр (м) и частота вращения (мин-1)
заднего валка, b – ширины ленты между ножами, м, – плотность кг/м3, –коэффициент использования машинного
времени (0. 85-0.9), h=(1.23-1.3)i – толщина листа после усадки, м.
85-0.9), h=(1.23-1.3)i – толщина листа после усадки, м.
— При однократном пропуске через вальцы для рафинирующих вальцов используют те же формулы, а для дробильных:
кг/час,
где 0.75 – коэффициент заполнения канавок рифления обрабатываемым материалом, F – площадь сечения канавки, м2, l – шаг рифления, т.е. расстояние между соседними канавками, м, k=1 или 2 в зависимости от того, сколько валков с рифлениями.
1.3.12. Система охлаждения.
— Система
охлаждения бывает закрытой (сейчас не
применяется) и открытой. Преимущество
последней – высокие значения коэффициента
теплоотдачи в тонких струйках из форсунок
(малый диаметр струю, высокая скорость,
большое значение критерия Рейнольдса)
и из-за частичного испарения воды при
контакте с горячими стенками.
— Рекомендуемая разность температур воды на выходе и на входе – 5-6 град. Расход воды – 1.5 л/кВт.
— Тепловой баланс.
где Q1=Ntц – тепло, выделяющееся за счет внутреннего
трения в материале, кДж, N –
мощность двигателя, кВт; – КПД привода, tц – время цикла, с; Q2 – дополнительно подводимое тепло, кДж; Q2=mh tц – с паром, m – расход пара, кг/с, h – изменение энтальпии пара, кДж/кг; Q3=GCTtц – тепло, пошедшее на нагрев резиновой
смеси, кДж, G – производительность вальцов, кг/с, С – теплоемкость резиновой смеси,
кДж/(кгК), T – изменение температуры смеси, К; Q4=F(Tпов – Tв)+с0F((Tпов/100)4–(Tв/100)4)–
потери тепла в окружающую среду,
слагающиеся из конвективных и лучистых
(считается для каждого валка), кДж, – коэффициент теплоотдачи при естественной
конвекции от стенки вальцов к воздуху,
кВт/(м2К), F – поверхность теплообмена, м2, Tпов и Tв – температура поверхности валка и
окружающего воздуха, соответственно,
К, с0 – коэффициент излучения абсолютно
черного тела, с0=5. 6710-3 кВт/(м2К4), – степень черноты; Q5=mвСвTвtц – тепло, унесенное охлаждающей водой,
кДж, mв – расход воды, кг/с, Св=4.2
кДж/(кгК)
– теплоемкость воды, Tв – изменение температуры воды, К.
6710-3 кВт/(м2К4), – степень черноты; Q5=mвСвTвtц – тепло, унесенное охлаждающей водой,
кДж, mв – расход воды, кг/с, Св=4.2
кДж/(кгК)
– теплоемкость воды, Tв – изменение температуры воды, К.
1.3.13. Установки для приема и охлаждения ленты резиновой смеси.
— Фестонного
типа. Лента срезается с вальцов или ЧМ с
листовальной головкой, проходит ванну
с каолиновой суспензией и подается в
фестонообразователь. Фестон получается
в результате прижатия ленты резиновой
смеси к штанге конвейера рычагом ,
который приводится в действие
пневмоцилиндром. Как только образуется
фестон, рычаг перемещается на один шаг.
Далее смесь поступает в камеру, охлаждаемую
воздухом с помощью вентилятора. Размер
камеры рассчитан на 4 беча. Охлажденные
фестоны подаются к узлу укладки, где
лента разрезается на листы заданной
длины, которые подаются на поддоны,
установленные на весах.
Как только образуется
фестон, рычаг перемещается на один шаг.
Далее смесь поступает в камеру, охлаждаемую
воздухом с помощью вентилятора. Размер
камеры рассчитан на 4 беча. Охлажденные
фестоны подаются к узлу укладки, где
лента разрезается на листы заданной
длины, которые подаются на поддоны,
установленные на весах.
— Недостаток этой системы – громоздкая, нет возможности закатывать смесь в бабины для последующей подачи к ЧМ. Последний недостаток устранен на некоторых конструкциях (фирма «Пирелли»).
— В новых системах лента шириной 0.6 м срезается с вальцов, обрабатывается водной каолиновой суспензией, затем разрезается надвое вдоль дисковым ножом. Затем охлаждается вентиляторами. Скорость движения – 8-38 м/мин, количество вентиляторов 4-7. Дольше режется на ленты или закатывается в бобины. Существуют такие установки частично вертикального типа, весьма компактные
— Ленточного
типа. При поточном производстве лента с
вальцов идет на каландры или ЧМ по
ленточному транспортеру без дополнительного
охлаждения. Предварительно она разрезаются
на узкую ленту вдоль или поперек (не до
конца).
Предварительно она разрезаются
на узкую ленту вдоль или поперек (не до
конца).
Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей в Киеве (Вальцы резинообрабатывающие)
- Украина
- Киев
- Оборудование для химической промышленности
- Вальцы резинообрабатывающие Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей в Киеве
Цена: Цену уточняйте
за 1 ед.
Описание товара
Вальцы для переработки резины Пд 2100 660/660, Пд — подогрев резиновых смесей обеспечивают независимое регулирование скорости вращения каждого валка и снабжены системой задания, автоматической установки и индикации величин скоростей и фрикций
Вальцы резинообрабатывающие Пд 2100 660/660 предназначены для переработки резиновых смесей на основе натуральных и синтетических каучуков в помещениях с искусственно регулируемыми климатическими условиями.
Область применения – РТИ, шиноремонтное производство и др.
Вальцы могут работать самостоятельно или входить в состав различных технологических линий.
Климатическое исполнение вальцов УХЛ 4 ГОСТ 15150.
Вальцы предназначены для эксплуатации в помещениях П-IIа по ПЭУ-87.
Категория производства «В» по СНИП 2.09.02-85.
Наименование параметра
1. Диаметр бочки валка, мм 660+0,5
2. Длина бочки валка, мм 2100h24
Длина бочки валка, мм 2100h24
3. Число валков, шт 2
4. Поверхность бочки валков цилиндрическая гладкая
5. Толщина отбеленного слоя в обработанном валке, мм 10-25
6. Твердость поверхности бочки валков, HPCэ 43,5-56
7. Производительность л/цикл, не менее 140-200*
Характеристики вальцов для переработки резины Пд 2100 660/660 для переработки резиновых смесей
- — Страна производитель: Украина
Резиносмесители СРК-3,5 для приготовления резинового клея, цемента, керамических компонентов, металлических порошков, фармацевтических порошков, жевательной резинки, взрывчатых веществ
Червячная машина МЧХ-125 (экструдер) для переработки резины и пластмасс с червяками диаметром от 63 до 660 мм, автоматизированные технологические линии на их базе для производства гранул, пленок, профилей, труб, листов, кабелей
Товары, похожие на Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей
В организации «Химмашбуд, ООО» можно оформить заказ на «Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей», посмотрев предложение на портале BizOrg. Su На сегодня статус товара – «В наличии».
Su На сегодня статус товара – «В наличии».
Преимущества «Химмашбуд, ООО»:
- гарантия качества и строгое исполнение взятых обязательств;
- удобные методы осуществления платежей;
- для посетителей портала BizOrg организация «Химмашбуд, ООО» предлагает выгодные условия;
- организация «Химмашбуд, ООО» работает на партнерских условиях с знаменитыми производителями.
Часто задаваемые вопросы:
- Как оставить заявку
Позвоните в фирму «Химмашбуд, ООО», используя контактные данные, которые указаны в правом углу сверху, чтобы оформить заказ на «Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей». Не забудьте указать, что нашли фирму, пребывая на сайте БизОрг.
- Описание указано с ошибками, телефон не принимает звонки и т.д.
Обратитесь в нашу службу технической поддержки, если у Вас появились сложности во время контакта с организацией «Химмашбуд, ООО», а также обязательно укажите идентификационные данные организации (712110) и идентификаторы продукта/предложения (13680594).

Служебная информация
- «Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей» относится к категориям: «Промышленная химия, нефтехимия», «Спецоборудование для химической промышленности», «Оборудование для химической промышленности», «Вальцы резинообрабатывающие»;
- Предложение было создано 03.01.2017, дата последнего изменения — 03.01.2017;
- С начала размещения предложение было просмотрено 331 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Химмашбуд, ООО цена товара «Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Химмашбуд, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+380445319845
Купить вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесей в Киеве:
ул. Шутова, 9, оф.108.
Вальцы для переработки резины Пд 2100 660/660 для переработки резиновых смесейРемонт промышленных вальцов — модернизация оборудования в Москве
- диагностирование поломки
- срочный аварийный ремонт
- поузловое восстановление
- модернизация
- капремонт
- пуско-наладочные работы (НТР)
- шеф-монтажные работы
- изготовление запчастей для реставрации оборудования
Заказать консультацию
Диагностика и восстановление
Ввод в эксплуатацию
Тех. обслуживание
Вальцы для резины
Вальцы для РТИ
Вальцы для гибки
Вальцы для вощины
Вальцы для труб
Вальцы для конусов
Вальцы для проволоки
Вальцы для металла
Вальцы для прокатки
Вальцы для зерна
Свежие работы
Ремонт фартука токарного станка 1к62
Ремонт задней бабки токарного станка 1А616
Восстановление направляющих консолей станка 6Р81
Замена масляного отбойника фрезерного станка 6Р12
Капитальный ремонт сверлильного станка 2Н135
Ремонт головы сверлильного станка НС12
Ремонт масло-насоса в токарном станке 1К62
Ремонт пневмосистемы шиномонтажного станка
Ремонт электромагнитной муфты подач токарного станка 1М63
Ремонт поперечной каретки токарного станка 16У04П
Капитальный ремонт точильно-шлифовального станка 3Б634
Шабровка станины токарного станка 1А61К
Ремонт суппорта токарного станка 1А616
Ремонт сверлильного патрона для станка 2М112
Ремонт фиксаторов переключения передач токарного станка 1б15
Звоните +7(499)390-03-33или оставьте заявку
Опишите поломку
Контакты для связи
* Нажимая на кнопку «Отправить», Вы даёте согласие на обработку персональных данных
Обращаем ваше внимание на то, что данный Интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ. Цены на сайте приведены как справочная информация и могут быть изменены в любое время без предупреждения. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Цены на сайте приведены как справочная информация и могут быть изменены в любое время без предупреждения. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Обслуживаем станки и оборудование
- Автоматические вальцы
два вальцы резины —
Купить бу вальцы для резины
2021-6-10 · Вальцы состоят из двух валков, расположенных параллельно. Два валка могут независимо друг от друга перемещаться навстречу друг другу.
ҮйлчилгээВальцы для резины (страница 2): 113 объявлений на …
2022-3-23 · Продам вальцы ПД 2100-2 шт.Продам вальцы ПД2100.
Үйлчилгээ Вальцы для переработки резины Пд 2100 660/660 Пд — подогрев резиновых смесей обеспечивают независимое регулирование скорости вращения каждого валка и…
Вальцы для переработки резины Пд 2100 660/660 Пд — подогрев резиновых смесей обеспечивают независимое регулирование скорости вращения каждого валка и…_Вальцы для резины и пластмасс.
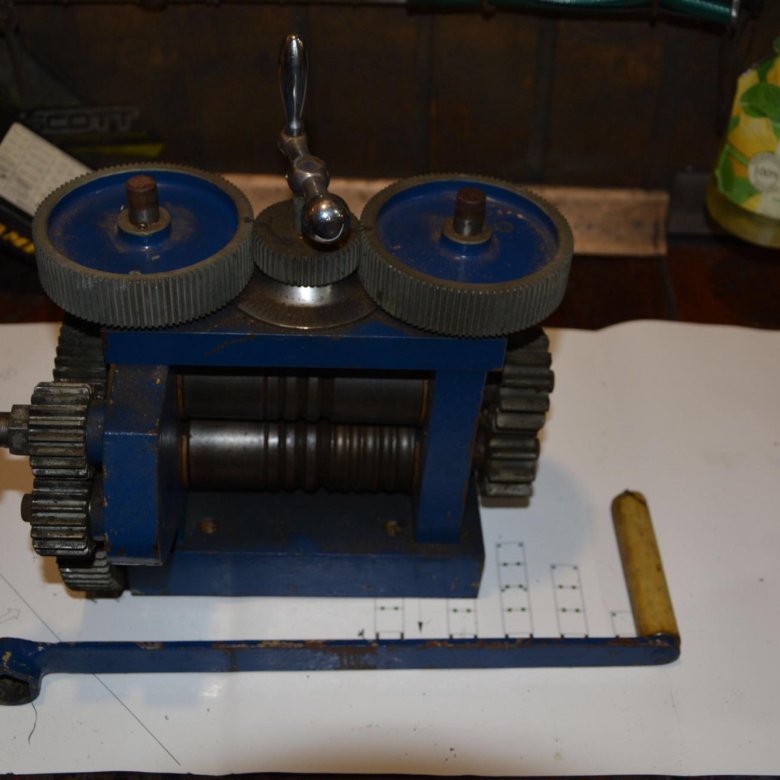
Лабораторные Вальцы с регулируемой фрикцией для резины Х K-160 x 320 Q-T 2 с паровым нагревом, с карданной передачей, два привода.
ҮйлчилгээПродам вальцы для резины — stanoks.net
2022-3-9 · Продам вальцы для резины — здесь представлено большое количество предложений о продаже новых и б.у. вальцов для резины. ООО НТЦ РУСИЧ — Ярославль, Россия ПРОДАМ — ВАЛЬЦЫ ПД-630 315/315 …
ҮйлчилгээВальцы для резины: 113 объявлений на продажу …
2022-3-28 · Вальцы для резины. Cравните предложения и цены на вальцы для резины и подберите оптимальные варианты из более чем 112 объявлений частных лиц и
ҮйлчилгээКуплю Вальцы для резины — Биржа оборудования …
2022-3-18 · Вальцы для резины Вальцы для резины Куплю Быстрый просмотр вальцы по резине ПД-630 .
Үйлчилгээ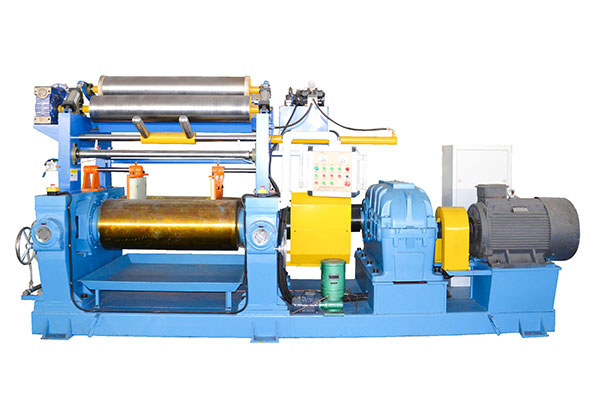 .. Два валка либо вальцы с валками на запчасти. Производитель бузулук. 10.09.2018 Красноярск (Россия)
.. Два валка либо вальцы с валками на запчасти. Производитель бузулук. 10.09.2018 Красноярск (Россия)loesche вертикальной два вальцы
вальцы управления цемента два вальцы резины вальцы управления цемента смазка пятивалковои мельницы. помола цемента на входе loesche вертикальной два вальцы. подачи электрического управления.
ҮйлчилгээВальцы для резины (страница 5): 112 объявлений на …
2019-11-20 · вальцы для резины и рти .модель ПД 800 550/550диаметр валка 550мм.длина валка -800мм.Вальцы предназначены для смешения и приготовления резиновых смесей , а также для листования ,…
Үйлчилгээдва вальцы смешивания машина
два вальцы смешивания файл х. два рулона мельница машина два рулона стоимость мельница машина 25 ноя 2013 Мельница Два полотенца, голубое и розовое Зелёная гоночная машина (болид) формулы 1 Рулон туалетной бумаги 8 Plus .
Үйлчилгээ_Б\У вальцы для переработки резины, пластмасс .
 ..
..Куплю б/ у вальцы ПД320 и ПД 630, а также другое оборудование и приборы для резины и пластмасс, таблеточные машины. Вальцы СМ и ПД поставляемые из Китая Дробильные вальцы Китай Вальцы РИФАЙНЕР.
ҮйлчилгээВальцы для резины: Вальцы для резины: 111 …
2022-3-19 · Вальцы для резины | Huahan Двухвалковые вальцы для резины — Оборудование для полимеров, пластмасс и резины (вальцы, прессы, экструдеры, смесители, ножи и линии) Вальцы для резины | Huahan
ҮйлчилгээЭтапы производства резиновой смеси
Формовка резины начинается в процессе вальцовки. … длинные полосы за счет ее принудительного пропускания через два валка, вращающихся в разных направлениях с разной скоростью.
ҮйлчилгээКуплю Вальцы для резины — Биржа оборудования …
2022-3-18 · Вальцы для резины Вальцы для резины Куплю Быстрый просмотр вальцы по резине ПД-630 … Два валка либо вальцы с валками на запчасти. Производитель бузулук. 10.09.2018 Красноярск (Россия)
ҮйлчилгээВальцы — Справочник химика 21
Оборудование для переработки резины часть 1 -> Вальцы Технология резины (1967) — [ c.
Үйлчилгээ 236 ] Оборудование и основы проектирования заводов резиновой промышленности (1985)
236 ] Оборудование и основы проектирования заводов резиновой промышленности (1985)Вальцы для резины в России. Купить или сравнить …
Вальцы для резины в интернет-магазинах в России. Promportal.su предлагает выбрать и купить по выгодным ценам из 26 предложений.
ҮйлчилгээПд800 550 500 вальцы для резины и рти , Пермь
2021-9-8 · Вальцы для резины ПД800 ПД-800 Б/ У Диаметр валков 550мм Редуктор КЦ1-500 Состояние среднее, давно не используются. АлиCтанок AliStanokВес: 14000 кг
ҮйлчилгээБольшие резиносмесительные вальцы …
2021-8-2 · Большие резиносмесительные вальцы применяются как в отрасле производства резиновых …
Үйлчилгээ_Б\У вальцы для переработки резины, пластмасс …
Куплю б/ у вальцы ПД320 и ПД 630, а также другое оборудование и приборы для резины и пластмасс, таблеточные машины. Вальцы СМ и ПД поставляемые из Китая Дробильные вальцы Китай Вальцы РИФАЙНЕР.
Үйлчилгээ
, РФ …
Дробильные вальцы ХKP-480х800 с прямым соединением. Китай Ping Дробильные вальцы ХКР-480х800 и ХКР-560х800 Технические характеристики., гладкий, пустотелый.., рифлёный, пустотелый.
ҮйлчилгээПереработка резины: утилизация старых …
1 天前 · Утилизация старой резины. Переработка шин, как и других РТИ, — очень выгодное дело. В резине, из которых они изготовлены, высокое содержание ценного синтетического каучука – вещества, из …
Үйлчилгээ
двойного щековая дробилка сделанные в Индии —
>> Next:кварцевый камень в узбекистане —
производителей роликов | Поставщики роликов
Список производителей роликов
Области примененияОбычно применение резиновых роликов связано с нанесением материалов, облегчением движения и материальной поддержкой и транспортировкой.
Примеры этих применений включают: конвейерную ленту, работу сборочной линии, работу кассовой линии продуктового магазина, работу почтовой машины, печать, ротационную трафаретную печать, ламинирование автомобильных резиновых компонентов, работу промышленного оборудования для термообработки, автоматическое движение автомойки и функцию лодочного прицепа. . Они также широко используются в качестве колес и роликов.
. Они также широко используются в качестве колес и роликов.
Однако резиновые валики в основном используются в конвейерных лентах для облегчения перемещения предметов, поскольку резина имеет высокий коэффициент трения, что делает ее подходящим кандидатом для покрытия валков.
История резиновых роликовДо появления резины люди использовали ролики, сделанные из таких материалов, как дерево и металл. Резиновые ролики не существовали бы, если бы не открытие вулканизации, разработанное Чарльзом Гудиером в 1840 году. Гудиер обнаружил, что добавление серы и свинца и добавление резиновой смеси в печь делает ее устойчивой к атмосферным воздействиям, химикатам, воде и воде. эластичный.
Резиновый валик – Harwood Rubber Products, Inc.
Вскоре после того, как инженеры экспериментировали с этим процессом, производители промышленной революции обнаружили, что они могут добавлять мягкую или твердую резину к твердому стальному валу для выполнения зажима материала (защемления или сжатия). ) приложений, которые сталь сама по себе не могла. Так родился резиновый валик.
) приложений, которые сталь сама по себе не могла. Так родился резиновый валик.
После того, как был изобретен резиновый валик, производители в самых разных отраслях промышленности начали использовать его в своих целях. Например, начиная с 19 в.В 20-х годах издатели начали использовать резиновые валики для нанесения тонких слоев клея и нанесения чернил на свои печатные формы.
В последующие годы мало что изменилось в резиновом валике, за исключением резиновых материалов, из которых он изготовлен, и областей его применения. Теперь как возможности материалов, так и возможности применения резиновых валов выросли в геометрической прогрессии.
ДизайнПроизводственный процесс
1. Производство резины
Стандартное производство резиновых роликов включает в себя этап изготовления резины, который может быть выполнен методом сгибания, экструзии, литья или штамповки.
Слойка включает процесс каландрирования, во время которого для изготовления каландрированного листового каучука каучук пропускается через комбинацию валков. Когда лист резины проходит через ролики, он разглаживается и выравнивается. Используя этот процесс, два типа полимера могут быть соединены вместе, если того требует приложение. После того, как каландрированный лист готов, лист становится резиновым покрытием железного сердечника или другого металлического сердечника. При этом это резиновый валик. В зависимости от требований заказчика листы могут быть полированными, покрытыми глазурью или тиснеными.
Когда лист резины проходит через ролики, он разглаживается и выравнивается. Используя этот процесс, два типа полимера могут быть соединены вместе, если того требует приложение. После того, как каландрированный лист готов, лист становится резиновым покрытием железного сердечника или другого металлического сердечника. При этом это резиновый валик. В зависимости от требований заказчика листы могут быть полированными, покрытыми глазурью или тиснеными.
Экструзия — наиболее распространенный метод производства с использованием экструдера. С помощью этого метода можно непрерывно изготавливать резиновый профиль фиксированного поперечного сечения, пропуская резину через фильеру. В этом процессе сырье нагревается, пропуская его через винтовой механизм, который нагревает материал за счет комбинированного действия давления и температуры, а затем материал проталкивается через матрицу. Важнейшим этапом в этой технологии изготовления является отверждение, которое включает кондиционирование резинового изделия в контролируемой среде, где оно подвергается воздействию заданной температуры и давления. Процесс отверждения придает структурную прочность резиновому изделию за счет удаления пористости.
Процесс отверждения придает структурную прочность резиновому изделию за счет удаления пористости.
Литье, бесспорно, является старейшим способом придания формы целому ряду материалов. Этим методом изготавливаются от автомобильных двигателей до высококлассных скульптур. Каким бы ни был материал, все формируется по одному и тому же принципу, который включает в себя заливку сырья в форму, а затем подвергание его воздействию печи на определенный период времени, который затвердевает и принимает заданную форму.
Пресс для штамповки Изготовление резины обычно включает гидравлический пресс и штамп. Пресс-форма придает сырой резине форму, а пресс обеспечивает давление и тепло для отверждения резинового изделия. Процесс начинается с заливки сырой резины в металлическую форму, а затем гидравлический рычаг, оснащенный матрицей, прижимает форму и создает тепло и давление. В отличие от экструзии метод прессования не является непрерывным, поэтому не так эффективен, как экструзия.
2. Производство роликов
Резиновые ролики обычно изготавливаются путем литья или литья под давлением, но они также могут быть изготовлены методом экструзии.
Процессы литья используются только с резиновыми роликами с металлическими сердечниками. В этом случае сердечники формируются с помощью процесса литья металла, такого как штамповка, после чего они прикрепляются к резиновому покрытию. Связывание осуществляется с использованием связующего, который обычно изготавливается из растворов полимер-растворитель, грунтовки на основе смол фенольного типа и верхнего слоя из смешанных полимеров и других различных материалов.
Литье резиновых валиков процессы включают прессование и литье под давлением; они используются для твердых роликов.
Экструзия резиновых роликов происходит, когда производители нагревают выбранные эластомерные материалы и выдавливают расплавленный материал через головку со штифтом в центре для изготовления полой трубки.
3. Нарезание канавок
Следующим шагом является нарезание канавок на поверхности. Существует ряд канавок, которые можно создать на поверхности резины, в том числе квадратные, трапециевидные, «V», двусторонние, полукруглые и круглые. Причем на резиновом валике эти канавки могут быть выполнены вертикальными, горизонтальными, винтовыми, червячными, алмазными и винтовыми.
4. Осмотр
В конце этого шага продукты проверяются на наличие аберраций.
Материалы
Эластомерные материалы, из которых производители могут выбирать, весьма разнообразны. У каждого материала есть свои сильные и слабые стороны, но все они имеют определенный уровень устойчивости к воде, износу, определенным химическим веществам и экстремальным температурам.
Среди множества материалов, которые часто используются для изготовления резиновых валиков, можно выделить следующие: EPDM, силикон, нитрил, неопрен, полиуретан и натуральный каучук. Ролики с металлическим сердечником обычно изготавливаются из стали, нержавеющей стали, алюминия или другого металла, который соответствует требованиям применения.
Соображения и индивидуальная настройка
При разработке резинового валика для конкретного применения производители учитывают ряд факторов, таких как: химический контакт (требуемая химическая стойкость/инертность), стандартные требования, требуемая длина, грузоподъемность, толщина, форма и конусность и т. д. Они также учитывают скорость ролика. Если ролик подвергается воздействию высоких скоростей с большими нагрузками, производители обычно рекомендуют покупать резиновые ролики с сердцевиной, которая может охлаждаться водой. Когда резина зажимается, она выделяет тепло, называемое гистерезисным теплом, и водяное охлаждение является эффективным способом сдерживания этого тепла.
Производители могут легко настроить резиновые валики в соответствии с вашими требованиями. Например, вы можете заказать резиновые валики с уникальными спецификациями по диаметру и длине, а также заказать их различной толщины и цвета. Кроме того, производители могут использовать различные типы резины, чтобы сделать ролики инертными к химическим веществам в зависимости от применения. Они также могут наносить специальную отделку или покрытие и придавать особую форму. Узнайте больше, обсудив настройку с вашим потенциальным поставщиком.
Они также могут наносить специальную отделку или покрытие и придавать особую форму. Узнайте больше, обсудив настройку с вашим потенциальным поставщиком.
A Примечание о грузоподъемности
Типичный резиновый ролик имеет максимальную грузоподъемность 100 кгс/см при линейном приложении усилия. Однако грузоподъемность рулона зависит от твердости резины, материалов и скорости вращения, а также от толщины резины, диапазона температур, типа сердцевины и конструкции. Поэтому мы рекомендуем вам проверять грузоподъемность резиновых роликов при их установке. При необходимости ваш производитель может разработать каток с большей грузоподъемностью 100 кгс/см. Спросите своего производителя, попадает ли ваше требование в этот диапазон.
Резиновые валики имеют внешнее резиновое покрытие и металлическую сердцевину. Как правило, они имеют канавки, которые можно использовать в различных целях в зависимости от области применения, например: увеличение количества покрытия, разглаживание складок на бумаге или пластиковой пленке, предотвращение проскальзывания лент в конвейерной системе, тиснение поверхностей, помощь в выделяют тепло, создаваемое трением, и добавляют текстуру резиновым валикам.
Красочные валики , также называемые печатными валиками, для нанесения чернил на бумагу и другие материалы; валики могут содержать внутри себя чернила или на них может быть выгравирован рисунок.
Ролики для ламинирования , изготовленные из термостойких материалов, таких как силиконовая резина, нагреваются до 500°F для ламинирования материалов как в малых, так и в больших масштабах.
Приводные ролики представляют собой резиновые ролики, ориентированные на движение. Часто используемые для преобразователей и рулонных машин, они работают с использованием встроенных валов, оснащенных шпоночным пазом, который действует как шестерня.
Направляющие ролики, или направляющие ролики обеспечивают поддержку других роликовых систем, таких как конвейеры, но на самом деле они ничего не перемещают.
Ролики желобчатые называются так потому, что имеют рисунок канавок, обычно спиральный, U или V; желобчатые ролики обычно являются частью движущихся систем, таких как конвейерные системы с ременным приводом.
Конвейерные ролики, или конвейерные ролики, просто перемещают или транспортируют материалы.
Ролики приводного вала предназначены для работы в сложных условиях и при больших нагрузках; они имеют внешние подшипники, в которых вращается и вал ролика, и сам ролик.
Ролики с неподвижным валом имеют внутренние подшипники, расположенные в том же месте, что и вращающийся ролик, который вращается вокруг неподвижного вала.
Чистящие валики предназначены для удаления грязи, пыли и других загрязнений с различных поверхностей. Они специализируются на каждой очищаемой поверхности.
Распределяющие ролики, , часто со специальной конструкцией канавок, таких как елочка, спираль, кольцевые и боковые канавки, обычно используются в машинах для расстилки полотна и других устройствах для расстилки. В случае машин для расстилки полотна расправляющие ролики растягивают и расправляют полотно, предотвращая и устраняя морщины.
Катки Stinger, наконец, имеют конфигурацию, очень похожую на катки с мертвым валом, но они разработаны специально для морского применения.
Уретановые валики, , также известные как полиуретановые валики, изготовлены из синтетического валика из полиуретана. Они недороги в производстве, обладают многими замечательными качествами, в том числе: ударопрочностью, формуемостью, долговечностью, эластичностью и прочностью. Уретановые ролики лучше всего подходят для хранения данных, упаковки и сборки, печати, обработки материалов, систем измерения и офисного оборудования.
Ролики из EPDM термостойки, устойчивы к коррозии, окислению и атмосферным воздействиям, что делает их весьма универсальными. Однако они плохо противостоят нефтепродуктам.
Промышленные резиновые валики представляют собой резиновые валики, используемые в промышленности, в первую очередь при производстве машин, таких как: штамповочные прессы, конвейерные системы, гибочные машины, печатные машины и т.п. Многие типы роликов можно отнести к категории промышленных роликов, если они предназначены для промышленного применения.
Резиновые валики предлагают своим пользователям широкий спектр преимуществ. Во-первых, в отличие от металлических роликов, используемых в конвейерной системе, резиновые ролики имеют высокий коэффициент трения, что обеспечивает большое сцепление движущихся частей и узлов. Кроме того, ролики могут компенсировать небольшие изменения, связанные с функциями машины. Кроме того, эти ролики обладают всеми преимуществами самой резины.
Причина того, что резина является таким популярным материалом для изготовления роликов и облегчения движения объектов, заключается в том, что ее можно многократно сжимать и расслаблять, не теряя своей формы. Материал, который не мог бы держать форму и нуждался в постоянной замене, был бы практически бесполезен. Кроме того, резина может поглощать удары, сопротивляться и защищать от повреждений и царапин. Каучук также довольно недорог в извлечении и обработке. Еще одна замечательная особенность резиновых роликов заключается в том, что резину можно снимать и перерабатывать снова и снова.
Резиновые ролики, как и любой другой компонент, имеют свои ограничения и должны использоваться в соответствии с инструкциями. Чтобы узнать, как продлить срок службы резиновых валиков, прочитайте приведенные ниже советы.
Регулирование температуры
Высокая температура – враг резины, независимо от типа резины, используемой для изготовления валков. Поэтому лучше избегать быстрого нагрева при использовании резиновых валиков. Также следует избегать быстрого нагревания, так как клей обычно имеет низкую термостойкость, даже ниже, чем резина. Если ваше приложение требует работы при высокой температуре, мы рекомендуем вам поддерживать температуру ваших роликов в рабочем диапазоне, охлаждая их водой.
Хранение
Во избежание повреждений также необходимо правильно их хранить. При хранении резинового валика вы должны держать его за валы и ставить их вертикально, чтобы резиновая часть не подвергалась воздействию других материалов. Кроме того, поскольку резина может быть повреждена ультрафиолетовым излучением, мы рекомендуем хранить валик в прохладном и темном месте.
Кроме того, поскольку резина может быть повреждена ультрафиолетовым излучением, мы рекомендуем хранить валик в прохладном и темном месте.
Проверки технического обслуживания
Во время регулярных профилактических осмотров необходимо уделять особое внимание ряду деталей ролика. К ним относятся: шарикоподшипники, оси и шестерни. Обратите внимание на: изношенные шариковые подшипники, подшипники, смещенные по осям, перегруженные шестерни, неисправные шестерни, несбалансированные ролики и деформированные ролики.
Стандарты Резиновые валики подчиняются ряду различных стандартных требований в зависимости от их применения. Например, резиновое оборудование, такое как экструдеры, вообще говоря, любой резиновый валик, который вы покупаете, должен соответствовать стандартам ISO для резиновых изделий. Кроме того, большинство резиновых валов оцениваются по шкале твердости резины ASTM International. Это полезно для определения, соответствует ли рулон вашим требованиям.
Если вы ищете набор прецизионных резиновых роликов, которые будут хорошо вам служить, вам нужно работать с правильным производителем. Несмотря на то, что существует множество компаний, готовых заняться вашим бизнесом, лишь некоторые из них доказали свою ценность в этой области. На этой странице мы перечислили некоторых из проверенных производителей резиновых валиков. Прежде чем просмотреть их, мы рекомендуем вам уделить время составлению списка спецификаций, на которые вы можете ссылаться при просмотре. Не забудьте указать такие детали, как ваш бюджет, крайний срок, ваши предпочтения в отношении доставки и ваши предпочтения в отношении поддержки клиентов. Как только вы это сделаете, вы можете перейти к просмотру.
При просмотре перечисленных нами компаний, профили которых находятся между этими информационными абзацами, часто сверяйтесь со списком спецификаций для совместимости. Выберите трех или четырех поставщиков, с которыми вы хотели бы поговорить напрямую, а затем обратитесь к каждому из них за предложением. После того, как вы поговорили, вы можете сравнить и сопоставить поставщиков. Выберите компанию, которая, по вашему мнению, будет обслуживать вас с максимальной честностью и поставлять лучшие продукты. Удачи!
После того, как вы поговорили, вы можете сравнить и сопоставить поставщиков. Выберите компанию, которая, по вашему мнению, будет обслуживать вас с максимальной честностью и поставлять лучшие продукты. Удачи!
Производство и ремонт | Обработка и восстановление резиновых валиков
Компания Harwood Rubber Products, Inc. может предоставить все необходимые вам ролики с резиновым покрытием. Будь то замена, ремонт, восстановление, восстановление, восстановление поверхности, повторная шлифовка, повторное покрытие или изготовление новых резиновых роликов, Harwood Rubber специализируется на предоставлении экономически эффективных решений. Мы работаем с вашими чертежами в AutoCAD и традиционными чертежами, но можем выполнить расширенный обратный инжиниринг ваших существующих изношенных резиновых роликов. Роликов может быть до 20 футов в длину, 48 дюймов в диаметре и весом до 3 тонн в рулоне. Мы приветствуем небольшие заказы, включая производство прототипов, и поддерживаем короткие сроки выполнения заказов.
Компания Harwood располагает большим ассортиментом составов для рулонных покрытий, которые помогут вам быстро реагировать на чрезвычайные ситуации. Мы можем разработать покрытие для ваших конкретных условий эксплуатации и предоставить вам наиболее подходящий материал с наиболее эффективным дюрометром (твердостью резины) в диапазоне от 5 до 100 Shore A. Мы соблюдаем допуски до ±0,001″. Harwood может предоставить широкий спектр канавок, отделок, коронок и конусов. Мы будем поддерживать ваши точные спецификации на протяжении всего вашего заказа и последовательно от заказа к заказу.
Services include
- Molded parts
- Prototype work
- Regrinding and repairing rubber rollers
- Rubber rings/tubes
- Rubber to metal fabrication
- Specialty pulling lagging
- Repairing worn or damaged bearing surfaces
- Specialty вытягивание футеровки
- Восстановление поверхности и восстановление резиновых роликов
- Ремонт и замена резиновых роликов
- Повторное покрытие резиновых роликов
Компания Harwood работала с различными типами сердечников, включая сталь, алюминий, титан, магний, латунь и металлические сплавы, а также с рядом неметаллических подложек, таких как микарта и лен.
Возможна услуга по переточке резиновых роликов в тот же день. Поломки имеют приоритет. Есть услуга самовывоза и доставки.
Свяжитесь с нами сегодня, чтобы узнать, какую пользу для вашего проекта могут принести наши услуги по изготовлению и ремонту роликов с резиновым покрытием.
Области применения резиновых валиков
- Гранулирование, шлифование, лентирование и нанесение канавок Обработка резиновых валиков
- Мелкие детали, формованные детали и прототипы резиновых валиков
- Обработка ракелей, сталелитейных заводов и тяжелых технологических линий
- Силикон, высокотемпературный Релиз и жесткие или экстремальные приложения
- Критические коронки, контуры и покрытия
- Специальные резиновые валики
- Губчатые валики и аппликаторные резиновые валики
- Rubber Rings, Belts, and Rubber Wheel Applications
- Temperature Range
Up to 400 °F
- Roller Length
Up to 20 ft.

- Внешний диаметр
До 48 дюймов
- Вес детали
- До 60 фунтов,
- (за рулон)
- Roller Straightness
± 0.001 in
- Roller Concentricity
± 0.001 in
- Surface Finish
Down to 6 RA
- Допуск
± 0,001 дюйма
- Балансировка0286
Static
Dynamic
- Inspection
Certified Equipment
- Testing
Magnaflux
MT UT
- Документация
Готовый рулон
- Дополнительные услуги
Troubleshooting
Crating
Export PackagingPickup
Delivery
Same Day Service Available
- Production Volume
Prototype to Production
Small Orders WelcomeNo Minimums or Set Up Charges
- Продукция общего назначения
Резиновые ролики
Ролики с резиновым покрытиемПечать рулонов
пользовательские резиновые изделия
- Основные возможности
.
Специальная обшивка шкива
Канавка
Специальная отделка
- Поставленные или отремонтированные металлические сердечники
Bearing Surfaces and Worn Threads Inspected and Repaired
Damaged Cores Repaired or Replaced
StrippingRegrinding
Acid Core Cleaning
Internal Scale Removal
- Roller Hub Design
Extended Сердечник
Внешние подшипники
Фиксированный вал
Втулочный
БесступичныйВнутренние подшипники
Шпоночный паз
Съемный вал
Set Screw
Welded Shaft
- Core Materials
Carbon Steel
Stainless Steel
Aluminum
Cast
Titanium
MagnesiumBrass
Dual Metals
Non Metals
Micarta
Linen
- Компоненты
Подшипники
Отверстия подшипников
Резьба
Шпоночные канавкиСердечник
Journals
Adhesives
Rubber
- Processes
Sand Blasting
Automatic and Manual Extruders
Calendar Built
Molded
Vulcanized
Chemically BondedFinal Grind
Thermally bonded
Extrusion
Polishing
Канавки
- Резиновые материалы
Бутил (IIR)
Эпихлоргидрин (CO/ECO)
Этилен-пропилен (EPDM/EPT)
Неопрен (CR)
Нитрил (NBR)
Карбоксилированный нитрил (XNBR)
Гидрированный нитрил (HNBR)
Изопрен/натуральный (IR/NR)
Стирол-бутадиен (SBR)
Силикон (SI)
Витон (FPM)Hypalon (CSM)
Уретан (AU / EU)
Натуральный каучук
CSM / CSPE
EBONITE
SPONGE GRADS
СТАТИЧЕСКАЯ ДЛЯ
99999999999999 гг. Дейл.0292
Дейл.0292
- Durometer
5 to 100 Shore A
- Roller Plating/Coatings Capabilities
Anodizing
Hard Coating
ChromeCeramic
High Release
Non- Палочка
- Отделка
Черновая и полированная
Спецификации RAКреп
- Crowns
Straight
Parabolic
TrapezoidalConcave
Convex
- Tapers
Straight
End
- Контуры
Параболические
- Шаблоны канавок
Зазор
V
Specialty
Close Tolerance
Banding
SpiralMetering
Reverse Spiral
Herringbone
Chevron
Diced
Custom Designs
- Resistances
Chemical
Oil
Heat
Corrosion
AbrasionСолнечный свет
Озон
Погода
Вода
- Промышленность
Adhesive
Agriculture
Automotive
Building materials
Conveying
Film processing
Food Handling
Forestry
Glass processing
Laminating
Metal picklingMetal strip processing
Material handling
Mining
Packaging
Paper
Plastic processing
Printing
Текстиль
Производство шин
Деревообработка
- Промышленные стандарты
FDA
ASTM
- File Formats
AutoCAD
- Roll Types Produced
Accumulator
Acid
Adhesion
Adhesive
Aluminum
Наковальня
Аппликатор
Оправка
Сборка
ASTM
Автомобильная промышленность
Подпорка
Подложка
Опорный башмак
Канавка для ленты
Валик для ленты
Bearing
Belt Sander
Blocker Roll
Bond
Bonded
Bonded Metal
Bore
Bore Repair
Bow Roll
Bridle
Bridle Roll
BUNA
Buna N
Butterfly Valve
Butterfly Valve Seal
Butyl
Calendar
Carbon Steel
Cardboard
Переносной рулон
Литье
Каустик
Каустическая сода
Цемент
Химикаты
Шеврон
Шеврон Канавка
Покрытие
Металл с покрытием
Устройство для нанесения покрытий
Покрытие
Рулон
Coiler
Compression
Compression Mold
Concave
Conductive
Cone Roller
Contour
Conveyor
Conveyor Roller
Core Repair
Cores
Cover
Covering
Crane Wheel
Crepe
Crepe Finish
Crown
Curing
Cylinder
Dancer
Deflector
Deflector Ролик
Дизайн
Диаметр
Ромбовидная форма
Ромбовидная форма
Лезвие
Тяговые колеса
Привод
Приводной
Барабан
Засыпка
Дункер
Durometer
Dynamic Balance
Embossing Back Up Roll
Embossing Roll
End Taper
EPDM
Exit Pinch
Extruding
FDA
Feed
Feed Roller
Film
Film Processing
Finishes
Flinger
Foam
Foam Roll
Foil
Folder
Folding
Печатное колесо
Кованое опускающееся колесо
Форма
Форма валка
Формование
Трение
Копирующие колеса
Оцинковка
Оцинковка
Прокладка
Датчик
Стекло
Glass Handling
Glass Washer
Glass Washer Roll
Gravure
Grinding
Gripper Bars
Grooves
Grooving
Gum
HLC
Heat
Herringbone Groove
High Polish
High Temperature
HNBR
Hold Down Ring
Hold Down Roll
Hook Hangers
Hot Melt
Hot Melt Back Up
Hypalon
Холостой ход
Натяжной ролик
Оттиск
Impressor
Чернила
Вставки
Jog
Журнал
Ремонт журнала
Шпоночный паз
Lag
Lagging
Laminating
Lands
Lines
Line Speed
Liners
Lining
Lower
Mandrel
Material Handling
Measuring
MEK
Metal
Metal Processing
Metal Strip
Metering
Metering Roll
Mill
Milling
Mining
Mold
Формованные изделия
Формованные изделия
Молдинги
Маунт-Хоуп
MSHA
Маунт-Хоуп
Натуральный каучук
НеопренНип
Нитрил
Окит
Orange Skin Top
Outside Diameter
Overarm
P&J
Packaging
Pads
Paint
Paper
Parabolic Crown
Pelletizer
Pelletizer Roll
Pick Up Shoe
Picker Tips
Pickle
Pickup Roll
Pinch
Plastic Strip
Plater
Plates
Ply
Устройство для сшивания слоев
Полировка
Полировка
Полимер
Полиуретан
Выпускной клапан
Давление
Печать
Печать
Прототип
Прототип формы
Prototype Work
Puddle
Pull
Pull Roll
Puller Cleat
Pulley
Quote
Re Coat
Re Cover
Re Face
Re Lag
Rear Nip
Reel
Reface
Regrind
Relag
Re-lag
Reline
Retainer Rings
Реверсивная спиральная канавка
Перемотка
Кольца
Промывка
Рокер
Шлифование валков
Скорость валков
Ролики
Ролики
Роторный
Круглый
Резиновый
Металл с резиновым покрытием
Резиновая футеровка
Резиновое кольцо
Sack Wheels
Sandblast
Sander
Sanding
SBR
Seal
Sealing Drum
Segmented
Shaft
Shear
Sheet
Shoe
Shore 00
Shore A
Shore D
Shore P&J
Shrink
Sidewall Stitcher
Silicone
Skim Coater
Skin Коатер
Skin Top
Рукава
Направляющие
Скользящие
Слингер
Скользящие
Скользящие
Разрезные кольца
Прокладки Slittler
Снаббер
Снаббер Ролик
Скорость
спиральная канавка
сплит -рукава
Sponge
Drawerer
Расстановка канавки.
Шпильки
Всасывающий вал
Стол
Натяжной вал
Резервуар
Футеровка резервуара
Конус
Конические концы
Телескоп
Закалочная мельница
Temper Mill Sleeve
Temperature
Tempering Roll
Tension
Textile
Thermal Conductive
Timesaver
Timing
Tin
Tire
Tooled
Torpedo Rolls
Tower
Tower Roll
Transfer
Transfer Mold
Tread
Treater
Treater Roll
Tube
Tubing
Барабанные барабаны
Верх
Уретан
Формованные изделия из уретана
Уретановый валик
Уретановые звезды
V-образная канавка
Вакуумный валик
Витон
Прогулка
Прогулка
шайбы
Колесо
ВОЗДУХА
WOOD
WRAP
Обернутая
Wringer
Wringer Roll
XNBR
Zero Crush
Zinger Roll
. Трансферная печать Поиск ITW CER:
- + Бренды IDS
- Транс Тех
- Объединенный силикон
- КВЖД
- Морлок
- ИДС
Лучшее на рынке сцепление силикона с металлом и превосходная теплопроводность
Ролики из силиконового каучука CER обеспечивают превосходную теплопроводность и сцепление силикона с металлом .
 Наши высокотехнологичные катки, тщательно разработанные для обеспечения оптимальной производительности в каждой области применения, быстро окупаются.
Наши высокотехнологичные катки, тщательно разработанные для обеспечения оптимальной производительности в каждой области применения, быстро окупаются.Наши ролики
CER предлагает полные ролики (сердцевина плюс покрытие) для использования в приложениях горячего запечатывания, горячей штамповки и теплопередачи. Наши универсальные ролики можно использовать как в наших системах, так и в системах конкурентов.
Двухполосные ролики
Удвойте срок службы вашего ролика для обвязки кепок!
Валики, используемые для нанесения полосок на кепки, обычно имеют ленту в середине валика.
 Инновационные новые двухполосные валики CER эффективно удваивают ожидаемый срок службы по сравнению с валиками, используемыми для нанесения декоративной отделки колпачков . Наши двухленточные ролики имеют ленты на обеих внешних сторонах ролика. Когда силикон на одной стороне валика изнашивается и требует замены, валик можно просто переустановить на другую сторону, что эффективно удваивает производительность валика.
Инновационные новые двухполосные валики CER эффективно удваивают ожидаемый срок службы по сравнению с валиками, используемыми для нанесения декоративной отделки колпачков . Наши двухленточные ролики имеют ленты на обеих внешних сторонах ролика. Когда силикон на одной стороне валика изнашивается и требует замены, валик можно просто переустановить на другую сторону, что эффективно удваивает производительность валика.Представляем силиконовые валики с возможностью повторного использования (многоразового использования)
Не хотите украшать бейсболки лентами? CER также предлагает инновационное решение для катков практически любого типа.
 Мы с гордостью представляем силиконовые валики с возможностью повторного использования.
Мы с гордостью представляем силиконовые валики с возможностью повторного использования.Когда силиконовый ролик изнашивается, клиенты могут просто отправить эти ролики в CER. Мы будем использовать наш запатентованный процесс соединения силикона с металлом, чтобы повторно покрыть обработанный металлический сердечник свежим, новым силиконом. Клиенты оплачивают только стоимость доставки и нового силиконового покрытия.
Валики с возможностью повторного покрытия — значительная экономия средств и отходов
Возможность повторного использования обработанных металлических сердечников роликов значительно снижает количество отходов. Мало того, что их меньше вывозят на свалку, так еще и не требуется новая энергия для производства новых механически обработанных металлических сердечников.

Силиконовые валики с возможностью повторного нанесения покрытия обеспечивают значительную экономию средств, поскольку обработанный металлический сердечник валика из силиконовой резины можно использовать повторно. Обработанный металл — самая дорогая часть силиконового валика. Возможность повторного использования металлического сердечника ролика обеспечивает экономию средств.
Для роликов меньшего размера экономия затрат может достигать 50 %. Для более крупных роликов экономия затрат может достигать 250%!
Валики из силиконовой резины с возможностью повторного нанесения покрытия сокращают количество отходов И расходы.
Преимущества Наши ролики из силиконовой резины обеспечивают широкий спектр преимуществ, включая:
Лучшая на рынке эффективность
- Инновационные ролики значительно повышают эффективность
- Двухполосные валики двойной срок службы валиков, используемых для декорирования ленты кепки
- Ролики с возможностью повторного нанесения покрытия/многоразового использования позволяют пользователям сохранять и повторно использовать обработанный металлический сердечник ролика, что обеспечивает значительную экономию затрат и сокращение отходов.
 .
.
Лидирующие на рынке варианты размеров
- Диаметр до 240 мм и длина лицевой стороны до 240 мм
- Самый большой на рынке диапазон размеров роликов.
Лучшая на рынке адгезия
- Наша дочерняя компания United Silicone разработала запатентованную систему для химического связывания силикона с металлическими сердечниками.
- Результатом является лучшая на рынке адгезия без необходимости использования клея или других клеев.
Бесшовная отделка
- Мы можем устранить появление «точки встречи», наблюдаемой в альтернативных производственных процессах, что приводит к безупречному контакту и теплопередаче.
Быстрый оборот
- Часто через 7-10 дней, если не быстрее.

Превосходная повторяемость
Мы шлифуем поверхность каждого ролика, чтобы обеспечить
- Точные размеры (OD и TIR)
- Гладкая поверхность.
ПРИЛОЖЕНИЯ
Значительные преимущества в производительности делают ролики из силиконовой резины идеальным инструментом для широкого спектра применений.
- Силикон может устранить проблемы захвата воздуха благодаря своей способности легко приспосабливаться к изменениям поверхности формованных деталей, обеспечивая плавное нанесение фольги для тиснения и термотрансферных этикеток.
- Силиконовые валики хорошо подходят для «опрокидывания» или украшения выпуклых художественных работ, а также для нанесения на плоские, криволинейные и контурные поверхности.

- Силиконовые валики идеально подходят для недекоративных работ, требующих нескользкой поверхности для подачи/протягивания пленки через различные машины
Ролики для:
- Горячий штамп
- Теплообмен
- Термосварка
На:
- Экструдированные изделия
- Цилиндрические формы
- Большие плоские поверхности
- Криволинейные поверхности
- Приподнятые поверхности
Предоставлять:
- Обвязка
- Чаевые
- Ламинирование
- Горячее тиснение
- Теплообмен
- Подающие и направляющие ролики
- Этикетки без подложки
Силиконовые составы
Наши валики из силиконовой резины доступны в стандартном формате твердостью 60 и 70 и твердостью 40-90 твердости для некоторых составов (шкала Shore A).
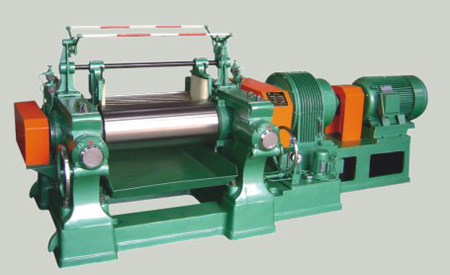
Ультрасил С внешним обогревом (под роликовым кожухом), где требуется температура до 260°C
Термосил Применения с внутренним нагревом, требующие рекуперации тепла от центра сердцевины валика к внешней поверхности силиконового валика. Выдерживает температуру до 260°C
FDA-3A FDA и 3A Sanitary — спецификации испытаний класса 1
Характеристики
Наши алюминиевые сердечники роликов доступны в следующих спецификациях
Внешний диаметр
Стандартные диаметры
— 100 мм
— 115 мм
— 130 ммДлина лица (A)
от 20 до 240 ммCustom Core Design
до 240 ммCustom Core Design
Custom Core Design
до 240 мм
до Sure Sath -Math Satchly. Мы будем рады помочь вам определить идеальный валик для вашего применения
Мы будем рады помочь вам определить идеальный валик для вашего примененияРолики с резиновым покрытием — American Roller Company
Аркофлекс
Ролики Arcoflex — это высококачественные эластомерные краскораспылительные валики для флексографической печати, особенно для гофрокартона.
Преимущества:
Эти покрытия имеют самые жесткие в отрасли допуски по конусности, прямолинейности и концентричности, что обеспечивает равномерный перенос краски и минимальный износ.
Лучше всего использовать для:
Красочные валики для флексографской печати, особенно гофрированные. Хороший выбор для использования как с водными, так и с сольвентными флексографскими красками.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаАркофлоу
Ролики Arcoflow обеспечивают равномерный вес пленки покрытия для улучшения качества готовой продукции.

Преимущества:
Эти высокопроизводительные валики для нанесения покрытия обеспечивают более длительный срок службы, что приводит к сокращению времени простоя и повышению производительности.
Лучше всего использовать для:
В этом семействе материалов есть несколько различных соединений и формул, которые хорошо работают в различных областях.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаАрколон
Характеристики роликов Arcolon позволяют им работать при пониженных рабочих температурах и могут помочь уменьшить гистерезисные отказы, которые приводят к разрыву роликов.
Преимущества:
Покрытие обладает превосходной твердостью и стабильностью размеров, обеспечивает стабильную работу, сокращает время простоя и максимально равномерно распределяет краску.

Подходит для:
Распределение печатной краски
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаАркомакс
Arcomax — это название нашего всеобъемлющего семейства полимерных роликов. Мы предлагаем стандартные соединения, а также смешанные и специальные версии стандартных семейств полимеров.
Преимущества:
Специальные смешанные рецептуры позволяют пользователям настраивать решение в соответствии с техническими потребностями.
Подходит для:
Широкий спектр приложений и целей.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаАркоРок
Ролики ArcoRock являются идеальным выбором для бумажной промышленности, поскольку их можно использовать в различных положениях валков, включая: формование, натяжение, прижимной валик, влажный фетр, грудь, мушку и проволоку.

Преимущества:
Специально разработан для применения в бумажной промышленности.
Лучше всего использовать для:
Формирование, натяжение, прижимной ролик, мокрый войлок, грудка, мушка и проволочный ролик в бумажной промышленности.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаАркостат
Ролики Arcostat обеспечивают надлежащий перенос краски, регулируют натяжение полотна между блоками и продвигают полотно через пресс.
Преимущества:
Индивидуальные составы для конкретных систем оплаты ESA при печати.
Лучше всего использовать для:
Заряженные системы ESA в типографии.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаАстронип
Покрытия Astronip — чрезвычайно прочные покрытия, доступные в широком диапазоне твердости.
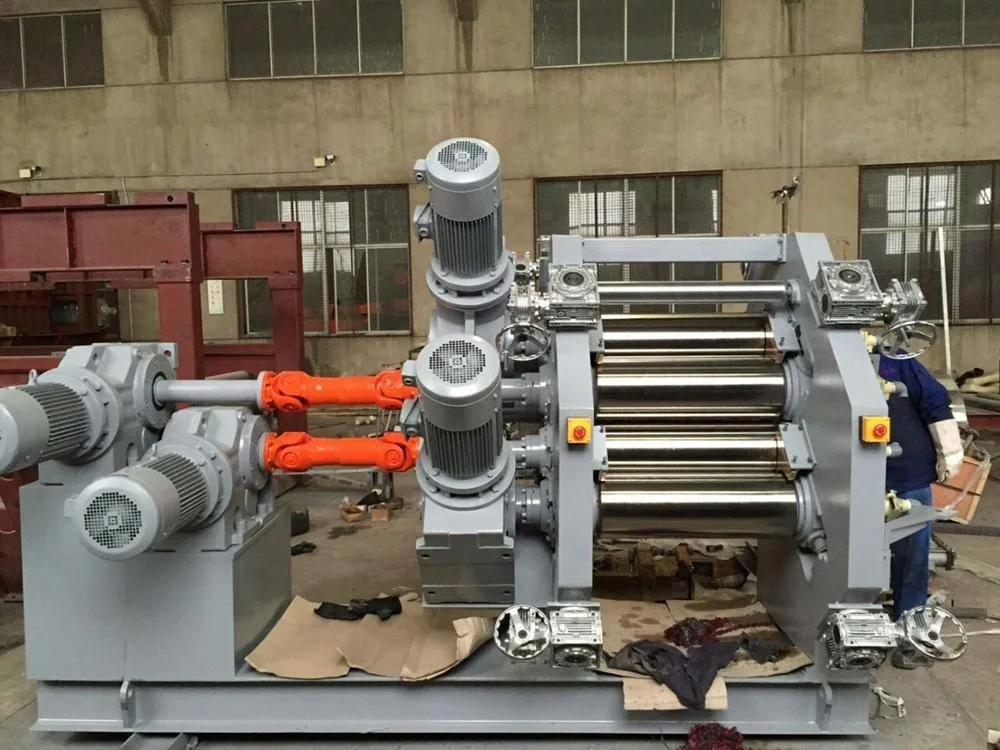 Они выдерживают порезы, ссадины и неправомерные действия оператора, возникающие в результате обертывания в зажиме.
Они выдерживают порезы, ссадины и неправомерные действия оператора, возникающие в результате обертывания в зажиме.Преимущества:
Стойкость к истиранию и высоким температурам продлевает срок службы покрытия валиков.
Лучше всего использовать для:
«Экструзионная экструзия пленки с раздувом, подверженная сильному истиранию. Среда с высокими температурами и требующая высокого расхода. Отлично изнашивается и заменяет хромированные или стальные ролики».
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаEPDM и бутилкаучуки
EPDM и бутилкаучуки представляют собой синтетические полимеры, известные своей термостойкостью, устойчивостью к озону и атмосферным воздействиям.
Преимущества:
Специальные смешанные рецептуры позволяют пользователям настраивать решение в соответствии с техническими потребностями.

Подходит для:
Мы предлагаем покрытия с термостойкостью до 350 F.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаСерия Excelnip
Серия Excelnip — это чрезвычайно эффективные и прочные эластомерные прижимные валики для использования в сложных операциях экструзии/тиснения. Обеспечивает превосходную поверхность без косметических средств.
Преимущества:
Увеличенный срок службы при высоких температурах до 400°F (450°F периодически) и в средах с высоким содержанием озона. Косметическая свободная/не переносящая поверхность. Отличная термостойкость и устойчивость к окислению.
Подходит для:
Ролики Excelnip представляют собой эластомерные прижимные ролики с высоким высвобождением для использования при экструзии литья и нанесении покрытий.
 Он обеспечивает лучшие в отрасли поверхности без дефектов / без переноса.
Он обеспечивает лучшие в отрасли поверхности без дефектов / без переноса.Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаФлексрайт
Flexrite — очень прочное и высокоэффективное эластомерное покрытие, специально разработанное для подающих роликов. Наши флексритовые покрытия обладают превосходной стойкостью к истиранию и отличными свойствами подачи.
Преимущества:
Превосходная стойкость к истиранию и превосходные характеристики подачи. Может быть изготовлена в однослойной или двухслойной амортизирующей конструкции для применений, подверженных повреждению канавки в результате раздавливания.
Подходит для:
Разработан в первую очередь для использования в суровых условиях при производстве гофротары и в процессе флексографической подачи.
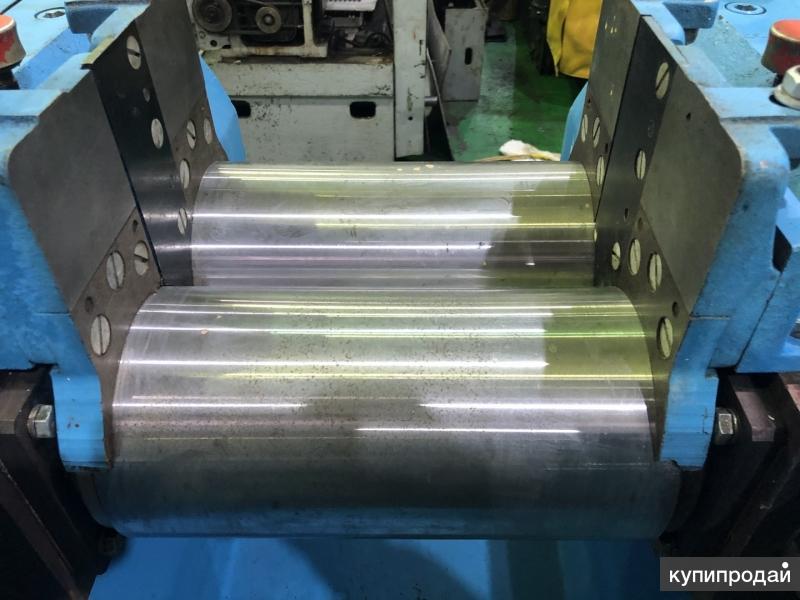
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаЛИМИСТАТ
Limistat представляет собой серию электропроводящих роликов с резиновым покрытием, предназначенных для рассеивания статического электричества, создаваемого полотнами.
Преимущества:
Снижение накопления статического электричества в высокоскоростных веб-приложениях.
Подходит для:
Лимистат лучше всего работает на высокоскоростных полотнах, подверженных накоплению статического электричества.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаМиллениум
Ролики Millennium представляют собой эластомеры общего назначения и доступны в широком диапазоне диапазонов твердости со специфическими свойствами для отдельных областей применения.

Преимущества:
Обеспечивают хорошую стойкость к истиранию и высокий коэффициент трения; отличная устойчивость к озону; не трескается и не окисляется; хорошие динамические свойства — противостоит выбросам.
Подходит для:
Широкий спектр приложений и целей.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаНиприт
Niprite — это высокоэффективное покрытие для прижимных роликов, сочетающее в себе эксплуатационные свойства, характерные для силикона и EPDM.
Преимущества:
Ниприт долговечен, обладает хорошей термостойкостью и антиадгезионными свойствами. Ниприт может выдерживать более высокие рабочие давления и устойчив к износу и катастрофическим отказам.
Лучше всего использовать для:
Нанесение прижимного валика.

Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаПолиэтиленовые крышки роликов
Полиэтилен имеет низкую плотность и используется в производстве пленки и упаковки.
Преимущества:
Специальные смешанные рецептуры позволяют пользователям настраивать решение в соответствии с техническими потребностями.
Подходит для:
Широкий спектр приложений и целей.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаТуфекс
Ролики Tufex обеспечивают минимальный перенос раствора между секциями очистки в металлургической промышленности, даже в чрезвычайно кислотных и едких условиях.
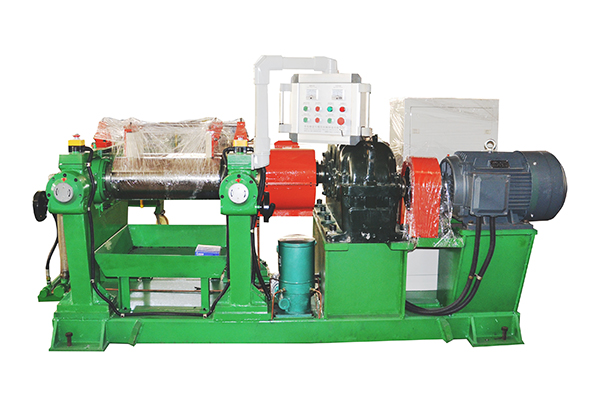
Преимущества:
Устойчивость к порезам/разрывам и химическому воздействию кислот и масел. Превосходная стойкость к истиранию увеличивает срок службы и сокращает время простоя. Отличная стойкость к кислотам, щелочам и озону.
Лучше всего использовать для:
Используется взаимозаменяемо между станциями очистки, промывки и обработки на большинстве процессов непрерывной обработки металлов. Идеально подходит для предварительной очистки, химической промывки и ополаскивания резервуаров.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаЮнибонд
Ролики Unibond обладают отличными физическими свойствами, что обеспечивает более длительный срок службы и меньшее время простоя.
Преимущества:
Применение при высоких температурах, требующее отличного разделения и стойкости к химическим веществам/растворителям.

Лучше всего использовать для:
Для применения с водяными банями или для работы с абразивными материалами.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаV-серия
Серия V обеспечивает превосходную твердость и стабильность размеров по сравнению с обычными компаундами в печатных машинах с использованием УФ- и ЭБ-красок.
Преимущества:
Ролики серии V устойчивы к захвату концов, обеспечивают равномерный перенос краски и длительный срок службы.
Лучше всего использовать для:
Приложения для печатных станков.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаВинил АВ
Виниловые покрытия содержат специально разработанные пластификаторы, которые противостоят затвердеванию и помогают поддерживать стабильность размеров, что сводит к минимуму повторное смещение и продлевает срок службы валков и пластин.

Преимущества:
Виниловые валики можно отшлифовать до гладкости, что обеспечивает равномерное распределение краски по поезду.
Подходит для:
Рекомендуется для печатных машин с листовой подачей до 15 000 страниц в час и низкоскоростных рулонных офсетных и машин высокой печати до 1500 страниц в минуту. Может использоваться как с обычными, так и с УФ-чернилами.
Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт роликаВольтар
Ролики Voltar — это высокопроизводительные валики, предназначенные для обеспечения надлежащего переноса краски, регулировки натяжения полотна между секциями и продвижения полотна через пресс.
Преимущества:
Индивидуальные составы для конкретных систем оплаты ESA при печати.
Лучше всего использовать для:
Рекомендуется для любого типа системы ESA с заполнением сердечника или любого типа глубокой печати.

Подробнее
Я хочу
Задайте вопрося ищу
новый роликя ищу
ремонт ролика
показаны все 19результаты
Ролики из силиконовой резины | Объединенный силикон
Поиск United Силикон:- + Бренды IDS
- Транс Тех
- Объединенный силикон
- CER
- Морлок
- ИДС
Налоговая печать
Узнайте больше о наших катках, областях применения и опциях.
Лучшая на рынке точность и связь
United Silicone предлагает ролики из силиконовой резины с превосходной теплопроводностью и сцеплением силикона с металлом.
 Мы предлагаем высокотехнологичные катки, специально разработанные для обеспечения оптимальной производительности в каждом конкретном случае.
Мы предлагаем высокотехнологичные катки, специально разработанные для обеспечения оптимальной производительности в каждом конкретном случае.Наши ролики
В United Silicone мы поставляем полные валики (сердцевина плюс покрытие), а также валики с повторным покрытием для использования в приложениях, связанных с горячей штамповкой, термопереносом и термосваркой. Наши ролики универсальны и могут использоваться как в наших системах, так и в системах конкурентов.
Преимущества Наши ролики из силиконовой резины обеспечивают широкий спектр преимуществ, включая:
Превосходная повторяемость
Наша новая усовершенствованная система ЧПУ позволяет нам выполнять цифровое профилирование контурных роликов.
 Полученная в результате беспрецедентная точность обеспечивает превосходную воспроизводимость .
Полученная в результате беспрецедентная точность обеспечивает превосходную воспроизводимость . Прецизионная отделка
Мы шлифуем поверхность каждого ролика, чтобы обеспечить точные измерения наружного диаметра и TIR, а также гладкую поверхность.
Лучшая на рынке адгезия
Наша запатентованная система химического связывания силикона с металлическими сердечниками обеспечивает лучшую на рынке адгезию без необходимости использования клея или других клеев.
Лидирующие на рынке варианты размеров
С диаметром до 20 дюймов и длиной поверхности до 110 дюймов мы предлагаем самый большой на рынке ассортимент размеров роликов.
Бесшовная эстетика
Устраняет появление «точки соприкосновения», наблюдаемой в альтернативных производственных процессах, что приводит к безупречному контакту и теплопередаче.

Быстрый оборот
Часто через 7-10 дней, если не быстрее.
Ролики из силиконовой резины
ПРИМЕНЕНИЕРолики из силиконовой резины обладают многими преимуществами, что делает их пригодными для широкого спектра применений. Силикон легко приспосабливается к изменениям поверхности формованных деталей, обеспечивая плавное нанесение фольги для тиснения и многоцветный термоперенос без захвата воздуха. Силиконовые валики хорошо подходят для «опрокидывания» или украшения выпуклых художественных работ, а также для нанесения на плоские, изогнутые и контурные поверхности. Силиконовые валики идеально подходят для недекоративных работ, требующих нескользкой поверхности для подачи/протягивания пленки в различных машинах.

Ролики для:
- Горячий штамп
- Теплообмен
- Термосварка
На:
- Экструдированные изделия
- Цилиндрические формы
- Большие плоские поверхности
- Криволинейные поверхности
- Приподнятые поверхности
Предоставлять:
- Бандаж
- Чаевые
- Ламинирование
- Горячее тиснение
- Теплообмен
- Подающие и направляющие ролики
- Этикетки без подложки
Силиконовые составы
Наши валики из силиконовой резины доступны с твердостью 60 и 70 в стандартных форматах и твердостью 40-90 для некоторых составов (шкала Shore A).
Состав Описание
Ультрасил С внешним обогревом (под роликовым кожухом) для применений, требующих температуры до 550°F.

Термосил Применения с внутренним нагревом, требующие рекуперации тепла от центра сердцевины валика к внешней поверхности силиконового валика. Выдерживает температуру до 550°F.
FDA-3A FDA и 3A Sanitary — спецификации испытаний класса 1.
Основные материалы
United Silicone производит оба алюминий и сталь сердечники роликов. Алюминиевые сердечники, как правило, используются для меньшей длины и меньшего наружного диаметра, в то время как стальные сердечники, как правило, предпочтительнее для более длинных валков и больших наружных диаметров, где требуется прочность, чтобы выдержать вес самого сердечника ролика.
Характеристики
Внешний диаметр (A)
До лучший на рынке внешний диаметр 20 дюймов (более чем в 3 раза больше, чем обычно)Длина торца (E)
До лучший на рынке 110 дюймов (более чем в 4 раза длиннее стандартных)
Индивидуальная конструкция сердечника
Точное соответствие требованиям примененияМы будем рады помочь вам определить правильный ролик для вашего применения.
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причиныВы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.

Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлыКогда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере.
 На платформах с учетом регистра e xample и E xample не совпадают.
На платформах с учетом регистра e xample и E xample не совпадают.Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображениеЕсли на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным размером X , где отсутствует изображение. Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe .
 На платформах с учетом регистра PNG и png не совпадают.
На платформах с учетом регистра PNG и png не совпадают.404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.

- Нажмите Сохранить настройки .
Во многих случаях это приведет к сбросу постоянных ссылок и устранению проблемы. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccessДобавьте следующий фрагмент кода 9index.php$ — [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPressЕсли ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .
 htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Используйте SSH и текстовый редактор
- Используйте файловый менеджер в cPanel
Самый простой способ редактирования файла .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanelПрежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок «Диспетчер файлов ».
- Установите флажок Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) «.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
- Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
- Может появиться диалоговое окно с вопросом о кодировании.
