Ремонт автомобиля в медницком отделении
Содержание страницы
- 1. Ремонт радиатора и расширительного бачка латунного радиатора
- 2. Ремонт алюминиевого радиатора
- 3. Техника безопасности при выполнении работ в медницком отделении
Медницкие работы составляют примерно 2 % объема работ по текущему ремонту (ТР) и включают ремонт радиаторов, топливных баков, топливо- и маслопроводов. При их выполнении применяют специальные верстаки и стенды для ремонта радиаторов с ванной для проверки на герметичность, ванны для испытания топливных баков, установки для пропаривания и промывки топливных баков, электропечи для разогрева паяльников, приспособления для развальцовки трубок, ножницы для резки листового металла, стеллажи.
1. Ремонт радиатора и расширительного бачка латунного радиатораРадиатор может иметь следующие дефекты (рис. 1): пробоины, вмятины, трещины на бачках 1, поломки и трещины 2 на пластинах каркаса, нарушение герметичности в местах пайки 4, повреждение охлаждающих пластин или трубок 3, отложения накипи, засорение вследствие налипания насекомых, перекос по диагоналям а и б, разгерметизация соединений трубок с бачками, повреждение швов на трубках, трещины и пробоины в бачках, в том числе на патрубках и заливной горловине, повреждение резиновых уплотнений.
Рис. 1. Места основных дефектов радиатора
Накипь и загрязнения удаляют в установках, обеспечивающих подогрев моющего средства до 60…80 °С, его циркуляцию и последующую промывку радиатора водой. В качестве моющего средства для латунных радиаторов используют 5…10%-ный раствор соляной кислоты с добавкой 3…4 г уротропина на 1 л раствора для предохранения металла от коррозии. Для очистки поверхности радиатора от налипших насекомых рекомендуется применять специальный растворитель, который наносят на радиатор, а затем смывают водой.
Латунные бачки, имеющие вмятины, рихтуют деревянной киянкой на деревянной подкладке. Небольшие трещины устраняют пайкой мягким припоем типа ПОССу 30-2. Поврежденные верхний и нижний бачки радиатора ремонтируют наложением заплат толщиной 0,8…1,5 мм и размерами, перекрывающими размеры поврежденного участка. Заплату и поврежденный участок зачищают, лудят и припаивают друг к другу. Повреждения пластин каркаса устраняют газовой сваркой. Помятые пластины радиатора выпрямляют при помощи гребенки. Поломки и трещины на пластинах крепления радиатора заваривают газовой сваркой.
Помятые пластины радиатора выпрямляют при помощи гребенки. Поломки и трещины на пластинах крепления радиатора заваривают газовой сваркой.
Если поврежденные трубки радиатора нельзя запаять, их заглушают путем пайки верхнего и нижнего концов. Однако на весь радиатор допускается заглушать таким образом не более трех трубок. При большем числе поврежденных трубок их нужно заменить новыми или заменить радиатор целиком. Для нагрева при отпаивании в трубки вводят стальные стержни, имеющие форму трубок. Концы устанавливаемых трубок (новых или запаянных) развальцовывают и припаивают к опорным пластинам сердцевины.
Пайка замененных трубок может осуществляться паяльником или погружением сердцевины в припой. В этом случае радиатор вначале протравливают в ванне с соляной кислотой в течение 3…5 мин (глубина погружения трубок 10…15 мм), погружают в раствор хлористого цинка на 0,5…1,0 мин, а затем — в расплавленный припой так, чтобы в нем оказалась опорная пластина и концы трубок на 5…8 мм. После этого сердцевину вынимают и встряхивают для удаления излишнего припоя и проверяют на герметичность.
После этого сердцевину вынимают и встряхивают для удаления излишнего припоя и проверяют на герметичность.
После припайки бачков и установки радиатора в каркас его проверяют на перекос, измеряя размеры а и б (см. рис. 1). Перекос не должен превышать 3,0 мм. Кроме того, отремонтированный радиатор обязательно проверяют на герметичность.
Расширительный бачок системы охлаждения изготавливают из прозрачной пластмассы. Отдельные небольшие трещины на шве, соединяющем нижнюю и верхнюю половины бачка, можно заварить, используя для нагрева пластмассы обычный паяльник, или методами восстановления пластмассовых деталей, описанными ниже. Если трещины по шву имеют длину более 15…20 мм или увеличены размеры бачка, его необходимо заменить. Вздутие расширительного бачка может произойти из-за залипания выпускного клапана в его пробке, что приводит к повышению давления в системе охлаждения. Поэтому после длительного перерыва в эксплуатации автомобиля рекомендуется перед запуском двигателя снять с бачка пробку и большим пальцем руки отжать клапан.
В настоящее время для снижения стоимости и веса радиаторов на легковых автомобилях в основном применяют алюминиевые трубки и бачки, состоящие из пластмассового корпуса с алюминиевым донышком. Для ремонта таких радиаторов может применяться аргонодуговая электросварка, газодинамическое напыление и устранение утечек с использованием полимеров.
Аргонодуговая электросварка деталей производится с применением в качестве присадочного материала специальной алюминиевой сварочной проволоки, например Св-АК12 или Св-АК10. Такая сварка проводится в среде инертного газа, так как эти материалы:
- имеют плохую свариваемость из-за образования тугоплавкой окиси алюминия на поверхности деталей;
- при нагреве скачком переходят из твердого состояния в жидкое, минуя пластичное;
- имеют большой коэффициент термического расширения, что при нагреве вызывает деформации и сильные внутренние напряжения, поэтому перед сваркой детали прогревают, а после сварки медленно охлаждают;
- при перегреве свыше 400 °С прочность алюминия резко уменьшается и может произойти разрушение даже от небольшого удара.

В зону сварки подается аргон, который надежно защищает расплавленный металл от окисления кислородом воздуха, и сварной шов образуется без пор и раковин.
Все более широкое применение для тонкостенных деталей из алюминия находит газодинамическое напыление. В отличие от газопламенного и плазменного напыления, а также сварки этот способ не приводит к перегреву обрабатываемой поверхности. Покрытие толщиной 1,0…1,5 мм получается за счет того, что образующие его специальные порошки разгоняются вместе с горячими газами до сверхзвуковой скорости, направляются на ремонтируемую деталь и наплавляются на ее поверхность.
Сварка пластмассовых бачков выполняется с использованием в качестве присадки кусочков пластмассы, аналогичной по свойствам материалу ремонтируемой детали. Нагрев и расплавление осуществляют направленной струей горячего воздуха или с помощью паяльника. Края трещин предварительно засверливают для предотвращения их дальнейшего развития.
Трещины в пластмассовых деталях можно также устранить с помощью клеев-расплавов — термопластичных материалов, размягчающихся при нагреве и затвердевающих при охлаждении.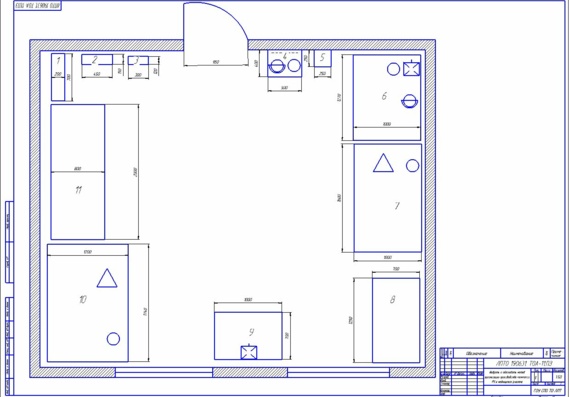 Технология применения заключается в том, что несколько гранул такого клея помещают на очищенное осушенное место повреждения, а затем прогревают паяльником до растекания и получения ровного слоя.
Технология применения заключается в том, что несколько гранул такого клея помещают на очищенное осушенное место повреждения, а затем прогревают паяльником до растекания и получения ровного слоя.
Ремонт полимерами. Использование клеев и герметиков, изготовленных из современных полимерных материалов, позволяет соединять практически любые материалы. Надежность ремонта повышается при накладывании на место повреждения заплат или бандажа. Результат зависит не столько от свойств полимерного материала, сколько от качества подготовки поверхности и соблюдения технологии склеивания.
Свищи и небольшие пробоины (до 1 см в диаметре) заделывают, используя различные клеи-шпатлевки (в обиходе — «холодные сварки»). Они выпускаются в виде небольших цилиндрических блоков и внешне похожи на пластилин, только слоеный. Желательно использовать материалы, специально предназначенные для ремонта радиаторов. От блока поперек его оси отрезают кусочек необходимой толщины и разминают руками. Материал при этом нагревается и становится более пластичным. Если это предусмотрено инструкцией, пальцы руки предварительно смачивают водой для устранения налипания. Заготовке из клея-шпатлевки рекомендуется придать коническую форму и вдавить ее острием конуса в отверстие. Затем выступающую часть образовавшейся заглушки разровнять по поверхности ремонтируемой детали и прижать. Делать это надо быстро, так как время до начала отверждения всего несколько минут. После установки заглушку необходимо удерживать прижатой к ремонтируемой детали в течение времени, необходимого для предварительного схватывания (для большинства «твердых сварок» оно составляет 2…4 мин).
Материал при этом нагревается и становится более пластичным. Если это предусмотрено инструкцией, пальцы руки предварительно смачивают водой для устранения налипания. Заготовке из клея-шпатлевки рекомендуется придать коническую форму и вдавить ее острием конуса в отверстие. Затем выступающую часть образовавшейся заглушки разровнять по поверхности ремонтируемой детали и прижать. Делать это надо быстро, так как время до начала отверждения всего несколько минут. После установки заглушку необходимо удерживать прижатой к ремонтируемой детали в течение времени, необходимого для предварительного схватывания (для большинства «твердых сварок» оно составляет 2…4 мин).
Трещины у основания патрубков в некоторых случаях можно заделать с использованием «холодной сварки», удерживая ее при отверждении прижатой по всей окружности с помощью бандажа. С этой целью используют, например, короткие отрезки (кольца) из металлических или пластмассовых трубок (желательно тонкостенных) с внутренним диаметром на 5…10 мм больше, чем у патрубка в месте повреждения. Между бандажной трубкой и патрубком по всей окружности плотно набивают и удерживают до отверждения необходимое количество предварительно хорошо размятой «холодной сварки». Бандажная трубка должна иметь высоту, не создающую помех для последующей установки водяного шланга на патрубок. После окончательного отверждения, которое происходит примерно через 24 ч, клеи-шпатлевки обладают столь высокой прочностью, что не крошатся при механической обработке.
Между бандажной трубкой и патрубком по всей окружности плотно набивают и удерживают до отверждения необходимое количество предварительно хорошо размятой «холодной сварки». Бандажная трубка должна иметь высоту, не создающую помех для последующей установки водяного шланга на патрубок. После окончательного отверждения, которое происходит примерно через 24 ч, клеи-шпатлевки обладают столь высокой прочностью, что не крошатся при механической обработке.
Большие трещины и пробоины (диаметром более 1 см) закрывают заплатами, например из стеклоткани. Их приклеивают с помощью специальных клеев, имеющих жидкую консистенцию, или пастообразных клеев-герметиков. Эти материалы более пластичны, чем клеи-шпатлевки. В случае необходимости накладку делают двухслойной или многослойной — поверх заплат меньшего размера последовательно устанавливают заплаты большей величины. При ремонте трубок радиатора, заливных горловин или патрубков ремонтируемое место оборачивают стеклотканью, а при ее отсутствии — несколькими слоями бинта (шнура), пропитанного клеем.
Многочисленные мелкие повреждения, образовавшиеся, например, в результате коррозии и сосредоточенные в одном месте, герметизируют с помощью клеев-компаундов («жидкого металла»). Это полимерные композитные материалы на эпоксидной основе, обладающие текучестью, достаточной для заливки мест повреждений. Один из вариантов ремонта заключается в том, что зачищенное и обезжиренное место повреждения заливают компаундом и выдерживают до его отверждения. Радиатор перед заливкой устанавливают горизонтально на подставку (рис. 2). На нее предварительно укладывают резиновую подкладку, смазанную тонким слоем масла для исключения приклеивания к радиатору.
Рис. 2. Устранение мелких повреждений радиатора: 1 — деревянная подставка; 2 — полимер; 3 — резиновая прокладка
Несмотря на многочисленные методы ремонта радиаторов основным и самым эффективным является способ ремонта радиатора методом замены сердцевины. В этом случае заменяется не только поврежденная часть сот радиатора, но полностью все соты.
В этом случае заменяется не только поврежденная часть сот радиатора, но полностью все соты.
Медницкие работы должны выполняться в специально отведенном и оборудованном помещении в соответствии с требованиями правил для процессов пайки изделий сплавами, содержащими свинец. Если эти работы выполняются рабочими разных профессий (жестянщиком, медником), необходимо иметь отдельные помещения.
Работы, связанные с выделением вредных испарений, а также работы по зачистке деталей должны выполняться при включенных местных отсосах.
Перед ремонтом и пайкой емкости из-под взрывопожароопасных и ядовитых жидкостей необходимо обрабатывать любым способом (в том числе промывкой горячей водой с каустической содой, пропаркой, просушкой горячим воздухом и т.д.) до полного удаления следов этих жидкостей с последующим анализом воздушной смеси в емкости с помощью газоанализатора. Разрешается производить пайку емкостей из-под горючих жидкостей без предварительной обработки, наполнив емкости нейтральным газом; при этом газ должен подаваться в емкость непрерывно в течение всего времени пайки.
Паять радиаторы, топливные баки и другие крупные детали необходимо на специальных подставках (стендах), оборудованных поддонами для стекания припоя.
Давление сжатого воздуха при испытании радиатора не должно превышать величину, указанную в руководстве по капитальному ремонту автомобилей конкретных марок.
Бутыли с кислотой разрешается переносить на специальных носилках или других приспособлениях, исключающих падение бутылей, а также перевозить, прочно закрепив их на тележках. Пробки на бутылях должны быть плотно закрыты. Все сосуды с кислотой должны иметь соответствующие надписи. Травление кислоты должно производиться в небьющейся кислотоупорной емкости и только в вытяжном шкафу (не допускается применение стеклянной тары). Не допускается при травлении опускать в кислоту сразу большое количество цинка.
Хранить флюс и материалы для изготовления флюсов необходимо в вытяжном шкафу в количестве, не превышающем суточной потребности. Для предупреждения загрязнения рабочего места расходуемый припой должен храниться в специальных металлических ящиках.
Для предупреждения загрязнения рабочего места расходуемый припой должен храниться в специальных металлических ящиках.
Свинец и цветные металлы необходимо плавить только в вытяжном шкафу. Сосуд с расплавленным металлом не допускается ставить на сырой пол.
В помещениях для производства медницко-жестяницких и кузовных работ должны всегда находиться кислотонейтрализующие растворы.
Просмотров: 622
Организация медницко-сварочного отделения на АТП
1. Общая часть
1.1 Введение
Конструкция автомобилей непрерывно совершенствуется. Тенденция развития конструкций автомобилей обусловлены как экономическими, так и социальными причинами. Экономические причины определяют тенденцию повышения топливной экономичности как легковых, так и грузовых автомобилей, что в настоящее время стало одним из ведущих направлений современного автостроения. Социальными причинами обусловлена тенденция повышения безопасности автомобилей. Автомобиль – объект повышенной опасности. Поэтому необходимо совершенствование активной и пассивной безопасности автомобиля. Автомобиль является источником загрязнения окружающей среды отработавшими газами. Это определяет непрерывное повышение требований экологической безопасности автомобиля. Следует также отметить тенденцию автоматизации управления автомобилем, которая обеспечивается современными средствами электронной, микропроцессорной техники и направлена на повышение топливной экономичности и динамики автомобиля, активной безопасности, комфортабельности.
Социальными причинами обусловлена тенденция повышения безопасности автомобилей. Автомобиль – объект повышенной опасности. Поэтому необходимо совершенствование активной и пассивной безопасности автомобиля. Автомобиль является источником загрязнения окружающей среды отработавшими газами. Это определяет непрерывное повышение требований экологической безопасности автомобиля. Следует также отметить тенденцию автоматизации управления автомобилем, которая обеспечивается современными средствами электронной, микропроцессорной техники и направлена на повышение топливной экономичности и динамики автомобиля, активной безопасности, комфортабельности.
Двигатель. В первую очередь надо отметить расширение применения дизелей, позволяющих снизить расход топлива на 2530 % (и больше при дальнейшем совершенствовании рабочего процесса дизеля, в частности при использовании турбонаддува).
Работа по совершенствованию рабочего процесса бензиновых двигателей проводится в следующих направлениях организация послойного распределения заряда в камере сгорания, позволяющего использовать обедненные смеси; впрыскивание топлива во всасывающий тракт; использование электронного управления дозированием подачи топлива и зажиганием; применение турбонаддува. Комплексное использование перечисленных мероприятий может обеспечить снижение расхода топлива до 20 %.
Комплексное использование перечисленных мероприятий может обеспечить снижение расхода топлива до 20 %.
Значительное внимание уделяется применению новых видов топлива заменителей нефтяных топлив. В нашей стране перспективно широкое применение природных газов. Более дальней перспективой является использование в качестве топлива для двигателей внутреннего сгорания водорода, запасы которого практически неограниченны. При работе на водородном топливе может быть решена проблема токсичности отработавших газов, так как в результате сгорания водорода образуется вода.
Некоторое развитие получат электромобили, главным образом для городских условий эксплуатации. Они бесшумны и не загрязняют окружающую среду. Препятствием к их широкому применению является малая энергоемкость аккумуляторных батарей, их громоздкость, что снижает грузоподъемность автомобиля и запас хода. Широкое использование электромобилей станет возможным, когда энергоемкость аккумуляторных батарей будет повышена в 510 раз.
По-видимому, в недалеком будущем получат развитие двигатели новых типов. В первую очередь следует отметить работы по созданию адиабатного керамического двигателя, обеспечивающего высокий термический КПД благодаря высокой температуре рабочего процесса из-за малого излучения теплоты в окружающую среду. В таких двигателях система охлаждения отсутствует.
Газотурбинные двигатели (ГТД) в настоящее время не используют на автомобилях, так как их топливная экономичность ниже, чем у дизелей, однако в перспективе при применение керамических материалов может быть налажено производство автомобильных ГТД (при повышение температуры сгорания расход топлива уменьшается).
1.2 Характеристика объекта проектирования
На всех АТП имеется медницко-сварочное отделение, которое производит восстановление изношенных поверхностей деталей, путем наплавки металла, сварки поломанных деталей, заварки трещин, а также работами по ремонту кузова автомобиля путем газовой (кислородно-ацетиленовой) и электродуговой (постоянным или переменным током) сваркой. Также отделение производит ремонт радиаторов, топливо- и маслопроводов, топливных баков, вкладышей подшипников и т.п.
Также отделение производит ремонт радиаторов, топливо- и маслопроводов, топливных баков, вкладышей подшипников и т.п.
Для медницких работ основным оборудованием являются специальный верстак для ремонта радиаторов, ванны для испытания топливных баков, верстаки, плиты, ножницы, для резки листового металла, стеллажи и др. Основным рабочим инструментом медников является паяльник.
Технологический процесс, в медницком отделении, примерно следующий поступившие в ремонт радиаторы подвергаются промывке 5 %-ным раствором каустической соды для удаления накипи; промывке чистой водой; восстановлению и последующему контролю.
Основными дефектами радиатора являются повреждение трубок, вмятины и трещины на стенках бачков, повреждение охлаждающих пластин, обломы и трещины на патрубках, нарушение герметичности в местах пайки, засорение трубок и отложение накипи.
Для удаления накипи радиатор помещают на установку, обеспечивающую циркуляцию раствора каустической соды при температуре 6080С и последующую промывку водой. Для выяснения мест течи радиатор подвергают контролю сжатым воздухом под избыточным давлением 0,5 кГ/см2 в ванне с водой. Отверстия радиатора закрывают резиновыми пробками, через одну из которых по шлангу поступает воздух. Поврежденные места обнаруживаются по выходящим пузырькам воздуха. Пайку наружных трубок производят без разборки радиатора; внутренние трубки, не доступные для пайки, можно заглушить, но не более 10% общего их количества. Если повреждено большее количество трубок, то отпаивают верхний и нижний бачки радиатора и проверяют каждую трубку в отдельности. Для этого сердцевину радиатора помещают в ванну с водой, один конец трубки закрывают заглушкой, на другой подается по шлангу сжатый воздух. Пузырьки выходящего воздуха показывают место течи.
Для выяснения мест течи радиатор подвергают контролю сжатым воздухом под избыточным давлением 0,5 кГ/см2 в ванне с водой. Отверстия радиатора закрывают резиновыми пробками, через одну из которых по шлангу поступает воздух. Поврежденные места обнаруживаются по выходящим пузырькам воздуха. Пайку наружных трубок производят без разборки радиатора; внутренние трубки, не доступные для пайки, можно заглушить, но не более 10% общего их количества. Если повреждено большее количество трубок, то отпаивают верхний и нижний бачки радиатора и проверяют каждую трубку в отдельности. Для этого сердцевину радиатора помещают в ванну с водой, один конец трубки закрывают заглушкой, на другой подается по шлангу сжатый воздух. Пузырьки выходящего воздуха показывают место течи.
Засоренность отверстий трубок и их помятость устраняют специальным стержнем, изготовленным по размеру и профилю трубок. Трубки, пайка которых затруднена или невозможна, имеющие большие вмятины, заменяют новыми. Для этого в дефектную трубку вставляют нагретый стержень, и после размягчения припоя трубку вместе со стержнем плоскогубцами вынимают из сердцевины. Затем вставляют новую трубку вместе со вставленным в нее нагретым стержнем. После удаления стержня трубку развальцовывают и припаивают к опорным пластинам сердцевины.
Затем вставляют новую трубку вместе со вставленным в нее нагретым стержнем. После удаления стержня трубку развальцовывают и припаивают к опорным пластинам сердцевины.
Деформированные охлаждающие пластины выправляют при помощи специальной гребенки. После ремонта сердцевину радиатора снова подвергают контролю на герметичность.
Вмятины на бачках устраняют правкой, а трещины запаивают или заделывают постановкой заплат из листовой латуни толщиной 0,81,0 мм. Поверхность вокруг трещины тщательно зачищают наждачной бумагой или шабером, травят хлористым цинком, лудят, затем припаивается заплата. Обломы и трещины на пластинах каркаса устраняют наплавкой и заваркой. Отремонтированные бачки припаивают к сердцевине радиатора. Припаивают пластины каркаса и пароотводную трубку. Собранный радиатор проверяют на герметичность.
Для пайки радиатора применяют мягкие припои, используя паяльник из красной меди, рабочая часть которого облуживается тонким слоем олова. В качестве флюса применяют хлористый цинк.
Основные дефекты топливных баков вмятины, разрывы и трещины в стенках или в местах крепления заливной горловины и штуцеров; нарушения крепления перегородок со стенками бака.
При общей площади пробоин и сквозных коррозионных разрушений более 600 см2 бак бракуется. При меньшей площади повреждений бак восстанавливают постановкой заплат с последующей их приваркой или припайкой твердыми припоями. Перед восстановлением баков сваркой их выпаривают в течение 3 ч до полного удаления паров топлива.
Небольшие трещины устраняют пайкой низкотемпературными припоями, большие – пайкой высокотемпературными припоями, а в некоторых случаях и постановкой заплат.
Электросварка используется главным образом для наплавки большого количества металла на сильно изношенные поверхности. При сложной конфигурации детали предварительно нагреваются полностью или частично (местный подогрев) до температуры 600-700 градусов, чтобы избежать появления трещин. После сварки деталям дают медленно остывать вместе с печью или горном. Несложные детали могут остывать в песке.
Несложные детали могут остывать в песке.
Ещё один вид сварки является наиболее универсальным и применяется для сварки тонкостенного материала, заварки трещин, наплавки и прочее.
При газовой сварке необходимо следующее оборудование: ацетиленовый генератор или баллон с ацетиленом, баллон с кислородом, редукционные вентили для регулирования рабочего давления газа, набор горелок, резаков и наконечников к ним и стол для сварочных работ.
2. Расчетно- технологическая часть
2.1 Корректирование периодичности ТО и межремонтного пробега.
Корректирование периодичности ТО-1
Lто-1=Lнто-1*К1*К3, км ;
где Lнто-1 – нормативный пробег до ТО-1,км; [5, с. 17]
К1 – коэффициент корректирования нормативов в зависимости от условий эксплуатации;
 26]
26] К3 – коэффициент корректирования нормативов в зависимости от природно-климатических условий; [6, с. 27]
ЗИЛ-431410: Lто-1=4000*1,0*0,9=3600 км
КАМАЗ-5410: Lто-1=2500*1,0*0,9=3600 км
Корректирование периодичности ТО-2
Lто-2=Lнто-2*К1*К3, км ;
где Lнто-2 – нормативный пробег до ТО-2,км; [5, с.17]
ЗИЛ: Lто-2=16000*1,0*0,9=14400 км
КАМАЗ: Lто-2=12000*1.0*0,9=10800 км
Корректирование межремонтного пробега
Lкр=Lнкр*К1*К2*К3,км ; [6, с. 28] (3)
где Lнкр – нормативный пробег до КР,км; [5, с. 17]
К2 – коэффициент корректирования нормативов в зависимости от модификации подвижного состава и организации его работы; [6, с. 27]
27]
ЗИЛ: Lкр=350000*1.0*0,75*0.9 = 236250 км
КАМАЗ: Lкр=300000*0,9*1,0*1,1*0,9 = 256500 км
Определим кратность ТО-1
n1=Lто-1/ lсс, (4)
где lсс – среднесуточный пробег,км.
ЗИЛ: n1=3600/180=20
КАМАЗ: n1=3600/180=20
Уточним пробег до ТО-1
Lто-1=Lсс*n1, км; [3, с. 280] (5)
ЗИЛ Lто-1=180*20=3600 км
КАМАЗ Lто-1=180*20=3600 км
Определим кратность ТО-2
n2=Lто-2/Lто-1
ЗИЛ: n2=14400/3600=4
КАМАЗ: n2=10800/3600=3
Уточним пробег до ТО-2
Lто-2=n2*Lто-1, км; [3, с. 280] (7)
ЗИЛ : Lто-2=3600*4=14400 км
КАМАЗ: Lто-2=3600*3=10800 км
Определим кратность КР
n3=Lкр/Lто-2
ЗИЛ: n3=236250/14400=16
КАМАЗ: n3=256500/10800=24
Уточним пробег до КР
Lкр=n3*Lто-2 , км; [3, с. 280] (9)
280] (9)
ЗИЛ: Lкр=14400*16=230400 км
КАМАЗ: Lкр=10800*24=259200 км
2.2 Расчет производственной программы в трудовом и номенклатурном выражении
Определим количество КР в цикле
Nкр=Lкр/Lкр , [3, с. 206] (10)
ЗИЛ: Nкр=1
КАМАЗ: Nкр=1
Определим количество ТО-2 за цикл
Nто-2=Lкр/Lто-2 — Nкр , [3, с. 206] (11)
ЗИЛ: Nто-2=230400/14400-1=15
КАМАЗ: Nто-2=259200/10800-1=23
Определим количество ТО-1 за цикл
Nто-1=Lкр/Lто-1-Nкр-Nто-2 , [3, с. 206] (12)
ЗИЛ: Nто-1=230400/3600 -(1+15)=48
КАМАЗ: Nто-1=259200/3600 -(1+23)=48
Определим количество ЕО за цикл
Nео=Lкр/Lео=Lкр/Lсс , [3, с. 206] (13)
206] (13)
ЗИЛ: Nео=230400/180=1280
КАМАЗ: Nео=259200/180=1440
Определим коэффициент технической готовности
т=Дэ/(Дэ+Дто-тр) , [3, с. 206] (14)
где Дэ – количество дней нахождения автомобиля в технически исправном состоянии.
Определим количество дней простоя в ТО и ремонте
Дто-тр=Дкр+Дтрт+(dто-тр*Lкр*k4
где Дкр – количество дней простоя в КР; [6, с. 24]
Дтрт – количество дней транспортировки автомобиля с АРЗ
dто-тр – простой в ТО-ТР, дней/1000 км
k4’ – коэффициент корректирования нормативности в зависимости от пробега с начала эксплуатации. [6, с. 28]
Здравоохранение: долгосрочный уход/дома престарелых
Добро пожаловать на домашнюю страницу Отдела долгосрочного ухода Министерства здравоохранения штата Индиана (IDOH). Отдел долгосрочного ухода отвечает за государственные программы лицензирования и федеральной сертификации учреждений длительного ухода. IDOH создала отдельные домашние страницы программ для программ. Ссылки на страницы программы ниже.
Отдел долгосрочного ухода отвечает за государственные программы лицензирования и федеральной сертификации учреждений длительного ухода. IDOH создала отдельные домашние страницы программ для программ. Ссылки на страницы программы ниже.
Потребители, которые ищут информацию и ресурсы, могут посетить веб-страницу с информацией для потребителей о долгосрочном уходе.
Информация для потребителей
Объявления
Конференция лидеров здравоохранения штата Индиана Слайды презентаций, записи и доступные ресурсы SAMHSA
Конференция лидеров здравоохранения штата Индиана «Совместная работа над решением проблем психического здоровья в долгосрочной помощи» состоялась 13 октября 2022 г. по адресу: Конференц-центр Индианы в Индианаполисе.
Запись и слайды с конференции доступны для просмотра здесь.
Информационные бюллетени по долгосрочному уходу / COVID-19
Информационные бюллетени по долгосрочному уходу, связанные с пандемией COVID-19
Сообщить о жалобе, происшествии или преступлении в IDOH
Сообщить о жалобе в отношении медицинского учреждения
Любое лицо может подать жалобу в IDOH относительно лечения, предоставляемого в любом лицензированном или сертифицированном медицинском учреждении или организации штата Индиана. IDOH расследует все жалобы. Приведенная выше ссылка ведет на страницу, на которой представлена информация о процессе подачи жалобы и о том, как подать жалобу. А Форма отчета о жалобе предназначена для лиц, помогающих сообщать о проблемах, связанных с уходом.
IDOH расследует все жалобы. Приведенная выше ссылка ведет на страницу, на которой представлена информация о процессе подачи жалобы и о том, как подать жалобу. А Форма отчета о жалобе предназначена для лиц, помогающих сообщать о проблемах, связанных с уходом.
Сообщить об инциденте в медицинском учреждении
Положения штата или федеральные законы требуют, чтобы медицинские учреждения или организации сообщали об определенных типах «инцидентов» в IDOH. Вышеупомянутая ссылка ведет на страницу, которая предоставляет информацию о процессе сообщения об инцидентах и о том, как медицинское учреждение или организация сообщают об инцидентах.
Сообщить об обоснованных подозрениях в совершении преступления в отношении резидента с долговременным уходом
Федеральный закон требует, чтобы «застрахованные лица» сообщали об обоснованных подозрениях в совершении преступления против лица, проживающего на попечении, в IDOH и в местные правоохранительные органы. Застрахованные лица включают владельца, оператора, сотрудника, менеджера, агента или подрядчика объекта. Включенные учреждения включают дом престарелых, хоспис или учреждение промежуточного ухода для лиц с ограниченными интеллектуальными возможностями (ICF-IID). Вышеупомянутая ссылка ведет на страницу, которая предоставляет информацию для лиц, осуществляющих долгосрочный уход, о требованиях к сообщениям о преступлениях и о том, как сообщить о обоснованных подозрениях в совершении преступления против резидента. А Форма сообщения о преступлении предназначена для лиц, сообщающих о предполагаемых преступлениях в IDOH.
Включенные учреждения включают дом престарелых, хоспис или учреждение промежуточного ухода для лиц с ограниченными интеллектуальными возможностями (ICF-IID). Вышеупомянутая ссылка ведет на страницу, которая предоставляет информацию для лиц, осуществляющих долгосрочный уход, о требованиях к сообщениям о преступлениях и о том, как сообщить о обоснованных подозрениях в совершении преступления против резидента. А Форма сообщения о преступлении предназначена для лиц, сообщающих о предполагаемых преступлениях в IDOH.
Программы лицензирования и сертификации при долгосрочном уходе
- Обучение, сертификация и регистрация помощников
- Программа сертификации потребностей
- Программа комплексного ухода (дома престарелых) Лицензирование и сертификация
- Программа неофициального разрешения споров 904 Информационная программа о жизни
- Программа лицензирования интернатных учреждений
Система отчетов об исследованиях
Доступ к Системе отчетов об исследованиях
Система отчетов об исследованиях будет использоваться в рамках лицензирования штата и федеральной сертификации медицинских учреждений. Система отчетов об исследованиях позволит объектам просматривать/распечатывать отчеты об исследованиях и документы, связанные с исследованиями, в режиме онлайн. Система отчетов об обследовании также позволит учреждениям заполнить план корректировки обследования (POC) в режиме онлайн через интернет-систему. Система отчетов об обследовании позволяет объекту загружать подтверждающие документы как часть плана исправления.
Система отчетов об исследованиях позволит объектам просматривать/распечатывать отчеты об исследованиях и документы, связанные с исследованиями, в режиме онлайн. Система отчетов об обследовании также позволит учреждениям заполнить план корректировки обследования (POC) в режиме онлайн через интернет-систему. Система отчетов об обследовании позволяет объекту загружать подтверждающие документы как часть плана исправления.
Контактный телефон
| Департамент здравоохранения штата Индиана Отдел долгосрочного ухода 2 North Meridian Street, 4B Indianapolis, IN 46204 | Директор отдела Бренда Бурокер [email protected] |
| Распределительный щит долгосрочного обслуживания: 317-233-7442 Главный распределительный щит IDOH: 317-233-1325 | 317-234-7340 Административный помощник: 317-233-7295 Факс: 317-233-7322 |
| Организационная схема отделения Список контактов долгосрочного ухода Карта зоны обследования |
Здоровье: Сертифицированная медсестра: сертификация и повторная сертификация
Сертифицированная помощник медсестры: Программа обучения, сертификации, переаттестации и регистрации гарантирует, что лица соответствуют как штатным, так и федеральным требованиям для сертифицированных помощников медсестер (CNA) и внесены в Реестр помощников медсестер штата Индиана. Сертифицированный помощник медсестры — это человек, который работает в основном в учреждениях длительного ухода или домах престарелых. CNA помогает жителям в повседневной жизни, такой как купание, одевание или прием пищи. CNA работает под непосредственным руководством лицензированной практической медсестры или зарегистрированной медсестры и может выполнять только процедуры, которые входят в сферу деятельности CNA.
Сертифицированный помощник медсестры — это человек, который работает в основном в учреждениях длительного ухода или домах престарелых. CNA помогает жителям в повседневной жизни, такой как купание, одевание или прием пищи. CNA работает под непосредственным руководством лицензированной практической медсестры или зарегистрированной медсестры и может выполнять только процедуры, которые входят в сферу деятельности CNA.
Новости и объявления
ВАЖНОЕ ПРИМЕЧАНИЕ – 24.03.2022
Обучение помощников медсестер и отказы – напоминания
Отказы, выданные в связи с чрезвычайной ситуацией в области общественного помощники медсестры (TNA) больше не будут допущены. Если они не завершат свое обучение, чтобы стать CNA до 1 июля, они могут продолжать работать помощниками медсестер и должны будут пройти обучение и тестирование до 6 октября (через четыре месяца после того, как федеральный отказ закончился 6 июня), чтобы стать CNA. . Сокращенное обучение помощников медсестер можно пройти только до 1 июля. После 1 июля обучение должно составлять обычные 105 часов обучения.
После 1 июля обучение должно составлять обычные 105 часов обучения.
Во всех утвержденных программах обучения помощников медсестер (NAT) может проводиться ускоренное обучение CNA помощников по личному уходу (PCA) и временных помощников медсестер (TNA).
Обучение должно следовать ускоренному обучению CNA для PCA и TNA, изложенному в Приложении A к Приказу об ускорении обучения CNA для PCA и TNA во время PHE и привязанному к существующей учебной программе медсестер штата Индиана, утвержденной Департаментом. Существует 38 незавершенных процедур по уходу за постояльцами (RCP), которые не охвачены программами PCA/TNA, поскольку объем их практики ограничен. Обратите внимание, что когда студенты будут сдавать государственный экзамен, они будут протестированы по всем 72 RCP и всем учебным курсам.
Пожалуйста, ознакомьтесь с документом NAT и Waivers для получения дополнительной информации.
Обновления реестра
Реестр медсестер начнет использовать электронную почту для обработки большинства сообщений, включая отправку уведомлений о продлении. Убедитесь, что ваша электронная почта актуальна, войдя в https://mylicense.in.gov.
Убедитесь, что ваша электронная почта актуальна, войдя в https://mylicense.in.gov.
Обзор программы
Часто задаваемые вопросы
Как стать сертифицированным помощником медсестры в Индиане?
Как мне найти утвержденную программу обучения рядом со мной?
Как продлить сертификацию?
Как распечатать карту сертификации?
Сертификация и повторная сертификация
Сообщить о жалобе или инциденте в IDOH
Информация о сертификации программы обучения
Архивные информационные бюллетени
Свяжитесь с Программой
| Департамент здравоохранения Индианы Регистратура медсестры 2 North Meridian Street, 4B Indianapolis, IN 46204 | Директор программы, Aide Registry Анжелита Вашингтон |
| [email protected] (317) 233-7442, опция 1 (317) 233-7750, факс | awashington1@isdh. |