StudyPort.Ru — Устройство вертикально-фрезерного станка
Содержание.
Вступление. *
Устройство вертикально-фрезерного станка. *
Различные поверхности для фрезирования. *
Исправление неточностей. *
Заключение. *
Фрезирование.
Вступление.
К сегодняшнему дню в машиностроении широко используются детали, содержащие сложно-профильные поверхности, а именно: формообразующие поверхности штампов, пресс-форм, копиры и многие другие.
Из основных способов получения деталей с такими поверхностями относятся: литье, штамповка, резание. Но только обработка резанием, в частности фрезерование, позволяет получить параметры поверхности, близкими к заданным и сократить время последующей доводки. Очень часто этот метод является возможным единственным методом, это особенно важно на данный момент, так как большинство предприятий машиностроения перешли на серийное или мелкосерийное производство. Получение деталей фрезерованием, при таком типе производства, наиболее экономически оправдано.
Обычный технологический процесс обработки сложно профильных поверхностей включает в себя следующие операции: заготовительная, фрезерная, доводочная. Последняя выполняется вручную, при этом трудоемкость операции определяется выходными параметрами поверхности после фрезерования. Поэтому, обеспечив высокий класс шероховатости на стадии фрезерования, можно сократить время на доводку, которая является наиболее трудоемкой частью технологического процесса.
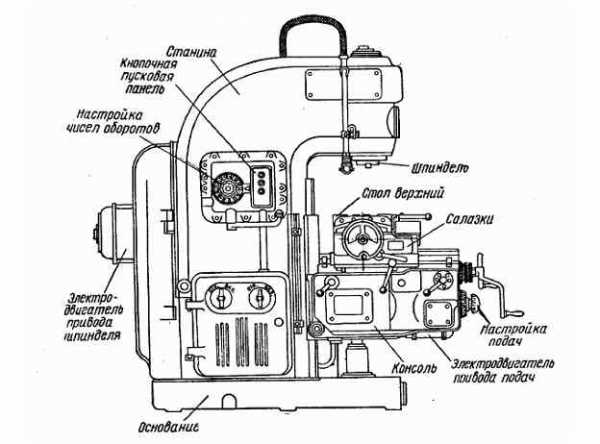
Устройство вертикально-фрезерного станка.
Начнем с того, что мощность приводов и высокая жесткость станков позволяют применять твердосплавный инструмент.
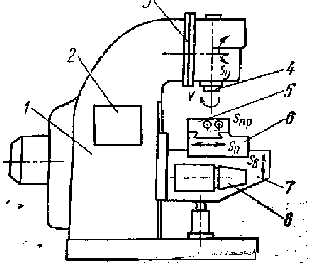
В станине 1 размещена коробка скоростей 2. Шпиндельная головка 3 смонтирована в верхней части станины и может поворачиваться в вертикальной плоскости, при этом ось шпинделя 4 можно поворачивать под углом к плоскости рабочего стола 5. Главным движением является вращение шпинделя. Стол, на котором закрепляют заготовку, имеет продольное перемещение по направляющим салазок 6. Салазки имеют поперечное перемещение по направляющим консоли 7, которая перемещается по вертикальным направляющим станины. Т.е. заготовка, установленная на столе 5, может получать подачу в трех направлениях. В консоли смонтирована коробка подач 8.
Для закрепления заготовок на фрезерных станках применяют универсальные и специальные приспособления. К универсальным приспособлениям относятся прихваты, угольники, призмы, машинные тиски.
Но возможна и обработка большого числа одинаковых заготовок, для чего изготовляют специальные приспособления, пригодные только для установки и закрепления этих заготовок на данном станке. Важной принадлежностью фрезерных станков являются делительные головки. Они служат для периодического поворота заготовок на требуемый угол и для непрерывного их вращения при фрезеровании винтовых канавок.
Делительная головка состоит из корпуса 1, поворотного барабана 2 и шпинделя 4 с центром. В корпусе на шпинделе жестко закреплено червячное зубчатое колесо (обычно с числом зубьев 40), находящееся в зацеплении с однозаходным червяком. Вращение шпинделю сообщают рукояткой 6. Следовательно, при одном обороте рукоятки шпиндель сделает 1/40 оборота. На переднем конце шпинделя нарезана резьба для навинчивания кулачкового патрона или поводка. Делительный лимб 5 с отверстиями закреплен на полом валу, внутри которого расположен вал рукоятки 6. Для удобства пользования лимбом 5 имеется раздвижной сектор 7, состоящий из двух ножек, которые устанавливают так, чтобы между ними было необходимое число отверстий на лимбе. На шпинделе 4 закреплен лимб 3 для непосредственного деления заготовки на части.
Изготовляют цельные фрезы из инструментальных сталей, корпуса напайных фрез — из конструкционных сталей; на рабочие части зубьев фрез припаивают пластинки из быстрорежущих сталей и твердых сплавов. Для сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы различными механическими способами.У торцовой фрезы режущее лезвие состоит из главного режущего лезвия, переходного лезвия и вспомогательного лезвия. Зуб торцовой фрезы имеет главный угол в плане j, измеряемый между проекцией главного режущего лезвия на осевую плоскость и направлением подачи. Вспомогательный угол в плане j1 составляет 5-10о. Чем меньше этот угол, тем ниже шероховатость обработанной поверхности. Угол а плане на переходном режущем лезвии j0=j/2.
Отметим, что на вертикально-фрезерных станках применяют следующие типы фрез: торцовые, концевые, шпоночные. Фрезы изготовляют цельными или сборными с напайными или вставными ножами.
Для фрезеровки винтовой канавки при непрерывном вращении шпинделя делительной головки, которое он получает от винта продольной подачи стола фрезерного станка через сменные колеса заготовку устанавливают в центрах делительной головки и задней бабки. В процессе обработки заготовка получает два движения — вращательное и поступательное вдоль оси. Оба движения согласованы так, что при перемещении на шаг нарезаемой винтовой канавки заготовка делает один оборот.
В качестве вспомогательного инструмента применяют фрезерные оправки для закрепления фрез и передачи крутящего момента от шпинделя на фрезу. Базой для крепления фрезы на оправке может быть её центровое отверстие или хвостовик:
- Коническим хвостовиком оправку закрепляют в шпинделе, а на другом конце оправки крепят насадную фрезу с помощью шпонки и винта. Фрезы с коническим хвостовиком закрепляют в коническом отверстии шпинделя непосредственно или через переходные втулки. Конический хвостовик патрона вставляют в шпиндель станка и закрепляют болтом.
- Фрезы с цилиндрическим хвостовиком закрепляют в цанговом патроне.
Различные поверхности для фрезирования.
Горизонтальные плоскости фрезеруют на вертикально-фрезерных станках торцовыми фрезами. Это удобнее вследствие большой жесткости их крепления в шпинделе и более плавной работы, так как одновременно работает большое количество зубьев.
Вертикальные плоскости фрезеруют на вертикально-фрезерных станках концевыми фрезами.
Наклонные плоскости и скосы фрезеруют торцовыми и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости.
Уступы фрезеруют на вертикально-фрезерных станках концевыми фрезами. Пазы на вертикально-фрезерных станках фрезеруют за два прохода: прямоугольный паз концевой фрезой, затем скосы паза концевой одноугловой фрезой для паза типа “ласточкин хвост” ; и для Т-образного паза фрезеруют паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов.
Закрытые шпоночные пазы фрезеруют концевыми фрезами, а открытые — концевыми или шпоночными. точность получения шпоночного паза является важным условием при фрезеровании, так как от неё завесит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр фрезы практически не изменяется.
Фрезерование цилиндрических зубчатых колес на вертикально-фрезерных станках осуществляется пальцевой фрезой.
Сложно-профильные поверхности могут включать в себя выпуклые, вогнутые и прямолинейные участки. Причем в качестве инструмента может использоваться однозубая или многозубая фреза. Кроме того, требуемый профиль можно получить поворотом или только поступательным движением фрезы, т.е. можно выделить следующие способы получения сложнопрофильных поверхностей:
— вогнутая цилиндрическая поверхность, получаемая
а) за счет поворота оси фрезы на угол;
б) за счет поступательного движения фрезы;
— выпуклая цилиндрическая поверхность, получаемая
а) за счет поворота оси фрезы на угол;
б) за счет поступательного движения фрезы.
Исправление неточностей.
Расчет по данным формулам показал, что они требуют уточнения. Шероховатость вогнутой цилиндрической поверхность, получаемой за счет поворота оси фрезы на угол:
где h — высота гребешка, получаемого при фрезеровании,
r — радиус кривизны обрабатываемой поверхности,
R — радиус фрезы,
s — подача,
a — угол поворота оси фрезы
Шероховатость выпуклой цилиндрической поверхность, получаемой за счет поворота оси фрезы на угол (рис. 1.в.)
Понятно, чтоть зависит от радиуса кривизны поверхности, радиуса фрезы и подачи. Наибольшее влияние оказывают две последние величины.
Мы не учитывали случайные величины, такие как упругие деформации, вибрация узлов технологической системы, температурный фактор и некоторые другие, которые в меньшей степени влияют на модель шероховатости при обработке фрезой.
Заключение.
В заключении отметим, что вертикально-фрезерный станок предназначен для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс.
studyport.ru
Устройство и назначение вертикально-фрезерного станка модели 6т10
В вертикально-фрезерном станке ось фрезы расположена в вертикальной плоскости. Общий вид станка представлен на рис. 23.
Основные части и узлы станка: фундаментная плита 1, станина 2, коробка скоростей 3, шпиндельная головка 4, шпиндель 5, консоль 8, стол 6, поперечные салазки 7, коробка подач 9 и электродвигатель 10.
Фундаментная плита является основанием станка и служит для крепления его к фундаменту. Станина 2 предназначена для монтажа на ней всех узлов станка.
На
станке имеется поворотная шпиндельная
головка 4, которая может устанавливаться
под любым углом до 45
Коробка скоростей 3 представляет собой систему валов, зубчатых колес и подшипников, при помощи которых вращение от электродвигателя 10 передается на ее основной вал- шпиндель 5 (DГ), расположенного в поворотной шпиндельной головке. При помощи рукояток коробки скоростей 3 можно включать отдельные пары зубчатых колес и сообщать шпинделю станка различную частоту вращения.
По направляющим станины в вертикальном направлении может перемещаться консоль 8 (Dsв), внутри которой расположена коробка подач 9, позволяющая устанавливать заданное значение скорости перемещения заготовки. На горизонтальных направляющих консоли расположены поперечные салазки 7 (Dsп), на которых расположен стол 6.
Стол 6 предназначен для установки и крепления на нем приспособления и обрабатываемой заготовки. Столу во время фрезерования сообщается движение перпендикулярное к оси вращения фрезы (Dsпр).
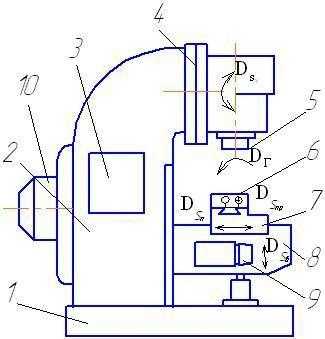
Рис. 23. Основные узлы вертикально-фрезерного станка модели 6Т10
Последовательность выполнения работы
1. Изучите виды фрезерных работ, режущий инструмент и устройство фрезерного станка. Ознакомьтесь с элементами технологической системы по демонстрационным стендам.
2. Изучите устройство и назначение универсального вертикально-фрезерного станка модели 6Т10.
3. Проследите за выполнением на станке учебным мастером работ по фрезерованию плоскостей и уступов.
4. Получите индивидуальное задание для самостоятельной работы (табл. 6) по разработке последовательности и схем торцового фрезерования и выбору инструмента.
Выполните перечисленные далее действия.
4.1. Учитывая, что диаметр фрезы должен быть на 20% больше ширины фрезерования, определите диаметр и количество зубьев фрезы по таблице 7.
4.2. Определите глубину фрезеровании t, при черновой и чистовой обработки. При черновой обработки необходимо снять – 80% от припуска Z, а при чистовой оставшиеся 20%.
4.3. Расчетом по формуле (16) определите частоту вращения шпинделя n станка и округлите ее до ближайшей меньшей частоты ncт, имеющейся на станке (см приложение).
4.4. Определите величину минутной подачи sм по формуле (17) и округлите ее до ближайшей меньшей подачи sмст, имеющейся на станке (см. приложение).
4.5. Начертите схему торцевого фрезерования с указанием припуска, ширины и длины фрезерования. На эскизе изготавливаемые поверхности детали выделите утолщенными линиями.
Таблица 6.
Индивидуальные задания
№ п/п | Длина фрезерования ℓ, мм | Ширина фрезерования B, мм | Припуск Z, мм | Подача sz, мм/зуб | Скорость фрезерования , м/мин |
1 | 2 | 3 | 4 | 5 | 6 |
1 | 150 | 50 | 3 | 0,01 | 50 |
2 | 200 | 80 | 3,5 | 0,02 | 100 |
3 | 160 | 60 | 2,5 | 0,01 | 120 |
4 | 180 | 68 | 3 | 0,015 | 150 |
5 | 185 | 100 | 4 | 0,02 | 110 |
6 | 200 | 56 | 2,8 | 0,03 | 160 |
7 | 210 | 65 | 3 | 0,036 | 155 |
8 | 165 | 78 | 3,2 | 0,034 | 160 |
9 | 162 | 74 | 3,4 | 0,035 | 162 |
10 | 152 | 72 | 2,8 | 0,025 | 170 |
11 | 220 | 50 | 4 | 0,01 | 50 |
12 | 225 | 80 | 2,5 | 0,02 | 100 |
13 | 230 | 60 | 3 | 0,01 | 120 |
14 | 235 | 68 | 3,5 | 0,015 | 150 |
15 | 240 | 100 | 1 | 0,02 | 110 |
16 | 245 | 56 | 2,5 | 0,03 | 160 |
17 | 180 | 50 | 3 | 0,036 | 155 |
18 | 192 | 68 | 3,2 | 0,034 | 160 |
19 | 202 | 72 | 3,4 | 0,035 | 162 |
1 | 2 | 3 | 4 | 5 | 6 |
20 | 105 | 62 | 2,8 | 0,025 | 170 |
21 | 104 | 65 | 3 | 0,01 | 50 |
22 | 144 | 83 | 3,5 | 0,02 | 100 |
23 | 155 | 55 | 2,5 | 0,01 | 120 |
24 | 240 | 100 | 1 | 0,1 | 100 |
25 | 245 | 56 | 2,5 | 0.15 | 70 |
26 | 180 | 50 | 3 | 0.05 | 200 |
27 | 192 | 68 | 3,2 | 0.06 | 150 |
28 | 202 | 72 | 3,4 | 0.07 | 160 |
29 | 105 | 62 | 2,8 | 0.08 | 167 |
30 | 104 | 65 | 3 | 0.09 | 170 |
31 | 144 | 83 | 3,5 | 0.1 | 110 |
32 | 155 | 55 | 2,5 | 0.11 | 115 |
33 | 240 | 100 | 1 | 0.12 | 125 |
34 | 245 | 56 | 2,5 | 0.13 | 130 |
35 | 180 | 50 | 3 | 0.14 | 135 |
Таблица 7.
Параметры торцовых фрез
№ п/п | Диаметр фрезы D, мм | Количество зубьев фрезы z, шт |
1 | 63 | 4 |
2 | 80 | 5 |
3 | 100 | 6 |
4 | 125 | 6 |
5 | 160 | 8 |
studfiles.net
Вертикально-фрезерные станки: устройство, описание, видео
Процесс фрезерования позволяет получать детали различной формы и размеров. Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант исполнения, когда шпиндель расположен вертикально. Подобное оборудование стали называть вертикально-фрезерными станками.
Консольные вертикально-фрезерные станки изготавливают на базе горизонтально-фрезерных с небольшим изменением коробки скоростей и станины.
 Вертикально-фрезерный станок
Вертикально-фрезерный станокЭтап развития станков до появления ЧПУ
Все станки можно разделить на две группы:
- Группа, в которой установка режимов работы, подача и другие действия проводятся человеком.
- Группа обрабатывающих станков по металлу, работа которых полностью или частично автоматизирована при помощи блока с числовым программным управлением.
Фрезерный станок с вертикально расположенным шпинделем без ЧПУ используются уже на протяжении нескольких десятилетий. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены в бывшем СССР. Только после того, как было доказано расчетами и на практике превосходство ЧПУ с экономической точки зрения и другим характеристикам, эти станки по металлу стали заменять новыми. Тем не менее, 6Р12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик этого оборудования, то можно выделить следующие их особенности:
- проводят обработку практически всех металлов и сплавов, в том числе и чугуна. по этому показателю ограничением является устойчивость используемого режущего инструмента к стиранию, разрушению при обработке с указанными режимами работы определенного типа материала.
- схожая конструкция: наличие фрезерной бабки, стола, салазок, шпинделя, станины.
- надежность и неприхотливость – качества, которые обусловили популярность указанных выше станков. на момент производства эти станки экспортировались во многие страны мира.
- при помощи них можно проводить фрезерование, сверление, растачивание. Кроме этого отметим появление механизма поворота головки на угол 45° относительно стала. Эта особенность позволила создавать элементы, которые расположены относительно плоскости основания под определенным углом.
Кинематическая схема консольно-фрезерного станка 6Н12
Отличительной особенностью оборудования можно назвать возможность использования определенных показателей характеристик обработки: величину подачи, скорость вращения инструмента и т.д. Кроме этого все модели отличаются размером стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква обозначает модернизацию основной модели, вторая по счету цифра подгруппу вертикально-фрезерных станков, последняя цифра размер стола. Остальные характеристики можно найти в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикально-фрезерных станков по металлу можно назвать наличие или отсутствие консоли. Практически все современные варианты исполнения с ЧПУ относятся к консольному типу. Однако ранее довольно популярными были бесконсольные станки по следующим причинам:
- Отсутствие консоли обуславливало то, что основанием для стола становился пол завода или бетонная плита.
- Использование в качестве основания для салазок пола или бетонной плиты приводило к значительному повышению жесткости конструкции, к ее удешевлению.
- Повышение жесткости конструкции обуславливало возможность обработки больших и тяжелых деталей.
- Фрезерный станок консольного типа
- Бесконсольный фрезерный станок
Однако по причине того, что основание стола не может учитываться в создаваемых программах обработки, точность обработки была значительно меньше, чем у моделей с консолями. Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Вертикально-фрезерные станки в эпохе информационных технологий
Принцип работы рассматриваемых фрезерных станков по металлу обуславливал малую подвижность шпиндельной бабки (это проводилось только в наладочных целях). Фрезерование плоских поверхностей проводиться путем изменения положения стола с жестко закрепленной заготовкой относительно первоначальной координаты. Именно подобная особенность обуславливает малую точность обработки.
Всеми процессами, от установки режимов резания, до управления положения стола руководит фрезеровщик. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Затронув показатель производительности, отметим, что при конструировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента, изготовленного из сверхтвердого материала, а также многие модели не имеют системы подачи СОЖ (смазывающе-охлаждающей жидкости). Поэтому при использовании подобных станков также нельзя повысить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б изготавливались на заводах СССР. Уже на протяжении многих лет эти заводы прекратили свое существование, и рассматриваемые модели другие представители сферы станкостроения не выпускают из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ все же производят вертикально-фрезерные станки с механическим управлением, к примеру, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемой при фрезеровании. Кроме этого практически все элементы конструкции стали работать от электрических приводов. Исключением можно назвать приводы подачи стола и шпинделя, которые ставят механического типа (однако проводится их дублирование электрическим приводом для возможности задания постоянной величины подачи).
Отдельное внимание заслуживают варианты исполнения с ЧПУ, к примеру, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после ввода программы и закрепления заготовки, до ее снятия не требуется вмешательство оператора). Описание подобных фрезерных комплексов включает следующие характеристики:
- Работа на высоких скоростях вращения шпинделя, использование больших показателей подачи, движение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получить высокоточные детали за минимальное время.
- Сложная система подачи СОЖ и удаление стружки из зоны резания.
- Максимальная защита окружающих.
- Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос достоинств и недостатков, характеристики современных фрезерных станков по металлу при вертикальном расположении шпинделя, стоит указывать определенные модели, так как у них много различий и описание имеет различное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
В заключение отметим, что приведенный фрезерный станок по металлу в этом пункте, несмотря на свою сложную конструкцию, относится к вертикально-фрезерной группе, так шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 $, она способно создавать готовые детали с одним перебазированием, то есть заготовка один раз должна быть перестановлена так, чтобы можно было обработать поверхность, которая при предыдущем этапе фрезерования была основанием.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Устройство вертикально-фрезерного станка с ЧПУ
Фрезерные станки широко используются в промышленности. На таких установках ведется обработка плоских и криволинейных поверхностей, формирование и обработка прямых и винтовых канавок, создание резьб и зубчатых колес. Для работы с металлическими заготовками используются фрезы многочисленных конструкций. На станках производится фрезерование деталей из стали, чугуна и цветных металлов. Широко используется твердосплавный инструмент. Применение дополнительных приспособлений позволяет значительно расширить технологические возможности станков.
По конструкции фрезерные станки общего назначения делятся на вертикальные и горизонтальные в зависимости от расположения основного шпинделя. Станки с вертикальным шпинделем удобны при обработке деталей типа плит, на таких станках можно сверлить отверстия с вертикальной осью и обрабатывать их.
Общее устройство вертикального фрезерного станка
Устройство вертикальных фрезерных станков всех видов имеет общие черты. Основой станка выступает мощная станина, которая может быть сварной или литой из чугуна. Станина выполняется со значительным запасом прочности, она может выдержать нагрузки выше в 15-20 раз, чем те, которые возникают в процессе работы. Поэтому станина выступает крайне долговечным элементом станка, который выходит из строя в исключительных случаях. Значительный запас прочности станине необходим, чтобы она не деформировалась в процессе работы, поскольку её деформация будет приводить к понижению точности всех процессов обработки.
В устройстве вертикального фрезерного станка станину разделяют на несколько элементов — основание, колонну и шпиндельную бабку. Основание устанавливается на фундаменте при помощи анкерных болтов. По направляющим колонны перемещается шпиндельная бабка. Для устойчивости конструкции с задней стороны колонны (или внутри) располагается противовес, который уравновешивает шпиндельный узел.
Шпиндельная бабка размещена на вертикальных направляющих колонны. Шпиндель вращается от электродвигателя, который также находится на колонне. В современных станках используются двигатели, которые напрямую соединены со шпиндельным узлом, без промежуточной коробки скоростей. Такие двигатели самостоятельно позволяют изменять скорость вращения.
Горизонтальный рабочий стол вертикально-фрезерного станка имеет вид массивной плиты, как правило, выполняемой из чугуна, с Т-образными продольными пазами. Они используются для установки крепежных приспособлений, которые фиксируют заготовку на столе. Стол оборудован салазками, которые обеспечивают ему возможность продольного и поперечного перемещения. Перемещение стола производится от коробки подач, вращение на которую передает один из электродвигателей.
Для управления станком имеется подвесной или выносной пульт. Современные станки оснащаются системами ЧПУ для повышения точности обработки и увеличения производительности.
Важные особенности конструкции вертикальных фрезерных станков
В устройстве фрезерных станков с вертикальным шпинделем выделяют такие важные параметры, на которые следует обратить внимание при покупке:
- Скорость вращения шпинделя. На современных станках используются шпиндели с высокой скоростью вращения 12 000-18 000 об/мин.
- Мощность двигателя. Важный параметр, который определяет производительность станка.
- Допустимое перемещение стола по направляющим и грузоподъемность. Влияет на предельные размеры заготовки.
- Расстояние от торца шпинделя до поверхности стола. Влияет на максимально возможную высоту обрабатываемой детали.
- Конус шпинделя. На вертикальных фрезерных станках применяется оправка выполненная по стандарту ISO40 или ISO50. Оба варианта исполнения конуса позволяют устанавливать разнообразный инструмент, включая дисковые и концевые фрезы.
- Точность обработки. Значительно зависит от устройства станка и применяемых компонентов (ШВП, направляющие, моторы и привода). Бесконсольные станки характеризуются большей точностью, особенно на тяжелых режимах резания.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Вертикально-фрезерный станок 6Р12,6Р13:устройство,схемы,характеристики
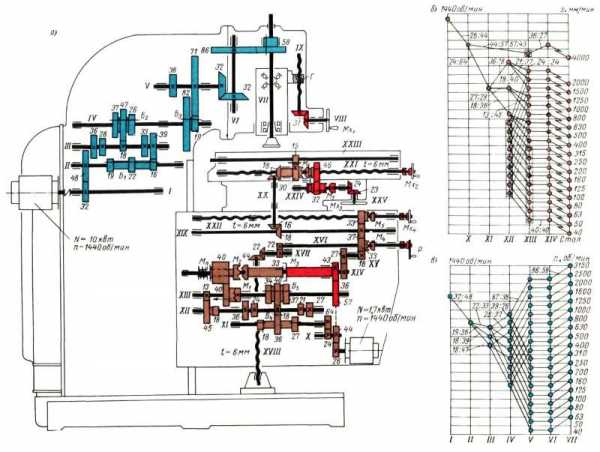
Кинематическая схема вертикально-фрезерного станка 6Р12,6Р13
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
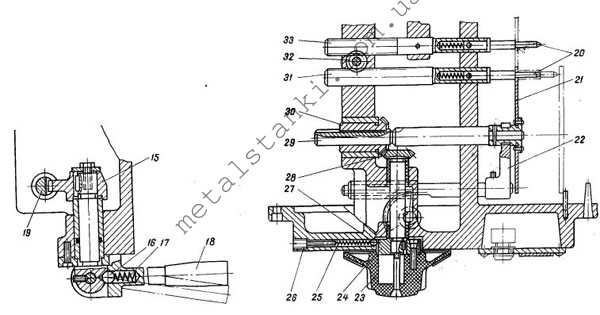
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
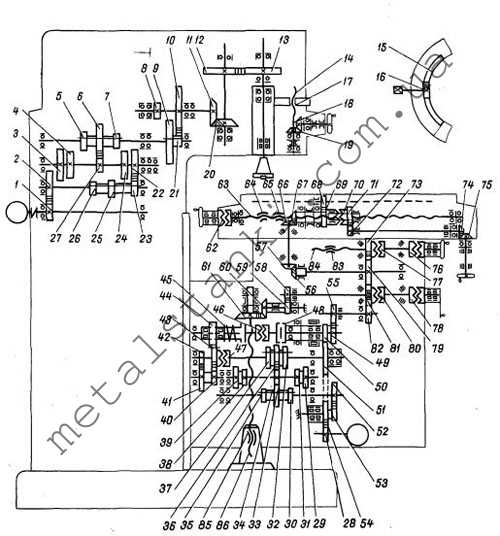
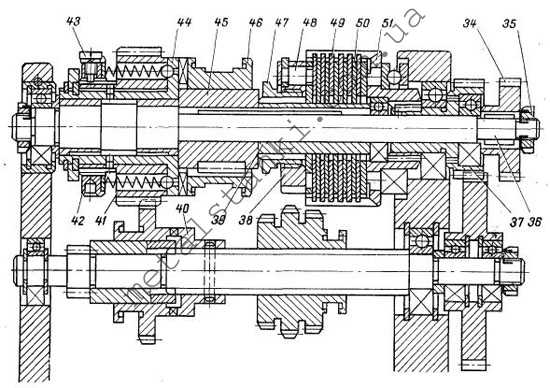
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
Консоль вертикально-фрезерного станка моделей 6р12,6р13
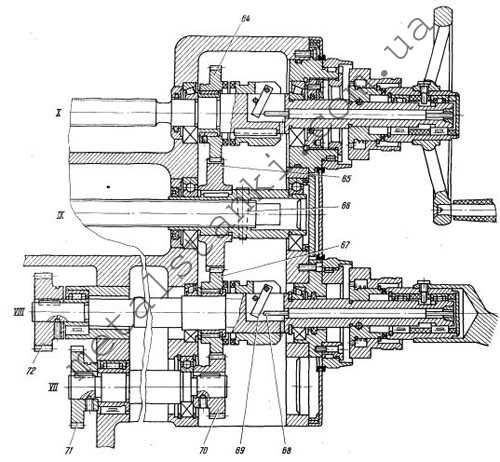
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
| Основные параметры | 6Р12 | 6Р13 |
|---|---|---|
| Размеры рабочей поверхности стола,мм | 1250х320 | 1600х400 |
| Наибольшее перемещение стола,мм: | ||
| продольное механическое | 800 | 1000 |
| продольное ручное | 800 | 1000 |
| поперечное механическое | 240 | 320 |
| поперечное ручное | 250 | 300 |
| вертикальное механическое | 410 | 410 |
| вертикальное ручное | 420 | 420 |
Наименьшее и наибольшее расстояние от торца шпинделя до стола,мм | 30-450 | 30-500 |
Расстояние от оси шпинделя до вертикальных направляющих станины,мм | 350 | 420 |
| Перемещение стола за одно деление лимба,мм | 0,05 | 0,05 |
| Наибольшее осевое перемещение пиноли шпинделя,мм | 70 | 80 |
| Габариты станка: | ||
| длина | 2305 | 2560 |
| ширина | 1950 | 2260 |
| высота | 2020 | 2120 |
| Вес станка,кг | 3120 | 4200 |
www.metalstanki.com.ua
Устройство консольно-фрезерного станка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Консольно-фрезерные станки — наиболее распространенный тип станков, используемый для фрезерных работ. Отличительная особенность станка — наличие консоли (кронштейна), несущей стол и перемещающейся по направляющим станины вверх и вниз. Существуют горизонтальные, вертикальные, универсальные и широкоуниверсальные консольно-фрезерные станки. В горизонтально-фрезерных станках шпиндель расположен горизонтально и стол перемещается в трех взаимно перпендикулярных направлениях. Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота стола относительно вертикальной оси, а широкоуниверсальных фрезерных станков от универсальных — в наличии на станине специального хобота, на торце которого установлена дополнительная головка со шпинделем, поворачивающаяся под углом в любом направлении. Вертикально-фрезерные станки отличаются от горизонтально-фрезерных вертикальным расположением шпинделя и отсутствием хобота. В рассматриваемых станках детали и узлы широко унифицированы.
В качестве примера для рассмотрения технической характеристики, компоновки и кинематической схемы выбран универсальный горизонтальный консольно-фрезерный станок (рис. 5.2). Он предназначен для выполнения разнообразных фрезерных работ по чугуну, стали и цветным металлам твердосплавным и быстрорежущим инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг своей вертикальной оси позволяет фрезеровать винтовые канавки сверл, червяков и т.д.

Станок имеет следующие технические характеристики:
Станок состоит из станины 2, установленной на фундаментной плите 14. На вертикальных направляющих станины расположена консоль 12 с горизонтальными поперечными направляющими, на которых удерживаются салазки 11, а на них — поворотная плита 10 с горизонтальными продольными направляющими. На этих направляющих монтируют стол 9. Такая компоновка узлов обеспечивает возможность перемещения стола в трех направлениях (продольном, поперечном и вертикальном). В станине расположена коробка скоростей 5 с рукояткой 1 и лимбом 3 и привод с электродвигателем, обеспечивающим вращение шпинделя. В консоли 12 размещена коробка подач 13 с электродвигателем, лимбом 16 и рукояткой 15 для установки подач. В верхней части станины смонтирован шпиндель 6, а на направляющих выдвижного хобота 4 закреплены подвески (кронштейны) 7 и 8, которые являются опорами фрезерных оправок для установки фрез.
Основные движения в станке
Главное движение. Вал IV (рис. 5.3) со шпинделем получает вращение от электродвигателя Ml (мощность двигателя N= 3 кВт; частота вращения п = 1450 мин-1) через шкивы 100/180 клиноременной передачи и 12-ступенчатую коробку скоростей. От вала II вращение передается валу III посредством передвижных блоков зубчатых колес z = 51/51 или 60/42, 42/60, 34/68, 21/81, 27/75. От вала III вращение зубчатыми колесами z= 75/41 или 24/96 передается валу IV. Уравнение кинематической цепи для минимальной частоты вращения шпинделя
Изменение направления вращения шпинделя осуществляют реверсированием вращения вала электродвигателя Ml.
Движение подачи осуществляется от электродвигателя М2 (N= 0,3 кВт; n = 1450 мин-1) через коробку подач, обеспечивающую 12 ступеней подачи. От вала VIII через цилиндрические передачи z = 26/67 и 36/60 вращение передается валу X, от него через блок зубчатых колес z = 37/53 или 30/60, 45/45 — валу XI и далее перебором z = 45/45 или 24/66 — валу XII, через зубчатые колеса z = 18/72 и 30/60 и широкое колесо z = 60 обгонной муфты вращение передается валу XIII (непосредственно или минуя перебор, когда широкое колесо z = 60 соединено с зубчатым колесом z = 45). От вала XIII вращение зубчатыми колесами z = 37/44 передается валу XIV; при этом вертикальное движение подачи осуществляется ходовым винтом VI (6×1), которому вращение от вала XIV передается зубчатыми колесами z = 25/50 и 24/36. Продольное движение подачи производится от ходового винта XVII (6×1) (на рис. 5.3 винт условно повернут на 90°), который вращается от вала XIV при помощи цилиндрических передач z = 48/52, 17/24, 28/28 (справа при прямом ходе) или z = 28/28 (слева при обратном ходе).
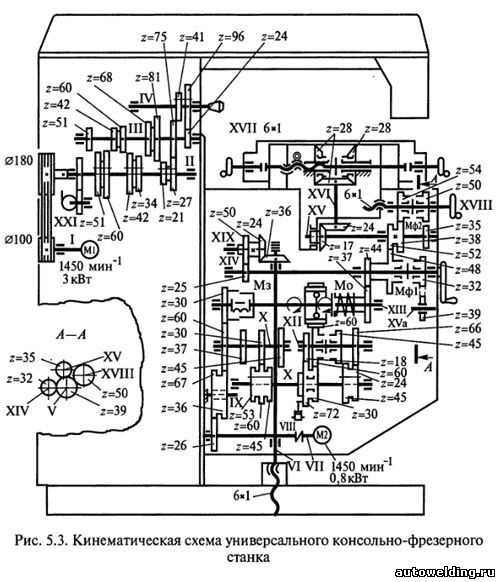
Поперечные подачи от вала XIV через шестерни z = 48/52, 38/54 передаются на ходовой винт XVIII. Ускоренный ход стола осуществляется от электродвигателя М2 посредством цилиндрических передач z=26/67, 36/60, 60/30 через включенную электромагнитную Мэ и обгонную Мо муфты и далее через ускоренные передачи рабочих подач. Реверсирование поперечного и вертикального движений подачи происходит при включении муфт Мф1 и Мф2 зубчатых колес z=32 и 50. В этом случае вращение от вала XIV передается ходовому винту XVIII цилиндрическими передачами z = 32/39, 39/50 (см. сеч. А—А), а ходовому винту VI — передачами z = 32/39, 39/35, 52/48, 25/50, 24/36.
Уравнение кинематической цепи продольного движения стола с минимальной скоростью
Так же можно записать уравнения кинематических цепей продольного движения стола с максимальной скоростью подачи, поперечного и вертикального движений стола с минимальной и максимальной скоростями подач.

Салазки 13 консольно-фрезерного станка (рис. 5.4) перемещаются на консоли 16 в поперечном направлении. На салазках смонтирована поворотная плита 11, а на ней (в продольных направляющих) — стол 9, перемещающийся ходовым винтом 2, вращаемым вертикальным валом 17 при помощи конических зубчатых колес 10, 5, 8. Реверсирование стола осуществляют, перемещая вилкой 6 муфту 7 вправо и влево, а для отключения движения стола необходимо вилку 6 установить в среднее положение. В крайних положениях муфта соединяется с коническими зубчатыми колесами 5 и 8. На ходовом винте предусмотрен механизм выборки зазора между резьбой винта 2 и гайками 3 и 4, из которых одна (3) может перемещаться в осевом направлении при вращении червяка 14 (см. сеч. Б—Б). Ручная подача стола осуществляется при вращении маховика 1.
Поворотная плита 11 (при необходимости) может быть повернута на вертикальном валу 17 относительно салазок 13 на ±45°. Плиту 11 центрируют по Т-образному пазу салазок 13 при помощи двух сухарей 12, которые одновременно служат для закрепления плиты на салазках при их подъеме.
www.autowelding.ru
Вертикальный фрезерный станок — устройство и применение
Вертикально-фрезерный станок – весьма популярная техника, которая нашла применение в машиностроительной отрасли. Главной особенностью оборудования является то, что оно позволяет изготавливать сложнопрофильные детали, такие как штампы, копиры и прочее.

Все функции, возлагаемые на вертикальный фрезерный станок, можно разделить на сверление, фрезеровку и расточку. Точность выполнения задачи на таком оборудовании достаточно высока. При этом достойная производительность техники также не подвергается сомнениям. Станки вертикального типа, как правило, отличает высокая мощность привода, которая в сочетании с твердосплавным инструментом создают очень продуктивный тандем.
Среди конструктивных особенностей подобных агрегатов специалисты отмечают наличие так называемой делительной головки, которая используется для поворота заготовки на необходимый угол. Кроме того, вращение детали облегчает обработку винтовых канавок, что также очень важно для повышения производительности труда.
Вертикальный фрезерный станок рассчитан на обработку металлических конструкций самыми разными фрезами и сверлами. Техника может быть использована для обработки любых плоскостей, разного рода спиралей, пресс-форм. При этом, как правило, такие станки рассчитаны на обработку деталей из цветных и черных металлов, а также из сплавов, что их делает многофункциональным широкопрофильным оборудованием.
Вертикальный станок отличает отсутствие так называемой консоли. Стол движется по специальным направляющим станины фундамента, что гарантирует предельную жесткость оборудования. Разумеется, это отражается на точности обработки заготовок, если сравнивать с альтернативными типами фрезерных станков. С деталями больших габаритов и массы такая техника также справляет без особых проблем.
В конструкции вертикально-фрезерного станка шпиндельная головка выступает в роли коробки скоростей, что можно расценивать как дополнительную особенность. Головка перемещается в вертикальном направлении вдоль направляющих стойки. По оси можно перемещать также шпиндель с гильзой.
Мастера, желающего обзавестись такой техникой, несомненно, порадует тот факт, что ее функционал можно расширить с помощью дополнительных комплектующих, таких как вертикальная или универсальная головка, круглый делительный стол, устройства нарезания гребенок и прочих опций. Таким образом, приобретая подобный агрегат, при необходимости список выполняемых им задач можно расширить.
Технические параметры
Чтобы четко понимать, каким требованиям отвечает конкретный станок, важно иметь представление о его основных параметрах. На сегодняшний день ассортимент подобной техники поистине огромен. Компании выпускают оборудование в самых различных размерах и с разными показателями мощности. На рынке представлены и настольные агрегаты, ориентированные на бытовую эксплуатацию, и профессиональные фрезерные машины, способные функционировать в жестких производственных условиях.
Мастер, подбирая для себя идеальный агрегат, должен ориентироваться на такие ключевые характеристики, как:
- Мощность – это, пожалуй, главный параметр, который дает представление не только о производительности техники, но также о сфере ее использования.
- Характеристики рабочего пространства. Сюда можно отнести габариты рабочего стола, расстояние от шпинделя, ход шпинделя и прочие параметры.
- Число оборотов шпинделя – характеристика, которая ярко демонстрирует скорость обработки детали и определяет вариант оснастки.
На сегодняшний день выделяют 3 основных типа универсальных вертикально-фрезерных станков в зависимости от типа управления. Ручные станки – наиболее «древние», но незаменимые в небольших цехах агрегаты. Техника с автоматическим управлением или с числовым программным управлением – это уже более сложные конструкции, требующие должного уровня квалификации для эффективной работы на них. Особенно это касается машин с ЧПУ.

Рассмотрим одни из популярных моделей, чтобы понять, какие варианты техники сегодня потенциально доступны мастеру.
Фрезерный станок 6К11
Этот агрегат рассчитан на выполнение основных работ, таких как фрезерование, сверления, растачивания отверстий и прочих. Техника ориентирована на работу с металлами и пластиком.
Этот поистине универсальный вертикально-фрезерный станок способен эксплуатироваться как в условиях мелкого производства, так и в качестве ключевого оборудования на крупномасштабных промышленных объектах. Конструкцией предусмотрен особый механизм зажима инструмента, что заметно расширяет возможности оборудования.
Немного о параметрах 6К11. Габариты его рабочего места составляют 250х1000 миллиметров. Ход стола – 710, 250 и 400 миллиметров (продольный, поперечный и вертикальный соответственно). Мощность мотора вертикального шпинделя составляет 5.5 кВт, а мотора подач – 1.5 кВт. Габариты агрегата довольно скромны – всего 2135х1725х2290 миллиметров. А масса модели достигает 2350 кг.

Фрезерный станок ВМ127М
Этот агрегат рассчитан на работу с металлическими заготовками как в условиях мелкого, так и в масштабах серийного производства. Среди особенностей этой модели можно отметить мощный мотор и идеально подобранные передаточные отношения. Это позволяет подбирать идеальный формат обработки конкретной детали с максимальным задействованием возможностей инструмента.
Универсальный вертикально-фрезерный станок ВМ127М способен функционировать в автоматическом режиме, что дает возможность объединения нескольких станков в многостаночную систему под управлением одного мастера. Легкость обслуживания и настройки работы агрегатов под нужды специалиста также станет немалозначительным «за» в пользу ВМ127М.
Габариты рабочего стола станка составляют 400х1600 миллиметров. Мощность привода достигает 11 кВт, чего более чем достаточно для эффективной обработки деталей с высокими показателями производительности. Масса станка – чуть менее 5 тонн, а его габариты — 2560х2260х2500 миллиметров.
Выводы
Вертикально-фрезерные станки способны стать универсальными помощниками в любом цеху. Функциональность, надежность и выносливость – их главные плюсы. А многообразие моделей, представленных в наши дни, заметно облегчает выбор подходящей по всем параметрам техники. Сегодня можно точно утверждать то, что опытный мастер с легкостью найдет нужный ему агрегат.
Рекомендуем почитать
prostostanok.ru