§ 9. Устройство и принцип работы мартеновской печи
Мартеновская печь представляет собой пламенную регенеративную печь.
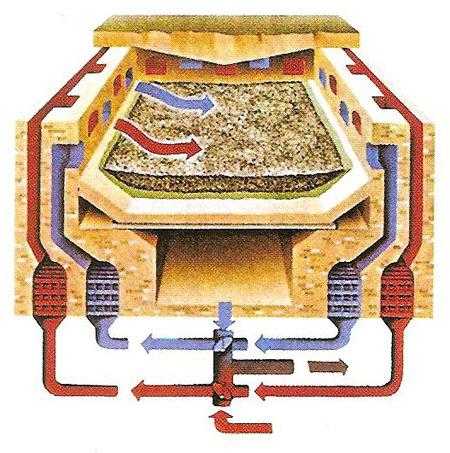
Рабочее плавильное пространство печи снизу ограничивается подиной, сверху сводом, а с боков передней и задней стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Сырые материалы (шихту, флюс) загружают на подину со стороны рабочей площади через загрузочные окна, расположенные в передней стенке печи, а готовую сталь сливают через летку в задней стенке печи.
К плавильному пространству печи с обеих сторон примыкают головки печи, в которые поступают газ и воздух, нагретые в регенераторах. Регенератор представляют собой камеру, в которой размещена насадка, выполненная из огнеупорного кирпича. Регенераторов по 2 с каждой стороны –
Разогрев шихты, расплавление металла и шлака в печи происходит в плавильном пространстве при контакте материалов с флюсом раскаленных газов (1800 – 1900°С).
Рис.
Рабочее плавильное пространство;
подина;
свод;
головка печи;
5, 6, 7, 8. регенераторы;
9. перекидное устройство.
§ 10. Принцип работы мартеновской печи
При выплавке стали в мартеновских печах различают следующие периоды:
осмотр и заправка подины;
завалка шихты;
плавление шихты;
кипение металла;
раскисление и легирование металла;
выпуск готового металла.
Основной мартеновский процесс.
На заводах, имеющих доменное производство в основной печи ведут скрап-рудный процесс, как наиболее экономичный.
Заправка печи заключается в заделке поврежденных участков подины, откосов и простенков печи путем засыпки магнезитовым или доломитовым порошком, который при высокой температуре приваривается к основному материалу.
Плавление шихты – самый длительный процесс плавки. В этот период активного окисления примеси чугуна. От обильного окисления углерода выделяется много газов, что вызывает бурление (кипение) металла и шлака. Это усиливает процесс окисления и шлакообразования, что вызывает необходимость скачивания (удаления) первичного шлака через 10 – 20 мин после заливки чугуна в печь. Шлак вытекает из печи через шлаковое отверстие в задней стенке и через порог загрузочного окна в специальные чаши. Вместе со шлаком из ванны удаляется значительная часть окислов Si, Mn, P и Fe, а также соединений S. После этого в печь загружают известняк и боксит, которые к моменту полного расплавления шихты образуют шлак с повышенным содержанием СаО. К этому времени Si, содержащийся в чугуне и стальном ломе, окисляется почти полностью, Mn на 60 – 80 %, P – 30 – 40 % углерод на 25 – 40 %.
Доводку металла до нужного химического состава производят периодическим добавлением на шлак железной руды и повышением теплового режима печи. Это усиливает окисление углерода и вызывает кипение ванны. В процессе кипения из металла выделяется окись углерода, происходит перемешивание металла, что способствует очищению металла от растворенных газов и неметаллических включений. В период доводки заканчивается удаление Р и S, достигается нужное содержание Mn.
Добавку легирующих элементов, не окисляющихся в процессе плавки (Ni, Cu, Mo), производят в начале плавки, а легкоокисляющиеся элементы (Cr, Ti, Si, Al) вводят в сталь после предварительного раскисления.
В процессе раскисления стали происходит удаление кислорода в виде FeO и попутно освобождение ее от газов H2, N2. Раскисление металлическими раскислителями (ферромарганцем, ферросилицием, кусками алюминия) производится непосредственно в ванне печи и может быть закончено в разливочном ковше.
После взятия контрольных проб сталь выпускают из печи через выпускное отверстие в задней стенке и через желоб выливают в разливочный ковш.
Для интенсификации мартеновского процесса используют применение кислорода, который вдувается в расплавленный металл через сводовые фурмы.
Общая продолжительность плавки в мартеновских печах зависит от емкости печи и условий производства. Например, для печей емкостью в 200 т – 8 – 9 часов, 400 – 500 т – 12 ч.
Среднесуточный съем стали с 1 м2 пода печи составляет от 9 до 12 т/м2.
studfiles.net
история создания, устройство, работа и применение в современной промышленности
Мартеновские печи — это настоящий символ подъема промышленности в России (СССР) середины XX века. Недаром им посвящены песни, про рабочих-металлургов и сталеваров сняты художественные фильмы. В этой статье будет представлена история создания таких устройств, их прошлое и настоящее.
Что такое мартеновская печь?
Печь мартеновского типа – это особая металлургическая установка, в которой из лома железа и чугуна получается сталь.
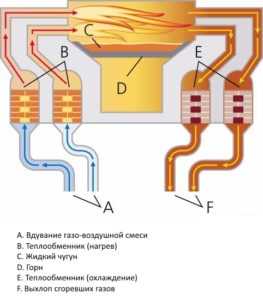
С помощью конвективных потоков раскаленной газовоздушной смеси происходит сам процесс нагревания, а также дальнейшего плавления материала.
Ниже представлено фото мартеновской печи и сталевара, обслуживающего ее, а также контролирующего процесс выплавки металла:
Фото 1
Фото 2
Фото 3
к содержанию ↑История появления
Изобрел мартеновскую печь французский металлургический инженер Пьер Эмиль Мартен в 1864 году. С того времени – это официальная дата изобретения мартеновской печи.
Во второй половине XIX века мартеновские установки стали настоящим прорывом в сталелитейном производстве.
В России первые мартены появились в 1870 году на Сормовском заводе под Нижним Новгородом. В их создании принимал активное участие инженер А. Износков.
Благодаря интенсивному развитию промышленности в СССР, в 30-ые годы XX века, к началу Великой Отечественной войны этот комбинат стабильно обеспечивал советскую армию запасными деталями, частями корпусов из стали и чугуна для военной техники.
к содержанию ↑Устройство
Основными элементами, представляющими устройство мартеновской печи, являются:
- Корпус, состоящий из передней и задней стенок, а также ее свода.
- Головки, оснащенные каналами, расположенными вертикально. Через них происходит газовый обмен рабочей камеры с внешней средой, а также подается топливо.
- Шлаковики воздушного и газового типа, в них происходит сбор и накопление крупнофракционной плавильной пыли.
- Регенераторы, которые обеспечивают стабильную температуру подаваемого газа и воздуха, за счет тепловой энергии, выходящей из рабочей камеры.
- Труба для отвода дыма и газов.
- Котел-утилизатор.
- Реверсивно-регулирующие клапаны, их функция состоит в выведении продуктов сгорания, а также в правильной подаче газового топлива и воздуха в камеру.
Ниже приведены типовые схемы мартеновских печей:
к содержанию ↑Принцип работы
Мартеновская печь – это пламенный отражающий механизм, который действует по принципу регенерации металла. В рабочем пространстве происходит сжигание природного газа или мазута.
Температура в мартеновской печи может достигать 18000 градусов Цельсия. Такой высокий уровень температуры поддерживается с помощью регенерации тепловой энергии печных газов.
Описание принципа работы:
- Подогретый до 1200 – 1250 градусов газ, попадает в рабочую камеру, где происходит процесс его смешивания с топливом. Возникающий факел направляется на закладку шихты и происходит выплавление металла из нее.
- В свою очередь, отработанные газы, в смеси с шихтовой пылью, удаляются через дымоход в атмосферу, подвергаясь фильтрации в регенераторе. По завершении цикла, с помощью клапанов происходит переключение регенераторов и вертикальных головок. Процесс повторяется в зеркальном отображении, благодаря симметричной конструкции мартена.
- Процесс получения стали в такой установке длится несколько часов. Во время работы сталевар осуществляет контрольную выемку расплава специальным приспособлением, после чего направляет ее в цеховую лабораторию для определения процентного соотношения металла и примесей, таких как марганец, фосфор, сера и прочих.
- По результатам такого анализа, в рабочую камеру добавляются специальные присадки, улучшающие качество стали. В конце процесса производится процедура удаления кислорода из расплава с помощью раскислителей, ими являются ферромарганец, алюминий и ферросилиций.
Виды и разновидности мартеновских плавок
Производство стали в мартеновских печах можно разделить на два основных способа – скрап-рудный процесс и скрап-процесс.
- Рудный процесс.
- Скрап-процесс характеризуется большим количеством металлолома в шихте, предельного чугуна в ней 30 – 45%.
- Скрап-рудный процесс предусматривает плавку смеси лома и железной руды, содержание жидкого чугуна в ней больше и составляет 55 – 75%.

На качество получаемой стали влияет и футеровка стенок печного агрегата. Когда была изобретена мартеновская печь, об этом сильно не задумывались, но позже стали понятны механизмы получения того или иного вида стали с определенными свойствами.
Существует основная и кислая футеровка:
- Основная футеровка применяется для получения конструкционных, марганцовистых, хромистых и низколегированных сталей.
- Кислая футеровка – для высоколегированных качественных сталей с минимальным содержанием примесей.
Отличие от доменной печи
Отличие доменной печи и мартеновской печи состоит в способе закладке шихты, а также в методах отвода и подачи газов в рабочее пространство установок.
Доменные агрегаты могут быть электрическими, в то время как мартены работают только на газу или жидком топливе. Печь мартеновского типа состоит из нескольких рабочих камер, а домна – это один большой резервуар шахтного типа.
Доменная печь, мартеновская печь – отличия их состоят и в атмосфере внутри камер. Домны способны работать с нейтральными или восстановительными атмосферами при различных режимах давления.
Это повышает производительность, а также количество выплавляемого металла на единицу объема шихты. Так, в отходах доменного производства содержится в 10 раз меньше остаточного железа, чем в шихте, оставшейся после мартенов.
к содержанию ↑Плюсы и минусы
Основными достоинствами печей мартеновского типа являются:
- Хорошее качество продукции.
- Возможность осуществлять контроль качества выплавляемого металла в процессе работы установки.
- Простота управления и обслуживания.
- Низкие требования к качеству исходного сырья.
- Способность переплавлять металлолом.
- Возможность применения присадок и добавок, улучшающих качество стали.
Но отрицательных моментов у мартеновских печей больше, они следующие:
- Низкая экономичность;
- Высокое количество отходов металла;
- Сложность и дороговизна ремонтных работ;
- Невозможность получить сталь высокого качества;
- Долгое время плавки металла;
- Большой расход футеровочных материалов при строительстве и ремонте;
- Недопустимо высокое количество вредных веществ, выбрасываемых в атмосферу;
- Вредные и опасные условия труда у рабочих;
- Малая производительность труда.
Используются ли эти печи сейчас?
Сейчас подобные агрегаты практически не применяются. Несколько заводов, использующих производство стали в печах, по типу мартеновских, еще функционируют в Китае, Украине, Индии и странах «третьего мира».
Это обусловлено их малой рентабельностью, а также особо вредными условиями труда работников, занятых в мартеновском производстве.
По степени загрязнения окружающего воздуха промышленными выбросами и аэрозолями, эти печки занимают одно из первых мест. Именно поэтому, с начала XXI почти все мировые производители металла отказались от подобных устройств в пользу современных сталеплавильных агрегатов.
Что сейчас используют вместо мартеновских печей?
Шестидесятые года XX века ознаменовались изобретением новых прогрессивных методов получения качественной стали, таких как электрическая выплавка и кислородно-конвертерный способ.
Получение стали в мартеновских печах постепенно прекращалось. Перестали строиться новые установки, последняя печь данного вида была построена в 1970 году.
Физический износ мартеновских установок постепенно сводит подобное производство металла к нулю, во всем мире на сегодняшний день таким способом выплавляется всего 2% от общего объема изготавливаемой стали. На смену мартенам пришли:
- Электродуговые печи.
- Шахтные печи.
- Вакуумные печи.
Вывод
Прошло уже более 150 лет с того момента, в каком году была создана мартеновская печь. Технологии плавления металла сильно шагнули вперед, были разработаны новые экономичные и экологически безопасные виды плавки стали. Однако, именно изобретение мартенов дало мощный толчок к росту промышленности.
Благодаря таким печкам, увеличение промышленного производства в XX веке достигло небывалых темпов. Сейчас выплавка стали в мартеновских печах в мире практически прекращена, но этот агрегат навсегда останется символом стремительного развития машиностроения и металлургии в умах многих поколений.
pechnoy.guru
Мартеновская печь. Мартеновский процесс. Схема мартеновской печи. Устройство мартеновской печи. Производство стали в мартеновских печах.
Мартеновский процесс (1864-1865, Франция). В период до семидесятых годов являлся основным способом производства стали. Способ характеризуется сравнительно небольшой производительностью, возможностью использования вторичного металла – стального скрапа. Вместимость печи составляет 200…900 т. Способ позволяет получать качественную сталь.
Мартеновская печь по устройству и принципу работы является пламенной отражательной регенеративной печью. В плавильном пространстве сжигается газообразное топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
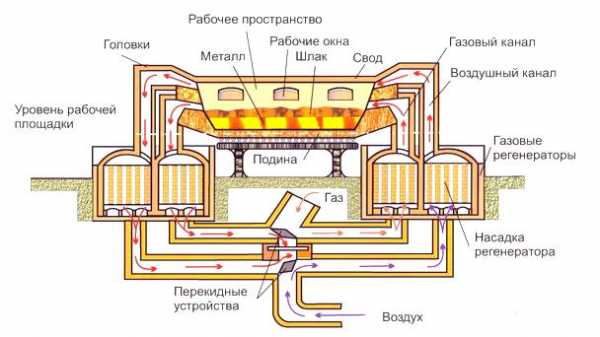
Современная мартеновская печь представляет собой вытянутую в горизонтальном направлении камеру, сложенную из огнеупорного кирпича. Рабочее плавильное пространство ограничено снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. В передней стенке имеются загрузочные окна 4 для подачи шихты и флюса, а в задней – отверстие 9 для выпуска готовой стали.
Схема мартеновской печи
Характеристикой рабочего пространства является площадь пода печи, которую подсчитывают на уровне порогов загрузочных окон. С обоих торцов плавильного пространства расположены головки печи 2, которые служат для смешивания топлива с воздухом и подачи этой смеси в плавильное пространство. В качестве топлива используют природный газ, мазут.
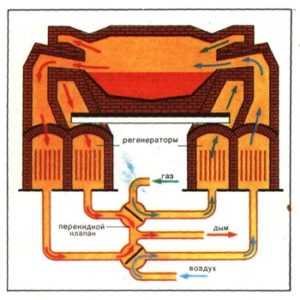
Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора 1.
Регенератор – камера, в которой размещена насадка – огнеупорный кирпич, выложенный в клетку, предназначен для нагрева воздуха и газов.
Отходящие от печи газы имеют температуру 1500…1600 0C. Попадая в регенератор, газы нагревают насадку до температуры 1250 0C. Через один из регенераторов подают воздух, который проходя через насадку нагревается до 1200 0C и поступает в головку печи, где смешивается с топливом, на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли и направляются во второй регенератор. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны, и поток газов в печи изменяет направление.
Температура факела пламени достигает 18000C. Факел нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
Продолжительность плавки составляет 3…6 часов, для крупных печей – до 12 часов. Готовую плавку выпускают через отверстие, расположенное в задней стенке на нижнем уровне пода. Отверстие плотно забивают малоспекающимися огнеупорными материалами, которые при выпуске плавки выбивают. Печи работают непрерывно, до остановки на капитальный ремонт – 400…600 плавок.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25…45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных печей, но много металлолома;
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55…75 %), скрапа и железной руды, процесс применяют на металлургических заводах, имеющих доменные печи.
Футеровка печи может быть основной и кислой. Если в процессе плавки стали, в шлаке преобладают основные оксиды, то процесс называют основным мартеновским процессом, а если кислые – кислым мартеновским процессом.
Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой. В печь загружают железную руду и известняк, а после подогрева подают скрап. После разогрева скрапа в печь заливают жидкий чугун. В период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор, марганец и, частично, углерод. Оксиды образуют шлак с высоким содержанием оксидов железа и марганца (железистый шлак). После этого проводят период «кипения» ванны: в печь загружают железную руду и продувают ванну подаваемым по трубам 3 кислородом. В это время отключают подачу в печь топлива и воздуха и удаляют шлак.
Для удаления серы наводят новый шлак, подавая на зеркало металла известь с добавлением боксита для уменьшения вязкости шлака. Содержание CaO в шлаке возрастает, а FeO уменьшается.
В период «кипения» углерод интенсивно окисляется, поэтому шихта должна содержать избыток углерода. На данном этапе металл доводится до заданного химического состава, из него удаляются газы и неметаллические включения.
Затем проводят раскисление металла в два этапа. Сначала раскисление идет путем окисления углерода металла, при одновременной подаче в ванну раскислителей – ферромарганца, ферросилиция, алюминия. Окончательное раскисление алюминием и ферросилицием осуществляется в ковше, при выпуске стали из печи. После отбора контрольных проб сталь выпускают в ковш.
В основных мартеновских печах выплавляют стали углеродистые конструкционные, низко- и среднелегированные (марганцовистые, хромистые), кроме высоколегированных сталей и сплавов, которые получают в плавильных электропечах.
В кислых мартеновских печах выплавляют качественные стали. Применяют шихту с низким содержанием серы и фосфора. Стали содержат меньше водорода и кислорода, неметаллических включений. Следовательно, кислая сталь имеет более высокие механические свойства, особенно ударную вязкость и пластичность, ее используют для особо ответственных деталей: коленчатых валов крупных двигателей, роторов мощных турбин, шарикоподшипников.
Основными технико-экономическими показателями производства стали в мартеновских печах являются:
- производительность печи – съем стали с 1м2 площади пода в сутки (т/м2 в сутки), в среднем составляет 10 т/м2; р
- расход топлива на 1т выплавляемой стали, в среднем составляет 80 кг/т.
С укрупнением печей увеличивается их экономическая эффективность.
www.mtomd.info
Мартеновские печи, их устройство и монтаж
 Мартеновские печи относятся к классу агрегатов с отражательной регенеративной функцией.
Мартеновские печи относятся к классу агрегатов с отражательной регенеративной функцией.
Конструкция состоит из таких элементов:
- Резервуар, в котором происходит плавка. Чаще всего он выложен специальным кирпичом;
- Сферический свод, который находится над емкостью. Его предназначение заключается в отражении продуктов горения во время плавки.
- Тепло направляется обратно к плавящемуся в ванной металлу, а температура поддерживается на необходимой отметке. Максимальная – 2 000 оС. Только при таком пороге происходит полноценная плавка.
Равномерное распределение жара по ванне происходит за счет соблюдения правил конвекции.
Топят мартеновские печи газообразным топливом, кроме которого агрегат употребляет еще и мазут. В наше время для таких агрегатов используется природный газ, но раньше это были доменный или коксовый.
Для загрузки сырья используются особые завалочные окна, которые закрываются толстыми задвижками из стали. Благодаря выпуклой форме задней стенки выпускного отверстия, получается направлять готовую сталь непосредственно в ковш. Во время плавки окно закрывается огнеупорной глиной.
Читайте также: Какую печь для бани лучше выбрать?
Претерпев массу изменений в своей конструкции, современная мартеновская печь имеет вид камеры, вытянутой горизонтально. Строится она из кирпича, но плавильное пространство, в котором происходит основная работа, ограничено подиной, по бокам стенками, а сверху сводом. Подина повторяет своей формой емкость, в которой происходит процесс плавки.
Спереди расположены загрузочные окна, а сзади выход для получения готового металла.
Фундамент для мартеновской печи состоит из следующих элементов:
- подошва, располагающаяся немного ниже заводского пола;
- пень – наружная часть основания.
В целом он является мощным армированным массивом из железобетона, который способен выдержать удары с динамикой и высокие нагрузки.
Описание работы
Плавильная печь такого типа перерабатывает лом и передельный чугун в сталь конкретного химического состава.
В зависимости от материалов, мартеновский метод плавки стали делится на два типа:
- основной;
- кислый.
Определение с футеровкой полностью зависит от состава шлака, который предполагаемо получится в процессе плавки.
Ключевой принцип действия заключается во вдувании раскаленного газообразного вещества (воздух с газом) в печь. Низкий сводчатый потолок отражает жар и направляет его на плавящийся металл, своеобразно аккумулируя.
Прежде чем попасть в печку, газ проходит через 4 регенератора, где нагревается. Из специальных камер, выложенных огнеупорным кирпичом, нагретый газ перемещается в верхнюю часть печи, где смешивается и сгорает. Действие происходит попеременно: нагрев регенератора продувкой, продувка холодным воздухом.
Читайте также: Как и чем оштукатурить печь, чтобы она не трескалась?
Мартеновская методика сильно зависит от состава шихты, которая применяется во время расплава и различает такие способы выплавки:
- скрап-процесс;
- скрап-рудный процесс.
Разница заключается в процентном соотношении составляющих.
Реалии XXI века
Очень долго мартеновские печи не покидали своего пьедестала, но с недавних пор их стали вытеснять:
- 63% – кислородно-конвертерные;
- 30% – электроплавки;
- 7% – мартеновские.
Статистика приведена в мировых производственных масштабах.
Начиная с конца 70-х, мартеновские печи больше не производятся. Потому заводы, где еще можно найти таких «старушек», которые, по каким-то причинам не могут заменить их на более современную альтернативу, ремонтируют.
В России осталось около 16 заводов, которые все еще используют мартеновские печи.
Ремонтные работы
Могут ли современные специалисты качественно выполнить ремонтные работы агрегата, который давно «вышел из моды». Оказывается, что да, но компании, предоставляющие такие услуги, выполняют их неохотно, если только это не масштабная реконструкция, во время которой выполняется:
- замена огнеупорных элементов кладки;
- ремонт свода, стен, подины;
- очистка газоходов;
- замена всех стоек и балок;
- замена плит – выпускного отверстия, подпороговых, средних, облицовочных;
- замена всех желобов и балок;
- установка современных частотных преобразователей;
- ремонтные работы площадки;
- восстановление системы КИПиА.
Читайте также: Как сделать печь для бани на газу самому?
Практически полное преобразование с частичной модификацией.
 Нынешние способы плавки более выгодны, но появились они благодаря мартеновскому. Ликвидация таких печь начнется с отметки в 2% функционирующих агрегатов в мировом масштабе. Только тогда они официально станут считаться устаревшими.
Нынешние способы плавки более выгодны, но появились они благодаря мартеновскому. Ликвидация таких печь начнется с отметки в 2% функционирующих агрегатов в мировом масштабе. Только тогда они официально станут считаться устаревшими.
gidpopechi.ru
температура, схема. Мартеновская печь во время войны :: SYL.ru
Мартеновская печь представляет собой плавильный агрегат, который предназначен для переработки лома и чугуна в сталь необходимого качества и химического состава. Устройство названо по фамилии металлургов и инженеров из Франции. Эмиль и Пьер Мартен создали печь в 1864 году. Рассмотрим далее ее устройство. 
Общая схема мартеновской печи
Агрегат разделяется на нижнюю и верхнюю части. Последняя располагается под площадкой цеха, сооружаемой для обслуживания устройства на высоте 5-7 метров от пола. В верхней части мартеновская печь включает в себя собственно рабочее пространство и головки, оснащенные вертикальными каналами, отходящими вниз. Нижняя часть располагается под рабочей площадкой. В ней присутствуют регенеративные камеры с насадками, шлаковики и боровы с перекидными устройствами.
Рабочее пространство
Чертеж мартеновской печи, представленный в статье, иллюстрирует устройство этой части агрегата. В рабочем пространстве сверху присутствует ограничивающий свод, снизу – под (подина). В передней стенке просматриваются проемы. Они именуются завалочными окнами. Через них в мартеновскую печь загружается твердая шихта и заливается жидкий чугун. Заливка осуществляется посредством специального приставного желоба. Завалочные окна, как правило, закрыты особыми футерованными крышками со специальными отверстиями «гляделками». Они позволяют сталевару наблюдать за процессом плавки и состоянием агрегата. Рабочее пространство находится в наиболее тяжелых условиях из всех элементов, которые включает в себя мартеновская печь. Температура в этой части агрегата очень высокая. Кроме резкого теплового воздействия, рабочее пространство подвергается и механическим ударам. Материалы, из которых изготавливается эта часть устройства, находятся под действием химических соединений, возникающих при плавлении шлака и металлов. По стойкости элементов рабочего пространства обычно определяют устойчивость и всей печи, а также периоды капитальных и промежуточных ремонтов. 
Подина
Над ней располагается расплавленный металл. Эта часть печи должна выдерживать вес материала, удары во время загрузки шихты, действие напряжений, которые образуются при резких и частых температурных перепадах, влияние эрозивных процессов в ходе взаимодействия с расплавленным сырьем. Передняя и задняя стенки агрегата работают практически в тех же условиях, в которых находится подина, поскольку они также соприкасаются с расплавленным шлаком и металлом. Эти элементы выкладывают из специального кирпича. В магнезитовой части предусматриваются температурные швы. Их заполняют деревянными прокладками, фанерой, картоном. В процессе нагрева они выгорают, а при расширении кирпич сжимает промежутки. 
Свод
Этот элемент почти не соприкасается со шлаком. В этой связи его допускается изготавливать из основных и кислых огнеупорных материалов вне зависимости от характера процесса. Для сооружения свода применяется динасовый либо термостойкий магнезитохромитовый кирпич.
Головки
Они ограничивают с торцов рабочее пространство. От конструкции головок будет зависеть качество функционирования агрегата. Через эти элементы подается топливо и воздух. В зависимости от скорости их введения в рабочее пространство и уровня их взаимодействия будет зависеть форма и некоторые другие характеристики факела. Он, в свою очередь, определяет качество, с которым работает вся мартеновская печь. Головки должны обеспечивать:
- Оптимальную настильность факела по длине всей ванны. Это необходимо для передачи ей как можно большего количества тепла, а стенкам и сводам – как можно меньшего.
- Минимальное сопротивление в процессе отвода продуктов горения из рабочего пространства.
- Оптимальное перемешивание воздуха и топлива для полного сжигания последнего.
Для удовлетворения первого и третьего условий сечение у выходных отверстий должно быть небольшим. Таким образом обеспечится максимальная скорость топлива и воздуха. Чтобы выполнить второе условие, нужно, чтобы сечение, наоборот, было максимальным. Такая двоякая роль головок – вводить воздух и топливо и отводить отработанные продукты – ставит достаточно непростую задачу перед конструкторами.
Шлаковики
Дымовые газы, которые отходят из рабочего пространства, протекают через головку. По вертикальным каналам они попадают в шлаковики. В них оседает порядка 50-75% пыли. При этом скапливаются крупные фракции, а более мелкие в большем своем объеме уносятся в трубу. По пути движения газов пыль, которая в них содержится, вступает во взаимодействие с материалами кладки. Данное обстоятельство необходимо учитывать при выборе последних при сооружении вертикальных каналов, а также шлаковиков.
Регенераторы
Эти элементы обеспечивают постоянно высокую температуру нагрева воздуха и газа. При более тяжелых условиях в работу включаются насадки верхних рядов, так как в этой части осаждение пыли и нагрев максимальны. Эти элементы выполняются из фортестеритового или магнезитохромитового кирпича. Работа нижних насадок осуществляется при температуре 1000-2000 градусов. Они выкладываются из прочного и более дешевого шамотного кирпича. 
Функции перекидных клапанов
Мартеновская печь – это устройство реверсивного действия. В нем направление газовых потоков по системе периодически изменяется. В боровах, воздухо- и газопроводах устанавливаются шиберы, задвижки, дроссели и прочие элементы, которые объединены под наименованием «перекидные клапаны». В современной конструкции агрегата операция «перекидки» автоматизирована. Из боровов газы поникают в трубу. Ее высоту рассчитывают так, чтобы тяга, которая ею формируется, была достаточной для нормального движения потоков по всему пути. Труба представляет собой достаточно сложное и сравнительно дорогостоящее сооружение. Высота этого элемента в крупных агрегатах превышает сто метров. Трубу, как правило, выполняют из красного кирпича, внутренняя футеровка которого образована шамотным кирпичом. 
Мартеновские печи во время войны
Первый в России агрегат был пущен на Сормовском заводе в 1870 году. В то время устройство сконструировал А. Износков – молодой инженер. Особое значение имели мартеновские печи во время войны. Из стали, полученной в них, отливались детали танков, снарядов и винтовок. Опасное для здоровья и очень трудоемкое производство было очень необходимым в те годы. С тех времен пошло также выражение «горят мартеновские печи». Оно свидетельствовало о мощи и непоколебимости советской эпохи. В 70-е годы производство агрегатов было приостановлено, поскольку их заменили усовершенствованные конструкции. Однако изобретение приобрело особое символичное значение для советского государства. Мартеновская печь увековечена в фильмах и песнях той эпохи.
www.syl.ru
Устройство и работа мартеновской печи.
Мартеновская печь (рис. 1) — пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 3, сверху сводом, а с боков передней и задней стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают смесью из кварцевого песка.
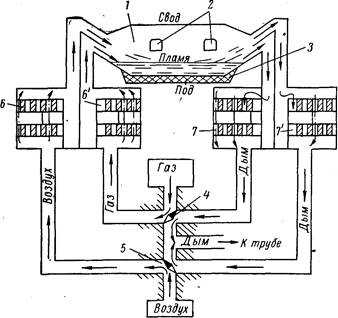
Рис. 1. Схема мартеновской печи
Свод мартеновской печи 1 должен быть более огнеупорным и выдерживать высокие температуры отходящих газов. В передней стенке печи имеются загрузочные окна 2 для шихты и флюса, а в задней — отверстие для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 500…900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи,которую условно подсчитывают на уровне порогов загрузочных окон. Например для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи служат для смешения топлива (мазута или газа) и подачи этой смеси в плавательное пространство.
Для подогрева воздуха или газа при работе на низкокалорийном газе печь имеет две пары регенераторов 6, 6’, 7, 7’. Регенератор — это камера, в которой размещена насадка из огнеупорного кирпича в клетку. Отходящие из печи газы имеют температуру 1500…1600 0С. Попадая в регенераторы, газы нагревают насадку до 1250…1280 0С. Через один из регенераторов, например, правый, подают воздух по каналам 5, который, проходя через насадку, нагревается до температуры 1100…1200 0С и поступает в головку печи, где смешивается с топливом. На выходе из головки образуется факел, направленный на шихту. Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор, нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 4. После охлаждения насадки правого регенератора переключают клапаны, и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750…1800 0С и нагревает рабочее пространство печи и шихту и способствует окислению примесей шихты при плавке.
Похожие статьи:
poznayka.org
Устройство и работа мартеновской печи
Мартеновская печь представляет собой пламенную отражательную регенеративную печь. Печь названа по имени французского инженера П. Мартена, которую впервые построили в 1864 г.
Мартеновская печь состоит из следующих основных частей.
Рабочее пространство, ограниченное подом, сводом, передней и задней стенками, предназначено для осуществления плавки.
На передней стенке расположены завалочные окна, через которые в печь загружаются все шихтовые материалы. Завалочные окна закрыты специальными футерованными крышками с отверстиями — гляделками, через которые можно наблюдать за ходом плавки и состоянием печи.
На задней стенке по центру печи при соединении стенки с подиной устраивают сталевыпускное отверстие.
Свод перекрывает сверху рабочее пространство печи. Подина печи выдерживает нагрузку загруженных материалов и жидких продуктов плавки.
Головки (правая и левая), состоящие из собственно головок и вертикальных каналов, предназначены для подачи топлива и воздуха в рабочее пространство и отвода из него продуктов сгорания. Головки расположены в торцах рабочего пространства и через вертикальные каналы соединены со шлаковиками.
Шлаковики, (воздушные и газовые) предназначены для осаждения и накопления пыли и частиц шлака, выпадающих из проходящих через них продуктов сгорания. Осаждение пыли в шлаковиках происходит в результате снижения скорости и резкого изменения направления движения продуктов сгорания при переходе из узкого сечения вертикального канала в широкое горизонтальное сечение камеры шлаковика и прилипания к подине и стенкам шлаковиков размягченных частиц шлака.
Регенераторы (воздушные и газовые) предназначены для подогрева поступающих в печь газа и воздуха за счет регенерации теплоты выходящих из рабочего пространства продуктов сгорания. Регенераторы представляют собой камеры, выложенные решеткой из огнеупорного кирпича. В результате этого обеспечивается большая поверхность соприкосновения огнеупоров с проходящими через регенераторы нагретыми продуктами сгорания или воздуха и газа, поступающих в печь.
Борова — каналы для прохождения воздуха, газа, продуктов сгорания.
Система перекидных клапанов предназначена для изменения направления подачи в печь топлива и воздуха, а также отвода из печи продуктов сгорания.
Котел-утилизатор предназначен для утилизации тепла отходящих продуктов сгорания.
Дымовая труба предназначена для отвода охлажденных продуктов сгорания в атмосферу.
Схема мартеновской печи представлена на рис. 1.4 в условиях подачи топлива и воздуха с правой стороны и отвода продуктов сгорания через левые каналы.
 |
| Рисунок 1.4 — Схема мартеновской печи |
Проходя через предварительно нагретую насадку регенераторов, воздух нагревается до 1100-1200 °С и через головку вводится в рабочее пространство печи. В результате сгорания топлива образуется факел с температурой до 19000С, интенсивно отдающий (преимущественно излучением) тепло ванне и внутренней поверхности рабочего пространства. Высоконагретые продукты сгорания, покидая рабочее пространство печи, проходят через противоположную головку и, опустившись по вертикальным каналам, входят в шлаковик.
Пройдя через перевальную стену шлаковика, продукты сгорания с температурой 1500-1600°С входят в насадку регенератора, двигаясь в ней сверху вниз. Насадка регенераторов в этот период нагревается. В шлаковиках отделяется от дымовых газов крупная пыль, а более мелкая уносится в регенератор и осаждается в насадках. Из регенератора продукты сгорания при температуре <800°С направляются через горизонтальные каналы (борова) к дымовой трубе или к котлу-утилизатору, а затем к дымовой трубе. Через определенный промежуток времени (12-15 мин) осуществляют автоматическое реверсирование пламени для того, чтобы поддерживать максимальный к.п.д. регенерации тепла и избежать перегрева насадок регенераторов. Таким образом, подающая и отсасывающая головки мартеновской печи периодически изменяют свои функции при помощи перекидных клапанов, а факел сгорающего (в условиях избытка кислорода) топлива формируют то слева, то справа.
По конструкции мартеновские печи разделяют на стационарные и качающиеся. Наибольшее распространение получили печи со стационарным рабочим пространством. Качающиеся печи необходимы для выпуска металла отдельными порциями, а также для скачивания большого количества шлака (например, при переработке фосфористого чугуна). По количеству металлической части шихты, загружаемой на одну плавку, печи могут иметь малую (до 125 т), среднюю (125-300 т) и большую (до 900 т) вместимость (садку печи).
Похожие статьи:
poznayka.org