Установки для плазменной сварки : примеры, характеристики
Темы: Плазменная сварка, Сварочное оборудование.
Рассмотрим две распространенные установки для плазменных процессов.
Установки для плазменной сварки выпускают двух типов:
- для ручной сварки УПС-301;
- для механизированной сварки УПС-503.
Техническая характеристика установок представлена в таблице ниже:
| Параметры | УПС-301 | УПС-503 |
| Номинальная сила рабочего тока, А | 315 при ПВ-60% | 500 при ПВ-100% |
| Сила тока, А | 50… 315 | 100… 500 |
| Напряжение, В: | ||
| холостого хода | 80 | 80 |
| рабочее | 20… 40 | 20… 40 |
| Потребляемая мощность, кВ А | 50 | |
| Расход газа (аргона), л/ч: | ||
| плазмообразующего | 70. .. 120 .. 120 |
100… 250 |
| защитного | 500… 1000 | 600… 1500 |
| Расход охлаждающей воды при давлении на входе | ||
| 0,25 МПа, л/ч | 75 | 240 |
| Скорость движения самоходной головки, м/ч | — | 5… 100 |
| Диаметр присадочной проволоки, мм: | ||
| стальной | — | 1… 3 |
| алюминиевой, медной | — | 2… 3 |
| Габаритные размеры, мм: | ||
| источника питания | 870x680x1050 | (700х670х880)х2 |
| колонный с направляющей | — | 3450x2000x2800 |
| пульта управления | 340x380x520 | — |
| шкафа управления | — | 460x630x2600 |
| Масса, кг, не более | 325 | 2900 |
Рис. 1. Установка для плазменной сварки УПС-301
1. Установка для плазменной сварки УПС-301
УПС-301 — установка для плазменной сварки на постоянном токе прямой полярности меди и ее сплавов толщиной 0,5-3мм; коррозионно-стойкой стали толщиной 0,5-5 мм и на постоянном токе обратной полярности алюминия и его сплавов толщиной 1-8мм; может быть использована для ручной аргоно-дуговой сварки.
Наличие переносного пульта позволяет приблизить его к сварщику, облегчает зажигание дуги, настройку расхода газа и силы сварочного тока. Установка обеспечивает работу в трех режимах: непрерывном, импульсном, точечном. Длительность импульса и паузы регулируется в пределах 0,1-1с.
УПС-503 — установка для плазменной сварки в среде инертных газов на постоянном токе прямой полярности меди и ее сплавов, коррозионно-стойкой стали толщиной 3-6 мм и на постоянном токе обратной полярности алюминия и его сплавов толщиной 5-16 мм.
В качестве примера специализированной установки для плазменной сварки можно привести трубосварочный стан ЛДГ-43, созданный для производства сварных прямошовных особо тонкостенных труб из коррозионностойкой стали. Техническая характеристика стана приведена ниже.
Техническая характеристика стана приведена ниже.
Свариваемые толщины, мм: 0,17-0,25
Диаметр свариваемых труб, мм: 4-10
Скорость сварки, м/ч: 420-720
Сила сварочного тока, А: 20-100
Расход плазмообразующего газа (аргона), л/мин: 4-7
Потребляемая мощность, кВт: 8
Габаритные размеры, мм: 5240 х 2630 х 1630
Масса, кг.: 2500
Основа стана — трубосварочный автомат, состоящий из формирующего устройства, сварочной камеры с размещенной в ней плазменной горелкой и тянущего устройства. В состав стана также входят бухторазматыватель ленты и бухтонаматыватель сваренной трубы.
Другие материалы относящиеся к темам »
» :
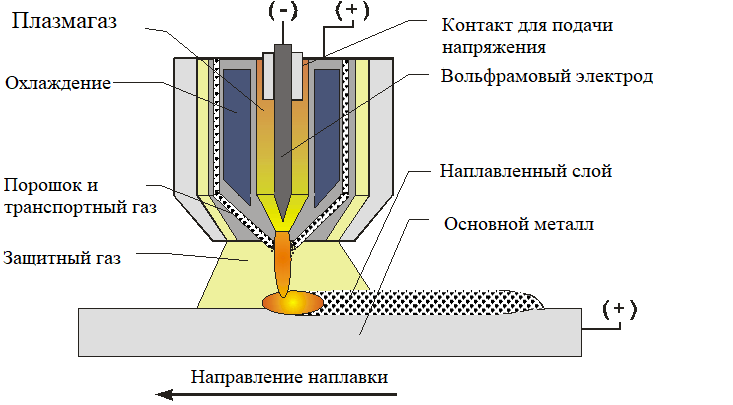
- Установки для плазменной наплавки
- Установки плазменной резки
- Плазменная сварка и наплавка
- Установки и аппараты для микроплазменной сварки
- < Плазменный сварочный аппарат «Горыныч», подборка видео
- Установки для плазменной наплавки : примеры, характеристики >
что это такое, схема, принцип работы, преимущества и отличия от других видов сварки
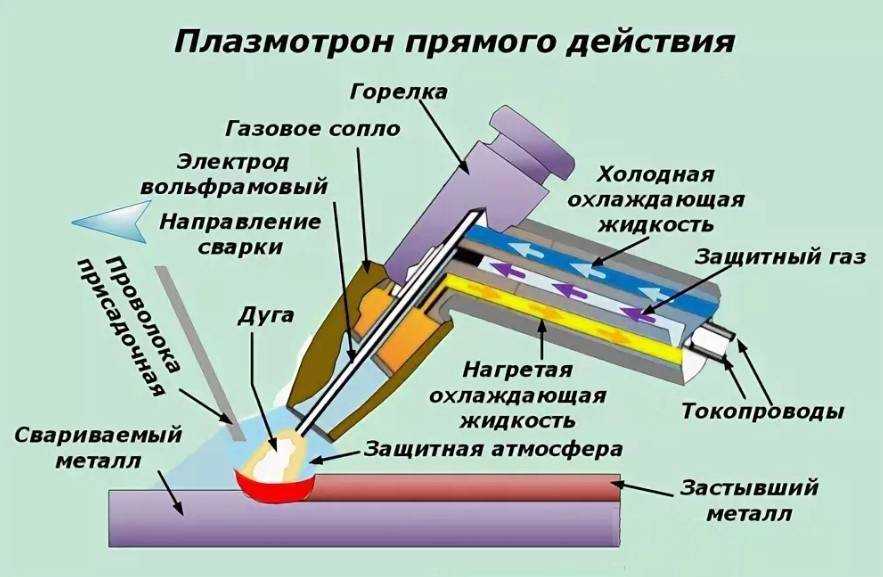
Плазменная сварка (PAW сварка — Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен — 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае — прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
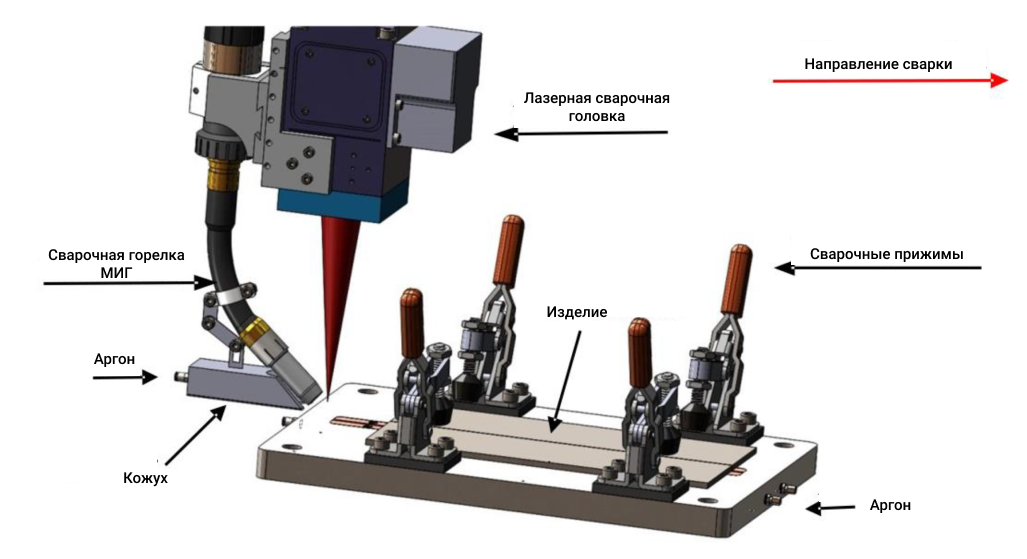
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
— нержавеющие стали
— низкоуглеродистые стали
— оцинкованные стали
— титан
— медь, бронза, латунь
— сплавы алюминия (для источника PMI 350AC)
— для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы; - малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье «Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества» |
Плазменная сварка | Полисуд
Когда электродуговая сварка используется для сварки листов или труб толщиной до 8 мм за один проход, предпочтительно использовать процесс, производный от сварки TIG: плазменная сварка. Процесс плазменной дуговой сварки обеспечивает высокую производительность и более высокое проплавление.
В некоторых случаях использование сварки TIG и плазменной сварки необходимо и дополняет друг друга. Корневой проход выполняется одним способом, а заполнение – другим.
Принцип плазменной сварки
Схема, показывающая принцип плазменной сварки с присадочным металлом.
Определение
ПЛАЗМЕННАЯ ДУГОВАЯ СВАРКА — это, по сути, расширение процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW или TIG). Однако он имеет гораздо более высокую плотность энергии дуги и более высокую скорость плазменного газа благодаря тому, что плазма проталкивается через сужающее сопло.
Процесс плазменной дуговой сварки обычно используется для сварки и наплавки. Он может сваривать наиболее распространенные металлы толщиной до 10 мм. С помощью подходящих горелок его можно использовать даже на алюминии с толщиной листа до 5 мм.
Основное применение плазменной сварки, также называемой PAW, – это строительство контейнеров и производство труб, где автоматизация сварки очень популярна и эффективна.
Пример токарного станка, оснащенного аппаратом плазменной дуговой сварки. Плазменная сварочная горелка перемещается вдоль детали или вокруг нее. Этот токарный станок был разработан для выполнения сварки за один проход нержавеющей стали 316L толщиной 4, 8 или 10 мм.
Преимущества плазменной сварки
- Механическое сужение дуги водоохлаждаемым соплом позволяет производить сварку большей толщины при квадратной стыковой подготовке (от 3 мм до 10 мм) с меньшей зоной термического влияния (шов «замочная скважина»).
- Увеличена скорость сварки с 50 мм/мин до 500 мм/мин, в зависимости от материала и толщины материала.
- Уменьшение количества слоев сварки при большей толщине в сочетании с процессом горячей проволоки.
- Высокий срок службы электрода за счет использования вспомогательной дуги.
- Отличное качество сварки.
- Минимальные искажения.
- Односторонняя сварка с хорошим проплавлением корня.
- Сварка во всех положениях с синхронизацией импульсного тока и плазмообразующего газа.

Polycar, оснащенный плазменной сварочной горелкой с катушкой для проволоки. Этот плазменный автоматический сварочный аппарат смонтирован на фиксированном рельсе двутавровой балки. Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Рабочие характеристики процесса плазменной сварки с использованием присадочной проволоки
- Стыковая сварка материалов толщиной от 3 мм до 8 мм с квадратной разделкой кромок.
- Возможность использования процесса горячей проволоки для слоя(ев) заполнения.
- Синхронизация импульсного тока и плазменного газа для сварки в нерабочем положении.
Подготовка шва к плазменной сварке
При толщине материала от 5 мм до 7 мм: v- подготовка (30°, 70° или 90°, в зависимости от комбинации процессов и количества слоев наполнителя). Поддерживая правильное расстояние между соплом горелки и заготовкой, это гарантирует беспроблемное зажигание дуги плазменной сварки.
Поддерживая правильное расстояние между соплом горелки и заготовкой, это гарантирует беспроблемное зажигание дуги плазменной сварки.
Характеристики сварочной ванны при плазменно-дуговой сварке
При плазменной сварке в замочную скважину поперечное сечение сварочной ванны имеет форму винного бокала. В корне сварочная ванна очень узкая, а вверху она непропорционально расширяется. Быстрое охлаждение корня и более медленное затвердевание верхней части уравновешивают сварочную ванну.
Polycar, оснащенный плазменной сварочной горелкой с катушкой для проволоки. Этот плазменный автоматический сварочный аппарат смонтирован на фиксированном рельсе двутавровой балки. Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Поведение сварочной ванны при плазменной сварке
Важным фактом при рассмотрении влияющих факторов является разница во времени между затвердеванием сварочной ванны в области корня и в области поверхности. Чем больше разница, тем лучше контроль сварочной ванны.
Чем больше разница, тем лучше контроль сварочной ванны.
Поверхностное натяжение и вязкость сварочной ванны являются основными факторами, определяющими ее равновесие.
Факторы, поддерживающие устойчивость сварочной ванны
Эти факторы могут влиять на равновесие сварочной ванны, создаваемой аппаратом плазменной сварки:
- Размер сварочной ванны
- Физические свойства сварочной ванны
- Подготовка под сварку
- Скорость сварки
Размер сварочной ванны при плазменной сварке
На вязкость расплавленного металла повлиять невозможно. Однако можно контролировать объем металла шва и его затвердевание, специально изменяя параметры сварки в процессе сварки.
Физические свойства плазменной сварочной ванны
Сварочную ванну легче контролировать, если она соответствует следующим требованиям:
- Квадратная подготовка кромок под углом 90 градусов.
- Диаметр замочной скважины должен быть как можно меньше (между 1 и 3 мм).
Подготовка к сварке
Чтобы не повлиять на равновесие сварочной ванны, параметры плазменной сварки должны контролироваться, а подготовка шва должна быть неизменно хорошей. Эта консистенция оказывает непосредственное влияние на регулярность сварки. Плазменные сопла специально разработаны для определенных максимальных токов; при приближении к этому пределу; могут образовываться блуждающие дуги, влияющие на плазменную дугу и поток плазмообразующего газа.
Скорость сварки
Если плазменная сварка с замочной скважиной выполняется при слишком низкой скорости сварки, это приведет к неравномерному сварному шву или, в крайних случаях, может привести к отпадению сварного шва. На практике сварочный ток и объем газа должны быть установлены таким образом, чтобы плазменная струя была достаточно сильной, чтобы полностью проникнуть в заготовку. Для получения идеального сварного шва скорость сварки должна соответствовать этим параметрам.
Критерии использования плазменной сварки с замочной скважиной
Продольная сварка в любом положении не представляет особых проблем для всех аппаратов плазменной дуговой сварки.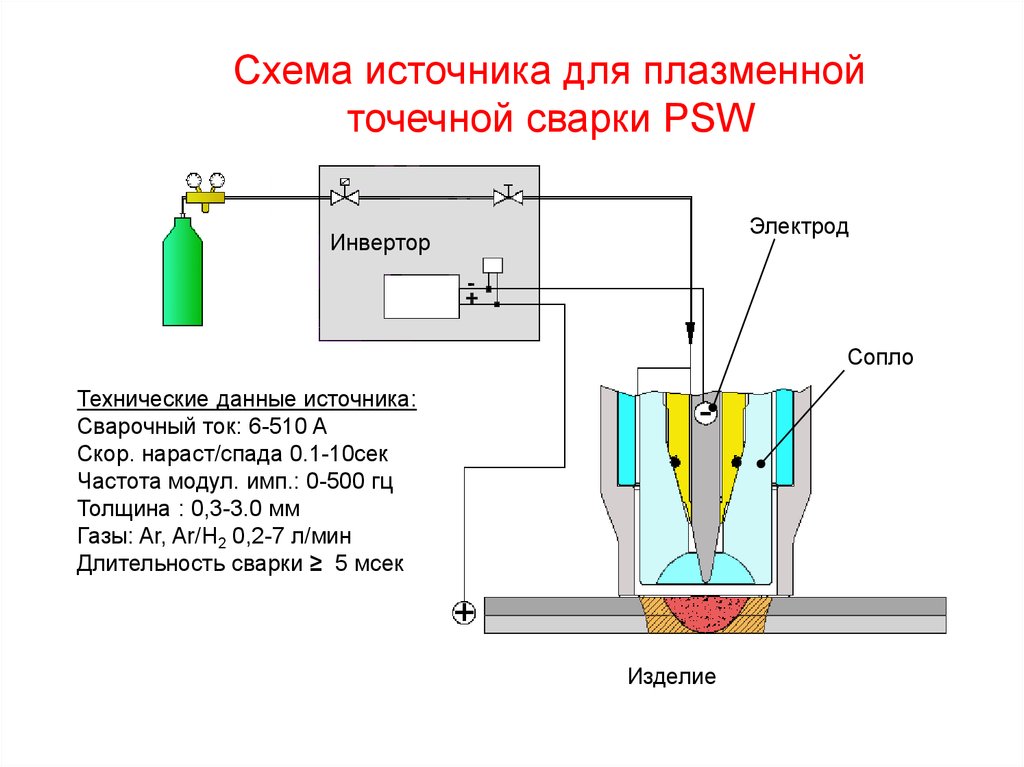 Синхронизация импульсного тока и плазмообразующего газа требует соответствующей системы управления.
Синхронизация импульсного тока и плазмообразующего газа требует соответствующей системы управления.
Однако с орбитальной плазменной сваркой связаны две трудности:
- Закрытие замочной скважины
- Риск проникновения подбарабанья в положении от 6 до 9 часов. Все остальные позиции легко освоить.
Скорость потока плазмообразующего газа должна быть установлена таким образом, чтобы предотвратить «выдувание» материала и исключить ошибки склеивания или непреднамеренные включения.
Со специальной насадкой плазменные горелки также можно использовать для сварки TIG. Центральный газ и плазменный газ контролируются отдельно. При использовании источника питания и плазменной/TIG-горелки возможны следующие варианты:
- обычный метод TIG
- Двойной газовый метод TIG
- Плазменная сварка / плазменная сварка в замочную скважину
На диаграмме характеристические кривые U = f(I) сравнивают зарегистрированные значения напряжения дуги в зависимости от силы сварочного тока между процессами плазмы и TIG. Получается, что при одинаковой силе тока значения напряжения при плазменной сварке вдвое выше, чем при ТИГ. Это показывает влияние расстояния между электродом и заготовкой (которое больше в процессе плазменно-дуговой сварки) и второго газа (плазменного газа).
Получается, что при одинаковой силе тока значения напряжения при плазменной сварке вдвое выше, чем при ТИГ. Это показывает влияние расстояния между электродом и заготовкой (которое больше в процессе плазменно-дуговой сварки) и второго газа (плазменного газа).
Каждый из этих методов можно также использовать для повышения производительности (улучшенная скорость наплавки) в сочетании с процессом плазменной сварки/ВИГ с горячей проволокой.
Плазменная сварка импульсным плазменным газом
Метод плазменной замочной сварки с использованием импульсного газа был разработан в отделе прикладных технологий ПОЛИСУД. Эта разработка позволяет проводить плазменную сварку во всех положениях. Скорость потока плазмообразующего газа используется для выработки кинетической энергии, необходимой для полного контроля замочной скважины.
Синхронизация импульсного сварочного тока и плазмообразующего газа снижает линейную потребляемую мощность. Объем и, следовательно, управление сварочной ванной плазмы может определяться этим «эффектом швейной машины».
Эффект швейной машины
- сильноточный >> сплав недрагоценных металлов
- слаботочный >> охлаждение
- усиление этого эффекта за счет уменьшения расхода плазмообразующего газа в слаботочной фазе >> прецизионный контроль замочной скважины
Кто мы
Polysoude специализируется на проектировании, разработке и производстве инновационных решений для дуговой сварки. Бренд является синонимом мирового опыта в 3 основных секторах: автоматические системы орбитальной сварки TIG, автоматизированные решения для сварки TIG и плазменной сварки, а также наплавка TIGer™.
Расположенная в Нанте с 1961 года, компания производит различные источники питания и оборудование для орбитальной сварки, специализируясь на орбитальной плазменной сварке и плазменной автоматической сварке, а также сварке в узкий раздел и наплавке.
В настоящее время компания Polysoude, ориентированная на интеллектуальное производство, разрабатывается с учетом требований Индустрии 4.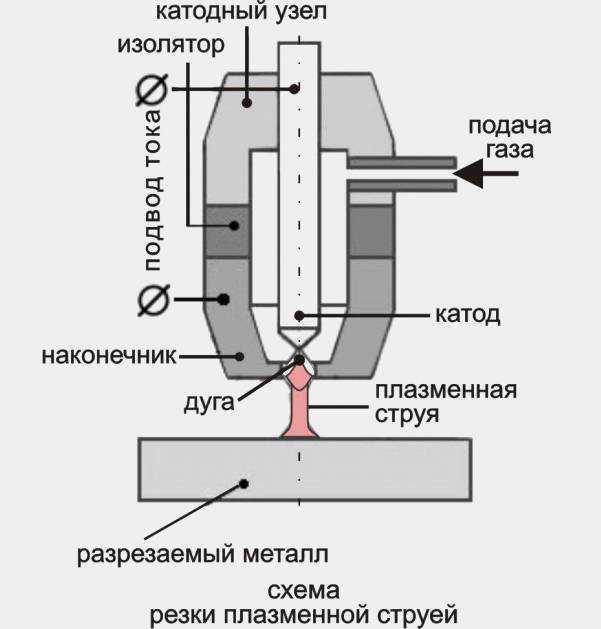 0.
0.
Связаться с нами
Присоединяйтесь к нашему сообществу в LinkedIn: @Polsyoude
Следите за нами в социальных сетях:
Facebook @polysoude
Instagram @polysoudeglobal
Что такое плазменная сварка? — TWI
Плазменно-дуговая сварка (PAW) представляет собой процесс дуговой сварки, очень похожий на сварку TIG, поскольку дуга образуется между заостренным вольфрамовым электродом и заготовкой. Однако, поместив электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма пропускается через тонкое медное сопло, которое сужает дугу.
За счет изменения диаметра отверстия и расхода плазменного газа можно получить три режима работы —
Микроплазменная сварка (0,1 — 15 А)
Микроплазма используется для сварки тонких листов (толщиной до 0,1 мм), а также профилей из проволоки и сетки . Игольчатая жесткая дуга сводит к минимуму отклонение и искажение дуги.
Сварка на среднем токе (15–200 А)
При использовании в режиме плавления это альтернатива обычной сварке TIG. Преимуществами являются более глубокое проникновение (из-за более высокого потока плазменного газа), большая устойчивость к загрязнению поверхности, включая покрытия (электрод находится внутри корпуса горелки) и лучшая устойчивость к изменениям расстояния между электродом и заготовкой без значительного изменения подводимого тепла.
Сварка с отверстием под ключ (более 100 А)
За счет увеличения сварочного тока и потока плазменного газа создается очень мощный плазменный луч, который может обеспечить полное проникновение в материал, как при лазерной или электронно-лучевой сварке. Во время сварки образуется замочная скважина, которая постепенно прорезает металл, а расплавленная сварочная ванна течет позади, образуя сварной шов под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.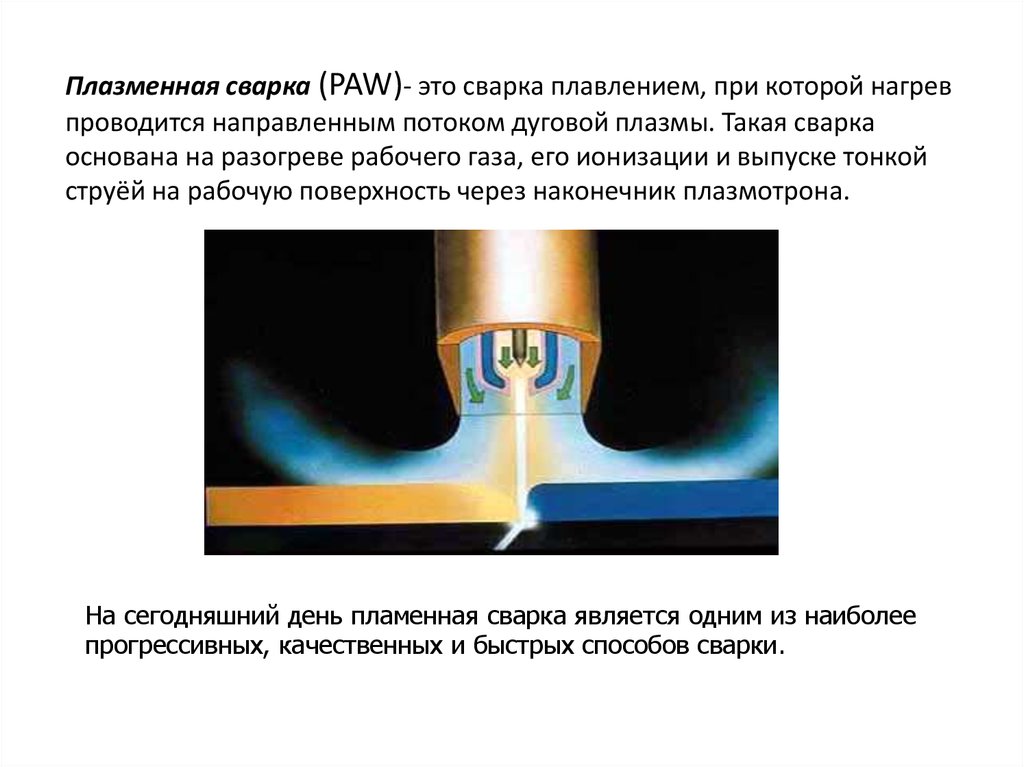
Плазменная дуга обычно работает с источником постоянного тока с постоянным током (с падающей характеристикой). Поскольку его уникальные рабочие характеристики обусловлены особым расположением горелки и раздельными потоками плазмы и защитного газа, к обычному источнику питания TIG можно добавить консоль управления плазмой. Также доступны специализированные плазменные системы.
Хотя дуга зажигается с помощью ВЧ, сначала она образуется между электродом и плазменным соплом. Эта «пилотная» дуга удерживается в корпусе горелки до тех пор, пока она не потребуется для сварки, а затем переносится на заготовку. Система вспомогательной дуги обеспечивает надежное зажигание дуги, а поскольку вспомогательная дуга поддерживается между сварными швами, это устраняет необходимость повторного зажигания ВЧ, которое может вызвать электрические помехи.
Электрод, используемый для плазменного процесса, изготовлен из вольфрама и 2% тория, а плазменное сопло выполнено из меди. Диаметр отверстия плазменного сопла имеет решающее значение, и слишком малый диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению.