Нейтрализация сточных вод гальванических производств
Сейчас трудно представить, что какое либо предприятие по механической обработке металлов, радиоэлектроники, изготовлению метиз и других товаров, обходиться без цехов гальванических покрытий. Даже если таких цехов нет, то уж наверняка есть цеха подготовки металла и нанесения защитных покрытий (травление, обезжиривание, горячие цинкование). Все эти предприятия рано или поздно (на стадии проектирования или уже на стадии эксплуатации) сталкиваются с проблемой утилизации сточных вод.
Типовые “Советские” и зарубежные схемы очистки сточных вод гальваники и подготовки металла включают в себя обычно стадии реагентной обработки , нормализации pH и отстаивание сточных вод. Такая схема совсем не плоха, но уже не обеспечивает очистку воды до ужесточившихся норм сброса, предъявляемыми местными водоканалами, из-за достаточно плохого отстаивания мелкодисперсных взвесей оксидов и гидроксидов металлов и устаревших подходов в реагентной очистки.
Для решения этих проблем разработаны достаточно современные схемы очистки воды. Но у многих из них наблюдается ряд недостатков:
— при использовании гальвано-коагуляторов, это большое содержание железа в сточных водах, и большое количество отходов,
— при использовании флотационных методов, это сравнительно низкая допустимая нагрузка по взвешенным веществам на входе в аппарат (не более 100 мг/л, включая гидроксиды и фосфаты металлов), что подразумевает, во многих случаях, дополнительные очистные сооружения перед подачей воды на флотацию,
— при использовании тонкослойных отстойников, это не достаточная степень очистки воды и громоздкость самого основного оборудования,
— при использовании выпарных установок, это высокие капитальные и эксплуатационные затраты на 1м3 очищенной воды,
— при использовании обратного осмоса, это не высокий выход очищенной воды и жесткие требования по качеству входящей воды, и все это при весьма скромном сроке службы ОО мембран, при такой усиленной нагрузке,
— при использовании ионного обмена, это необходимость утилизации промывных вод (концентратов), и сравнительно невысокая возможная фактическая концентрация солей на входе в аппарат, этот метод более пригоден на финишной стадии доочистки.
Для комплексного устранения этих проблем, нами был разработан метод, лишенный перечисленных недостатков, и обладающий пожалуй одним основным недостатком – он в 1,5 – 2 раза дороже некоторых из выше приведенных решений.
Из несомненных плюсов данного метода можно отметить:
— высокое качество очистки сточных вод,
— низкие эксплуатационные и энергетические затраты,
— высокая удельная производительность очистных сооружений на единицу площади,
— полное исключение проскока (что не гарантируют все известные методы, кроме выпаривания),
— полная автоматизация процесса за исключением разгрузки влажных осадков из фильтр-пресса или гравитационного фильтра.
Чтобы стала понятна суть этого метода, разберем подробно, как происходит очистка сточных вод гальваники и металлообработки в нашем варианте: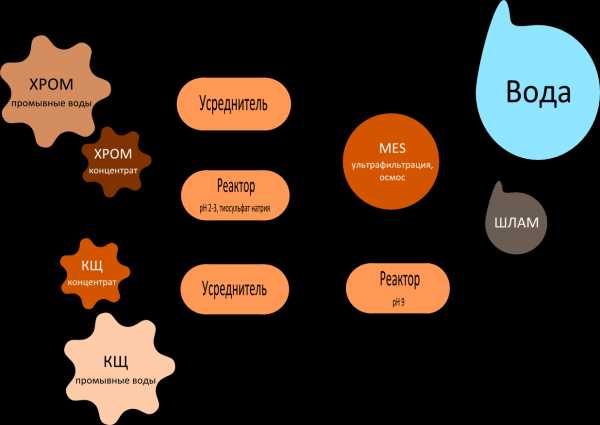 Кислотно-щелочные (КЩ) промывные воды и отработанные растворы КЩ электролитов поступают в усреднитель. Автоматическим дозированием серной кислоты и раствора каустика в усреднителях поддерживается необходимый pH. В усреднителе КЩ поддерживается pH гидроксидообразования тяжелых металлов (около 8,5-9 ед.). Усреднители оборудованы перемешивающими устройствами, датчиками pH и Rx (для контроля полноты прохождения реакции). Промывные воды, смешиваются с КЩ водами и подаются на ступень ультрафильтрации, где происходит извлечение нерастворимых взвесей гидроксидов и оксидов металлов. Далее очищенная вода нормализуется по pH раствором серной кислоты и сбрасывается либо в канализацию, либо поступает на ступень обратного осмоса, для возврата в производство.
Кислотно-щелочные (КЩ) промывные воды и отработанные растворы КЩ электролитов поступают в усреднитель. Автоматическим дозированием серной кислоты и раствора каустика в усреднителях поддерживается необходимый pH. В усреднителе КЩ поддерживается pH гидроксидообразования тяжелых металлов (около 8,5-9 ед.). Усреднители оборудованы перемешивающими устройствами, датчиками pH и Rx (для контроля полноты прохождения реакции). Промывные воды, смешиваются с КЩ водами и подаются на ступень ультрафильтрации, где происходит извлечение нерастворимых взвесей гидроксидов и оксидов металлов. Далее очищенная вода нормализуется по pH раствором серной кислоты и сбрасывается либо в канализацию, либо поступает на ступень обратного осмоса, для возврата в производство.
Шлам оксидов и гидроксидов металлов с ультрафильтрации отводиться в отстойник, в него же дозируется раствор извести. Происходит уплотнение и укрупнение осадка. Далее осадок пневматическим насосом подается на фильтр-пресс, где происходит его обезвоживание. Вода стекшая с фильтр-пресса, содержит небольшое количество дисперсной фазы, и направляется в усреднитель КЩ, в голову очистных сооружений. Очищенная вода соответствует как нормам по сбросу в городскую канализацию, так и требованиям к подаче на установку обратного осмоса с целью удаления растворимых солей при создании на предприятии оборотного водоснабжения.
Твердый отход влажностью 80-75% после выгрузки из гравитационного фильтра сдается на утилизацию региональным предприятиям по переработке твердых отходов. Основным технологическим узлом ОС является установка ультрафильтрации и обратного осмоса на основе рулонных полимерных мембран с размером пор 50кДа. Установка ультрафильтрации работает под давлением 2-4 бар в непрерывном режиме тангенциальной фильтрации. На мембранах задерживаются практически все остаточные взвешенные вещества и коллоидные частицы.

Система ультрафильтрации гальванических сточных вод для промышленного применения
Установка оборудована электромагнитными клапанами, которые управляются контроллером. В соответствии с настройками контроллера периодически производится сброс УФ концентрата в накопитель. Для поддержания производительности производится периодическое перекрытие линии фильтрата мембран во время циркуляции жидкости в установке. Фильтрат УФ содержит растворимые соли, такие как Na2SO4, NaCl, (NaNO3 при исходном наличии ионов NO3-), и собирается в промежуточной емкости для корректировки pH перед подачей на ОО установку.
Полимерные рулонные мембранные УФ и ОО элементы имеют срок службы до 4 лет, и обладают повышенной химической и износостойкостью. Для контроля уровня жидкости и управления насосами накопители и реактора оборудуются датчиками уровня. Для контроля расхода жидкости и управления потоками основные трубопроводы оборудуются ультразвуковыми расходомерами. Для контроля величины pH и RX накопительные емкости и реактора оборудуются датчиками pH и RX.
Вот видео-пример фильтрации и полного засорения мембран гидроксидов тяжелых металлов, вследствие неправильного подбора мембран.
Нечто подобное происходит и со сточными водами содержащими хром VI. В отдельном реакторе происходит их обезвреживание бисульфитом натрия при pH = 3. Далее они так же поступают в усреднитель стока для высаждения гидроксида хрома.
Циансодержащие сточные воды, нейтрализуются окислением CN- йона, озоном или раствором перманганата калия. И медленно, перекачиваются дозирующим насосом в сборник кислотно-щелочных стоков.
Концентраты гальванических ванн, так же собираються в отдельные емкости и медленно дозируются в кислотно-щелочные стоки, либо в хромовый реактор (если это концентраты хрома).
Очищенная вода поступает на сброс в канализацию (соответствует технической воде ГОСТ 9.314.90), либо проходит еще стадию обратноосмотической фильтрации, для того что бы вернуть 80-85% ее обратно в производство.
На однокаскадной обратноосмотической установке, возможно дочистить воду до 2ой категории по ГОСТ 9.314.90, возможна и более глубокая ее очистка.
Скачать буклет по нейтрализации и обезвреживанию сточных вод гальваники
Общие требования к воде для гальванических производств по ГОСТ 9.314.90
Техническая вода, используемая для промывки изделий, деталей и приготовления электролитов и растворов в гальваническом производстве, должна быть безопасной в эпидемиологическом отношении и химически инертной к покрытию.
Физико-химические показатели воды, используемой в гальваническом производстве, должны удовлетворять требованиям нижеприведенной таблицы:
Таблица физико-химических показателей воды, используемой в гальваническом производстве
Наименование показателя | Норма для категории | ||
1 | 2 | 3 | |
| Водородный показатель pH | 6,0-9,0 | 6,5-8,5 | 5,4-6,6 |
| Cухой остаток, мг/дм3, не более | 1000 | 400 | 5,0 |
| Жесткость общая, мг-экв/дм3, не более | 7,0 | 6,0 | 0,35 |
| Мутность по стандартной шкале, мг/дм3, не более | 2,0 | 1,5 | — |
| Сульфаты(SO42-), мг/дм3, не более | 500 | 50 | 0,5 |
| Хлориды(Cl—), мг/дм3, не более | 350 | 35 | 0,02 |
| Нитраты(NO3—), мг/дм3, не более | 45 | 15 | 0,2 |
| Фосфаты(PO43-), мг/дм3, не более | 30 | 3,5 | 1,0 |
| Аммиак, мг/дм3, не более | 10 | 5,0 | 0,02 |
| Нефтепродукты, суммарно, мг/л, не более | 0,5 | 0,3 | — |
| Химическая потребность в кислороде, мг/дм3, не более | 150 | 50 | — |
| Остаточный хлор, мг/дм3, не более | 1,7 | 1,7 | — |
| Поверхностно-активные вещества (ПАВ), мг/дм3, не более | 5,0 | 1,0 | — |
| Ионы тяжелых металлов, мг/дм3, не более: | 15 | 5,0 | 0,4 |
| железо | 0,3 | 0,1 | 0,05 |
| медь | 1,0 | 0,3 | 0,02 |
| никель | 5,0 | 1,0 | — |
| цинк | 5,0 | 1,5 | 0,2 |
| хром трехвалентный | 5,0 | 0,5 | — |
| Удельная электропроводность, См/м | 2*10-3 | 1*10-3 | 5*10-4 |
Примечание: В системах многократного использования воды допускается содержание вредных ингредиентов в очищенной воде выше, чем в таблице, но не выше допустимых значений в промывной ванне после операции промывки.
Видеоматериалы по очистке сточных вод гальванических производств:
me-system.ru
Очистка сточных вод гальванических производств


Основные технологические процессы гальванических производств
Для улучшения защиты поверхности металлических изделий от повреждения из-за коррозионных процессов на них наносят тонкую пленку другого металла. По способу защиты покрытия разделяют на катодные и анодные. И те, и другие защищают от коррозии.
Катодные покрытия служат лишь механической защитой. При повреждении такого покрытия, начинает разрушаться основной металл. Анодные покрытия служат и механической и электрохимической защитой. При нарушении поверхности покрытия, разрушается материал покрытия, а не основной металл Несложно представить какое широкое применение нашли гальванические покрытия в промышленности и как велика ценность их свойств.


Процесс электрохимического нанесения защитного покрытия осуществляется в три этапа: подготовка поверхности детали, нанесение покрытия в специальных гальванических ваннах, обработка покрытия.
Перед нанесением покрытия деталь необходимо обработать механически, обезжирить, отполировать, иногда требуется также травление поверхности.Затем в специальных гальванических ваннах, заполненных электролитом, электрохимическим способом наносят металлическую пленку. На завершающей стадии также производят работы по обработке поверхности: детали обезвоживают, пассивируют и полируют. В ходе всего технологического процесса происходит значительное потребление промывочной воды, которая сбрасывается в виде стоков. В ходе всего технологического процесса происходит значительное потребление промывочной воды, которая сбрасывается в виде стоков. Чтобы отмыть деталь от растворов реагентов и не допустить переход нежелательных химических соединений в дальнейшие растворы, изделие промывается многократно. От промывки также зависит качество обработки, сцепление нанесенного слоя металла с поверхностью.


Виды гальванических стоков
Вредность и опасность таких стоков, обусловлена содержанием в них ионов токсичных металлов, например, цинк, алюминий, марганец, висмут, свинец, никель, кобальт, хром и другие. Кроме промывочной воды сбрасываются растворы гальванических ванн. Классифицируют гальваностоки по степени загрязненности (концентраты, полуконцентраты, низкоконцентрированные) и характеру загрязнений. Вид загрязнений определяет этапы водоочистки, реагентную обработку, рассмотрим поподробнее эту классификацию.
Выделяют три вида гальванических стоков:
- Кислотные и щелочные стоки
- Цианосодержащие
- Хромсодержащие
На некоторых предприятиях отдельно выделяют фтор-, нитрит-, никельсодержащие стоки.
Кислотно-щелочные стоки могут иметь рН от 2 до 12 и содержат в своём составе: катионы (Fe2+, Fe 3+, Cu2+, Zn2+, Ni2+, Сd2+, Pb2+, Sn2+, Hg2+, Al3+, Na+, K+, Nh5+ и др.), анионы (SO42-, Cl-, PO43-, SiO32-, F-, NO3-, BF4-, ZnO22-, SnO32- и др.), ПАВ (блескообразователи, смачиватели, эмульгаторы, ингибиторы травления и др.), комплексообразователи (пирофосфат, амины, трилон Б, сегнетова соль, аммиак и др.) Циансодержащие стоки образуются после процессов меднения, цинкования, кадмирования, серебрения, обезжиривания в цианидных электролитах. Их рН от 7,5 до 9, они содержат свободный цианид, цианидные комплексы токсичных металлов, ПАВ, компоненты щелочной среды. Хромсодержащие стоки образуются в процессах хромирования, хроматирования, наполнения в хромпике, электрополирования, отдельных видов травления, например, меди. Они могут иметь рН от 2,3 до 8,8. Основные загрязнения: соединения хрома (VI), катионы тяжелых металлов (Cr3+, Fe3+, Cu2+, Cd2+), анионы (SO42-,PO43-, NO3- и др.).
Промывные воды сбрасываются постоянно, они составляют основной объём сточных вод. Отработанные растворы, стоки от промывки вентсистем, фильтров, другого оборудования сбрасываются периодически, эти стоки носят залповый характер. Они составляют небольшой процент от общего объема стоков, но содержат около 70% загрязняющих веществ.
Методы очистки гальванических стоков
Механические: на данном этапе происходит задержание нерастворимых примесей.
Это могут быть механические осадочные фильтры, отстойники, песколовки, решетки. Кроме этого в некоторых схемах нашли применение преаэраторы, центрифуги, сепараторы, гидроциклоны. При необходимости также используются нефте- и смолоуловители.


Химические: этим методом осуществляют реагентную обработку сточных вод.
При этом происходит нейтрализация примесей, перевод в малорастворимые формы или их осаждение. Для повышения эффективнсти очистки сточные воды разделяют по видам загрязнений. Отдельно обезвреживаются цианистые, хром- и нитритосодержащие стоки. Далее их смешивают с кислотно-щелочными стоками. А затем проводится окончательная нейтрализация. Цианиды как правило разрушают окислением хлором или гипохлоритом, либо переводят в стабильные комплексы с железом. Такие комплексы неядовиты при достаточном разбавлении. Восстановление шестивалентного хрома чаще всего производят соединениями серной кислоты. В качестве реагентов используют сульфит и бисульфит натрия, ангидрид, соли железа.
Физико-химические: данными методами стоки очищаются от растворенных, коллоидных и взвешенных веществ.
Эти методы разнообразны и нашли широкое применение. Традиционно используют коагуляцию и флотацию, а также электрокогулирование, электрофлотацию и другие методы. В настоящее время всё большую популярность получают мембранные технологии, такие как обратный осмос и ультрафильтрация.
За счёт комбинации всех этих методов повышается эффективность водоочистки.
Для примера ниже рассмотрена одна из таких схем, в которых применены химические, механические и физико-химические методы.
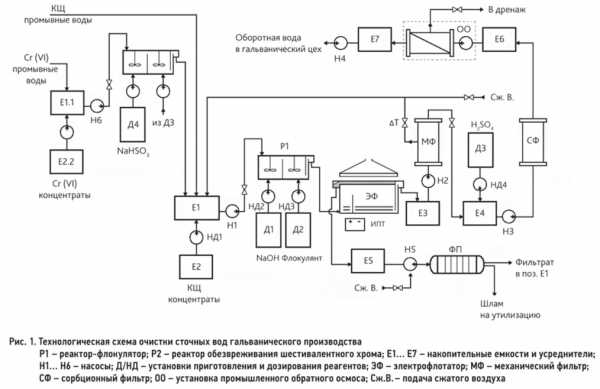
В приведенной выше схеме хромсодержащие промывные воды собираются в усреднитель Е1.1, а хромсодержащие концентраты собираются в усреднитель Е2.2. Из усреднителя Е2.2 хромсодержащие концентраты дозируются в усреднитель Е1.1. Это позволяет избежать залпового сброса концентрированных загрязнений. Аналогичным образом, кислотно-щелочные концентраты поступают из усреднителя Е2 в усреднитель Е1, где собираются промывные кислотно-щелочные воды. Хромсодержащие стоки направляются в реактор Р2. В этом реакторе производится реагентная обработка вод раствором гидросульфитом натрия для перевода высокотоксичного шестивалентного хрома в менее токсичный трехвалентный хром. Обезвреженные хромсодержащие стоки также собираются в усреднитель Е1, откуда они направляются в реактор Р1. В этом реакторе происходит флокуляция загрязняющих веществ. Для более эффективной флокуляции в реактор-флокулятор вводят гидроксид натрия (для поддержания оптимального рН образования гидроксидов металлов) и анионный флокулянт. Дальнейший этап очистки осуществляется в электрофлотаторе ЕФ, куда жидкость поступает самотёком из реактора Р1. Затем очищенная вода собирается в ёмкости Е3 и насосами подаётся на механические фильтры. Фильтры работают в автоматическом режиме. В ёмкости Е4 вода нейтрализуется серной кислотой, после чего подаётся на угольный фильтр для тонкой очистки и удаления органических соединений, которые находятся в воде в растворенном виде. Далее вода собирается в ёмкости Е6 и подаётся на установку обратного осмоса. Пермеат (обессоленная вода) собирается в емкости Е7, а солесодержащий концентрат либо сбрасывается в дренаж, либо используется для извлечения солей или использования в производственных целях.
Автор: ООО «НПО «Агростройсервис»
Дата публикации: 24.07.2017
Другие статьи
acs-nnov.ru
Гальванические стоки — очистка | Сточные воды гальваники? Мы знаем что делать!
 Сточные воды гальванического производства следует разделять на два потока: хромсодержащие и кислотно-щелочные.
Сточные воды гальванического производства следует разделять на два потока: хромсодержащие и кислотно-щелочные.
Хромсодержащие сточные воды содержат токсичные соединения шести- и трехвалентного хрома, цинка, железа, сульфаты, нитраты и хлориды. На гальваническом участке хромсодержащие сточные воды формируются из промывных вод после операции оксидации и обработки магния, снятия шлама, пассивации в растворе хромпика, пассивации кадмия, меди, цинка, электро-полирования, и хромирования.
Кислотно-щелочные сточные воды содержат кислоты, щелочи, минеральные соли, а также ионы таких металлов, как железо, цинк и др. Присутствуют также примеси: жиры, масла, нефтепродукты и взвешенные вещества. Кислотно-щелочные сточные воды формируется из всех остальных потоков, кроме хромсодержащих.
Величина уноса и концентрации химических веществ
Если промывка осуществляется только в ваннах проточной промывки (в отсутствии ванн улавливания), то концентрация отмываемых веществ – С (г/л) определяется отношением скорости приноса компонентов раствора из технологических ванн – m (г/ч) к расходу промывной воды – Q (л/ч):
С = m/Q
При определении концентрации какого-либо вещества в промывной воде величина скорости его приноса пропорциональна удельному уносу раствора из предыдущей технологической ванны.
m=q•F•Co
Необходимо, так же, не забывать про суммарный принос вещества из всех технологических ванн, где оно присутствует, и суммарный расход воды на промывку для соответствующего гальванического участка (цеха) или типа растворов (кисло-щелочных, хромсодержащих, цианистых и т.п.).
Если промывка осуществляется в ваннах проточной промывки с одной ванной улавливания, то при определении концентрации какого-либо вещества в промывной воде необходимо из количества вещества, уносимого из технологической ванны, вычесть количество вещества, накапливающегося в ванне улавливания и разность разделить на расход воды на промывку.
Характер изменения концентрации компонентов электролита в промывной воде — экспоненциальный, при устоявшейся работе технологической ванны можно считать, что:
m=0,4 q·F·C
Одним из главных факторов, определяющих расход воды, является удельный вынос раствора – q из ванны с поверхностью деталей, который зависит от сложности профиля детали, состояния поверхности и времени стекания раствора. При расчетах принимают максимальные значения величины удельного выноса, представленные в таблице:
Максимальные значения величины удельного выноса
Вид обработки | Время стекания не менее, с | Норма удельного выноса, л/м2 | |
Кислые растворы | Щелочные и хромсодержащие растворы | ||
| На подвесках | 6 | 0,2 | 0,3 |
| В барабанах | 15 | 0,4 | 0,6 |
| В корзинах и сетках | 15 | 0,5 | 0,75 |
Сточные воды, образующиеся в промывочных операциях, в основном содержат компоненты технологических растворов и электролитов, используемых для обработки металлов и сплавов, т.е. имеют аналогичный качественный химический состав. Однако в некоторых случаях в результате сильного разбавления этих растворов и электролитов и изменения величины рН происходят реакции гидролиза солей тяжелых металлов, разложение некоторых комплексных соединений, образование осадков гидроксидов металлов и т.п. Это означает, что химический состав промывных вод претерпевает изменения. При смешивании сточных вод, образующихся в различных технологических процессах, еще до осуществления процессов их очистки могут происходить различные химические реакции между содержащимися в них веществами (взаимная нейтрализация свободных кислот и щелочей, образование труднорастворимых гидроксидов и солей металлов и т.д.), что приводит к изменению химического состава сточных вод.
Очистка хромсодержащих сточных вод
- Область применения: Обезвреживание хромсодержащих сточных, вод в широком диапазоне концентраций.
- Основные процессы: Сульфитными реагентами-восстановителями являются гипосульфит (тиосульфат) натрия (Na2S2O3) или бисульфит натрия (NaHSO3).
1-й этап. Восстановление Cr6+ до Cr3+ происходит по следующим реакциям:
восстановление гипосульфитом натрия
Сr2O72- + S2O32- + 4Н+ → 2Cr3+ + 2SO42- + 2h3O;
восстановление бисульфитом натрия
Сr2O72- + 3HSO3- + 5Н+ → 2Сr3+ + 3SO42- + 4Н2O.
Реакции восстановления Cr6+ до Cr3+ протекают в кислой среде, при этом наибольшая скорость и полнота данных реакций достигается при оптимальном рН 2,5 – 3,0, для чего сточные воды подкисляют 10 – 15 % раствором h3SO4, с интенсивным перемешиванием раствора в реакторе.
Для сокращения времени реакции до 5 – 7 мин используются сточные воды с концентрациями Cr6+ ≥ 100 мг/л, что может быть достигнуто применением противоточной (каскадной) системы промывки деталей.
Сr3+ + ЗОН- → Сr(OH)3 ↓.
Оптимальные для осаждения Сr(ОН)3 значения рН 8,5 – 9,0. При выходе за эти пределы растворимость Сr(ОН)3 увеличивается и, как следствие, ухудшается полнота его извлечения из сточных вод. При рН ≥ 12 амфотерная гидроокись Сr3+ в избытке щелочи образует растворимые хроматы:
Cr(ОН)3 + NaOH → NaCrO2 + ЗН2O.
Рекомендуется соблюдать строгую дозировку реагентов и интенсивное перемешивание обрабатываемого раствора в реакторе при помощи электромеханической мешалки или насоса (по байпасной линии). Необходим периодический качественный контроль (химический анализ) состава обработанной сточной воды на отсутствие шестивалентного хрома.
Оборудование. Применяются два вида технологического оборудования — системы периодического и непрерывного действия.
Рекомендуется применять схему двухреакторной обработки, при которой после обезвреживания шестивалентного хрома стоки подают в общий усреднитель-накопитель, а затем в реактор для осаждения Сr(ОН)3 (2-й этап).
Отработанные концентрированные растворы электролитов, содержащие шестивалентный хром, сбрасываются в накопитель, а затем дозируется в реактор, где нейтрализуются.
Очистка кислотно-щелочных сточных вод.
Сточные воды гальванического производства содержат щелочи, кислоты и соли металлов. Очистка общего потока сточных вод состоит в нейтрализации содержащихся в них кислот, щелочей и переводе ионов металлов в труднорастворимые соединения с последующим извлечением дисперсной фазы. Как правило, после усреднения сточные воды имеют кислую реакцию (pH < 7), поэтому для перевода ионов металлов в труднорастворимые соединения сточные воды необходимо обработать щелочным реагентом. На практике применяются следующие щелочные реагенты: известь (известковое молоко), карбонат натрия (сода), едкий натр (гидроксид натрия) и др.
Как видно из таблиц теоретический расход соды на нейтрализацию кислот и перевод ионов металлов в труднорастворимые соединения на 15 — 25% больше, чем расход едкого натра. Это связано с тем, что в большинстве сточных вод предприятий наряду с ионами цинка, меди, никеля, железа, хрома присутствуют ионы кальция и магния, которые также взаимодействуют с содой, при этом образуя труднорастворимые соединения соответствующих карбонатов металлов.
Расход щелочных реагентов, необходимых для нейтрализации кислот (с концентрацией 100% масс.)
Щелочь | Кислота | ||
H2SO4 | HCl | HNO3 | |
Ca(OH)2 | 0,6 | 1,01 | 0,59 |
Na2CO3 | 1,08 | 1,45 | 0,84 |
NaOH | 0,82 | 1,1 | 0,64 |
Расход щелочных реагентов на осаждение металлов.
| Ион металла, (кислота) | Расход щелочного реагента, г на 1 г металла | |
| NaOH | Na2CO3 | |
Zn2+ | 1,26 | 1,67 |
Ni2+ | 1,73 | 2,20 |
Cr3+ | 1,22 | 1,62 |
Sn2+ | 1,31 | 1,82 |
Fe3+ | 2,15 | 2,85 |
Fe2+ | 1,43 | 1,90 |
Cu2+ | 2,31 | 3,06 |
Необходимо учитывать, что при взаимодействии соды с кислотами происходит выделение углекислого газа, который вызывает обильное пенообразование и коррозию оборудования. Кроме того, осадки, образующиеся при обработке сточных вод кальцинированной содой, уплотняются плохо, так как очень слабо выражены ее флокулирующие свойства.
Таким образом, едкий натр (NaOH) является наиболее эффективным реагентом. Осадки, полученные с его использованием, относительно чисты, легче обезвоживаются и эффективно разделяются при осветлении сточных вод. Поэтому для достижения наилучших показателей очистки сточных вод рекомендуется использовать в качестве щелочного реагента едкий натр.
Расход реагентов определяется из условия полной нейтрализации содержащихся в сточной воде кислот и перевода ионов цинка, хрома, железа, никеля в труднорастворимые соединения.
Реакции химической нейтрализации и осаждения металлов протекают по нижеприведенным уравнениям:
| Fe2+ | + | 2NaOH | ⇒ | Fe(OH)2¯ | + | 2Na+ |
| Zn2+ | + | 2NaOH | ⇒ | Zn(OH)2¯ | + | 2Na+ |
| Cr3+ | + | 3NaOH | ⇒ | Cr(OH)3¯ | + | 3Na+ |
| Cu2+ | + | 2NaOH | ⇒ | Cu(OH)2¯ | + | 2Na+ |
| Sn2+ | + | 2NaOH | ⇒ | Sn(OH)2¯ | + | 2Na+ |
| Cd2+ | + | 2NaOH | ⇒ | Cd(OH)2¯ | + | 2Na+ |
| Mn2+ | + | 2NaOH | ⇒ | Mn(OH)2¯ | + | 2Na+ |
| Fe3+ | + | 3NaOH | ⇒ | Fe(OH)3¯ | + | 3Na+ |
| Ni2+ | + | 2NaOH | ⇒ | Ni(OH)2¯ | + | 2Na+ |
| Pb2+ | + | 2NaOH | ⇒ | Pb(OH)2¯ | + | 2Na+ |
Таким образом, при наличии в сточных водах кислотных и щелочных компонентов в первую очередь протекают реакции взаимной нейтрализации, приводящие к потере характерных свойств соединений и к образованию новых химических веществ.
Общий кислотно-щелочной поток, образованный из кислотно-щелочных сточных вод и обработанных хромсодержащих сточных вод подается в реактор. В реакторе происходит усреднение качественного и количественного состава сточных вод. Дозированием раствора щелочи (едкого натра) в реакторе устанавливают pH среды в диапазоне 9.3 — 9.8 для образования труднорастворимых гидроксидов тяжелых металлов. Следует учитывать, что вследствие неравномерности сброса промывных вод (кислых и щелочных), возможны отклонения pH сточной воды и «проскок» ионов тяжелых металлов через системы очистки. Причем крайне нежелательно как понижение pH ниже 9.0, так и повышение pH выше 10.0.
Сточные воды из реактора поступают на очистку от дисперсных веществ в установку ультрафильтрации. После тонкой очистки производится процесс коррекции pH. Очищенная вода соответствует требованиям по сбросу в систему канализации и требованиям к подаче на установку обратного осмоса (в случае создания системы оборотного водоснабжения гальванического производства).
Глубокая очистка сточных вод на установке ультрафильтрации
Ультрафильтрация — мембранный процесс, находящийся между микрофильтрацией и нанофильтрацией. Ультрафильтрационные мембраны имеют диаметр пор 0,005-0,2 мкм и позволяют задерживать высокодисперсные и коллоидные частицы, макромолекулы с нижним пределом молекулярной массы до нескольких тысяч.
Сточные воды с pH 9,5 из накопительной емкости насосом подаются на установку ультрафильтрации, с остоящую из требуемого количества модулей с полимерными рулонными мембранами, пропускной способностью 50 КДа. Фильтрация осуществляется в тангенциально режиме: часть жидкости, пройдя через керамические мембраны, поступает в линию фильтрата. Остальная часть жидкости содержащая концентрат взвеси гидроксидов с помощью пневматического клапана периодически сбрасывается в емкость отстаивания. Отношение фильтрата к концентрату, примерно 20:1
остоящую из требуемого количества модулей с полимерными рулонными мембранами, пропускной способностью 50 КДа. Фильтрация осуществляется в тангенциально режиме: часть жидкости, пройдя через керамические мембраны, поступает в линию фильтрата. Остальная часть жидкости содержащая концентрат взвеси гидроксидов с помощью пневматического клапана периодически сбрасывается в емкость отстаивания. Отношение фильтрата к концентрату, примерно 20:1
В процессе ультрафильтрации образуются фильтрат, содержащий растворимые соли, и концентрат, содержащий дисперсные вещества и коллоидные частицы.
Чтобы осадка на мембранах было меньше (и, соответственно, период работы ультрафильтрационных аппаратов был больше), проводится регенерация мембран путем периодического (импульсного) перекрытия линии фильтрата. Частота и время промывок, определяются в процессе пусконаладочных работ.
Глубокая очистка сточных вод на установке обратного осмоса
Обратный осмос – мембранный процесс, характеризуемый почти полным освобождением воды от ионов поливалентных металлов и достаточно полным (до 98%) снижением концентрации моновалентных солей. Снижение индекса SDI (мутности) достигает 100%, т.к. проникновение через мембрану обратного осмоса возможно, только в виде истинных растворов.
Сточные воды предварительно доводятся до слабокислого либо нейтрального pH (6,5-7) и подаются на установку обратного осмоса в тангенциальном режиме. Соотношение концентрата сточных вод к фильтрату составляет 1:20.
Отфильтрованная таким образом вода соответствует 2 категории воды для гальванических производств ГОСТ 9.314.90, что позволяет применять ее как оборотную воду для процессов приготовления электролитов и каскадных промывок.
www.galvanostok.ru
Очистные сооружения для сточных вод гальванических цехов
Сегодня в связи с существенным ухудшением экологической обстановки во многих регионах России и регулярным повышением уровня требований к мерам по защите окружающей среды от загрязнений роль эффективной и качественной работы промышленных очистных сооружений постоянно возрастает. Качественная очистка воды для ее последующего применения в производственных целях, очистка промышленных стоков и водоподготовка сегодня являются весьма актуальными вопросами для самых различных отраслей отечественной промышленности.
Более подробную информацию Вы всегда можете получить по контактным телефонам:
+7 8452 343-895, + 7 909 341 3506, +7 903 021 1999, +7 917 315 8626
Промышленная водоподготовка, водоочистка и очистка сточных вод включает обширный комплекс мероприятий, главной целью которого является доведение качества воды до требований, предъявляемых к ней Заказчиком и санитарными нормами. При планировании и внедрении промышленного водооборота следует иметь в виду, что в каждом конкретном случае применяются те или иные индивидуальные разработки и уникальные технологии промышленной очистки воды, поскольку состав воды может отличаться в значительной степени. Нахождение в воде различных типов примесей вызывает необходимость применения при водоподготовке и очистке сточных вод определенных методов и аппаратов в зависимости от требований к очищенной воде и исходных загрязнений. Для получения наибольшего эффекта очистки сточных вод и водоподготовки, реализуя комплексный подход к решению проблемы водоочистки и водоподготовки, мы разрабатываем современные технологические схемы водоочистки и водоподготовки, включающие различные ступени водоподготовки или очистки стоков, с расчетом и подбором основного оборудования под конкретные условия проектирования.
Наши проекты основываются только на самых современных технологиях и новейших проверенных методах промышленной водоочистки, полностью соответствующих всем экологическим требованиям и государственным нормам поддержания природопользования и охраны окружающей среды. Наша задача – взять на себя все вопросы, связанные с очисткой воды на Вашем предприятии, и успешно решить их в максимально сжатые сроки с минимальными затратами.Проблема обезвреживания производственных сточных вод гальванических производств является одной из наиболее актуальных, в значительной степени определяющих экологическую обстановку в водных бассейнах России.
Сточные воды гальванического производства, как известно, включают в себя разбавленные стоки (промывные воды) и концентрированные растворы (моющие, обезжиривающие, травильные, циансодержащие и хромсодержащие электролиты).
Мы предлогаем многостадийную схему комплексной очистки сточных вод гальванических производств и традиционные, легко реализуемые, малозатратные методы, такие как:
- Реагентная обработка, как самый распространенный способ очистки стоков, где двухступенчатой реагентной обработкой осуществляется корректировка рН гальванических стоков для перевода тяжелых металлов в нерастворимую гидроокисную форму. При обработке сточных вод реагентами происходит их нейтрализация и обесцвечивание.
- Механическая очистка – флотация, отстаивание, фильтрование. Позволяет отделить образовавшиеся нерастворимые примеси. По стоимости механические методы очистки относятся к одним из самых дешёвых методов.
- Фильтрация очищаемой воды через напорные осадочные, сорбционные и ионообменные фильтры. На данной стадии из воды удаляются оставшиеся взвешенные частицы, органические соединения, ионы тяжелых металлов, нитраты, сульфаты, хлориды и т.д. Происходит обессоливание воды и ее обесцвечивание.
- Сбор и обезвоживание шламов. Шлам собирается в полипропиленовые мешки и утилизируется спец. предприятиями по утилизации.
Основная цель предлагаемых методов — снижение содержания тяжелых металлов до значений ПДК, позволяющих осуществлять слив очищенной воды в канализацию или возврат очищенной воды в производство.
Технологическая схема очистки сточных вод гальванического производства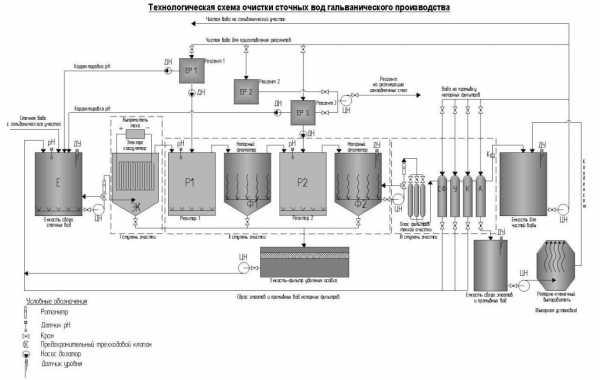
Описание технологической схемы очистки сточных вод гальванического производства
Учитывая наличие в сточных водах гальванических производств широкого диапазона тяжелых металлов и их различные условия высаждения, максимальная очистка от данных примесей осуществляется многостадийно.
I ступень очистки
Исходные промывные воды поступают в сборник-накопитель (Е), куда осуществляется слив промывных вод и порционный ввод отработанных рабочих растворов. Из накопителя насосом (ЦН) усредненный сток подается на электрокоагулятор (ЭК), в котором происходит очистка от примесей тяжелых металлов и восстановление Cr³⁺до Cr⁶⁺. Предварительно из емкости при необходимости дозирующим насосом подаются реагенты растворы щелочи или кислоты для корректировки значения рН.
Сущность электрохимической обработки воды заключается в том, что при подаче напряжения постоянного тока на электроды начинается процесс электролитического растворения стальных анодов при рН>2 образуются ионы Fe²⁺ по следующей схеме:
Fe + OH⁻ ↔ FeOH⁺ + e⁻
FeOH⁺ + OH⁻ ↔ Fe(OH)₂
Fe(OH)₂ ↔ Fe(OH)₂
Fe(OH)₂ ↔ FeOH⁺ + OH⁻
FeOH⁺ ↔ Fe²⁺ + OH⁻
Одновременно с этими процессами ионы Fe²⁺, а так же гидроксид железа (II), способствуют химическому восстановлению Cr⁶⁺ до Cr³⁺ по реакциям:
при рН< 5.5 Cr₂O₇²⁻ + 6 Fe²⁺ + 14H⁺ → 6 Fe³⁺ + 2 Cr³⁺ + 7H₂O
при рН≥ 5.5 Cr₂O₇²⁻ + 3 Fe(OH)₂ + 4H₂O → 3Fe(OH)₃ + 2Cr (OH)₃ + 2OH⁻
При электрохимической обработке сточных вод происходит их подщелачивание, что способствует коагуляции гидроксидов железа (II) и (III) и хрома (III), а так же гидроксидов других тяжелых металлов, ионы которых могут содержаться в сточных водах. Гидроксиды металлов образуют хлопья, на которых происходит адсорбция других примесей, содержащихся в сточных водах. Прирост величины рН может составлять 1-4 единицы. Степень очистки сточных вод в процессе электрокоагуляции составляет 80% — 95%.
II ступень очистки
Вторая ступень предусматривает доочистку очищаемых вод введением щелочных реагентов с целью повышения рН до рН гидратообразования тяжелых металлов.
Из электрокоагулятора сточные воды поступают в реактор (Р1) куда дозирующим насосом (ДН) подается щелочной реагент 1. При рН 9 — 10.5 ионы тяжелых металлов и анионы сильных кислот (SO4 -2, PO4 -3 , CrO4 -2) переходят в нерастворимый и малорастворимый осадок. Далее из реактора (Р1) водная суспензия для разделения направляется в напорный флотатор (Ф1) (или тнкослойный отстойник).
Флотация сточных вод осуществляется благодаря равнонаправленному движению двух потоков: очищаемой жидкости и пузырьков воздуха. Технология флотации заключается в адсорбировании примесей мелкими пузырьками воздуха и в поднятии их на поверхность, где образуется слой пены. Флотационные установки (флотаторы) используют вместо отстойников или осветлителей со взвешенным осадком, они могут также заменить микрофильтры. Применение флотации позволяет увеличить удельную производительность с площади зеркала воды по сравнению с отстойниками и осветлителями в 2…5 раз, повысить эффект осветления воды.
Из флотатора (Ф1) осветленная вода поступает в реактор (Р2). В реактор (Р2) дозирующим насосом (ДН) подается раствор кислоты (реагент 3), в результате чего происходит корректировка рН очищаемой воды до рН 6-7 и удаление следов щелочного реагента 1 в виде нерастворимых солей. Для дальнейшего осветления воды суспензия из реактора (Р2) поступает в флотатор (Ф2) (или тнкослойный отстойник).
Осадок из электрокоагулятора и флотаторов поступает в емкость-фильтр удаления осадка где частично обезвоживается, и с влажностью до 80-85% направляется на утилизацию.
III ступень очистки
Стадия глубокой очистки и обессоливания:для глубокой очистки и обессоливания до тре-бований ГОСТ 9.314-90 «Вода для гальванического производства» применяются 2 метода очистки:
- очистка воды на ионообменных смолах
- мембранный метод (обратный осмос)
Ионообменная очистка
Осветленная вода из флотатора (Ф2) насосом (ЦН) подается на механический фильтр тонкой очистки для доочистки от остаточного количества взвесей и далее на напорные фильтра с ионообменными смолами. Обессоливание воды ионным обменом по одноступенчатой схеме производится последовательным фильтрованием через сильнокислотный катионит в Н-форме и анионит в ОН-форме. При ионообменной очистке из сточных вод гальванических производств удаляются соли тяжелых, щелочных и щелочноземельных металлов, свободные минеральные кислоты и щелочи.
В процессе очистки сточных вод происходит насыщение ионитов катионами и анионами по следующим реакциям:
Катионит nRH + Meⁿ⁺ → RnMe +nH⁺ сорбция
RnMe + nH⁺ → nRH + Meⁿ⁺ регенерация
Анионит nRОH + Anⁿ⁻ → RnAn + nOH⁻ сорбция
RnAn + nNaOH → nRОH + NanAn регенерация
Солесодержание воды, обессоленной таким образом, по показателю «электропроводность» в среднем составит не более — 10 — 45 мкСим/см.
Мембранная очистка
Для глубокого обессоливания используется метод обратного осмоса, предполагающий применение специальных марок высокоселективных обратноосмотических мембран импортного производства. Поверхность мембраны подвергнута специальной обработке, обеспечивающей длительную, стабильную работу на загрязненных стоках.
Мембранный метод (обратный осмос), обеспечивает удаление солей, в т.ч. тяжелых металлов более чем на 95%.
Принцип действия мембраны следующий: под действием рабочего давления исходный поток делится на две части – пермеат, поток, прошедший через мембрану и очищенный от примесей и солей и концентрат, обогащенный ими, который подлежит утилизации.
Осветленная вода из емкости через блок фильтров тонкой очистки насосом (ЦН) подается на первую ступень обратноосмотической мембранной установки, укомплектованной рулонными мембранными элементами. В процессе разделения исходный поток под действием рабочего давления делится на два: фильтрат – очищенная и обессоленная до требуемых показателей вода, которая собирается в емкости для чистой воды, а концентрат, содержащий сконцентрированные извлекаемые примеси в емкости для сбора элюатов и промывных вод.
Очищенная вода из емкости насосом подается на повторное использование на операции промывки и приготовление электролитов, а концентрат с солесодержанием 25- 30 г/л направляется на узел выпаривания.
Стадия обработки концентрата: для уменьшения объема утилизируемого отхода концентрат или элюаты подвергаются дополнительному выпариванию на выпарной установке, что позволяет получить отход в виде утилизируемой соли, а конденсат вторичного пара (дистиллят) направляется в емкость очищенной воды.
Соли с влажностью 50-60% в виде твердого продукта подлежит утилизации.
Система КИП и А
Комплексная установка укомплектована необходимой системой КИП и А с выводом всех основных показателей процесса на блок визуального контроля, каждый узел работает в автоматическом режиме от уровня воды в исходных емкостях. Предусмотрена аварийная сигнализация. Режим работы установки – полуавтоматический.
Качество получаемых продуктов после предлагаемой установки:
- очищенная вода – имеет минерализацию не более 0,5 г/л, что позволяет обеспечить замкнутый водооборот с использованием воды повторно в производственном цикле. Степень использования воды достигает не менее 90 — 95%;
- осадок гидроокислов с влажностью не менее 80%, который подлежит утилизации;
- твердые отходы в виде продукта смеси минеральных солей с влажностью не более 60%
vskproekt.ru
Очистные сооружения гальваники — проектирование
Очистка сточных вод гальванического производства (проектирование)
Гальваническое производство является одним из наиболее опасных источников загрязнения окружающей среды, главным образом поверхностных и подземных водоемов, ввиду образования значительного объёма сточных вод, содержащих вредные примеси тяжелых металлов, высокотоксичных соединений, неорганических кислот, щелочей, поверхностно-активных веществ и других а также большого количества твердых отходов, содержащих тяжелые металлы в малорастворимой форме.
В гальваническом производстве вода используется на хозяйственно-бытовые, противопожарные и технологические нужды. Технологические нужды включают в себя: приготовление технологических растворов, промывка деталей, охлаждение оборудования (выпрямители) и растворов (ванны), прочие нужды (промывка фильтров, профилактика оборудования). Расход воды на приготовление технологических растворов определяется объемом ванн и составом растворов. Расход воды на охлаждение выпрямителей определяется их типом и мощностью и указывается в технической документации (паспорте). До 90-95% воды в гальваническом производстве используется на промывочные операции, причем удельный расход воды зависит от применяемого оборудования и колеблется в широком диапазоне от 0,2 до 2,3 м3 на 1 м2 обрабатываемой поверхности.
Соединения металлов, выносимые сточными водами гальванического производства, оказывают вредное воздействие на экосистему. Например, соединения меди и кадмия даже в малых концентрациях оказывают резко выраженное токсическое действие на рыб и другие водные организмы.
Операции обработки поверхности и нанесения покрытий разделяются друг от друга операциями промывки, вследствие чего гальваническое производство неразрывно связано со сбросом отработанных промывных вод. Объем, количественный и качественный состав стоков зависит от расхода воды на промывку и применяемой схемы промывки, а также от составов технологических растворов и степени сложности профиля деталей. Таким образом, рационализация водопотребления через выбор применяемого оборудования и схем промывки, определяют объем, количественный и качественный состав промывных и сточных вод и состав очистного оборудования, эффективность его работы.
Разнообразный ассортимент применяемых гальванических покрытий обуславливает многообразие загрязнений, находящихся в сточных водах. Исходя из фазового состояния вещества в растворе, все загрязнения можно подразделить на четыре группы:
• взвеси в виде тонкодисперсных суспензий и эмульсий;
• коллоиды и высокомолекулярные соединения;
• органические вещества, растворенные в воде;
• соли, кислоты, основания, растворенные в воде.
Для каждой из групп загрязнений существуют свои методы очистки. Так, для очистки воды от веществ первой группы загрязнений наиболее эффективны методы, основанные на использовании сил гравитации, флотации, адгезии. Для второй группы – коагуляционный метод. Загрязнения третьей группы наиболее эффективно извлекаются из воды в процессе адсорбционной очистки, а загрязнения четвертой группы, представляющие собой электролиты, удаляют из воды переводом ионов в малорастворимые соединения, используя для этого реагентный метод или методы обессоливания.
При проектировании систем водоснабжения современных гальванических производств чаще всего возникает необходимость резкого сокращения промышленных сточных вод, поступающих в водные объекты. В зависимости от состава исходных сточных вод, региональных нормативов приема промышленных сточных вод в городские канализационные сети, решаются вопросы применения комплексных методов очистки воды.
Для реализации вышеуказанных задач, целью которых является значительное снижение или полное исключение сброса в водные объекты загрязняющих веществ с промышленными сточными водами, внедряются автоматизированные очистные сооружения на базе новых технологий очистки воды производственных предприятий. Наиболее прогрессивным представляется сегодня создание производств с замкнутым циклом водоснабжения, внедрение мембранных, ионообменных и электрофлотационных технологий очистки сточных вод, регенерация отработанных растворов электролитов, в том числе кислот, щелочей и солевых концентратов с использованием извлекаемых продуктов в качестве вторичного сырья.
Гальванические производства имеют, два вида сточных вод:
- концентрированные отработанные растворы гальванических ванн и ванн химической обработки;
- промывные воды ванн горячей и холодной промывки.
Методы очистки можно разбить на семь групп:
1) механические; 2) химические; 3) коагуляционно-флотационные; 4) электрохимические; 5) сорбционные; 6) мембранны; 7) биологические.
Однако ни один из указанных методов самостоятельно не обеспечивает в полной мере выполнение современных требований:
• очистка до норм ПДК, особенно по ионам тяжелых металлов;
• возврат 90-95% воды в оборотный цикл; невысокая себестоимость очистки;
• малогабаритность установок, утилизация ценных компонентов (кислот, щелочей, металлов).
При больших объемах производства на локальных установках очистки целесообразно использовать электрохимические и мембранные методы (электролиз, электродиализ, электрофлотация), а централизованные очистные сооружения основывать на сочетании нескольких методов: реагентный, электрофлотация и ионообмен.
При небольшом объеме производства предпочтение следует отдать электрохимическим и мембранным методам. Электрохимические методы очистки имеют ряд преимуществ перед химическими способами: упрощенная технологическая схема и автоматизация при эксплуатации производственных установок; меньшие производственные площади, необходимые для размещения очистных сооружений; возможность обработки сточных вод без их предварительного разбавления; уменьшение количества осадков после обработки сточных вод.
Реагентная очистка сточных вод от ионов тяжелых металлов
Очистка сточных вод от ионов тяжелых металлов осуществляется путем перевода ионов тяжелых металлов в малорастворимые соединения (гидроксиды или основные карбонаты) при нейтрализации сточных вод с помощью различных щелочных реагентов (гидроксидов кальция, натрия, магния, оксидов кальция, карбонатов натрия, кальция, магния). При нейтрализации кислых сточных вод известковым молоком, содержащим значительное количество известняка, а также растворами соды некоторые ионы тяжелых металлов (цинк, медь и др.) осаждаются в виде соответствующих основных карбонатов, которые менее растворимы в воде, чем соответствующие гидроксиды. При образовании основных карбонатов происходит более полный переход ионов тяжелых металлов в малорастворимую форму. Кроме того, основные карбонаты большинства металлов начинают осаждаться при более низких значениях рН, чем соответствующие гидроксиды.
Обезвреживание циансодержащих сточных вод
Технологические сточные воды в гальванических процессах цинкования, кадмирования, меднения и серебрения содержат высокотоксичные простые и комплексные соединения циана (цианиды): NaCN, KCN, CuCN, Fe(CN)2, — простые цианиды; [CU(CN)2]-, [CU(CN)3]2-, [CU(CN)4]3-, [Zn(CN)4]2-, [Cd(CN)4]2-,[Fe(CN)6]3-, [Fe(CN)6]4-, [Ag(CN)2]- — комплексные цианиды. Количество цианидов в сточных водах гальванических цехов варьируется в широких пределах: при наличии ванн улавливания — 2-30 мг/л, без ванн улавливания — до 150-300 мг/л. Для обезвреживания циансодержащих сточных вод используются различные модификации реагентного метода, основанные на химическом превращении высокотоксичных цианидов в нетоксичные, легко удаляемые продукты: окисление цианидов в щелочной среде до цианатов с последующим их гидролизом до карбонатов и аммония.
Реагентная очистка сточных вод от шестиваленгного хрома
Соединения шестивалентного хрома – хромовая кислота и ее соли применяются при нанесении хромовых покрытий, при химической обработке (травление, пассивирование), при электрохимической обработке (анодирование), при электрополировке стальных изделий.Сточные воды обрабатываются в две стадии:
• восстановление шестивалентного хрома до трехвалентного;
• осаждение трехвалентного хрома в виде гидроксида.
В качестве реагентов-восстановителей наибольшее применение получили натриевые соли сернистой кислоты – сульфит (Na2SO3), бисульфит (NaHSO3), пиросульфит ((Na2S2O5).
Восстановление Сг6+ до Сг3+ происходит по реакциям:
восстановление сульфитом натрия
Сг2О72- + 3S032- + 8Н+ ––> 2Cr3+ + 3S042- + 4Н2O
восстановление бисульфитом натрия
Сг2О72- + 3HSO3– + 5Н+ ––> 2Сг3+ + 3S042– + 4Н2O
восстановление пиросульфитом натрия
2 Сг2О72- + 3S2052– + 10Н+ ––> 4Cr3+ + 6S042– + 5Н2О
Электрофлотация
Основным техническим узлом системы очистки является электрофлотатор, включающий в себя блок нерастворимых электродов, систему сбора шлама, источник постоянного тока и вытяжной зонт. Работа аппарата основана на электрохимических процессах выделения водорода и кислорода за счет электролиза воды и эффекта флотации. Установка работает, как в непрерывном, так и в периодическом режимах и обеспечивает извлечение взвешенных веществ, нефтепродуктов, ПАВ, ионов тяжелых металлов Cu2+, Ni2+, Zn2+, Cd2+, Cr3+, Al3+, Pb2+, Fe2+, Fe3+ Ca2+, Mg2+ и др. в виде гидроксидов и фосфатов.Безреагентный электрохимический модуль предназначен для очистки сточных вод от ионов тяжелых цветных металлов. Модуль состоит из электрокорректора рН, двухсекционного электрофлотатора, вспомогательных емкостей для промывной и очищенной воды, дозиоующих насосов. Работа модуля основана на процессах образования дисперсной фазы нерастворимых гидроксидов тяжелых металлов и их электрофлотации. Промывная вода, содержащая ионы Cu2+, Ni2+, Zn2+, Сг3+, Fe3+, Cd2+ индивидуально или в смеси, подается в катодную камеру электрокорректора рН, где за счет электролиза воды выделяется водород и происходит подщелачивание среды до рН гидратообразоваиия тяжелых металлов. В анодной камере, отделенной от катодной мембраной, происходит накапливание анионов SO42-, С1- и других, за счет чего происходит обессоливание воды. В электрофлотационной камере происходит электрофлотация гидроксидов металлов в виде флотошлама. Очистка от ионов Сг6+ производится после восстановления до Сг3+. Очистка циансодержащих стоков осуществляется после окисления циана. Установка работает в непрерывном режиме и обеспечивает извлечение ионов металла в виде гидроксида, доведение рН до оптимальных значений, получение анолита для переработки флотошлама. Флотошлам удаляется из электрофлотатора пеносборным устройством. При локальной очистке сточных вод возможно повторное использование извлеченного гидроксида металла на корректировку и приготовление электролита основной ванны или для переработки электролизом на металл.
Технологическая схема очистки сточных вод: Е1, Е2, Е3 –накопительная ёмкость; Н1, Н2 – насос; Д1, Д2, –ёмкость приготовления раствора реагента; НД1, НД2, НД3 – дозирующий насос; Р1 – реактор смешения; ЭФ – Электрофлотационный модуль; ИПТ – источник питания электрофлотационного модуля; ФП – фильтр пресс; КФ – кварцевый фильтр; ИФ – ионообменный фильтр.
Ионообменная очистка
При ионообменной очистке из сточных вод гальванических производств удаляют соли тяжелых, щелочных и щелочноземельных металлов, свободные минеральные кислоты и щелочи, а также некоторые органические вещества. Очистку сточных вод производят с помощью синтетических ионообменных смол, представляющих собой нерастворимые в воде гранулированные полимерные материалы. В составе молекулы ионита имеется подвижный ион (катион или анион), способный в определенных условиях вступать в реакцию обмена с ионами аналогичного знака заряда, находящимися в сточной воде.Ионный обмен происходит в эквивалентных отношениях и в большинстве случаев является обратимым. Реакции ионного обмена протекают вследствие разности химических потенциалов обменивающихся ионов. В общем виде эти реакции можно представить следующим образом:mA + RmB ↔ mRA + В
Целесообразность использования ионного обмена как метода очистки и возвращения 85-95% промывных вод ограничивается приростом содержания солей от 1 до 5 мэкв/л (50-250 мг/л). Это следует учитывать при определении или разработке режима водопользования в гальваническом производстве. Очевидно, при каскадно-противоточной промывке, в связи с высокой концентрированностью промывных вод, метод ионного обмена нецелесообразен.
Ионообменный фильтр финишной очистки требуется для достижения региональных предельно допустимых концентраций ПДК вредных веществ по ионам тяжелых металлов, таких как Cu2+, Ni2+, Zn2+. Схема предусматривает обработку кислотно-щелочных и хромсодержащих сточных вод в самостоятельных технологических цепочках. Схема обеспечивает глубокую очистку воды от тяжелых металлов до уровня 0,01 мг/л, взвешенных веществ и нефтепродуктов до 0,1–0,5 мг/л. Рекомендуется для вновь строящихся очистных сооружений в регионах с жесткими требованиями ПДК.
Мембранные установки
Процессы обратного осмоса и ультрафильтрации основаны на способности молекул воды проникать через полупроницаемые мембраны. При приложении к раствору давления, превышающего осмотическое давление, возникает обратный поток воды через полупроницаемую мембрану. При этом с противоположной стороны мембраны можно получить очищенную воду. Этот механизм справедлив как для обратноосмотических (гиперфильтрационных), так и для ультрафильтрационных установок. Отличие заключается в практической реализации этих методов. При обратном осмосе отделяются частицы (молекулы, гидратированные ионы), размеры которых сравнимы с размерами молекул воды (диаметр частиц 0,0001-0,001 мкм). В обратноосмотических установках используют полупроницаемые мембраны толщиной 0,1-0,2 мкм с порами 0,001 мкм под давлением 6-10 МПа. При ультрафильтрации размер отделяемых частиц на порядок больше (диаметр частиц 0,001-0,02 мкм). В ультрафильтрационных установках применяют полупроницаемые мембраны с порами 0,005-0,2 мкм под давлением 0,1-0,5 МПа. Рулонные мембранные элементы для установок обратного осмоса работают по принципу тангенциальной фильтрации. В процессе обессоливания, она разделяется на два потока: фильтрат (обессоленная вода) и концентрат (раствор с высоким солесодержанием). Разделяемый поток воды движется в осевом направлении по межмембранным каналам рулонного элемента, а фильтрат спиралеобразно по дренажному листу в направлении отвода фильтра. Концентрат выходит с другой стороны мембранного модуля обратного осмоса. Сегодня обратноосмотические мембранные элементы рулонного типа являются наиболее распространенными и наименее дорогостоящими.Процесс мембранного разделения зависит от давления, гидродинамических условий и конструкции аппарата, природы и концентрации загрязнений в сточных вод, а также от температуры. Увеличение концентрации раствора приводит к росту осмотического давления растворителя, повышению вязкости раствора и росту концентрационной поляризации, т.е. к снижению проницаемости и селективности.
Обратный осмос рекомендуется использовать при следующей концентрации стоков: для одновалентных солей — не более 5-10 %; для двухвалентных — 10-15 %; для многовалентных — 15-20 %. Для уменьшения влияния концентрационной поляризации организуют рециркуляцию раствора и турбулизацию прилегающего к мембране слоя жидкости, применяя увеличение скорости движения жидкости вдоль поверхности мембраны.
С повышением давления удельная производительность мембран увеличивается, так как растет движущая сила процесса. Однако при высоких давлениях происходит уплотнение материала мембран, что вызывает снижение проницаемости, поэтому для каждого вида мембран устанавливают оптимальное рабочее давление.
Выпарные установки
Выпарные аппараты в гальванике, как правило, применяются для упаривания промывных вод при многоступенчатой (каскадной) промывке, а также воды из ванн улавливания. Использование вакуумных выпарных установок на очистных сооружениях позволяет вернуть в технологические процессы ценные компоненты и снизить либо полностью исключить сброс сточных вод, содержащих токсичные соединения тяжелых металлов: меди, цинка никеля, хрома, свинца и пр. При использовании данной технологии значительно сокращаются эксплуатационные затраты на очистку сточных вод.Концентрирование сточных вод с последующим выделением растворенных веществ используется для обессоливания сточных вод. Процесс состоит из двух стадий: концентрирования сточных вод и выделения сухого остатка (кристаллизацией, сушкой, сжиганием в печах). Метод позволяет использовать как полученную обессоленную воду в основной технологии, так и выделенные твердые вещества — соли.
Для концентрирования растворов в промышленности наиболее распространены выпарные установки: одноступенчатые и многоступенчатые с выпарными аппаратами различной конструкции.
При производительности до 2 м3/ч сточной воды можно использовать выпарные аппараты с паровым нагревом и перемешиванием, кипение в них происходит в большом объеме. Они имеют следующие недостатки: небольшая производительность, низкий коэффициент теплопередачи, большая металлоемкость, а также необходимость периодических остановок для очистки поверхности нагрева от накипи.
Для концентрирования средне и высокосоленых стоков перспективны аппараты с вынесенной поверхностью нагрева и принудительной циркуляцией при скорости потока 2—3 м/с. При таких условиях значительно уменьшается отложение солей на поверхности нагрева.
В последнее время для организации оборотного водоснабжения на предприятиях получили распространение аппараты с вынесенной зоной испарения и естественной или принудительной циркуляцией. В этих аппаратах раствор подогревается в трубах, а испарение происходит вне поверхности нагрева. Для равномерного подвода пара к трубкам между корпусом и крайними трубками имеется кольцевое пространство. Дистиллят отводится из корпуса в корпус из нижней части греющей камеры. В сепараторе капли отделяются в ловушках с наклонными жалюзи. Для более глубокой очистки пара от солей в первых двух корпусах аппарата установлены барботажные тарелки. Могут быть использованы также пленочные выпарные аппараты: вертикально-трубчатые с нисходящей и восходящей пленками, горизонтально-трубчатые с растекающейся пленкой и роторные.
Запросить коммерческое предложение и цены
kspr.ru
| 1 | ОАО «Завод «Автокран» г.Иваново | Комплексная установка для очистки промывных вод гальванического производства, 0,5м3/час и регенерации отработанного электролита хромирования, 0,05 м3/сут. | 2002 | |
| 2 | ОАО «Роберт Бош Саратов», г.Энгельс | Установка очистки промывных вод гальванического производства –5 м3/час | 2003 | |
| 3 | ООО «Век» г.Санкт-Петербург | Комплексная установка для очистки промывных вод гальванического производства — 0,5 м3/час,регенерация отработанных электролитов 0,05 м3/час | 2002 | |
| 4 | ЗАО «Ижнефтемаш», г.Ижевск | Комплексная установка очистки промывных вод гальванического производства (0,4 м3/час) (0,035 м3/сутки) | 2004 | |
| 5 | Ярцевская тех. компания АМО ЗИЛСмоленскоя обл., г. Ярцево | Установка очистки хромового электролита 150л/час | 2004 | |
| 6 | ООО «Экопласт», г.Ярославль | Фильтрационная установка обессоливания промывных вод гальванического производства, Q=1,4 м3/час; 2,5 м3/час | 2004 | |
| 7 | ОАО «Очистные сооружения», г. Тула | Разработка проекта очистных сооружений для сточных вод гальванического производства, 10 м3/час | 2005 | |
| 8 | ОАО «Самарский резервуарный завод» г.Самара | Установка регенерации обезжиривающего раствора, 200 л/час Установка регенерации соляной кислоты из ОТР 0,2 м3/сут. Установка очистки промывных вод,3,5 м3/час | 2006 | |
| 9 | ООО «Химтехпласт», г.Пенза | Установка очистки сточных вод гальванического участка, 200л/час | 2006 | |
| 10 | ООО «Сварка», Ярославская обл., г.Ростов | Установка очистки сточных вод гальванического участка, 0,5м3/час | 2006 | |
| 11 | ОАО «Элмаш», г.Саратов | Установка по очистке производственных сточных вод, 0,5 м3/час | 2006 | |
| 12 | ОАО «Пермский моторный завод», г.Пермь | Разработка проекта очистных сооружений на базе обратного осмоса для гальванического производства,Цех 57 — 10 м3/час,Цех 14 — 6 м3/час,Цех 38 — 1,0 м3/час. | 2006 | |
| 13 | ОАО «Эллерон» для РУП «БМЗ», г.Жлобин, Беларусь | Реконструкция цеха регенерации серной кислоты и системы циркуляции отработанного травильного раствора, Q= 4 м3/час | 2008 | |
| 14 | ОАО «Эллерон» для РУП «БМЗ», г.Жлобин, Беларусь | Установка очистки засоленных вод с использованием обратного осмоса, 70 м3/час | 2008 | |
| 15 | ОАО «Ионообменные технологии» для ООО «Северстальавто-ЕЛАБУГА, г. Елабуга | Установка очистки сточных вод, 24 м3/час | 2008 | |
| 16 | ОАО «Алнас», г.Альметьевск, Татарстан | Установка очитки сточных вод гальванического производства, 2,5 м3/час | 2007 | |
| 17 | ОАО «Западно-Сибирский металлургический комбинат», Кемеровская обл., г.Новокузнецк | Установка по очистке концентрированных и промывных сточных вод линии меднения проволоки, 6 м3/час | 2008 | |
| 19 | ООО «РТС Инжиниринг», г.Москва (для ОАО НИИ «Кулон»), г.Москва | Установка очистки сточных вод гальванического производства, 0,5 м3/час | 2008-2011 | |
| 20 | ООО «ГальваноХром»,(для Баку), г.Санкт-Петербург | Установки регенерации электролитов хромирования 0,05 м3/опер. -2 шт. | 2008-2009 | |
| 21 | ООО «КиК», г. Красноярск | Установка комплексной очистки производственных СВ с линий подготовки и окраски алюминиевых изделий,3,5 м3/час | 2009 | |
| 22 | ФГУП «ПНИЭИ», г.Пенза | Установка очистки сточных вод гальванического производства, 3,5 м3/час | 2009 | |
| 23 | ОАО «Ионообменные технологии» дляОАО «ВОМЗ», г.Вологда | Сооружения по очистке промывных вод и отработанных растворов гальванического производства и производства печатных плат 30 м3/час | 2008-2009 | |
| 24 | ОАО «Ионообменные технологии» дляОАО «Выксунский Металлургический комбинат», г.Выкса, Нижегородская обл | Реконструкция станции очистки сточных вод гальванического производства ТЭСЦ-5,6,5 м3/час | 2009 | |
| 25 | ФНЦП «НИИРТ»г. Нижний Новгород | Установка очистки сточных вод гальванического производства и участка печатных плат, 4.5 м3/час | 2009-2011 | |
| 26 | ОАО «Промсвязь», г. Юрьев –Польский, | Установка очистки сточных вод гальванического производства,0,7 м3/час | 2009 | |
| 27 | ООО «Коллини», г. Нижний Новгород | Установка регенерации раствора пассивации на основе ионного обмена | 2009 | |
| 28 | ООО «Энерго-ЭМС» через ООО ПФ ЭСТех, г. Радужный | Установка очистки сточных вод линии Ni-Cu 140л/час | 2009-2011 | |
| 29 | ОАО «Энергия», г.Елец | Установка очистки сточных вод гальванического производства5 м3/час | 2009-2010 | |
| 30 | ОАО «Головной институт «ВНИПИЭТ» (г.Сп-б)для ФГУП «ПСЗ», г.Трехгорный | Установка очистки сточных вод участка ферритизации, 8 м3/сутки | 2011 | |
| 31 | ООО «Элитжилстрой» для КБ «Арматура», г.Ковров | Очистные сооружения для гальвано-химических линий, 5, 5 м3/час | 2011 | |
| 32 | ОАО «ИЭМЗ Купол», г.Ижнвск | Модернизация очистных сооружений гальванического производства, 300 м3/сутки | 2009-2011 | |
| 33 | ООО «Полипласт»для ОАО «ДКБА», г.Долгопрудный | Очистка сточных вод гальванического производства, 500 л/сутки | 2009-2010 | |
| 34 | *ЗАО «Ионообменные технологии» для ОАО «ЧТПЗ», г.Челябинск | Замкнутая система водопользования предприятия со строительством очистных сооружений промышленно-ливневых и кислых стоков,150 м3/час | 2010-2011 | |
| 35 | ФГУП «КЭМЗ», г.Калуга | Узел обезвоживания осадка для станции нейтрализации, 5 м3/час | 2010 | |
| 36 | ЗАО «Ионообменные технологии» для ОАО ПО «НЭВЗ», г.Новочеркасск | Реконструкция очистных сооружений промстоков от гальванического цеха, 8м3/час | 2010 | |
| 37 | ОАО «Ковровский механический завод», г.Ковров | Реконструкция станции нейтрализации с созданием замкнутого оборота, 64 м3/час | 2010 | |
| 38 | ОАО Арзамасский механический завод, г.Арзамас | Проектирование и изготовление установки очистки сточных вод гальванического производства, 15 м3/час | 2010-2011 | |
| 39 | для ОАО «Химпром», г.Новочебоксарск | Проектирование очистных сооружений сточных вод производства солнечных батарей, 22 м3/час | 2010 | |
| 40 | ОАО «МЗ РИП», г.Муром | Установка очистки сточных вод гальванического производства, 7 м3/час | 2010-2015 | |
| 41 | ООО «Стройтехпроект», г.Москва дляОАО «Пензадизельмаш», г.Пенза | Поставка узла обезвоживания суспензии, 4000 кг/сутки | 2010 | |
| 42 | *ООО Роботэк-НН, для ОАО «Выксунского металлургического завода», г.Выкса | Станция нейтрализации стоков участка травления темплет производительностью 1,2 м3/сутки | 2010-2011 | |
| 43 | ОАО «Промсвязь», г. Юрьев –Польский | Реконструкция станции нейтрализации гальванического производства, 5 м3/час | 2011 | |
| 44 | ОАО ГПНИИ-5 для ФГУП «ТНИИС», г.Таганрог | Установка очистки сточных вод гальванического производства и микроэлектроники, 5,1 м3/час | 2011 | |
| 45 | ЗАО «Искра-Энергетик», г.Пермьдля ГТУ- ТЭЦ ЗАТО, г.Знаменск, Астраханской области | Установка очистки засоленных стоков,15 м3/час | 2011-2012 | |
| 46 | ООО «Кольчуг-цветметобработка», г.Кольчугино | Установка очистки сточных вод участка травления,3 м3/час | 2012 | |
| 47 | ОАО «НПО «Магнетон», г.Владимир | Проектирование и поставка узлов обезвоживания осадка и обезвреживания хромовых стоков производства нихрома | 2012 | |
| 48 | ПФ«Союзхпроектверфь», г.СПб для ОАО «Таганрогский завод «Прибой», г.Таганрог | Установка очистки сточных вод гальванического производства, 5,1 м3/час | 2012 | |
| 49 | ОАО «Рязанское КБ «Глобус», г.Рязань | 1.Поставка узла обезвреживания хромсодержащих стоков 2.Проект реконструкция станции нейтрализации гальванического производства, 9 м3/час | 2011 2012 | |
| 50 | ООО «Монетный двор», г.Усть-Каменогорск, Казахстан | Установка очистки сточных вод гальванического производства – 1 м3/час | 2012 | |
| 51 | ЗАО «Айсберг» для ФГУП СРЗ «Нерпа», г.Снежногорск, Мурманской области | Установка доочистки сточных вод гальванического производства от тяжелых металлов для слива в море | 2012 | |
| 52 | ООО «Красный Октябрь», г.Ленинск-Кузнецкий | Установка очистки сточных вод гальванического участка ЦРГ для слива в канализацию производительностью 2 м3/сутки | 2012-2013 | |
| 53 | ОАО «ВНИИ «Сигнал», г.Ковров | 1. Установка очистки сточных вод гальванического производства, 20 м3/час 2.Установка предочистки сточных вод производства печатных плат, 3,5 м3/час | 2012-2014 | |
| 54 | ОАО «Концерн «Автоматика»г. Москва | Установки очистки сточных вод гальванического производства и производства печатных плат, 8 м3/час | 2012-2013 | |
| 55 | ОАО «Мосэлектронпроект» дляОАО НПП «Старт», г.Великий Новгород | Установка очистки сточных вод гальванического производства – 3,5 м3/час | 2012-2013 | |
| 56 | ОАО «Каскад», г.Краснодар | Установка очистки сточных вод гальванического производства – 10 м3/час | 2013 | |
| 57 | ОАО«Щегловский вал», г.Тула | Установка очистки сточных вод гальванического производства – 3,5 м3/час | 2013-2014 | |
| 58 | ОАО «УАПО», г.Уфа | Установка очистки сточных вод гальванического производства – 10,5 м3/час для слива в горколлектор | 2013 | |
| 59 | ОАО «ЧРЗ «Полет», г.Челябинск | Установка очистки сточных вод гальванического производства – 3,5 м3/час | 2013-2014 | |
| 60 | ОАО «ВЭМЗ», г.Волжкс | Установка очистки сточных вод гальванического производства – 8,5 м3/час | 2013-2014 | |
| 61 | ООО «Связьинжиниринг КБ» для ОАО «Дубна»г. Москва | Установка очистки сточных вод производства печатных плат –6 м3/час | 2013-2015 | |
| 62 | ООО «Литмаш», г.Меленки, Владимирская область | Установка очистки сточных вод линии цинкования – 1,2 м3/час | 2013-2014 | |
| 63 | ОАО «Транспневматика», г.Первомайск | Узел обезвоживания осадка сточных вод гальванического производства- 5 м3/час | 2013 | |
| 64 | ООО «Фавн-Тех», г.Ливны | Установка очистки стоков линии цинкования- 0,5 м3/час | 2014 | |
| 65 | ОАО «ТНИИС», г.Таганрог | Установка очистки сточных вод гальванического производства и производства микроэлектроники — 3 м3/час | 2014-2015 | |
| 66 | ОАО «НПО «Марс», г.Ульяновск | Экологическое обследование и разработка технологии доочистки сточных вод производства печатных плат – 1,8 м3/час | 2010-2014 | |
| 67 | ООО «ДайдоМеталРусь», г.Заволжье | Установка очистки сточных вод гальванического производства – 8 м3/час | 2014-2015 | |
| 68 | ООО «Салют- 27» г.Нижний Новгород | Установка очистки сточных вод гальванического производства – 2 м3/сутки | 2015 | |
| 69 | ООО «Химтехпласт», г.Пенза | Реконструкция установки очистки сточных вод гальванического производства производительностью 0,35 м3/час | 2014 | |
| 70 | ОАО «Радиозавод», г.Муром | Модернизация станции нейтрализации гальванического производства производительностью 15 м3/час | 2014 | |
| 71 | ОАО «Искра», г.Ульяновск | Установка очистки сточных вод гальванического производства – 50 м3/сутки | 2014 | |
| 72 | ООО «Гирс-сервис»для НПФ «ЦентрГаз Геофизика», г.Кимры Тверская область | Установка очистки сточных вод гальванического производства –0,4 м3/сутки | 2015 | |
| 73 | ОАО «Высокие технологии», г.Омск | Установка очистки сточных вод гальванического производства – 4 м3/час | 2015 | |
| 74 | ОАО «Сатурн», г.Омск | Установка очистки сточных вод гальванического производства – 5 м3/час | 2015 | |
| 75 | ОАО «Авар», г.Псков | Установка очистки сточных вод гальванического производства –5 м3/час | 2015 | |
| 76 | ОАО»Электромашино-строительный завод «Лепсе», г.Киров | Установка доочистки стоков после станции нейтрализации до ПДК по тяжелым металлам на слив, 63 м3/час | 2015 | |
| 77 | ОАО «Полимерзапчасть», г.Балаково, Саратовская область | Установка очистки стоков гальванического производства до ПДК по тяжелым металлам на слив, 25м3/час | 2015 | |
| 78 | АО «ТЫНЫС» АК, г.Кокшетау | Установка очистки стоков гальванического производства до ПДК по тяжелым металлам на слив, 5м3/час | 2015 | |
| 79 | ФГУП РФЯЦ-ВНИИТФ, г.Снежинск, Челябинская область | Модернизация очистных сооружений гальванического производства 5м3/час | 2015 | |
| 80 | ФГУП РФЯЦ-ВНИИТФ, г.Снежинск, Челябинская обл. | Модернизация очистных сооружений производства печатных плат 1,5м3/час | 2015 | |
| 81 | ОАО «Пензадизельмаш», г.Пенза | Модернизация очистных сооружений гальванического производства 70м3/сут. | 2015 | |
| 82 | ОАО «Магнетон», г.Владимир | Установка очистки хром-содержащих стоков гальванического производства до ПДК по тяжелым металлам на слив 0,25м3/час. | 2015 | |
| 83 | ООО «Гидрометприбор». г.Сафоново, Смоленская область | Установка очистки стоков гальванического производства до ПДК по тяжелым металлам на слив, 4м3/час | 2015 | |
| 84 | АО «ГНПП «Регион» г. Москва | Установка очистки стоков гальванического производствана слив, 4,5м3/час, включая водоподготовку 4м3/час | 2015 | |
| 85 | ОАО «Электроавтомат», г.Алатырь, Чувашская Республика | Модернизация очистных сооружений гальванического участка производительностью до 6 м3/час | 2015 | |
| 86 | ОАО «ПензаРадиоЗавод», г.Пенза | Модернизация очистных сооружений гальванического участка производительностью до 15 м3/час | 2015 | |
| 87 | ООО «Езетек», г. Радужный, Владимирской обл. | Узел обезвреживания хромсодержащих и концентрированных стоков гальванического производства производительностью 1,4 м3/сутки | 2015 | |
| 88 | ОАО «КМЗ» г. Ковров | Узел обезвреживания циансодержащих стоков производительностью 2 м3/сутки | 2015 | |
| 89 | ОАО «РСК «МИГ» г. Луховицы | Установка очистки стоков гальванического производства 5,5м3/час, включая водоподготовку 127 м3/сутки | 2016 | |
| 90 | АО «НПК «Уралвагонзавод» г. Нижний Тагил | Установка очистки стоков гальванического производства 14м3/час, включая водоподготовку 5 м3/час | 2017 | |
| 91 | АО «СНИИП» г. Москва | Модернизация очистных сооружения гальванического производства, 3 м3/час | 2016-2017 | |
| 92 | ОАО «БПО «Сибприбормаш» г. Москва | Комплекс очистных сооружений (КОС) гальванического производства, 5 м3/час | 2016-2017 | |
| 93 | АО «ОКБ машиностроения имени И.И. Африкантова» г. Н.Новгород | Модуль для системы локальной очистки промывных вод и отработанных технологических растворов ЭТУОСВ-250 | 2016 | |
| 94 | ООО «Роберт Бош Саратов» г. Энгельс | Модернизация ОС | 2016 -2017 | |
| 95 | ФГУП НПЦ «Автоматики приборостроения им. Пилюгина, г. Москва | станция нейтрализации сточных вод цеха производства печатных плат,3, 5 м3/час | 2016 | |
| 96 | ООО «Моссар» г. Маркс | Узел обезвоживания осадка Установка водоподготовки | 2016 | |
| 97 | ООО «Аэротэк» для ПАО «НПО «Сатурн» г. Рыбинск | Дооснащение очистных сооружений гальванического производства | 2017 | |
| 98 | ООО «Е-ГРУПП» г. Радужный | Установка очистки стоков гальванического производства производительностью 500 л/час | 2017 | |
| 99 | ООО «Хелиос-Ресурс» г. Саранск | Установка очистки стоков гальванического производства до ПДК по тяжелым металлам на слив, 80м3/сут. | 2017 | |
| 100 | АО «НПП «Полет» г. Н.Новгород | Реконструкция очистных сооружений промышленных стоков до норм НДС по тяжелым металлам производительностью 15м3/час | 2017 | |
| 101 | ООО КЮЗ «ДИАМАНТ» Костромская обл., п. Красное-на Волге | Установка нейтрализации отработанных концентрированных растворов участка извлечения драгметаллов | 2017 | |
| 102 | АО «360 Авиационный ремонтный завод» г. Рязань | Модернизация очистных сооружений гальванического участка производительностью до 8 м3/сут. | 2017 | |
| 103 | АО «МОСЭП» для АО «НПО «Старт» г. Великий Новгород | Модернизация очистных сооружений гальванического участка | 2017 | |
www.vladbmt.ru
Очистка сточных вод гальванических производств
Опубликовано: 25.01.2017
Март 2016 г. Реконструкция гальванического участка и участка очистки гальванических стоков, произв. 3,9 м3/час. Разрабатываемые разделы: ТХ, Задания на АС (полы, приямки, лотки) КМ (площадки […]
Опубликовано: 10.01.2016
Изготовлен и запущен в эксплуатацию «Узел приготовления реагентов УПР-500», предназначенный для безопасного приготовления раствора известкового молока заданной концентрации из порошка извести гашеной. Назначение готового […]
Опубликовано: 10.01.2016
Рабочий проект, комплектация, сборка и наладка Объект введен в эксплуатацию в 2013г. Очистные сооружения гальванического производства. Расчетная производительность очистных сооружений – 4,0 м3/час. Концентрации […]
Опубликовано: 10.01.2016
Проект и строительство локальных очистных сооружений промывных вод и отработанных растворов участков микрогальваники, химобработки фотошаблонов, химической обработки. Произв. очистных сооружений 0,2 м3/час. Объект введен […]
Опубликовано: 10.01.2016
Рабочий проект очистных сооружений сточных вод гальванического производства произв. 6 м3/час. Проектная документация передана Заказчику. Ведется строительство.
Опубликовано: 10.01.2016
Очистные сооружения сточных вод гальванического производства производительностью – 1,7 м3/час (Новое строительство). Двух-стадийное проектирование. Проектная документация передана Заказчику. Строительство очистных сооружений запланировано на 2015 […]
Опубликовано: 10.01.2016
Рабочий проект очистных сооружений сточных вод участков гальванических покрытий, окраски механосборочного корпуса, а также участка литья механо-заготовительного корпуса и КИС производительностью 26 м3/час. Проект […]
Опубликовано: 10.01.2016
Реконструкция очистных сооружений сточных вод гальванического производства, производительностью 6 м3/час. Рабочий проект, авторский надзор, наладка. Объект введен в эксплуатацию в 2013 г.
Опубликовано: 10.01.2016
Проект очистных сооружений сточных вод с гальваники и печатных плат, производительностью 2 м3/сут. Двухстадийное проектирование. Проектная документация передана Заказчику.
Опубликовано: 10.01.2016
Комплект оборудования – установка сорбционной доочистки УСД-250 произв. 250 л/час. для станции нейтрализации сточных вод гальванического производства для ОАО «137 АРЗ» в г. Пушкин Лен. […]
Опубликовано: 17.05.2013
Филиал №2 Завод в г. Киров (Заказчик ООО ХК «СТАНКОИНВЕСТ» г. С-Петербург)
Опубликовано: 10.01.2016
Очистные сооружения линии цинкования гальванического производства, произв. 3,2 м3/час. (Новое строительство). Двухстадийное проектирование, комплектация, сборка, наладка. Объект введен в эксплуатацию в сентябре 2014 г.
Опубликовано: 13.02.2017
Октябрь 2016 г. Очистные сооружения промышленных сточных вод гальванического участка. Расчетная производительность очистных сооружений – 400 л/час, макс. 4,8 м3/сут. Очищенные сточные воды подлежат сбросу […]
Опубликовано: 14.07.2016
Рабочий проект и строительство очистных сооружений отработанных растворов и промывных вод гальванического производства произв. 8 м3/час. Проектная документация передана Заказчику в октябре 2010г. Объект […]
Опубликовано: 10.01.2016
Блок доочистки гальванических стоков производительностью 50 м3/ч. Проект. Документация передана Заказчику. Строительство приостановлено.
Опубликовано: 10.01.2016
Линия обезвреживания циансодержащих стоков гальванического производства. Проект, поставка оборудования, наладка. Объект введен в эксплуатацию в январе 2014 г.
Опубликовано: 10.01.2016
Очистные сооружений гальв. производства, произв. 16 м3/час. Рабочий проект, конструкторская документация на нест. оборудование (фильтр напорный, отстойник, осадкоуплотнитель). Строительство приостановлено. Ноябрь 2007г. Выполнен проект […]
Опубликовано: 10.01.2016
Очистные сооружения гальваностоков произв. 60 м3/час Проект, комплектация, авторский надзор, наладка. Объект введен в эксплуатацию. Август 2008 г. Начат монтаж очистных сооружений цеха гальванических […]
Опубликовано: 10.01.2016
Блок доочистки для очистных сооружений сточных вод гальванического производства в г. Брянск произв. 3 м3/час. Рабочий проект, сборка, наладка. Объект введен в эксплуатацию в […]
Опубликовано: 10.01.2016
Очистные сооружения сточных вод гальванического производства производительностью 4,5 м3/час (Новое строительство). Двух-стадийное проектирование, комплектация, сборка, наладка. Проектная документация передана Заказчику. Ведется комплектация.
kvantmineral.com