ППУ для мебели — оборудование для производства эластичного формованного пенополиуретана
НСТ / Каталог / Пенополиуретан / Оборудование для заливки ППУ / Подушки различные
| Заливочный комплекс серии ПЕНА для производства формованного эластичного ППУ |
Технические характеристики оборудования
Примеры использования эластичного пенополиуретана:
| Сиденья из эластичного ППУ для кинотеатров (по индивидуальному заказу) |
| Сиденье для барного стула (на заказ) |
| Геймерское кресло |
- Мебель для жилых помещений;
- Мебель для офиса;
- Детская мебель;
- Ортопедические матрасы;
- Материалы с эффектом «памяти»;
- Подушки для путешествий, персональные массажеры;
- Авиационные и автомобильные сиденья, детские автомобильные кресла;
- Медицинская мебель;
- Упаковка.

На следующем видео показано изготовление сидения гинекологического кресла. Изделие извлекается из формы с фанерной закладной снизу и сверху покрытое искусственной кожей, устойчивой к истиранию, химическим дезинфектантам и УФ-излучению.
| Оборудование и формы НСТ для заливки эластичного ППУ |
На видео показаны приемо-сдаточные испытания. Это была комплексная поставка: оборудование и формы для сидения и спинки кресла гинеколога. Было изготовлено по 4 изделия каждого вида. По одному уложили в формы и отправили покупателю вместе с оборудованием, как доказательство работоспособности заливочного комплекса и качества продукции, получаемой в нашей оснастке. Остальные оставили себе в качестве образцов.
Аналогичным образом производятся стоматологические и ксметологические кресла, медицинские кушетки и кресла, масажные кресла, каталки для транспортировки и др. медицинская мебель.
|
Сиденья из эластичного формованного ППУ, изготовленные на заливочном комплексе ПЕНА-20 (компания «БусАвто», г. Волгоград) |
|
Для изготовления мебели и матрацев используются марки ППУ, имеющие открыто пористую cтруктуру, обладающие хорошими упругими свойствами и самовосстанавливаемостью.
Тем не менее, для сложных и объёмных мягких элементов мебели применяются детали из формованного ППУ, изготавливаемые в индивидуальных пресс-формах с высокой точностью и не требующие последующей доработки.
| Заливка эластичного пенополиуретана на комплексе серии Пена-20 |
Подушки из пенополиуретана обладают хорошими ортопедическими (т. к. точно повторяют контур тела) и массажными свойствами. Дизайнеры мебели пользуются тем, что эластичный ППУ может принять любую необходимую форму, соответственно появляется возможность разрабатывать новые модели мягкой мебели.
к. точно повторяют контур тела) и массажными свойствами. Дизайнеры мебели пользуются тем, что эластичный ППУ может принять любую необходимую форму, соответственно появляется возможность разрабатывать новые модели мягкой мебели.
| Пресс-форма для изготовления подушки из эластичного пенополиуретана | |
| Форма для изготовления подушки из формованного ППУ 200х850х100 с системой термостатирования | |
Наиболее популярные модели диванов почти полностью – сиденья, спинка, подушки «подлокотники» – сделаны из пенополиуретана.
| Формованный пенополиуретан для производства мебели | ||
Оборудование для заливки эластичного пенополиуретана
Предлагаем 2 вида оборудования для производства подушек из эластичного ППУ — заливочные комплексы ПЕНА20/10-УМ8/220-ЗГ-016М и ПЕНА20-П75/20УМ-ЗГ016Б:
| Наименование | Комплектация | ||
|
Комплекс ПЕНА20/10-УМ8/220-ЗГ-016М До 9 кг/мин |
|
||
|
Комплекс ПЕНА20-П75УМ-ЗГ016Б До 27 кг/мин |
|
Технические характеристики:
| Наименование показателей | Значение | |
| ПЕНА-20/10П28УМ4 | ПЕНА-20П75/20УМ | |
| Производительность, л/мин (кг/мин) | 3-6 (до 7,5) | 6-18 (до 22) |
| Диапазон объемных соотношений компонентов «А»:»Б» | от 100:40 до 100:60 | |
| Рабочее давление в камере смешения ЗГ, МПа (кг/см2) | 0,05-0,15 (0,5-1,5) | |
| Давление воздуха, подаваемого в камеру смешения ЗГ при операции «промывка», кг/см2 | 3-4 | |
| Расход воздуха, л/мин | 300 | |
|
Электропитание: Частота тока, ГЦ Напряжение питания, В |
50 380/220 |
|
| Потребляемая мощность (без компрессора), кВт | 1,4 | 2,65 |
| Гарантия | 1 год | |
Подробная информация по комплексам для заливки ППУ
Скачать буклет-презентацию оборудования по производству мебельного ППУ
Мебельный пенополиуретан можно условно классифицировать на два вида: блочный (поролон) и формованный (эластичный ППУ).
Поролоном принято называть пенополиуретан, получаемый путем свободного вспенивания при смешивании большого количества компонентов. Получаемые блоки сырья в дальнейшем режутся на листы различной толщины или на фигурной резке на готовые детали.
Недостатком поролона является потеря части его первоначальных свойств после восстановления (в случаях черезмерного сжатия при транспортировке или хранении).
Формованный ППУ – это эластичный пенополиуретан, получаемый путем естественного вспенивания тех же компонентов, но в других пропорциях, в готовых формах. В результате получаются идентичные по форме, стандартные изделия, отличающиеся по внешнему виду от поролона. Формованный ППУпредставляет собой гибкий, эластичный материал, который хорошо сохраняет форму. Такой ППУ увеличивает срок службы изделий и делает их предпочтительными для людей с большим весом.
Среди формованных ППУ также имеется определенная градация. Например, изготовители матрацев указывают три вида: «Пенополиуретан» (PUR foam), «Пенополиуретан повышенной упругости» (HR foam) и «Memory пенополиуретан» (Memory foam, «NASA» foam).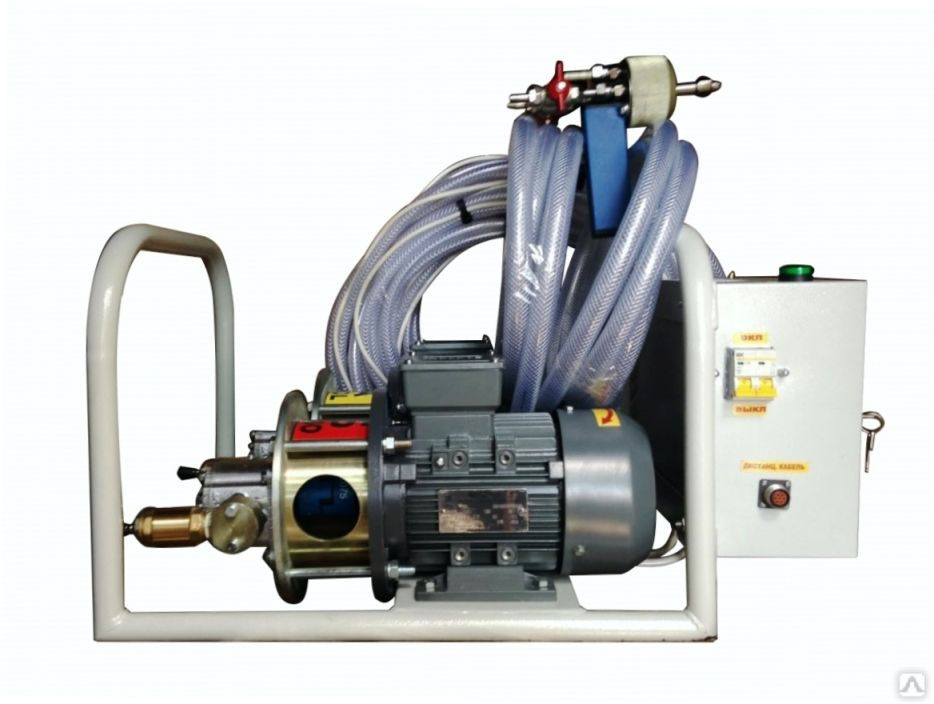
Memory пенополиуретан – высокоэластичный материал с полыми ячейками, которые позволяют матрацу дышать и помогают равномерно распределить давление тела. Материал изменяет свою форму в зависимости от температуры, а значит, обладает способностью точно повторять контуры тела. Он обеспечивает превосходную поддержку спины, что позволяет полностью расслабить мышцы.
Следует отметить, что поролон и изделия из него по-прежнему востребованы и находят широкое применение для изготовления элементов мебели (как правило, с малой весовой нагрузкой и низкой ценовой группой, хотя есть и исключения, например, марки поролона 3040, 3530, 3540, 4050, 3020 и 3535).
Тем не менее, для сложных и объемных мягких элементов мебели применяются детали из формованного ППУ.
Плотность деталей из формованного ППУ значительно выше, чем у изготовленных из блочного с аналогичными физико-механическими показателями. А плотность формованной пены для офисной мебели из-за небольшой толщины мягкого элемента и повышенных требований к износостойкости должна быть еще выше – от 55 до 70 кг/м3.
Метод формования дает возможность одновременного использования закладных деталей: металлических рам, пружинных блоков и других конструкционных элементов с образованием долговечного соединения. Их применение упрощает технологический процесс изготовления мягкой мебели, т. к. за одну операцию получают готовую сборочную единицу.
К недостаткам использования формованного ППУ можно отнести тот факт, что для мебельного производства характерна постоянная смена ассортимента и сравнительно малая серийность производства. Это приводит к необходимости смены пресс-форм, цена которой может быть весьма значительной. Этим объясняется, что себестоимость деталей из формованного ППУ выше, чем у изготовленных из блочного.
Другая причина того, что формованный ППУ дороже блочного, – его долговечность. Срок эксплуатации поролона – до 10 лет, а формованного ППУ – не менее 14 лет.
Свойства эластичного ППУ:
|
Кажущаяся плотность, кг/м |
Напряжение сжатия при 40% деформации, кПа |
Предел прочности при разрыве, % не менее |
Относительное удлинение при разрыве, % не менее |
Относительная остаточная деформация 50%, через 22 часа, 70оС, не более |
Область применения |
|
Поролон стандартный |
|||||
|
19±1 |
3,0±0,4 |
90 |
180 |
4,5 |
Упаковка, декоративные элементы |
|
22±1 |
3,4±0,4 |
110 |
200 |
4,0 |
Упаковка, подголовники, спинка и матрасы при нагрузке до 60 кг |
|
25±1 |
3,6±0,4 |
110 |
200 |
3,5 |
Подголовники, матрас при нагрузке до 60 кг, спинка при нагрузке 60-80 кг |
|
27±1 |
3,8±0,2 |
120 |
200 |
3,0 |
Подлокотники, матрас и спинка при нагрузке 60-80 кг |
|
30±1 |
3,8±0,2 |
120 |
180 |
3,0 |
Матрас и спинка при нагрузке 60-80 кг |
|
35±1 |
4,2±0,2 |
110 |
170 |
2,5 |
Сиденье и матрас при нагрузке 80-100 кг |
|
Поролон с повышенной жесткостью |
|||||
|
20±1 |
3,6±0,2 |
100 |
160 |
4,5 |
Упаковка, декоративные элементы, спинка при нагрузке до 60 кг |
|
22±1 |
4,0±0,2 |
120 |
190 |
4,0 |
Спинка, сиденье, матрас при нагрузке до 60 кг |
|
25±1 |
4,0±0,2 |
130 |
200 |
3,5 |
Сиденье и матрас при нагрузке до 60кг, спинка при нагрузке 60-80 кг |
|
25±1 |
4,5±0,2 |
130 |
180 |
3,5 |
Сиденье и матрас при нагрузке 60-80 кг |
|
32±1 |
4,5±0,2 |
120 |
160 |
3,0 |
Сиденье и матрас при нагрузке 80-100 кг |
|
40±1 |
5,0±0,2 |
120 |
160 |
2,5 |
Сиденье и матрас при нагрузке более 100 |
Общая информация по блочному ППУ
Эластичные блочные пенополиуретаны продолжают занимать важное положение в производстве полиуретановых материалов как в нашей стране, так и за рубежом. Некоторое количество эластичных блочных пенополиуретанов производится на основе сложного полиэфира и перерабатывается мебельной промышленностью. Выпускается блочный эластичный пенополиуретан на простых полиэфирах, идущий на вырубные изделия для автомобилестроения. Проводятся работы по модификации рецептур и свойств обеих разновидностей эластичных блочных пенополиуретанов.
Некоторое количество эластичных блочных пенополиуретанов производится на основе сложного полиэфира и перерабатывается мебельной промышленностью. Выпускается блочный эластичный пенополиуретан на простых полиэфирах, идущий на вырубные изделия для автомобилестроения. Проводятся работы по модификации рецептур и свойств обеих разновидностей эластичных блочных пенополиуретанов.
С помощью дополнительной обработки эластичного блочного пенополиуретана на базе сложного полиэфира выпускается полностью открытопористый пенополиуретан, не содержащий мембран между ячейками, и, таким образом, представляющий собой трёхмерную сетку тяжей. Специальными технологическими приёмами подобный материал получают и по одностадийному способу.
Использование простого олигоэфира Лапрол 3603-2Б-12 позволило сделать процесс получения эластичных пенополиуретанов более безопасным и позволяет изготавливать материал с оптимальным сочетанием кажущейся плотности, эластичности, несущей способности, остаточной деформации. Существенно расширяется выпуск высокоэластичного пенополиуретана, обеспечивающего высокую комфортность изделий.
Существенно расширяется выпуск высокоэластичного пенополиуретана, обеспечивающего высокую комфортность изделий.
Важным направлением в придании специальных свойств эластичным блочным пенополиуретанам является их обработка соответствующими пропиточными составами. Такой модифицированный эластичный пенополиуретан является менее горючим, выделяет меньше дыма при горении, может быть сорбентом для низкомолекулярных веществ.
Высокое качество эластичных блочных пенополиуретанов для обеспечения комфортности мягкой мебели является на сегодняшний день актуальной задачей. Современное автомобилестроение также предъявляет очень высокие требования к качеству комплектующих деталей и узлов, к показателям комфортности эластичных пенополиуретанов. Одним из наиболее важных факторов комфортности является вибрация автомобиля. Покрышки и подвеска подавляют и ослабляют эту вибрацию, которая доходит до эластичного пенополиуретана сидений и до его молекулярной структуры, обеспечивающей, в итоге, комфортные ощущения пассажира. Поэтому диссипация колебательной энергии у эластичного пенополиуретана должна быть достаточной при частоте 6 гц. Внутренние органы человека, такие как сердце, лёгкие, почки, мочевой пузырь и т.д. имеют свою собственную частоту колебаний, равную 6 гц, и продолжительное воздействие вибраций с такой частотой или близкой к ней вызывает у пассажиров ощущение дискомфортности и укачивания. Поэтому решение задачи повышения комфортности изделий было возложено на усовершенствование химии и технологии получения эластичных пенополиуретанов. Это удалось достигнуть благодаря тому, что высокая молекулярная масса, узкое молекулярно-массовое распределение и ячеистая структура являются ключевыми факторами в ослаблении вибрации, а также определяют комфортные физические свойства эластичных пенополиуретанов повышенной упругости.
Поэтому диссипация колебательной энергии у эластичного пенополиуретана должна быть достаточной при частоте 6 гц. Внутренние органы человека, такие как сердце, лёгкие, почки, мочевой пузырь и т.д. имеют свою собственную частоту колебаний, равную 6 гц, и продолжительное воздействие вибраций с такой частотой или близкой к ней вызывает у пассажиров ощущение дискомфортности и укачивания. Поэтому решение задачи повышения комфортности изделий было возложено на усовершенствование химии и технологии получения эластичных пенополиуретанов. Это удалось достигнуть благодаря тому, что высокая молекулярная масса, узкое молекулярно-массовое распределение и ячеистая структура являются ключевыми факторами в ослаблении вибрации, а также определяют комфортные физические свойства эластичных пенополиуретанов повышенной упругости.
Заливка ППУ в стены полости пустоты Залить пенополиуретан в межстеновое пространство
НСТ / Каталог / Пенополиуретан / Оборудование для напыления ППУ / Технология заливки пустот
При строительстве малоэтажного жилья применяется кирпичная кладка в 1,5 или 2 или 2,5 кирпича:
- сплошная однослойная и сплошная двухслойная;
- облегченная двухслойная, она же колодезная.

В любом случае пенополиуретан будет полезен для увеличения сопротивления теплопередаче стен дома. Иными словами, летом будет прохладно, а зимой — тепло, помимо того, применение ппу между стен уменьшает расход стройматериалов, снижает нагрузки на фундамент и перекрытия.
На фото показана установка и компоненты для заполнения межстенного пространства пенополиуретаном.
Рассмотрим подробнее, как это работает. Но сначала немного теории, чтобы понять, зачем нужен ППУ в межстеновом пространстве. Если теория не требуется, то переходите сразу к вопросу, как заполнить стены пенополиуретаном.
Пустоты между стенами сплошной и облегченной кирпичной кладки
Времена, когда использовали однослойную сплошную кирпичную кладку, которая показана на рисунке слева, прошли.
Ибо в соответствии со СНиП II-3-79 СТРОИТЕЛЬНАЯ ТЕПЛОТЕХНИКА с изменениями и дополнениями от 2014 года, сопротивление теплопередаче стены должна быть не менее 2,66 [м2 х град. К / Вт]. А это значит, что толщина кирпичной стены должна быть не менее 1,2м, т.е. почти в 5 кирпичей, что нереально.
К / Вт]. А это значит, что толщина кирпичной стены должна быть не менее 1,2м, т.е. почти в 5 кирпичей, что нереально.
Стены в 2,5 кирпича — это максимум. Если больше, то увеличивается стоимость строительства. Не только потому, что кирпича требуется в 2 раза больше, но и потому, что стены тяжелее, следовательно увеличивается нагрузка на фундамент и перекрытия. Следовательно фундамент будет более монументальным, глубоким, дорогим и т.д.
Чтобы увеличить теплоизоляционные свойства сплошной кладки, т.е. увеличить её сопротивление теплопередаче, её стали делать двухслойной: внутренняя, основная стена и внешняя в половину облицовочного кирпича. Таким образом, между ними формируются воздушный зазор 50…150мм. У сплошной двухслойной кладки нет рёбер жесткости из кирпича между внутренней и внешней стенами. Они связываются между собой посредством арматуры или сетки или анкеров.
В домах, построенных до 2000-х годов на Юге и в Европейской части России этот зазор чаще всего ничем не заполняли. Воздух между стенами выполнял функции утеплителя, по аналогии с воздухом между стеклопакетами. Помимо этого, благодаря воздушному зазору осуществляется вентиляция стены, не допускается конденсат, когда тёплый воздух диффундирует через стену наружу.
Воздух между стенами выполнял функции утеплителя, по аналогии с воздухом между стеклопакетами. Помимо этого, благодаря воздушному зазору осуществляется вентиляция стены, не допускается конденсат, когда тёплый воздух диффундирует через стену наружу.
Но если говорить о теплоизоляционных свойствах такой конструкции, то они напрямую зависят от качества кладки обоих стен: и внутренней сплошной и наружной облицовочной. И, если качество кладки не идеально, то вентиляционный зазор может быть причиной промерзания обоих стен. В теплых регионах России этот аспект до поры до времени не учитывался, но на Севере, Урале и Сибири давно применяют сплошную двухслойную кладку с внутренней теплоизоляцией, которая показана на рисунках ниже (кликабельно, нажмите, чтобы увеличить).
Для такой конструкции между сплошной стеной и облицовочной укладывают различные плитные утеплители, при этом вентилируемый зазор уменьшается до 20…50мм.
Сегодня сложно найти домовладельца, который уже на этапе строительства не думает, сколько будет платить за отопление зимой. Даже, если дом строится в Краснодарском крае, где тепло: думают, считают, планируют. Поэтому сплошная кирпичная кладка с вентиляционным зазором без утеплителя означает, что хозяин очень богат либо он не контролировал ход строительства.
Даже, если дом строится в Краснодарском крае, где тепло: думают, считают, планируют. Поэтому сплошная кирпичная кладка с вентиляционным зазором без утеплителя означает, что хозяин очень богат либо он не контролировал ход строительства.
В частном домостроении, если высота не более двух этажей, на смену двухслойной сплошной кладке с утеплителем и вентиляционным зазором пришла облегченная двухслойная кладка. Её ещё называют колодезной или стеной с заполнением.
Внешняя облицовочная и внутренние стены в пол-кирпича или внутренняя, максимум 250мм. При этом обе стены соединяются перемычками из кирпича. И тогда, если смотреть сверху, то пустоты, образованные внешней и внутренней стеной и поперечными переборками похожи на колодцы. Отсюда и название — колодезная кладка.
Колодезная кладка подразумевает заполнение всего пространства утеплителем. Причем, очевидно, что листовые или рулонные теплоизоляционные материалы здесь не подходят. Используются сыпучие либо жидкие составы. Воздушных зазоров нет. И такая конструкция экономически эффективнее: стены тоньше (расходы на строительство меньше) сплошной утеплитель толще (расходы на отопление меньше).
И такая конструкция экономически эффективнее: стены тоньше (расходы на строительство меньше) сплошной утеплитель толще (расходы на отопление меньше).
Следует отметить, что внутренняя стена не обязательно выполняется из кирпича. Это могут быть газосиликатные блоки или камни из пенобетона или керамзитобетона или монолит. Но если внутренняя и внешние стены соединены перемычками из кирпича (или иного камня), то правильно говорить об облегченной двухслойной стене (колодезной кладке). Если же соединены анкерами, арматурой, сеткой, то это сплошная двухслойная стена.
Заливка пенополиуретана в межстеновое пространство колодезной кладки
Исходя из конструкции и самого определения стены с заполнением (колодезной кладки) следует, что пустоты можно и нужно заполнить утеплителем на этапе строительства. Полости либо засыпают либо набивают либо заливают.
Про засыпки и забивки, как-то: керамзит, перлит, эковата, опилки и пр., на сайте poliuretan.ru ничего не рассказывается, т.к. у нас есть три материала и технологии для ЗАЛИВКИ в стены утеплителя:
у нас есть три материала и технологии для ЗАЛИВКИ в стены утеплителя:
- Пенобетон, для производства которого мы предлагаем пеногенераторы для получения биологической пены.
- Пеноизол (торговая марка фирмы НСТ с 2002 года для обозначения карбамидно-формальдегидного пенопласта), для производства которого на стройплощадке мы предлагаем с 2001 года установки ПЕНА-2000 и ПЕНА-2003.
- Пенополиуретан, для заполнения которым стен мы предлагаем 4 модели оборудования низкого давления: ПЕНА-10, ПЕНА-15, ПЕНА-20 и ПЕНА-25.
Т.к. данная статья посвящена заливке в полость ППУ, то не касаемся на этой странице технологии утепления пеноизолом и пенобетоном. Об этих двух материалах читайте в других разделах poliuretan.ru.
Заливка пустот пенополиуретаном в последние десять лет является востребованным видом работ, что обусловлено:
- не снижаемыми темпами строительства малоэтажного жилья, где нет альтернативы колодезной кладке или двухслойным стенам;
- увеличением применения стен с заполнением для многоэтажного строительства;
- ростом тарифов на энергоресурсы и отопление;
- подорожанием всех стройматериалов.

С другой стороны, в последние годы оборудование и материалы были приспособлены для выполнения таких работ:
- установки ПЕНА-15, ПЕНА-20 и ПЕНА-25 комплектуются специальным электронным пультом и насадками на распылители для заливки ППУ в пустоты и межстеновое пространство;
- специальные ППУ компоненты, которые позволяют получить пенопласт с малой плотностью и хорошей прочностью, стократным вспениванием и длинным временем старта, отлично подходит для заполнения полостей.
Оборудование и химия фирмы НСТ позволяют заполнить пенополиуретаном все пустоты в межстенном пространстве, запечатать даже мельчайшие трещины и щели. Все недостатки каменной кладки устраняются, если закачать в полость жидкий утеплитель.
На этапе строительства заливка ППУ в стены осуществляется сверху вниз, т.е. в открытую полость. При реконструкции, когда требуется утеплить уже построенный дом, заливку ППУ в межстеновое пространство выполняют через отверстия в кладке:
- если между внутренней и облицовочной стеной был оставлен воздушный зазор от 50 до 150мм
- если внутренняя стена была утеплена и оставлен вентиляционный слой до 50мм;
- если колодезная кладка была заполнена неким утеплителем, который со временем осыпался, съёжился, скукожился, сполз, упал, опал, исчез, сдулся и т. д. и т.п.
 д. и т.п.
д. и т.п.К слову, о том, почему со временем появляются или увеличиваются пустоты в среднем слое, ранее заполненном утеплителем, рекомендуем к прочтению:
- статью, опубликованную в журнале Кровельные и изоляционные материалы, №2 за 2005 год про разрушение минераловатного утеплителя;
- статью, опубликованную в журнале Кровельные и изоляционные материалы, №1 за 2010 год про пожарную и экологическую небезопасность и недолговечность пенополистирольного пенопласта.
Как залить пенополиуретан в открытую полость
Производится на этапе возведения стен дома. Используется стандартные установка и распылитель ППУ. Далее — два варианта. Визуальный контроль заполнения межстеновой полости в обоих случаях.
Вариант 1. На выходе пистолета устанавливается шланг Ду 12…16мм и L 0,3…0,5м, используются компоненты для заливки легкого ППУ (открытая ячейка, плотность 10…20 кг/м3) с длинным временем старта (30…40 секунд). Четыре следующих фото являют собой наглядную демонстрацию данного способа заливки ППУ в открытую полость.
| Процесс заливки пенополиуретана установкой ПЕНА-20 в полости на объекте | |
Вариант 2. На выходе пистолета устанавливается труба или жесткий шланг Ду 25…32мм L 1м, используются компоненты для напыления легкого ППУ (открытая ячейка, плотность 10…20 кг/м3) с коротким временем старта (5…7 секунд). В таком случае правильно говорить о заполнении пустот между стенами путем напыления ППУ.
Для лучшего восприятия посмотрите видео ниже, каким образом подобную работу выполняет партнер НСТ в Башкортостане.
| Заполнение пустот колодезной кладки легким напыляемым пенополиуретаном |
Как залить ППУ в межстенное пространство через отверстия
Если же дом уже построен, но требуется закачать утеплитель в полости и пустоты, то речь идет о заливке ППУ в закрытое межстеновое пространство через отверстия. Причем, отверстия могут быть, как во внешней, так и во внутренней стене.
Причем, отверстия могут быть, как во внешней, так и во внутренней стене.
Если в доме 1-2-3 этажа, то заливка, понятно, будет через отверстия во внешней стене. Аналогичным образом, если дом уже эксплуатируется, т.е. уже имеет место внутренняя отделка. В таких случаях заливка ППУ между стенами осуществляется снаружи.
Когда возводится многоэтажное здание, то даже на этапе строительства заливку сверху в открытую полость не практикуют. Поднимают внутренние и внешние стены и лишь потом заполняют пустоты утеплителем. И так как заливать снаружи на высоте: и сложно, и неудобно, и рисковано и т.д., то жидкий пенополиуретан заливают через внутреннюю стену. Панельное домостроение, по понятным причинам не рассматривается (предполагается, что утеплитель уже заложен в панели).
Если внутренние стены из пенобетона, полистиролбетона, газобетона и т.п., то сделать в них отверстия несложно. Если же внутренняя стена — монолит, то в ней изначально предусматривают технологические отверстия.
Сколько необходимо сделать отверстий? Сколько жидкого ППУ можно и нужно подать через отверстие?
Время заливки компонентов через отверстие ограничено временем старта сырья. Время старта — это то количество секунд, которое проходит с момента смешивания компонента «А» (полиол) и компонента «Б» (изоционат) в распылителе, и моментом, когда жидкая смесь «стартует», т.е. начинает подниматься, увеличиваться в объеме. Типичные параметры сырья для заливки пустот пенополиуретаном:
- время старта 30 секунд;
- плотность свободного вспенивания 10 кг/м3;
- соотношение по объему «А» к «Б» составляет 100 к 100.
Таким образом, вливать жидкий ППУ через отверстие в полость можно не более 30 секунд.
Производительность любой установки, задействованной для заливки в полость, должна быть на максимуме:
- ПЕНА-10, ПЕНА-15, ПЕНА-20: 5кг/мин, и тогда за 30 секунд можно залить через отверстие 2,5кг сырья.
- ПЕНА-25: 6 кг/мин, и тогда за полминуты успеем подать 3 кг смеси «А» + «Б».

Максимальная фактическая плотность полиуретанового пенопласта в стене составляет 20кг/м3, т.е. она может быть в 2 раза больше, чем плотность свободного вспенивания. А это значит, что:
- 2,5кг жидкого сырья при вспенивании заполняют пустоту, объемом не менее 125 литров.
- 3,0кг жидкого сырья после старта и застывания заполняют полость, объемом не менее 150 литров.
Поэтому для начала необходимо прикинуть, какой объём между стенами предстоит заполнить? Первый ряд отверстий 12…18мм готовим на высоте 0,3м от нижней точки заполнения. Расстояние между отверстиями от 0,5 до 1,0м:
- чем меньше зазор между стенами, тем больше расстояние.
- чем больше зазор между стенами, тем меньше расстояние между отверстиями.
Второй ряд отверстий выше первого на 0,3 … 0,5м, но со смещением вбок на половину расстояния между отверстиями первого ряда, т.е. в шахматном порядке.
Для оценки заполнения пустоты между стенами необходимо сделать контрольные отверстия малого диаметра (5. ..7мм). Их высверливают также в шахматном порядке и располагают на половине высоты первого ряда заливочных отверстий, со смещением вбок на расстояние половины расстояния между заливочными отверстиями. Заранее готовят затычки (деревянные колышки или пробки из ППУ или иного материала), чтобы забивать в контрольные отверстия, когда из них полезет пена.
..7мм). Их высверливают также в шахматном порядке и располагают на половине высоты первого ряда заливочных отверстий, со смещением вбок на расстояние половины расстояния между заливочными отверстиями. Заранее готовят затычки (деревянные колышки или пробки из ППУ или иного материала), чтобы забивать в контрольные отверстия, когда из них полезет пена.
Заливку начинают через отверстия первого уровня и проверяют заполнение через контрольные отверстия, последовательно поднимаясь выше. Если появляются сомнения, заполнила ли пена тот или иной участок, необходимо сделать контрольное отверстие и вставить туда щуп.
Для лучшего представления вышеизложенного, рекомендуем следующее видео. Здесь наглядно показана и установка ПЕНА-20, используемая для подачи компонентов, и пистолет с насадкой. Но главное, на видео показана полость изнутри, поэтому хорошо видно, как пенополиуретан через отверстие попадает внутрь, стекает вниз, а затем увеличивается в объеме и заполняет всё межстенное пространство.
| Напыление и заливка в полость ППУ на оборудовании ПЕНА-20 |
Пенополиуретан обладает превосходной адгезией к кирпичу, бетону, металлу. Поэтому утеплитель в стене является не отдельным слоем, а формирует с ней единый контур. Такая теплоизоляция не дает усадку, не разрушается со временем, даже, если имеют место подвижки конструкции дома. ППУ достаточно эластичен и не разрушается при подобных напряжениях. Коэффициент теплопроводности остаётся неизменным.
Вспениваясь в полости или пустоте межстенового пространства, пенополиуретан формирует жесткий, бесшовный и герметичный теплоизоляционный барьер без единого мостика холода. Сопротивление теплопередаче стены дома возрастает в разы.
Остались вопросы? Спросите нас:
тел. 8 800 250-11-05 (звонок бесплатный для России), e-mail: nst@poliuretan. ru
ru
Инженеры фирмы НСТ проконсультируют, как правильно залить пенополиуретан между стен, помогут подобрать оборудование, подскажут, какое купить сырьё. НСТ — опыт ППУ с 1997 года.
Планирование завода по производству пенополиуретана: самый важный аспект!
Планирование производства пенополиуретана: самый важный аспект!
При строительстве завода по производству гибкого пенополиуретана вы должны мыслить в трех измерениях: длине, ширине и заводской высоте .
Вспениватель периодического действия Sunkist SA-1BM состоит из четырех основных частей: резервуаров для материала, смесителя периодического действия, формы для вспенивания и конвейера. Все это отображено на схеме, которую мы заранее отправляем нашим клиентам (см. выше). Клиенты следуют этой схеме, чтобы подготовить производственное пространство к прибытию и сборке машин, но мы обнаружили, что пара проблем все еще может возникнуть.
Последствия? Дополнительные расходы на установку, задержки сборки, дополнительные расходы на размещение и транспортировку, которые могут удвоиться или утроиться.
Давайте избежим этих проблем и сэкономим ваше время и деньги.
Перегородки
Резервуары для химикатов лучше всего устанавливать в закрытых помещениях со специальной системой контроля температуры. Это обеспечивает оптимальную сохранность материала. Минимизация размера корпуса снижает затраты на охлаждение/обогрев, поэтому мы настоятельно рекомендуем клиентам максимально уменьшить размеры корпуса.
Однако в конечном итоге клиенты строят помещения для резервуаров до прибытия машин, и в конечном итоге им не хватает места для маневрирования резервуаров.
Проблема первая: вход недостаточно большой. Здесь важным фактором является высота — стандартному однотонному резервуару требуется общая рабочая высота 4 метра — хотя есть обходные пути, такие как укладка резервуаров на бок. Ваши дверные проемы должны быть не только достаточно большими, но и внутри должно быть достаточно места для маневрирования танков.
Проблема вторая: отверстий для трубопроводов расположены неправильно. Мы используем жесткие трубы для первой секции транспортировки химикатов из резервуаров. Это означает, что если отверстия в стене помещения с резервуаром размещены неправильно, клиентам придется прорезать новые отверстия для их размещения. Это отнимает много времени и является пустой тратой материалов.
Мы используем жесткие трубы для первой секции транспортировки химикатов из резервуаров. Это означает, что если отверстия в стене помещения с резервуаром размещены неправильно, клиентам придется прорезать новые отверстия для их размещения. Это отнимает много времени и является пустой тратой материалов.
Вывод : Для простоты установки Sunkist фактически рекомендует своим клиентам строить помещения для хранения резервуаров после установки машины . Это может означать разделение строительства завода на две части: одну до и одну после прибытия машины. Но это также означало бы, что резервуары можно легко собрать и не тратить время на разборку и реконструкцию перегородок.
Высота просвета
Сам по себе SA-1BM занимает высоту около 3 метров. Однако с добавлением Smart Mold математические расчеты выглядят следующим образом:
высота машины
+ кожух вентилятора Smart Mold
+ свободное пространство
Итого получается 5,5 метра в высоту.
Вывод : Планируя свое рабочее пространство, убедитесь, что над всей площадью пола остается 5,5 метров вертикального зазора! В этом пространстве не должно быть препятствий, таких как строительные балки и столбы.
Заключение
Поскольку ограничения на поездки все еще действуют из-за COVID-19, клиентам сейчас как никогда необходимо устанавливать собственные машины. Мы также узнали, что промышленные гиганты строят больше установок для пенообразования, чем когда-либо. Sunkist предоставляет подробные видео и руководства по установке и тестированию машины, чтобы упростить процесс, но пространственное планирование является еще одним важным компонентом, который клиенты должны учитывать перед сборкой машины. Спросите экспертов Sunkist об ограничении пространства перед покупкой каких-либо машин! Мы предоставим вам всю необходимую помощь и информацию.
Подробное руководство по производству пеноматериалов
Пеноматериалы производят пенополиуретан, который широко используется во многих отраслях.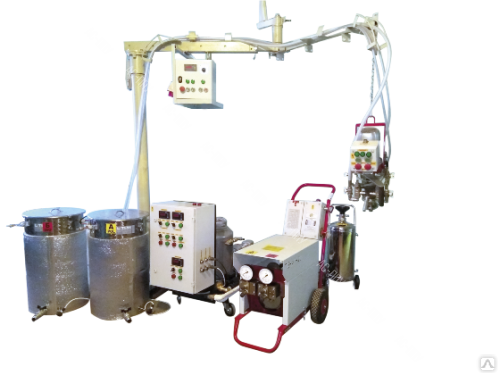 Например, эластичная природа пенополиуретана теперь используется в постельных принадлежностях, мебели и упаковке. Одной из основных причин такого увеличения использования пены являются заводы по производству пены с соответствующим оборудованием.
Например, эластичная природа пенополиуретана теперь используется в постельных принадлежностях, мебели и упаковке. Одной из основных причин такого увеличения использования пены являются заводы по производству пены с соответствующим оборудованием.
На заводе по производству пенопласта машины для резки пенопласта разрезают большие блоки пенополиуретана на желаемые формы и размеры для коммерческого использования. Машины для резки пенопласта изготавливаются из различных материалов; в то время как у некоторых есть резаки или лезвия, чаще всего используется горячая проволока. Завод по производству пены также имеет несколько вспенивающие машины различных форм и размеров, предназначенные для их многократного использования в различных отраслях промышленности.
Полиуретановая пена в последнее время стала печально известной, прежде всего из-за быстро развивающейся индустрии матрасов. Ниже мы рассмотрим более подробную информацию о работе завода по производству пенопласта, производстве пенополиуретана и химических веществах, участвующих в процессе.
Как производится пена на заводах по производству пеноматериалов?
Вот простое и краткое объяснение создания продуктов из пенопласта. Обратите внимание, что мы не можем придать форму пенопластовым плитам с помощью машины для вспенивания, но мы можем использовать различные машины для резки пенопласта, чтобы придать форму пене.
⦾ Для пенополиуретана требуется несколько исходных материалов, таких как полиол, вспенивающий агент (вода), изоцианат и катализаторы. Все эти химические вещества затем выливаются в контейнер миксера в точном количестве.
⦾ Все химикаты смешиваются и размещаются на движущейся поверхности, наподобие конвейера. Со временем тепло высвобождается, и полиуретан начинает вспениваться по мере продвижения по конвейеру.
⦾ Избыточное тепло может выделяться при использовании изоцианата и воды, а также сложных систем вентиляции.
⦾ После высыхания пены пузырьки из пены начинают увеличиваться и через некоторое время превращаются в мягкий пористый материал.
Пеногенераторы непрерывного действия более прибыльны, чем агрегаты периодического действия. Это связано с тем, что вы можете производить большие объемы и продукты из пенопласта более высокого качества, быстро увеличивая прибыль.
Производство пены на заводе по производству пены Какие химические вещества составляют пену?Многие химические вещества используются на заводе по производству пеноматериала при производстве пеноматериала в больших количествах. Как правило, 40% изоцианата, 10% пенообразователей, таких как вода, 50% полиолов и небольшое количество катализаторов. Изоцианаты и полиол смешивают под наблюдением, и смеси начинают экзотермические реакции.
Заводы по производству пены используют различные типы изоцианатов для производства пены различного качества. Например, MDI производит плиты из жесткого пенопласта, а TDI производит плиты из более мягкого пенопласта. Кроме того, катализаторы, такие как октет олова и третичные амины, часто используются на заводах по производству пеноматериалов для ускорения процесса производства пеноматериалов, что позволяет производить крупномасштабное производство.
Как изготавливается повторно связанный пенопласт?
Повторно связанная пена, более известная как рекон-пена, получила свое название из-за процесса ее производства из переработанных кусков пены. Это полиуретан с открытыми порами, известный своей прочностью и долгим сроком службы. На заводе по производству пеноматериала полиуретан смешивается с остатками пенопластовых плит в жидком состоянии для создания повторно связанной пены. Вы также можете вырезать желаемую форму, чтобы максимально использовать этот тип пены.
Вспененный пенопласт является очень гибким и одним из самых универсальных типов пенопласта, в основном из-за различной плотности пеноматериалов, используемых при его производстве. Он считается одним из лучших для современной торговли и промышленности. Повторно связанная пена используется в барах, спортзалах и общественном транспорте.
Пеногенераторы периодического и непрерывного действия
Пенообразователи обычно бывают двух типов: пеногенераторы периодического действия и агрегаты непрерывного действия. Вы можете выбрать одно из двух устройств, в зависимости от масштаба вашего среднего производства.
Вы можете выбрать одно из двух устройств, в зависимости от масштаба вашего среднего производства.
Машины для вспенивания периодического действия производят плиты пенополиуретана в малых масштабах, производя огромное количество пены за один цикл. Машина для вспенивания периодического действия является мощной и эффективной в производстве качественных блоков пенополиуретана, производя огромное количество пены за один цикл. Эта вспенивающая машина доступна по низким ценам из-за ее низкой производительности.
Пенообразователь периодического действия Плюсы использования пенообразователя периодического действия:Вы можете получить особые преимущества, если купите машины периодического вспенивания. Вы также можете выбрать из ручных и автоматических машин периодического действия пены.
- Хотя, большинство машин периодического действия для производства пенопласта могут производить только листы/блоки из пенопласта в небольших количествах. Тем не менее, машины для производства пенопласта периодического действия могут производить блоки из плотного пенопласта плотностью до 50 кг/м3.
- Пеногенератор периодического действия s также оснащен двигателем, который помогает контролировать процесс смешивания. Это также гарантирует, что в конечном итоге продукт будет иметь сбалансированный состав.
- TD представляет собой систему подачи, а полиол помогает машинам периодического действия в производстве пеноблоков лучшего и более эффективного качества.
Машины для вспенивания непрерывного действия предназначены для максимизации промышленного производства листов или плит из пенопласта. Основная цель — производство крупносерийных качественных изделий из пенопласта. Заводы по производству пены и футуристические производства используют машины непрерывного вспенивания. Одно из различий между этим вспенивателем и устройством периодического действия заключается в том, что весь процесс происходит в одном месте. Машины для производства пены непрерывного действия получили свое название от изготовления изделий из пены на машине в течение длительного времени.
Одно из различий между этим вспенивателем и устройством периодического действия заключается в том, что весь процесс происходит в одном месте. Машины для производства пены непрерывного действия получили свое название от изготовления изделий из пены на машине в течение длительного времени.
Вспениватели непрерывного действия, как правило, дороги, и для начала производства пены также требуется множество других материалов. Машины непрерывного вспенивания могут показаться сложной инвестицией, но выгода, которую вы можете перевесить по этим незначительным причинам. Некоторые из них –
⦾ Присутствие на рынке:
Пенообразователь непрерывного действия может помочь вам завоевать популярность и влияние на потребительском рынке, постоянно производя качественные продукты из пеноматериала в больших масштабах. Вы можете легко проникнуть, если у вас есть стабильная цепочка поставок и компании, которые занимаются продукцией из пенопласта. Расход может быть значительным, но и прибыль будет просто значительной.
Расход может быть значительным, но и прибыль будет просто значительной.
⦾ Значительно меньшая конкуренция на рынках
Многие предприниматели отказываются от участия в производстве пенопласта, поскольку затраты на оборудование для непрерывного вспенивания и производство этих продуктов довольно высоки. Кроме того, как только вы завладели рынком, вашим конкурентам становится все труднее догнать вас.
⦾ Меньше затрат на материалы
Поскольку машины для производства пены непрерывного действия поддерживают только крупномасштабное производство пены, это может сэкономить вам при покупке сырья для процесса. Как правило, сырье требуется в огромных количествах, что экономит ваши деньги. Этот процесс, в свою очередь, также позволяет расширить охват рынка.
Машины для резки пенопласта
При производстве пенопласта на заводе требуется несколько других типов оборудования. Каждая плита пенопласта разрезается с помощью различных режущих машин. Машины для вертикальной резки и машины для круговой резки являются одними из самых популярных машин для резки пенопласта, используемых на заводах по производству пеноматериала.
Машины для вертикальной резки и машины для круговой резки являются одними из самых популярных машин для резки пенопласта, используемых на заводах по производству пеноматериала.
⦾ Вертикальные машины для резки пенопласта
Вертикальные машины для резки специализируются на резке больших плит пенопласта на более мелкие куски в соответствии с требованиями рынка. Они также отлично подходят для придания формы краям пеноблоков. В результате вертикальные станки для резки пенопласта являются одним из лучших видов оборудования для резки плит из пенопласта на заводе по производству пенопласта.
Вертикальные станки для резки пенопласта⦾ Горизонтальные станки для резки пенопласта
Горизонтальные станки для резки пенопласта отлично подходят для очень эффективного уменьшения толщины пеноблоков при сохранении первоклассного качества. Поэтому горизонтальная машина для резки пенопласта считается идеальной для большинства матрасов.
⦾ Круглые станки для резки пенопласта
Круглые станки для резки толстых плит пенопласта на круглые формы с высокой точностью и чрезвычайной тщательностью. Плиты из пенопласта размещаются на круглом столе и подвергаются вращательному движению, приводимому в движение двигателем переменного тока. Станки для круговой резки могут резать пенопластовые плиты толщиной от 200 мм до 3 мм.
Плиты из пенопласта размещаются на круглом столе и подвергаются вращательному движению, приводимому в движение двигателем переменного тока. Станки для круговой резки могут резать пенопластовые плиты толщиной от 200 мм до 3 мм.
Какие существуют виды пены?
⦾ Пенополиуретан:
Пенополиуретан, также известный как полиформ, известен своей экономичностью. Это одна из наиболее часто используемых форм пены. Химия производства пенополиуретана уникальна. Его молекулярная структура относительно жесткая и гибкая, срок службы составляет 3 года. Он считается отличным изолятором электричества. Существенное связующее свойство делает его устойчивым к маслам, воде и жирам.
⦾ Пена с эффектом памяти:
Пена с эффектом памяти всегда пользуется большим спросом на рынке. Название вполне наводит на мысль о его опыте, так как пена сдуется, как только вы надавите на нее. Кроме того, он мягче гелевой пены и пенополиуретана. Люди также предпочитают пену с эффектом памяти, а не пену Rebonded из-за ее 10-летнего срока службы. Тем не менее, пена с эффектом памяти более плотная, чем другие виды пены, и она возвращается в исходное состояние, как только вы встаете.
Люди также предпочитают пену с эффектом памяти, а не пену Rebonded из-за ее 10-летнего срока службы. Тем не менее, пена с эффектом памяти более плотная, чем другие виды пены, и она возвращается в исходное состояние, как только вы встаете.
⦾ Повторно связанная пена:
Повторно связанная пена, более известная как рекон-пена, получила свое название из-за процесса ее производства из переработанных кусков пенопласта. Это полиуретан с открытыми порами, известный своей прочностью и долгим сроком службы. На заводе по производству пеноматериала полиуретан смешивается с остатками пенопластовых плит в жидком состоянии для создания повторно связанной пены. Повторно связанный пенопласт является очень гибким и одним из самых универсальных типов пенопласта, в основном из-за различной плотности пеноматериалов, используемых при его производстве. Поэтому он считается одним из лучших для современной торговли и промышленности.
Заводы по производству пенополиуретана
Заводы по производству пенополиуретана производят пенополиуретан с использованием машин периодического и непрерывного действия, которые широко используются во многих секторах. Эластичная природа пенополиуретана теперь используется в постельных принадлежностях, мебели и упаковке. Одной из основных причин такого увеличения использования пены являются заводы по производству пеноматериалов с надлежащим оборудованием и планированием завода по производству пеноматериалов. Пеногенераторы обычно стоят от 5 до 25 лакхов.
Эластичная природа пенополиуретана теперь используется в постельных принадлежностях, мебели и упаковке. Одной из основных причин такого увеличения использования пены являются заводы по производству пеноматериалов с надлежащим оборудованием и планированием завода по производству пеноматериалов. Пеногенераторы обычно стоят от 5 до 25 лакхов.
На заводе по производству пенопласта машины для резки пенопласта разрезают большие блоки пенополиуретана на желаемые формы и размеры для коммерческого использования. Машины для резки пенопласта изготавливаются из различных материалов; в то время как у некоторых есть резаки или лезвия, чаще всего используется горячая проволока.
Заключение
Спрос на пены увеличился с появлением различных гибридных пен, таких как высокоэластичная пена на основе сои или пена с эффектом памяти. Следовательно, пенопластовый завод должен иметь высокоэффективное оборудование в жилом или коммерческом секторе, чтобы не отставать от массового спроса.