СОЖ СОЖ укринол — Справочник химика 21
За последние годы созданы новые масляные СОЖ для резания металлов и эмульсолы Укринол-1 и Аквол-2. Их готовят на нефтяных маслах различной вязкости с введением разнообразных присадок. Эмульсол Укринол-1 представляет собой смесь сульфонатов и мыл жирных кислот в нефтяном масле, содержащем до 6% воды. Он предназначен для скоростной обработки цветных металлов и низколегированных сталей на операциях точения, сверления, фрезерования (в виде 3—5%-ной эмульсии), резьбонарезания, развертывания, протягивания (в виде 5—10%-ной эмульсии) и шлифовании (в виде 1,5—2%-ной эмульсии). Наиболее важными показателями товарных СОЖ являются вязкость, содержание механических примесей и коррозионное воздействие на металл. Эти показатели для некоторых СОЖ приведены ниже [c.389]Жидкость смазочно-охлаждающая укринол-11, ТУ 38 101331 — [c.367]
Значительный интерес представляло изучение возможности применения ММЭ в качестве эмульсола, поскольку, несмотря на увеличивающийся объем производства водных СОТС для различных процессов металлообработки, ощущается острый дефицит этих продуктов.
Масляные СОЖ (марки В-296, В-32к и В-35) применяют главным образом в прокате цветных ( Укринол ) и черных металлов и при обработке твердых и вязких сталей (нержавеющих, жаропрочных). [c.271]
На рис. 46 приведены гальваностатические поляризационные кривые 3%-х дисперсий (эмульсий) типичных эмульсолов, растворимых масел, консервационных масел и водоэмульсионных ПИНС в стандартной жесткой воде. Как видно, в наибольшей степени облагораживают стандартный электродный потенциал (до 200 мВ) и тормозят развитие катодной и особенно анодной составляющих коррозионного процесса ПИНС-й. Эмульсолы (Укринол, НГЛ-205 и др.) малоэффективны. [c.216]
46 приведены гальваностатические поляризационные кривые 3%-х дисперсий (эмульсий) типичных эмульсолов, растворимых масел, консервационных масел и водоэмульсионных ПИНС в стандартной жесткой воде. Как видно, в наибольшей степени облагораживают стандартный электродный потенциал (до 200 мВ) и тормозят развитие катодной и особенно анодной составляющих коррозионного процесса ПИНС-й. Эмульсолы (Укринол, НГЛ-205 и др.) малоэффективны. [c.216]
Хранят укринол-1 в отапливаемых закрытых складских помещениях. [c.367]
При арбитражных анализах кислотное число укринола-1 определяют по ГОСТ 11362 — 65. К ТУ 38 101331—75. 1. Влияние хлорида цинка маслянистое и мазеобразное отделение не
ГОСТ 6243-75, раздел 5 для укринола-11 — по ТУ [c.371]
Смазочно-охлаждающая жидкость укринол-4 ТУ 38 101199-74 [c.378]
ГОСТ 5985—59 для ХС-147, укринол тВ и укринола-4 — ГОСТ 11362—65 ГОСТ 6764-53 [c. 379]
379]
По составу и свойствам к СОЖ близки технологические смазки (ТС),- применяемые при операциях штамповки, профилирования, выдавливания, гибки, вытяжки, прокатки. В отличие от СОЖ они выполняют, в основном, смазывающую функцию, для охлаждения их не применяют. Выпускают ТС двух типов масляные (укринолы-4, 5/5, 7, 8, 13, 23, 202, 205, 207, СВ-1, ШС-2, X -I47, ХС-163, ТЭМП-3, Т-бп, Т-7п, калиброль) и эмульгирующиеся (укринолы-2, 2у, Зу, 11, СП-3, ОМ, ЭКС). [c.479]
У нас в стране наряду с эмульсолами обычного типа, образующими с водой молочно-белые эмульсии — Укринол-U НГЛ-205, СДМУ, ЭМУС, Укринол-11, Э-2 и др.— разработан также микроэмульсионный состав растворимое масло ( РМ ), дающий прозрачные водные растворы красного цвета. Этот продукт, обладающий весьма высокими защитными свойствами, можно рассматривать как микроэмульсионный ПИНС. [c.207]
Несмотря на то что в последние годы разработаны и внедрены (в частности, на АвтоВАЗе, КАМАЗе, АвтоЗИЛе и других заводах) новые водные смазочно-охлаждающие жидкости на базе эмульсолов — Укринол-1, Укринол-11, НГЛ-205, ЭМУС> СДМУ, АКВОЛ-2 и др.
 [114—116, 147], а также некоторые типы растворимых масел , оценка по СМОФС их 3—10%-х водных эмульсий показывает невысокий уровень защитных свойств. Для обычных эмульсий гарантийные сроки защиты составляют не более 3—4 мес в легких условиях межоперационного хранения (см. табл. 37). Введение в смазочно-охлаждающие жидкости небольших концентраций водоэмульсионных ПИНС позволяет довести гарантийные сроки межоперационного хранения до года и выше.
[114—116, 147], а также некоторые типы растворимых масел , оценка по СМОФС их 3—10%-х водных эмульсий показывает невысокий уровень защитных свойств. Для обычных эмульсий гарантийные сроки защиты составляют не более 3—4 мес в легких условиях межоперационного хранения (см. табл. 37). Введение в смазочно-охлаждающие жидкости небольших концентраций водоэмульсионных ПИНС позволяет довести гарантийные сроки межоперационного хранения до года и выше. С целью исследования применимости отечественных адсорбентов для восстановления качества технологических смазок в процессе прокатки алюминия был проведен ряд экспериментов, в которых в качестве очищаемой жидкости использовался жидкийпарафин. Показатели качества жидкого парафина близки к показателям базового компонента технологической смазки Укринол-202. [c.81]
Масло эмульгируемое укринол-1, ТУ 38 1011(97—76,— смесь минерального масла, эмульгаторов и ингибиторов коррозии. Применяют для обработки металлов на операциях шлифования стали и чугуна в виде водной 2—3%-ной эмульсии, на операциях точения, сверления и фрезерования — в виде 3—5%-ной эмульсии, прирезь-бонарезании и протягивании — в виде 5—10%-ной эмульсии.
При введении в состав укринола-11 3% неонола марки В 1315-9 допускаются следующие К ТУ 38 101149 — 75. 1. Содержание свободной щелочи (в пересчете на NaOH) не более 0.3% [c.370]
Укринол -1М — ООО Инверсия
Водосмешиваемая смазочно-охлаждающая жидкость, применяемая в индивидуальных и централизованных системах подачи станков и автоматических линий.
• лезвийная и абразивная обработка черных и цветных металлов и сплавов
Физико-химические характеристики ТУ 0258-016-23693454-2009
| Наименование показателей | Норма |
| концентрат | |
| 1. Внешний вид | Однородная маслянистая жидкость коричневого цвета |
| 2. Запах | Специфический, не раздражающий |
3. Вязкость кинематическая при 50ºС, мм²/с (сСт), в пределах Вязкость кинематическая при 50ºС, мм²/с (сСт), в пределах |
20*10-6 – 50*10-6 (20-50) |
| 4. Плотность при 20ºС, г/см3, в пределах | 0,900-0,980 |
| 5. Кислотное число, мг КОН/г, не более | 9 |
| 6. Содержание хлора | Отсутствие |
| 7. Содержание воды, %, не более | 5,5 |
| 8. Стабильность при низких температурах (минус 15ºС) | Выдерживает |
| 3%-ная эмульсия | |
| 1. Внешний вид | Жидкость молочного цвета |
| 2. Коррозионная агрессивность по отношению к черным металлам в течение 1 часа | Выдерживает |
| 3. Скорость эмульгирования (объем самопроизвольно незаэмульгированного продукта из 100 см3), см3 , не более | 30 |
4. Влияние жесткой воды Влияние жесткой воды |
Выдерживает |
| 5. Склонность к пенообразованию, см3, не более | 650 |
| устойчивость пены, см3, не более | 380 |
| 6. рН, в пределах | 9-10 |
Условия применения:
Рекомендуемая концентрация рабочего раствора 2-5%. При работе с твердосплавными материалами и алюминием допускается увеличение концентрации до 10%.
Гарантийный срок хранения 1 год.
Охлаждающая жидкость (антифриз, тосол) / Планы / Евразийский электронный портал
Пункт плана #44521
| Заказчик | АКЦИОНЕРНОЕ ОБЩЕСТВО «ЗАВОД ИМ. С.М. КИРОВА» |
|---|---|
| Наименование на русском языке | Охлаждающая жидкость (антифриз, тосол) |
| Наименование на государственном языке | Охлаждающая жидкость (антифриз, тосол) |
| Код КТРУ | 20. 59.43.00.00.20.10.20.2 59.43.00.00.20.10.20.2 |
| Описание на русском языке | Температура начала замерзания не выше -40 °С, прозрачная однородная окрашенная жидкость без механических примесей |
| Описание на государственном языке | Температура начала замерзания не выше -40 °С, прозрачная однородная окрашенная жидкость без механических примесей |
| Дополнительная характеристика на русском языке | Укринол-1М |
| Дополнительная характеристика на государственном языке | Укринол-1М |
| Год | 2019 |
| Месяц | Февраль |
| Срок поставки на русском языке | 10 календарных дней с момента поступления предоплаты |
| Срок поставки на государственном языке | 10 календарных дней с момента поступления предоплаты |
| Расчет полной стоимости | 371.84 тг. x 400.000 Килограмм = 148734.96 тг. |
| Расчет авансового платежа | 148734. 96 тг. x 0% = 0 тг. 96 тг. x 0% = 0 тг. |
| Способ закупки | Закупки из одного источника |
| Статус | Договор исполнен |
Внимание!
По данному пункту плана 7 февраля 2019 г. заказчиком АКЦИОНЕРНОЕ ОБЩЕСТВО «ЗАВОД ИМ. С.М. КИРОВА» было указано обоснование применение способа Закупки из одного источника:приказ №108 от 07.02.2019 г.
Места поставки
Всего 1 запись.
| Страна | Место поставки | Количество |
|---|---|---|
| Казахстан | Северо-Казахстанская область, Петропавловск Г.А., г.Петропавловск | 400.000 |
Внимание! По данному пункту плана проводятся/проводились закупки. Подробности можно узнать в информации о лоте и объявлении.
Информация о лоте
Всего 1 запись.
Концентрат полусинтетической СОЖ (СОЖ) по Боре
Смазочно-охлаждающая жидкость и концентрат охлаждающей жидкости Bohre
1 литр
5 литров
10 литров
30 литров
Концентрат растворителя Бора 1:10
Полусинтетическая охлаждающая жидкость Bohre для токарных станков производится в виде концентрата и предназначена для приготовления 5% -ных эмульсий на водной основе, используемых в качестве рабочих смазок и охлаждения в металлообработке — сверлении, резке, фрезеровании цветных металлов, чугуна, углерода и нержавеющей стали. стали.
стали.
1 литр
5 литров
10 литров
30 литров
Концентрат Бора представляет собой однородную маслянистую жидкость коричневого цвета со специфическим нераздражающим запахом, полная масса около 1063 кг / м3 при 20 ° C, сохраняя стабильность физических и механических свойств во время хранения.
Преимущества охлаждающей жидкости Bohre с концентратом охлаждающей жидкости
Высокотехнологичная смесь бора ™
Отличные антикоррозионные и смазывающие свойства, подтвержденные опытом эксплуатации.
Прибыльный
Из 1 литра концентрата охлаждающей жидкости получается 10 литров готовой охлаждающей жидкости.
Универсальный
Предназначен для обработки лезвиями и абразивным металлом, лучшая производительность при сверлении
Высокотехнологичная смесь бора ™
Отличные антикоррозионные и смазывающие свойства, подтвержденные опытом эксплуатации.
Прибыльный
Из 1 литра концентрата охлаждающей жидкости получается 10 литров готовой охлаждающей жидкости.
Универсальный
Предназначен для обработки лезвиями и абразивным металлом, лучшая производительность при сверлении
Bohre обладает высокими смазочно-охлаждающими, моющими и антикоррозионными свойствами и является эффективной заменой следующих видов охлаждающих жидкостей различных отечественных и зарубежных производителей: AIMOL X-Cool (20, 21, 22, Plus 31, Plus 32 , Plus 33, Plus 35, Plus 37), AQUACOOL UNI OIL 30, Blasocout (2000, 2000 Universal, 4000, 4000 Strong), Cimstar (156, 506), Duscul, ECOCOOL (4100, 68 CF 3, SOLUBLE 200), EFELE CF-621, Mobilcut (140, 141, 222, 230, 232, 250), Shell Adrana (A 2859, AY 401, D 407, D 601. 01), Автокат Ф-40, Аквол (10, 10М, 11), Борамин, Вексанол-8, Велс (1, 1М) ВОЛГОЛ-300, ИВКАТ, Инкам, Кароидель, Конвекс, Лабрия-1, Ленол-10М, МОДУС -М, НГЛ-205, Ровел (Карбамол-С1П, Пермол-6), Роснефть Универсал ЭР, Росойл (910, 910А), Росоил-ВЕЛС-1М, СИНАПОЛ-М, СИНТЕК (02м, 03), СОЖ ТУ 0258- 016-34344113-2014, охлаждающая жидкость ТУ 0258-017-34344113-2014, Техмол-1, ТНК (Универсал, Универсал ЛЛ), Укринол-1М, ЭГТ, СППЗУ.
01), Автокат Ф-40, Аквол (10, 10М, 11), Борамин, Вексанол-8, Велс (1, 1М) ВОЛГОЛ-300, ИВКАТ, Инкам, Кароидель, Конвекс, Лабрия-1, Ленол-10М, МОДУС -М, НГЛ-205, Ровел (Карбамол-С1П, Пермол-6), Роснефть Универсал ЭР, Росойл (910, 910А), Росоил-ВЕЛС-1М, СИНАПОЛ-М, СИНТЕК (02м, 03), СОЖ ТУ 0258- 016-34344113-2014, охлаждающая жидкость ТУ 0258-017-34344113-2014, Техмол-1, ТНК (Универсал, Универсал ЛЛ), Укринол-1М, ЭГТ, СППЗУ.
Концентрат смазочного материала Бора
| Номер позиции | Объем (литры) |
|---|---|
| К0006186 | 1 |
| К0006188 | 5 |
| К0006187 | 10 |
| КБ003199 | 30 |
(PDF) Комплексные методы обеспечения качества обработки поверхностей
956 M.Ю. Куликов и др. / Procedure Engineering 150 (2016) 953 — 958
флюидов: Укринол-1М, 1М-Скважины. Этих мер может быть достаточно, если поверхность образующейся пористости и шероховатости поверхности
Этих мер может быть достаточно, если поверхность образующейся пористости и шероховатости поверхности
будут соответствовать техническим требованиям к поверхности пористых спеченных материалов.
Пористость и шероховатость поверхности готовой продукции, перечисленные в сертификате качества продукции, и их рабочие характеристики
являются основополагающими для качества антифрикционных втулок и поверхности втулок [7-9].На практике не всегда
путем чистовой обработки позволяет получить желаемую шероховатость поверхности, даже если в процессе формирования требования по пористости
. Применение СОЖ при механической обработке может усилить эффект изменения шероховатости поверхности
и пористости.
Исследованием процесса обработки алюминиевых сплавов занимаются многие ученые, в том числе
специалистов из Университета Клемсона в Международном центре автомобильных исследований [10]; Технологический
Парк открытий Университета Северного Техаса [11] и многие другие.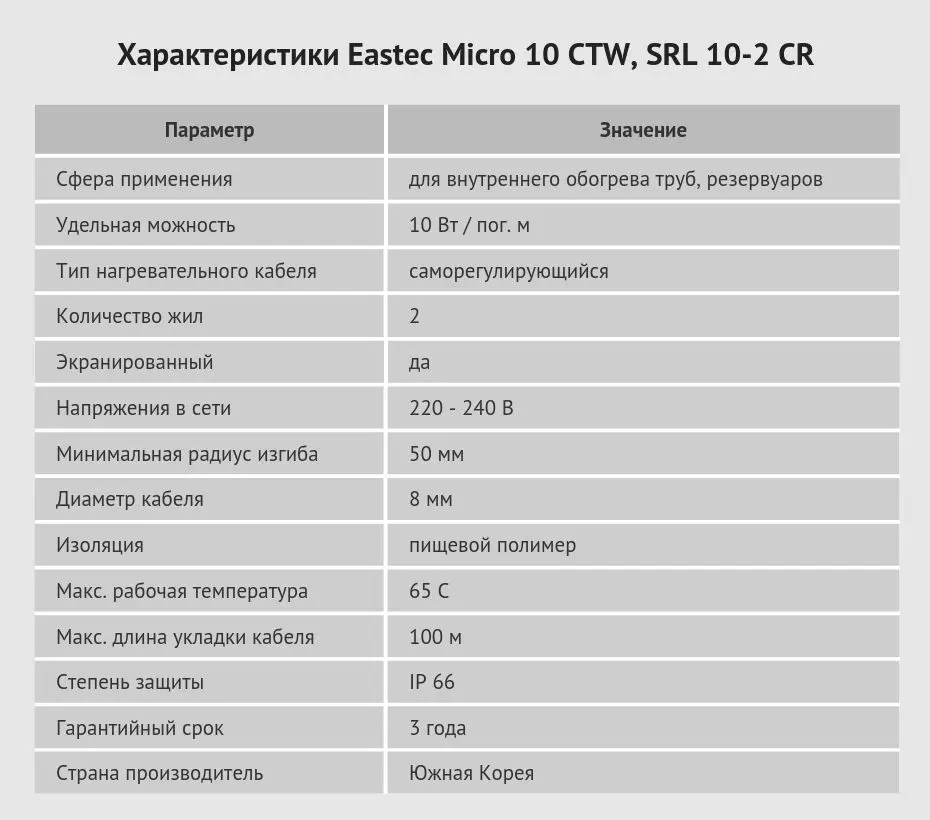 Большой ассортимент сплавов на основе алюминия, количество
Большой ассортимент сплавов на основе алюминия, количество
которых обусловлено технологическими требованиями разного уровня, указывает на необходимость выявления лучших
практик и технологических подходов к их обработке, снижая сложность процессов за счет сокращения количество операций
, сокращение времени основного процесса и повышение качества продукции.
Обработка материала на основе алюминия сопровождается задирами поверхности [12], выходящими из резца, и
налипанием удаляемого материала на режущую кромку инструмента, что снижает эффективность процесса резания
, отвод тепла и повышенный износ инструмента.Для достижения высокого качества поверхности при резке Силумина
рекомендуется использовать специальные пластины с алмазоподобным углеродным покрытием и другими износостойкими покрытиями. В этом случае
инструмент должен иметь большой передний угол, малый радиус закругления режущей кромки и малый радиус ȡ r верхнего инструмента.
Для увеличения теплоотдачи в некоторых случаях при обработке тонкостенных вводов рекомендуется
использовать соответствующий теплоноситель.Также для уменьшения шероховатости поверхности могут быть добавлены охлаждающие химические вещества
, снижающие прочность расходуемого слоя материала. Так, силумин для обработки анода с использованием раствора каустической соды
давал шероховатость поверхности Ra 0,6-0,7, скорость резания V составляла 214 м / мин, подача S составляла 0,05 мм / об, глубина
резания t = 0,5 мм. В качестве режущего инструмента использовалась сменная пластина из твердого сплава чашеобразной формы.
В различных исследованиях сформулированы основные положения и рекомендации по определению соответствующих режимов обработки
, выбору режимов резания и экологических требований, которым должен соответствовать применяемый режущий инструмент
.
Существуют также нетрадиционные методы формирования, составляющие комбинированную обработку, которая может включать
механическое, электрическое, химическое воздействие. Комбинированные методы обработки имеют широкий диапазон управляемых факторов
Комбинированные методы обработки имеют широкий диапазон управляемых факторов
, влияющих на уровень качества формируемой поверхности, и поэтому удобны и эффективны при использовании в процессах
формования деталей из твердых и неоднородных материалов.
Существует множество способов комбинированной обработки, сочетающих методы обработки поверхности с наложенным электрическим полем
.К ним относятся электрохимическая механическая обработка и комбинированный метод обработки [13]. Этот метод
представляет собой обработку поверхности за счет анодного процесса, основными видами воздействия здесь являются механическое усилие
и химическое. Исследования показывают, что комбинированный метод электрохимической механической обработки эффективен для достижения
желаемых значений шероховатости поверхности компонентов спеченных металлокерамических материалов; композиты металлические, полученные литьем
; силумин и другие материалы.
Было обнаружено [14], что для чистовой обработки рекомендуется проводить электрический ток при низких плотностях, поэтому основным значением
при ее выполнении являются механизмы анодного растворения и механического удаления пленки
движущимся инструментом. Эти процессы происходят в основном на вершинах микроскопических неровностей, которые подвергаются наиболее интенсивному электрохимическому воздействию, и только для них происходит непрерывное механическое удаление пленки. В
Эти процессы происходят в основном на вершинах микроскопических неровностей, которые подвергаются наиболее интенсивному электрохимическому воздействию, и только для них происходит непрерывное механическое удаление пленки. В
углубления микроскопических неровностей образуют толстый слой пленки, играющей защитную роль.В совокупности
приводит к постоянному снижению шероховатости, обеспечивая высокую точность и чистоту поверхности.
Таким образом, при обработке деталей из антифрикционных бронзово-графитовых втулок комбинированным способом целесообразно использовать процесс
, то есть резку сменными твердосплавными пластинами с покрытием из нитрида титана с радиусом при вершине не
более 0,4 мм с одновременным травлением за счет образования электрической цепи замыкается поток
черезводного теплоносителя CuSO4 (25%).В результате была получена шероховатость поверхности Ra 0,63 — 1,25, что соответствует техническим требованиям
к поверхности антифрикционных втулок. Для обработки железо-графита целесообразно использовать сульфат железа
Для обработки железо-графита целесообразно использовать сульфат железа
как охлаждающую жидкость.
Как показали результаты исследований, в процессе обработки анода резанием силуминов образование
оксидов на обрабатываемой поверхности значительно снижает протекание электрохимических процессов. Это особенно важно при анодном растворении алюминиевых сплавов, имеющих высокую окислительную способность.[3]
| / Карта сайта
 000, ПМС-15000, ПМС-3000, ПМС-30000, ПМС-5000 | Полиметилсилоксановые жидкости ПМС-1р, ПМС-1,5р, ПМС-4 | Полиметилсилоксановые жидкости ПМС-20, ПМС-20К, ПМС-20 (р) K | Полиметилсилоксановые жидкости ПМС-5-1000, ПМС-6 | Полиметилсилоксаны ПМС-300, ПМС-400, ПМС-500 | Жидкость гидрофобная (гидрофобная) 136-157 (бывшая ГКЖ-94М) | Жидкость гидрофобная (гидрофобная) 136-41 (бывшая ГКЖ-94) | Водоотталкивающая (гидрофобная) кремнийорганическая жидкость ГКЖ-11Н | Рабочая жидкость для амортизатора гидроударов 131-209 000, ПМС-15000, ПМС-3000, ПМС-30000, ПМС-5000 | Полиметилсилоксановые жидкости ПМС-1р, ПМС-1,5р, ПМС-4 | Полиметилсилоксановые жидкости ПМС-20, ПМС-20К, ПМС-20 (р) K | Полиметилсилоксановые жидкости ПМС-5-1000, ПМС-6 | Полиметилсилоксаны ПМС-300, ПМС-400, ПМС-500 | Жидкость гидрофобная (гидрофобная) 136-157 (бывшая ГКЖ-94М) | Жидкость гидрофобная (гидрофобная) 136-41 (бывшая ГКЖ-94) | Водоотталкивающая (гидрофобная) кремнийорганическая жидкость ГКЖ-11Н | Рабочая жидкость для амортизатора гидроударов 131-209 |
 Виксинц. Соединения
Виксинц. СоединенияГРАММ.Д. Антонов, П.Г. АнтоновВЗАИМОДЕЙСТВИЕ БИМЕТАЛЛИЧЕСКИХ КОМПЛЕКСОВ ПАЛЛАДИЯ (II) И РОДА (III) С ЛИГАНДАМИ ГЕРМАНИЯ (II) С ЦИНКОМ В ВОДНОЙ ВОДОРОДНОЙ КИСЛОТЕУстановлено, что биметаллические комплексы палладия (II), родия (III) с лигандами GeCI 3 — в растворе 6M HCl восстанавливаются цинком с получением микродисперсных порошков сплава этих металлов с германием. Получены порошки состава Pd 2 Ge, Rh 2 Ge, RhGe.Элементный состав порошков определялся на рентгеновском микроанализаторе. Дисперсное состояние порошков исследовали методом сканирующей электронной микроскопии (СЭМ), структура — дифракцией рентгеновских лучей (XRD). Установлено, что средний размер частиц порошков Rh 2 Ge и RhGe составляет 80 нм в диапазоне 60-120 нм, средний размер частиц порошка Pd 2 Ge — 270 нм в диапазоне 150- 400 нм. Состав порошков зависит от мольного соотношения Ge (II): M в комплексных растворах M-Ge.В отличие от продуктов восстановления соединений M-Sn молярное содержание порошка германия в 1,5-2 раза меньше, чем в исходных растворах. Порошки PdGe 1,0–2,9 и RhGe 1,3–1,6 , наряду со сплавами M-Ge, содержат аморфную фазу германия. В отличие от результатов M- Восстановление соединений Sn. Ключевые слова: биметаллических комплексов платиновых металлов с германием (II) и оловом (II), кластеры M-Ge 1-5 и M-Sn 1-5 , микродисперсные порошки M-Ge и M- Sn сплавы. | 3 |
Ю.К. Старцев, А. Привень, Р.А.Х. Эль-МаллаваниВЛИЯНИЕ ЗАМЕНЫ ОКСИДА НАТРИЯ ОКСИДОМ КАЛИЯ НА ВЯЗКОСТЬ СТЕКЛ В СИСТЕМЕ Na 2 O-K 2 O-CaO-SiO 2Вязкость стеклообразных расплавов состава как хNa 2 O- (18-x) K 2 O-20CaO-62SiO 2 (мол.%) Исследовали при температуре стеклования.Значения экспериментальной вязкости хорошо согласуются с результатами расчетов по ранее разработанной методике. В статье авторы обсуждают причины нелинейности концентрационной зависимости вязкости. Ключевые слова : вязкость, смешанно-щелочной эффект в оксидном стекле, щелочно-кальциево-силикатное стекло, расчет вязкости зависимости от состава | 8 |
Д.Ю. БердоносовИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ОБРАЗОВАНИЯ ЦИПЕРМЕТРИНА АЭРОЗОЛЯ ПРИ СГОРАНИИИсследовано образование аэрозоля циперметрина в процессе горения.Показана возможность использования циперметрина в аэрозольных генераторах инсектицидов. Ключевые слова : пестициды, инсектициды, циперметрин, аэрозоль, генераторы аэрозолей, нитраты целлюлозы, сжигание | 12 |
Михайлова Т. СебаллоИССЛЕДОВАНИЕ ПРОЦЕССА ИСПАРЕНИЯ РАСТВОРА ХЛОРИДА КАЛЬЦИЯ В МАШИНЕ ПОГРУЖНОГО СГОРАНИЯВ данной статье описывается конструкция и конструкция машины для погружного горения, приводятся результаты исследований процесса испарения в ней растворов хлорида кальция, без и с последующей дегидратацией в аппарате с псевдоожиженным слоем.Приведены зависимости концентрации испаренного раствора хлорида кальция от температуры в погружной машине внутреннего сгорания, зависимость производительности погружной машины сгорания по испарившейся воде от тепловой нагрузки на установку, зависимость производительности псевдоожиженного слоя. единицы по концентрации выпаренного раствора из установки иммерсионного сжигания, а также насыпной плотности гранулированного хлористого кальция на выходе из установки псевдоожиженного слоя. Ключевые слова: хлорид кальция, природный газ, сушилка с псевдоожиженным слоем, установка погружного горения. | 16 |
Ю.Т. Виграненко, А. де Векки, В. УшаковДОСТИЖЕНИЯ В АЦЕТОКСИЛИРОВАНИИ НЕНАСЫЩЕННЫХ ИЛИ ПОДВИЖНЫХ СУБСТРАТОВ С –Н СВЯЗЬ (ОБЗОР)В этом обзоре обобщен прогресс в ацетоксилировании ненасыщенных субстратов и субстратов с подвижной связью С – Н. Был проведен обзор литературы за два последних десятилетия. Показано, что направление развития реакции носит прикладной и исследовательский характер и охватывает значительное количество новых соединений.В области каталитических систем в основном делались попытки модифицировать ранее разработанные каталитические смеси и создать модели для оптимизации их состава. Ключевые слова : ацетоксилирование, анодное ацетоксилирование, механизмы реакций, алкены, алкадиены, метилфуран, ароматические соединения, стильбен, анилиды, йод-арены, фталолейцин, метациклофан, кетоны, индолы, дипентены, адамантан, винилодекатриан, циклодокатриан аллилбензиловые эфиры, алкилфосфонаты. | 19 |
А.И. Степанов, В. Санников, Д. Дашко, А.А. АстратьеваИСПОЛЬЗОВАНИЕ АМИДОКСОМА 4-АМОНОФУРАЗАН-3-КАРБОКСИЛОВОЙ КИСЛОТЫ В СИНТЕЗЕ ГЕТЕРОЦИКЛИЧЕСКИХ СОЕДИНЕНИЙ (ОБЗОР)Рассмотрены методы синтеза и химические свойства амидоксима 4-аминофуразан-3-карбоновой кислоты. Показано, что названное соединение должно быть ценным синтоном в синтезе различных гетероциклических производных 1,2,5-оксадиазола. Ключевые слова: фуразан, 4-аминофуразан-3-карбоновая кислота, амидоксим, 1,2,4-оксадиазол | 32 |
Б.А. Колесников, И. Ларионов, М. ШамцянПОЛУЧЕНИЕ ПОВЕРХНОСТНО-АКТИВНЫХ БЕЛКОВ ИЗ ГЛУБОКИХ КУЛЬТУР ВИРИДА ТРИХОДЕРМЫ ГРИБАЦелью данного исследования было изучение присутствия белков сурфактанта в погруженной культуре гриба Trichoderma viride.В результате этой работы был разработан метод выделения низкомолекулярных белков ПАВ из погруженной культуры гриба Trichoderma viride. Изучена зависимость низкомолекулярного белка в единице объема культуральной жидкости от соотношения и концентрации источников углерода и азота в среде. Была оценена пенообразовательная активность белков и определена их молекулярная масса. Характеристики производных белков соответствуют гидрофобинам белков с низкой молекулярной массой. Ключевые слова : поверхностно-активные белки, гидрофобины, погруженная культура, пено-стабилизирующая активность. | 47 |
А.А. Гулумян, Н.В. ЛисицынОБОСНОВАНИЕ ВЫБОРА ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ТЕПЛООБМЕННОГО УСТРОЙСТВА СО СМЕСИТЕЛЬНЫМ УСТРОЙСТВОМРазработана методика расчета теплообменного аппарата новой конструкции с механическим перемешивающим устройством и вертикальными теплообменными элементами, которая может быть использована при определении его геометрических размеров и технологических условий работы.Такое расположение можно использовать на нефтеперерабатывающих заводах. Ключевые слова: метод расчета , теплообменный аппарат, смесительное устройство, расчет, геометрические размеры, технологические условия. | 51 |
ЯВЛЯЮСЬ. Воскресенский, Г. Сикалов, А.А. ПантелеевМОДЕЛЬ КОМПЬЮТЕРА ДЛЯ РАСЧЕТА ТЕРМОПЛАСТИЧНЫХ ЛИСТОВ ВЫСОКОЕ КАЧЕСТВО РАЗМЕРПредложено новое теоретическое решение проблемы каландрирования листов и пленок из термопластичных полимеров.Использован метод итераций по распределению эффективной вязкости по глубине потока обрабатываемого материала в рабочих зазорах между каждой парой валков. Моделирование непрерывного уширения полимерного слоя и неизотермическое решение задачи объединены для них в одном решении. Работоспособность алгоритма подтверждена на примере решения задачи с полным набором входных данных с включением параметров свойств жесткого ПВХ, полученных на основании измерений.Ориентация формализованных средств решения проблемы — это контроль размерного качества изделий в непрерывном процессе каландрирования. Ключевые слова : каландрирование полимеров, компьютерное моделирование, поток уширения, неизотермичность, пленки, размерное качество. | 56 |
Яблокова М. Бугров, Р.Ф. ХасаевСОВРЕМЕННЫЕ ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ДЛЯ ОБЕЗЗАРАЖИВАНИЯ ОТХОДОВ СМАЗКИ И ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ (LCL) УТИЛИЗАЦИЯПредставлен аналитический обзор современной научно-технической и патентной литературы по методам разделения и утилизации отработанных смазочно-охлаждающих жидкостей (LCL).Выделены группы подходящих методов разделения ЖХВ двух разных типов: водные эмульсии нефти и истинные спиртовые растворы в воде. Преимущества и недостатки используемых технологий и оборудования. раскрыты. Предложены технологические схемы утилизации жидких промышленных отходов, содержащих отработанные теплоносители двух типов: истинную эмульсию («Укринол-1М») и синтетическую («Конвекс»). Ключевые слова : смазочные и охлаждающие жидкости, разделение эмульсий, разделение трехфазных систем, тонкослойные отстойники, флотаторы, фильтры с фиксированным гранулированным наполнением, вакуумные испарители, электрокоагуляция, ультрафильтрация | 62 |
Ю.Коряковский С. Доильницын, А.А. Акатов, С.А.МатвеевСЪЕМНЫЕ ПОЛИМЕРНЫЕ ПОКРЫТИЯ ДЛЯ ОБЕЗЗАРАЖИВАНИЯ: ДОСТИЖЕНИЯ И РАЗРАБОТКИ, ПРИМЕНЕНИЕ, НАЛИЧИЕ (ОБЗОР)Данный обзор посвящен способу использования пленкообразующих полимерных композиций для дезактивации. Обзор раскрывает суть метода, признает его достоинства и недостатки, дает информацию об известных отечественных и зарубежных разработках, а также показывает анализ опыта практического применения полимерных композиций.Рассмотрены способы нанесения и удаления составов, соответствующее оборудование и обращение с радиоактивными отходами. Сделаны выводы о современном состоянии и перспективах развития данного метода в России. Ставятся задачи, требующие решения для обеспечения отечественной атомной отрасли качественными пленкообразующими составами отечественного производства. Ключевые слова: дезактивация, пленкообразующие составы, полимерные рецептуры, способы нанесения и удаления | 68 |
U.С. МусинаЭКОЛОГИЧЕСКАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТОЧНЫХ ВОД. РЕАГЕНТ ПОЛУЧАЕТСЯ ИЗ ЗОНЫ В РЕЗУЛЬТАТЕ СГОРАНИЯ УГЛЯ.Разработан способ получения реагента для очистки сточных вод путем переработки золы от сжигания экибастузского угля для достижения ПДК катионов тяжелых цветных металлов, шестивалентного хрома, мышьяка, фторид-ионов и сульфат-ионов в промышленных отходах. воды предлагается применять реагент, приготовленный спеканием золы от сжигания экибастузского угля с известняком. Ключевые слова: зола, минеральный состав, физико-химический, реагент, очистка, сточные воды, технология, известняк | 80 |
А.А. МусаевОЦЕНКА ИНЕРЦИИ ХАОТИЧЕСКИХ ПРОЦЕССОВ С УЧЁТОМ ЛОКАЛЬНЫХ ТЕНДЕНЦИЙ КАЧЕСТВЕННЫХ ХАРАКТЕРИСТИК.Статья посвящена исследованию инерции квазихаотических процессов. Этот вопрос определяет принципиальную возможность экстраполяционного прогнозирования и управления динамическими системами.Эта проблема играет принципиальную роль в таких важных задачах, как управление в турбулентных газо- и гидродинамических средах, в нестационарных задачах управления и диагностики технических систем, в задачах прогнозирования рынков капитала и т. Д. Предыдущие исследования заключались в формулировке условия выявления тренда. В статье рассматриваются как количественные, так и качественные признаки наличия тренда. На примере анализа последовательностей реальных наблюдений установлено, что гипотеза о существовании эффекта запаздывания подтверждается только для сглаженного процесса. Ключевые слова: хаотические процессы, тренд, эффект запаздывания, инерция, проверка статистических гипотез. | 83 |
О.А. Ремизова, И. Рудакова, В.В. Сыроквашин, А.Л. ФокинДИАГНОСТИКА ПОТЕНЦИАЛЬНО ОПАСНЫХ СОСТОЯНИЙ В УПРАВЛЕНИИ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИОбсуждаются методы диагностики аномальных состояний технологических процессов на основе анализа вырождения модельной структуры нормального процесса .Ключевые слова : диагностика, аварийное состояние, модель процесса, потенциально опасные процессы | 88 |
В.А. СиренекЧИСЛЕННЫЙ ВЕРОЯТНОСТНЫЙ МЕТОД РЕШЕНИЯ РЕЛАКСАЦИОННЫХ УРАВНЕНИЙ МАССОПЕРЕДАЧИ НА ОСНОВЕ РАСПРЕДЕЛЕНИЯ ВОЛНОВЫХ СВОЙСТВМетод основан на обращении дифференциального оператора. Квазилинейные гиперболические уравнения массопереноса (релаксационная модель) сводятся к интегральным уравнениям. Ядра интегральных уравнений выражаются через эволюционный оператор волнового уравнения. Получены выражения оператора эволюции волнового уравнения для различных краевых задач.Приведен алгоритм решения интегральных уравнений метода Монте-Карло. Ключевые слова : гиперболическое уравнение массопереноса, интегральные уравнения, случайный процесс, точные решения волнового уравнения, метод Монте-Карло. | 95 |
В.А. Сиренек, С.И.Чумаков, В.Г. НикитенкоВЕРОЯТНОЕ РЕШЕНИЕ ОДНОГО ЭВОЛЮЦИОННОГО УРАВНЕНИЯИсследуется обобщенное решение смешанной задачи для эволюционного уравнения.Оператор «возмущения» B (t) делает граничные условия равными нулю. Показано, что если оператор B (t) аффинен, то решение задачи имеет стохастическое представление. Ключевые слова : эволюционное уравнение, смешанная задача, обобщенное решение, вероятностная форма решения, аффинный оператор. | 100 |
М.Б. ЛаскинЛОГАРИФМИЧЕСКИ НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ ЦЕН И РЫНОЧНАЯ СТОИМОСТЬ НА РЫНКЕ НЕДВИЖИМОСТИ.В статье рассматривается проблема определения рыночной стоимости путем сравнения с асимметричным (в частности, логарифмически нормальным) распределением цен. Показано, что использование средних арифметических и геометрических приводит к систематическому завышению рыночной стоимости. Предлагается один из возможных вариантов оценки договорных скидок на основе анализа опубликованной статистики котировок. Установлено, что доверительные интервалы для асимметричного распределения цен также асимметричны по отношению к рыночной стоимости. Ключевые слова : Сравнительный подход, рыночная стоимость недвижимости, логарифмически логнормальное распределение, договорная скидка, доверительные интервалы. | 102 |
А.Ю. СитниковаПОСТРОЕНИЕ АГЕНТООРИЕНТИРОВАННОЙ МОДЕЛИ БИРЖИСтатья посвящена построению агентно-ориентированной модели функционирования фондовой биржи, как современных вычислительных средств, представленных агентами-инвесторами с определенными свойствами.Набор и классификация этих свойств подробно рассмотрены в статье. Модель реализована в программной среде NetLogo и позволяет моделировать реальные действия на бирже. Ключевые слова : биржа, модель, агент, инвестор, ценные бумаги, акции, сделка. | 107 |
З.М. Саркисян, А. КарасавидиИСПОЛЬЗОВАНИЕ НЕКОТОРЫХ ИНТЕРАКТИВНЫХ МЕТОДОВ ОБУЧЕНИЯ В КЛАССЕ ОРГАНИЧЕСКОЙ И ФАРМАЦЕВТИЧЕСКОЙ ХИМИИНабирают популярность интерактивные методы обучения.Благодаря эффективности, различные методы обучения, в основном те, которые используются в классе органической и фармацевтической химии, были успешно внедрены, как показано в статье .Ключевые слова : мозговой штурм, метод тематических исследований, дискуссия, гудящие группы, дебаты | 110 |
Доступно на сайте ScienceDirect. Инженерные процедуры 150 (2016)
Материалы для режущего инструмента
Цели обучения После просмотра видео и изучения этого печатного материала зритель получит знания и понимание металлургии режущего инструмента и конкретных применений инструмента для различных
. ПодробнееКАРБИД С ПОКРЫТИЕМ.Банка. Al 2 O 3
КАРБИД С ПОКРЫТИЕМ ОБЩАЯ ИНФОРМАЦИЯ CVD = Марки с покрытием химическим осаждением из паровой фазы GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025, GC4035, S05F и CD1810. ПВД =
ПодробнееДумайте о точности, думайте о HSS REAMING
Думайте о точности, думайте о HSS REAMING ОБЗОР ИНСТРУМЕНТОВ ДЛЯ РАЗВЕРТЫВАНИЯ 2 Увеличьте масштаб развертки 3 Какая HSS обеспечивает максимальную эффективность? 4 Покрытия для наилучших характеристик 5 Словарь 6 Выберите правильный дизайн 7 Типы фаски
ПодробнееОсновы притирки и полировки
Отчет лаборатории по основным применениям притирки и полировки 54 Притирка и полировка 1.0: Введение Притирка и полировка — это процесс точного удаления материала с заготовки (или образца)
ПодробнееTechCut 4 Прецизионная низкооборотная пила
Брошюра по продукту TechCut 4 Прецизионная низкоскоростная пила Диапазон лезвий 3–6 дюймов Цифровой дисплей скорости Индексирование образцов размером 1 микрон Подпружиненная насадка для правки Все конструкция из алюминия и нержавеющей стали
ПодробнееИнструментальная сталь для холодных работ AISI O1
ФАКТЫ О СТАЛИ AISI O1 Инструментальная сталь для холодных работ Здесь начинается отличная оснастка! Эта информация основана на наших текущих знаниях и предназначена для предоставления общих сведений о наших продуктах и их
ПодробнееЛитье под давлением Рисунок M2.3.1
Литье под давлением Литье под давлением — это процесс формования, при котором расплавленный металл под высоким давлением и скоростью впрыскивается в разъемную форму. Это также называется литьем под давлением. Разъемная форма б / у
ПодробнееМатериалы подшипников двигателя
Материалы подшипников двигателя Д-р Дмитрий Копелиович (менеджер по исследованиям и разработкам) Долговечность подшипников двигателя достигается, если в его материалах сочетаются высокая прочность (грузоподъемность, износостойкость,
). ПодробнееСправочное руководство по анодированию
Справочное руководство по анодированию Тип Толщина Тип II Изготовленные обычные покрытия 1.8–25,4 мкм из ванны с серной кислотой Тип I A Обычные покрытия, полученные от 0,5 до 7,6 мкм (микрон) из ванны с хромовой кислотой Тип
ПодробнееКастинг. Цель обучения
Цель тренинга После просмотра программы и изучения печатных материалов зритель узнает основы различных процессов литья металлов, используемых в настоящее время в промышленности. Основные принципы
ПодробнееАноды и другое оборудование
Аноды и другое оборудование Применение: платинированные титановые аноды Платинированные титановые аноды рекомендуются для использования в следующих электролитических процессах: — Гальваника драгоценных металлов — e.грамм. Au, Pt,
ПодробнееОсновы экструзии
ГЛАВА 1 Основы экструзии В первой главе этой книги обсуждаются основы технологии экструзии, включая принципы, процессы, механику и переменные экструзии, а также их влияние
ПодробнееРасходные материалы Аксессуары
Расходные материалы Аксессуары Указатель Притирка / Полировка Притирочные пластины / Полировальные пластины / Опорные пластины…. 3 Стяжные кольца … 4 Прижимные пластины 4 Керамические гранулы. 4 резиновые прокладки ….. 5 войлочные прокладки …. 5
ПодробнееРаздел 4: NiResist Iron
Раздел 4: Железо NiResist Раздел 4 Описание марок Ni-резиста … 4-2 201 (Тип 1) Ni-Resist … 4-3 202 (Тип 2) Ni-Resist … 4-6 Списки акций. ..4-8 4-1 Ni-Resist Описание марок Ni-Resist Dura-Bar
ПодробнееПодшипники скольжения / подшипники скольжения
Подшипники скольжения / подшипники скольжения Условия эксплуатации: Преимущества: — гашение вибрации, гашение ударов, гашение шума — нечувствительность к вибрациям, низкий уровень шума при работе — пыленепроницаемость (при смазке
) ПодробнееВведение в ДЖИГЫ И СВЕТИЛЬНИКИ
Введение в ПРИБОРЫ И ПРИСПОСОБЛЕНИЯ Введение Успешное ведение любого массового производства зависит от взаимозаменяемости, которая упрощает сборку и снижает стоимость единицы продукции.Серийное производство
ПодробнееSS-EN ISO 9001 SS-EN ISO 14001
Эта информация основана на нашем текущем уровне знаний и предназначена для предоставления общих сведений о наших продуктах и их использовании. Следовательно, это не должно толковаться как гарантия определенных свойств
ПодробнееЭКСПЕРИМЕНТ №9 КОРРОЗИЯ МЕТАЛЛОВ.
ЭКСПЕРИМЕНТ № 9 КОРРОЗИЯ МЕТАЛЛОВ Цель Цель этого эксперимента — измерить скорость коррозии двух разных металлов и показать эффективность использования ингибиторов для защиты металлов
ПодробнееUDDEHOLM VANADIS 30 SUPERCLEAN
UDDEHOLM VANADIS 30 SUPERCLEAN UDDEHOLMS AB Никакая часть данной публикации не может быть воспроизведена или передана в коммерческих целях без разрешения правообладателя.Эта информация основана на
ПодробнееПонимание процесса электроэрозионной обработки проволоки
5 Понимание процесса электроэрозионной обработки 69 Точность и допуски Электроэрозионная обработка проволоки чрезвычайно точна. Многие машины перемещаются с шагом в 40 миллионных долей дюйма (0,00004 дюйма) (0,001 мм), некоторые — с шагом в 10 миллионных долей
. ПодробнееСварка. Модуль 19.2.1
Сварочный модуль 19.2.1 Пайка твердым припоем Пайка твердым припоем — это общий термин для пайки и пайки серебром. Это очень похожие процессы термического соединения на мягкую пайку, поскольку основной металл
ПодробнееОбработка никелевых сплавов
NiDl Институт разработки никеля Обработка никелевых сплавов Справочник Института развития никеля, серия № 11 008 Содержание Благодарности … i Условное обозначение… i Введение … ii
ПодробнееСевероамериканский нержавеющий
Североамериканский нержавеющий сортовой прокат Лист марки нержавеющей стали 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 ВВЕДЕНИЕ Типы 2205 и 2304 представляют собой дуплексные марки нержавеющей стали с микроструктурой
ПодробнееБЛОК 4 ПРОЦЕССЫ ПОКРЫТИЯ МЕТАЛЛА
БЛОК 4 ПРОЦЕССЫ ПОКРЫТИЯ МЕТАЛЛА Структура 4.1 Введение Цели 4.2 Металлические и неметаллические покрытия 4.2.1 Металлические покрытия 4.2.2 Неметаллические покрытия 4.3 Электроформование 4.4 Гальваника 4.5 Анодирование
ПодробнееЗАЛИВКА РАСПЛАВЛЕННОГО МЕТАЛЛА
НАГРЕВ И РАЗЛИВКА Для выполнения операции литья металл необходимо нагреть до температуры, несколько превышающей его точку плавления, а затем вылить в полость формы для затвердевания. В этом разделе мы рассматриваем
ПодробнееБЛОК ОБРЕЗКИ / АЛМАЗНЫЙ СТАНОК TST.13
БЛОК ОБРЕЗКИ / АЛМАЗНЫЙ СТАНОК TST.13 СПРАВОЧНИК, отн. 02.15 БЛОК ОБРЕЗКИ / АЛМАЗНЫЙ СТАНОК TST.13 REL. 02.15 АНГЛИЙСКИЙ ЯЗЫК 1 ОПИСАНИЕ МАШИНЫ TST.13 был разработан и построен для обработки метакрилата.
ПодробнееИНСТРУКЦИИ ПО ЭКРАННОЙ ПЕЧАТИ
ИНСТРУКЦИИ ПО ПЕЧАТИ ЭКРАНА для фотоизображающих паяльных масок и идентификаторов. Двухкомпонентные паяльные маски типа 5600 и идентификаторы Mega Electronics Ltd., Mega House, Grip Industrial Estate, Линтон, Кембридж, АНГЛИЯ
ПодробнееГлава 18: Тормоза и сцепления
Глава 18: Тормоза и сцепления Ничто не обладает такой силой, которая расширяет кругозор, как способность систематически и верно исследовать все, что попадает под ваше наблюдение в жизни. Марк Аврелий, римский император
ПодробнееСравнительная оценка условий применения новых водосмешиваемых и масляно-охлаждающих технологических сред
Сборник Гигиена труда, Выпуск 29, 1993 г.
г.Рожковская П., Горобец Е. К., Дедовских Н. Г., Губарь И. В.
doi
Институт медицины труда, Киев
Полная статья (PDF)
В последние годы преобладает тенденция к более широкому использованию водосмешиваемых смазочно-охлаждающих жидкостей (СОЖ), синтетические продукты которых обладают большей универсальностью по сравнению с СОЖ других классов [8, 10]. Так, к 2000 г. общая доля водосмешиваемых композиций в производстве смазочно-охлаждающих технологических сред (СОТС) для обработки металлов должна возрасти до 56–58% [6].
Увеличение использования водосмешиваемых смазочно-охлаждающих жидкостей также имеет экологический аспект — каждая тонна смешиваемых с водой композиций выделяет несколько тонн нефтепродуктов. В настоящее время в результате широкого использования смазочно-охлаждающих жидкостей машиностроение занимает 4-е место по загрязнению гидросферы [5, 9].
Основная доля в смеси органических соединений, выбрасываемых в воздух рабочей зоны при работе теплоносителей Синма-1М и Синма-2М, приходится на парафиновые, нафтеновые и ароматические углеводороды, среди которых отсутствуют низкомолекулярные.Содержание ароматических углеводородов с молекулярной массой Ce — Cu составляло 0,14–0,19 мгм3. Остальные вещества были обнаружены в следовых количествах.
Данные масс-спектрометрического анализа проб воздуха рабочей зоны показали, что при использовании смазочно-охлаждающей жидкости Укринол-20 все группы паров углеводородов (кислородсодержащие, парафиновые, нафтеновые, алкилбензольные) были обнаружены в незначительных количествах. . Так, на фрезерном станке их общее содержание находилось в пределах 0,3 мг / м3 — 2,68 мг / м3, на расстоянии 1.5 м от машины — от 0,23 мг / м3 до 0,94 мг / м3, в среднем 0,5 мг / м3 ± 0,1 мг / м3.
Таким образом, условия эксплуатации водосмешиваемых и масляных смазочно-охлаждающих жидкостей с точки зрения гигиены труда существенно различаются. Водосмешивающиеся смазочно-охлаждающие жидкости в большинстве случаев приводят к менее интенсивному образованию и, как следствие, попаданию в воздух рабочей зоны продуктов термоокислительного разрушения. Однако, в отличие от смазочно-охлаждающих жидкостей, для которых в процессе термоокислительной деструкции характерно образование смесей относительно постоянного состава [4], при введении в народное хозяйство каждого нового состава водосмешиваемых смазочно-охлаждающих жидкостей и ИС, необходимо определить состав продуктов термоокислительной деструкции.В ходе исследования мы пришли к следующим выводам.
- Технологические параметры применения водосмешиваемых СОЖ предопределяют их менее интенсивную термоокислительную деградацию по сравнению с масляными СОЖ и ТС.
- Сложные парогазоаэрозольные смеси, попадающие в воздух рабочей зоны при использовании смазочно-охлаждающих жидкостей ОСМ-А и Укринол-20, по количественному составу идентичны; их можно отнести к смесям относительно постоянного состава.
- При внедрении в народное хозяйство новых водосмешиваемых смазочно-охлаждающих жидкостей и технологических смазок в каждом конкретном случае необходимо определять качественный состав продуктов их термоокислительной деструкции.
Список литературы
- Бенеманский В.В. О канцерогенной опасности нитрозодиметиламина для человека // Гигиена и санитария. — 1989. — № 6. — С. 4—7.
- Гигиеническое значение режимов резания металлов с использованием смазочно-охлаждающих жидкостей / Кузина В.Ф., Тихонов В. М., Симкин Д. И. и др. // Гигиена труда и проф. заболевания. — 1989. —№ 4. — С. 22—25.
- Исследование влияния химического состава СОЖ на стойкость инструмента при сверлении труднообрабатываемых материалов / Малиновский Г. Т., Серов В. А., Маскаев А. К. и др .// Химия и технология топлива и масел. — 1977. —№ 8, —С. 46–48.
- Корбакова А. И., Кошенное В. Н. Итоги и перспективы развития научных исследований по гигиенической оценке смазочно-охлаждающих технологических средств.- М .: Б. и., 1985. — С. 10—12.
- Котенков В. Н. Гигиенические подходы к оценке новых СОЦ // Опыт применения новых смазочно-охлаждающих технологических сред при обработке металлов резанием. — Горький: Б.И., 1987. — С. 187—189.
- Лебедев Е. В., Костюк В. И., Дубровский Ю. С. Смазочно-охлаждающие технологические средства: проблемы, поиски, решения // Смазочно-охлаждающие технологические средства для механической обработки металлов.- М .: ЦНИИТЭНЕФТЕХИМ, 1988. — С. 11—18.
- Бубенчик Б. Л. Образование канцерогенов из соединений азота, -г- К .: Наук, думка. — 1990, — 137 с.
- Стулий А.А., Шаповал Б.С. Теория и практика разработки и применения синтетических смазочно-охлаждающих технологических средств / Смазочно-охлаждающие технические средства обработки металлов. — М .: ЦНИИТЭНЕФТЕХИМ, 1988, —С. 151–157.
- Чередниченко Г.И., Лебедев Е. В., Волков Ю. С. Современное состояние, технико-экономическая эффективность и перспективы развития производства смазочно-охлаждающих технологических средств для металлообработки // Смазочно-химические разработки технологий разработки. — М .: ЦНИИТЭНЕФТЕХИМ, 1988. — С. 3—10.
- Шаповал Б.С., Лебедев Е.