Плотность эпоксидной смолы: технология применения
Плотность эпоксидной смолы и её значение
Содержание
Все мы наверняка помним детскую шутку в которой требовалось сравнить по весу килограмм металла и килограмм ваты. Безусловно, они были равны, хотя по занимаемому объему очень сильно отличаются. Причина здесь кроется в различной плотности — характеристике, показывающей массу той или иной единицы объема веществ.
Вполне логично, что данное свойство присуще, как твердым, так и жидким веществам. Для сложных по формуле — плотность является показателем содержания тех или иных компонентов, а порой и свидетелем качества.
Рассмотрим правильность данного суждения на примере очень популярного в быту и на производстве вещества под названием эпоксидная смола.
Плотность эпоксидной смолы. Формула и определение
Еще из курса физики известно, что плотность является мерой вещества, показывающей его массу в единице объема. Наиболее расходными единицами измерения здесь можно назвать: кг/куб. м, г/куб. см, т/куб. м и так далее.
м, г/куб. см, т/куб. м и так далее.
На практике достаточно привести пример самого популярного вещества на Земле — воды. Ее плотность составляет 1000 кг/куб.м. Или один кубический метр этой жидкости весит одну тонну. Интересно, что один кубометр льда — замороженной этой же воды весит уже 900 кг, что позволяет ему плавать.
Кстати Этому уникальном свойству воды (в твердом состоянии быть легче чем в жидком) наша планета Земля обязана жизнью. В противном случае лед бы не плавал, а занимал практически все дно мирового океана. Из форм жизни в нем существовали бы только небольшой отряд бактерий и то где-нибудь в районе экватора.
Однако, вернемся к эпоксидной смоле. Плотность ее высчитывается по формуле:
ρ=m/V,
где ρ — искомое значение, m — масса вещества, V— его объем.
Вполне логично, что плотность многокомпонентного вещества будет расти при увеличении процентного состояния каждого из его составляющих. Если, конечно те не легче воды.
Если, конечно те не легче воды.
Популярно о популярном
По широте применения эпоксидные смолы сегодня соперничают с самыми распространенными химическими веществами. Такими как:
- Кальцинированная сода;
- Едкий натрий;
- Жидкое стекло и другие.
Плотность эпоксидной смолы
Велико разнообразие видов эпоксидной смолы и внутри своего семейства. Так, по своему предназначению здесь можно выделить:
- Наливные — для выравнивания бетона или в качестве единоличного «борца» за абсолютную горизонталь.
- Низко вязкостные — для декоративного или защитного покрытия металла, дерева или камня. Очень часто дизайнеры отдают свое предпочтение данным эпоксидным смолам при производстве объемных полов.
- Защитные — специальные составы для борьбы с атмосферным и химическим воздействием на изделия из бетона, металла или других материалов. Наряду с защитой данные рецепты положительно влияют на эстетическое восприятие покрытых смолой изделий.

- Модифицированные — главное предназначение данной группы смол — быть в составе клеев, пропиткой для стеклотканей, проявлять себя при аварийных и ремонтных работах в качестве надежного и универсального связующего вещества.
- Специальные — данная группа не велика, но каждый из нее способен решать такие по сложности задачи которые не поддаются ни одному из других промышленных и даже лабораторных соединений.
На заметку Разнообразие эпоксидных смол обязывает тех кто ее приобретает внимательно ознакомиться с областью применения и предназначением того или иного состава.
Все выше названные группы эпоксидных смол тем не менее имеют целый ряд одинаковых или очень сходных качеств и свойств, который можно назвать основными характеристиками:
- Прочность;
- Термостойкость;
- Водонепроницаемость;
- Клеящие свойства;
- Устойчивость к химическим реакциям.
Прочность эпоксидной смолы является одним из главных ее достоинств. Так, раствор с отвердителем, произведенный в точном соответствии с рецептурой, готов соперничать прочностью бетона.
Так, раствор с отвердителем, произведенный в точном соответствии с рецептурой, готов соперничать прочностью бетона.
Для наглядности, приведем таблицу несколько значений прочности на примере самой популярной марки ЭД-20
| Эпоксидная смола ЭД-20 | Бетон | Полистирол | Конструкционная сталь | |
| Прочность при растяжении, МПа | 40-90 | 1,15-3,15 | 40 | 380-450 |
| Прочность при изгибе, МПа | 80-140
| 0 | 100 | 380-450 |
| Прочность при сжатии, МПа | 100-200
| 60 | 35-60 | 380-450 |
Способность противостоять высоким температурам — качество одинаково ценное, как в домашнем хозяйстве, так и на производстве. И пусть эпоксидной смоле далеко до статуса огнеупора — 200 градусов по шкале Цельсия — все равно не плохой результат.
Не пропускает смола в застывшем состоянии и воду. Именно на этом ее качестве основано приоритетное ее использование в качестве защиты железобетонных изделий, конструкций и малых форм из дерева и гипса.
Именно на этом ее качестве основано приоритетное ее использование в качестве защиты железобетонных изделий, конструкций и малых форм из дерева и гипса.
Не только от влаги и неблагоприятных метеоусловий защищает эпоксидная смола. Ее уникальная формула позволяет быть вне опасности от большинства химически активных веществ и их растворов. Смола — диэлектрик и поэтому она нашла широкое применение в производстве изоляторов, а также в виде компаундов в электронной и радиотехнической промышленности.
Способность быть универсальным клеем — еще один шаг «эпоксидки» к статусу средства «хоть куда». Стекловолокно, пропитанное этим составом, позволяет строить легкие и прочные корпуса катеров и яхт, создавать элементы парковых аттракционов, деталей машин и оборудования.
В настоящее время ни одно мебельное производство не обходится без использования данного двухкомпонентного клея. Причем это относится, как к производству мебели из натурального дерева, так и из ДСП и МДФ, как из пластика, так и с элементами стекла.
Высокие эстетические качества, податливость при обработке и широта возможностей для дизайнеров — были в свое время подмечены ювелирами и ремесленниками. Наверное, в свойствах «эпоксидки» нужно искать истоки популярности бижутерии.
Широко применение эпоксидного клея и в моделировании, и при реставрационных работах. Редкий уголок домашнего мастера обходится без тюбика данной смолы и отвердителя к ней.
О важности концентрации
Уже с момента своего изобретения данное вещество предусматривалось как состоящее из двух компонентов — непосредственно смолы и отвердителя. Присутствие второго является чрезвычайно важной составляющей работоспособности композиции — речь идет именно о процентном содержании.
Отклонение пропорции — однозначно чревато крахом ожиданий положительного результата. Остановимся на этом поподробнее. Как уже было отмечено, семейство самих эпоксидных смол — достаточно велико. Не меньшим количеством можно назвать и круг ее предназначений. Для каждого из них химический состав основного вещества и количество отвердителя — строго регламентирован.
Для каждого из них химический состав основного вещества и количество отвердителя — строго регламентирован.
В противном случае можно получить плохо застывающую суспензию или чрезвычайно крепкий состав, не терпящий и малейших механических воздействий, как-то удар, изгиб, сжатие или растяжение.
Важно!
Желание ускорить процесс становления смолы ни коим образом не должен быть связан с повышением содержания отвердителя! В крайнем случае можно прибегнуть к повышению температуры в зоне соединения (нагреву зоны взаимодействия).
Отметим, на сегодняшний день существует достаточно большая группа не только смол, но и самих отвердителей. Они отличаются и по цвету, и по физическому состоянии, и по способу вступления в реакцию. Применение того или иного — обязательно заложено в рецептуру или, правильнее сказать, в технологию получения конечного продукта.
В подтверждение данных слов приведем сводную таблицу наиболее широко применимых отвердителей.
| Отвердитель | Внешний вид |
| Малеиновый ангидрид | Бесцветный или белый кристаллический порошок |
| Фталевый ангидрид | Чешуйки и порошок белого, бледно-желтого или бледно-розового цвета |
| Дициандиамид | Белый или светло-серый кристаллический порошок |
| Триэтаноламин | Прозрачная вязкая жидкость от желтого до коричневого оттенка |
| Метафенилендиамин (МФДА) | Бесцветные слабоокрашенные кристаллы |
| Гексаметилендиамин | Белый кристаллический порошок |
| Триэтилентетрамин | Прозрачная низковязкая жидкость, достаточно едкая, с резким запахом |
| Полиэтиленполиамин | Маслянистая жидкость от светло-желтого до темно-бурого |
Все эти отвердители можно разбить не два типа — холодные и горячие. К первому относятся те, которым для становления требуется нормальная температура (как исключение, — подогрев до 60-80 градусов). Ко второй группе относятся те, которые требуют обязательного подогрева до 110-200 градусов.
Ко второй группе относятся те, которые требуют обязательного подогрева до 110-200 градусов.
На заметку Работа с разогретыми компонентами ни коим образом не влияет на плотность эпоксидной смолы. А вот текучесть раствора, активность соединения и скорость становление при повышенных температурах — меняются в геометрической прогрессии.
Интересный факт
В природе практически не существует эпоксидной смолы в чистом виде. В очень ограниченных количествах она может быть в арсенале лабораторий. На практике ее применение не оправдано ни теоретически, ни практически ни тем более с финансовой точки зрения.
Если любой ее состав принять за 100, но в нем не менее 20-25 частей будет приходиться не добавки, которые обеспечивают соблюдения тех или иных качеств. Большую часть этих добавок составляют пластификаторы. Из наиболее популярных можно назвать:
- Дибутилфталат;
- Дифенилфталат;
- Окись стирола;
- Тиокол.

Данные вещества призваны усиливать, подчеркивать и активизировать такие качества смолы (или точнее сказать «раствор смолы»), как:
- Пластичность;
- Твердость;
- Сопротивляемость ультрафиолету;
- Противостояние истираемости.
Определенные пластификаторы отвечают за стойкость цвета раствора, придают блеск или наоборот — делают ее окрас матовым.
Маркировка и классификация
Буквенно-цифровое обозначение марок эпоксидной смолы достаточно сильно отличается от принятой за рубежом. В этой связи, прежде чем применить импортный образец советуем произвести корректировку по отношению к рекомендованной отечественной.
Наиболее большие группы российских эпоксидных смол маркируются, как «ЭД» и «Э». Первая обозначает — смола общетехнического назначения. Вторая — предназначена для лакокрасочного производства.
После букв (буквы) обычно идет одно- или двузначное число, которое говорит о процентном содержании в растворе эпоксидных групп.
Например, марка ЭД-20 означает, что перед нами эпоксидная смола общетехнического назначения, в которой эпоксидные группы присутствуют в количестве 20%+1-2%.
Отметим, что клеевые составы на основе эпоксидной смолы имеют свою специальную маркировку, впрочем, как и специальные и хлорсодержащие смолы.
На заметку Большинство марок отечественных смол имеют сортность: высший, первый или второй. Градация это нормирована ГОСТом и связана с «квалификацией» (чистотой) вещества. Обычно это зависит от количества необязательных примесей, не строгого соблюдения процентного содержания пластификаторов и т.д.
Стандартная плотность «эпоксидки» составляет 1,16. Обычно производитель подобные данные предоставляет, привязав их к нормальной температуре +25градусов по Цельсию.
Как уже было сказано, данная плотность указывает, какова масса вещества в единице объема. Это может быть 1,16 кг в емкости объемом 1 литр (1 куб дециметр) или 1160 кг в емкости 1000л (1 куб. м).
м).
Продолжая разговор о том, что влияет на плотность эпоксидной смолы, назовем еще одну составляющую, точнее их группу — это красители.
Классический цвет «эпоксидки» — от прозрачного до светло-желтого, однако этого может быть недостаточно, если речь идет о дизайнерских решениях наливных полов, декоративных перегородок, украшений и так далее.
Сообщество красителей, применяемых вместе с эпоксидной смолой можно разделить на следующие группы:
- Монохромные;
- Матовые;
- Флуоресцентные;
- Металлик;
- С блестками.
Первая группа считается консервативной и предусматривает сплошное окрашивание в определенные цвета. Впрочем, не редко используется эффект смешения нескольких оттенков, при котором состав получает сложный хаотический окрас. Здесь большую роль играет не только пигменты, но и сам инструмент для смешивания.
Важно! Профессионалы не рекомендуют использовать венчики со сложной геометрией.
Это, первую очередь, может сказаться на структуре самого вещества, а во-вторых, спровоцирует образование в массе большого количества пузырьков, избавиться от которых будет практически невозможно.
Матовые окрашиватели применяют для решения задачи «погасить» исходный блеск смолы, придать эффект приглушенности цветов или искусственно «состарить» декоративное покрытие.
Флуоресцентные краски дарят эффект свечения, позволяют менять восприятие в зависимости от типа света и его концентрации. (солнечный свет или искусственное освещение).
Краски группы «металлик» готовы подарить металлический блеск практически любому колеру — от белого до черного. Цвет выгоден повышенной отражаемостью ультрафиолета и присутствием эффекта «хамелеон» — менять оттенки в зависимости от освещенности.
Из наиболее современных красителей отметим те, что входят в группу «с блестками». Данные красители способны заставить раствор переливаться самыми различными оттенками. Выбор такой краски — это дело вкуса, но поддержание позитива в нем — определенно заложено.
Подробно разбирая состав одного из самых популярных веществ в строительстве и ремонте, мы обозначили круг веществ, так или иначе влияющих на плотность эпоксидной смолы.
Это: сама смола, отвердители, красители и пластификаторы. При этом далеко не факт, что все ингредиенты раствора обязательно будут повышать удельный вес. Если тот или иной наполнитель будет иметь плотность менее единицы — процесс может быть и обратным.
В конечном счете такая характеристика, как плотность эпоксидной смолы — остается достаточно важной. Это учитывается, как на производстве, так и при художественных работах, как при составлении эксклюзивных пропорций, так и при перевозке больших объемов.
Читайте так же: Эпоксидный клей, чем приклеить стекло к стеклу.
Эпоксидная смола ЭД-20 и отвердитель ПЭПА
Смотрите это видео на YouTube
характеристики, применение, отвердители и пропорции их смешивания
- Сфера применения
- Свойства и характеристики
- Инструкция по применению
- Использование пластификаторов
- Использование отвердителей
- Наполнители для эпоксидных смол
- Время полного отверждения
- Расход материала на 1м
- Чем можно заменить
- Фасовка, комплектация, условия хранения и транспортировка
- Меры предосторожности
Эпоксидная смола ЭД-20 появившись на рынке в 50-х годах прошлого века, стремительно завоевала популярность в крупномасштабном, и в индивидуальном строительстве. Благодаря доступной стоимости и уникальным эксплуатационным характеристикам материал широко используется декоративно-прикладной сфере, промышленном производстве и в повседневной жизни.
Благодаря доступной стоимости и уникальным эксплуатационным характеристикам материал широко используется декоративно-прикладной сфере, промышленном производстве и в повседневной жизни.
Сфера применения
Эпоксидно-диановые смолы активно используются в самых разных сферах человеческой деятельности:
- Электротехнике. В этой отрасли материал находит свое применение в качестве изоляторов;
- Приборостроении. Изготовление каркасов и теплоизолирующих перегородок со сниженной теплопроводностью;
- Радиотехнике. Из эпоксидных смесей производятся монтажные печатные платы;
- Судостроении. Изготовление композитных материалов на основе стеклоткани. Кроме того, с помощью таких составов ремонтируют лодки, катера и яхты;
- Авиастроении. При использовании горячей технологии отверждения эпоксидная смола используют для изготовления различных элементов летательных аппаратов;
- Военно-промышленном комплексе.
 Часто используются для изготовления облегченных бронежилетов на основе кевларовых сплавов;
Часто используются для изготовления облегченных бронежилетов на основе кевларовых сплавов; - Автомобиле- и тракторостроении. ЭД-20 применяется для ремонта корпусных деталей и изготовления деталей салона;
- Мебельной промышленности. Производство авторской мебели и декоративных предметов интерьера. Высокими эстетическими характеристиками обладает сочетание смол с камнем, металлами, керамическими изделиями, стеклом и другими материалами;
- Для гидроизоляции. Используется в качестве гидроизоляционного слоя в помещениях с повышенной влажностью. В подвалах и цокольных этажах.
В строительной области эпоксидные составы применяются при устройстве наливных полов, склеивания стекла, керамических, деревянных и металлических конструкций. Кроме того, олигомерные материалы входят в состав компаундных смесей, композитных материалов и герметиков.
Свойства и характеристики
Эпоксидная смола ЭД-20 относится к категории эпоксидно-диановых смол и представляет собой прозрачную вязкую субстанцию желтоватого или коричневатого оттенка.
Эксплуатационные свойства
Широкое распространение эпоксидно-диановые смолы получили, благодаря следующим эксплуатационным характеристикам:
- Равномерности структуры и отсутствию пор;
- повышенной твердости;
- устойчивости к механическим воздействиям;
- высокой стойкости к воздействию агрессивных химических соединений;
- термостойкости;
- высокой степени адгезии к большинству материалов;
- небольшому удельному весу;
- незначительной усадке.
Кроме того, ЭД-20 отличается высокими характеристиками, не проводит электрический ток и обладает высокой коррозионной стойкостью.
Технические характеристики
В таблице приведены основные технические характеристики эпоксидно-диановой смолы ЭД-20.
Инструкция по применению
При использовании эпоксидных смол применяют два способа отверждения: холодный и горячий.
Холодный способ отверждения
Технология холодного отверждения применяется при смешивании небольших объемов смолы и отвердителя. При таком способе никаких дополнительных действий при смешивании компонентов производить не требуется. Достаточно чтобы температура окружающей среды была больше 200С.
При приготовлении рабочей смеси необходимо четко соблюдать пропорции, указанные производителем. Нарушение этих рекомендаций может привести к изменению эксплуатационных свойств смеси, причем в худшую сторону.
Горячий способ отверждения
При горячем способе отверждения смола предварительно подогревается. В бытовых условиях для подогрева часто используется водяная баня. Заранее отмеренное количество смолы выливают в емкость соответствующего объема и разогревают до 45-55 0С. Для того чтобы обеспечить равномерный прогрев, компаунд постоянно перемешивают.
Важно! В процессе нагрева недопустимо попадание воды в смолу. Температура компаунда не должна превышать 55 0С.
После нагрева в вещество добавляется необходимое количество отвердителя. Полученный состав тщательно перемешивается.
Предварительный подогрев способствует равномерному перемешиванию компонентов, что улучшает эксплуатационные свойства эпоксидных смесей.
Использование пластификаторов
Увеличение пластичности эпоксидно-диановой смолы положительно сказывается на их эксплуатационных свойствах. Добавление пластификаторов позволяет увеличить стойкость к ударным нагрузкам, вибрациям и другим механическим воздействиям. Кроме того, при использовании пластификаторов увеличивается эластичность покрытия.
Пластификатор ДБФ
Именно дибутилфталатовый пластификатор чаще всего используется при работе с ЭД-20 и аналогичными компаундами. Добавление ДБФ предотвращает появление трещин, вызванных существенным снижением температуры и механическими воздействиями, и снижает внутренние напряжения. Особенно эффективно использование данной присадки совместно с отвердителями ТЭТА и ПЭПА. Массовая часть пластификатора в рабочей смеси составляет от 2 до 5%.
Особенно эффективно использование данной присадки совместно с отвердителями ТЭТА и ПЭПА. Массовая часть пластификатора в рабочей смеси составляет от 2 до 5%.
К недостаткам пластификатора ДБФ можно отнести необходимость тщательного перемешивания. Увеличить равномерность распределения препарата позволяет нагрев до 40-50 0С.
Пластификатор ДЭГ-1
Диэтиленгликоль, также как ЭД-20, относится к эпоксидной группе, однако может использоваться как пластификатор. Концентрация вещества в рабочей смеси может составлять от 3 до 10%. Добавление ДЭГ-1 существенно увеличивает пластичность эпоксидки и предотвращает растрескивание.
Вещество имеет ярко выраженный оранжевый оттенок, который передается рабочей смеси. В отличие от ДБФ, ДЭГ-1 легко смешивается с эпоксидно-диановыми смолами даже без подогрева.
Пластификатор ТЭГ-1
Своим физико-химическими и эксплуатационным свойствами пластификатор ТЭГ-1 мало отличается от ДЭГ-1. В качестве основы используется триэтиленгликоль. Добавка хорошо смешивается с эпоксидными смолами и имеет коричневатый оттенок.
Добавка хорошо смешивается с эпоксидными смолами и имеет коричневатый оттенок.
Использование отвердителей
Для того чтобы начался процесс полимеризации эпоксидно-диановой смолы ЭД-20, необходим отвердитель. Его добавляют в рабочую смесь после полного растворения пластификатора. На момент смешивания с отвердителем температура вещества не должна превышать 40 0С, в противном случае возможно закипание рабочей смеси.
Пропорции и особенности смешивания
Классическим соотношением при приготовлении эпоксидных смесей является пропорция 1:10 (1 часть отвердителя на 10 частей смолы). Однако, в зависимости от назначения изделия, это соотношение может изменяться как в большую, так и в меньшую сторону.
Добавлять отвердитель следует постепенно, в противном случае может возникнуть перегрев рабочей смеси. Кроме того, быстрое вливание может вызвать цепную реакцию и мгновенную полимеризацию состава. Чрезмерное количество отвердителя также приводит к порче рабочей смеси.
Отвердитель ПЭПА
Полиэтиленполиаминовый отвердитель (ПЭПА) представляет собой доступный реактив, способный эффективно запускать процесс полимеризации эпоксидно-диановых смол при температуре
от +15 до +20 0С без предварительного подогрева рабочей смеси. Даже повышенная влажность не влияет на скорость полимеризации смеси.
Препарат может иметь желтоватый или коричневатый оттенок. Оптимальные эксплуатационные свойства изделия достигаются при добавлении 13,7% отвердителя, однако рабочий диапазон находится в пределах от 10 до 15%.
Отвердитель ТЭТА
Триэтилентетраминовый отвердитель (ТЭТА) предназначен для работы в температурном диапазоне от +15 до +25 0С. По принципу действия он напоминает препарат ПЭПА, однако имеет несколько существенных недостатков:
- специфический неприятный запах;
- высокую степень токсичности;
- требует строгого соблюдения дозировки.
Отвердитель ДЭТА
Вещество применяется для работы при комнатной температуре без подогрева рабочей смеси. Затвердевание происходит в течение полутора часов с момента начала реакции. В отличие от отвердителей ПЭПА и ТЭТА, может вступать в реакцию с углеродом и водяными парами, поэтому хранить препарат следует в плотно закрытой таре.
Затвердевание происходит в течение полутора часов с момента начала реакции. В отличие от отвердителей ПЭПА и ТЭТА, может вступать в реакцию с углеродом и водяными парами, поэтому хранить препарат следует в плотно закрытой таре.
Отвердитель Этал 45М
В отличие от перечисленных выше отвердителей, Этал 45М обладает свойствами пластификаторов. При добавлении препарата температура смеси повышается значительно меньше чем при использовании перечисленных выше отвердителей. Этал 45М хорошо смешивается с эпоксидно-диановыми смолами, не имеет неприятного запаха и не представляет опасности для человека и домашних животных.
Наполнители
При изготовлении бижутерии, картин, декоративной мебели и других изделий, в эпоксидную смолу могут добавляться различные наполнители.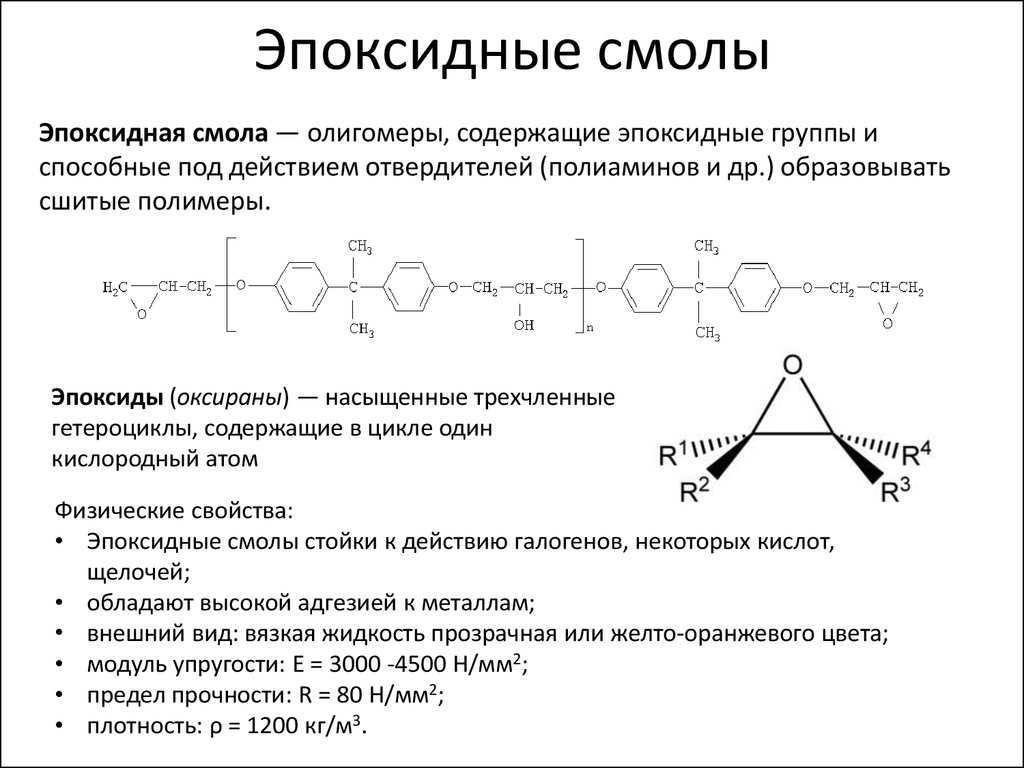 Эти вещества придают оригинальность и стиль авторским работам, а кроме того, влияют на эксплуатационные свойства изделий. Чаще всего, в качестве наполнителя используются:
Эти вещества придают оригинальность и стиль авторским работам, а кроме того, влияют на эксплуатационные свойства изделий. Чаще всего, в качестве наполнителя используются:
- цемент. Используется для приготовления шпатлевки. Полученная смесь обладает высокой пластичностью и адгезией к большинству материалов. После полной полимеризации поверхность устойчива к ударным нагрузкам и воздействию агрессивных сред. Приготовление смеси заключается в тщательном перемешивании 2 частей цемента и 1 части готовой к использованию эпоксидной смолы;
- зубной порошок или мел. Использование таких добавок увеличивает гигроскопичность готовой поверхности. Использовать такие смеси можно только в сухих, хорошо проветриваемых помещениях;
- алебастр или гипс. Гипсовая смесь отличается высокими прочностными характеристиками и пластичностью. Для достижения оптимальных эксплуатационных характеристик рекомендуется сразу после нанесения прогреть поверхность до 50-60 0С с помощью строительного фена.
 Не следует использовать для этого открытый огонь.
Не следует использовать для этого открытый огонь. - мука. К достоинствам этого наполнителя можно отнести тот факт, что после полной полимеризации, шпатлевка легко обрабатывается. Не обошлось и без недостатков: при добавлении муки в эпоксидную смесь, существенно замедляется процесс полимеризации;
- мелкий песок. Добавление мелкофракционного песка значительно увеличивает удельный вес эпоксидной смеси, однако повышает прочность и твердость поверхности. Такие смеси можно использовать для наружных работ: они не боятся ультрафиолетового излучения, влаги и агрессивных сред;
- стеклоткань. При работе со стеклотканью следует неукоснительно соблюдать правила техники безопасности. Мельчайшие частицы стекловолокна, попадая в дыхательные пути могут вызвать серьезные заболевания. В защите нуждаются и кожные покровы;
- древесные опилки. После застывания, шпатлевка с таким наполнителем отличается высокой твердостью и плохо поддается механической обработке.

Для изготовления бижутерии и декоративных предметов можно использовать блестки, бисер и т.д.
Время полного отверждения
Время отверждения эпоксидной смеси зависит от используемого отвердителя и способа отверждения. При температуре
от +20 до +25 0С первичная полимеризация происходит за 45-60 мин. Полная полимеризация состава может длиться от 24 до 48 часов.
Важно! Процесс полимеризации эпоксидно-диановых смол необратим, поэтому при работе с ЭД-20 и ее аналогами целесообразно произвести пробный замес. Это позволит определить скорость отверждения и оценить эксплуатационные свойства изделия.
Расход материала на 1м
2Расход ЭД-20 является величиной относительной и зависит от многих факторов. Прежде всего это тип обрабатываемой поверхности.
Приведенные выше значения можно считать условными, поскольку большое значение имеют толщина слоя, способ нанесения, консистенция рабочей смеси, температура и влажность в помещении.
Чем можно заменить
Существует несколько модификаций эпоксидных смол, сходных с ЭД-20 по эксплуатационным свойствам и физико-техническим характеристикам.
ЭД-8
По своему химическому составу и области применения ЭД-8 сходна с ЭД-20. Материал широко используется в авиа- и автомобилестроении, строительстве, сфере радиоэлектроники и в электротехнике. Основным отличием является содержание в готовой смеси эпоксидных групп, которое составляет 8% увеличенное время первичной полимеризации – 3 часа при комнатной температуре.
ЭД-16
Как видно из названия смолы, число эпоксидных групп, входящих в ее состав – 16%. По назначению и свойствам ЭД-16 практически не отличается от ЭД-20, однако дольше застывает и содержит больше хлора. К достоинствам материала можно отнести высокую прочность клеевых швов.
ЭД-22
Отличается от ЭД-20 количеством эпоксидных групп (22%) и временем желатинизации – 18 часов. Показатель динамической вязкости может варьироваться от 8 до 12 ПА/сек.
Э-40
Технология производства смолы Э-40 имеет свои особенности. В отличие от компаундов серии ЭД, Э-40 получают методом конденсации дифенилолпропана и эпихлоргидрина в щелочной среде, в которую добавляют толуол. В качестве отвердителей могут использоваться поликарбоновые кислоты, их ангидриды и полиамины.
Применяется Э-40 в лакокрасочной промышленности. Помимо этого, полуфабрикат используют для производства различных модификаций эпоксидных смол. Для материала характерны пластичность и влагостойкость. После полной полимеризации смесь устойчива к воздействию кислотных и щелочных сред.
Фасовка, комплектация, условия хранения и транспортировка
Для промышленного использования эпоксидно-диановые смолы реализуются в емкостях от 50 до 220 кг. Для бытовых нужд выпускается упаковка емкостью от 5,5 кг. Это могут быть пластиковые канистры, бутылки и другие плотно закрытые емкости. К транспортировке полуфабриката особых требований не предъявляется. Хранить эпоксидные смолы рекомендуется в плотно закрытых емкостях. Допускаемая температура хранения – от +15 до +40 0С.
Меры предосторожности
Эпоксидно-диановая смола ЭД-20 относится к веществам второго класса опасности. Работать с полуфабрикатом следует в защитных перчатках, очках и респираторе. При попадании смеси на кожные покровы, пораженные участки необходимо промыть в проточной воде с мылом, после чего обработать касторовым или вазелиновым маслом.
Все виды работ, связанные с использованием эпоксидки должны производиться в хорошо проветриваемом помещении или на открытом воздухе. Смесь не относится к взрывоопасным веществам, однако при воздействии открытого огня может воспламениться.
Эпоксидная смола ЭД-20 представляет собой универсальный полуфабрикат, широко используемый во многих областях человеческой деятельности. Высокие эксплуатационные свойства и простота использования, в сочетании с доступной стоимостью, позволяют использовать материал в промышленности, строительстве и бытовой сфере.
Эпоксидная смола ЭД-20
Эпоксидные смолы это обширный класс химических веществ, получивших широкое распространение в ремонтной и обрабатывающей промышленности. Их хорошие адгезивные и удерживающие качества обеспечили стабильный спрос на эти вещества. Обладая рядом других уникальных свойств, такие вещества как эпоксидная смола ЭД-20 и аналогичные ей продукты, активно производятся химической промышленностью. Высокая твердость данных материалов после застывания делает их применение очень популярным среди мебельных мастеров и производителей плавающих средств. Купить эпоксидную смолу ЭД-20 можно в любом количестве в интернет-магазине «Vozli».
Свойства эпоксидной смолы ЭД-20
Данный материал относится к олигомерам, его молекулы представляют собой цепочки из небольшого, ограниченного числа одинаковых звеньев. Однако дальнейшее воздействие на него отвердителей образует сшитый полимер. В химической промышленности наиболее часто получают эпоксидные смолы класса ЭД-20 путем поликонденсации эпихлоргидрина с фенолами, например с бисфенолом А.
Однако дальнейшее воздействие на него отвердителей образует сшитый полимер. В химической промышленности наиболее часто получают эпоксидные смолы класса ЭД-20 путем поликонденсации эпихлоргидрина с фенолами, например с бисфенолом А.
Отличительные свойства эпоксидной смолы ЭД-20 это стойкость к воздействию активных галогенов, ряду кислот (кроме кислот-окислителей), щелочных растворов. Застывший раствор прозрачен и обладает большой твердостью.
Характеристики эпоксидной смолы ЭД-20
До применения отвердителя данное вещество физически это прозрачная густая жидкость, которая либо полностью прозрачна, либо имеет легкий желтоватый оттенок. В твердом состоянии цвет проявляет вариативные способности, он зависит от типа применяемого полимеризатора. Плотность эпоксидной смолы ЭД-20 составляет 1110-1230 кг/м
Химическая промышленность выпускает две марки эпоксидной смолы ЭД-20: высший сорт и первый сорт, которые имеют следующие технические характеристики:
- температура размягчения до 60 градусов Цельсия;
- массовая доля эпоксидных групп: 20-22,5%;
- массовая доля иона хлора: 0,001-0,005 %
- массовая доля омыляемого хлора: 0,3-0,8%;
- массовая доля гидроксильных групп: 0,2-0,8%
- динамическая вязкость 12-25 Па*сек;
- время полной желатизации от 4 до 8 часов.

Поскольку эпоксидная смола ЭД-20 (диановая) проявляет высокую вязкость, что затрудняет ее практическое применение, для временного повышения текучести получили распространение 2 метода:
- повышение температура данного вещества;
- введение в состав рабочей смеси растворителя.
В качестве растворителя можно использовать раствор серной кислоты, денатурированный спирт, ДМФА. Купить данные химические средства можно ознакомившись с каталотом интернет-магазина «Vozli». Если речь идет удалении небольшого пятнышка застывшей эпоксидки дома, то можно воспользоваться жидкостью для снятии лака.
Нормальными условиями хранения эпоксидной смолы ЭД-20 является содержание ее в закрытой таре при температуре не выше 40 градусов Целься. В стандартных условиях срок годности смолы эпоксидной ЭД-20 составляет 12 месяцев. Купить это качественное вещество можно в интернет-магазине «Vozli».
Отвердитель ПЭПА
ПЭПА, или иначе полиэтиленполиамины, это один из самых применяемых отвердителей для эпоксидной смолы ЭД-20. Физически представляет собой жидкость с резким запахом. Цвет может варьироваться от светло-желтого до темно-бурого, иногда с зеленоватым оттенком. В любом случае отвердитель должен быть однородной массой без каких-либо включений. Обычно поставляется в ведерной таре по 1 кг, 5 кг либо по 10 кг. С точки зрения химии, отвердитель ПЭПА это этиленовый полиамин, содержащий диэтилтриаминовые либо гексаэтиленгептаминовые компоненты. Как более дешевый вариант допускаются их пиперазинсодерщащие аналоги.
Физически представляет собой жидкость с резким запахом. Цвет может варьироваться от светло-желтого до темно-бурого, иногда с зеленоватым оттенком. В любом случае отвердитель должен быть однородной массой без каких-либо включений. Обычно поставляется в ведерной таре по 1 кг, 5 кг либо по 10 кг. С точки зрения химии, отвердитель ПЭПА это этиленовый полиамин, содержащий диэтилтриаминовые либо гексаэтиленгептаминовые компоненты. Как более дешевый вариант допускаются их пиперазинсодерщащие аналоги.
Химически воздействуя на смолу эпоксидную ЭД-20 отвердитель катализирует реакцию полимеризации этого вещества. Активно происходит отвержение готовой смеси. Внутримолекулярная структура которой обладает эпоксидная смола ЭП 20 отвердитель ПЭПА соотношение для нормальной желатинизации составляет 5 частей к 1. Оптимальная температура, при которой процесс протекает наиболее качественно, составляет 20-25 °C. Купить необходимое количество отвердителя всегда можно в интернет-магазине «Vozli».
Использование эпоксидной смолы ЭД-20
Специфические свойства, которыми обладает эпоксидная смола ЭД-20, позволяют применять ее в самых разных случаях.
- использование в качестве клея;
- образование устойчивого гидрофобного покрытия практически любой твердой поверхности;
- формирование прозрачного шлифованного материала;
- стойкая и долговечная гидроизоляционная обработка;
- пропитка синтетических материалов (стеклоткань либо стеклонить).
Сфера практического применения эпоксидной смолы ЭД-20 очень велика. Двухкомпонентная эпоксидная смола для лодок ЭД-20 показывает отличные результаты по герметизации изделия. Купить средство для обработки днища можно в интернет-магазине «Vozli».
Отдельным направлением применения эпоксидной смолы ЭД-20 является изготовление заливных полов. Такая конструкция открывает широкие дизайнерские возможности и создаст неповторимую атмосферу в любом помещении.
Норма расхода при герметизации поверхности составляет около 150 грамм на квадратный метр шероховатой поверхности и 100 грамм для полированной. При увеличении наносимого слоя расход продукта возрастает. Интернет-магазин «Vozli» предлагает купить сразу необходимый объем компонентов.
При увеличении наносимого слоя расход продукта возрастает. Интернет-магазин «Vozli» предлагает купить сразу необходимый объем компонентов.
Как применять эпоксидную смолу ЭД-20
Применение эпоксидной смолы ЭД-20 должно происходить так, как это указывает описание, подготовленное производителем. Данный процесс состоит из нескольких этапов:
- соединение вещества и отвердителя в нужной пропорции;
- введение в состав рабочей смеси, при необходимости, растворителя либо пластификатора;
- тщательное перемешивание полученного раствора и получение готового к применению состава;
- нанесение состава на поверхность либо формирование изделия;
- фаза желатинизации;
- конечная обработка.
Соотношение эпоксидной смолы ЭД-20 и отвердителя ПЭПА, при которой получается рабочая смесь с заданными характеристиками, составляет 1:5. Следует помнить, что при подготовке рабочей смеси выделяется тепло, поэтому емкость для ее подготовки должна быть металлическая. Чтобы точнее узнать, как разводить эпоксидную смолу ЭД-20 с отвердителем, рекомендуем найти видеоруководство в сети интернет. Сколько времени необходимо проводить перемешивание определяется визуально по консистенции веществ.
Чтобы точнее узнать, как разводить эпоксидную смолу ЭД-20 с отвердителем, рекомендуем найти видеоруководство в сети интернет. Сколько времени необходимо проводить перемешивание определяется визуально по консистенции веществ.
Эпоксидная смола ЭД-20, отвердитель ПЭПА и растворители это токсичные вещества, которые в избыточном количестве могут нанести вред здоровью человека. Обязательно использование средств защиты: масок, очков, резиновых перчаток. Рабочее помещение должно хорошо вентилироваться. Если позволяют условия, то работы лучше проводить на открытом воздухе, однако это требует особого внимания к температурному режиму. Купить все необходимое для указанного процесса лучше заблаговременно.
Готовый к применению раствор может наноситься на обрабатываемую поверхность с помощью кисти или валика, или же заливаться в заранее подготовленную форму. Качество перемешивания смолы и отвердителя очень важно, в ходе этого процесса должна получиться полностью однородная масса.
В отдельных случаях необходимо достичь эластичного состояния полимеризированной смеси. Для этого в ее состав вводят специальное вещество. Обычно, как пластификатор для эпоксидной смолы ЭД-20 применяют дибутилфталат (ДБФ). Технология ведения предусматривает длительное смешивание с подогревом. Как альтернативный вариант внедряется добавление в эпоксидную смолу ЭД-20 вещества из этой же группы ДЭГ-1. Его применение не связано с большими технологическими сложностями и более предпочтительно. Купить данные вещества можно в интернет-магазине «Vozli».
Для этого в ее состав вводят специальное вещество. Обычно, как пластификатор для эпоксидной смолы ЭД-20 применяют дибутилфталат (ДБФ). Технология ведения предусматривает длительное смешивание с подогревом. Как альтернативный вариант внедряется добавление в эпоксидную смолу ЭД-20 вещества из этой же группы ДЭГ-1. Его применение не связано с большими технологическими сложностями и более предпочтительно. Купить данные вещества можно в интернет-магазине «Vozli».
Где купить эпоксидную смолу ЭД-20
Интернет-магазин «Vozli» предлагает купить эпоксидную смолу ЭД-20 и отвердитель к ней в любом необходимом объеме. Мы являемся официальными представителями производителя этого вещества и готовы обеспечить поставу любой партии данного товара. Вся эпоксидная смола ЭД-20, которая находится на нашем складе, это товар который полностью соответствует ГОСТ, что подтверждает сертификат прохождения лабораторных исследований.
Мы продаем эпоксидную смолу марки ЭД-20 оптом и в розницу. Сама смола, а также отвердители, растворители и пластификаторы к ней имеют паспорт качества, подтверждающий их состав. Стоимость конечно партии всего товара зависит от ее объема. При покупке оптом цена будет пересмотрена в сторону уменьшения. Стандартная упаковка эпоксидной смолы ЭД-20 это бочка 50 кг.
Стоимость конечно партии всего товара зависит от ее объема. При покупке оптом цена будет пересмотрена в сторону уменьшения. Стандартная упаковка эпоксидной смолы ЭД-20 это бочка 50 кг.
Если вы не знаете, какой сорт каждого компонента рабочей смеси стоит выбрать, обратитесь к нашим консультантам, которые профессионально окажут поддержку. Компания «Vozli» соблюдает весь технологический процесс при транспортировке каждой партии товара и получает только высшие отзывы от своих клиентов. Доставка осуществляется по всей территории Украины.
Эпоксидная смола ЭД-20: характеристики
Эпоксидные смолы представляют собой олигомерный, универсальный материал. Эпоксидка получила широкое одобрение и активно используется в самых разных сферах промышленности. Благодаря хорошим техническим показателям и безопасности такое вещество применимо и в быту. Из богатой линейки данных композитов отдельное место занимает эпоксидная смола ЭД-20, характеристики которой подтверждают неординарность такого материала.
Содержание
- Области применения эпоксидки ЭД-20
- Основные технические параметры
- ЭД-20: инструкция по применению
- Предварительная подготовка
- Применение пластификатора
- Применение отвердителя
- От чего зависят показатели склеивания
- Правила хранения, перевозки и безопасности при работе с ЭД-20
- Аналоги эпоксидной смолы этой марки
- Выводы
Области применения эпоксидки ЭД-20
Эпоксидка ЭД-20 или эпоксидно-диановая смола – это тягучая и вязкая субстанция коричневого окраса без дополнительных включений. Этот продукт создается на базе эпихлоргидрина и дифенилолпропана. ЭД-20 отлично комбинируется с различными катализаторами-отвердителями, иногда требуется и дополнительное присутствие пластификаторов (для уменьшения показателей жесткости готовой продукции).
Одна из популярных марок эпоксидной смолы — ЭД-20Число «20» в название вещества обозначает долю присутствия эпоксидных составляющих, которая равняется 20%.
ЭД-20 славится широкими возможностями и используется в многочисленных областях промышленности. Она применяется для:
Она применяется для:
- ремонтных работ радио, электроники, ПК, корпусных деталей парусников, катеров, лодок;
- производства различной мебели;
- создания оригинальных украшений, столешниц, различных сувениров;
- машиностроения и приборостроения;
- авиационной промышленности и строительства;
- монтажа наливных половых и настенных покрытий.
Уникальный состав эпоксидки-20 позволяет включать ее в различные заливочные смеси, грунтовки, эмалей и лакокрасочные материалы. На основе субстанции изготавливают стекловолокно, стеклопластик и армированный пластик.
Основные технические параметры
В среднем время полного застывания массы составляет сутки. Плотность эпоксидки варьируется и зависит от варианта отвердевания:
- холодное: 1110-1230 кг/м3;
- горячее: 1200-1270 кг/м3.
Для размягчения смолы ее следует подвергнуть нагреванию до +60⁰С. Основные технические параметры данного материала таковы:
- высокая вязкость и жесткость;
- беспористость итоговой массы;
- отсутствие усадки и маленький удельный вес;
- повышенная устойчивость к повреждениям, истираниям и влаге;
- отличные антикоррозийные, диэлектрические и термостойкие показатели;
- хорошие показатели адгезии с практически любой поверхностью: керамика, металл, плитка, дерево, стекловолокно, стекло, пластик, углеволокно и пр.

ЭД-20: инструкция по применению
К каждой упаковке продукта прилагается инструкция по применению эпоксидной смолы ЭД-20, которую необходимо внимательно изучить. Эпоксидка начинает процесс полимеризации только после соединения ее с катализатором-отвердителем. Причем на итоговый результат станут влиять такие факторы, как:
- пропорции составляющих;
- условия окружающей среды;
- используемая тара.
Знайте, что не все производители точно указывают в аннотации, как замешивать отвердитель со смолой, чаще кратко пишется допустимое соотношение прилагаемых компонентов и условия для полимеризации. Поэтому рекомендуется самим методом пробы установить оптимальное соотношение отвердителям и основной массы (в классическом варианте на 10 частей смолистого вещества берется 1 часть катализатора).
Для застывания смолы необходимо добавлять в нее отвердительПредварительная подготовка
При выполнении отвердения ЭД-20 холодным методом предварительная подготовка не нужна. А вот для горячего метода масса прогревается. Нагреть эпоксидку можно на водяной бане, но следите, чтобы при нагревании ни одна капля влаги не попала на смолу, иначе она испортится. Нельзя допускать и перегрев субстанции – кипение приводит эпоксидку в негодность.
А вот для горячего метода масса прогревается. Нагреть эпоксидку можно на водяной бане, но следите, чтобы при нагревании ни одна капля влаги не попала на смолу, иначе она испортится. Нельзя допускать и перегрев субстанции – кипение приводит эпоксидку в негодность.
Совет. Оптимальный температурный режим прогрева эпоксидки ЭД-20 составляет до +55⁰С.
При долгом хранении смолистого вещества оно затвердевает и кристаллизуется. Для последующего использования массу подогревают при температурном режиме в +40⁰С. Можно просто опустить емкость со смолой в горячую воду. При разогревании смолу следует регулярно перемешивать.
Применение пластификатора
Иногда к эпоксидной смоле добавляется пластификатор. Это вещество необходимо для повышения упругости изделий, обрабатываемых эпоксидкой. Например, если необходимо, чтобы изделие было устойчиво к ударным и механическим нагрузкам. Также пластификаторы применяют для повышения эластичности (гибкости) швов. Чаще применяют следующие типы пластификаторов:
- Дибутилфталат (или ДБФ).
 Наиболее распространенный пластификатор. Он помогает приобретать изделию высокую стойкость к сильным холодам и ударам. Субстанцию вмешивают в эпоксидку не более 2–5% от объема смолы.
Наиболее распространенный пластификатор. Он помогает приобретать изделию высокую стойкость к сильным холодам и ударам. Субстанцию вмешивают в эпоксидку не более 2–5% от объема смолы. - Диэтиленгликоль (или ДЭГ-1). Рабочая концентрация субстанции укладывается в 3–10%, причем, чем больше оказывается пластификатора в смолке, тем сильнее эпоксидка начинает походить на резину. При применении ДЭГ-1 учитывайте, что масса обладает ярко-оранжевым окрасом и окрашивает смолу.
Применение отвердителя
Отвердитель – необходимое вещество для включения процесса полимеризации эпоксидки. При сочетании его с пластификатором добавляется в смолу вторым. В классическом варианте отвердитель добавляется в эпоксидку в соотношении 1х10. Это вещество добавляют в смолу аккуратно и постепенно, иначе можно спровоцировать процесс стремительного нагревания и закипания смолы, что портит ее. Чаще всего используют катализаторы-отвердители марки ПЭПА, ТЭТА, ДЭТА и ЭТАЛ-45.
При использовании ЭТАЛ-45 дополнительное применение пластификатора уже не нужно, этот отвердитель обладает всеми необходимыми качествами.

От чего зависят показатели склеивания
После добавления катализатора-отвердителя смолу необходимо сразу использовать. От этого зависят заявленные показатели адгезии и качества склеивания. У эпоксидки разных марок и качества этот период различен. В среднем он равен от получаса до часа. А при добавлении ЭТАЛ-45 этот период возрастает до 2–3 часов. Полная полимеризация эпоксидки составляет 1–3 суток.
Для застывания смоле требуется длительно времяПравила хранения, перевозки и безопасности при работе с ЭД-20
Смолу ЭД-20 упаковывают в специальные барабаны (емкости по 50-220 кг). Встречается и фасовка по пластиковым контейнерам от 500 г. Средство можно транспортировать в закрытом виде, а хранить в условиях температурного режима в +15–40⁰С. Не следует допускать попадания на смолу открытых солнечных лучей и хранить ее вдали от окислителей и различных кислот. При работе с эпоксидкой обязательно используют средства защиты: перчатки, очки и маску.
Аналоги эпоксидной смолы этой марки
В качестве идентичных по показателям эпоксидных смол выступают несколько марок. Более подробно они описаны в таблице:
| Марка аналога | Область применения | Отличия от ЭД-20 |
| ЭД-8 | машиностроение, авиационная и судостроительная промышленность, создание лаков и красок, ремонт оргтехники, строительство | пониженное содержание эпоксидной группы (8%) и периода желатинизации (около 3 часов) |
| ЭД-16 | массовая доля эпоксидных включений 16%, более низкая вязкость, повышенное содержание хлора | |
| ЭД-22 | высокое время желатинизации (порядка 18 часов), показатели вязкости8-12 ПА/секунду | |
| Э-40 | изготовление лаков, шпаклевок и грунтовок с повышенными защитными показателями | более высокая влагостойкость и пластичность |
Выводы
Эпоксидно-диановая смола – превосходный и востребованный материал, активно используемый в различных областях современной промышленности. С ее помощью создают композиты, многочисленные составы, отличающиеся высокими показателями надежности и прочности, заливаются поверхности. ЭД-20 отличается от ряда своих аналогов отличными техническими показателями и доступной стоимостью.
С ее помощью создают композиты, многочисленные составы, отличающиеся высокими показателями надежности и прочности, заливаются поверхности. ЭД-20 отличается от ряда своих аналогов отличными техническими показателями и доступной стоимостью.
Свойства смолы ЭД-20 и ее применение
Главная
Обзоры и советы
Свойства смолы ЭД-20 и ее применение
Эпоксидно-диановая смола ЭД-20 – прозрачная вязкая жидкость желтого, коричневатого цвета без механических примесей, включений. Она представляет собой плавкий реакционноспособный продукт на основе дифенилолпропана и эпихлоргидрина. Производитель смолы данной марки – ФКП Завод им. Свердлова, также ее выпускает ряд иных компаний. Средняя массовая доля эпоксидных групп в смоле равна 20%, отсюда и обозначение материала.
Средняя массовая доля эпоксидных групп в смоле равна 20%, отсюда и обозначение материала.
ЭД-20 комбинируется с разными отвердителями, в некоторых случаях требуется добавление пластификаторов (для уменьшения жесткости готового изделия). Отверждение возможно холодным и горячим способом (при комнатной или повышенной температуре), для этого процесса не требуется прессовое и термическое оборудование. Свойства ЭД-20 таковы:
- высокая плотность, беспористость готового продукта;
- отличная твердость, стойкость к механическому повреждению, агрессивной среде, влиянию влаги;
- термостойкость;
- диэлектрические и противокоррозионные способности;
- хорошая адгезия с пластиком, металлом, стеклом, керамикой, деревом, кевларом, углеволокном и многими другими материалами;
- легкость в работе;
- малая усадка, низкий удельный вес.
При помощи ЭД-20 делают красивые столешницы, галантерею, изделия для ванной. Материал хорошо подходит для строительства, машиностроения, авиационной промышленности, приборостроения. Его использование для покрытия стен, создания наливных полов помогает в самых смелых дизайнерских решениях.
Материал хорошо подходит для строительства, машиностроения, авиационной промышленности, приборостроения. Его использование для покрытия стен, создания наливных полов помогает в самых смелых дизайнерских решениях.
ЭД-20 входит в состав различных лакокрасочных материалов – грунтовок, пропиточных лаков, эмалей, заливочных смесей. На основе эпоксидки делают армированный пластик, стеклопластик, стекловолокно.
Благодаря столь широкому количеству положительных характеристик, смола эпоксидная ЭД нашла применения во многих сфера. Она часто используется в строительной сфере, промышленности и для бытовых нужд. Может применяться в таких вариациях:
- Для ремонтных работ технических приборов с электрическими механизмами;
- В приборостроении;
- В авиапромышленности;
- Для производства мебели;
- Для ремонта частей автомобилей.
Дизайнеры используют ее для создания уникальной мебели, чаще всего она выбирается для покрытия столешниц, применима она и как грунтовочный материал. Используется для изготовления эмалей, лаков, также для получения других марок эпоксидной смолы. В быту часто ее используют, как клеевой раствор.
Используется для изготовления эмалей, лаков, также для получения других марок эпоксидной смолы. В быту часто ее используют, как клеевой раствор.
Результат смешивания смолы и отвердителя будет сильно зависеть от их пропорции, условий окружающей среды, качества подготовки тары и ряда индивидуальных факторов. Инструкция по применению не всегда пошаговая, в ней обычно указываются лишь точные соотношения компонентов и основные требования к процессу полимеризации. Рекомендуется вначале купить указанный производителем жидкий отвердитель (если он не идет в комплекте) и смешать его со смолой в самых минимальных дозировках. Это позволит увидеть результат и сделать выводы о правильности пропорций.
Смешивание смолы в небольших объемах трудностей не представляет. Для этой цели идеально подходит технология холодного отверждения, когда все работы проводятся при комнатных температурах. Перед смешиванием эпоксидки в большом объеме придется подготовить посуду для нагревания смолы, так как применяется способ горячего отверждения. Эпоксидку греют на водяной бане до температуры 50–55 градусов, после чего производят дальнейшие работы в ускоренном режиме.
Эпоксидку греют на водяной бане до температуры 50–55 градусов, после чего производят дальнейшие работы в ускоренном режиме.
Подготовка смолы
Для холодного отверждения никакой особенной подготовки материала не требуется. Для горячего способа и ускорения пропитки (заливки) рекомендуется нагревать отмерянную порцию средства. Для этого устанавливают водяную баню, располагают на ней емкость с эпоксидной смолой. Важно следить, чтобы ни капли воды не проникло в массу, это испортит ее. Также нельзя перегревать материал, реакция пойдет слишком быстро, а доведение до кипения приведет смолу в негодность. Оптимальным будет нагрев до 55 градусов или меньше. Можно и вовсе опустить емкость с материалом в посуду с горячей водой, дать постоять без кипячения воды. Периодически перемешивать массу для равномерности нагрева.
Использование пластификатора
Добавление ряда компонентов поможет пластифицировать эпоксидную смолу. Зачем это нужно? Если изделие в будущем должно выдерживать высокие ударные или иные механические нагрузки, усилие на излом с использованием рычага, его упругость надо повысить. Добавление специальных пластификаторов позволяет частично гасить такие нагрузки. Также их введение рекомендуется для усиления эластичности швов, если эпоксидка будет применяться для склеивания и заливки.
Добавление специальных пластификаторов позволяет частично гасить такие нагрузки. Также их введение рекомендуется для усиления эластичности швов, если эпоксидка будет применяться для склеивания и заливки.
Пластификатор ДБФ
Дибутилфталат, или ДБФ – самый популярный пластификатор для эпоксидки, его добавляют в малом количестве – до 2–5% от общего объема. Средство способно защитить изделия от растрескивания при морозах, ударах. Особенно показано вводить ДБФ при использовании отвердителей ПЭПА и ТЭТА. Если же используется отвердитель Этал 45М, добавления пластификатора не требуется. Недостатком ДБФ можно назвать сложное соединение со смолой, поэтому приходится применять долгое перемешивание с нагревом.
Использование отвердителя
Отвердитель – полноценный участник химической реакции полимеризации эпоксидной смолы. Он вводится в массу после добавления пластификаторов. Для снижения риска закипания эпоксидки ее температура в момент смешивания с отвердителем должна составлять не более 30–40 градусов.
Обычно вводят 1 часть отвердителя на 10 частей смолы, но пропорции будут зависеть от потребностей, типа готового изделия. В ряде случаев достаточно соотношения 20:1, а иногда, напротив, требуется 5:1. Отвердитель добавляют в основную массу очень медленно, поскольку запуск тепловой реакции может вызвать перегрев и порчу смолы. Быстрое вливание обычно вызывает лавинообразный процесс, когда масса перегревается и мгновенно застывает. К тем же последствиям могут привести слишком большое количество отвердителя, высокая начальная температура эпоксидки.
ПЭПА, ТЭТА и ДЭТА
Полиэтиленполиамин, или ПЭПА, – недорогой и очень популярный отвердитель, он работает при комнатной или пониженной температуре, не требует нагревания исходной массы. ПЭПА не снижает своих свойств даже при повышенной влажности. Он имеет желтый, коричневый цвет, иногда чуть зеленоватый, в его основе – этиленовые амины. Оптимальное количество для добавления в эпоксидку – 13,7%, важно войти в диапазон 10–15%.
Триэтилентетрамин ТЭТА – еще один известный традиционный отвердитель, позволяет готовить смолу при температурах +15…+25 градусов. К минусам можно отнести едкий запах, токсичность вещества. Оно требует строжайшего соблюдения пропорций (для ПЭПА это не так важно).
Отвердитель ДЭТА относится к этой же группе веществ для холодной полимеризации эпоксидных смол. Отличительной чертой является схватывание из воздуха влаги и углерода, поэтому хранить его надо плотно закрытым. Средство отверждает смолы за 1,5 часа.
Области использования эпоксидной смолы
- Склеивание поверхностей и пропитывание стекловолокна. Это необходимо для строительной отрасли, электротехники и радиоэлектроники, авиа- и машиностроения, при производстве стеклопластика, в ремонте машин и судов;
- Формирования слоя гидроизоляции. Подобный симбиоз эпоксидки с другими материалами используют для покрытия стен в помещениях с высокой влажностью, подвалов, бассейнов, иных резервуаров, в которых хранят жидкости;
- Создание стойких в химическом плане покрытий для их взаимодействия со внутренними/внешними средами, а также защита пористых материалов;
- Создание прозрачных деталей, предметов, путем заливания смолы в формы.
 В дальнейшем такие детали могут быть подвергнуты резке, шлифовке, иной механической обработке.
В дальнейшем такие детали могут быть подвергнуты резке, шлифовке, иной механической обработке.
Работы с данным средством должны проводиться в хорошо проветриваемом помещении или при наличии качественной вентиляции. Для защиты следует применять респиратор, очки, перчатки, плотную одежду или фартук. ЭД-20 не взрывоопасна, но при попадании в огонь горит.
Компания «Ава Провайдинг» реализует качественные мастики разных видов по ценам производителей. На каждый товар предоставляется сертификат и гарантия 1 год. Продажа продукции осуществляется оптом и в розницу. Доставка возможна в любой регион России (до терминалов ТК – бесплатно). Основные склады расположены в Москве и Санкт-Петербурге.
Особенности, характеристики и правила применения эпоксидной смолы марки ЭД-20
Эпоксидные смолы – универсальный олигомерный материал, применяющийся для производства компаундов, композитов, а также для заливки различных поверхностей и изготовления клея, герметика. Благодаря уникальному сочетанию полезных свойств эпоксидка пригодится и в промышленности, и в быту. Из всего многообразия продуктов выделяется эпоксидная смола ЭД-20 – недорогое средство высокого качества.
Благодаря уникальному сочетанию полезных свойств эпоксидка пригодится и в промышленности, и в быту. Из всего многообразия продуктов выделяется эпоксидная смола ЭД-20 – недорогое средство высокого качества.
Свойства смолы ЭД-20 и применение
Эпоксидно-диановая смола ЭД-20 – прозрачная вязкая жидкость желтого, коричневатого цвета без механических примесей, включений. Она представляет собой плавкий реакционноспособный продукт на основе дифенилолпропана и эпихлоргидрина. Производитель смолы данной марки – ФКП Завод им. Свердлова, также ее выпускает ряд иных компаний. Средняя массовая доля эпоксидных групп в смоле равна 20%, отсюда и обозначение материала.
ЭД-20 комбинируется с разными отвердителями, в некоторых случаях требуется добавление пластификаторов (для уменьшения жесткости готового изделия). Отверждение возможно холодным и горячим способом (при комнатной или повышенной температуре), для этого процесса не требуется прессовое и термическое оборудование. Свойства ЭД-20 таковы:
- высокая плотность, беспористость готового продукта,
- отличная твердость, стойкость к механическому повреждению, агрессивной среде, влиянию влаги,
- термостойкость,
- диэлектрические и противокоррозионные способности,
- хорошая адгезия с пластиком, металлом, стеклом, керамикой, деревом, кевларом, углеволокном и многими другими материалами,
- легкость в работе,
- малая усадка, низкий удельный вес.

Эпоксидка имеет широкое применение в разных сферах народного хозяйства. Ее используют для ремонта электротехники, компьютеров, радиоэлектроники, деталей и корпусов яхт, лодок, катеров, для производства мебели – столов, стульев.
При помощи ЭД-20 делают красивые столешницы, галантерею, изделия для ванной. Материал хорошо подходит для строительства, машиностроения, авиационной промышленности, приборостроения. Его использование для покрытия стен, создания наливных полов помогает в самых смелых дизайнерских решениях.
ЭД-20 входит в состав различных лакокрасочных материалов – грунтовок, пропиточных лаков, эмалей, заливочных смесей. На основе эпоксидки делают армированный пластик, стеклопластик, стекловолокно.
Технические параметры
Время желатинизации эпоксидки составляет 8 часов, а период полного отверждения равен 24 часам. В описании высшего сорта материала указаны следующие технические характеристики:
- плотность при холодном отверждении – 1110–1230 кг м3, при горячем отверждении – 1200–1270,
- массовая доля ионов хлора – 0,001%, омыляемого хлора – 0,3%,
- массовая доля гидроксильных групп – 1,7%, летучих веществ – 0,2%,
- вязкость динамическая – 13–20 ПА/секунду,
- температурный режим для размягчения – до 60 градусов.

Аналоги материала
По входящим в состав компонентам, свойствам и применению есть ряд аналогичных эпоксидных смол из групп ЭД, ТЭГ, КДА. При необходимости ими можно заменить ЭД-20. Ниже приведены самые известные смолы.
ЭД-8
Эпоксидка ЭД-8 производится согласно ГОСТ 10587-84. Она представляет собой растворимый плавкий олигомерный продукт из тех же веществ, что и ЭД-20 (дифенилолпропан и эпихлоргидрин). Смола широко применяется в авиационной, судостроительной, машиностроительной промышленности, при изготовлении лакокрасочных материалов, на стройке, в ремонте техники, электроники. Эпоксидка служит и как связующий компонент для армированного пластика.
По физико-химическим показателям ЭД-8 также мало отличается от ЭД-20. Содержание ионов хлора и омыляемого хлора аналогичное, зато гидроксильные группы в массе не обнаруживаются. Вязкость и температура размягчения такие же. Основное отличие – в массовой доле эпоксидных групп (8%) и времени желатинизации (3 часа).
ЭД-16
Эпоксидная смола ЭД-16 имеет те же свойства и применение, но включает иное число эпоксидных групп – около 16%. Вязкость продукта меньше, чем у ЭД-20, следовательно, желатинизация происходит быстрее (примерно 4 часа). Средство отличается высокими прочностными показателями клеевого шва, но в нем более высокое количество хлора.
ЭД-22
Еще одна эпоксидка на основе эпихлоргидрина и дифенилолпропана, доля эпоксидных групп – 22%. Смола ЭД-22 среди особенностей имеет более высокое время желатинизации – 18 часов, при этом динамическая вязкость составляет 8–12 ПА/секунду.
Э-40
Технология изготовления эпоксидки Э-40 несколько отличается от создания материалов марки ЭД. Продукт получают путем конденсации эпихлоргидрина и дифенилолпропана в щелочной среде с добавлением растворителя толуола. Средство можно переводить в неплавкое состояние путем применения отвердителей – поликарбоновых кислот, их ангидридов, полиаминов.
Сфера применения материала – приготовление эмалей, обладающих высокими защитными свойствами, а также создание лаков и шпаклевок. Кроме того, Э-40 выступает как полуфабрикат для изготовления других эпоксидных смол, клеев и компаундов для заливки. Смола обладает высокой пластичностью, влагостойкостью, в полимеризованном виде не реагирует на действие умеренно агрессивных кислот, щелочей.
Кроме того, Э-40 выступает как полуфабрикат для изготовления других эпоксидных смол, клеев и компаундов для заливки. Смола обладает высокой пластичностью, влагостойкостью, в полимеризованном виде не реагирует на действие умеренно агрессивных кислот, щелочей.
Инструкция по использованию ЭД-20
Результат смешивания смолы и отвердителя будет сильно зависеть от их пропорции, условий окружающей среды, качества подготовки тары и ряда индивидуальных факторов. Инструкция по применению не всегда пошаговая, в ней обычно указываются лишь точные соотношения компонентов и основные требования к процессу полимеризации. Рекомендуется вначале купить указанный производителем жидкий отвердитель (если он не идет в комплекте) и смешать его со смолой в самых минимальных дозировках. Это позволит увидеть результат и сделать выводы о правильности пропорций.
Смешивание смолы в небольших объемах трудностей не представляет. Для этой цели идеально подходит технология холодного отверждения, когда все работы проводятся при комнатных температурах. Перед смешиванием эпоксидки в большом объеме придется подготовить посуду для нагревания смолы, так как применяется способ горячего отверждения. Эпоксидку греют на водяной бане до температуры 50–55 градусов, после чего производят дальнейшие работы в ускоренном режиме.
Перед смешиванием эпоксидки в большом объеме придется подготовить посуду для нагревания смолы, так как применяется способ горячего отверждения. Эпоксидку греют на водяной бане до температуры 50–55 градусов, после чего производят дальнейшие работы в ускоренном режиме.
Важно учесть, что после добавления отвердителя реакция полимеризации является необратимой, остановить ее невозможно, есть шанс лишь немного замедлить снижением температуры окружающей среды. Неправильно выполненные действия приведут к порче порции эпоксидки, поэтому все расчеты должны быть произведены заранее.
Подготовка смолы
Для холодного отверждения никакой особенной подготовки материала не требуется. Для горячего способа и ускорения пропитки (заливки) рекомендуется нагревать отмерянную порцию средства. Для этого устанавливают водяную баню, располагают на ней емкость с эпоксидной смолой. Важно следить, чтобы ни капли воды не проникло в массу, это испортит ее. Также нельзя перегревать материал, реакция пойдет слишком быстро, а доведение до кипения приведет смолу в негодность. Оптимальным будет нагрев до 55 градусов или меньше. Можно и вовсе опустить емкость с материалом в посуду с горячей водой, дать постоять без кипячения воды. Периодически перемешивать массу для равномерности нагрева.
Оптимальным будет нагрев до 55 градусов или меньше. Можно и вовсе опустить емкость с материалом в посуду с горячей водой, дать постоять без кипячения воды. Периодически перемешивать массу для равномерности нагрева.
При хранении или превышении срока годности эпоксидка способна кристаллизоваться. Надо убедиться, что в ней нет кристаллов, мутностей, в противном случае ее подогревают до +40 градусов с интенсивным перемешиванием. Это поможет вернуть материалу прозрачность.
Использование пластификатора
Добавление ряда компонентов поможет пластифицировать эпоксидную смолу. Зачем это нужно? Если изделие в будущем должно выдерживать высокие ударные или иные механические нагрузки, усилие на излом с использованием рычага, его упругость надо повысить. Добавление специальных пластификаторов позволяет частично гасить такие нагрузки. Также их введение рекомендуется для усиления эластичности швов, если эпоксидка будет применяться для склеивания и заливки.
Пластификатор ДБФ
Дибутилфталат, или ДБФ – самый популярный пластификатор для эпоксидки, его добавляют в малом количестве – до 2–5% от общего объема. Средство способно защитить изделия от растрескивания при морозах, ударах. Особенно показано вводить ДБФ при использовании отвердителей ПЭПА и ТЭТА. Если же используется отвердитель Этал 45М, добавления пластификатора не требуется. Недостатком ДБФ можно назвать сложное соединение со смолой, поэтому приходится применять долгое перемешивание с нагревом.
Средство способно защитить изделия от растрескивания при морозах, ударах. Особенно показано вводить ДБФ при использовании отвердителей ПЭПА и ТЭТА. Если же используется отвердитель Этал 45М, добавления пластификатора не требуется. Недостатком ДБФ можно назвать сложное соединение со смолой, поэтому приходится применять долгое перемешивание с нагревом.
Пластификаторы ДЭГ 1 и ТЭГ 1
Диэтиленгликоль, или ДЭГ 1, сам по себе является эпоксидкой, при этом годится для разбавления основной массы в качестве пластификатора. Рабочая концентрация для ЭД-20 составляет 3–10% – чем больше средства добавлено, тем более смола будет напоминать резину. ДЭГ-1 легко соединяется с эпоксидкой, его намного проще применять, если неважна бесцветность. Из-за оранжевого оттенка данный пластификатор подходит не в каждом случае.
ТЭГ 1 по свойствам и применению схож с ДЭГ 1, но чуть более вязкий по консистенции, имеет коричневый или желтый цвет. Основное отличие в составе – вместо диэтиленгликоля в ТЭГ 1 присутствует триэтиленгликоль.
Использование отвердителя
Отвердитель – полноценный участник химической реакции полимеризации эпоксидной смолы. Он вводится в массу после добавления пластификаторов. Для снижения риска закипания эпоксидки ее температура в момент смешивания с отвердителем должна составлять не более 30–40 градусов.
Обычно вводят 1 часть отвердителя на 10 частей смолы, но пропорции будут зависеть от потребностей, типа готового изделия. В ряде случаев достаточно соотношения 20:1, а иногда, напротив, требуется 5:1. Отвердитель добавляют в основную массу очень медленно, поскольку запуск тепловой реакции может вызвать перегрев и порчу смолы. Быстрое вливание обычно вызывает лавинообразный процесс, когда масса перегревается и мгновенно застывает. К тем же последствиям могут привести слишком большое количество отвердителя, высокая начальная температура эпоксидки.
ПЭПА, ТЭТА и ДЭТА
Полиэтиленполиамин, или ПЭПА, – недорогой и очень популярный отвердитель, он работает при комнатной или пониженной температуре, не требует нагревания исходной массы. ПЭПА не снижает своих свойств даже при повышенной влажности. Он имеет желтый, коричневый цвет, иногда чуть зеленоватый, в его основе – этиленовые амины. Оптимальное количество для добавления в эпоксидку – 13,7%, важно войти в диапазон 10–15%.
ПЭПА не снижает своих свойств даже при повышенной влажности. Он имеет желтый, коричневый цвет, иногда чуть зеленоватый, в его основе – этиленовые амины. Оптимальное количество для добавления в эпоксидку – 13,7%, важно войти в диапазон 10–15%.
Триэтилентетрамин ТЭТА – еще один известный традиционный отвердитель, позволяет готовить смолу при температурах +15…+25 градусов. К минусам можно отнести едкий запах, токсичность вещества. Оно требует строжайшего соблюдения пропорций (для ПЭПА это не так важно).
Отвердитель ДЭТА относится к этой же группе веществ для холодной полимеризации эпоксидных смол. Отличительной чертой является схватывание из воздуха влаги и углерода, поэтому хранить его надо плотно закрытым. Средство отверждает смолы за 1,5 часа.
ЭТАЛ 45М
Этот универсальный отвердитель обладает «заданной пластичностью», поэтому не требует введения пластификаторов. Его консистенция близка к самой смоле ЭД-20, перемешивание будет легким. Температурная реакция от добавления Этал 45М менее бурная, к тому же он не токсичен, не вызывает аллергии, без неприятного запаха.
Жизнеспособность эпоксидки
Временем жизни называют промежуток времени, в который сохраняется жидкое или вязкое состояние массы после введения отвердителя. В этот период эпоксидка пригодна к работе. У разных смол жизнеспособность различная, как и у отвердителей. Обычно этот показатель составляет 30–60 минут.
При добавлении ПЭПА в ЭД-20 время жизни равно 30–50 минут и зависит от температуры, количества отвердителя. Полная полимеризация длится от 24 часов до нескольких суток. Для Этал 45М жизнеспособность в 3 раза больше, а полная полимеризация такая же, что удобно для мастера.
Разное качество склеивания
Качество эпоксидки может различаться в зависимости от марки отвердителя, пластификатора. Чем более дорогие и эффективные добавки применяются, тем больше готовое изделие будет соответствовать требованиям. Поэтому не стоит экономить и покупать самые дешевые наполнители.
Упаковка, хранение и транспортировка
Эпоксидную смолу упаковывают в тару по 50–220 кг (барабаны), а также в канистры, пластиковые емкости от 0,5 кг и более. Транспортируют средство на крытом транспорте. Допускается хранение материала при температуре +15…+40 градусов, плотно закрытым, вдали от солнечных лучей. Нельзя хранить его рядом с кислотами и окислителями.
Транспортируют средство на крытом транспорте. Допускается хранение материала при температуре +15…+40 градусов, плотно закрытым, вдали от солнечных лучей. Нельзя хранить его рядом с кислотами и окислителями.
Безопасность ЭД-20
Работы с данным средством должны проводиться в хорошо проветриваемом помещении или при наличии качественной вентиляции. Для защиты следует применять респиратор, очки, перчатки, плотную одежду или фартук. ЭД-20 не взрывоопасна, но при попадании в огонь горит.
Степень опасности смолы характерна для веществ 2-го класса воздействия на организм человека. При попадании на кожу часто возникают аллергические реакции, дерматиты. Пораженное место надо обмыть с мылом, протереть спиртом, после смазать вазелином, касторовым маслом.
Смола эпоксидная ЭД-20 — свойства, технические характеристики, инструкция по применению
Смолы эпоксидные — универсальный олигомерный материал, применяемый для производства компаундов, композитов, а также для заливки различных поверхностей и изготовления клея, герметика. Благодаря уникальному сочетанию полезных свойств эпоксидная смола находит применение как в промышленности, так и в быту. Из всего многообразия продукции выделяется эпоксидная смола ЭД-20 – недорогой качественный продукт.
Благодаря уникальному сочетанию полезных свойств эпоксидная смола находит применение как в промышленности, так и в быту. Из всего многообразия продукции выделяется эпоксидная смола ЭД-20 – недорогой качественный продукт.
Содержание:
- Свойства смолы ЭД-20 и применение
- Технические характеристики
- Аналоги материала
- ЭД-8
- ЭД-16
- ЭД-22
 org/ListItem»> Е-40
org/ListItem»> Е-40- Инструкция по применению ЭД-20
- Подготовка смолы
- Использование пластификатора
- пластификатор ДБФ
- Пластификаторы ДЭГ 1 и ТЭГ 1
- Использование отвердителя
- ПЕПА, ТЕТА и ДЕТА
- ЭТАЛ 45М
 org/ListItem»> Эпоксидная смола Жизнеспособность
org/ListItem»> Эпоксидная смола Жизнеспособность- Различное качество склеивания
- Упаковка, хранение и транспортировка
- Безопасность ЭД-20
Свойства смолы ЭД-20 и применение
Смола эпоксидно-диановая ЭД-20 представляет собой прозрачную вязкую жидкость желтого, коричневатого цвета без механических примесей, включений. Это легкоплавкий реактивный продукт на основе дифенилолпропана и эпихлоргидрина. Производитель смолы этой марки — Завод ФКП им. Свердлова, его также выпускает ряд других компаний. Средняя массовая доля эпоксидных групп в смоле составляет 20 %, отсюда и название материала.
ЭД-20 сочетается с различными отвердителями, в некоторых случаях требуется добавление пластификаторов (для снижения жесткости готового изделия). Отверждение возможно холодным и горячим (при комнатной или повышенной температуре), этот процесс не требует прессового и термического оборудования. Свойства ЭД-20 следующие:
Отверждение возможно холодным и горячим (при комнатной или повышенной температуре), этот процесс не требует прессового и термического оборудования. Свойства ЭД-20 следующие:
- высокая плотность, пористость готового продукта;
- отличная твердость, устойчивость к механическим повреждениям, агрессивной среде, влаге; термостойкость
- ;
- диэлектрические и антикоррозионные свойства;
- хорошая адгезия с пластиком, металлом, стеклом, керамикой, деревом, кевларом, углеродным волокном и многими другими материалами;
- легкость в работе;
- низкая усадка, низкий удельный вес.
Эпоксидная смола широко применяется в различных отраслях народного хозяйства. Применяется для ремонта электрооборудования, компьютеров, электроники, деталей и корпусов яхт, катеров, лодок, для изготовления мебели — столов, стульев.
С помощью ЭД-20 изготавливают красивые столешницы, галантерею, товары для ванной. Материал хорошо подходит для строительства, машиностроения, авиационной промышленности, приборостроения. Его использование для покрытия стен, создания наливных полов помогает в самых смелых дизайнерских решениях.
Материал хорошо подходит для строительства, машиностроения, авиационной промышленности, приборостроения. Его использование для покрытия стен, создания наливных полов помогает в самых смелых дизайнерских решениях.
ЭД-20 входит в состав различных лакокрасочных материалов — грунтовок, пропиточных лаков, эмалей, заливочных смесей. На основе эпоксидной смолы делают армированный пластик, стеклопластик, стеклопластик.
к оглавлению ↑
Технические характеристики
Время желатинизации эпоксидной смолы составляет 8 часов, а период полного отверждения — 24 часа. В описании материала высшего сорта указываются следующие технические характеристики:
- плотность при холодном отверждении — 1110–1230 кг м3, при горячем отверждении — 1200–1270;
- массовая доля ионов хлора — 0,001%, омыленного хлора — 0,3%;
- массовая доля гидроксильных групп — 1,7%, летучих — 0,2%; динамическая вязкость
- – 13–20 Па/с;
- температурный режим для размягчения — до 60 градусов.

к оглавлению ↑
Аналоги материала
По составным компонентам, свойствам и применению имеется ряд аналогичных эпоксидных смол из групп ЭД, ТЭГ, КДА. При необходимости они могут заменить ЭД-20. Ниже представлены самые известные смолы.
ЭД-8
Эпоксидная ЭД-8 выпускается по ГОСТ 10587-84. Это растворимый легкоплавкий олигомерный продукт тех же веществ, что и ЭД-20 (дифенилолпропан и эпихлоргидрин). Смола широко применяется в авиационной, судостроительной, машиностроительной отраслях, при производстве лакокрасочных материалов, на стройке, при ремонте техники, электроники. Эпоксидная смола также служит связующим компонентом для армированного пластика.
По физико-химическим показателям ЭД-8 также мало отличается от ЭД-20. Содержание ионов хлора и омыленного хлора одинаково, но гидроксильные группы в массе не обнаружены. Вязкость и температура размягчения одинаковы. Основное отличие заключается в массовой доле эпоксидных групп (8%) и времени гелеобразования (3 часа).
к содержанию ↑
ЭД-16
Эпоксидная смола ЭД-16 имеет те же свойства и применение, но включает другое количество эпоксидных групп — около 16%. Вязкость продукта меньше, чем у ЭД-20, поэтому гелеобразование происходит быстрее (примерно 4 часа). Средство характеризуется высокими прочностными характеристиками клеевого шва, но имеет повышенное содержание хлора.
к содержанию ↑
ЭД-22
Еще одна эпоксидная смола на основе эпихлоргидрина и дифенилолпропана, доля эпоксидных групп 22%. Смола ЭД-22 среди особенностей имеет более высокое время гелеобразования 18 часов, динамическую вязкость 8-12 Па/сек.
Э-40
Технология изготовления эпоксидной смолы Э-40 несколько отличается от создания материалов марки ЭД. Продукт получают конденсацией эпихлоргидрина и дифенилолпропана в щелочной среде с добавлением толуольного растворителя. Привести инструмент в неплавкое состояние можно с помощью отвердителей — поликарбоновых кислот, их ангидридов, полиаминов.
Область применения материала — приготовление эмалей с высокими защитными свойствами, а также создание лаков и шпаклевок. Кроме того, Э-40 выступает полуфабрикатом для изготовления других эпоксидных смол, клеев и компаундов для заливки. Смола обладает высокой пластичностью, влагостойкостью, в полимеризованном виде не реагирует на действие умеренно агрессивных кислот, щелочей.
к оглавлению ↑
Инструкция по эксплуатации ED-20
Результат смешивания смолы и отвердителя во многом зависит от их соотношения, условий окружающей среды, качества подготовки емкостей и ряда индивидуальных факторов. Инструкция по применению не всегда пошаговая, в ней обычно указывается только точное соотношение компонентов и основные требования к процессу полимеризации. Рекомендуется предварительно купить указанный производителем жидкий отвердитель (если он не входит в комплект) и смешать его со смолой в минимально возможных дозировках. Это позволит увидеть результат и сделать выводы о правильных пропорциях.
Это позволит увидеть результат и сделать выводы о правильных пропорциях.
Смешивание смолы в небольших объемах не составляет труда. Для этой цели идеально подходит технология холодного отверждения, когда все работы проводятся при комнатной температуре. Перед замешиванием эпоксидной смолы в большом объеме необходимо будет подготовить посуду для разогрева смолы, так как используется метод горячего отверждения. Эпоксидку нагревают на водяной бане до температуры 50–55 градусов, после чего дальнейшие работы ведутся в ускоренном режиме.
Важно учитывать, что после добавления отвердителя реакция полимеризации необратима, ее нельзя остановить, есть шанс лишь немного замедлить снижением температуры окружающей среды. Неправильно выполненные действия приведут к порче порции эпоксидной смолы, поэтому все расчеты необходимо производить заранее.
к содержанию ↑
Подготовка смолы
Для холодного отверждения не требуется специальной подготовки материала. Для горячего метода и ускорения пропитки (заливки) рекомендуется нагревать отмеренную часть изделия. Для этого установите водяную баню, поставьте на нее емкость с эпоксидной смолой. Важно следить, чтобы в массу не попала ни капли воды, это ее испортит. Также нельзя перегревать материал, реакция пойдет слишком быстро, а доведение до кипения приведет смолу в негодность. Оптимальным будет нагрев до 55 градусов и ниже. Можно полностью опустить емкость с материалом в посуду с горячей водой, дать постоять без кипятка. Периодически перемешивайте смесь для равномерного нагрева.
Для горячего метода и ускорения пропитки (заливки) рекомендуется нагревать отмеренную часть изделия. Для этого установите водяную баню, поставьте на нее емкость с эпоксидной смолой. Важно следить, чтобы в массу не попала ни капли воды, это ее испортит. Также нельзя перегревать материал, реакция пойдет слишком быстро, а доведение до кипения приведет смолу в негодность. Оптимальным будет нагрев до 55 градусов и ниже. Можно полностью опустить емкость с материалом в посуду с горячей водой, дать постоять без кипятка. Периодически перемешивайте смесь для равномерного нагрева.
При хранении или превышении эпоксидная смола может кристаллизоваться. Нужно следить, чтобы в нем не было кристаллов, помутнений, иначе его нагревают до +40 градусов при интенсивном помешивании. Это поможет восстановить прозрачность материала.
к содержанию ↑
Использование пластификатора
Добавление ряда компонентов поможет пластифицировать эпоксидную смолу. Зачем это нужно? Если изделие в дальнейшем должно выдерживать высокие ударные или другие механические нагрузки, то разрывное усилие с помощью рычага, его эластичность необходимо повысить. Добавление специальных пластификаторов позволяет частично гасить такие нагрузки. Также их введение рекомендуется для повышения эластичности швов, если для склеивания и заливки используется эпоксидная смола.
Зачем это нужно? Если изделие в дальнейшем должно выдерживать высокие ударные или другие механические нагрузки, то разрывное усилие с помощью рычага, его эластичность необходимо повысить. Добавление специальных пластификаторов позволяет частично гасить такие нагрузки. Также их введение рекомендуется для повышения эластичности швов, если для склеивания и заливки используется эпоксидная смола.
к содержанию ↑
Пластификатор ДБФ
Дибутилфталат, или ДБФ, — самый популярный пластификатор для эпоксидных смол, его добавляют в небольших количествах — до 2–5% от общего объема. Средство способно защитить изделия от растрескивания при морозе, ударах. DBP особенно показан при использовании отвердителей PEPA и TETA. При использовании отвердителя Этал 45М добавление пластификатора не требуется. Недостатком ДБФ можно назвать комплексное соединение со смолой, поэтому необходимо применять длительное перемешивание с подогревом.
к содержанию ↑
Пластификаторы ДЭГ 1 и ТЭГ 1
Диэтиленгликоль, или ДЭГ 1, сам по себе является эпоксидной смолой и подходит для разбавления массы в качестве пластификатора. Рабочая концентрация для ЭД-20 составляет 3–10% — чем больше средства будет добавлено, тем больше смола будет напоминать каучук. ДЭГ-1 легко соединяется с эпоксидной смолой, намного удобнее в использовании, если бесцветность не важна. Из-за оранжевого оттенка этот пластификатор подходит не во всех случаях.
Рабочая концентрация для ЭД-20 составляет 3–10% — чем больше средства будет добавлено, тем больше смола будет напоминать каучук. ДЭГ-1 легко соединяется с эпоксидной смолой, намного удобнее в использовании, если бесцветность не важна. Из-за оранжевого оттенка этот пластификатор подходит не во всех случаях.
ТЭГ 1 по свойствам и применению аналогичен ДЭГ 1, но по консистенции несколько более вязкий, имеет коричневый или желтый цвет. Основное отличие в составе состоит в том, что вместо диэтиленгликоля в состав ТЭГ 1 входит триэтиленгликоль.
к оглавлению ↑
Использование отвердителя
Отвердитель является полноправным участником химической реакции полимеризации эпоксидной смолы. Его вводят в массу после добавления пластификаторов. Чтобы снизить риск закипания эпоксидной смолы, ее температура в момент смешивания с отвердителем должна быть не более 30–40 градусов.
Обычно 1 часть отвердителя вводится на 10 частей смолы, но пропорции будут зависеть от потребностей, таких как конечный продукт. В некоторых случаях достаточно соотношения 20:1, а иногда, наоборот, требуется 5:1. Отвердитель добавляется в массу очень медленно, так как запуск термической реакции может вызвать перегрев и повреждение смолы. Быстрое настаивание обычно вызывает лавинообразный процесс, когда масса перегревается и моментально застывает. Слишком большое количество отвердителя и высокая начальная температура эпоксидной смолы могут привести к тем же последствиям.
В некоторых случаях достаточно соотношения 20:1, а иногда, наоборот, требуется 5:1. Отвердитель добавляется в массу очень медленно, так как запуск термической реакции может вызвать перегрев и повреждение смолы. Быстрое настаивание обычно вызывает лавинообразный процесс, когда масса перегревается и моментально застывает. Слишком большое количество отвердителя и высокая начальная температура эпоксидной смолы могут привести к тем же последствиям.
к оглавлению ↑
ПЭПА, ТЕТА и ДЭТА
Полиэтиленполиамин, или ПЭПА, недорогой и очень популярный отвердитель, работает при комнатной или пониженной температуре, не требует нагрева исходной массы. PEPA не снижает своих свойств даже при повышенной влажности. Имеет желтый, коричневый цвет, иногда немного зеленоватый, на его основе — этиленамины. Оптимальное количество для добавления в эпоксидную смолу составляет 13,7%, важно ввести диапазон 10-15%.
Триэтилентетрамин ТЭТА – еще один известный традиционный отвердитель, позволяющий производить смолу при температуре +15…+25 градусов. К минусам можно отнести резкий запах, токсичность вещества. Здесь требуются строжайшие пропорции (для PEPA это не столь важно).
К минусам можно отнести резкий запах, токсичность вещества. Здесь требуются строжайшие пропорции (для PEPA это не столь важно).
Отвердитель ДЭТА относится к той же группе веществ для холодной полимеризации эпоксидных смол. Отличительной особенностью является захват влаги и нагара из воздуха, поэтому хранить его необходимо плотно закрытым. Средство отверждает смолу за 1,5 часа.
к оглавлению ↑
ЭТАЛ 45М
Этот универсальный отвердитель обладает «заданной пластичностью», поэтому не требует введения пластификаторов. Его консистенция близка к самой смоле ЭД-20, смешивать будет легко. Температурная реакция от добавки Этал 45М менее бурная, к тому же он не токсичен, не вызывает аллергии, не имеет неприятного запаха.
к оглавлению ↑
Жизнеспособность эпоксидной смолы
Срок жизни – это период времени, в течение которого сохраняется жидкое или вязкое состояние массы после введения отвердителя. В этот период эпоксидка пригодна к использованию. Разные смолы имеют разную жизнеспособность, как и отвердители. Обычно этот показатель составляет 30-60 минут.
В этот период эпоксидка пригодна к использованию. Разные смолы имеют разную жизнеспособность, как и отвердители. Обычно этот показатель составляет 30-60 минут.
При добавлении ПЭПА в ЭД-20 время жизни составляет 30–50 минут и зависит от температуры и количества отвердителя. Полная полимеризация длится от 24 часов до нескольких суток. У Этала 45М жизнеспособность в 3 раза больше, а полная полимеризация такая же, что удобно для мастера.
к оглавлению ↑
Различное качество склеивания
Качество эпоксидной смолы может варьироваться в зависимости от марки отвердителя, пластификатора. Чем более дорогие и эффективные добавки используются, тем больше готовый продукт будет соответствовать требованиям. Поэтому не экономьте и покупайте самые дешевые наполнители.
Упаковка, хранение и транспортирование
Эпоксидная смола расфасована в тару по 50–220 кг (бочки), а также в банки, пластиковые емкости от 0,5 кг и более. Транспортные средства на крытом транспорте. Хранение материала допускается при температуре +15…+40 градусов, плотно закрытым, вдали от солнечных лучей. Не храните его рядом с кислотами и окислителями.
Транспортные средства на крытом транспорте. Хранение материала допускается при температуре +15…+40 градусов, плотно закрытым, вдали от солнечных лучей. Не храните его рядом с кислотами и окислителями.
Безопасность ЭД-20
Работа с этим инструментом должна проводиться в хорошо проветриваемом помещении или при наличии хорошей вентиляции. Для защиты следует использовать респиратор, очки, перчатки, плотную одежду или фартук. ЭД-20 не взрывоопасен, но горит при попадании в огонь.
Степень опасности смолы характерна для веществ 2 класса воздействия на организм человека. При попадании на кожу часто возникают аллергические реакции, дерматиты. Пораженный участок следует промыть с мылом, протереть спиртом, затем смазать вазелином, касторовым маслом.
Смола эпоксидная ЭД-20. ООО «Силкор»
Описание продукта
Характеристики
Эпоксидная смола ЭД-20 представляет собой двухкомпонентную немодифицированную прозрачную жидкую эпоксидно-диановую (на основе бис-фенола А) смолу общего назначения холодного отверждения. Эпоксидная смола отверждается при нормальной температуре с использованием широкого спектра отвердителей.
Аналоги эпоксидной смолы ЭД-20: Lapox B-13, CYD 128, Epoxy 520, BE128, LE 828
CAS. №: 25068-38-6 ЕС №: 500-033-5
Области применения
Эпоксидная смола ЭД-20 является наиболее универсальным продуктом среди многих эпоксидов. Активно применяется в энергетике, радиоэлектронной промышленности, авиастроении, судостроении, машиностроении, автомобилестроении, строительстве и ремонте и др.:
- Компонент для электроизоляционных компаундов.

- Компонент наполнителей.
- Компонент пропиточных компаундов.
- Компонент клеев. Эпоксидный клей подходит практически для всех видов металлов, дерева, керамики (фарфора, фаянса), каучуков, тканей, полистирола, стекла, мрамора, камня, бетона, плитки и т.д.
- Герметик.
- Компонент лакокрасочных материалов.
- Компонент для производства стеклопластика.
- Связующее для производства пластмасс и стеклопластиков (пропитка стеклопластиков), углепластиков.
- Основа защитных покрытий (химстойких покрытий).
- Основание наливных полов. Эпоксидные полы эффективны и в производственных помещениях, и в коммерческих, и в офисах, и в частных домовладениях.
- Компонент для производства полимербетона.
- Ювелирно-декоративные изделия из эпоксидной смолы.
Преимущества
- Эпоксидные смолы обеспечивают высочайшее качество клеевого соединения и прочность.
- Смола имеет очень небольшую усадку.

- Смола хорошо впитывается и навсегда образует композитное целое с различными материалами.
- Эпоксидное покрытие с очень низким водопоглощением (макс. 0,5%).
- Эпоксидная смола имеет низкую вязкость.
- Время отверждения эпоксидной смолы регулируется нанесением отвердителя.
- Эпоксидная смола обеспечивает высокую прочность изделий.
- Эпоксидная смола обладает отличными адгезионными свойствами.
- Полимерное покрытие, продукт не выделяет ядовитых паров, не имеет запаха.
- Характеризуется коррозионной стойкостью.
- Теплопроводность.
- Легко смешивается с пластификаторами, пигментами и другими модификаторами и наполнителями.
- Эпоксидные смолы устойчивы к действию галогенов, большинства кислот, щелочей, поэтому могут применяться в качестве химически стойкого барьерного слоя.
- Эпоксидная смола обеспечивает долговременную защиту изделий из металла, стали и бетона, работающих в агрессивных средах и погруженных в жидкость.

Методы нанесения. Работа с эпоксидной смолой
Склеивание смолы и отвердителя должно производиться при температуре не ниже +20°C. Время гелеобразования составляет около 1,5 часов, а время полного отверждения — 24 часа.
Запрещает сразу смешивать большое количество смолы с отвердителем без использования специальных смесительных машин во избежание вскипания.
При изготовлении изделий из стеклопластика рекомендуется изготавливать пробный образец для каждой партии смолы и отвердителя.
Нагрев значительно ускоряет процесс отверждения. Так как самоотверждение происходит с выделением тепла (тепловыделением), то при приготовлении большой дозы смолы с отвердителем возможен саморазогрев смеси, сопровождающийся вспениванием и быстрым затвердеванием.
СВОЙСТВА
Эпоксидные смолы термопластичны, но под действием различных отвердителей превращаются в неплавкие полимеры. Процесс отверждения смолы может происходить при нормальной комнатной температуре +20°C.
Существует два способа временного снижения вязкости смолы: один – нагревание смеси, второй – добавление растворителя.
Нагрев эпоксидной смолы до +40°C — +50°C снижает вязкость.
Смола с низкой вязкостью легче наносится кистью или валиком, быстро пропитывает стекловолокно и глубже проникает в пористые поверхности, такие как поврежденная гнилью древесина.
Отвердитель добавляется из расчета 10% от массы смолы (в пропорции 10:1).
Неотвержденная диановая эпоксидная смола ЭД-20 может быть переведена в неплавкое и нерастворимое состояние под действием отвердителей различного типа – алифатических и ароматических ди- и полиаминов, низкомолекулярных полиамидов, ди- и поликарбоновых кислот и их ангидриды, фенолформальдегидные смолы и другие соединения. В зависимости от используемого отвердителя свойства отвержденной эпоксидной смолы ЭД-20 могут варьироваться в самых широких пределах. Наиболее часто используемым отвердителем является PEPA (полиэтиленполиамин).
Эпоксидные смолы могут быть модифицированы химически или физически для придания определенных свойств конечному покрытию.
Химические методы модификации эпоксидных смол — введение в композицию реакционноспособных модификаторов, которые, встраиваясь в структуру полимера, изменяют его структуру:
- Для повышения эластичности отвержденной эпоксидной смолы снижают вязкость композиции, придание изделиям большей размерной стабильности, повышение прочности материала на сжатие, применяют лапроксиды (глицидиловые эфиры).
- Для улучшения свойств жаро- и огнестойкости применяют добавки галогенов и фосфорорганических соединений.
- Для повышения жесткости, износостойкости и снижения коэффициента трения покрытий и изделий на основе эпоксидных смол применяют добавки фенолформальдегидных смол, что позволяет отверждать эпоксидную смолу прямым нагревом без применения отвердителя.
Физическая модификация предполагает добавление в смолу веществ, не вступающих в химическую реакцию со связующим:
- Добавление каучука к эпоксидной смоле увеличивает эластичность отвержденной смолы.

- Добавление коллоидного диоксида титана увеличивает показатель преломления эпоксидной смолы и делает ее устойчивой к ультрафиолетовому излучению.
- Алюминиевый порошок в эпоксидной смоле повышает термостойкость.
- Добавка Aerosil улучшает тиксотропию.
Хранение
Смола эпоксидно-диановая ЭД-20 хранится в плотно закрытой таре в закрытых складских помещениях при температуре не выше +40⁰С.
Гарантийный срок хранения в оригинальной упаковке 18 месяцев.
Хранение сверх даты, указанной на этикетке, не обязательно означает непригодность продукта. Если вы храните больше, пожалуйста, проверьте свойства продукта перед использованием.
Тара
- Канистры полимерные вместимостью до 25 дм 3 ;
- бочки полиэтиленовые вместимостью до 50 дм 3 ;
- Бочки стальные вместимостью до 200 дм 3 ;
- Бочки стальные вместимостью 220 дм 3 .

Указания по технике безопасности
Меры предосторожности: Лица, работающие с эпоксидной смолой ЭД-20, должны быть обеспечены спецодеждой и средствами индивидуальной защиты. Все работы при работе с эпоксидными смолами должны осуществляться в помещениях, оборудованных приточно-вытяжной вентиляцией.
Эпоксидная смола ЭД-20 взрывобезопасна, но горит при попадании в источник огня. Относится к веществам 2-го класса опасности по степени воздействия на человека.
Подробные инструкции приведены в паспорте безопасности соответствующего продукта. Он может быть предоставлен по запросу.
ООО «Силкор» является крупным поставщиком эпоксидных смол. Чтобы получить специальное предложение или купить эпоксидную смолу, узнать актуальную цену в Украине или на вашем внутреннем рынке, воспользуйтесь любым удобным способом связи:
- Позвоните нашим менеджерам (см. Контакты),
- Нажмите Оформить заказ,
- Написать сообщение в онлайн-чат
Physical and chemical properties
| Parameter name and measure unit | Standard | ||
|---|---|---|---|
| Premium grade | First grade | ||
| Appearance | High-viscosity clear without видимые механические примеси и вода | ||
| Цвет, железо-кобальтовая шкала, не более | 4 | 12 | |
| Содержание эпоксидных групп, % | 19. 9-22.0 9-22.0 | 19.9-22.0 | |
| Content of chloride ion, %, max | 0.003 | 0.006 | |
| Content of saponifiable chloride, %, max | 0.5 | 0.9 | |
| Content of hydroxyl groups, %, max | 1.7 | — | |
| Content of volatiles, %, max | 0.5 | 0.9 | |
| Dynamic viscosity, P*s at +50°C | 2- 18 | 12-25 | |
| Время гелинг с твердым отверстием, H, MIN | 5,0 | 4,0 | |
Epoxy Resins | Adeka
466669Resins | Adeka
46666464resxy | Adeka
9666466 9003
resxy | Adeka
96696466
resxy | Adeka
96696464
resoxy
. Серия ADEKA RESIN EP (эпоксидные смолы)
Эпоксидные смолы общего назначения
Характеристики эпоксидных смол общего назначения
Список марок (основные жидкие эпоксидные смолы)
1)Бисфенол А общего назначения тип
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (g/ep) ВЯЗКОСТЬ
(мПа・с/25℃) СМЫВАЕМЫЙ ХЛОР
(%) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EP-4100
※ 190 13 000 0,1 1,16 1 Стандартный продукт/Гражданское строительство, адгезия EP-4100G
※ 190 13 000 0,05 1,16 1 Стандартный продукт / адгезия, покрытия EP-4100E
※ 190 13 000 0,01 1,16 1 Продукт с низким содержанием омыляемого хлора/Электрооборудование, ламинированные плиты, литье под давлением EP-4100TX
※ 210 13 000 1,9 1,16 1 Аморфный материал, низкотемпературное отверждение / Гражданское строительство, покрытия EP-4300E
※ 185 8000 0,01 1,17 1 Тип с низкой вязкостью / Электрооборудование, литье, многослойные пластины
※Мутагенное вещество (JP)
2)Бисфенол А маловязкий тип
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EP-4400
※ 200 1 200 1,13 3 Механическая прочность, аморфные / Гражданское строительство, покрытия, электрика, адгезия EP-4520S
※ 200 1000 1,12 2 Высокая выравнивающая способность, низкое раздражение кожи / Гражданское строительство, строительство, напольные покрытия EP-4530
※ 190 1000 1,15 2 Высокая твердость, аморфный/Полы промышленных предприятий и кухонь
※Мутагенное вещество (JP)
3)Бисфенол F тип
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) ВЯЗКОСТЬ
(мПа・с/25℃) Омыляемый хлор ЦВЕТ
(G, макс. )
) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EP-4901 ※ 170 3 500 1,19 2 Стандартный продукт / Омыляемый хлор: 0,1% EP-4901E ※ 170 3 500 0,01 2 Продукт с низким содержанием омыляемого хлора / Электрооборудование, литье, ламинированные плиты
※Мутагенное вещество (JP)
4) Твердые эпоксидные смолы (жидкие)
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) УДЕЛЬНЫЙ ВЕС
(мПа・с/25℃) ЦВЕТ
(G, макс.) Содержание твердых веществ
(%) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EP-5100-75X 630 9000 2 75 Твердый эпоксидный ксилол, фракционный продукт / Гражданское строительство, покрытия
※Мутагенное вещество (JP)
Эпоксидные смолы специального типа
Характеристики эпоксидных смол специального типа
Список классов
1. Эпоксидные смолы специального типа
Эпоксидные смолы специального типа
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс.) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ ЭП-4000 320 4 500 1,14 1 Релаксация напряжений / Гражданское строительство, склеивание, литье под давлением ЭП-4005 510 800 1,08 2 Гибкость, низкая вязкость / Гражданское строительство, адгезия, литье под давлением ЭП-7001 700 5000 1,08 3 Гибкость / Гражданское строительство, адгезия, покрытия EP-4080E 215 2 300 1,10 1 Гидрогенизированный тип BPA, устойчивость к атмосферным воздействиям, защита от растрескивания / Литье под давлением для электрических компонентов, герметизация светодиодов, покрытия
2.Модифицированная эпоксидная смола
1) Эпоксидные смолы, модифицированные уретаном
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ ЭПУ-6 ※ 235 55 000 1,12 1 Гибкость, высокая прочность на отслаивание/адгезия ЭПУ-7Н ※ 230 13 000 1,12 1 Гибкость, высокая прочность на отслаивание/адгезия ЭПУ-11Ф ※ 280 20 000 1,13 1 Гибкость / Покрытия, герметики ЭПУ-15Ф ※ 305 15 000 1.11 2 Эластичность, адгезия к масляной поверхности / Герметики ЭПУ-1395 ※ 215 15 000 1,13 2 Прочность, низкая вязкость / структурные клеи ЭПУ-73Б ※ 245 130 000 1,12 2 Прочность, высокая прочность на отслаивание / Структурные клеи ЭПУ-17 ※ 230 30 000 1,16 1 Эластичность/адгезия, водоотталкивающее средство ЭПУ-17Т-6 ※ 270 7 600 1,13 2 Гибкость, хорошая адгезия к винилхлориду / Адгезия к пластику
※Мутагенное вещество (JP)
2) Эпоксидные смолы, модифицированные каучуком
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ ЭПР-1415-1 ※ 400 80 000
(50 ℃) 1,08 5 Модифицированный NBR, ударопрочность, высокая прочность на отслаивание/Структурные клеи ЭПР-2000 ※ 215 23 000 1,16 5 Модифицированный NBR, низкая вязкость/Структурные клеи ЭПР-2007 ※ 310 120 000 1,10 5 Модифицированный NBR, высокая прочность на отслаивание / структурные клеи ЭПР-1630 ※ 900 Полутвердая форма — 5 Модифицированный CTBN, эластичный, с хорошей ударопрочностью/структурный клей
※Мутагенное вещество (JP)
3) Эпоксидные смолы, модифицированные хелатами
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ ЭП-49-10Н ※ 220 30 000 1,17 2 Высокие антикоррозионные свойства, клеи для цветных металлов, низковязкие/структурные клеи, покрытия ЭП-49-10П2 ※ 300 55 000 (50 ℃) 1,17 1 Модифицированные клеи для цветных металлов с высоким содержанием хелатов/структурные клеи
※Мутагенное вещество (JP)
4) Блок уретановых смол
НАИМЕНОВАНИЕ ПРОДУКТА
СМОЛА ADEKA БЛОК NCO ЭКВИВАЛЕНТ ВЯЗКОСТЬ
(мПа・с/25℃) ЦВЕТ
(G, макс.) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ QR-9401-1 830 40 000 1 Гибкость, клейкость/герметики для кузова, грунтовки QR-9327-1 2 200 3 500 1 Гибкость, клейкость, быстрое отверждение/герметики для кузова, грунтовки QR-9466 1 400 25 000(50℃) 1 Прочность, клейкость/Структурные клеи
Серия ADEKA GLYCIROL ED (разбавители)
Список классов
1) Монофункциональный реакционный тип
НАИМЕНОВАНИЕ ПРОДУКТА
ADEKA GLYCIROL КОНСТРУКЦИЯ ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) СМЫВАЕМЫЙ ХЛОР
(%) ОБЩИЙ ХЛОР
(%) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ЭД-502
ЭД-502С 320 0,5 4,5 10 0,92 1 ED-509E
※
ED-509S
※ 210
206 0,05
0,01 0,2
0,02 20 1,03 5
1 ЭД-529 180 0,05 0,2 20 1,08 1
※Мутагенное вещество (JP)
2) Бифункциональный тип реакции
НАИМЕНОВАНИЕ ПРОДУКТА
ADEKA GLYCIROL КОНСТРУКЦИЯ ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) СМЫВАЕМЫЙ ХЛОР
(%) ОБЩИЙ ХЛОР
(%) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ЭД-503
ЭД-503Г 165
135 0,5
0,05 6,5
0,3 25
15 1,08 1 ЭД-506 300 1,2 6,0 60 1,07 2 ЭД-523Т 140 0,05 5,0 15 1,09 1
SNUR вещества
3) Трифункциональные/не реакционные типы
НАИМЕНОВАНИЕ ПРОДУКТА
ADEKA GLYCIROL КОНСТРУКЦИЯ ЭПОКСИДНЫЙ ЭКВИВАЛ ENT
(г/эп) СМЫВАЕМЫЙ ХЛОР
(%) ОБЩИЙ ХЛОР
(%) ВЯЗКОСТЬ
(мПа・с/25℃) УДЕЛЬНЫЙ ВЕС
(при 25℃) ЦВЕТ
(G, макс. )
) ЭД-505 150 0,5 8,0 150 1,06 1 ЭД-508 Фенольные смолы с добавлением ПО — — — 26 1,06 1 ЭД-512Х Стиролфенольные смолы — — — 210 1,08 1
Эффективность разбавления
Давление паров
ADEKA HARDENER серии EH (отвердители для эпоксидных смол)
Список оценок
1 ) Модифицированный алифатический полиаминовый отвердитель
НАИМЕНОВАНИЕ ПРОДУКТА
ОТВЕРДИТЕЛЬ ADEKA ВЯЗКОСТЬ
(мПа・с/25℃) НА СТО СМОЛА
PHR(※1) ВРЕМЯ ГЕЛЕНИРОВАНИЯ
(мин. )
) Аминовое число
(мг КОН/г) АКТИВНЫЙ ВОДОРОД ЭКВИВАЛЕНТ
(г/экв) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EH-6019 1 200 40 20 430 80 Общего назначения, типа Манниха / Гражданское строительство и строительство EH-6024 500 40 20 370 80 Тип Манниха, для весны и осени, декоративность / Гражданское строительство, напольные покрытия EH-6028 500 40 60 360 80 Тип Манниха, летний, декоративный / Гражданское строительство, напольное покрытие ЭХ-479А 500 40 15 400 80 Тип Манниха, для зимы, декоративность / Гражданское строительство, полы ЭХ-451Н 400 40 10 420 78 Тип Манниха, для экстремально низких температур / Гражданское строительство и напольные покрытия EH-451K
(※2) 480 40 7 360 80 Быстросохнущие, для экстремальных холодов / Антикоррозийные покрытия для полов EH-6007
(※2) 380 20 35 950 39 Тип аддукта, высокая твердость, высокая термостойкость / различная адгезия
*1 Степень полимеризации на 100 г ADEKA RESIN EP-4100
*2 Вредное вещество
2) Высокоэффективный полиамидный аминовый отвердитель
НАИМЕНОВАНИЕ ПРОДУКТА
ОТВЕРДИТЕЛЬ ADEKA ВЯЗКОСТЬ
(мПа・с/25℃) НА СТО СМОЛА
PHR(※1) ВРЕМЯ ГЕЛЕНИРОВАНИЯ
(мин. )
) Аминовое число
(мг КОН/г) АКТИВНЫЙ ВОДОРОД ЭКВИВАЛЕНТ
(г/экв) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EH-4602(※2) 1 200 25 40 800 48 Термостойкая адгезионная способность, стойкость к растворителям / Различная адгезия, покрытия EH-2300 3000 40 80 440 80 Адгезия к влажным поверхностям / Строительные материалы, грунтовка, инъекции ЕН-3427А 1 600 80 20 240 155 Быстроотверждаемый при низкой температуре клей для влажных поверхностей, 75% сухого остатка / Строительные материалы, грунтовка EH-4024W 1000 130 40 200 250 Гибкость, низкотемпературное отверждение / Строительные материалы, армирование волокном
*1 Степень полимеризации на 100 г ADEKA RESIN EP-4100
*2 Вредное вещество
3) Кетиминовый отвердитель
НАИМЕНОВАНИЕ ПРОДУКТА
ОТВЕРДИТЕЛЬ ADEKA ВЯЗКОСТЬ
(мПа・с/25℃) НА СТО СМОЛА
PHR(※) Аминовое число
(мг КОН/г) АКТИВНЫЙ ВОДОРОД ЭКВИВАЛЕНТ
(г/экв) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EH-235R-2 20 50 290 95 Однокомпонентная стабильность / Покрытия, адгезия
* Скорость полимеризации на 100 см ADEKA RESIN EP-4100
4) Меркаптановые отвердители
НАИМЕНОВАНИЕ ПРОДУКТА
ADEKA HARDENER ВЯЗКОСТЬ
(мПа・с/25℃) НА СТО СМОЛА
PHR(※1) Время гелеобразования
(мин. ) (※2)
) (※2) Значение SH
(мэкв/г) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EH-317 700 60 7 6,9 Быстрое отверждение при низкой температуре / Покрытия, адгезия
*1 Степень полимеризации на 100 г ADEKA RESIN EP-4100
*2 10 отвердителя ADEKA EHC-30 б/у
5) Ускорители отверждения
НАИМЕНОВАНИЕ ПРОДУКТА
ОТВЕРДИТЕЛЬ ADEKA ВЯЗКОСТЬ
(мПа・с/25℃) НА СТО СМОЛА
PHR(※) Время гелеобразования
(мин.) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ EHC-30 250 2,5 7 Катализатор отверждения
* Скорость полимеризации на 100 см ADEKA RESIN EP-4100
НОВОЕ ПАЛЬТО ADEKA UC Series
Список оценок
Жесткая уретановая смола на водной основе
НАИМЕНОВАНИЕ ПРОДУКТА
НОВОЕ ПАЛЬТО Внешний вид ВЯЗКОСТЬ
(мПа・с/25℃) Содержание твердых веществ
(%) ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ УЦА-726-1 Состояние полупрозрачной белой готовой жидкости 120 55 Полиоловая эмульсия, модифицированная эпоксидной смолой / Химически стойкий пол, нескользкое напольное покрытие УКБ-937 Готовая жидкость коричневого цвета 60 100 Полиоловая эмульсия, модифицированная эпоксидной смолой / Химически стойкий пол, нескользкое напольное покрытие
Армирование эпоксидных композитов с графит-графеновыми структурами
Армирование эпоксидных композитов с графит-графеновыми структурами
Скачать PDF
Скачать PDF
- Статья
- Открытый доступ
- Опубликовано:
- Мостовой А.С. 1 и
- Яковлев А.В. 1
Научные отчеты том 9 , Номер статьи: 16246 (2019)
Процитировать эту статью
4912 доступов
20 цитирований
2 Альтметрика
Сведения о показателях
Предметы
- Химическая технология
- Композиты
- Графен
- Механические свойства
Abstract
В результате исследований доказана возможность направленного управления эксплуатационными свойствами эпоксидных композитов за счет использования малых добавок терморасширенных графито-графеновых структур. Подобрано рациональное содержание структурирующей добавки в составе эпоксидного композита (0,05 мас.ч.), обеспечивающее повышение исследуемого комплекса физико-механических свойств. Установлено влияние терморасширенного графита на процесс структурообразования эпоксидного композита. Добавление терморасширенного графита повышает термическую, огне- и теплостойкость, а также коэффициент теплопроводности эпоксидного композита.
Подобрано рациональное содержание структурирующей добавки в составе эпоксидного композита (0,05 мас.ч.), обеспечивающее повышение исследуемого комплекса физико-механических свойств. Установлено влияние терморасширенного графита на процесс структурообразования эпоксидного композита. Добавление терморасширенного графита повышает термическую, огне- и теплостойкость, а также коэффициент теплопроводности эпоксидного композита.
Введение
В настоящее время в промышленности широко применяются полимерные композиционные материалы, сочетающие в себе уникальные свойства, высокие деформационные и прочностные характеристики и при этом малый удельный вес 1,2,3 . Наиболее распространенным типом связующего в промышленности являются различные эпоксидные олигомеры. Самой главной проблемой является хрупкость данного вида материала, поэтому существуют различные модификации системы 2,3 . Использование пластификаторов и наполнителей обеспечивает необходимые эксплуатационные характеристики композиционных материалов. Добавление пластификаторов обеспечивает эластичность полимерных материалов и изменяет их температуру стеклования 4 . Добавление наполнителей позволяет повысить механические и физико-химические характеристики композитов 1,2,3,4,5,6,7 . Для придания полимерным композиционным материалам и изделиям из них лучших эксплуатационных характеристик применяют различные модифицирующие добавки и наполнители 1,2,3,4,5 . Широко распространены минеральные мелкодисперсные наполнители типа талька, базальта, хромита, однако ожидаемый полезный эффект зачастую превышает фактически наблюдаемый на практике, что связано с низкой адгезией минеральных материалов к полимерным матрицам и их склонностью к агломерации. . В качестве нанонаполнителей широко используются различные виды углеродных нанотрубок, фуллерены, графены, астралены, технические угли, а также диоксид титана и кремния, алмазная шихта, белая сажа и др. 8,9,10,11,12,13,14 . Благодаря высокой удельной поверхности, термической стабильности и отличным механическим характеристикам углеродные материалы (оксиды графита и графена, нанотрубки, нановолокна) перспективны для широкого применения в легких полимерных композитах, обеспечивая им повышенные эксплуатационные характеристики 14,15,16,17 ,18,19,20,21 .
Добавление пластификаторов обеспечивает эластичность полимерных материалов и изменяет их температуру стеклования 4 . Добавление наполнителей позволяет повысить механические и физико-химические характеристики композитов 1,2,3,4,5,6,7 . Для придания полимерным композиционным материалам и изделиям из них лучших эксплуатационных характеристик применяют различные модифицирующие добавки и наполнители 1,2,3,4,5 . Широко распространены минеральные мелкодисперсные наполнители типа талька, базальта, хромита, однако ожидаемый полезный эффект зачастую превышает фактически наблюдаемый на практике, что связано с низкой адгезией минеральных материалов к полимерным матрицам и их склонностью к агломерации. . В качестве нанонаполнителей широко используются различные виды углеродных нанотрубок, фуллерены, графены, астралены, технические угли, а также диоксид титана и кремния, алмазная шихта, белая сажа и др. 8,9,10,11,12,13,14 . Благодаря высокой удельной поверхности, термической стабильности и отличным механическим характеристикам углеродные материалы (оксиды графита и графена, нанотрубки, нановолокна) перспективны для широкого применения в легких полимерных композитах, обеспечивая им повышенные эксплуатационные характеристики 14,15,16,17 ,18,19,20,21 . Несмотря на огромное количество работ, посвященных изучению влияния различных модифицирующих систем (в том числе углеродных), до сих пор остаются недостаточно изученными вопросы, связанные с влиянием модификаторов на процессы структурообразования, структуру и эксплуатационные характеристики полимерных композиционных материалов, что и предопределяет направление исследования данной работы.
Несмотря на огромное количество работ, посвященных изучению влияния различных модифицирующих систем (в том числе углеродных), до сих пор остаются недостаточно изученными вопросы, связанные с влиянием модификаторов на процессы структурообразования, структуру и эксплуатационные характеристики полимерных композиционных материалов, что и предопределяет направление исследования данной работы.
Основной целью исследования является повышение физико-химических и механических свойств эпоксидных композитов с использованием терморасширенного графита, полученного термическим расслоением порошка электрохимически окисленного графита.
Материалы и методы исследований
Составы разработаны на основе эпоксидной смолы ЭД — 20 (ГОСТ 10587-93) в связи с низкой вязкостью, узким пределом содержания эпоксидных групп, стабильностью физико-химических характеристики. В качестве отвердителя эпоксидного олигомера использовали отвердитель аминного типа — полиэтиленполиамин (ПЭПА) (ТУ 6-02-594-85), способный формировать трехмерную сетчатую структуру без нагрева.
Для пластификации эпоксидных композитов в работе использовали олиго(резорцинофенилфосфат) с концевыми фенильными группами (ORPP) чистотой: 99% производства ICL Industrial Products America Inc. (США). Его химическая формула показана на дополнительном рисунке S1.
ОРПП – олигомерный безгалогенный пластификатор с антипиреновыми свойствами. Выбор ОРПП обусловлен наличием ингибитора горения – фосфора (10,7%). При термическом разложении композита присутствие фосфора обеспечивает увеличение выхода науглероженных структур, являющихся физическим барьером для взаимодиффузии окислителя и горючих газов в зону горения, что в целом снижает горючесть. из эпоксидного композита 22 .
Соотношение эпоксидного олигомера, пластификатора и отвердителя предварительно установлено экспериментально: 100 массовых частей ЭД-20, 40 массовых частей ОРПП и 15 массовых частей ПЭПА 22 .
В качестве структурирующей добавки использован терморасширенный графит, полученный термическим расслоением электрохимически окисленного и гидролизованного графита. Электрохимически окисленный графит (ОГ) получали электрохимическим окислением природного дисперсного графита с размером частиц <160 мкм в 58% HNO 3 в гальваностатическом режиме при токе I = 100 мА/г графита, емкостью Q = 400 мА ч/г 23 . На следующем этапе проводили гидролиз синтезированного нитрата графита: реакционную смесь быстро разбавляли холодной дистиллированной водой (t = 15–18 °C) при перемешивании. Образцы выдерживали в воде 15 минут. После разбавления твердую фазу фильтровали на воронке Бюхнера и промывали холодной дистиллированной водой до рН = 5–7 для промывных вод. Удельный расход воды на гидролиз нитрата графита составил 100 мл, а на промывку полученного окисленного графита использовали 500 мл H 2 O на 1 г продукта. Сушку гидролизата нитрата графита до постоянной массы проводили в сушильном шкафу при температуре 105 ± 2 °С. Размер частиц твердой фазы в водной суспензии находится в пределах 10 2 –10 6 нм, доля выхлопных газов размерностью 10 2 –10 3 нм во взвеси составляет 5–10%.
Электрохимически окисленный графит (ОГ) получали электрохимическим окислением природного дисперсного графита с размером частиц <160 мкм в 58% HNO 3 в гальваностатическом режиме при токе I = 100 мА/г графита, емкостью Q = 400 мА ч/г 23 . На следующем этапе проводили гидролиз синтезированного нитрата графита: реакционную смесь быстро разбавляли холодной дистиллированной водой (t = 15–18 °C) при перемешивании. Образцы выдерживали в воде 15 минут. После разбавления твердую фазу фильтровали на воронке Бюхнера и промывали холодной дистиллированной водой до рН = 5–7 для промывных вод. Удельный расход воды на гидролиз нитрата графита составил 100 мл, а на промывку полученного окисленного графита использовали 500 мл H 2 O на 1 г продукта. Сушку гидролизата нитрата графита до постоянной массы проводили в сушильном шкафу при температуре 105 ± 2 °С. Размер частиц твердой фазы в водной суспензии находится в пределах 10 2 –10 6 нм, доля выхлопных газов размерностью 10 2 –10 3 нм во взвеси составляет 5–10%. Массовую фракцию ОГ отделяют от основной фракции ОГ декантацией. Термическое восстановление и эксфолиацию окисленного графита проводили в статических условиях в течение 5 с при 250 °С в СНОЛ – 1.6.2.5.1/9– муфельная печь И4. Схема общей стратегии синтеза ТЭГ была показана на дополнительном рисунке S2a.
Массовую фракцию ОГ отделяют от основной фракции ОГ декантацией. Термическое восстановление и эксфолиацию окисленного графита проводили в статических условиях в течение 5 с при 250 °С в СНОЛ – 1.6.2.5.1/9– муфельная печь И4. Схема общей стратегии синтеза ТЭГ была показана на дополнительном рисунке S2a.
В пластифицированную эпоксидную композицию в качестве модифицирующего агента добавляли ТЭГ (0,01–1,0 мас.ч.). Для повышения равномерности распределения и сдерживания агрегации частиц ТРГ, а также активации его поверхности и связующего применялась ультразвуковая обработка композиции. Параметры ультразвукового воздействия: частота −22 ± 2 кГц, мощность – 400 Вт, продолжительность – 60 минут 4 . Смесь дегазировали при 25 ±5 °C в течение 30 мин под вакуумом перед отверждением. Процесс приготовления композитов ТЭГ / эпоксидной смолы показан на дополнительном рисунке S2b.
Исследования проводились следующими методами:
определение напряжения изгиба и модуля изгиба [ISO 178: 2010],
определение прочности и модуля упругости при растяжении [ISO 527-2: 2012];
определение прочности на сжатие [ISO 604: 2002];
определение ударной вязкости [ISO 179-1: 2010];
определение твердости по Бринеллю [ISO 2039-1: 2001];
определение термостойкости по Вика [ISO 306: 2004];
изменение массы, скорость изменения массы и величину теплового воздействия при нагреве образцов изучали методом термогравиметрического анализа с помощью дериватора системы «Паулик – Паулик – Эрдей» МОМ марки Q -1500Д в условиях эксперимента: масса — 100 мг, среда — воздух, интервал нагрева — до 800 °С, скорость нагрева — 10 °С/мин, относительная погрешность не превышает 1%;
исследование морфологии поверхности образцов проводили с помощью сканирующего электронного микроскопа Tescan VEGA 3 SBH;
определение теплопроводности и термического сопротивления проводили на приборе ИТП-МГ4 «100» [ИСО 22007-2: 2015];
ИК-Фурье-спектроскопию частиц ТЭГ проводили на приборе Shimadzu IRTracer-100;
Рентгенофазовый анализ выполнен на рентгеновском дифрактометре ARL X’TRA;
Определение кинетики отверждения эпоксидной композиции проводили по методике, описанной в 24 .
Экспериментальные результаты и их обсуждение
По данным сканирующей электронной микроскопии графит при термическом расширении превращается в червеобразную структуру с увеличенным межслоевым расстоянием и высокоактивной, разветвленной, неровной поверхностью, рис. 1а.
Рисунок 1 РЭМ частиц ТЭГ.
Увеличить
Частицы ТРГ имеют нанослоистую структуру, толщина пакетов слоев около 100 нм, рис. 1б, что позволяет говорить об образовании частиц многослойного оксида графена. Тонкие листочки ТРГ образуют сложную открытоячеистую микроструктуру с размером пор 1–10 мкм. В поперечном сечении поры имеют полигональную изометричную или слабовытянутую форму, рис. 1в,г.
Серия сигналов на ИК-спектрах подтверждает наличие формы окисленного графена. Это присутствие гидроксильных групп между графеновыми слоями представляет собой полосу между 2800 см -1 и 3400 см -1 , рис. 2. Пик на 1627 см -1 обусловлен присутствием sp 2 -гибридизация C=C в структуре графена. Пик при ~2300 см -1 соответствует пику молекул СО 2 , поглощенных ТЭГ. Полоса между 1106 см -1 и 1005 см -1 соответствует C-O-C (эпоксидная группа). Полоса при 1384 см -1 представляет собой деформационное колебание карбоксильной группы.
2. Пик на 1627 см -1 обусловлен присутствием sp 2 -гибридизация C=C в структуре графена. Пик при ~2300 см -1 соответствует пику молекул СО 2 , поглощенных ТЭГ. Полоса между 1106 см -1 и 1005 см -1 соответствует C-O-C (эпоксидная группа). Полоса при 1384 см -1 представляет собой деформационное колебание карбоксильной группы.
Рисунок 2 ИК-Фурье-спектроскопия ТЭГ.
Увеличить
Фракционный состав ТРГ характеризуется бимодальным распределением частиц и представлен частицами от 1 до 400 мкм, с преобладающим количеством частиц размерами 15-20 мкм и 140-160 мкм, Рис. 3а.
Рисунок 3 Фракционный состав частиц ТЭГ: ( a ) – без ультразвукового диспергирования ( b ) – после ультразвукового диспергирования.
Увеличить
Попытка использовать ТРГ с размером частиц более 100 мкм в качестве армирующего наполнителя приведет к обратному эффекту – снижению показателей физико-механических свойств. Поэтому на втором этапе для получения суспензии графеновых частиц был использован метод жидкофазной сепарации графита в среде пластификатора ТКФП. Диспергирование осуществлялось с помощью ультразвукового диспергатора УЗДН-2Т с мощностью излучателя 400 Вт и частотой 22 кГц. Такое комбинированное механохимическое воздействие приводило к дополнительному расслаиванию и дроблению частиц с большим латеральным размером.
Поэтому на втором этапе для получения суспензии графеновых частиц был использован метод жидкофазной сепарации графита в среде пластификатора ТКФП. Диспергирование осуществлялось с помощью ультразвукового диспергатора УЗДН-2Т с мощностью излучателя 400 Вт и частотой 22 кГц. Такое комбинированное механохимическое воздействие приводило к дополнительному расслаиванию и дроблению частиц с большим латеральным размером.
Фракционный состав ТРГ после УЗ диспергирования характеризуется мономодальным распределением частиц и представлен частицами от 0,2 до 70 мкм с преобладанием частиц размером 10–30 мкм, рис. 3б.
Таким образом, анализ состава ТРГ показал, что его можно использовать в качестве структурирующей добавки для эпоксидных композиций, что должно обеспечивать повышение их эксплуатационных свойств.
В качестве полимерной матрицы использовали ранее разработанный состав, состоящий из 100 массовых частей эпоксидной смолы ЭД-20, 40 массовых частей ОРПП и 15 массовых частей отвердителя – ПЭПА. ОРПП выполняет одновременно функции пластификатора и антипирена. Напряжение при изгибе удваивается, а ударная вязкость увеличивается в 2 раза, а индекс воспламеняемости — кислородный индекс (КИ) — увеличивается с 19до 28% по объему, что позволяет материалу стать огнестойким 22 .
ОРПП выполняет одновременно функции пластификатора и антипирена. Напряжение при изгибе удваивается, а ударная вязкость увеличивается в 2 раза, а индекс воспламеняемости — кислородный индекс (КИ) — увеличивается с 19до 28% по объему, что позволяет материалу стать огнестойким 22 .
ТЭГ добавляли в эпоксидную композицию в количестве 0,01–1,0 массовых частей.
Проведенные исследования показали, что наиболее рациональное содержание ТЭГ как структурирующей добавки, обеспечивающей максимальные значения физико-механических свойств, составляет 0,05 массовых частей, рис. 4–6, при этом предел прочности при изгибе увеличивается на 48 %. а модуль упругости при изгибе увеличивается на 41%, прочность на сжатие увеличивается на 20%, прочность на растяжение увеличивается на 207% и модуль упругости при растяжении увеличивается на 24%, ударная вязкость увеличивается на 300%.
Рис. 4 Зависимость напряжения разрушения при изгибе (1) и модуля упругости при изгибе (2) эпоксидного композита от содержания ТРГ в композиции.
Увеличить
Рис. 5 Зависимость предела прочности при растяжении (1) и модуля упругости при растяжении (2) эпоксидного композита от содержания ТРГ в композиции.
Увеличить
Рис. 6 Зависимость прочности на сжатие (1) и ударной вязкости (2) эпоксидного композита от содержания ТРГ в составе.
Изображение полного размера
Фрактография разрушения образцов эпоксидного композита без ТЭГ, рис. 7а, характеризуется достаточно гладкой поверхностью излома, что свидетельствует о низкой способности к трещиностойкости. Добавление ТРГ в эпоксидную композицию влияет на морфологию матрицы — появляются слоистые структуры, образованные частицами ТРГ, рис. 7б. Помимо хрупкого разрушения с образованием многочисленных чешуек, в эпоксидном композите присутствуют локальные участки, свидетельствующие о течении материала в процессе его разрушения. При этом в некоторых местах пластической деструкции наблюдаются выраженные волокнистые структуры, образующиеся в результате интенсивного вытягивания полимерной матрицы, рис. 7в. Повышение пластичности эпоксидного композита можно объяснить, если рассматривать ТРГ как твердофазный отвердитель 25 . В этом случае в области границы ТРГ и эпоксидной композиции образуется меньшее количество (по сравнению с объемом композиции) поперечных связей, а, следовательно, эта область будет иметь большую подвижность.
7в. Повышение пластичности эпоксидного композита можно объяснить, если рассматривать ТРГ как твердофазный отвердитель 25 . В этом случае в области границы ТРГ и эпоксидной композиции образуется меньшее количество (по сравнению с объемом композиции) поперечных связей, а, следовательно, эта область будет иметь большую подвижность.
Рисунок 7 РЭМ поверхности разрушения эпоксидных композитов.
Увеличить
При оценке влияния модифицирующей добавки на сетчатые полимеры необходимо учитывать, что процесс отверждения происходит при наличии развитой поверхности твердого материала (ТЭГ), которая может влиять кинетические характеристики реакции полимеризации при отверждении, а также формирование фазовой структуры материала. Велика также роль адсорбционного взаимодействия компонентов олигомерной композиции с твердой поверхностью ТРГ9.0417 24 .
Исследование кинетики отверждения эпоксидных композиций, рис. 8, показало ингибирующее действие ТЭГ на процессы структурообразования эпоксидного композита, что проявляется в увеличении продолжительности процессов гелеобразования с 25 до 31 –33 мин и отверждение от 35 до 45–47 минут, Таблица 1.
Рисунок 8 Кинетические кривые процесса отверждения составов, мас.ч.: 1 – 100ЭД-20 + 40ОРПП + 15ПЭПА; 2 – 100ЭД-20 + 40ОРПП + 0,05ТЭГ + 15ПЭПА; 3 – 100ЭД-20 + 40ОРПП + 1,0ТЭГ + 15ПЭПА.
Изображение полного размера
Таблица 1 Значения процесса отверждения эпоксидных композитов. Полная таблица
На рис. 9 представлены данные термогравиметрического анализа ненаполненного композита и композитов с добавкой ТЭГ. Эпоксидные композиты, содержащие ТРГ, характеризуются лучшей термостойкостью в интервале температур 100–600 °С по сравнению с ненаполненными композитами, Таблица 2.
Рисунок 9 Данные термогравиметрического анализа образцов: 1 – 100ЭД-20 + 40ОРПП + 15ПЭПА; 2 – 100ЭД-20 + 40ОРПП + 0,05ТЭГ + 15 ПЭПА; 3 – 100ЭД-20 + 40ОРПП + 1,0ТЭГ + 15 ПЭПА.
Таблица 2 Данные термогравиметрического анализа эпоксидных композитов.
Полноразмерная таблица
Введение небольших количеств ТЭГ в эпоксидный композит обеспечивает повышение жаростойкости по Вика со 132 до 165–182 °С, табл. 3. Кроме того, введение ТЭГ в состав эпоксидного композита эпоксидный композит обеспечивает его повышенную огнестойкость, что проявляется в снижении потери массы при воспламенении на воздухе с 4,7 до 2,8 % и повышении показателя воспламеняемости — кислородного индекса с 28 до 33 % по объему. Разработанные составы, модифицированные ТЭГ, не поддерживают горение на воздухе и относятся к классу трудновоспламеняемых материалов, табл. 3.
Таблица 3 Физико-химические свойства эпоксидных композитов. Полноразмерная таблица
Теплопроводность соединений, используемых в электрическом и электронном оборудовании, является важной характеристикой. В большинстве случаев эпоксидные смолы имеют относительно низкую теплопроводность ~0,1 Вт/м·К. Следовательно, при локальном нагреве эпоксидные материалы работают как теплоизоляция, что требует использования компонентов с более высокой теплостойкостью или применения специальные радиаторы для отвода тепла, иначе это может привести к перегреву и термическому разложению композита 16 .
Введение даже небольших количеств ТЭГ в состав эпоксидного композита повышает коэффициент теплопроводности в 2,6–4,2 раза, при этом снижается термическое сопротивление, рис. теплопроводность и термостойкость эпоксидных композиций.
Увеличить
Заключение
В результате проведенных исследований установлена возможность направленного регулирования эксплуатационных свойств эпоксидных композиций при введении в состав малых добавок ТЭГ, обеспечивающих создание высокоэффективных эпоксидных композиций, было доказано.
Подобрано рациональное содержание ТЭГ в качестве структурирующей добавки в составе эпоксидного композита (0,05 массовых частей), обеспечивающей повышение исследуемого комплекса физико-механических свойств. Установлено влияние терморасширенного графита на процесс структурообразования эпоксидного композита. Добавление терморасширенного графита повышает термическую, огне- и теплостойкость, а также коэффициент теплопроводности эпоксидного композита. Разработанные составы, модифицированные ТЭГ, не поддерживают горение на воздухе и относятся к классу трудновоспламеняющихся материалов.
Разработанные составы, модифицированные ТЭГ, не поддерживают горение на воздухе и относятся к классу трудновоспламеняющихся материалов.
Ссылки
Бурмистров И. и др. . Механические и электрические свойства композитов этилен-1-октена и полипропилена, наполненных углеродными нанотрубками. Композ. науч. Технол. 147 , 71–77 (2017).
КАС
Статья
Google ученый
Амирбейги Х., Хосрави Х. и Тохидлоу Э. Усиливающие эффекты графена, функционализированного аминосиланом, на трибологические и механические свойства эпоксидных нанокомпозитов. J. Appl. Полим. науч. 136 , 47410 (2019).
Артикул
Google ученый
Радоман Т. С. и др. . Улучшение свойств эпоксидной смолы за счет введения наночастиц TiO 2 в поверхность, модифицированную эфирами галловой кислоты. Матер. Дес. 62 , 158–167 (2014).
Матер. Дес. 62 , 158–167 (2014).
КАС
Статья
Google ученый
Мостовой А. С., Яковлев Е. А., Бурмистров И. Н., Панова Л. Г. Использование модифицированных наночастиц полититаната калия и физические методы модификации эпоксидных композиций для улучшения их эксплуатационных свойств. рус. Дж. Заявл. хим. 88 , 129–137 (2015).
КАС
Статья
Google ученый
Ху, Дж. Х. и др. . Огнестойкие, механические свойства и кинетика отверждения эпоксидных смол на основе ДОФО. Полим. Деград. Удар. 109 , 218–225 (2014).
КАС
Статья
Google ученый
Мукбаниани, О. и др. . Влияние модификации бентонита тетраэтоксисиланом на свойства композитов на основе эпоксидной смолы. Оксид. коммун. 33 , 555–560 (2010).
коммун. 33 , 555–560 (2010).
КАС
Google ученый
Мостовой А.С., Кадыкова Ю.А., Бекешев А.З., Тастанова Л.К. Эпоксидные композиты, модифицированные микроволокнами полититанатов калия. J. Appl. Полим. науч. 135 , 46651 (2018).
Артикул
Google ученый
Вахеди, Х. и Пасбахш, П. Инструментальные ударные свойства и поведение при разрушении нанокомпозитов эпоксидной смолы/модифицированного галлуазита. Полим. Тест. 39 , 101–114 (2014).
КАС
Статья
Google ученый
Сюгаев А.В., Маратканова А.Н., Шаков А.А., Нелюбов А.В., Ломаева С.Ф. Модификация поверхности частиц железа полистиролом и поверхностно-активными веществами в условиях высокоэнергетического шарового измельчения. Прибой. Пальто. Технол. 236 , 429–437 (2013).
Технол. 236 , 429–437 (2013).
КАС
Статья
Google ученый
Вонг, Т-Т и др. . Влияние силанового поверхностно-активного вещества на нано-ZnO и реологические свойства нано-ZnO/эпоксидной смолы на УФ-поглощающую способность композита нано-ZnO/эпоксидная смола/микрон-HGF. Composites Part B. 90 , 378–385 (2016).
КАС
Статья
Google ученый
Хуанг М.-Х. и др. . Самотрансформация сверхмалых нанокластеров золота в нанокристаллы золота в направлении ускоренного катализа фотовосстановления. Хим. коммун. 55 , 10591–10594 (2019).
КАС
Статья
Google ученый
Чжан, Дж. и Сяо, Ф.-С. Модуляция межфазного переноса заряда путем самосборки однослойных одномерных полупроводников, обернутых графеном, в направлении фотоокислительно-восстановительного катализа. Дж. Матер. хим. А. 5 , 23681–23693 (2017).
Дж. Матер. хим. А. 5 , 23681–23693 (2017).
КАС
Статья
Google ученый
Хань К., Чжан Н. и Сюй Ю.-Дж. Структурное разнообразие графеновых материалов и их разнообразная роль в гетерогенном фотокатализе. Нано сегодня. 11 , 351–372 (2016).
КАС
Статья
Google ученый
Чжан, Н. и др. . Вальс с универсальной платформой графена для синтеза композитных фотокатализаторов. Хим. Ред. 115 , 10307–10377 (2015).
КАС
Статья
Google ученый
Wang, X., Song, L., Pornwannchai, W., Hu, Y. & Kandola, B. Composites Part A. 53 , 88–96 (2013).
КАС
Статья
Google ученый
Харитонов А. П. и др. . Армирование композитов на основе эпоксидной смолы бисфенола-Ф фторированными углеродными нанотрубками. Композиты Наука и техника. Композиции науч. Технол. 134 , 161–167 (2016).
П. и др. . Армирование композитов на основе эпоксидной смолы бисфенола-Ф фторированными углеродными нанотрубками. Композиты Наука и техника. Композиции науч. Технол. 134 , 161–167 (2016).
КАС
Статья
Google ученый
Букетов АВ. и др. . Ударная вязкость нанокомпозитных материалов, наполненных частицами фуллерена С60. Композиты: механика, расчеты, приложения. 9 , 141–161 (2018).
Google ученый
Li, S., Yang, Z., Xu, J. & Xie, J. Гибриды монтмориллонита и оксида графена и композит монтмориллонита и оксида графена/эпоксидной смолы: синтез, характеристика и свойства. Полим. Композиции 39 , E2084–E2095 (2018).
КАС
Статья
Google ученый
Эдвардс, Р. С. и Коулман, К. С. Синтез графена: связь с приложениями. Наношкала. 5 , 38–51 (2013).
С. Синтез графена: связь с приложениями. Наношкала. 5 , 38–51 (2013).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google ученый
Авурис П. и Димитракопулос К. Графен: синтез и применение. Матер. Сегодня. 15 , 86–97 (2012).
КАС
Статья
Google ученый
Горбани М., Абдизаде Х. и Голобостанфард М. Р. Восстановление оксида графена модифицированным гидротермическим методом. Procedia Материаловедение. 11 , 326–330 (2015).
КАС
Статья
Google ученый
Мостовой А.С., Нуртазин А.С., Кадыкова Ю.А., Бекешев А.З. Высокоэффективные пластификаторы-антипирены для эпоксидных полимеров. Неорганические материалы: прикладные исследования. 10 , 1135–1139 (2019).
Артикул
Google ученый
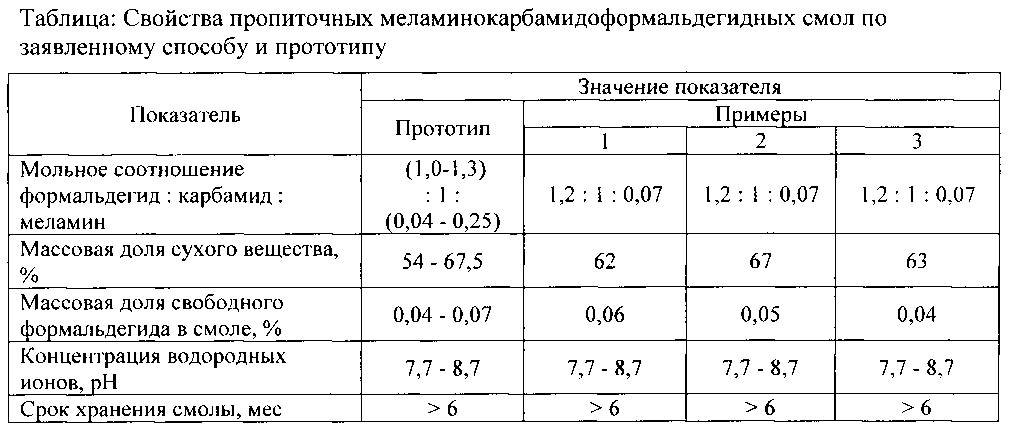 «>
«> Яковлев А. В., Забудьков С. Л., Яковлева Е. В., Финаенов А. И. Исследование возможности анодного окисления суспензий, образованных дисперсным графитом и азотной кислотой. рус. Дж. Заявл. хим. 79 , 16:00–16:04 (2006).
КАС
Статья
Google ученый
Мостовой А. С., Нуртазин А. С., Бурмистров И. Н., Кадыкова Ю. А. Влияние мелкодисперсного хромита на физико-химические и механические свойства модифицированных эпоксидных композитов. рус. Дж. Заявл. хим. 91 , 1758–1766 (2018).
КАС
Статья
Google ученый
Каблов Е.Н., Кондрашов С.В., Юрков Г.Ю. Перспективы использования углеродсодержащих наночастиц в связующих для полимерных композитов. Российские нанотехнологии. 8 , 24–42 (2012).
Google ученый
Скачать ссылки
Благодарности
Работа выполнена при финансовой поддержке РФФИ в соответствии с проектом № 18-29-19048.
Информация о авторе
Авторы и принадлежности
Юрий Гагарин Государственный университет Саратов, Политехникская ул. Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Академия
- Яковлев А.В.
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar
Contributions
Яковлев А.В. синтезированы терморасширенные графито-графеновые структуры и исследованы их свойства. Мостовой А.С. разработаны композиции эпоксидных композитов, модифицированных терморасширенными графито-графеновыми структурами, и проведены исследования их физико-химических и механических характеристик. В обсуждении результатов и написании текста статьи участвовали все авторы.
Авторы переписки
Переписка с
А. С. Мостовой или А. В. Яковлев.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация
Дополнительные рис. S1 и S2
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете соответствующую ссылку на первоначальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons для статьи, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Влияние наночешуек модифицированного графита на отверждение, механические и диэлектрические свойства нанокомпозитов нитрилового каучука
- Э. М. Садек
- С. М. Ахмед
- Н. А. Мансур
Бюллетень полимеров (2022)
Влияние ориентации трещины на распространение трещин в графеновых нанопластинках, армированных углеродным волокном, эпоксидных композитов с использованием цифровой корреляции изображений
- Толга Топкая
Волокна и полимеры (2021)
Усиливающие эффекты h-BN, функционализированного аминосиланом, на физико-химические и механические свойства эпоксидных нанокомпозитов
- Мостовой А.
 С.
С. - Викулова М.А.
- М. И. Лопухова
Научные отчеты (2020)
Особенности формирования структуры и свойств полиамида-6 при полимеризации in situ с окисленным графитом
- Дмитрий Леонов
- Татьяна Устинова
- Марина Лопухова
Журнал исследований полимеров (2020)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Скачать PDF
Тестирование эпоксидной смолы для определения физических свойств
Майк Барнард В этой статье я опишу наши стандарты для тестирования эпоксидной смолы и то, как мы проводим тестирование эпоксидной смолы для определения ее эксплуатационных характеристик и физических свойств после отверждения.
Стандарты тестирования эпоксидной смолы Это стандарты, которым мы следуем независимо от того, какую эпоксидную смолу мы характеризуем.
Двухнедельное отверждение при комнатной температуре После правильного дозирования и тщательного перемешивания эпоксидная смола будет продолжать отверждаться после затвердевания до тех пор, пока все амины не соединится. За годы испытаний эпоксидной смолы мы обнаружили, что две недели отверждения при комнатной температуре, которую мы определяем как 72°F (22°C), являются хорошим показателем ее полной прочности.
Тестирование чистой эпоксидной смолы Мы проводим наши тесты на чистых эпоксидных смесях. То есть к смоле и отвердителю ничего не добавляется, потому что волокна или наполнитель могут влиять на многие физические свойства.
Без доотверждения Охлаждение эпоксидной смолы при комнатной температуре с последующим отверждением при повышенной температуре называется доотверждением. В некоторых случаях это улучшит физические свойства. Эпоксидные смолы WEST SYSTEM® достигают полных свойств при комнатной температуре, поэтому нет необходимости в доотверждении для испытаний.
Сообщаются только средние значения Для получения данных, которые мы публикуем, мы проводим один и тот же тест несколько раз, получая средние значения результатов. Мы не публикуем самые высокие достижения, которых достигли. Мы округляем наши средние значения до ближайшей единицы, основываясь на используемых значащих цифрах.
Соблюдаются стандартные испытания ASTM Американское общество по испытанию материалов было основано в 1898 году и теперь известно как ASTM International. Эта некоммерческая организация состоит из более чем 30 000 членов в 135 странах. Написав и обновив более 12 000 тестовых стандартов, они признаны одной из крупнейших в мире добровольных организаций по разработке стандартов. Научные стандарты, которые они пишут и поддерживают, относятся к материалам, продуктам, системам и услугам. Мы не только придерживаемся стандартов ASTM, но у нас также есть несколько сотрудников, которые являются членами и помогают поддерживать и писать стандарты ASTM.
Характеристики обработки эпоксидной смолы Соотношение смешивания Соотношение смешивания имеет решающее значение для правильного отверждения. Эпоксидная смола с сильно разбавленным соотношением может вообще не застыть. В отличие от систем с каталитическими смолами, вы не можете добавить больше отвердителя, чтобы ускорить отверждение эпоксидной смолы. Если добавить слишком много или слишком мало отвердителя, вполне возможно, что эпоксидная смола не застынет должным образом. Этот процесс можно упростить, используя наш комплект мини-насосов 300. Эти насосы откалиброваны для дозирования при правильном соотношении эпоксидной смолы и отвердителя из расчета 1 насос смолы на 1 насос отвердителя (даже несмотря на то, что соотношение смолы и отвердителя по-прежнему составляет 3:1 или 5:1).
Если добавить слишком много или слишком мало отвердителя, вполне возможно, что эпоксидная смола не застынет должным образом. Этот процесс можно упростить, используя наш комплект мини-насосов 300. Эти насосы откалиброваны для дозирования при правильном соотношении эпоксидной смолы и отвердителя из расчета 1 насос смолы на 1 насос отвердителя (даже несмотря на то, что соотношение смолы и отвердителя по-прежнему составляет 3:1 или 5:1).
Вязкость смеси Чтобы пропитать ткань, вязкость эпоксидной смолы должна быть достаточно низкой, чтобы течь через слои ткани. Однако, если вязкость слишком низкая, эпоксидная смола не останется в ткани. Для большинства тканей плотностью вязкость от 300 до 5000 сантипуаз (сП) обеспечивает насыщение ткани без стекания.
Шпиндель ротационного вискозиметра подвешен в стакане из эпоксидной смолы.
Вязкость является мерой сопротивления жидкости сдвиговым нагрузкам. Его также можно определить как внутренние силы, препятствующие течению жидкости. Чем выше его вязкость, тем медленнее он будет течь из одной области в другую. Вода имеет вязкость около 1 сП, кетчуп имеет вязкость около 75 000 сП, а арахисовое масло имеет вязкость около 250 000 сП. Почти все жидкости становятся менее вязкими (с меньшей вязкостью легче текут) при более высоких температурах. Эпоксидка не исключение.
Чем выше его вязкость, тем медленнее он будет течь из одной области в другую. Вода имеет вязкость около 1 сП, кетчуп имеет вязкость около 75 000 сП, а арахисовое масло имеет вязкость около 250 000 сП. Почти все жидкости становятся менее вязкими (с меньшей вязкостью легче текут) при более высоких температурах. Эпоксидка не исключение.
Мы используем ротационный вискозиметр для измерения вязкости. Шпиндель вращается в эпоксидной смоле для измерения ее сопротивления. Более густая жидкость оказывает большее сопротивление шпинделю, что указывает на более высокую вязкость.
Влияние вязкости на смачивание ткани сохраняется и за обеденным столом. Если вы прольете напиток на джинсы, ваша нога промокнет почти мгновенно. Но капните немного арахисового масла на джинсы, и оно может никогда не добраться до ваших ног. Это связано с разницей в вязкости.
Жизнеспособность Мало что может раздражать больше, чем когда ваш горшок с эпоксидной смолой затвердевает раньше, чем должен.
Жизнеспособность определяется как время, в течение которого вы должны работать со 100 граммами (3,8 унции) эпоксидной смолы в небольшом контейнере при комнатной температуре (72°F). Отсчет времени начинается, когда вы начинаете смешивать, и заканчивается, когда материал превращается в гель. Это соотношение зависит от отвердителя, температуры, объема эпоксидной смолы и размера контейнера. Чтобы продлить это время, смешивайте меньшие порции или после смешивания перелейте эпоксидную смолу в большую емкость, чтобы рассеять выделяющееся тепло.
Удельный вес Этот номер помогает определить вес вашего проекта. Удельный вес – это отношение плотности (масса, деленная на объем) к плотности воды. Мы проводим эти испытания при комнатной температуре, чтобы плотность объекта была сравнима с удельным весом.
Проверка физических свойств отвержденной эпоксидной смолы Проверка эпоксидной смолы на твердость Твердость — это мера твердости поверхности вещества. Чем тверже поверхность покрытия, тем более оно устойчиво к истиранию. Мы проверяем это с помощью дюрометра, который точно измеряет твердость поверхности отвержденной эпоксидной смолы. Мы используем тест Shore D, который определяет диапазон твердости. Подобные испытания проводятся на металлах, где используются тесты Роквелла или Бринелля. В этих испытаниях металлический наконечник вдавливается в материал и дается численное значение, соответствующее сопротивлению в этом месте. Поскольку твердость увеличивается со степенью отверждения, испытание проводят через один день и 14 дней отверждения при комнатной температуре. Результаты теста на твердость важны для сравнительных целей или для определения степени отверждения.
Чем тверже поверхность покрытия, тем более оно устойчиво к истиранию. Мы проверяем это с помощью дюрометра, который точно измеряет твердость поверхности отвержденной эпоксидной смолы. Мы используем тест Shore D, который определяет диапазон твердости. Подобные испытания проводятся на металлах, где используются тесты Роквелла или Бринелля. В этих испытаниях металлический наконечник вдавливается в материал и дается численное значение, соответствующее сопротивлению в этом месте. Поскольку твердость увеличивается со степенью отверждения, испытание проводят через один день и 14 дней отверждения при комнатной температуре. Результаты теста на твердость важны для сравнительных целей или для определения степени отверждения.
Испытание на прочность на сжатие Более высокая прочность на сжатие означает, что эпоксидная смола сможет выдерживать более высокие нагрузки. Прочность на сжатие — это нагрузка, необходимая для возникновения пластической деформации, и измеряется в фунтах на квадратный дюйм. Пластическая деформация – это постоянное изменение формы или размера твердого тела без разрушения в результате длительного напряжения, превышающего предел упругости. Как и в случае с твердостью, важна степень отверждения. Этот тест также проводят через один день и 14 дней отверждения при комнатной температуре.
Пластическая деформация – это постоянное изменение формы или размера твердого тела без разрушения в результате длительного напряжения, превышающего предел упругости. Как и в случае с твердостью, важна степень отверждения. Этот тест также проводят через один день и 14 дней отверждения при комнатной температуре.
Выполняется испытание на сжатие эпоксидной смолы.
Компрессионный цилиндр из эпоксидной смолы после испытаний.
Выполняется испытание на сжатие. Цилиндр сжатия
после испытания.
Испытание эпоксидной смолы на прочность на растяжение Более высокая прочность на растяжение означает, что эпоксидная смола сможет выдерживать более высокие нагрузки на растяжение.
Образец для испытаний на растяжение выполнен в форме «собачьей кости» и закреплен в зажимах на машине, которая будет разъединять его с каждого конца. Этот тест продолжается до тех пор, пока не появится перелом. Результат этого теста записывается в фунтах на квадратный дюйм и представляет собой значение, при котором происходит поломка.
Образец на растяжение эпоксидной смолы перед испытанием.
Выполняется испытание на растяжение эпоксидной смолы.
Тот же образец после испытания на растяжение.
Испытание на удлинение при растяжении Более высокое удлинение при растяжении означает, что эпоксидная смола сможет сильнее растягиваться при деформации. Более высокое удлинение часто указывает на прочность.
Удлинение при растяжении – это изменение длины образца (деформация) при нагружении до разрушения. Это значение измеряется в точке разрыва или когда образец растягивается достаточно сильно, чтобы разрушиться. Например, если образец имел длину 10 дюймов и растянулся на 1 дюйм при разрушении, удлинение составило бы 10%, или 0,10.
Испытание на модуль упругости Более высокий модуль упругости означает, что эпоксидная смола будет иметь большую жесткость.
Модуль упругости при растяжении описывает степень растяжения (деформации) по отношению к его способности противостоять нагрузке. При построении зависимости напряжения от пятна на графике это наклон линии. Линия, расположенная ближе к вертикали, указывает на более жесткое вещество. График зависимости напряжения от деформации выше показывает модуль как начальную вертикальную линейную часть линий.
При построении зависимости напряжения от пятна на графике это наклон линии. Линия, расположенная ближе к вертикали, указывает на более жесткое вещество. График зависимости напряжения от деформации выше показывает модуль как начальную вертикальную линейную часть линий.
Выполняется испытание на изгиб эпоксидной смолы.
Понимание зависимости напряжения от деформации
Напряжение и кривая деформации
Напряжение – это сила, действующая на образец, деленная на площадь поперечного сечения и выраженная в фунтах на квадратный дюйм (PSI).
Деформация – степень растяжения материала при приложении нагрузки. Это свойство выражается в процентах от исходной длины.
Вязкость — это соотношение между модулем, напряжением и деформацией, которое соответствует количеству энергии, которое образец может поглотить до разрушения. Материал может иметь очень высокую прочность и очень малую деформацию (105/206), умеренную нагрузку и деформацию (G/flex) или очень низкую нагрузку и очень высокую деформацию (уретановый герметик). На графике показаны три кривые напряжения-деформации. Кривая G/изгиб, которая содержит средний уровень напряжения и средний уровень деформации, имеет большую площадь под собой. Эта область соответствует ударной вязкости и показывает, почему G/flex считается более прочным, чем 105/206 и уретановый герметик.
На графике показаны три кривые напряжения-деформации. Кривая G/изгиб, которая содержит средний уровень напряжения и средний уровень деформации, имеет большую площадь под собой. Эта область соответствует ударной вязкости и показывает, почему G/flex считается более прочным, чем 105/206 и уретановый герметик.
Проверка прочности эпоксидной смолы на изгиб Более высокая прочность на изгиб означает, что эпоксидная смола сможет выдерживать более высокие нагрузки, оказываемые на нее при изгибе. Он лучше сопротивляется разрушению из-за своей способности изгибаться. Прочность на изгиб аналогична прочности на растяжение, но вместо того, чтобы тянуть за концы образца собачьей кости, вы нажимаете на середину меньшего прямоугольного образца. Значение напряжения (в фунтах на квадратный дюйм) записывается в момент разрыва материала. Это испытание определяет максимальную нагрузку, когда силы действуют перпендикулярно длине образца.
Испытание на модуль упругости при изгибе Более высокий модуль упругости при изгибе означает, что эпоксидная смола будет более жесткой, когда на нее будут воздействовать более высокие нагрузки при изгибе. Модуль изгиба очень похож на модуль растяжения, но образец испытывается так же, как и прочность на изгиб. Вместо испытания прочности по длине образца проводится испытание прочности перпендикулярно длине.
Модуль изгиба очень похож на модуль растяжения, но образец испытывается так же, как и прочность на изгиб. Вместо испытания прочности по длине образца проводится испытание прочности перпендикулярно длине.
Температура теплового прогиба эпоксидной смолы Тепловой прогиб (HDT) – это температура, при которой эпоксидный материал будет деформироваться под постоянной нагрузкой.
Тот же тип стержня и испытания, которые используются для испытаний на прочность при изгибе и модуль упругости, используются для определения температуры теплового прогиба. На этот раз образец погружается в масло при тщательно откалиброванной температуре и продавливается с нагрузкой 264 фунта на кв. дюйм в центре. Затем температуру масла постепенно повышают до тех пор, пока стержень не отклонится на 0,1″ в центре. Эта температура считается температурой теплового прогиба.
Испытание эпоксидной смолы на начало Tg Начало Tg или стеклование представляет собой температуру, при которой эпоксидная смола переходит из стеклообразного (твердого) состояния в мягкое, каучукообразное. Это «точка размягчения».
Это «точка размягчения».
Это еще один способ измерить, при какой температуре будет воздействовать эпоксидная смола без наполнителя. В этом анализе используется машина дифференциальной сканирующей калориметрии (ДСК). Этот тест проводится путем помещения полностью отвержденного образца в машину ДСК и нагревания его до 200°C с заданной скоростью. Тепловой поток в образец измеряется и сравнивается с другим образцом чистого воздуха. «Шум» снимается снятием результатов воздушной (контрольной) пробы с испытуемой пробы. В этом цикле нагрева происходит уменьшение теплового потока, что указывает на потерю некоторых свойств при этой температуре. Мы публикуем Tg как точку, в которой начинается это уменьшение теплового потока
Испытание на максимальную Tg Предельная Tg — это самая высокая температура, при которой эпоксидная смола будет иметь некоторые структурные свойства. Чтобы достичь такой термостойкости при применении, мы подвергаем эпоксидную смолу дополнительному отверждению при температуре, равной или превышающей предельную Tg.
Ultimate Tg в основном тестируется так же, как и начало Tg, с небольшой модификацией. Если начало Tg определяют при первой плавке (первый раз, когда образец нагревается до 200°C), то предельную Tg определяют при повторном нагревании образца до 200°C. На этой течке регистрируют начало. Поскольку произошло дополнительное отверждение, эта температура будет выше, чем начальная Tg.
виды, характеристики, применение и популярные марки
Эпоксидная смола – материал, знакомый многим. Он появился на рынке более 60 лет назад и до сих пор широко используется в строительстве. Область использования относится к промышленности и домашнему хозяйству. Сейчас существует множество разновидностей эпоксидных смол с уникальными характеристиками и свойствами.
Содержание:
- Основная информация
 org/ListItem»> Преимущества эпоксидных смол
org/ListItem»> Преимущества эпоксидных смол- Свойства и характеристики
- Типы смол
- Получение и производство
- Популярные бренды
- Область применения
- Сочетание эпоксидной смолы с другими материалами
- Отвердители для эпоксидной смолы
- Стандарты качества эпоксидной смолы
 org/ListItem»> Меры предосторожности
org/ListItem»> Меры предосторожности
Основная информация
Что такое эпоксидная смола? Как описано, это химическое вещество представляет собой синтетический олигомер, содержащий эпоксидные группы. Последние под действием отвердителей способны образовывать сшитые полимеры. Эпоксидная смола, как ее называют в быту, имеет сложную формулу и является продуктом конденсации эпихлоргидрина и бисфенола А.
В чистом виде эпоксидная смола не применяется, ее применение оправдано только после добавления отвердителя и произошедшей полимеризации. Смолы бывают разных видов, их назначение различается в зависимости от свойств. В свою очередь свойства зависят от состава материала. Из чего состоит смола, что в нее входит, кроме эпоксида? При получении готового продукта в рецептуре разные производители могут использовать следующие компоненты:
- порошковые наполнители — алебастр, цемент, мел (до 30-40% по количеству) нужны для уплотнения структуры массы и придания прочности;
- микросферы — мелкозернистые шарики в виде порошка, делают смолу воздушной за счет того, что плотность их мала;
волокно- (хлопок, стекло) – повышает вязкость готовой смолы, становится густой и отлично заполняет все щели, пропитывает поверхности;
- щепа натуральная древесная – необходима для снижения удельного веса продукта;
- Aerosil – помогает избежать подтеков смолы на вертикальных поверхностях;
- графит — необходим для придания цвета, используется как черный пигмент;
- диоксид титана, алюминиевая пудра — также покрасить прозрачный материал в белый и серый цвет соответственно.

Добавление таких наполнителей позволяет после отверждения эпоксидной смолы получить качественный пластик с заданными свойствами. Для уменьшения ломкости в сырье добавляют пластификаторы, например, касторовое масло. Их доля обычно определяется экспериментально.
к оглавлению ↑
Преимущества эпоксидных смол
Почему этот материал широко используется в строительной отрасли? Имеет множество достоинств и преимуществ перед другими смолами:
- стойкость к абразивным веществам, что снижает скорость износа;
- высокая прочность клеевого шва;
- отличные физико-химические характеристики;
- самая низкая влагопроницаемость;
- отсутствие усадки или малый ее показатель в процессе эксплуатации изделий.
к содержанию ↑
Свойства и характеристики
По внешнему виду чистая эпоксидная смола без добавок выглядит как прозрачная желтоватая, темно-желтая или оранжевая жидкость, очень похожая на мед. Некоторые виды смол имеют коричневый цвет и напоминают смолу. Добавление наполнителей может придать смоле разный цвет – от белого до красного, черного.
Некоторые виды смол имеют коричневый цвет и напоминают смолу. Добавление наполнителей может придать смоле разный цвет – от белого до красного, черного.
Эпоксид почти не реагирует на действие галогенов и разрушается только под действием сильных кислот. Большинство щелочей также не способны разрывать молекулярные связи. Инструмент имеет самую высокую адгезию к металлам, но клей на его основе используется для соединения многих других материалов:
- дерево;
- фаянс;
- керамика;
резина- ;
- скин.
В зависимости от типа эпоксидной смолы полученный клеевой шов будет жестким или эластичным. Технические характеристики также различаются. Например, одной из самых популярных марок эпоксидной смолы является ЭД-20. Вот его характеристики:
- плотность — 1,16-1,25 кг м3;
- предел прочности при растяжении — 40-90 МПа, при изгибе — 80-140 МПа, при сжатии — 100-200 МПа;
- температура полимеризации — от +20 градусов, время отверждения — 1,5 часа;
объем отвердителя- – 5 частей на 1 часть смолы;
- водопоглощение за 24 часа — не более 0,01-0,1%;
- термостойкость +55.
 ..+170 градусов;
..+170 градусов; - ударная вязкость — 5-25 кДж/кв.м
к оглавлению ↑
Типы смол
Любая эпоксидная смола является двухкомпонентной, включает в себя основной состав и отвердитель в двух отдельных упаковках. В зависимости от компонентов, из которых состоит материал, его делят на смолы холодного и горячего отверждения. Последний вид отверждения потребуется, если конечные изделия предполагается использовать в агрессивных условиях, под воздействием высоких температур, химии.
Также все эпоксидки делятся на следующие разновидности:
- Эпоксид Диан. Включает материалы с маркировкой ЭД-20, ЭД-22, ЭД-16, ЭД-10, ЭП СМ ПРО. Их можно использовать в быту, промышленности. Они хорошо подходят для изготовления наливных полов, пропиточных составов, создания клеев и герметиков. Из этих смол изготавливают различные виды пластика, защитные покрытия.
- Эпоксидная смола Diane для красок и лаков.
 Это эпоксидные смолы марок Э-40, Э-40 Р, они участвуют в производстве лаков, красок и других покрытий, устойчивых к повреждениям.
Это эпоксидные смолы марок Э-40, Э-40 Р, они участвуют в производстве лаков, красок и других покрытий, устойчивых к повреждениям. - Эпоксидно-модифицированные — ЭПОФОМ 1, 2, 3. Входят в состав эпоксидных компаундов, участвуют в ремонте полов, трубопроводов.
- Смолы эпоксидные специального назначения. Они обладают особыми свойствами, что позволяет им работать в экстремальных условиях. Примером может служить смола ЭХГ (хлорсодержащая), УП-637 (с резорцином), ЭДА и многие другие.
к оглавлению ↑
Получение и производство
Материал производится в России, странах СНГ, за рубежом. Впервые он был получен французским химиком Кастаном, это произошло в 1963 году. Средство может быть получено путем поликонденсации эпихлоргидрина с фенолом или пищевыми маслами, например, соевым. Этот процесс называется «эпоксидирование». Наиболее ценные сорта смол получают в результате каталитического окисления непредельных соединений. Это позволяет придать изделию более высокие прочностные свойства, водостойкость.
Это позволяет придать изделию более высокие прочностные свойства, водостойкость.
Поскольку любая смола двухкомпонентная, для ее разбавления потребуется отвердитель (амин, ангидрид, некоторые кислоты). Катализаторы отверждения часто добавляют в отвердители в процессе производства. После этого смола застывает, переходит в нерастворимое соединение.
к оглавлению ↑
Популярные бренды
Продается огромное количество смол от разных производителей — Novol (Новол), Epoximax, Момент (Henkel), Химпром, Химизоляция, Мила Групп, Юграреактив, Эпитал, Экованна» , «Леонардо» (смола для творчества) и многие другие. Ниже приведены известные марки эпоксидной смолы:
- Сыпучий состав EPS 2106. Двухкомпонентный окрашенный продукт для финишных, выравнивающих покрытий по бетону или в качестве самостоятельного покрытия.
- «Арт-массив» и «АРТ-ЭКО». Маловязкие составы на основе модифицированной смолы и отвердителей применяют для покрытия дерева, камня, металла.
 Позволяет делать красивые 3D полы.
Позволяет делать красивые 3D полы. - «Мастер» МК ХТ-116А. Позволяет заливать в заранее подготовленные формы, входит в состав защитных смесей по бетону, дереву, металлу. Придает изделиям неповторимый блеск.
- «Артлайн Кристалл Эпоксид» (Artline Crystal Epoxy). Инструмент идеально подходит для создания поделок, украшений, других видов рукоделия и творчества.
- Etal Optic (Этал Оптик). Двухкомпонентный инструмент для отливки столешниц, диорам, моделей, малых скульптурных форм.
- Пебео Хрустальная смола Гедео. Это прозрачная смола для хобби и творчества, имеет невысокую стоимость и продается в удобных небольших упаковках.
- Линкуид 3D ОПТИ. Наполнитель оптически прозрачный материал, на его основе изготавливаются брелоки, украшения, сувениры, 3D полы, столешницы.
- Кристалл 9 и Кристалл 7. Очень вязкие смолы, используемые для создания изделий с линзой или высоким куполом, обладают высокой твердостью.
- Золотое стекло Poly Макс.
 Смола специальная для ювелирных изделий, продается в мелкой и крупной упаковках (до 13,5 кг).
Смола специальная для ювелирных изделий, продается в мелкой и крупной упаковках (до 13,5 кг). - «Витахим» КЭР 828. Применяется в радиоэлектронике, электротехнике, на его основе изготавливают литейные и пропиточные компаунды.
- ЖИДКОЕ СТЕКЛО. Эпоксидная смола в упаковке 150 мл для поделок, творчества, изготовления украшений.
- Стекловидный лак Цернит. Представляет собой жидкую смолу в комплекте с отвердителем, рекомендуется для создания защитных покрытий на дереве, металле.
- «Эпоксидная смола Л». Это прозрачная смола для тюнинга, также подходит для отделки карбоновых деталей автомобилей и мотоциклов.
- Epidian 601. Предназначен для литья полов, труб, емкостей, создания композитов.
- YD 128. Используется для приготовления эпоксидных компаундов, клеев, герметиков.
- Epoxacast 690. Эта абсолютно прозрачная смола предназначена для рукоделия и хобби, творчества.
- Декор ЭпоксиМакс. Средство для декоративных работ, прекрасно сочетающееся с крошкой мрамора, кварца, гранита.
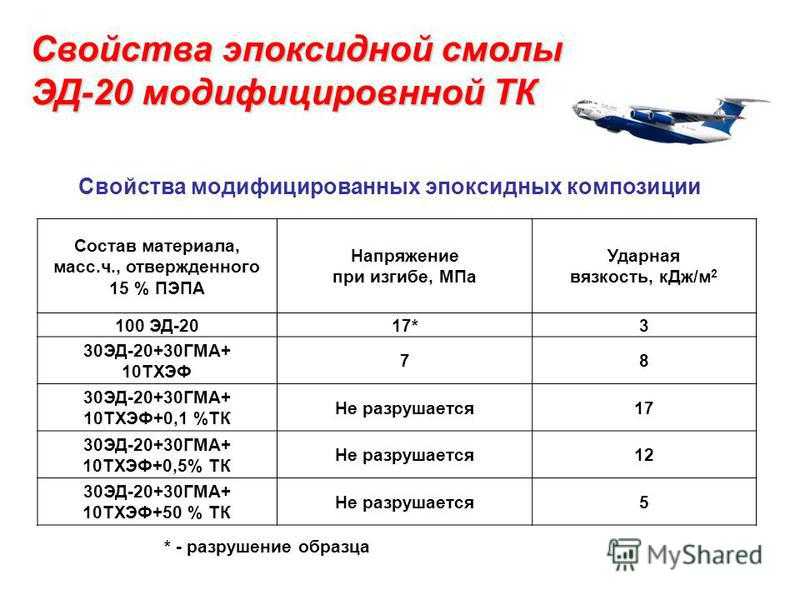
- Соединение К-153. Применяется для герметизации электротехнических изделий, а также деталей, регулярно подвергающихся ударным, вибрационным нагрузкам.
к оглавлению ↑
Область применения
Материал занял прочные позиции в промышленности и быту, но в настоящее время появляются все новые и новые области его массового применения. Наиболее распространенными областями использования инструмента являются следующие:
- пропитка стекловолокна, стекловолокна;
- создание из стеклопластика, углепластика, других видов пластика;
- склеивание деталей в электротехнике, радиоэлектронике;
- гидроизоляция бассейнов;
- заливка полов и подвалов, разработка заливочных масс и пластичных цементов;
- производство красок, лаков, пропиток, замазок;
- включение химически стойких покрытий;
- уплотнение лодки;
Применение- в авиастроении, автомобилестроении, судостроении;
- создание креплений для ракет земля-косм;
- пошив бронежилета;
- ремонт кузова автомобиля;
- производство ювелирных, галантерейных изделий, изделий для кухни, ванной комнаты, дома и быта;
- ремесел;
- Платы наполнения и запайки, микросхемы компьютерные.

Трудно перечислить все области и направления использования эпоксидных смол. Где взять материал для работы? Разнообразные марки продаются на крупных рынках (Касторама, ИКЕА), во всех магазинах стройматериалов.
к содержанию ↑
Комбинирование эпоксидной смолы с другими материалами
Эпоксидные смолы могут пропитывать тканые материалы для повышения прочности в суровых условиях. Их использование ограничено только из-за высокой стоимости. Также эпоксидная смола отлично сочетается с другими видами смол, в том числе полиэфирными. Есть только одно важное условие – нельзя допускать контакта материалов в жидком виде. Сначала делается слой полиэстера, после его застывания наносится эпоксидная смола. Обратная комбинация дает плохой эффект, ее не используют.
к оглавлению ↑
Отвердители для эпоксидной смолы
Это комбинация жидкой смолы и отвердителя, которая запускает процесс полимеризации, позволяет отливать самые разные изделия. Как определить, какой отвердитель нужен? Обычно к нему прилагается средство на его основе – амины или фенолы.
Как определить, какой отвердитель нужен? Обычно к нему прилагается средство на его основе – амины или фенолы.
Соотношение отвердителя и смолы может быть различным — от 1:1 и более. Избыток или недостаток жидкости отрицательно скажется на качестве готового полимера. Снизится его прочность, устойчивость к нагреву и воздействию химикатов. Если отвердителя мало, масса может остаться липкой.
к оглавлению ↑
Стандарты качества эпоксидной смолы
При закупке материала необходимо проверить ряд важных показателей — соответствие ГОСТу, срок годности (12 месяцев). Если товар импортный, он имеет таможенные коды, соответствующие требованиям ТН ВЭД.
Также следует уточнить условия хранения материала, иначе он может испортиться (они указаны в инструкции, обычно рекомендуется хранить продукт при температуре до +35 градусов). Особенно важно купить качественный материал, если требуются большие объемы.
Серия ADEKA RESIN EP (эпоксидные смолы)
Эпоксидные смолы общего назначения
Характеристики эпоксидных смол общего назначения
Список марок (основные жидкие эпоксидные смолы)
1)Бисфенол А общего назначения тип
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (g/ep) | ВЯЗКОСТЬ (мПа・с/25℃) | СМЫВАЕМЫЙ ХЛОР (%) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|---|
| EP-4100 ※ | 190 | 13 000 | 0,1 | 1,16 | 1 | Стандартный продукт/Гражданское строительство, адгезия |
| EP-4100G ※ | 190 | 13 000 | 0,05 | 1,16 | 1 | Стандартный продукт / адгезия, покрытия |
| EP-4100E ※ | 190 | 13 000 | 0,01 | 1,16 | 1 | Продукт с низким содержанием омыляемого хлора/Электрооборудование, ламинированные плиты, литье под давлением |
| EP-4100TX ※ | 210 | 13 000 | 1,9 | 1,16 | 1 | Аморфный материал, низкотемпературное отверждение / Гражданское строительство, покрытия |
| EP-4300E ※ | 185 | 8000 | 0,01 | 1,17 | 1 | Тип с низкой вязкостью / Электрооборудование, литье, многослойные пластины |
※Мутагенное вещество (JP)
2)Бисфенол А маловязкий тип
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| EP-4400 ※ | 200 | 1 200 | 1,13 | 3 | Механическая прочность, аморфные / Гражданское строительство, покрытия, электрика, адгезия |
| EP-4520S ※ | 200 | 1000 | 1,12 | 2 | Высокая выравнивающая способность, низкое раздражение кожи / Гражданское строительство, строительство, напольные покрытия |
| EP-4530 ※ | 190 | 1000 | 1,15 | 2 | Высокая твердость, аморфный/Полы промышленных предприятий и кухонь |
※Мутагенное вещество (JP)
3)Бисфенол F тип
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | ВЯЗКОСТЬ (мПа・с/25℃) | Омыляемый хлор | ЦВЕТ (G, макс. ) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| EP-4901 ※ | 170 | 3 500 | 1,19 | 2 | Стандартный продукт / Омыляемый хлор: 0,1% |
| EP-4901E ※ | 170 | 3 500 | 0,01 | 2 | Продукт с низким содержанием омыляемого хлора / Электрооборудование, литье, ламинированные плиты |
※Мутагенное вещество (JP)
4) Твердые эпоксидные смолы (жидкие)
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | УДЕЛЬНЫЙ ВЕС (мПа・с/25℃) | ЦВЕТ (G, макс.) | Содержание твердых веществ (%) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| EP-5100-75X | 630 | 9000 | 2 | 75 | Твердый эпоксидный ксилол, фракционный продукт / Гражданское строительство, покрытия |
※Мутагенное вещество (JP)
Эпоксидные смолы специального типа
Характеристики эпоксидных смол специального типа
Список классов
1. Эпоксидные смолы специального типа
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс.) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| ЭП-4000 | 320 | 4 500 | 1,14 | 1 | Релаксация напряжений / Гражданское строительство, склеивание, литье под давлением |
| ЭП-4005 | 510 | 800 | 1,08 | 2 | Гибкость, низкая вязкость / Гражданское строительство, адгезия, литье под давлением |
| ЭП-7001 | 700 | 5000 | 1,08 | 3 | Гибкость / Гражданское строительство, адгезия, покрытия |
| EP-4080E | 215 | 2 300 | 1,10 | 1 | Гидрогенизированный тип BPA, устойчивость к атмосферным воздействиям, защита от растрескивания / Литье под давлением для электрических компонентов, герметизация светодиодов, покрытия |
2.Модифицированная эпоксидная смола
1) Эпоксидные смолы, модифицированные уретаном
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| ЭПУ-6 ※ | 235 | 55 000 | 1,12 | 1 | Гибкость, высокая прочность на отслаивание/адгезия |
| ЭПУ-7Н ※ | 230 | 13 000 | 1,12 | 1 | Гибкость, высокая прочность на отслаивание/адгезия |
| ЭПУ-11Ф ※ | 280 | 20 000 | 1,13 | 1 | Гибкость / Покрытия, герметики |
| ЭПУ-15Ф ※ | 305 | 15 000 | 1.11 | 2 | Эластичность, адгезия к масляной поверхности / Герметики |
| ЭПУ-1395 ※ | 215 | 15 000 | 1,13 | 2 | Прочность, низкая вязкость / структурные клеи |
| ЭПУ-73Б ※ | 245 | 130 000 | 1,12 | 2 | Прочность, высокая прочность на отслаивание / Структурные клеи |
| ЭПУ-17 ※ | 230 | 30 000 | 1,16 | 1 | Эластичность/адгезия, водоотталкивающее средство |
| ЭПУ-17Т-6 ※ | 270 | 7 600 | 1,13 | 2 | Гибкость, хорошая адгезия к винилхлориду / Адгезия к пластику |
※Мутагенное вещество (JP)
2) Эпоксидные смолы, модифицированные каучуком
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| ЭПР-1415-1 ※ | 400 | 80 000 (50 ℃) | 1,08 | 5 | Модифицированный NBR, ударопрочность, высокая прочность на отслаивание/Структурные клеи |
| ЭПР-2000 ※ | 215 | 23 000 | 1,16 | 5 | Модифицированный NBR, низкая вязкость/Структурные клеи |
| ЭПР-2007 ※ | 310 | 120 000 | 1,10 | 5 | Модифицированный NBR, высокая прочность на отслаивание / структурные клеи |
| ЭПР-1630 ※ | 900 | Полутвердая форма | — | 5 | Модифицированный CTBN, эластичный, с хорошей ударопрочностью/структурный клей |
※Мутагенное вещество (JP)
3) Эпоксидные смолы, модифицированные хелатами
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| ЭП-49-10Н ※ | 220 | 30 000 | 1,17 | 2 | Высокие антикоррозионные свойства, клеи для цветных металлов, низковязкие/структурные клеи, покрытия |
| ЭП-49-10П2 ※ | 300 | 55 000 (50 ℃) | 1,17 | 1 | Модифицированные клеи для цветных металлов с высоким содержанием хелатов/структурные клеи |
※Мутагенное вещество (JP)
4) Блок уретановых смол
| НАИМЕНОВАНИЕ ПРОДУКТА СМОЛА ADEKA | БЛОК NCO ЭКВИВАЛЕНТ | ВЯЗКОСТЬ (мПа・с/25℃) | ЦВЕТ (G, макс.) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|
| QR-9401-1 | 830 | 40 000 | 1 | Гибкость, клейкость/герметики для кузова, грунтовки |
| QR-9327-1 | 2 200 | 3 500 | 1 | Гибкость, клейкость, быстрое отверждение/герметики для кузова, грунтовки |
| QR-9466 | 1 400 | 25 000(50℃) | 1 | Прочность, клейкость/Структурные клеи |
Серия ADEKA GLYCIROL ED (разбавители)
Список классов
1) Монофункциональный реакционный тип
| НАИМЕНОВАНИЕ ПРОДУКТА ADEKA GLYCIROL | КОНСТРУКЦИЯ | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | СМЫВАЕМЫЙ ХЛОР (%) | ОБЩИЙ ХЛОР (%) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) |
|---|---|---|---|---|---|---|---|
| ЭД-502 ЭД-502С | 320 | 0,5 | 4,5 | 10 | 0,92 | 1 | |
| ED-509E ※ ED-509S ※ | 210 206 | 0,05 0,01 | 0,2 0,02 | 20 | 1,03 | 5 1 | |
| ЭД-529 | 180 | 0,05 | 0,2 | 20 | 1,08 | 1 |
※Мутагенное вещество (JP)
2) Бифункциональный тип реакции
| НАИМЕНОВАНИЕ ПРОДУКТА ADEKA GLYCIROL | КОНСТРУКЦИЯ | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | СМЫВАЕМЫЙ ХЛОР (%) | ОБЩИЙ ХЛОР (%) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) |
|---|---|---|---|---|---|---|---|
| ЭД-503 ЭД-503Г | 165 135 | 0,5 0,05 | 6,5 0,3 | 25 15 | 1,08 | 1 | |
| ЭД-506 | 300 | 1,2 | 6,0 | 60 | 1,07 | 2 | |
| ЭД-523Т | 140 | 0,05 | 5,0 | 15 | 1,09 | 1 |
SNUR вещества
3) Трифункциональные/не реакционные типы
| НАИМЕНОВАНИЕ ПРОДУКТА ADEKA GLYCIROL | КОНСТРУКЦИЯ | ЭПОКСИДНЫЙ ЭКВИВАЛ ENT (г/эп) | СМЫВАЕМЫЙ ХЛОР (%) | ОБЩИЙ ХЛОР (%) | ВЯЗКОСТЬ (мПа・с/25℃) | УДЕЛЬНЫЙ ВЕС (при 25℃) | ЦВЕТ (G, макс. ) |
|---|---|---|---|---|---|---|---|
| ЭД-505 | 150 | 0,5 | 8,0 | 150 | 1,06 | 1 | |
| ЭД-508 | Фенольные смолы с добавлением ПО | — | — | — | 26 | 1,06 | 1 |
| ЭД-512Х | Стиролфенольные смолы | — | — | — | 210 | 1,08 | 1 |
Эффективность разбавления
Давление паров
ADEKA HARDENER серии EH (отвердители для эпоксидных смол)
Список оценок
1 ) Модифицированный алифатический полиаминовый отвердитель
| НАИМЕНОВАНИЕ ПРОДУКТА ОТВЕРДИТЕЛЬ ADEKA | ВЯЗКОСТЬ (мПа・с/25℃) | НА СТО СМОЛА PHR(※1) | ВРЕМЯ ГЕЛЕНИРОВАНИЯ (мин. ) | Аминовое число (мг КОН/г) | АКТИВНЫЙ ВОДОРОД ЭКВИВАЛЕНТ (г/экв) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|---|
| EH-6019 | 1 200 | 40 | 20 | 430 | 80 | Общего назначения, типа Манниха / Гражданское строительство и строительство |
| EH-6024 | 500 | 40 | 20 | 370 | 80 | Тип Манниха, для весны и осени, декоративность / Гражданское строительство, напольные покрытия |
| EH-6028 | 500 | 40 | 60 | 360 | 80 | Тип Манниха, летний, декоративный / Гражданское строительство, напольное покрытие |
| ЭХ-479А | 500 | 40 | 15 | 400 | 80 | Тип Манниха, для зимы, декоративность / Гражданское строительство, полы |
| ЭХ-451Н | 400 | 40 | 10 | 420 | 78 | Тип Манниха, для экстремально низких температур / Гражданское строительство и напольные покрытия |
| EH-451K (※2) | 480 | 40 | 7 | 360 | 80 | Быстросохнущие, для экстремальных холодов / Антикоррозийные покрытия для полов |
| EH-6007 (※2) | 380 | 20 | 35 | 950 | 39 | Тип аддукта, высокая твердость, высокая термостойкость / различная адгезия |
*1 Степень полимеризации на 100 г ADEKA RESIN EP-4100
*2 Вредное вещество
2) Высокоэффективный полиамидный аминовый отвердитель
| НАИМЕНОВАНИЕ ПРОДУКТА ОТВЕРДИТЕЛЬ ADEKA | ВЯЗКОСТЬ (мПа・с/25℃) | НА СТО СМОЛА PHR(※1) | ВРЕМЯ ГЕЛЕНИРОВАНИЯ (мин. ) | Аминовое число (мг КОН/г) | АКТИВНЫЙ ВОДОРОД ЭКВИВАЛЕНТ (г/экв) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|---|
| EH-4602(※2) | 1 200 | 25 | 40 | 800 | 48 | Термостойкая адгезионная способность, стойкость к растворителям / Различная адгезия, покрытия |
| EH-2300 | 3000 | 40 | 80 | 440 | 80 | Адгезия к влажным поверхностям / Строительные материалы, грунтовка, инъекции |
| ЕН-3427А | 1 600 | 80 | 20 | 240 | 155 | Быстроотверждаемый при низкой температуре клей для влажных поверхностей, 75% сухого остатка / Строительные материалы, грунтовка |
| EH-4024W | 1000 | 130 | 40 | 200 | 250 | Гибкость, низкотемпературное отверждение / Строительные материалы, армирование волокном |
*1 Степень полимеризации на 100 г ADEKA RESIN EP-4100
*2 Вредное вещество
3) Кетиминовый отвердитель
| НАИМЕНОВАНИЕ ПРОДУКТА ОТВЕРДИТЕЛЬ ADEKA | ВЯЗКОСТЬ (мПа・с/25℃) | НА СТО СМОЛА PHR(※) | Аминовое число (мг КОН/г) | АКТИВНЫЙ ВОДОРОД ЭКВИВАЛЕНТ (г/экв) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| EH-235R-2 | 20 | 50 | 290 | 95 | Однокомпонентная стабильность / Покрытия, адгезия |
* Скорость полимеризации на 100 см ADEKA RESIN EP-4100
4) Меркаптановые отвердители
| НАИМЕНОВАНИЕ ПРОДУКТА ADEKA HARDENER | ВЯЗКОСТЬ (мПа・с/25℃) | НА СТО СМОЛА PHR(※1) | Время гелеобразования (мин. ) (※2) | Значение SH (мэкв/г) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|---|
| EH-317 | 700 | 60 | 7 | 6,9 | Быстрое отверждение при низкой температуре / Покрытия, адгезия |
*1 Степень полимеризации на 100 г ADEKA RESIN EP-4100
*2 10 отвердителя ADEKA EHC-30 б/у
5) Ускорители отверждения
| НАИМЕНОВАНИЕ ПРОДУКТА ОТВЕРДИТЕЛЬ ADEKA | ВЯЗКОСТЬ (мПа・с/25℃) | НА СТО СМОЛА PHR(※) | Время гелеобразования (мин.) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|
| EHC-30 | 250 | 2,5 | 7 | Катализатор отверждения |
* Скорость полимеризации на 100 см ADEKA RESIN EP-4100
НОВОЕ ПАЛЬТО ADEKA UC Series
Список оценок
Жесткая уретановая смола на водной основе
| НАИМЕНОВАНИЕ ПРОДУКТА НОВОЕ ПАЛЬТО | Внешний вид | ВЯЗКОСТЬ (мПа・с/25℃) | Содержание твердых веществ (%) | ХАРАКТЕРИСТИКИ/ИСПОЛЬЗОВАНИЕ |
|---|---|---|---|---|
| УЦА-726-1 | Состояние полупрозрачной белой готовой жидкости | 120 | 55 | Полиоловая эмульсия, модифицированная эпоксидной смолой / Химически стойкий пол, нескользкое напольное покрытие |
| УКБ-937 | Готовая жидкость коричневого цвета | 60 | 100 | Полиоловая эмульсия, модифицированная эпоксидной смолой / Химически стойкий пол, нескользкое напольное покрытие |
Армирование эпоксидных композитов с графит-графеновыми структурами
Армирование эпоксидных композитов с графит-графеновыми структурами
Скачать PDF
Скачать PDF
- Статья
- Открытый доступ
- Опубликовано:
- Мостовой А.С. 1 и
- Яковлев А.В. 1
Научные отчеты том 9 , Номер статьи: 16246 (2019) Процитировать эту статью
4912 доступов
20 цитирований
2 Альтметрика
Сведения о показателях
Предметы
- Химическая технология
- Композиты
- Графен
- Механические свойства
Abstract
В результате исследований доказана возможность направленного управления эксплуатационными свойствами эпоксидных композитов за счет использования малых добавок терморасширенных графито-графеновых структур. Подобрано рациональное содержание структурирующей добавки в составе эпоксидного композита (0,05 мас.ч.), обеспечивающее повышение исследуемого комплекса физико-механических свойств. Установлено влияние терморасширенного графита на процесс структурообразования эпоксидного композита. Добавление терморасширенного графита повышает термическую, огне- и теплостойкость, а также коэффициент теплопроводности эпоксидного композита.
Введение
В настоящее время в промышленности широко применяются полимерные композиционные материалы, сочетающие в себе уникальные свойства, высокие деформационные и прочностные характеристики и при этом малый удельный вес 1,2,3 . Наиболее распространенным типом связующего в промышленности являются различные эпоксидные олигомеры. Самой главной проблемой является хрупкость данного вида материала, поэтому существуют различные модификации системы 2,3 . Использование пластификаторов и наполнителей обеспечивает необходимые эксплуатационные характеристики композиционных материалов. Добавление пластификаторов обеспечивает эластичность полимерных материалов и изменяет их температуру стеклования 4 . Добавление наполнителей позволяет повысить механические и физико-химические характеристики композитов 1,2,3,4,5,6,7 . Для придания полимерным композиционным материалам и изделиям из них лучших эксплуатационных характеристик применяют различные модифицирующие добавки и наполнители 1,2,3,4,5 . Широко распространены минеральные мелкодисперсные наполнители типа талька, базальта, хромита, однако ожидаемый полезный эффект зачастую превышает фактически наблюдаемый на практике, что связано с низкой адгезией минеральных материалов к полимерным матрицам и их склонностью к агломерации. . В качестве нанонаполнителей широко используются различные виды углеродных нанотрубок, фуллерены, графены, астралены, технические угли, а также диоксид титана и кремния, алмазная шихта, белая сажа и др. 8,9,10,11,12,13,14 . Благодаря высокой удельной поверхности, термической стабильности и отличным механическим характеристикам углеродные материалы (оксиды графита и графена, нанотрубки, нановолокна) перспективны для широкого применения в легких полимерных композитах, обеспечивая им повышенные эксплуатационные характеристики 14,15,16,17 ,18,19,20,21 . Несмотря на огромное количество работ, посвященных изучению влияния различных модифицирующих систем (в том числе углеродных), до сих пор остаются недостаточно изученными вопросы, связанные с влиянием модификаторов на процессы структурообразования, структуру и эксплуатационные характеристики полимерных композиционных материалов, что и предопределяет направление исследования данной работы.
Основной целью исследования является повышение физико-химических и механических свойств эпоксидных композитов с использованием терморасширенного графита, полученного термическим расслоением порошка электрохимически окисленного графита.
Материалы и методы исследований
Составы разработаны на основе эпоксидной смолы ЭД — 20 (ГОСТ 10587-93) в связи с низкой вязкостью, узким пределом содержания эпоксидных групп, стабильностью физико-химических характеристики. В качестве отвердителя эпоксидного олигомера использовали отвердитель аминного типа — полиэтиленполиамин (ПЭПА) (ТУ 6-02-594-85), способный формировать трехмерную сетчатую структуру без нагрева.
Для пластификации эпоксидных композитов в работе использовали олиго(резорцинофенилфосфат) с концевыми фенильными группами (ORPP) чистотой: 99% производства ICL Industrial Products America Inc. (США). Его химическая формула показана на дополнительном рисунке S1.
ОРПП – олигомерный безгалогенный пластификатор с антипиреновыми свойствами. Выбор ОРПП обусловлен наличием ингибитора горения – фосфора (10,7%). При термическом разложении композита присутствие фосфора обеспечивает увеличение выхода науглероженных структур, являющихся физическим барьером для взаимодиффузии окислителя и горючих газов в зону горения, что в целом снижает горючесть. из эпоксидного композита 22 .
Соотношение эпоксидного олигомера, пластификатора и отвердителя предварительно установлено экспериментально: 100 массовых частей ЭД-20, 40 массовых частей ОРПП и 15 массовых частей ПЭПА 22 .
В качестве структурирующей добавки использован терморасширенный графит, полученный термическим расслоением электрохимически окисленного и гидролизованного графита. Электрохимически окисленный графит (ОГ) получали электрохимическим окислением природного дисперсного графита с размером частиц <160 мкм в 58% HNO 3 в гальваностатическом режиме при токе I = 100 мА/г графита, емкостью Q = 400 мА ч/г 23 . На следующем этапе проводили гидролиз синтезированного нитрата графита: реакционную смесь быстро разбавляли холодной дистиллированной водой (t = 15–18 °C) при перемешивании. Образцы выдерживали в воде 15 минут. После разбавления твердую фазу фильтровали на воронке Бюхнера и промывали холодной дистиллированной водой до рН = 5–7 для промывных вод. Удельный расход воды на гидролиз нитрата графита составил 100 мл, а на промывку полученного окисленного графита использовали 500 мл H 2 O на 1 г продукта. Сушку гидролизата нитрата графита до постоянной массы проводили в сушильном шкафу при температуре 105 ± 2 °С. Размер частиц твердой фазы в водной суспензии находится в пределах 10 2 –10 6 нм, доля выхлопных газов размерностью 10 2 –10 3 нм во взвеси составляет 5–10%. Массовую фракцию ОГ отделяют от основной фракции ОГ декантацией. Термическое восстановление и эксфолиацию окисленного графита проводили в статических условиях в течение 5 с при 250 °С в СНОЛ – 1.6.2.5.1/9– муфельная печь И4. Схема общей стратегии синтеза ТЭГ была показана на дополнительном рисунке S2a.
В пластифицированную эпоксидную композицию в качестве модифицирующего агента добавляли ТЭГ (0,01–1,0 мас.ч.). Для повышения равномерности распределения и сдерживания агрегации частиц ТРГ, а также активации его поверхности и связующего применялась ультразвуковая обработка композиции. Параметры ультразвукового воздействия: частота −22 ± 2 кГц, мощность – 400 Вт, продолжительность – 60 минут 4 . Смесь дегазировали при 25 ±5 °C в течение 30 мин под вакуумом перед отверждением. Процесс приготовления композитов ТЭГ / эпоксидной смолы показан на дополнительном рисунке S2b.
Исследования проводились следующими методами:
определение напряжения изгиба и модуля изгиба [ISO 178: 2010],
определение прочности и модуля упругости при растяжении [ISO 527-2: 2012];
определение прочности на сжатие [ISO 604: 2002];
определение ударной вязкости [ISO 179-1: 2010];
определение твердости по Бринеллю [ISO 2039-1: 2001];
определение термостойкости по Вика [ISO 306: 2004];
изменение массы, скорость изменения массы и величину теплового воздействия при нагреве образцов изучали методом термогравиметрического анализа с помощью дериватора системы «Паулик – Паулик – Эрдей» МОМ марки Q -1500Д в условиях эксперимента: масса — 100 мг, среда — воздух, интервал нагрева — до 800 °С, скорость нагрева — 10 °С/мин, относительная погрешность не превышает 1%;
исследование морфологии поверхности образцов проводили с помощью сканирующего электронного микроскопа Tescan VEGA 3 SBH;
определение теплопроводности и термического сопротивления проводили на приборе ИТП-МГ4 «100» [ИСО 22007-2: 2015];
ИК-Фурье-спектроскопию частиц ТЭГ проводили на приборе Shimadzu IRTracer-100;
Рентгенофазовый анализ выполнен на рентгеновском дифрактометре ARL X’TRA;
Определение кинетики отверждения эпоксидной композиции проводили по методике, описанной в 24 .
Экспериментальные результаты и их обсуждение
По данным сканирующей электронной микроскопии графит при термическом расширении превращается в червеобразную структуру с увеличенным межслоевым расстоянием и высокоактивной, разветвленной, неровной поверхностью, рис. 1а.
Рисунок 1РЭМ частиц ТЭГ.
Увеличить
Частицы ТРГ имеют нанослоистую структуру, толщина пакетов слоев около 100 нм, рис. 1б, что позволяет говорить об образовании частиц многослойного оксида графена. Тонкие листочки ТРГ образуют сложную открытоячеистую микроструктуру с размером пор 1–10 мкм. В поперечном сечении поры имеют полигональную изометричную или слабовытянутую форму, рис. 1в,г.
Серия сигналов на ИК-спектрах подтверждает наличие формы окисленного графена. Это присутствие гидроксильных групп между графеновыми слоями представляет собой полосу между 2800 см -1 и 3400 см -1 , рис. 2. Пик на 1627 см -1 обусловлен присутствием sp 2 -гибридизация C=C в структуре графена. Пик при ~2300 см -1 соответствует пику молекул СО 2 , поглощенных ТЭГ. Полоса между 1106 см -1 и 1005 см -1 соответствует C-O-C (эпоксидная группа). Полоса при 1384 см -1 представляет собой деформационное колебание карбоксильной группы.
ИК-Фурье-спектроскопия ТЭГ.
Увеличить
Фракционный состав ТРГ характеризуется бимодальным распределением частиц и представлен частицами от 1 до 400 мкм, с преобладающим количеством частиц размерами 15-20 мкм и 140-160 мкм, Рис. 3а.
Рисунок 3Фракционный состав частиц ТЭГ: ( a ) – без ультразвукового диспергирования ( b ) – после ультразвукового диспергирования.
Увеличить
Попытка использовать ТРГ с размером частиц более 100 мкм в качестве армирующего наполнителя приведет к обратному эффекту – снижению показателей физико-механических свойств. Поэтому на втором этапе для получения суспензии графеновых частиц был использован метод жидкофазной сепарации графита в среде пластификатора ТКФП. Диспергирование осуществлялось с помощью ультразвукового диспергатора УЗДН-2Т с мощностью излучателя 400 Вт и частотой 22 кГц. Такое комбинированное механохимическое воздействие приводило к дополнительному расслаиванию и дроблению частиц с большим латеральным размером.
Фракционный состав ТРГ после УЗ диспергирования характеризуется мономодальным распределением частиц и представлен частицами от 0,2 до 70 мкм с преобладанием частиц размером 10–30 мкм, рис. 3б.
Таким образом, анализ состава ТРГ показал, что его можно использовать в качестве структурирующей добавки для эпоксидных композиций, что должно обеспечивать повышение их эксплуатационных свойств.
В качестве полимерной матрицы использовали ранее разработанный состав, состоящий из 100 массовых частей эпоксидной смолы ЭД-20, 40 массовых частей ОРПП и 15 массовых частей отвердителя – ПЭПА. ОРПП выполняет одновременно функции пластификатора и антипирена. Напряжение при изгибе удваивается, а ударная вязкость увеличивается в 2 раза, а индекс воспламеняемости — кислородный индекс (КИ) — увеличивается с 19до 28% по объему, что позволяет материалу стать огнестойким 22 .
ТЭГ добавляли в эпоксидную композицию в количестве 0,01–1,0 массовых частей.
Проведенные исследования показали, что наиболее рациональное содержание ТЭГ как структурирующей добавки, обеспечивающей максимальные значения физико-механических свойств, составляет 0,05 массовых частей, рис. 4–6, при этом предел прочности при изгибе увеличивается на 48 %. а модуль упругости при изгибе увеличивается на 41%, прочность на сжатие увеличивается на 20%, прочность на растяжение увеличивается на 207% и модуль упругости при растяжении увеличивается на 24%, ударная вязкость увеличивается на 300%.
Рис. 4 Зависимость напряжения разрушения при изгибе (1) и модуля упругости при изгибе (2) эпоксидного композита от содержания ТРГ в композиции.
Увеличить
Рис. 5Зависимость предела прочности при растяжении (1) и модуля упругости при растяжении (2) эпоксидного композита от содержания ТРГ в композиции.
Увеличить
Рис. 6Зависимость прочности на сжатие (1) и ударной вязкости (2) эпоксидного композита от содержания ТРГ в составе.
Изображение полного размера
Фрактография разрушения образцов эпоксидного композита без ТЭГ, рис. 7а, характеризуется достаточно гладкой поверхностью излома, что свидетельствует о низкой способности к трещиностойкости. Добавление ТРГ в эпоксидную композицию влияет на морфологию матрицы — появляются слоистые структуры, образованные частицами ТРГ, рис. 7б. Помимо хрупкого разрушения с образованием многочисленных чешуек, в эпоксидном композите присутствуют локальные участки, свидетельствующие о течении материала в процессе его разрушения. При этом в некоторых местах пластической деструкции наблюдаются выраженные волокнистые структуры, образующиеся в результате интенсивного вытягивания полимерной матрицы, рис. 7в. Повышение пластичности эпоксидного композита можно объяснить, если рассматривать ТРГ как твердофазный отвердитель 25 . В этом случае в области границы ТРГ и эпоксидной композиции образуется меньшее количество (по сравнению с объемом композиции) поперечных связей, а, следовательно, эта область будет иметь большую подвижность.
РЭМ поверхности разрушения эпоксидных композитов.
Увеличить
При оценке влияния модифицирующей добавки на сетчатые полимеры необходимо учитывать, что процесс отверждения происходит при наличии развитой поверхности твердого материала (ТЭГ), которая может влиять кинетические характеристики реакции полимеризации при отверждении, а также формирование фазовой структуры материала. Велика также роль адсорбционного взаимодействия компонентов олигомерной композиции с твердой поверхностью ТРГ9.0417 24 .
Исследование кинетики отверждения эпоксидных композиций, рис. 8, показало ингибирующее действие ТЭГ на процессы структурообразования эпоксидного композита, что проявляется в увеличении продолжительности процессов гелеобразования с 25 до 31 –33 мин и отверждение от 35 до 45–47 минут, Таблица 1.
Кинетические кривые процесса отверждения составов, мас.ч.: 1 – 100ЭД-20 + 40ОРПП + 15ПЭПА; 2 – 100ЭД-20 + 40ОРПП + 0,05ТЭГ + 15ПЭПА; 3 – 100ЭД-20 + 40ОРПП + 1,0ТЭГ + 15ПЭПА.
Изображение полного размера
Таблица 1 Значения процесса отверждения эпоксидных композитов.Полная таблица
На рис. 9 представлены данные термогравиметрического анализа ненаполненного композита и композитов с добавкой ТЭГ. Эпоксидные композиты, содержащие ТРГ, характеризуются лучшей термостойкостью в интервале температур 100–600 °С по сравнению с ненаполненными композитами, Таблица 2.
Рисунок 9Данные термогравиметрического анализа образцов: 1 – 100ЭД-20 + 40ОРПП + 15ПЭПА; 2 – 100ЭД-20 + 40ОРПП + 0,05ТЭГ + 15 ПЭПА; 3 – 100ЭД-20 + 40ОРПП + 1,0ТЭГ + 15 ПЭПА.
Таблица 2 Данные термогравиметрического анализа эпоксидных композитов. Полноразмерная таблица
Введение небольших количеств ТЭГ в эпоксидный композит обеспечивает повышение жаростойкости по Вика со 132 до 165–182 °С, табл. 3. Кроме того, введение ТЭГ в состав эпоксидного композита эпоксидный композит обеспечивает его повышенную огнестойкость, что проявляется в снижении потери массы при воспламенении на воздухе с 4,7 до 2,8 % и повышении показателя воспламеняемости — кислородного индекса с 28 до 33 % по объему. Разработанные составы, модифицированные ТЭГ, не поддерживают горение на воздухе и относятся к классу трудновоспламеняемых материалов, табл. 3.
Таблица 3 Физико-химические свойства эпоксидных композитов.Полноразмерная таблица
Теплопроводность соединений, используемых в электрическом и электронном оборудовании, является важной характеристикой. В большинстве случаев эпоксидные смолы имеют относительно низкую теплопроводность ~0,1 Вт/м·К. Следовательно, при локальном нагреве эпоксидные материалы работают как теплоизоляция, что требует использования компонентов с более высокой теплостойкостью или применения специальные радиаторы для отвода тепла, иначе это может привести к перегреву и термическому разложению композита 16 .
Введение даже небольших количеств ТЭГ в состав эпоксидного композита повышает коэффициент теплопроводности в 2,6–4,2 раза, при этом снижается термическое сопротивление, рис. теплопроводность и термостойкость эпоксидных композиций.
Увеличить
Заключение
В результате проведенных исследований установлена возможность направленного регулирования эксплуатационных свойств эпоксидных композиций при введении в состав малых добавок ТЭГ, обеспечивающих создание высокоэффективных эпоксидных композиций, было доказано.
Подобрано рациональное содержание ТЭГ в качестве структурирующей добавки в составе эпоксидного композита (0,05 массовых частей), обеспечивающей повышение исследуемого комплекса физико-механических свойств. Установлено влияние терморасширенного графита на процесс структурообразования эпоксидного композита. Добавление терморасширенного графита повышает термическую, огне- и теплостойкость, а также коэффициент теплопроводности эпоксидного композита. Разработанные составы, модифицированные ТЭГ, не поддерживают горение на воздухе и относятся к классу трудновоспламеняющихся материалов.
Ссылки
Бурмистров И. и др. . Механические и электрические свойства композитов этилен-1-октена и полипропилена, наполненных углеродными нанотрубками. Композ. науч. Технол. 147 , 71–77 (2017).
КАС Статья Google ученый
Амирбейги Х., Хосрави Х. и Тохидлоу Э. Усиливающие эффекты графена, функционализированного аминосиланом, на трибологические и механические свойства эпоксидных нанокомпозитов. J. Appl. Полим. науч. 136 , 47410 (2019).
Артикул Google ученый
Радоман Т. С. и др. . Улучшение свойств эпоксидной смолы за счет введения наночастиц TiO 2 в поверхность, модифицированную эфирами галловой кислоты.
Матер. Дес. 62 , 158–167 (2014).КАС Статья Google ученый
Мостовой А. С., Яковлев Е. А., Бурмистров И. Н., Панова Л. Г. Использование модифицированных наночастиц полититаната калия и физические методы модификации эпоксидных композиций для улучшения их эксплуатационных свойств. рус. Дж. Заявл. хим. 88 , 129–137 (2015).
КАС Статья Google ученый
Ху, Дж. Х. и др. . Огнестойкие, механические свойства и кинетика отверждения эпоксидных смол на основе ДОФО. Полим. Деград. Удар. 109 , 218–225 (2014).
КАС Статья Google ученый
Мукбаниани, О. и др. . Влияние модификации бентонита тетраэтоксисиланом на свойства композитов на основе эпоксидной смолы. Оксид.
коммун. 33 , 555–560 (2010).КАС Google ученый
Мостовой А.С., Кадыкова Ю.А., Бекешев А.З., Тастанова Л.К. Эпоксидные композиты, модифицированные микроволокнами полититанатов калия. J. Appl. Полим. науч. 135 , 46651 (2018).
Артикул Google ученый
Вахеди, Х. и Пасбахш, П. Инструментальные ударные свойства и поведение при разрушении нанокомпозитов эпоксидной смолы/модифицированного галлуазита. Полим. Тест. 39 , 101–114 (2014).
КАС Статья Google ученый
Сюгаев А.В., Маратканова А.Н., Шаков А.А., Нелюбов А.В., Ломаева С.Ф. Модификация поверхности частиц железа полистиролом и поверхностно-активными веществами в условиях высокоэнергетического шарового измельчения. Прибой. Пальто.
Технол. 236 , 429–437 (2013).КАС Статья Google ученый
Вонг, Т-Т и др. . Влияние силанового поверхностно-активного вещества на нано-ZnO и реологические свойства нано-ZnO/эпоксидной смолы на УФ-поглощающую способность композита нано-ZnO/эпоксидная смола/микрон-HGF. Composites Part B. 90 , 378–385 (2016).
КАС Статья Google ученый
Хуанг М.-Х. и др. . Самотрансформация сверхмалых нанокластеров золота в нанокристаллы золота в направлении ускоренного катализа фотовосстановления. Хим. коммун. 55 , 10591–10594 (2019).
КАС Статья Google ученый
Чжан, Дж. и Сяо, Ф.-С. Модуляция межфазного переноса заряда путем самосборки однослойных одномерных полупроводников, обернутых графеном, в направлении фотоокислительно-восстановительного катализа.
Дж. Матер. хим. А. 5 , 23681–23693 (2017).КАС Статья Google ученый
Хань К., Чжан Н. и Сюй Ю.-Дж. Структурное разнообразие графеновых материалов и их разнообразная роль в гетерогенном фотокатализе. Нано сегодня. 11 , 351–372 (2016).
КАС Статья Google ученый
Чжан, Н. и др. . Вальс с универсальной платформой графена для синтеза композитных фотокатализаторов. Хим. Ред. 115 , 10307–10377 (2015).
КАС Статья Google ученый
Wang, X., Song, L., Pornwannchai, W., Hu, Y. & Kandola, B. Composites Part A. 53 , 88–96 (2013).
КАС Статья Google ученый
Харитонов А.
П. и др. . Армирование композитов на основе эпоксидной смолы бисфенола-Ф фторированными углеродными нанотрубками. Композиты Наука и техника. Композиции науч. Технол. 134 , 161–167 (2016).КАС Статья Google ученый
Букетов АВ. и др. . Ударная вязкость нанокомпозитных материалов, наполненных частицами фуллерена С60. Композиты: механика, расчеты, приложения. 9 , 141–161 (2018).
Google ученый
Li, S., Yang, Z., Xu, J. & Xie, J. Гибриды монтмориллонита и оксида графена и композит монтмориллонита и оксида графена/эпоксидной смолы: синтез, характеристика и свойства. Полим. Композиции 39 , E2084–E2095 (2018).
КАС Статья Google ученый
Эдвардс, Р. С. и Коулман, К.
С. Синтез графена: связь с приложениями. Наношкала. 5 , 38–51 (2013).ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Авурис П. и Димитракопулос К. Графен: синтез и применение. Матер. Сегодня. 15 , 86–97 (2012).
КАС Статья Google ученый
Горбани М., Абдизаде Х. и Голобостанфард М. Р. Восстановление оксида графена модифицированным гидротермическим методом. Procedia Материаловедение. 11 , 326–330 (2015).
КАС Статья Google ученый
Мостовой А.С., Нуртазин А.С., Кадыкова Ю.А., Бекешев А.З. Высокоэффективные пластификаторы-антипирены для эпоксидных полимеров. Неорганические материалы: прикладные исследования. 10 , 1135–1139 (2019).
Артикул Google ученый
- «>
Яковлев А. В., Забудьков С. Л., Яковлева Е. В., Финаенов А. И. Исследование возможности анодного окисления суспензий, образованных дисперсным графитом и азотной кислотой. рус. Дж. Заявл. хим. 79 , 16:00–16:04 (2006).
КАС Статья Google ученый
Мостовой А. С., Нуртазин А. С., Бурмистров И. Н., Кадыкова Ю. А. Влияние мелкодисперсного хромита на физико-химические и механические свойства модифицированных эпоксидных композитов. рус. Дж. Заявл. хим. 91 , 1758–1766 (2018).
КАС Статья Google ученый
Каблов Е.Н., Кондрашов С.В., Юрков Г.Ю. Перспективы использования углеродсодержащих наночастиц в связующих для полимерных композитов. Российские нанотехнологии. 8 , 24–42 (2012).
Google ученый
Скачать ссылки
Благодарности
Работа выполнена при финансовой поддержке РФФИ в соответствии с проектом № 18-29-19048.
Информация о авторе
Авторы и принадлежности
Юрий Гагарин Государственный университет Саратов, Политехникская ул. Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Яковлев А.В.
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Contributions
Яковлев А.В. синтезированы терморасширенные графито-графеновые структуры и исследованы их свойства. Мостовой А.С. разработаны композиции эпоксидных композитов, модифицированных терморасширенными графито-графеновыми структурами, и проведены исследования их физико-химических и механических характеристик. В обсуждении результатов и написании текста статьи участвовали все авторы.
Авторы переписки
Переписка с А. С. Мостовой или А. В. Яковлев.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация
Дополнительные рис. S1 и S2
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете соответствующую ссылку на первоначальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons для статьи, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Влияние наночешуек модифицированного графита на отверждение, механические и диэлектрические свойства нанокомпозитов нитрилового каучука
- Э. М. Садек
- С. М. Ахмед
- Н. А. Мансур
Бюллетень полимеров (2022)
Влияние ориентации трещины на распространение трещин в графеновых нанопластинках, армированных углеродным волокном, эпоксидных композитов с использованием цифровой корреляции изображений
- Толга Топкая
Волокна и полимеры (2021)
Усиливающие эффекты h-BN, функционализированного аминосиланом, на физико-химические и механические свойства эпоксидных нанокомпозитов
- Мостовой А. С.
- Викулова М.А.
- М. И. Лопухова
Научные отчеты (2020)
- Мостовой А.
Особенности формирования структуры и свойств полиамида-6 при полимеризации in situ с окисленным графитом
- Дмитрий Леонов
- Татьяна Устинова
- Марина Лопухова
Журнал исследований полимеров (2020)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Скачать PDF
Тестирование эпоксидной смолы для определения физических свойств
Майк БарнардВ этой статье я опишу наши стандарты для тестирования эпоксидной смолы и то, как мы проводим тестирование эпоксидной смолы для определения ее эксплуатационных характеристик и физических свойств после отверждения.
Стандарты тестирования эпоксидной смолыЭто стандарты, которым мы следуем независимо от того, какую эпоксидную смолу мы характеризуем.
Двухнедельное отверждение при комнатной температуре После правильного дозирования и тщательного перемешивания эпоксидная смола будет продолжать отверждаться после затвердевания до тех пор, пока все амины не соединится. За годы испытаний эпоксидной смолы мы обнаружили, что две недели отверждения при комнатной температуре, которую мы определяем как 72°F (22°C), являются хорошим показателем ее полной прочности.
Мы проводим наши тесты на чистых эпоксидных смесях. То есть к смоле и отвердителю ничего не добавляется, потому что волокна или наполнитель могут влиять на многие физические свойства.
Без доотвержденияОхлаждение эпоксидной смолы при комнатной температуре с последующим отверждением при повышенной температуре называется доотверждением. В некоторых случаях это улучшит физические свойства. Эпоксидные смолы WEST SYSTEM® достигают полных свойств при комнатной температуре, поэтому нет необходимости в доотверждении для испытаний.
Сообщаются только средние значения Для получения данных, которые мы публикуем, мы проводим один и тот же тест несколько раз, получая средние значения результатов. Мы не публикуем самые высокие достижения, которых достигли. Мы округляем наши средние значения до ближайшей единицы, основываясь на используемых значащих цифрах.
Американское общество по испытанию материалов было основано в 1898 году и теперь известно как ASTM International. Эта некоммерческая организация состоит из более чем 30 000 членов в 135 странах. Написав и обновив более 12 000 тестовых стандартов, они признаны одной из крупнейших в мире добровольных организаций по разработке стандартов. Научные стандарты, которые они пишут и поддерживают, относятся к материалам, продуктам, системам и услугам. Мы не только придерживаемся стандартов ASTM, но у нас также есть несколько сотрудников, которые являются членами и помогают поддерживать и писать стандарты ASTM.
Характеристики обработки эпоксидной смолы Соотношение смешивания Соотношение смешивания имеет решающее значение для правильного отверждения. Эпоксидная смола с сильно разбавленным соотношением может вообще не застыть. В отличие от систем с каталитическими смолами, вы не можете добавить больше отвердителя, чтобы ускорить отверждение эпоксидной смолы. Если добавить слишком много или слишком мало отвердителя, вполне возможно, что эпоксидная смола не застынет должным образом. Этот процесс можно упростить, используя наш комплект мини-насосов 300. Эти насосы откалиброваны для дозирования при правильном соотношении эпоксидной смолы и отвердителя из расчета 1 насос смолы на 1 насос отвердителя (даже несмотря на то, что соотношение смолы и отвердителя по-прежнему составляет 3:1 или 5:1).
Чтобы пропитать ткань, вязкость эпоксидной смолы должна быть достаточно низкой, чтобы течь через слои ткани. Однако, если вязкость слишком низкая, эпоксидная смола не останется в ткани. Для большинства тканей плотностью вязкость от 300 до 5000 сантипуаз (сП) обеспечивает насыщение ткани без стекания.
Шпиндель ротационного вискозиметра подвешен в стакане из эпоксидной смолы.
Вязкость является мерой сопротивления жидкости сдвиговым нагрузкам. Его также можно определить как внутренние силы, препятствующие течению жидкости. Чем выше его вязкость, тем медленнее он будет течь из одной области в другую. Вода имеет вязкость около 1 сП, кетчуп имеет вязкость около 75 000 сП, а арахисовое масло имеет вязкость около 250 000 сП. Почти все жидкости становятся менее вязкими (с меньшей вязкостью легче текут) при более высоких температурах. Эпоксидка не исключение.
Мы используем ротационный вискозиметр для измерения вязкости. Шпиндель вращается в эпоксидной смоле для измерения ее сопротивления. Более густая жидкость оказывает большее сопротивление шпинделю, что указывает на более высокую вязкость.
Влияние вязкости на смачивание ткани сохраняется и за обеденным столом. Если вы прольете напиток на джинсы, ваша нога промокнет почти мгновенно. Но капните немного арахисового масла на джинсы, и оно может никогда не добраться до ваших ног. Это связано с разницей в вязкости.
Жизнеспособность Мало что может раздражать больше, чем когда ваш горшок с эпоксидной смолой затвердевает раньше, чем должен.
Жизнеспособность определяется как время, в течение которого вы должны работать со 100 граммами (3,8 унции) эпоксидной смолы в небольшом контейнере при комнатной температуре (72°F). Отсчет времени начинается, когда вы начинаете смешивать, и заканчивается, когда материал превращается в гель. Это соотношение зависит от отвердителя, температуры, объема эпоксидной смолы и размера контейнера. Чтобы продлить это время, смешивайте меньшие порции или после смешивания перелейте эпоксидную смолу в большую емкость, чтобы рассеять выделяющееся тепло.
Удельный весЭтот номер помогает определить вес вашего проекта. Удельный вес – это отношение плотности (масса, деленная на объем) к плотности воды. Мы проводим эти испытания при комнатной температуре, чтобы плотность объекта была сравнима с удельным весом.
Проверка физических свойств отвержденной эпоксидной смолы Проверка эпоксидной смолы на твердость Твердость — это мера твердости поверхности вещества. Чем тверже поверхность покрытия, тем более оно устойчиво к истиранию. Мы проверяем это с помощью дюрометра, который точно измеряет твердость поверхности отвержденной эпоксидной смолы. Мы используем тест Shore D, который определяет диапазон твердости. Подобные испытания проводятся на металлах, где используются тесты Роквелла или Бринелля. В этих испытаниях металлический наконечник вдавливается в материал и дается численное значение, соответствующее сопротивлению в этом месте. Поскольку твердость увеличивается со степенью отверждения, испытание проводят через один день и 14 дней отверждения при комнатной температуре. Результаты теста на твердость важны для сравнительных целей или для определения степени отверждения.
Более высокая прочность на сжатие означает, что эпоксидная смола сможет выдерживать более высокие нагрузки. Прочность на сжатие — это нагрузка, необходимая для возникновения пластической деформации, и измеряется в фунтах на квадратный дюйм. Пластическая деформация – это постоянное изменение формы или размера твердого тела без разрушения в результате длительного напряжения, превышающего предел упругости. Как и в случае с твердостью, важна степень отверждения. Этот тест также проводят через один день и 14 дней отверждения при комнатной температуре.
Выполняется испытание на сжатие эпоксидной смолы.
Компрессионный цилиндр из эпоксидной смолы после испытаний.
Выполняется испытание на сжатие. Цилиндр сжатия
после испытания.
Более высокая прочность на растяжение означает, что эпоксидная смола сможет выдерживать более высокие нагрузки на растяжение.
Образец для испытаний на растяжение выполнен в форме «собачьей кости» и закреплен в зажимах на машине, которая будет разъединять его с каждого конца. Этот тест продолжается до тех пор, пока не появится перелом. Результат этого теста записывается в фунтах на квадратный дюйм и представляет собой значение, при котором происходит поломка.
Образец на растяжение эпоксидной смолы перед испытанием.
Выполняется испытание на растяжение эпоксидной смолы.
Тот же образец после испытания на растяжение.
Испытание на удлинение при растяженииБолее высокое удлинение при растяжении означает, что эпоксидная смола сможет сильнее растягиваться при деформации. Более высокое удлинение часто указывает на прочность.
Удлинение при растяжении – это изменение длины образца (деформация) при нагружении до разрушения. Это значение измеряется в точке разрыва или когда образец растягивается достаточно сильно, чтобы разрушиться. Например, если образец имел длину 10 дюймов и растянулся на 1 дюйм при разрушении, удлинение составило бы 10%, или 0,10.
Испытание на модуль упругостиБолее высокий модуль упругости означает, что эпоксидная смола будет иметь большую жесткость.
Модуль упругости при растяжении описывает степень растяжения (деформации) по отношению к его способности противостоять нагрузке. При построении зависимости напряжения от пятна на графике это наклон линии. Линия, расположенная ближе к вертикали, указывает на более жесткое вещество. График зависимости напряжения от деформации выше показывает модуль как начальную вертикальную линейную часть линий.
Выполняется испытание на изгиб эпоксидной смолы.
Проверка прочности эпоксидной смолы на изгибПонимание зависимости напряжения от деформации
Напряжение и кривая деформации
Напряжение – это сила, действующая на образец, деленная на площадь поперечного сечения и выраженная в фунтах на квадратный дюйм (PSI).
Деформация – степень растяжения материала при приложении нагрузки. Это свойство выражается в процентах от исходной длины.
Вязкость — это соотношение между модулем, напряжением и деформацией, которое соответствует количеству энергии, которое образец может поглотить до разрушения. Материал может иметь очень высокую прочность и очень малую деформацию (105/206), умеренную нагрузку и деформацию (G/flex) или очень низкую нагрузку и очень высокую деформацию (уретановый герметик).
Более высокая прочность на изгиб означает, что эпоксидная смола сможет выдерживать более высокие нагрузки, оказываемые на нее при изгибе. Он лучше сопротивляется разрушению из-за своей способности изгибаться. Прочность на изгиб аналогична прочности на растяжение, но вместо того, чтобы тянуть за концы образца собачьей кости, вы нажимаете на середину меньшего прямоугольного образца. Значение напряжения (в фунтах на квадратный дюйм) записывается в момент разрыва материала. Это испытание определяет максимальную нагрузку, когда силы действуют перпендикулярно длине образца.
Испытание на модуль упругости при изгибе Более высокий модуль упругости при изгибе означает, что эпоксидная смола будет более жесткой, когда на нее будут воздействовать более высокие нагрузки при изгибе. Модуль изгиба очень похож на модуль растяжения, но образец испытывается так же, как и прочность на изгиб. Вместо испытания прочности по длине образца проводится испытание прочности перпендикулярно длине.
Тепловой прогиб (HDT) – это температура, при которой эпоксидный материал будет деформироваться под постоянной нагрузкой.
Тот же тип стержня и испытания, которые используются для испытаний на прочность при изгибе и модуль упругости, используются для определения температуры теплового прогиба. На этот раз образец погружается в масло при тщательно откалиброванной температуре и продавливается с нагрузкой 264 фунта на кв. дюйм в центре. Затем температуру масла постепенно повышают до тех пор, пока стержень не отклонится на 0,1″ в центре. Эта температура считается температурой теплового прогиба.
Испытание эпоксидной смолы на начало Tg Начало Tg или стеклование представляет собой температуру, при которой эпоксидная смола переходит из стеклообразного (твердого) состояния в мягкое, каучукообразное. Это «точка размягчения».
Это еще один способ измерить, при какой температуре будет воздействовать эпоксидная смола без наполнителя. В этом анализе используется машина дифференциальной сканирующей калориметрии (ДСК). Этот тест проводится путем помещения полностью отвержденного образца в машину ДСК и нагревания его до 200°C с заданной скоростью. Тепловой поток в образец измеряется и сравнивается с другим образцом чистого воздуха. «Шум» снимается снятием результатов воздушной (контрольной) пробы с испытуемой пробы. В этом цикле нагрева происходит уменьшение теплового потока, что указывает на потерю некоторых свойств при этой температуре. Мы публикуем Tg как точку, в которой начинается это уменьшение теплового потока
Испытание на максимальную Tg Предельная Tg — это самая высокая температура, при которой эпоксидная смола будет иметь некоторые структурные свойства. Чтобы достичь такой термостойкости при применении, мы подвергаем эпоксидную смолу дополнительному отверждению при температуре, равной или превышающей предельную Tg.
Ultimate Tg в основном тестируется так же, как и начало Tg, с небольшой модификацией. Если начало Tg определяют при первой плавке (первый раз, когда образец нагревается до 200°C), то предельную Tg определяют при повторном нагревании образца до 200°C. На этой течке регистрируют начало. Поскольку произошло дополнительное отверждение, эта температура будет выше, чем начальная Tg.
виды, характеристики, применение и популярные марки
Эпоксидная смола – материал, знакомый многим. Он появился на рынке более 60 лет назад и до сих пор широко используется в строительстве. Область использования относится к промышленности и домашнему хозяйству. Сейчас существует множество разновидностей эпоксидных смол с уникальными характеристиками и свойствами.
Содержание:
- Основная информация
- org/ListItem»> Преимущества эпоксидных смол
- Свойства и характеристики
- Типы смол
- Получение и производство
- Популярные бренды
- Область применения
- Сочетание эпоксидной смолы с другими материалами
- Отвердители для эпоксидной смолы
- Стандарты качества эпоксидной смолы
- org/ListItem»> Меры предосторожности
Основная информация
Что такое эпоксидная смола? Как описано, это химическое вещество представляет собой синтетический олигомер, содержащий эпоксидные группы. Последние под действием отвердителей способны образовывать сшитые полимеры. Эпоксидная смола, как ее называют в быту, имеет сложную формулу и является продуктом конденсации эпихлоргидрина и бисфенола А.
В чистом виде эпоксидная смола не применяется, ее применение оправдано только после добавления отвердителя и произошедшей полимеризации. Смолы бывают разных видов, их назначение различается в зависимости от свойств. В свою очередь свойства зависят от состава материала. Из чего состоит смола, что в нее входит, кроме эпоксида? При получении готового продукта в рецептуре разные производители могут использовать следующие компоненты:
- порошковые наполнители — алебастр, цемент, мел (до 30-40% по количеству) нужны для уплотнения структуры массы и придания прочности;
- микросферы — мелкозернистые шарики в виде порошка, делают смолу воздушной за счет того, что плотность их мала; волокно
- (хлопок, стекло) – повышает вязкость готовой смолы, становится густой и отлично заполняет все щели, пропитывает поверхности;
- щепа натуральная древесная – необходима для снижения удельного веса продукта;
- Aerosil – помогает избежать подтеков смолы на вертикальных поверхностях;
- графит — необходим для придания цвета, используется как черный пигмент;
- диоксид титана, алюминиевая пудра — также покрасить прозрачный материал в белый и серый цвет соответственно.
Добавление таких наполнителей позволяет после отверждения эпоксидной смолы получить качественный пластик с заданными свойствами. Для уменьшения ломкости в сырье добавляют пластификаторы, например, касторовое масло. Их доля обычно определяется экспериментально.
к оглавлению ↑
Преимущества эпоксидных смол
Почему этот материал широко используется в строительной отрасли? Имеет множество достоинств и преимуществ перед другими смолами:
- стойкость к абразивным веществам, что снижает скорость износа;
- высокая прочность клеевого шва;
- отличные физико-химические характеристики;
- самая низкая влагопроницаемость;
- отсутствие усадки или малый ее показатель в процессе эксплуатации изделий.
к содержанию ↑
Свойства и характеристики
По внешнему виду чистая эпоксидная смола без добавок выглядит как прозрачная желтоватая, темно-желтая или оранжевая жидкость, очень похожая на мед. Некоторые виды смол имеют коричневый цвет и напоминают смолу. Добавление наполнителей может придать смоле разный цвет – от белого до красного, черного.
Эпоксид почти не реагирует на действие галогенов и разрушается только под действием сильных кислот. Большинство щелочей также не способны разрывать молекулярные связи. Инструмент имеет самую высокую адгезию к металлам, но клей на его основе используется для соединения многих других материалов:
- дерево;
- фаянс;
- керамика; резина
- ;
- скин.
В зависимости от типа эпоксидной смолы полученный клеевой шов будет жестким или эластичным. Технические характеристики также различаются. Например, одной из самых популярных марок эпоксидной смолы является ЭД-20. Вот его характеристики:
- плотность — 1,16-1,25 кг м3;
- предел прочности при растяжении — 40-90 МПа, при изгибе — 80-140 МПа, при сжатии — 100-200 МПа;
- температура полимеризации — от +20 градусов, время отверждения — 1,5 часа; объем отвердителя
- – 5 частей на 1 часть смолы;
- водопоглощение за 24 часа — не более 0,01-0,1%;
- термостойкость +55. ..+170 градусов;
- ударная вязкость — 5-25 кДж/кв.м
к оглавлению ↑
Типы смол
Любая эпоксидная смола является двухкомпонентной, включает в себя основной состав и отвердитель в двух отдельных упаковках. В зависимости от компонентов, из которых состоит материал, его делят на смолы холодного и горячего отверждения. Последний вид отверждения потребуется, если конечные изделия предполагается использовать в агрессивных условиях, под воздействием высоких температур, химии.
Также все эпоксидки делятся на следующие разновидности:
- Эпоксид Диан. Включает материалы с маркировкой ЭД-20, ЭД-22, ЭД-16, ЭД-10, ЭП СМ ПРО. Их можно использовать в быту, промышленности. Они хорошо подходят для изготовления наливных полов, пропиточных составов, создания клеев и герметиков. Из этих смол изготавливают различные виды пластика, защитные покрытия.
- Эпоксидная смола Diane для красок и лаков. Это эпоксидные смолы марок Э-40, Э-40 Р, они участвуют в производстве лаков, красок и других покрытий, устойчивых к повреждениям.
- Эпоксидно-модифицированные — ЭПОФОМ 1, 2, 3. Входят в состав эпоксидных компаундов, участвуют в ремонте полов, трубопроводов.
- Смолы эпоксидные специального назначения. Они обладают особыми свойствами, что позволяет им работать в экстремальных условиях. Примером может служить смола ЭХГ (хлорсодержащая), УП-637 (с резорцином), ЭДА и многие другие.
к оглавлению ↑
Получение и производство
Материал производится в России, странах СНГ, за рубежом. Впервые он был получен французским химиком Кастаном, это произошло в 1963 году. Средство может быть получено путем поликонденсации эпихлоргидрина с фенолом или пищевыми маслами, например, соевым. Этот процесс называется «эпоксидирование». Наиболее ценные сорта смол получают в результате каталитического окисления непредельных соединений. Это позволяет придать изделию более высокие прочностные свойства, водостойкость.
Поскольку любая смола двухкомпонентная, для ее разбавления потребуется отвердитель (амин, ангидрид, некоторые кислоты). Катализаторы отверждения часто добавляют в отвердители в процессе производства. После этого смола застывает, переходит в нерастворимое соединение.
к оглавлению ↑
Популярные бренды
Продается огромное количество смол от разных производителей — Novol (Новол), Epoximax, Момент (Henkel), Химпром, Химизоляция, Мила Групп, Юграреактив, Эпитал, Экованна» , «Леонардо» (смола для творчества) и многие другие. Ниже приведены известные марки эпоксидной смолы:
- Сыпучий состав EPS 2106. Двухкомпонентный окрашенный продукт для финишных, выравнивающих покрытий по бетону или в качестве самостоятельного покрытия.
- «Арт-массив» и «АРТ-ЭКО». Маловязкие составы на основе модифицированной смолы и отвердителей применяют для покрытия дерева, камня, металла. Позволяет делать красивые 3D полы.
- «Мастер» МК ХТ-116А. Позволяет заливать в заранее подготовленные формы, входит в состав защитных смесей по бетону, дереву, металлу. Придает изделиям неповторимый блеск.
- «Артлайн Кристалл Эпоксид» (Artline Crystal Epoxy). Инструмент идеально подходит для создания поделок, украшений, других видов рукоделия и творчества.
- Etal Optic (Этал Оптик). Двухкомпонентный инструмент для отливки столешниц, диорам, моделей, малых скульптурных форм.
- Пебео Хрустальная смола Гедео. Это прозрачная смола для хобби и творчества, имеет невысокую стоимость и продается в удобных небольших упаковках.
- Линкуид 3D ОПТИ. Наполнитель оптически прозрачный материал, на его основе изготавливаются брелоки, украшения, сувениры, 3D полы, столешницы.
- Кристалл 9 и Кристалл 7. Очень вязкие смолы, используемые для создания изделий с линзой или высоким куполом, обладают высокой твердостью.
- Золотое стекло Poly Макс. Смола специальная для ювелирных изделий, продается в мелкой и крупной упаковках (до 13,5 кг).
- «Витахим» КЭР 828. Применяется в радиоэлектронике, электротехнике, на его основе изготавливают литейные и пропиточные компаунды.
- ЖИДКОЕ СТЕКЛО. Эпоксидная смола в упаковке 150 мл для поделок, творчества, изготовления украшений.
- Стекловидный лак Цернит. Представляет собой жидкую смолу в комплекте с отвердителем, рекомендуется для создания защитных покрытий на дереве, металле.
- «Эпоксидная смола Л». Это прозрачная смола для тюнинга, также подходит для отделки карбоновых деталей автомобилей и мотоциклов.
- Epidian 601. Предназначен для литья полов, труб, емкостей, создания композитов.
- YD 128. Используется для приготовления эпоксидных компаундов, клеев, герметиков.
- Epoxacast 690. Эта абсолютно прозрачная смола предназначена для рукоделия и хобби, творчества.
- Декор ЭпоксиМакс. Средство для декоративных работ, прекрасно сочетающееся с крошкой мрамора, кварца, гранита.
- Соединение К-153. Применяется для герметизации электротехнических изделий, а также деталей, регулярно подвергающихся ударным, вибрационным нагрузкам.
к оглавлению ↑
Область применения
Материал занял прочные позиции в промышленности и быту, но в настоящее время появляются все новые и новые области его массового применения. Наиболее распространенными областями использования инструмента являются следующие:
- пропитка стекловолокна, стекловолокна;
- создание из стеклопластика, углепластика, других видов пластика;
- склеивание деталей в электротехнике, радиоэлектронике;
- гидроизоляция бассейнов;
- заливка полов и подвалов, разработка заливочных масс и пластичных цементов;
- производство красок, лаков, пропиток, замазок;
- включение химически стойких покрытий;
- уплотнение лодки; Применение
- в авиастроении, автомобилестроении, судостроении;
- создание креплений для ракет земля-косм;
- пошив бронежилета;
- ремонт кузова автомобиля;
- производство ювелирных, галантерейных изделий, изделий для кухни, ванной комнаты, дома и быта;
- ремесел;
- Платы наполнения и запайки, микросхемы компьютерные.
Трудно перечислить все области и направления использования эпоксидных смол. Где взять материал для работы? Разнообразные марки продаются на крупных рынках (Касторама, ИКЕА), во всех магазинах стройматериалов.
к содержанию ↑
Комбинирование эпоксидной смолы с другими материалами
Эпоксидные смолы могут пропитывать тканые материалы для повышения прочности в суровых условиях. Их использование ограничено только из-за высокой стоимости. Также эпоксидная смола отлично сочетается с другими видами смол, в том числе полиэфирными. Есть только одно важное условие – нельзя допускать контакта материалов в жидком виде. Сначала делается слой полиэстера, после его застывания наносится эпоксидная смола. Обратная комбинация дает плохой эффект, ее не используют.
к оглавлению ↑
Отвердители для эпоксидной смолы
Это комбинация жидкой смолы и отвердителя, которая запускает процесс полимеризации, позволяет отливать самые разные изделия. Как определить, какой отвердитель нужен? Обычно к нему прилагается средство на его основе – амины или фенолы.
Соотношение отвердителя и смолы может быть различным — от 1:1 и более. Избыток или недостаток жидкости отрицательно скажется на качестве готового полимера. Снизится его прочность, устойчивость к нагреву и воздействию химикатов. Если отвердителя мало, масса может остаться липкой.
к оглавлению ↑
Стандарты качества эпоксидной смолы
При закупке материала необходимо проверить ряд важных показателей — соответствие ГОСТу, срок годности (12 месяцев). Если товар импортный, он имеет таможенные коды, соответствующие требованиям ТН ВЭД.
Также следует уточнить условия хранения материала, иначе он может испортиться (они указаны в инструкции, обычно рекомендуется хранить продукт при температуре до +35 градусов). Особенно важно купить качественный материал, если требуются большие объемы.