5.4. Трубоволочильный стан
Трубоволочильный стан предназначен для уменьшения диаметра трубы при протягивании ее через волочильное кольцо.
Подготовленная труба подается на загрузочный стеллаж, на котором с помощью длинноходового цилиндра в нее задается оправка. Труба с оправкой подается в волочильное кольцо, по другую сторону которого находится тянущая тележка 1 (рис. 5.9) с захватным приспособлением 2. Тележка сцепляется с цепью 3 и начинается процесс волочения. Цепь приводится в движение через рабочую звездочку 4, соединенную с двигателем 5 через цилиндрический редуктор 6. По окончании волочения тележка механически отключается от цепи и возвращается в исходное положение при помощи вспомогательного двигателя. Кинематическая схема привода тянущей тележки представлена на рис. 5.9.
Рис. 5.9
Усилие в начале волочения зависит от скорости захвата трубы. Для обеспечения минимальных механических нагрузок захват трубы производится на скорости захвата
 Скорость
волочения определяется исходя из
равномерности движения трубы в очаге
деформации и составляет VB = 0,8 ÷ 1,5
м/с.
Скорость
волочения определяется исходя из
равномерности движения трубы в очаге
деформации и составляет VB = 0,8 ÷ 1,5
м/с.5.4.1. Требования к электроприводу
1. Поддержание скорости двигателя в течение процесса волочения (статическое падение скорости не более 6 %).
2. Большая перегрузочная способность как в переходных, так и в установившихся режимах при возможных скачках усилия волочения.
3. Протяжка происходит при постоянстве момента.
4. Широкий диапазон регулирования для обеспечения необходимых скоростей захвата и волочения.
5. Плавное регулирование скорости в данном диапазоне.
6. Возможность ослабления поля для увеличения скорости волочения при уменьшении усилия волочения, если это предусмотрено технологи-ческим процессом.
5.4.2. Расчетные выражения
Статическая мощность на валу двигателя, Вт,
(5. 19)
19)
где F3 – усилие на ведущей звездочке цепи, Н; VB – скорость волочения, м/с; – КПД передачи.
F3 = FB+FT+FЦ , (5.20)
где FB – усилие волочения, Н; FT – усилие на перемещение тележки, Н; FЦ – усилие на перемещение цепи, Н.
Усилие на перемещение тележки
(5.21)
где Q = mg – вес тележки, Н, масса которой равна
Усилие перемещения цепи
FЦ = 2m1gf1Lc , (5. 22)
22)
где m1 – масса одного метра цепи, кг/м; L – расстояние между осями звездочек; f1 – коэффициент трения цепи о направляющие.
Коэффициенты k и с в формулах (5.21) и (5.22) учитывают дополнительные силы сопротивления движению тележки и цепи.
Передаточное число редуктора при заданной скорости волочения и выбранной скорости двигателя
(5.23)
где R3 – радиус начальной окружности ведущей звездочки, м.
Момент волочения, Н·м,
(5.24)
Момент холостого хода, Н·м,
(5.25)
Далее
вычисляют суммарный момент инерции,
пути и время работы на отдельных участках
тахограммы и длительность цикла, принимая t0 = 2 ÷ 4 с. Время возврата тележки tBT определяется исходя из скорости возврата VBT и длины трубы L.
Примерный вид тахограммы тележки показан на рис. 5.10, а варианты конструктивно-технологических параметров приведены в табл. 5.5.
Рис. 5.10
5.4.3. Варианты конструктивно-технологических параметров
Таблица 5.5
Технологические данные | Обозна- чение | Размер- ность | Варианты | ||||
1 | 2 | 3 | 4 | 5 | |||
Усилие волочения | FB | H | 196 000 | 490 000 | 753 000 | 441 000 | 147 000 |
Скорость захвата | V3 | м/с | 0,17 | 0,21 | 0,30 | 0,30 | 0,45 |
Скорость волочения | VB | м/с | 0,85 | 1,20 | 1,50 | 1,20 | 1,40 |
Скорость возврата | VBT | м/с | 3,0 | 3,6 | 2,9 | 3,5 | 4,0 |
Масса тележки | m | кг | 433 | 768 | 1021 | 569 | 312 |
Диаметр цапф колес | d | мм | 50 | 75 | 48 | 39 | |
Диаметр колес | D | мм | 150 | 250 | 270 | 210 | 160 |
Длина трубы | LT | м | 10 | 14 | 15 | 8 | 8 |
Масса одного метра длины цепи | m1 | кг | 92 | 114 | 214 | 96 | 76 |
Расстояние между осями звездочек | L | м | 11 | 18 | 18 | 13 | 11 |
Коэффициент трения скольжения в подшипниках колес | Х | ‑ | 0,10 | 0,12 | 0,10 | 0,13 | 0,09 |
Коэффициент трения качения | f | ‑ | 0,08 | 0,085 | 0,08 | 0,09 | 0,08 |
КПД передачи | | ‑ | 0,72 | 0,69 | 0,70 | 0,71 | 0,67 |
Радиус начальной окружности звездочки | R3 | м | 0,25 | 0,41 | 0,47 | 0,32 | 0,2 |
Коэффициент трения цепи о направляющие | F1 | ‑ | 0,20 | 0,20 | 0,21 | 0,17 | 0,20 |
Коэффициенты учета дополнительных сопротивлений | c , k | ‑ | 3,0 | 2,5 | 3,1 | 3,0 | 3,0 |
Ускорение и замедление | a , b | м/с2 | 0,60 | 0,65 | 0,65 | 0,80 | 0,83 |
11.
 СОКРАЩЕННОЕ ОБОЗНАЧЕНИЕ ПРЕДПРИЯТИЙ, ЦЕХОВ, СТАНОВ И УСТАНОВОК — ИЗГОТОВИТЕЛЕЙ ТРУБ
СОКРАЩЕННОЕ ОБОЗНАЧЕНИЕ ПРЕДПРИЯТИЙ, ЦЕХОВ, СТАНОВ И УСТАНОВОК — ИЗГОТОВИТЕЛЕЙ ТРУБ 11. СОКРАЩЕННОЕ ОБОЗНАЧЕНИЕ ПРЕДПРИЯТИЙ, ЦЕХОВ,
СТАНОВ И УСТАНОВОК - ИЗГОТОВИТЕЛЕЙ ТРУБ
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АЗЕРБАЙДЖАНСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД ! Азербайджанский
Установки с автоматическим станом (Цех ТП) !
Стан 140 ! 140
Станы 250 N1 и N2 ! 250
-------------------------------------------------------------------------------
АЛЬМЕТЬЕВСКИЙ ТРУБНЫЙ ЗАВОД ! Альметьевский
Трубоэлектросварочные станы !
Стан электродуговой сварки 159-426 (Цех 1) ! 159-426-1
Стан высокочастотной сварки 159-426 (Цех 1) ! 159-426-2
Стан высокочастотной сварки 159-426 (Цех 2) ! 159-426-3
Стан 10-76 (Цех 3) ! 10-76
Стан 20-76 (Цех 1) ! 20-76
Стан 102-220 (Цех 1) ! 102-220
-------------------------------------------------------------------------------
АО "ВЫКСУНСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД" ! Выксунский
Трубоэлектросварочные станы !
Станы 20-76 N1,2,3 (Цех N2) ! 20-76
Стан 203-530 (Цех N3) ! 203-530
Стан 146-245 (Цех N5) ! 146-245
-------------------------------------------------------------------------------
АО "ДНЕПРОПЕТРОВСКИЙ ТРУБНЫЙ ЗАВОД" ! Днепропетровский
! трубный
Производство горячедеформированных труб !
Трубопрокатный агрегат 80 (ЦБТ) 80
Трубопрокатный агрегат 140 со станами !
продольной прокатки (ЦБТ) ! 140
Трубоэлектросварочные станы (ТЭСЦ) !
Стан 51-152 N1,2 ! 51-152
Производство холоднодеформированных труб !
Отделение цеха бесшовных труб ! ЦБТ
Трубоволочильный цех N2 ! В-2
Трубоволочильный цех N3 ! В-3
-------------------------------------------------------------------------------
АО "ЛУГАНСКИЙ ТРУБНЫЙ ЗАВОД" ! Луганский
! им. Якубовского
Трубоэлектросварочные станы !
Станы 20-76 N1,2 (Цех N1) ! 20-76
Стан 10-60 N4 (Цех N2) ! 10-60
Стан 8-10 N5 (Цех N2) ! 8-10
Станы спиральной сварки труб 180-530 N7,8(Цех N4) ! 180-350
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АО "МОСКОВСКИЙ ТРУБНЫЙ ЗАВОД "ФИЛИТ" ! Московский
Производство труб из углеродистой стали !
Трубоэлектросварочные станы !
Стан 20-76 N1 ! 20-76
Стан 6-30 N3 ! 6-30
Стан 10-30 N4 (WRS-300) ! 10-30 (WRS-300)
Стан 10-60 N6 (WRS-400) ! 10-60 (WRS-400)
Стан 20-83 N5 (WRS-500) ! 20-83 (WRS-500)
Производство труб из коррозионностойкой стали !
Станы аргоно-дуговой сварки !
Стан 6-32 N9 ! 6-32
Станы 10-60 N7,8,11 ! 10-60
Стан 20-102 N10 ! 20-102
-------------------------------------------------------------------------------
АООТ "ВОЛЖСКИЙ ТРУБНЫЙ ЗАВОД" ! Волжский
Станы спиральной сварки труб (Цех ТЭС) !
Стан 2520 ! 2520
Станы 530-1420 N1-10 ! 530-1420
Установка с трехвалковым станом 200 (ТПЦ N1) ! 200
Трубопрессовые установки (ТПЦ N2) !
Пресс 2000 ! Пр.
Якубовского
Трубоэлектросварочные станы !
Станы 20-76 N1,2 (Цех N1) ! 20-76
Стан 10-60 N4 (Цех N2) ! 10-60
Стан 8-10 N5 (Цех N2) ! 8-10
Станы спиральной сварки труб 180-530 N7,8(Цех N4) ! 180-350
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АО "МОСКОВСКИЙ ТРУБНЫЙ ЗАВОД "ФИЛИТ" ! Московский
Производство труб из углеродистой стали !
Трубоэлектросварочные станы !
Стан 20-76 N1 ! 20-76
Стан 6-30 N3 ! 6-30
Стан 10-30 N4 (WRS-300) ! 10-30 (WRS-300)
Стан 10-60 N6 (WRS-400) ! 10-60 (WRS-400)
Стан 20-83 N5 (WRS-500) ! 20-83 (WRS-500)
Производство труб из коррозионностойкой стали !
Станы аргоно-дуговой сварки !
Стан 6-32 N9 ! 6-32
Станы 10-60 N7,8,11 ! 10-60
Стан 20-102 N10 ! 20-102
-------------------------------------------------------------------------------
АООТ "ВОЛЖСКИЙ ТРУБНЫЙ ЗАВОД" ! Волжский
Станы спиральной сварки труб (Цех ТЭС) !
Стан 2520 ! 2520
Станы 530-1420 N1-10 ! 530-1420
Установка с трехвалковым станом 200 (ТПЦ N1) ! 200
Трубопрессовые установки (ТПЦ N2) !
Пресс 2000 ! Пр. 2000
Пресс 5500 ! Пр. 5500
Установка с непрерывным станом 146-426 (ТПЦ N3) ! 146-426
-------------------------------------------------------------------------------
АООТ "НИЖНЕДНЕПРОВСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД" ! Нижнеднепровский
! им.К.Либкхнехта
Установки с пилигримовыми станами !
Стан 6-12" (Цех N1) ! 6-12
Стан 5-12" (Цех N4) ! 5-12
Полунепрерывная установка 140 со станом !
"Тандем" (Цех N5) ! 140
Установка с трехвалковым станом 200 (Цех N3) ! 200
Трубоэлектросварочные станы 10-60 N1-6 (Цех N2) ! 10-60
Производство холоднодеформированных труб !
Отделение цеха N3 ! отделение
! цеха N3
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АООТ "ПЕРВОУРАЛЬСКИЙ НОВОТРУБНЫЙ ЗАВОД" ! Первоуральский
Установка с непрерывным станом 30-102 (Цех N8) ! 30-102
Установки с автоматическим станом !
Стан 140 N1 (Цех N1) ! 140 N1
Стан 140 N2 (Цех N1) ! 140 N2
Стан 140 N3 (Цех N4) ! 140 N3
Стан-220 (Цех N1) ! 220
Установка с трехвалковым станом 160 (Цех N5) ! 160
Трубоэлектросварочный цех (Цех N11) !
Производство сварных труб из углеродистых марок стали!
Трубоэлектросварочные станы 10-60 N1,2,5 ! 10-60
Производство сварных труб из коррозионностойких марок!
стали !
Станы аргоно-дуговой сварки 10-60 N3, 10-76 N4 ! 10-60, 10-76
Трубоэлектросварочный цех (Цех N15) !
Производство сварных труб из углеродистых марок стали!
Трубоэлектросварочные станы !
Станы 10-32 N3, 20-76 N2 ! 10-32, 20-76
Стан 4-15 ! 4-15
Цех футерованных труб ! ЦФТ
Производство холоднодеформированных труб !
Трубоволочильный цех N3 ! В-3
Волочильное отделение цеха N5 ! отделение цеха N5
Трубоволочильный цех N6 ! В-6
Трубоволочильный цех N7 ! В-7
Трубоволочильный цех N9 ! В-9
Трубоволочильный цех N10 ! В-10
Трубоволочильный цех N12 ! В-12
Трубоволочильный цех N14 ! В-14
-------------------------------------------------------------------------------
АООТ ПО ПРОИЗВОДСТВУ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ !
"ВЭСТ-МД" ! Волгоградский
Трубоэлектросварочные станы !
Стан 10-60 ! 10-60
Стан АШТ-60 ! АШТ-60
Стан 5-16 ! 5-16
Стан 6-30 ! 6-30
-------------------------------------------------------------------------------
АООТ "СЕВЕРСКИЙ ТРУБНЫЙ ЗАВОД" ! Северский
Установка с пилигримовым станом 5-12" (Цех ТП N1) ! 5-12
Трубоэлектросварочные станы (ТЭСЦ N2) !
Стан 6-32 ! 6-32
Стан 10-76 ! 10-76
Стан 20-102 ! 20-102
Стан 73-219 ! 73-219
Стан 102-220 ! 102-220
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АООТ "СИНАРСКИЙ ТРУБНЫЙ ЗАВОД" ! Синарский
Полунепрерывная установка 140 со станом "Тандем" !
(Цех Т-2) ! 140
Установка с непрерывным станом 80 (Цех Т-3) ! 80
Отделение НКТ (Цех Т-4) ! отделение НКТ
Производство холоднодеформированных труб !
Трубоволочильный цех N1 ! В-1
Трубоволочильный цех N2 ! В-2
Трубоволочильный цех N3 ! В-3
Трубоэлектросварочный стан АШТ-60 (Цех В-1) ! АШТ-60
Цех свертно-паяных труб ! ЦСПТ
Труболитейные установки ! ТЛЦ
-------------------------------------------------------------------------------
АО "ТАГАНРОГСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД" ! Таганрогский
Установки с пилигримовым станом !
Стан 5-10" (Цех ТП N1) ! 5-10
Стан 4-10" (Цех ТП N2) ! 4-10
Станы непрерывной печной сварки труб !
Стан 1/2-2" (Цех ТС N3) ! 1/2-2
Стан 1/8-1" (Цех ТС N4) ! 1/8-1
Трубоэлектросварочные станы !
Станы 20-76 N1,2 (Цех ТС N1) ! 20-76
Станы 51-114 (Цех ТС N2) ! 51-114
Профилегибочный агрегат !
ПГА 2-4 х 150-450 (Цех ТС N2) ! ПГА
-------------------------------------------------------------------------------
АО "ЧЕЛЯБИНСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД" ! Челябинский
Установка с пилигримовым станом 8-16" (Цех N1) ! 8-16
Установка с автоматическим станом 140 (Цех N2) ! 140
Станы для сварки труб под слоем флюса !
Станы 530-820 и 1220 (Цех N6) ! 530-820, 1220
Станы непрерывной печной сварки труб !
Стан 1/2-3" (Цех N7) ! 1/2-3
Стан 1/2-2" (Цех N8) ! 1/2-2
Трубоэлектросварочные станы (Цех N9) !
Станы 10-30 и 10-60 ! 10-30, 10-60
Станы для производства холоднодеформированных труб !
Станы ХПТ-250 N1,2,3 (Цех N5) ! ХПТ-250
Стан ХПТ-450 (Цех N5) ! ХПТ-450
Стан ХПТ-160 ! ХПТ-160
-------------------------------------------------------------------------------
БОРСКИЙ ТРУБНЫЙ ЗАВОД ! Борский
Трубоэлектросварочные станы 10-60 ! 10-60
-------------------------------------------------------------------------------
КУЗНЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ! Кузнецкий
Трубоэлектросварочный стан 10-60 ! 10-60
-------------------------------------------------------------------------------
ЛИПЕЦКАЯ МЕТАЛЛУРГИЧЕСКАЯ КОМПАНИЯ "СВОБОДНЫЙ СОКОЛ" ! Липецкий
! "Свободный сокол"
Труболитейные установки !
ЦМ ЛН-102 ! ЦМ ЛН-102
ЦМ ЛН-104 ! ЦМ ЛН-104
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
МАГНИТОГОРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ! Магнитогорский
Трубоэлектросварочный стан 10-60 ! 10-60
-------------------------------------------------------------------------------
МАКЕЕВСКИЙ ТРУБОЛИТЕЙНЫЙ ЗАВОД ! Макеевский
Труболитейные установки !
ЦМ 543 (ТЛЦ N1) ! ЦМ 543
ЦМ МТ-515 (ТЛЦ N2) ! ЦМ МТ-515
ЦМ ЛН-107 (ТЛЦ N3) ! ЦМ ЛН-107
Машина для отливки однофланцевых патрубков !
с последующей контактной электросваркой ! МООТ
двухфланцевых труб !
-------------------------------------------------------------------------------
МАРИУПОЛЬСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ! Мариупольский
! им.
2000
Пресс 5500 ! Пр. 5500
Установка с непрерывным станом 146-426 (ТПЦ N3) ! 146-426
-------------------------------------------------------------------------------
АООТ "НИЖНЕДНЕПРОВСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД" ! Нижнеднепровский
! им.К.Либкхнехта
Установки с пилигримовыми станами !
Стан 6-12" (Цех N1) ! 6-12
Стан 5-12" (Цех N4) ! 5-12
Полунепрерывная установка 140 со станом !
"Тандем" (Цех N5) ! 140
Установка с трехвалковым станом 200 (Цех N3) ! 200
Трубоэлектросварочные станы 10-60 N1-6 (Цех N2) ! 10-60
Производство холоднодеформированных труб !
Отделение цеха N3 ! отделение
! цеха N3
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АООТ "ПЕРВОУРАЛЬСКИЙ НОВОТРУБНЫЙ ЗАВОД" ! Первоуральский
Установка с непрерывным станом 30-102 (Цех N8) ! 30-102
Установки с автоматическим станом !
Стан 140 N1 (Цех N1) ! 140 N1
Стан 140 N2 (Цех N1) ! 140 N2
Стан 140 N3 (Цех N4) ! 140 N3
Стан-220 (Цех N1) ! 220
Установка с трехвалковым станом 160 (Цех N5) ! 160
Трубоэлектросварочный цех (Цех N11) !
Производство сварных труб из углеродистых марок стали!
Трубоэлектросварочные станы 10-60 N1,2,5 ! 10-60
Производство сварных труб из коррозионностойких марок!
стали !
Станы аргоно-дуговой сварки 10-60 N3, 10-76 N4 ! 10-60, 10-76
Трубоэлектросварочный цех (Цех N15) !
Производство сварных труб из углеродистых марок стали!
Трубоэлектросварочные станы !
Станы 10-32 N3, 20-76 N2 ! 10-32, 20-76
Стан 4-15 ! 4-15
Цех футерованных труб ! ЦФТ
Производство холоднодеформированных труб !
Трубоволочильный цех N3 ! В-3
Волочильное отделение цеха N5 ! отделение цеха N5
Трубоволочильный цех N6 ! В-6
Трубоволочильный цех N7 ! В-7
Трубоволочильный цех N9 ! В-9
Трубоволочильный цех N10 ! В-10
Трубоволочильный цех N12 ! В-12
Трубоволочильный цех N14 ! В-14
-------------------------------------------------------------------------------
АООТ ПО ПРОИЗВОДСТВУ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ !
"ВЭСТ-МД" ! Волгоградский
Трубоэлектросварочные станы !
Стан 10-60 ! 10-60
Стан АШТ-60 ! АШТ-60
Стан 5-16 ! 5-16
Стан 6-30 ! 6-30
-------------------------------------------------------------------------------
АООТ "СЕВЕРСКИЙ ТРУБНЫЙ ЗАВОД" ! Северский
Установка с пилигримовым станом 5-12" (Цех ТП N1) ! 5-12
Трубоэлектросварочные станы (ТЭСЦ N2) !
Стан 6-32 ! 6-32
Стан 10-76 ! 10-76
Стан 20-102 ! 20-102
Стан 73-219 ! 73-219
Стан 102-220 ! 102-220
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
АООТ "СИНАРСКИЙ ТРУБНЫЙ ЗАВОД" ! Синарский
Полунепрерывная установка 140 со станом "Тандем" !
(Цех Т-2) ! 140
Установка с непрерывным станом 80 (Цех Т-3) ! 80
Отделение НКТ (Цех Т-4) ! отделение НКТ
Производство холоднодеформированных труб !
Трубоволочильный цех N1 ! В-1
Трубоволочильный цех N2 ! В-2
Трубоволочильный цех N3 ! В-3
Трубоэлектросварочный стан АШТ-60 (Цех В-1) ! АШТ-60
Цех свертно-паяных труб ! ЦСПТ
Труболитейные установки ! ТЛЦ
-------------------------------------------------------------------------------
АО "ТАГАНРОГСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД" ! Таганрогский
Установки с пилигримовым станом !
Стан 5-10" (Цех ТП N1) ! 5-10
Стан 4-10" (Цех ТП N2) ! 4-10
Станы непрерывной печной сварки труб !
Стан 1/2-2" (Цех ТС N3) ! 1/2-2
Стан 1/8-1" (Цех ТС N4) ! 1/8-1
Трубоэлектросварочные станы !
Станы 20-76 N1,2 (Цех ТС N1) ! 20-76
Станы 51-114 (Цех ТС N2) ! 51-114
Профилегибочный агрегат !
ПГА 2-4 х 150-450 (Цех ТС N2) ! ПГА
-------------------------------------------------------------------------------
АО "ЧЕЛЯБИНСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД" ! Челябинский
Установка с пилигримовым станом 8-16" (Цех N1) ! 8-16
Установка с автоматическим станом 140 (Цех N2) ! 140
Станы для сварки труб под слоем флюса !
Станы 530-820 и 1220 (Цех N6) ! 530-820, 1220
Станы непрерывной печной сварки труб !
Стан 1/2-3" (Цех N7) ! 1/2-3
Стан 1/2-2" (Цех N8) ! 1/2-2
Трубоэлектросварочные станы (Цех N9) !
Станы 10-30 и 10-60 ! 10-30, 10-60
Станы для производства холоднодеформированных труб !
Станы ХПТ-250 N1,2,3 (Цех N5) ! ХПТ-250
Стан ХПТ-450 (Цех N5) ! ХПТ-450
Стан ХПТ-160 ! ХПТ-160
-------------------------------------------------------------------------------
БОРСКИЙ ТРУБНЫЙ ЗАВОД ! Борский
Трубоэлектросварочные станы 10-60 ! 10-60
-------------------------------------------------------------------------------
КУЗНЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ! Кузнецкий
Трубоэлектросварочный стан 10-60 ! 10-60
-------------------------------------------------------------------------------
ЛИПЕЦКАЯ МЕТАЛЛУРГИЧЕСКАЯ КОМПАНИЯ "СВОБОДНЫЙ СОКОЛ" ! Липецкий
! "Свободный сокол"
Труболитейные установки !
ЦМ ЛН-102 ! ЦМ ЛН-102
ЦМ ЛН-104 ! ЦМ ЛН-104
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
МАГНИТОГОРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ! Магнитогорский
Трубоэлектросварочный стан 10-60 ! 10-60
-------------------------------------------------------------------------------
МАКЕЕВСКИЙ ТРУБОЛИТЕЙНЫЙ ЗАВОД ! Макеевский
Труболитейные установки !
ЦМ 543 (ТЛЦ N1) ! ЦМ 543
ЦМ МТ-515 (ТЛЦ N2) ! ЦМ МТ-515
ЦМ ЛН-107 (ТЛЦ N3) ! ЦМ ЛН-107
Машина для отливки однофланцевых патрубков !
с последующей контактной электросваркой ! МООТ
двухфланцевых труб !
-------------------------------------------------------------------------------
МАРИУПОЛЬСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ! Мариупольский
! им. Ильича
Установка с пилигримовым станом 6-12" ! 6-12
Трубоэлектросварочные станы !
Стан 16-33 ! 16-33
Стан 40-114 ! 40-114
-------------------------------------------------------------------------------
МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД "КОМИНМЕТ" ! Днепропетровский
! им.Коминтерна
Трубоэлектросварочные станы 20-76 N1,2 ! 20-76
-------------------------------------------------------------------------------
МОГИЛЕВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ! Могилевский
Труболитейные установки !
ПНОТ 200-250 N1,2,3 ! ПНОТ 200-250
ПНОТ 400 N4 ! ПНОТ 400 N4
ПНОТ 200 N5 ! ПНОТ 200 N5
ПНОТ 200 N6,7 ! ПНОТ 200 N6,7
ПНОТ 100 N8,9 ! ПНОТ 100 N8,9
Трубоэлектросварочный стан 20-76 ! 20-76
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
НИКОПОЛЬСКИЙ ЮЖНОТРУБНЫЙ ЗАВОД ! Никопольский
Установка с непрерывным станом 30-102 (Цех N7) ! 30-102
Установки с автоматическим станом !
Стан 140 N1 (Цех N1) ! 140 N1
Стан 140 N2 (Цех N1) ! 140 N2
Стан 350 (Цех N2) ! 350
Трубопрессовые установки !
Горизонтальные пресса (Цех N4) ! Пресса
Вертикальные пресса (Цех N3) ! Вертикальные
! пресса
Трубоэлектросварочный цех (Цех N5) ! ТЭСЦ
Производство сварных труб из углеродистых марок стали!
Трубоэлектросварочные станы 10-60 N1,2,3 ! 10-60
Производство сварных труб из коррозионностойких !
марок стали !
Станы аргоно-дуговой сварки 10-76 и 20-102 N5,6 ! 10-76, 20-102
Цех покрытий ! Цех покрытий
Цех геологоразведочных труб (Цех N6) ! ЦГРТ
Производство холоднодеформированных труб !
Трубоволочильный цех N1 ! В-1
Трубоволочильный цех N2 ! В-2
Трубоволочильный цех N4 ! В-4
Трубоволочильный цех N5 ! В-5
Отделение сплавов (Цех N5) ! отделение цеха N5
Цех литых труб ! ЦЛТ
-------------------------------------------------------------------------------
НОВОМОСКОВСКИЙ ТРУБНЫЙ ЗАВОД ! Новомосковский
Трубоэлектросварочные станы !
Стан 1020 (Цех N1) ! 1020
Стан 159-529 (Цех N2) ! 159-529
Станы аргоно-дуговой сварки 20-76 (Цех N3) ! 20-76
-------------------------------------------------------------------------------
НОВОСИБИРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ! Новосибирский
Трубоэлектросварочные станы !
Стан 20-102 (Цех ЦЛТП) ! 20-102
Станы 20-114 (Цех ТЭС) ! 20-114
Трубоволочильный цех (ТВЦ) ! ТВЦ
-------------------------------------------------------------------------------
ОПЫТНЫЙ ЗАВОД ГОСУДАРСТВЕННОГО ТРУБНОГО ИНСТИТУТА ! Днепропетровский
! опытный ВНИТИ
Трубопрокатный цех ! ТПЦ
-------------------------------------------------------------------------------
ПО "ИЖОРСКИЙ ЗАВОД" ! Ижорский
Трубопрокатный цех !
Стан 140 ! 140
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
РУСТАВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ! Руставский
Установки с автоматическим станом (Цех ТП) !
Стан 140 ! 140
Стан 400 ! 400
Цех холодного волочения (Цех ТВ) ! ТВЦ
Цех металлопокрытий ! ЦМП
-------------------------------------------------------------------------------
САНКТ-ПЕТЕРБУРГСКИЙ ТРУБНЫЙ ЗАВОД "ТРУБОСТАЛЬ" ! С.
Ильича
Установка с пилигримовым станом 6-12" ! 6-12
Трубоэлектросварочные станы !
Стан 16-33 ! 16-33
Стан 40-114 ! 40-114
-------------------------------------------------------------------------------
МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД "КОМИНМЕТ" ! Днепропетровский
! им.Коминтерна
Трубоэлектросварочные станы 20-76 N1,2 ! 20-76
-------------------------------------------------------------------------------
МОГИЛЕВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ! Могилевский
Труболитейные установки !
ПНОТ 200-250 N1,2,3 ! ПНОТ 200-250
ПНОТ 400 N4 ! ПНОТ 400 N4
ПНОТ 200 N5 ! ПНОТ 200 N5
ПНОТ 200 N6,7 ! ПНОТ 200 N6,7
ПНОТ 100 N8,9 ! ПНОТ 100 N8,9
Трубоэлектросварочный стан 20-76 ! 20-76
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
НИКОПОЛЬСКИЙ ЮЖНОТРУБНЫЙ ЗАВОД ! Никопольский
Установка с непрерывным станом 30-102 (Цех N7) ! 30-102
Установки с автоматическим станом !
Стан 140 N1 (Цех N1) ! 140 N1
Стан 140 N2 (Цех N1) ! 140 N2
Стан 350 (Цех N2) ! 350
Трубопрессовые установки !
Горизонтальные пресса (Цех N4) ! Пресса
Вертикальные пресса (Цех N3) ! Вертикальные
! пресса
Трубоэлектросварочный цех (Цех N5) ! ТЭСЦ
Производство сварных труб из углеродистых марок стали!
Трубоэлектросварочные станы 10-60 N1,2,3 ! 10-60
Производство сварных труб из коррозионностойких !
марок стали !
Станы аргоно-дуговой сварки 10-76 и 20-102 N5,6 ! 10-76, 20-102
Цех покрытий ! Цех покрытий
Цех геологоразведочных труб (Цех N6) ! ЦГРТ
Производство холоднодеформированных труб !
Трубоволочильный цех N1 ! В-1
Трубоволочильный цех N2 ! В-2
Трубоволочильный цех N4 ! В-4
Трубоволочильный цех N5 ! В-5
Отделение сплавов (Цех N5) ! отделение цеха N5
Цех литых труб ! ЦЛТ
-------------------------------------------------------------------------------
НОВОМОСКОВСКИЙ ТРУБНЫЙ ЗАВОД ! Новомосковский
Трубоэлектросварочные станы !
Стан 1020 (Цех N1) ! 1020
Стан 159-529 (Цех N2) ! 159-529
Станы аргоно-дуговой сварки 20-76 (Цех N3) ! 20-76
-------------------------------------------------------------------------------
НОВОСИБИРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ! Новосибирский
Трубоэлектросварочные станы !
Стан 20-102 (Цех ЦЛТП) ! 20-102
Станы 20-114 (Цех ТЭС) ! 20-114
Трубоволочильный цех (ТВЦ) ! ТВЦ
-------------------------------------------------------------------------------
ОПЫТНЫЙ ЗАВОД ГОСУДАРСТВЕННОГО ТРУБНОГО ИНСТИТУТА ! Днепропетровский
! опытный ВНИТИ
Трубопрокатный цех ! ТПЦ
-------------------------------------------------------------------------------
ПО "ИЖОРСКИЙ ЗАВОД" ! Ижорский
Трубопрокатный цех !
Стан 140 ! 140
-------------------------------------------------------------------------------
-------------------------------------------------------------------------------
Полное наименование !Cокращенное обозначение
-------------------------------------------------------------------------------
РУСТАВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ! Руставский
Установки с автоматическим станом (Цех ТП) !
Стан 140 ! 140
Стан 400 ! 400
Цех холодного волочения (Цех ТВ) ! ТВЦ
Цех металлопокрытий ! ЦМП
-------------------------------------------------------------------------------
САНКТ-ПЕТЕРБУРГСКИЙ ТРУБНЫЙ ЗАВОД "ТРУБОСТАЛЬ" ! С. Петербургский
! "Трубосталь"
Трубоэлектросварочные станы !
Стан 20-76 ! 20-76
Стан 16-76 ! 16-76
Стан 20-114 ! 20-114
-------------------------------------------------------------------------------
ХАРЦЫЗСКИЙ ГОСУДАРСТВЕННЫЙ ТРУБНЫЙ ЗАВОД ! Харцызский
Станы для сварки труб под слоем флюса !
Станы 530-720 и 530-1420 (Цех N1) ! 530-720, 530-1420
Стан 1220-1620 (Цех N2) ! 1220-1620
Трубоэлектросварочные станы !
Стан 19-102 ! 19-102
Стан 27-89 ! 27-89
-------------------------------------------------------------------------------
Петербургский
! "Трубосталь"
Трубоэлектросварочные станы !
Стан 20-76 ! 20-76
Стан 16-76 ! 16-76
Стан 20-114 ! 20-114
-------------------------------------------------------------------------------
ХАРЦЫЗСКИЙ ГОСУДАРСТВЕННЫЙ ТРУБНЫЙ ЗАВОД ! Харцызский
Станы для сварки труб под слоем флюса !
Станы 530-720 и 530-1420 (Цех N1) ! 530-720, 530-1420
Стан 1220-1620 (Цех N2) ! 1220-1620
Трубоэлектросварочные станы !
Стан 19-102 ! 19-102
Стан 27-89 ! 27-89
-------------------------------------------------------------------------------
Азбука металлургии.
 Ц — Цех
Ц — Цех
Рекомендуем
#Отрасль ТМК определила лучшего специалиста в области качества По итогам испытаний лучшим признан Павел Синчинов, старший контрольный мастер Таганрогского металлургического завода (ТАГМЕТ), входящего в ТМК.
3 минуты
#История
Как владелец завода оставил потомкам фотохронику
Заслуживает внимания личность Дмитрия Павловича Соломирского, благодаря нетривиальному (для тех лет) увлечению которого мы можем посмотреть, как выглядел современный промышленный гигант ТМК почти полтора века назад.
5 минут
#Предприятия
РусНИТИ: как появился гигант
Трубная Металлургическая Компания — это не только обширная сеть заводов, но и крупные исследовательские площадки: НТЦ ТМК в Москве и РусНИТИ в Челябинске. О том, как появился Русский научно-исследовательский институт трубной промышленности, мы и расскажем в этом тексте.
5 минут
#Экология
Технологии чистой воды
На ЧТПЗ состоялась торжественная церемония закладки капсулы с чистой водой, символизирующей следующий этап модернизации систем водопользования — начало строительства комплекса по очистке промышленно-ливневых стоков AQA Баланс.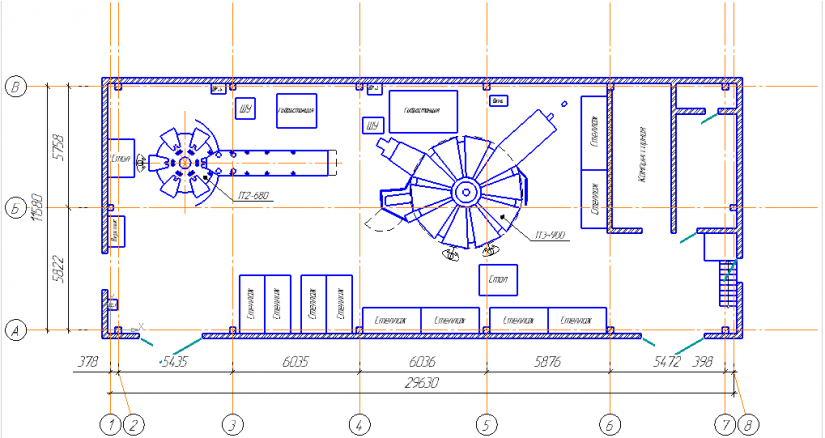
4 минуты
#История Выдающиеся люди: Юрий Матвеев Историю советской металлургической науки нельзя представить без Юрия Михайловича Матвеева — директора УралНИТИ в 1963-1970 годах.
4 минуты
#НовостиТМК
ПНТЗ и ЧТПЗ включены в единый корпоративный сертификат качества ТМК
Предприятия успешно прошли сертификационный аудит на соответствие требованиям международного стандарта ISO 9001:2015, а также принципам КСМК компании. 2 минуты
2 минуты
#Производство ПНТЗ повышает энергоэффективность благодаря модернизации оборудования Благодаря модернизации оборудования трубоволочильного цеха предприятие сократит использование электроэнергии на 2 000 киловатт-час в год.
2 минуты
#Производство
ТМК повысила эффективность электросталеплавильного производства на ПНТЗ
Первоуральский новотрубный завод внедрил новые технологии в процесс выплавки стали в рамках мероприятий по повышению операционной эффективности.
2 минуты
#История Фотографии Д. П. Соломирского: часть 2 Перед вами — вторая часть фотографий Северского трубного завода, сделанных в конце XIX века их владельцем Дмитрием Павловичем Соломирским.
3 минуты
#Образование
ТМК стала партнером федерального проекта «Профессионалитет» в Челябинской области
Стороны договорились о создании в регионе образовательно-производственного кластера отрасли «Металлургия».
3 минуты
Next page
Сайт использует файлы «cookie» с целью персонализации сервисов и повышения удобства пользования веб-сайтом. Если вы не хотите использовать файлы «cookie», измените настройки браузера.
Традиции. Достижения. Перспективы. В-2 СинТЗ — 60 лет
Рекомендуем
#Производство
ПНТЗ повышает энергоэффективность благодаря модернизации оборудования
Благодаря модернизации оборудования трубоволочильного цеха предприятие сократит использование электроэнергии на 2 000 киловатт-час в год.
2 минуты
#Отрасль ТМК определила лучшего специалиста в области качества По итогам испытаний лучшим признан Павел Синчинов, старший контрольный мастер Таганрогского металлургического завода (ТАГМЕТ), входящего в ТМК.
3 минуты
#Искусство
Трубы как искусство: заводы ТМК
Мы много рассказывали про то, как трубы становятся арт-объектами по всему миру. Пришло время начать рассказ о заводах ТМК!
Пришло время начать рассказ о заводах ТМК!
3 минуты
#История Выдающиеся люди: Юрий Матвеев Историю советской металлургической науки нельзя представить без Юрия Михайловича Матвеева — директора УралНИТИ в 1963-1970 годах.
4 минуты
#Цифровизация
ТМК повысила надежность системы хранения и обработки данных на ВТЗ
На Волжском трубном заводе впервые введен в эксплуатацию модульный центр обработки данных (МЦОД).
2 минуты
#Образование
ТМК стала участником образовательного проекта «Профессионалитет» в Ростовской области
В Ростовской области кластер по направлению «Металлургия» будет создан на базе Таганрогского техникума машиностроения и металлургии «Тагмет», располагающем собственной производственной базой на территории ТАГМЕТа.
3 минуты
#Спорт Меткость чемпионов Детская секция стендовой стрельбы работает на базе стрелково-спортивного клуба «Синара» при поддержке СинТЗ.
3 минуты
#НовостиТМК
ПНТЗ и ЧТПЗ включены в единый корпоративный сертификат качества ТМК
Предприятия успешно прошли сертификационный аудит на соответствие требованиям международного стандарта ISO 9001:2015, а также принципам КСМК компании. 2 минуты
2 минуты
#Отрасль
Предприятия ТМК выбрали направления для внедрения передовых решений компаний-стартапов
ТМК провела на Волжском трубном и Таганрогском металлургическом заводах диагностические сессии корпоративного акселератора по выявлению потребностей бизнеса в новых продуктах и технологиях.
2 минуты
#Экология
Галина Голубкова: «Мы восстанавливаем равновесие между производством и окружающей средой»
На вопросы о новом комплексе AQA Баланс, который позволит перевести завод на систему оборотного водоснабжения, ответила главный эколог ЧТПЗ Галина Голубкова.
3 минуты
Next page
Сайт использует файлы «cookie» с целью персонализации сервисов и повышения удобства пользования веб-сайтом. Если вы не хотите использовать файлы «cookie», измените настройки браузера.
Такелажные работы при монтаже оборудования колонного типа
Такелажные работы при монтаже оборудования колонного типа
К аппаратам колонного типа относятся скрубберы, абсорберы, ректификационные колонны. Все эти аппараты, как правило, устанавливают вертикально на железобетонные фундаменты, металлические подставки или балочные перекрытия. Методы монтажа аппаратов колонного типа во многом зависят от высоты опор, на которые их устанавливают.
Методы монтажа аппаратов колонного типа во многом зависят от высоты опор, на которые их устанавливают.
Аппараты массой до 20—30 т при наличии самоходных кранов большой грузоподъемности устанавливают целиком. Если на аппарате нет специальных деталей, за которые его можно строповать, то к нему приваривают ложные штуцера, выполненные из труб или других профилей. Детали для строповки должны находиться выше центра тяжести аппарата, чтобы при его подъеме из горизонтального положения в вертикальное центр тяжести оставался ниже места строповки и аппарат все время был в вертикальном положении.
Если масса аппарата превышает грузоподъемность одного крана, применяют два или три крана; последовательность монтажа от этого не меняется.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Существует несколько методов монтажа аппаратов колонного типа большой массы: наращивание, подращивание, скольжение, поворот вокруг шарнира, метод падающей стрелы, безъякорный, выжимания и скольжения с использованием четырех монтажных мачт и монтажных кранов.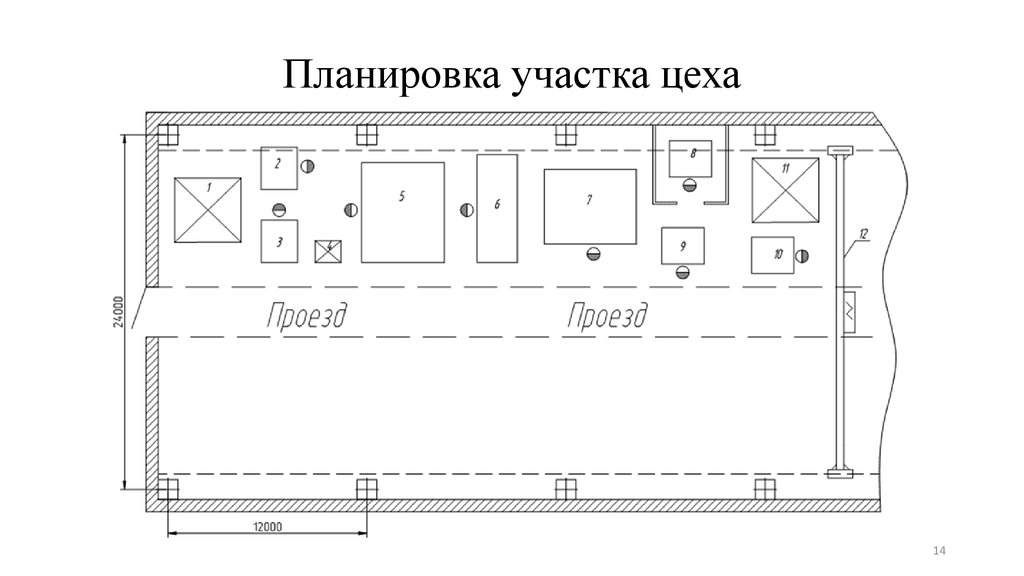
Методом наращивания монтируют элементы царги массой до 20 т с помощью кранов, порталов или мачт. Это очень трудоемкий метод, так как царги соединяют между собой на высоте, для чего возводят подмости и площадки. Сначала устанавливают нижнюю часть аппарата и закрепляют, затем на нее помещают вторую, третью части и т. д. Отдельные царги соединяют между собой болтами или сваркой.
На рис. 105 показана схема монтажа скруббера методом наращивания. Скруббер устанавливают при помощи монтажного крана. Нижняя часть скруббера уже установлена на фундамент, на ней для удобства работы расположены площадки, с которых собирают верхнюю и нижнюю части и сваривают их. Сваренные верхнюю и нижнюю части поднимают с использованием стропов и траверсы, которая предохраняет верхнюю часть от сминания.
Методом подращивания (см. рис. 98) аппарат монтируют, начиная с верхней его части. С помощью двух мачт или портала верхнюю часть аппарата поднимают на небольшую высоту. Под нее подтаскивают вторую (сверху) секцию, их соединяют и вместе поднимают немного выше третьей секции.
Очередную секцию подтаскивают по путям, специально подготовленным для этой цели. Стропы крепят к секции за проушины или обвязывают ее тем же канатом, которым ее подтаскивали. В качестве тягового приспособления используют трактор или лебедку. После подтаскивания третьей секции первые две опускают и соединяют все три секции. Затем в такой же последовательности поднимают остальные секции аппарата.
При данном методе все работы по соединению секций аппарата между собой выполняют на незначительной высоте с подмостей.
Методом скольжения аппарат устанавливают целиком. Сначала аппарат полностью собирают на земле в горизонтальном положении. После сборки и испытания его подают к месту установки. Часто сборку выполняют непосредственно на месте установки. Затем с помощью двух мачт или стреловых кранов аппарат поднимают в вертикальное положение, подтаскивая его нижнюю часть.
Рис. 105. Схема монтажа скруббера методом наращивания:
1— монтажный кран, 2 — строп. 3 — траверса, 4— верхняя часть скруббера, 5 — площадка, 6 — нижняя часть скруббера
При подъеме аппарата нижняя часть его скользит по земле на санях или по предварительно уложенным рельсам или балкам. Для облегчения скольжения нижнюю часть подтаскивают лебедкой или трактором. При этом методе строповка отличается от обычной тем, что при подъеме аппарата строп вращается на ложном штуцере, приваренном, к аппарату, Чтобы канат не скользил, на штуцер надевают трубу, которая скользит по ложному щтуцеру, не меняя положения стропа. Концы каната соединяют, сжимами. Этим .методом монтируют не только аппараты‘башенного типа, но и другие конструкции.
Для облегчения скольжения нижнюю часть подтаскивают лебедкой или трактором. При этом методе строповка отличается от обычной тем, что при подъеме аппарата строп вращается на ложном штуцере, приваренном, к аппарату, Чтобы канат не скользил, на штуцер надевают трубу, которая скользит по ложному щтуцеру, не меняя положения стропа. Концы каната соединяют, сжимами. Этим .методом монтируют не только аппараты‘башенного типа, но и другие конструкции.
Метод подъема аппаратов путем поворота вокруг шарнира (рис. 106, а) широко используют при монтаже аппаратов колонного типа. Поднимаемый аппарат показан в промежуточном положении — он оторван от земли, но еще не установлен вертикально. Монтаж выполняют с помощью двух грузоподъемных трубчатых мачт. Аппарат соединен шарниром с фундаментом 1.1, на котором он будет установлен. Мачты расчаливают в четырех плоскостях шестью вантами. Для подъема аппарата используют два полиспаста.
Рис. 106. Схемы монтажа аппаратов колонного типа:
а—путем поворота вокруг шарнира с помощью двух мачт, б — при помощи падающей стрелы; 1 — ванты, 2 — полиспасты, 3, 4 — расчалки, 5, 8, 12 — оттяжки, 6 — аппарат, 7, 13 — лебедки, 9 — шарнир, 10 — трубчатые мачты, 11 — фундамент, 14 — А-образный шевр, 15 — тяговый канат
Рис. 107. Схема монтажа аппарата колонного типа методом поворота вокруг шарнира с помощью двух самоходных гусеничных кранов:
107. Схема монтажа аппарата колонного типа методом поворота вокруг шарнира с помощью двух самоходных гусеничных кранов:
1 — краны, 2 — поднимаемый аппарат, 3 — шарнир, 4 — фундамент, 5 — шпальные клетки
Для предохранения поднимаемого аппарата от боковых смещений служат две боковые расчалки. В связи с тем что полиспастами не всегда удается довести аппарат до вертикального положения, применяют оттяжку, закрепленную к лебедке.
Чтобы предохранить аппарат от опрокидывания при пересечении центром его тяжести вертикальной плоскости, проходящей по оси шарнира, используют оттяжку, соединенную с лебедкой. Обе грузоподъемные мачты скреплены между собой расчалкой. Для восприятия горизонтальных усилий, возникающих во время подъема аппарата, шарнир соединяют оттяжкой с якорями.
Разновидностью этого метода монтажа является монтаж с помощью двух самоходных гусеничных кранов (рис. 107). Он значительно экономичнее предыдущего, так как при нем почти не используется такелажная оснастка. Аппарат, поднимаемый с помощью кранов, соединяют шарниром с фундаментом, на который он будет установлен. Под аппарат укладывают шпальные клетки, служащие для предохранения аппарата от повреждений. В процессе подъема аппарата самоходные краны перемещаются по направлению к фундаменту.
Аппарат, поднимаемый с помощью кранов, соединяют шарниром с фундаментом, на который он будет установлен. Под аппарат укладывают шпальные клетки, служащие для предохранения аппарата от повреждений. В процессе подъема аппарата самоходные краны перемещаются по направлению к фундаменту.
При монтаже методом падающей стрелы (см. рис. 106, б) поднимаемый аппарат выкладывают горизонтально на шпальных клетках.
Рис. 108. Схема монтажа аппаратов безъякорным методом:
а — исходное положение перед подъемом, б — подъем портала, в — опускание аппарата, г — опускание портала; 1 — поднимаемый аппарат, 2 — шпальная клетка, 3 —шарнир, 4 — портал, 5 — шарнир аппарата, 6— полиспаст, 7 — расчалка, 8 — оттяжка; I—V — положения аппарата в процессе подъема
Нижнюю его часть соединяют шарниром с фундаментом. В качестве грузоподъемного приспособления используют А-образный шевр, который может поворачиваться в процессе подъема аппарата. Шевр соединен с аппаратом тяговым канатом. Для предотвращения сдвига аппарата из плоскости подъема служат расчалки. Для плавного опускания аппарата на фундамент в конце подъема применяют оттяжку, соединенную с лебедкой.
Для плавного опускания аппарата на фундамент в конце подъема применяют оттяжку, соединенную с лебедкой.
Для восприятия горизонтальных усилий, возникающих в процессе подъема, служит оттяжка. Подъем осуществляется полиспастом с помощью лебедки. При работе лебедки полиспаст сокращается по длине и тянет А-образный шевр. Поскольку шевр соединен с аппаратом канатом, аппарат начинает подниматься, поворачиваясь вокруг шарнира. Шевр в данном случае поворачивается вокруг своей оси и, как бы падая, увле- кает за собой поднимаемый аппарат.
Рис. 109. Схема подъема аппарата колонного типа бестроссовым методом: 1 — поднимаемый аппарат, 2 —портал, 3— шарнир аппарата, 4 — шарнир портала, 5 — спаренный гидравлический домкрат, 6 — шпальная клетка, 7 — оттяжка, 8 — траверса, 9 — шарнир между опорой аппарата и траверсой
При безъякорном методе монтажа (рис. 108) якорь используют только для установки лебедок и тормозной расчалки. Для монтажа применяют качающийся портал. Его прикрепляют к шарниру примерно у центра тяжести аппарата, а поднимаемый аппарат — к шарниру, соединяющему его с фундаментом. Оголовок портала и верхнюю часть аппарата раскладывают в противоположные друг от друга стороны. Под аппарат под- кладывают шпальную клетку. Стропуют аппарат на 500—1000 мм выше центра тяжести (в зависимости от его высоты). Шарниры во избежание смещения соединяют между собой жесткой расчалкой.
Оголовок портала и верхнюю часть аппарата раскладывают в противоположные друг от друга стороны. Под аппарат под- кладывают шпальную клетку. Стропуют аппарат на 500—1000 мм выше центра тяжести (в зависимости от его высоты). Шарниры во избежание смещения соединяют между собой жесткой расчалкой.
Сначала с помощью полиспаста начинают поднимать портал. Затем до определенного угла поднимают аппарат. После перехода центра тяжести через вертикальную ось аппарат медленно устанавливают на осно- ванне, удерживая его тормозной оттяжкой, соединенной с трактором или лебедкой. Затем портал опускают в первоначальное положение.
Бестросовый метод (рис. 109) сходен с безъякорным. Во всех ранее описанных методах в качестве грузоподъемных приспособлений применялись полиспасты с большим количеством каната. При бестросовом методе полиспасты и канаты не используют. В качестве грузоподъемного механизма служат спаренные домкраты 5, которые перемещаются по порталу. Портал может быть с жесткими рамными узлами вверху или боковыми вантами.
Поднимаемый аппарат устанавливают в исходное положение на Шпальную клетку и шарнир. На шарнире располагается портал. Между стойками портала помещают спаренные домкраты, которые закреплены на траверсе. Траверса, в свою очередь, через шарнир соединена с опорой, которая жестко прикреплена к поднимаемому аппарату.
Во время подъема первые спаренные домкраты медленно поднимают траверсу, а вместе с ней аппарат на 150—200 мм. После этого их закрепляют крюком за портал. Затем включают в работу вторые спаренные домкраты, которые поднимаются на такую же высоту и их также закрепляют за конструкции портала. Циклы работы домкратов повторяются, и по мере подъема траверсы с домкратами поднимаемый аппарат переходит в промежуточное положение.
В связи с тем что траверса шарнирно скреплена с аппаратом в определенной точке, портал во время подъема переходит в наклонное положение, поворачиваясь вокруг шарнира. Аппарат во время подъема поворачивается вокруг шарнира. При подходе аппарата к проектному положению в работу включается оттяжка, с помощью которой аппарат опускается в проектное положение.
Метод выжимания (рис. 110) используют при монтаже аппаратов колонного типа, а также при монтаже самомонтирующихся козловых кранов и опор кабельных кранов, но с небольшими изменениями. Подготовленный к подъему аппарат устанавливают на шпальные клетки. Аппарат обстраивают трубопроводами, площадками, лестницами и в готовом виде устанавливают в вертикальное положение. Нижний конец аппарата помещают на шарнир 4, вокруг которого аппарат будет поворачиваться при переходе из исходного положения в проектное. Аппарат охватывают хомутом, который имеет вверху шарнир для соединения с толкателями, расположенными с двух сторон. Толкатели шарнирно соединены с опорными монтажными тележками, к которым крепят стяжные полиспасты, соединенные другими концами с шарниром. Монтажные тележки устанавливают на рельсы, по которым они передвигаются. Для подъема аппарата включают в работу стяжные полиспасты. Сокращаясь по длине, они с помощью толкателя 2 выжимают аппарат. Во время работы тележки передвигаются по рельсам, и аппарат выходит в промежуточное положение. Перед выходом аппарата в проектное положение в работу включается оттяжка, которая дает возможность аппарату медленно опуститься на фундамент.
Перед выходом аппарата в проектное положение в работу включается оттяжка, которая дает возможность аппарату медленно опуститься на фундамент.
Метод скольжения с использованием четырех монтажных мачт применяют в тех случаях, когда масса поднимаемого аппарата превышает 200 т.
Рис. 110. Схема монтажа аппарата колонного типа методом выжимания:
1 — поднимаемый аппарат, 2 —толкатель, 3 — хомут, 4 — шарнир, 5 —полиспаст, 6 — рельсы, 7 —шпальная клетка, 8 — тележка, 9 — оттяжка
Поднимаемый аппарат укладывают горизонтально. Нижнюю масть.аппарата закрепляют на санях. Монтаж выполняют четырьмя мачтами с помощью четырех полиспастов. Мачты раскрепляют вантами.
Рис. 111. Схема монтажа аппарата колонного типа методом скольжения с помощью четырех монтажных мачт (а), узлы крепления аппарата за верх (б) и за корпус (в):
1 — поднимаемый аппарат, 2 — грузоподъемные полиспасты, 3 — вант, 4, 10 — балансирные траверсы, 5 — монтажные мачты, 6 — фундамент, 7—9 — тяговые полиспасты, 8 — сани
Сани соединяют с полиспастом, который закрепляют за фундамент, и затем с его помощью подтягивают сани с установленным на них аппаратом.
Для контроля передвижения сани закрепляют с противоположной стороны полиспастом, соединенным с якорем. С помощью четырех полиспастов аппарат поднимают до вертикального положения. Чтобы облегчить скольжение, низ аппарата подтягивают с помощью полиспаста. Балансирные траверсы служат для предотвращения перегрузки полиспастов. Если аппарат стропуют за верх, применяют балансирные траверсы, изображенные на рис. 111, б, если за корпус — траверсы, показанные на рис. 111, в.
Монтаж с использованием монтажных кранов наиболее рационален, так как при этом не требуется дополнительных грузоподъемных монтажных приспособлений. Однако в большинстве случаев масса аппаратов колонного типа значительно превышает грузоподъемность монтажных кранов. Поэтому такие аппараты монтируют с помощью двух, трех и более монтажных кранов.
На рис. 112 представлена схема монтажа аппаратов колонного типа с помощью трех гусеничных кранов различной грузо- подъемности. Аппарат сначала поднимают горизонтально, а затем надвигают на фундамент. После этого подъем производит гусеничный кран, расположенный у верха аппарата. Аппарат переводят в вертикальное положение, переворачивая в воздухе. При этом большое внимание необходимо уделять правильному выбору мест строповки с тем, чтобы не было перегрузки кранов из-за смещения центра тяжести аппарата.
После этого подъем производит гусеничный кран, расположенный у верха аппарата. Аппарат переводят в вертикальное положение, переворачивая в воздухе. При этом большое внимание необходимо уделять правильному выбору мест строповки с тем, чтобы не было перегрузки кранов из-за смещения центра тяжести аппарата.
При монтаже аппаратов колонного типа кроме гусеничных применяют пнев- моколесные и башенные краны.
Рис. 112. Схема монтажа аппаратов колонного типа с помощью трех гусеничных кранов различной грузоподъемности
К башенному крану чуть ниже места опирания стрелы крепят решетчатый ригель, который вторым концом опирается на монтажную мачту. Монтажную мачту в одной плоскости расчаливают вантами (на рисунке условно не показаны). Мачты и ригель устанавливают башенным краном с помощью стропов. К ригелю и верху мачты крепят грузоподъемные полиспасты.
Для подъема аппарата применяют траверсу.
Поднимаемый аппарат может быть доставлен к месту монтажа в горизонтальном положении в любую точку в зоне действия полиспастов (положение 1). Аппарат стропуют к траверсе и поднимают с помощью полиспастов в положение II. Затем с помощью полиспастов поднимаемый аппарат устанавливают под полиспастами (положение III). Описанный способ монтажа удобен тем, что монтажные приспособления — опорную ногу, мачту, ригель и полиспасты — монтируют непосредственно башенным»краном.
Аппарат стропуют к траверсе и поднимают с помощью полиспастов в положение II. Затем с помощью полиспастов поднимаемый аппарат устанавливают под полиспастами (положение III). Описанный способ монтажа удобен тем, что монтажные приспособления — опорную ногу, мачту, ригель и полиспасты — монтируют непосредственно башенным»краном.
Монтаж аппаратов с использованием вертолетов применяют в Труднодоступных местах, где обычные грузоподъемные : средства использовать невозможно; Вертолетами монтируют также газопроводы, трубопроводы, мосты, дымовые трубы, телевизионные башни.
При монтаже аппаратов колонного типа возникают затруднения из-за негабаритности оборудования. Например, скруббер-каплеуловитель имеет диаметр 4,5 м при высоте 45 м. В каждом отдельном случае вопрос доставки такого оборудования решается в зависимости от места расположения завода-изготовителя оборудования и монтажной площадки. В некоторых случаях негабаритное оборудование доставляют водным путем.
Рис. 113. Схема монтажа аппаратов колонного типа с помощью башенного крана и монтажных приспособлений:
113. Схема монтажа аппаратов колонного типа с помощью башенного крана и монтажных приспособлений:
1 — башенный кран, 2 — стропы, 3 — ригель монтажного приспособления, 4 — опорная нога приспособления (мачта), 5 — грузоподъемные полиспасты, 6 — траверса, 7 — монтируемый аппарат; /—/// —положения аппарата в процессе монтажа
Рис. 114. Схема транспортирования скруб- бера-каплеуловителя на автотранспортном устройстве АТУ-25:
1 — автомобиль, 2 — гидроцилиндры. 3 — подъемная балка. 4 — несущая балка, 5 — винтовые стяжки, 6 — элементы скруббера. 7 — фиксаторы, 8 — задняя тележка, 9 — ребра
При близком расстоянии, когда это экономически целесообразно, оборудование транспортируют автомобильным транспортом. На рис. 114 представлена схема транспортирования четырех блоков скруббера на автотранспортном устройстве АТУ-25.
Автотранспортное устройство представляет собой полуприцеп, скомплектованный из типовых узлов заводского изготовления. Элементы скруббера крепят с помощью фиксаторов и винтовых стяжек. Элементы скруббера опираются на несущую балку с помощью ребер. Несущая балка одним концом опирается на седельное устройство тягача, а вторым — на балку задней тележки. Задняя тележка грузоподъемностью 20 т соединена с несущей балкой и двумя амортизаторами, предназначенными для смягчения толчков при транспортировании. Подъемная балка опирается на гидро- цилиндры тягача сферическими подпятниками. С помощью гидроцилиндров подъемная балка может поднимать несущую балку вместе с грузом на высоту до 550 мм, что значительно увеличивает дорожный просвет.
Элементы скруббера опираются на несущую балку с помощью ребер. Несущая балка одним концом опирается на седельное устройство тягача, а вторым — на балку задней тележки. Задняя тележка грузоподъемностью 20 т соединена с несущей балкой и двумя амортизаторами, предназначенными для смягчения толчков при транспортировании. Подъемная балка опирается на гидро- цилиндры тягача сферическими подпятниками. С помощью гидроцилиндров подъемная балка может поднимать несущую балку вместе с грузом на высоту до 550 мм, что значительно увеличивает дорожный просвет.
АТУ-25 оснащено ручным гидравлическим и автоматическим канатным управлениями задней тележки. Ручное управление обеспечивает движение АТУ-25 по дороге шириной 6 м с радиусом поворота 10 м, причем все колеса движутся по дорожному полотну, а максимальное смещение оси несущей балки от центра дороги в сторону поворота может быть равно 6,4 м. Канатное управление действует автоматически и обеспечивает движение по дорогам шириной,6 м с радиусом поворота не менее 13 м.
Доставленные на приобъектный склад элементы скруббера складируют, укрупняют и проводят контрольную сборку их. В процессе укрупнения и контрольной сборки элементы скруббера оснащают строповочными устройствами и площадками для подхода к соединяемым элементам во время монтажа.
На рис. 115 показан план площадки для монтажа четырех скрубберов-каплеуловителей с помощью вертолета. Общая масса монтируемого оборудования — 430 т.
Рис. 115. План строительно-монтажной площадки при монтаже скрубберов – кап/веулови- телей с помощью вертолета МИ-10К:
1 — приобъектный склад, 2 — постоянная шоссейная дорога, 3— железная дорога, 4— площадка для стоянки вертолета, 5—вертолет, 6 — площадка для складирования оборудования и конструкций, 7 — козловой кран, 8 — площадка для укрупнительной сборки, 9, 10—гусеничные краны, 11 — площадка для контрольной сборки, 12 — забор, 13 — площадка для хранения подготовленного к монтажу оборудования и металлоконструкций, 14 — стенды для контрольной сборки, 15 — бытовые помещения, 16 — временная шоссейная дорога, 17 — прожекторы, 18 — трубоволочильный цех, 19 — место монтажа скрубберов, 20—площааха для хранения такелажных и монтажных приспособлений, 21 — кран-балка
Оборудование на приобъектный склад прибывает по шоссейной и железной дорогам. Негабаритные секции скрубберов транспортируют с завода-изготовителя на автотранспортном устройстве АТУ-25. Грузоподъемность устройства АТУ-25 — 28 т.
Негабаритные секции скрубберов транспортируют с завода-изготовителя на автотранспортном устройстве АТУ-25. Грузоподъемность устройства АТУ-25 — 28 т.
Оборудование, прибывающее по железной дороге, разгружают козловым краном, а оборудование, прибывающее на АТУ-25,— гусеничным краном. Для контрольной сборки элементов скруббера используют гусеничный кран.
Вся территория приобъектного склада разделена на площадки: для складирования оборудования и конструкций, укрупнительной сборки, контрольной сборки, для хранения подготовленных к монтажу блоков и для стоянки вертолета. На территории площадки для контрольной сборки использованы четыре стенда. За территорией приобъектного склада расположены бытовые помещения. Оборудование и конструкции, которые монтируются внутри трубоволочильного цеха, подаются по временной шоссейной дороге.
На крыше цеха установлены три прожектора, которыми освещают склад ночью. Около места монтажа четырех скрубберов находится площадка для хранения и складирования такелажа и монтажных приспособлений. Прибывающие приспособления разгружают с помощью кран-балки, расположенной внутри здания.
Прибывающие приспособления разгружают с помощью кран-балки, расположенной внутри здания.
Такелажные работы на складе заключаются в строповке, перемещении и расстроповке складируемого и укрупняемого оборудования и металлоконструкций. При этом применяют обычную такелажную оснастку и монтажные приспособления.
Рис. 116. Пробный монтаж скруббера-каплеуловителя на приобъектном складе: а — начальный момент подъема, б — опускание элемента скруббера на нижестоящий элемент в процессе контрольной сборки
На приобъектном складе элемент стропует та же бригада такелажников, которая ведет монтаж. Элементы скруббера опускают по направляющим, которые устанавливают на нижележащий элемент.
Нижние элементы скруббера подают через оставленный в стене проем и с помощью гусеничного крана устанавливают на фундамент. Элементы стропуют трехветвевыми стропами. После закрепления первых элементов на фундаментах на них гусеничным краном устанавливают следующие по высоте элементы. Последующие четыре эдемента скрубберов монтируют с помощью вертолета. На рис. 116, а показана строповка элемента скруббера трехветвевым стропом в процессе контрольной сборки. Установка одного элемента скруббера на другой с направляющими на нижнем скруббере показана на рис. 116, б. Между экипажем вертолета и бригадой такелажников постоянно поддерживается радиосвязь.
Последующие четыре эдемента скрубберов монтируют с помощью вертолета. На рис. 116, а показана строповка элемента скруббера трехветвевым стропом в процессе контрольной сборки. Установка одного элемента скруббера на другой с направляющими на нижнем скруббере показана на рис. 116, б. Между экипажем вертолета и бригадой такелажников постоянно поддерживается радиосвязь.
Вертолет поднимает элементы скруббера с площадки и переносит их к месту установки. Затем элемент скруббера опускают в проектное положение. В процессе работы вертолетом создается сильный воздушный поток, поэтому такелажники должны работать с закрепленными монтажными поясами. После установки каждый последующий элемент закрепляют к ранее установленному.
ХРОНИКА СОБЫТИЙ | Газета «День»
2 июня, 1999 — 00:00
Цеха превратятся в СП
Фонд госимущества одобрил проект создания нескольких самостоятельных
СП на базе цехов никопольского Южнотрубного завода, сообщил «Українським
новинам» источник на ЮТЗ. Это должно быть оформлено распоряжением Кабмина.
Это должно быть оформлено распоряжением Кабмина.
По словам источника, сейчас ЮТЗ анализирует бизнес-планы компаний-претендентов
на участие в совместных предприятиях. Заявки на участие в дочерних предприятиях
подали никопольская компания «Салют» и днепропетровская «Стальпром» (трубоволочильный
цех и цех по производству холоднодеформированных труб), днепропетровская
«Интерпайп» (трубопрокатный и трубоволочильный цехи), днепропетровская
«Припять-стандарт» (труболитейный цех, цех по производству труб для геологоразведки),
днепропетровская «Трубосталь» (труболитейный цех), киевская «Конгресс-Инвест»
(трубоинструментальный цех), днепропетровская «Альянс-Капитал» (цехи проката
нержавеющих труб и трубоволочильный), днепропетровская «Ория» (труболитейный
цех). Уставный фонд ЮТЗ — 94 008 тыс. гривен. Сейчас государству принадлежит
96,67% УФ.
Николаевская ТЭЦ выходит на рынок
Николаевская ТЭЦ получила лицензию на право поставок электроэнергии
по нерегулируемому тарифу, сообщают «Українські новини». Она намерена реализовывать
Она намерена реализовывать
собственную электроэнергию предприятиям, расположенным в Николаевской области,
в частности: Черноморскому судостроительному заводу, заводу им. 61 Коммунара,
судоремонтному заводу, Николаевскому морскому порту. Потребители будут
получать электроэнергию непосредственно с принадлежащих станции линий передач.
Ранее Николаевская ТЭЦ продавала электроэнергию компании «Николаевоблэнерго».
Николаевская ТЭЦ предлагала электроэнергию «Николаевоблэнерго» по цене
12 коп. за 1 кВтч, в то время как энергоснабжающая компания покупает электроэнергию
на оптовом рынке по 8 коп. за 1 кВт-ч. Руководство Николаевской ТЭЦ намерено
реконструировать станцию и снизить стоимость вырабатываемой электроэнергии
за счет прямой ее продажи. Мощность Николаевской ТЭЦ — до 20 МВт. Согласно
действующему договору энергорынка, все электроцентрали и блок-станции,
работающие с мощностью менее 20 МВт, не продают электроэнергию в оптовый
рынок.
Первая партия сахара из сырца
Компания «Дубно-сахар» выпустила первые тонны белого сахара
из импортированного сырца, сообщают «Українські новини». Предполагаемая
Предполагаемая
цена реализации пока неизвестна. В Украину поступила партия импортного
сырца по контракту с «Дубно-сахар» — 5 тыс. тонн. В 1998 г. Дубновский
сахарный завод произвел из сырца 17 023 тонны сахара, всего было произведено
33 607 тонн сахара. Предположительно, в этом году будет переработано не
менее 18 тыс. тонн сырца.
Кроме «Дубно-сахар» импорт сырца для переработки на украинских
заводах летом этого года осуществляют компании «Интерагро», «Славутич»
и УкрРос, которые будут перерабатывать его на сахарном заводе «Пальмира»
(Черкассы), Черкасском рафинадном заводе, Одесском рафинадном заводе, Заплазском
заводе (Одесская обл.), Гниваньском сахарном заводе (Винницкая обл.), Григоровском
заводе (Киевская обл.). Всего в Украине 70 заводов могут производить сахар
из сырца, а при незначительном изменении схемы производства практически
все 192 завода могут перерабатывать сахар-сырец.
Возврат к госрегулированию
Премьер-министр Валерий Пустовойтенко разрешил областям
вводить государственное регулирование цен на продукты первой необходимости,
сообщают «Українські новини». Разрешение пока не оформлено документально.
Разрешение пока не оформлено документально.
Премьер также поручил осуществлять контроль за торговцами продовольствием,
в частности за теми, кто завышает цены.
В Украине с 20 мая наблюдается резкий скачок розничных
цен на сахар, муку, макаронные изделия, крупы — цена на сахар выросла в
среднем с 1,5 грн./кг до 2,5 грн./кг, цена на муку повысилась с 0,6 грн./кг
до 0,8-1,1 грн./кг. Государственные запасы продовольствия достаточны для
обеспечения потребностей потребительского рынка, сообщили агентству в Кабмине.
«В государстве имеется достаточное для бесперебойного обеспечения населения
количество зерна, сахара, крупяных изделий и других продуктов питания»,
— говорится в сообщении пресс-службы. С целью поддержания стабильной ситуации
на потребительском рынке правительство выделило из госрезерва 15 тыс. тонн
сахара. Данных о запасах продовольствия в государственных ресурсах не имеется.
Государственная часть увеличена до 50%
Фонд госимущества утвердил новый план размещения акций
Мариупольского металлургического комбината им. Ильича, в соответствии с
Ильича, в соответствии с
которым государственная доля увеличена с 25% до 50%. Ранее намечалось продать
на аукционе 25% уставного фонда комбината.
«Руководство комбината давно предлагало закрепить в госсобственности
50% акций для сохранения контроля государства над стратегически важным
предприятием. Оно хочет сохранить сложившиеся схемы и механизмы обеспечения
производственного процесса и реализации готовой продукции», — сообщили
агентству «Українські новини» в пресс-службе комбината.
Сейчас госпакетом акций управляет председатель правления
комбината им. Ильича Владимир Бойко.
1,54% УФ комбината будут предложены на бирже за деньги
до конца года, 3,78% УФ — на бирже с 1 августа до конца года.
Сервис для грузовиков
Вчера из Киева отправился караван грузовиков известной
шведской фирмы «Скания». В течение месяца три автопоезда каравана посетят
одиннадцать областных центров Украины, где их экипажи примут участие в
открытии сервисных центров, которые будут работать в Киеве, Сарнах, Днепропетровске,
Донецке, Харькове и Львове. «Отныне грузовики «Скании» могут пользоваться
«Отныне грузовики «Скании» могут пользоваться
в Украине полным сервисом, — сказал директор компании «Скания-Украина»
Берт Карреман, — причем сервисные станции в Донецке или в Киеве ничем не
отличаются от станции, скажем, во Франкфурте».Примечательно, что в составе
автопоездов каравана также и не первой молодости городской автобус фирмы
«Скания». Он представит проект, связанный с увеличением парка городских
автобусов, основанный в Украине «Сканией». Предполагается, что такие машины
будут собираться в Украине из запасных частей, а также из агрегатов после
ремонта. Их стоимость будет в несколько раз ниже импортных.
Газета:
№97, (1999)
Рубрика:
Экономика
Головні новини
Помер перший президент України Леонід Кравчук
Антисемитские выпады лаврова в сторону президента Украины и евреев абсолютно неприемлемы, — МИД
Северодонецк может попасть в осаду по мариупольскому сценарию, – глава ОВА
НОВОСТИ ПАРТНЕРОВ
Проекты/Инициативы
проектировщиков трубопроводов.
com — Раздел — 13A: Проверка чертежей цеха по изготовлению труб — Проектировщики трубопроводов . com- Подробная информация
- Написано JOP
- Категория: Раздел 13 — Проблемы с изготовлением труб
- Обучение
- . проекта, когда встанет вопрос о проверке чертежей катушек цеха изготовления труб. Проекты, которые полностью изготавливаются на месте, не имеют заводских катушек, и поэтому в них нет необходимости. Однако для огромного количества проектов будет цех изготовления труб, цех чертежей катушек. Каждый раз при создании чертежей возможны ошибки. Магазин несет ответственность за проверку своей работы, но разумно, чтобы инженерная компания провела собственную проверку, чтобы убедиться, что магазин выполняет свою работу должным образом.
Главной целью проверки заводских чертежей является устранение (или сокращение) внесения изменений на заводе в заводские катушки.
 Нельзя ожидать, что один человек проверит ВСЕ рабочие чертежи и при этом уложится в график строительства. Поэтому вы должны использовать свое время с умом.
Нельзя ожидать, что один человек проверит ВСЕ рабочие чертежи и при этом уложится в график строительства. Поэтому вы должны использовать свое время с умом.
У вас должен быть план.
Вам также следует поговорить с мастером по трубопроводам на месте и спросить его/ее, какие типичные ошибки вызывают наибольшие проблемы при установке?A) Сначала отсортируйте рабочие чертежи по номеру строки и «группам затрат», т. е. разделите их по материалам, расписанию стен и размеру линий. Причина, по которой вам необходимо это сделать, заключается в том, что это позволит вам сосредоточить свои усилия на дорогостоящем трубопроводе. Наиболее дорогими являются трубы большого диаметра с толстыми стенками из углеродистой стали, любых сплавов и любых материалов, требующих термообработки после сварки (PWHT). Начните с самых дорогих линий и их производственных чертежей.
B) Далее сначала проверьте чертежи катушек для каждой лески на целостность. Под этим я подразумеваю, есть ли у вас все рабочие чертежи для завершения «этой» конкретной линии? Если ответ «да», то продолжайте.
Если ответ «нет», попросите кого-нибудь связаться с магазином, чтобы узнать, когда недостающие чертежи будут доступны. Всегда возможно, что они забыли нарисовать или отправить его.C) Далее сверите чертежи с техническими чертежами для конфигурации. Под этим я подразумеваю, поворачивается ли линия, когда, где и в правильном направлении, чтобы соответствовать дизайну? Если нет, то это потребует изменения в магазине (если катушка еще не отправлена) или изменения на месте (если катушка уже отправлена). Ошибки магазина в большинстве случаев могут быть возмещены магазину. Однако любая ошибка может привести к задержке графика, что увеличивает стоимость проекта.
D) Далее сравните используемый материал с техническими характеристиками трубопровода на предмет требуемого материала. Если магазин использовал неправильный материал, ОСТАНОВИТЕСЬ. Эта леска или катушка должны быть переработаны.
E) Затем сравните заводские чертежи с конструкцией и найдите места, где неправильный размер в сварной конфигурации может причинить наибольший вред.
Не беспокойтесь о подгонке соединений, таких как фланец-переходник-фланец. Они имеют низкую вероятность ошибки. Не беспокойтесь о катушках, которые заканчиваются монтажной сваркой. У них есть встроенная возможность сделать коррекцию поля.F) Затем найдите любое место, где есть необходимость или возможность поворота болтового отверстия нечетного фланца. Правильно ли сделал магазин? С другой стороны, мастерская потребовала и изготовила странное вращение болтового отверстия, которое не требовалось?
G) Затем выборочно проверьте 10 % параметров в каждой «группе затрат». Если вы не обнаружите какие-либо тенденции ошибок, вы можете рассмотреть возможность отказа от дополнительной проверки. Однако, если вы обнаружите тенденцию к ошибкам в определенной группе затрат (материал, план стен, размер и т. д.), запишите имя человека, который сделал эти рабочие чертежи с высоким уровнем ошибок. Следующий шаг — уведомить магазин о ваших проблемах и попросить начать собственное расследование.
А пока сообщите об этом руководителю строительства и на основании «стоимостных групп» посмотрите на работу всех этих лиц.Это должно дать вам несколько идей для размышления. Пожалуйста, не стесняйтесь, пишите мне по электронной почте, если у вас есть какие-либо вопросы.
Если у вас есть какие-либо вопросы, напишите мне по электронной почте.
Об авторе
{cb: Джеймс О. Пеннок более сорока пяти лет занимается проектированием технологических установок. Он работал как в домашнем офисе, так и на рабочих местах на нефтеперерабатывающих, химических, нефтехимических, энергетических и других проектах. Его опыт варьируется от дизайнера начального уровня до инженера-менеджера. Многое из этого было с Fluor. Он также является автором книги «Руководство по проектированию трубопроводов для проектов технологических установок». Сейчас он на пенсии, живет во Флориде, США, и лишь изредка занимается консультационной работой.
С г-ном Пенноком можно связаться по электронной почте Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра..}
- Далее
Система координации трубопроводов — изометрия трубопроводов, изометрические виды и ортогональные виды
Система координации..
Система координации. быть нарисованы таким образом, чтобы длина, ширина и глубина были показаны на одном виде. Изометрические изображения обычно строятся на основе информации, содержащейся на плане и видах фасадов. Символы, обозначающие фитинги, клапаны и фланцы, изменены для адаптации к изометрической сетке. Обычно изометрические чертежи трубопроводов рисуются на предварительно распечатанной бумаге с линиями равносторонних треугольников, образующих угол 60°.
Изометрия, как обычно называют изометрию, ориентирована по сетке относительно стрелки севера на чертежах в плане. Поскольку изображения не нарисованы в масштабе , размеры необходимы для указания точной длины участков трубопровода.
Длина труб определяется путем расчетов с использованием координат и высот. Длины труб по вертикали рассчитываются с использованием высотных отметок, а длины по горизонтали рассчитываются с использованием координат север-юг и восток-запад.
Изометрические чертежи трубопроводов обычно создаются на основе орфографических чертежей и представляют собой важную информацию для инженеров. В очень сложных или крупных трубопроводных системах изометрия трубопроводов необходима на этапах проектирования и производства проекта.
Изометрические изображения трубопроводов часто используются проектировщиками перед анализом напряжения, а также чертежниками для создания чертежей катушек для заводского изготовления. Изометрические чертежи являются наиболее важными чертежами для подрядчиков по установке во время полевой части проекта.Труба в изометрическом виде всегда рисуется одной линией. Эта единственная линия является осевой линией трубы, и от этой линии измеряются размеры.
То есть не снаружи трубы или фитинга.
На изображении ниже показан ортогональный вид сварной встык трубы трех размеров (A, B, C).- Размер А измеряется от передней части до центральной линии колена/трубы.
- Размер B измеряется от центральной линии до центральной линии.
- Размер C аналогичен размеру A, измеряется от передней части до центральной линии колена/трубы.
Ортогональный вид
(двухлинейное представление)Изометрический вид
На изометрическом виде показана та же труба, что и на ортогональном виде.
Как видите, этот рисунок очень прост и быстр в исполнении. Красными линиями показана труба, черными точками обозначены стыковые сварные швы, а A, B и C — размеры от передней части до центральной линии и от центральной линии до центральной линии.
Простота, с которой может быть нарисована изометрическая труба, является одной из причин, по которой делаются изометрические изображения.
Вторая причина сделать изометрию; если трубу надо рисовать в нескольких плоскостях (с севера на юг, потом вниз и потом на запад и т.д.), то орфографические виды действительно не вариант. В ортогональном виде это не проблема, если труба проходит в одной плоскости, но когда труба должна быть вычерчена в двух или трех плоскостях, ортогональный вид может быть нечетким.
Еще одна причина, по которой предпочтение отдается изображениям, заключается в количестве чертежей, которые необходимо сделать для ортогональных видов.
Например… для сложной трубопроводной системы необходимо нарисовать 15 изометрических изображений. Я никогда не пробовал, но я думаю, что для орфографических изображений нужно, может быть, 50 рисунков, чтобы показать то же, что и для Iso.Представление трубопроводной системы в изометрии, плане и в разрезе
На изображении ниже показано представление, использованное при составлении чертежа. На изометрическом виде четко видно расположение трубопроводов, но на виде в плане не показаны байпасный контур и клапан, поэтому необходим дополнительный вид сбоку.
Изометрические виды в более чем одной плоскости
Ниже приведены некоторые примеры изометрических чертежей. Вспомогательные линии в форме куба обеспечивают лучшую визуализацию трассировки трубопровода.
На рисунке 1 показан трубопровод, проходящий через три плоскости. Трубопровод начинается и заканчивается фланцем.
Начальная точка маршрута X- Труба проходит на восток
- труба поднимается вверх
- труба проходит на север
- труба проходит на запад
- труба стекает
Рисунок 2 почти идентичен рисунку выше. Показан другой ракурс, и труба, идущая сверху, длиннее.
Поскольку эта труба в изометрии проходит за другой трубой, это должно быть обозначено разрывом линии.
Начальная точка трассы X- Труба проходит на юг
- труба поднимается вверх
- труба идет на запад
- труба проходит на север
- труба стекает
На рисунке 3 показана труба, проходящая через три плоскости и образующая в двух плоскостях изгиб.
Начальная точка трассы X- Труба проходит на юг
- труба поднимается вверх
- труба проходит вверх и на запад
- труба поднимается вверх
- труба идет на запад Труба
- проходит на северо-запад
- труба проходит на север
На рисунке 4 показана труба, проходящая через три плоскости, от одной плоскости к противоположной плоскости.
Начальная точка трассы X- трубы идут на юг
- труба поднимается вверх
- труба проходит вверх и на северо-запад
- труба проходит на север
Штриховка на изометрическом чертеже
Штриховка на изометрическом чертеже применяется для обозначения того, что труба проходит под определенным углом и в каком направлении проходит труба.
Иногда небольшие изменения в люке, трассировка трубы уже не на восток, а например внезапно на север.
На рисунке 5 показана труба, где люк указывает, что средняя ветвь проходит на восток.
Начальная точка маршрута X- Участки трубы вверх
- труба проходит вверх и на восток
- труба поднимается вверх
На рисунке 6 показана труба, где люк указывает, что средняя ветвь проходит на север.
Начальная точка маршрута X- Участки трубы вверх
- труба проходит вверх и на север
- труба поднимается вверх
На двух приведенных выше рисунках показано, что, меняя только люк, трубопровод получает другое направление. Штрихи особенно важны в изометрических видах.
На рисунке 7 показана труба, где штриховки указывают на то, что средняя ветвь проходит вверх и на северо-запад.
Начальная точка маршрута X- Участки трубы вверх
- труба проходит вверх и на северо-запад
- труба проходит на север
7 лучших программ для проектирования трубопроводов на 2022 год
Программное обеспечение для проектирования трубопроводов является неотъемлемой частью разработки эскизных планов и чертежей для технологических установок, коммерческих зданий, жилых зданий, инженерных сетей и других типов объектов.
Имея так много доступных опций, мы составили список лучших программ для проектирования трубопроводов, включая платные и бесплатные опции, а также ключевые функции, которые следует учитывать перед началом работы.6 Основные характеристики программного обеспечения для проектирования труб
Программное обеспечение для проектирования труб обычно имеет некоторые, если не все, из следующих функций. Однако каждая программа будет отличаться, поэтому важно знать свои приоритеты.
1. Возможности 2D/3D
Какой уровень детализации диаграмм вам нужен? И 2D-, и 3D-проекты справятся с задачей, но многие профессионалы предпочитают внешний вид 3D. Инструменты с возможностями 3D-моделирования могут стоить дороже, но вы сможете создавать более подробные диаграммы.2. Библиотека символов
Программное обеспечение для проектирования трубопроводов оснащено библиотеками символов, чтобы ваши проекты были четкими, последовательными и всеобъемлющими. Объем доступных символов будет варьироваться от инструмента к инструменту, но вы можете ожидать увидеть основы — шаровые краны, шланги, соединители, компрессоры и т. д. — в большинстве программ для проектирования трубопроводов.Для полного контроля над дизайном ищите символы в векторном формате. Это позволит вам изменить размер и цвет символов. Некоторые программы также позволяют рисовать собственные символы.
3. Инструменты для совместной работы
Если вам нужна возможность легко обмениваться диаграммами и чертежами, ищите программное обеспечение, которое предлагает совместную работу. Многие программы интегрируются с широко используемыми бизнес-инструментами, такими как Slack, Jira, Salesforce, Microsoft Office и другими.4. Простота использования
Многие программы проектирования трубопроводов очень интуитивно понятны; если вы можете перемещаться по документу Microsoft Word, вы можете легко использовать инструменты. Часто это лучший выбор для студентов, преподавателей и начинающих. Однако, даже если вы опытный профессионал, вы можете предпочесть программу, в которой легко ориентироваться.Чтобы оценить удобство использования программы, подпишитесь на бесплатные пробные версии и прочитайте онлайн-обзоры. Бесплатные пробные версии предлагают закулисный взгляд на функциональность программы без каких-либо обязательств, а отзывы клиентов на таких веб-сайтах, как Capterra или G2, собирают честные отзывы реальных клиентов.
5. Поддержка
Техническая и клиентская поддержка имеют решающее значение для любого типа программного обеспечения. Некоторые варианты на рынке предлагают круглосуточную поддержку в режиме реального времени, в то время как другие ограничивают запросы на поддержку только по электронной почте или только в рабочие часы.6. Шаблоны
Шаблоны удобны для создания быстрых рисунков и диаграмм. Как символы и графика, бесплатные версии программного обеспечения для проектирования трубопроводов предлагают меньшую библиотеку шаблонов. Это еще одна причина, по которой бесплатные пробные версии так ценны. Вы можете использовать пробный период, чтобы изучить библиотеки шаблонов и определить, достаточно ли они обширны для ваших нужд.7 лучших программ для проектирования трубопроводов на 2022 год
M4 PLANT
M4 PLANT — это программа для трехмерного проектирования трубопроводов, которая поддерживает создание P&ID и автоматизированное производство изометрических чертежей трубопроводов для заводов и фабрик. Согласно их веб-сайту, M4 PLANT «обеспечивает основу для создания предложений на основе правил, комплексного проектирования, технической презентации, детального проектирования и документации ваших проектов».
Цены начинаются примерно с 250 долларов в месяц за 12-месячную однопользовательскую лицензию M4 PLANT, но они предлагают бесплатную 30-дневную пробную версию, чтобы дать вам представление о программном обеспечении, прежде чем делать инвестиции.
Функции M4 PLANT включают:
- Среды 2D- и 3D-проектирования
- Схема P&ID
- Поколение изометрии трубопроводов
- 3D-пошаговые руководства
- Стальная конструкция
- Схема размещения кабелей и кабельных лотков
- Подробные списки деталей
- Редукторы с вариатором и спецификациями
CADWorx Plant Professional
CADWorx Plant Professional — это интуитивно понятное программное обеспечение для проектирования трубопроводов, которое позволяет пользователям создавать интеллектуальные и реалистичные трехмерные модели.
Обзоры CADWorx на G2 подчеркивают простоту использования программного обеспечения для начинающих, впечатляющую графику и инструменты автоматизации.CADWorx Plant Professional не предлагает бесплатную версию, но доступны бесплатные демоверсии.
Особенности CADWorx Plant Professional:
- Инструменты проектирования на основе спецификаций
- Синхронизация модели/P&ID
- Isogen ® автоизометрия
- Подробная спецификация
- Моделирование оборудования
- Спецификации трубопроводов в метрическом и британском форматах
- Автоматическая трассировка для быстрого создания 3D-моделей трубопроводов
- Работает на платформе AutoCAD ® или BricsCAD ® и включает BricsCAD ® Platinum
EdrawMax
EdrawMax имеет простой в использовании интерфейс перетаскивания и 40 библиотек символов с более чем 2000 векторных символов для всего, от машин до клапанов.
Эти готовые символы позволяют быстро и легко создавать схемы трубопроводов, а программа также предлагает предварительно разработанные шаблоны, которые можно легко изменить.Доступна бесплатная загрузка, но варианты шаблонов и символов будут ограничены. Годовые планы начинаются с 9 долларов.9 в год. Мы рекомендуем загрузить бесплатную версию, чтобы получить представление о программе, прежде чем приступить к плану.
Особенности:
- Обширная библиотека векторных настраиваемых символов
- Форматы экспорта, включая PDF, Word, HTML, Visio, PPT, PNG и другие
- Бесплатная техническая поддержка
PROCAD Plant Design Suite
Plant Design Suite включает в себя все приложения PROCAD для 3D-моделирования и 2D-черчения, включая 3DSMART, P&ID, ORTHO, ISOMETRIC и ELECTRIC. Лучшее в этом программном пакете то, что пользователи с минимальными навыками САПР могут легко создавать подробные чертежи с помощью удобных интерфейсов.
PROCAD предлагает 15-дневную бесплатную пробную версию Plant Design Suite. Годовая лицензия начинается от 1120 долларов.
Особенности:
- Встроенный AUTOCAD ® OEM
- Удобные интерфейсы
- Спецификация поколения
- Файлы чертежей, сохраненные в форматах файлов DWG
- Печать или создание PDF-файлов ваших рисунков
- Закулисная проверка ошибок на соответствие стандартам заказчика и спецификациям трубопровода
IronCAD
IronCAD — это 2D- и 3D-программа, которая позволяет пользователям управлять всем процессом проектирования от концепции до производства. Программное обеспечение предлагает эффективные рабочие процессы, а 3D-модели можно сохранять в одном файле, какими бы сложными они ни были. Отзывы клиентов о Capterra отмечают минимальную кривую обучения, простую функциональность и полезную техническую поддержку.
IronCAD предлагает бесплатную пробную версию и скидки для студентов и преподавателей.
- Инструменты для 2D- и 3D-дизайна
- Инструменты для совместной работы
- Анимация и моделирование
- Параметрическое или прямое моделирование
- Импорт и экспорт данных
- Единая среда проектирования
- Каталоги характеристик, деталей и сборочных данных
Lucidchart
Lucidchart, созданному для проектировщиков трубопроводов, инженеров-электриков, механиков и технологов, доверяют более 15 миллионов пользователей в 180 странах. В обзорах Capterra отмечается, что с этим программным обеспечением легко начать работу и оно интуитивно понятно для сложных проектов.
Lucidchart предлагает 7-дневную бесплатную пробную версию, после чего цены начинаются с 7,95 долларов США в месяц за пользователя. Существует также бесплатная версия, но возможности и преимущества ограничены.
Особенности:
- Более 900 шаблонов диаграмм
- Совместная работа в режиме реального времени
- Интеграция с G Suite, Microsoft Office, Slack, Salesforce, Jira и др.
- Библиотеки символов и форм ASHRAE и ANSI
SmartDraw
SmartDraw — это быстрое и простое в использовании программное обеспечение для проектирования трубопроводов и контрольно-измерительных приборов. Программа включает в себя обширную коллекцию машиностроительных символов и промышленных шаблонов для трубопроводов, контрольно-измерительных приборов, систем отопления, вентиляции и кондиционирования, сварки, воздуховодов и многого другого.
SmartDraw предлагает 7-дневную бесплатную пробную версию, доступную прямо из браузера. Цена на пользователя в месяц начинается от 9,95 долларов США.
- Мощное интеллектуальное форматирование
- Интеграция с Microsoft Office, Google Workspace, Confluence и Jira
- Сохранение и открытие диаграмм из Dropbox, Google Drive, Box и OneDrive
- Импорт и экспорт Visio
Варианты бесплатного программного обеспечения для проектирования трубопроводов
Как упоминалось выше, Lucidchart и EdrawMax предлагают ограниченные бесплатные версии своего программного обеспечения для проектирования трубопроводов. Вы также можете воспользоваться бесплатным программным обеспечением P&ID от Visual Paradigm, но этот вариант также будет ограничен с точки зрения сложности ваших чертежей.
Независимо от вашего бюджета, подписка на бесплатные пробные версии — это отличный способ изучить ваши возможности и определить, какие функции обязательны, а какие — нежелательны. Вот посмотрите на бесплатные пробные версии, которые доступны для программного обеспечения в нашем списке:
- IronCAD: бесплатная пробная версия (сроки не указаны)
- Lucidchart: 7-дневная бесплатная пробная версия
- SmartDraw: 7-дневная бесплатная пробная версия
- PROCAD Plant Design Suite: 15-дневная бесплатная пробная версия
- ЗАВОД M4: 30-дневная бесплатная пробная версия
Рисунок углем из ПВХ-трубы — Создавай искусство вместе с ME
Труба из ПВХ Натюрморт Рисунок углем
Классы: 6 класс + выше
Цели : пропорция и точка зрения. Анализируйте углы объектов и наклоны краев контура, используя приемы прицеливания. Они узнают, как построить цилиндр и использовать направляющие линии для точного рисования труб из ПВХ. Они будут использовать карандаш, чтобы проверить пропорции и сравнить пропорции различных труб из ПВХ в композиции натюрморта.
Доставка/Деятельность: Степени искривления
Доставка/Демонстрация будет совмещена с деятельностью.
- Просмотр точки зрения – Как ВАША точка зрения влияет на объекты-цилиндры и сферы *Покажите примеры, обсудите видимые изменения. Круги превращаются в эллипсы, когда наша точка зрения на объект меняется. Если мы посмотрим прямо вниз на цилиндр, банку, мы увидим полный круг. По мере того, как мы опускаем наше положение в одну сторону, отверстие эллипсов становится все более и более узким, пока мы больше не можем видеть внутри цилиндра. На уровне глаз эллипс кажется прямой линией (на уровне глаз).
- Рисование изогнутых линий:
- Упражнение 1: Рисование изогнутых линий с разных точек зрения. * Не забывайте рисовать свободно от плеча и локтя (очень мало от запястья). Нарисуйте горизонтальную линию посередине листа бумаги. На левой стороне бумаги нарисуйте изогнутые линии (не менее 6), начиная с линии горизонта, слегка изогнутые и становясь все более и более изогнутыми по мере удаления от этой линии. Сделайте то же самое над горизонтальной линией. (Демонстрация учителя)
- Рисование Эллипсы: Нарисуйте несколько кругов. Качайте рукой от локтя и в основном от плеча. Позвольте своим движениям быть свободными и свободными. Начинайте делать круг, пока не получится правильно. Не забывайте рисовать слегка! После того, как у вас получился хороший круг, начните делать серию эллипсов, начиная почти с ширины круга и постепенно сжимаясь, чтобы стать тоньше. (Демонстрация учителя)
Видео и задание: Упражнение по рисованию, которое должен выполнять каждый начинающий художник (лучше рисуйте круги и эллипсы)
Упражнение 2: Потренируйтесь рисовать на бумаге эллипсы различной степени кривизны ( на разных уровнях глаз ). Начните с горизонтальной линии посередине листа, затем добавьте эллипсы выше и ниже линии. Эллипсы должны показывать разную степень «мягкости» — насколько они узки или широки (мой термин). В конечном итоге они станут полным кругом, чем дальше они будут от линии горизонта (на уровне глаз).
- Рисование Цилиндры и цилиндрические объекты Чтобы нарисовать цилиндр, начните с верхнего эллипса, затем нижнего эллипса, слегка рисуйте, чтобы можно было стирать линии. Затем нарисуйте боковые линии. Переверните бумагу, если вам будет легче рисовать прямые линии. (Демонстрация учителя)
- Упражнение 1: Потренируйтесь рисовать простые цилиндры с линиями и эллипсами. (алюминиевые банки, банки для чипсов Pringles и т. д.)
- Мероприятие 2: Эскизы ПВХ труб по времени. Установить по одной секции трубы на каждого ученика; убедитесь, что у вас разные стили труб и разместите их с разных точек зрения. Дайте им 4 минуты, чтобы нарисовать трубы с прямого наблюдения. Поворачивайтесь на разные места.
- Альбом для рисования Назначение: Трубы ПВХ : Выберите 3-5 соединителей для труб из ПВХ и расположите их в интересной композиции. Нарисуйте композицию трубы из ПВХ. Используйте карандаши для рисования, чтобы добавить затенение — обратите пристальное внимание на изменения значений. Затенение должно включать «5 элементов затенения». Материал: Карандаши для рисования
- Упражнение 1: Потренируйтесь рисовать простые цилиндры с линиями и эллипсами.
Предпроектная инструкция по художественной технике: техника рисования углем, план урока и рабочий лист (НОВИНКА — включает практику труб из ПВХ!)
Цели проекта: Создать точную и интересную композицию из 3 труб ПВХ (некоторые из них можно объединить в одну форму). Визуализируйте рисунок с полным затенением, иллюстрирующим 5 элементов затенения, покажите жесткие и мягкие тени и потерянные/найденные края. Средние тона должны оставаться цветом тонированной бумаги, используйте черный и белый уголь для визуализации остальных значений.
Расходные материалы: 1 3/4″ трубы из ПВХ различной длины и соединений (нанесите немного вазелина, чтобы они легко разъединялись) , Sargent Art Non-Toxic Square Pressed Charcoal Pastel, 3/8 X 2-3 / 8 дюймов, чистый черный, упаковка из 12 шт. , Угольные карандаши Derwent (черные и белые), упаковка, 4 шт. (39000) , растушевочные заглушки/тортильоны, бумага 12×18″ (* фальшивая/тонированная, пастель или рисунок )
Инструкции по проекту:
- Разместите 4-6 учащихся в группе. Пусть они выберут 3-7 отрезков ПВХ-трубы, чтобы составить интересную композицию. Некоторые части могут быть соединены, чтобы стать одной частью. Цель состоит в том, чтобы иметь три трубы ПВХ для окончательной композиции.
- Лампа для школьников Сначала нарисуйте композицию из труб из ПВХ карандашами.
- Поместите прожектор на натюрморт.
- Визуализировать рисунок с ПОЛНЫМ рандомом значений: Рисунки должны иллюстрировать 5 элементов затенения, показывать жесткие и мягкие тени и потерянные/найденные края.
- Используйте черный и белый угольные карандаши для труб из ПВХ (легче контролировать) и угольные палочки только для фона.
Учащийся 6-го класса Примеры:
- Наталья
- Гвин
- Ларсон
- Грэм
- Тесс
- Лиззи
- Дэйвид
- Кристина
От маленького до большого — увеличенный чертеж
Чертеж Chex Mix со штриховкой — значение, прочерченное линией
Чертеж в виде нарезки и кубиков
Пропорции тела – Чертежи деревянных манекенов – 2 урока
Рисунок цветным карандашом LEGO
Рисунок пастелью морской раковины
блог. Творите вместе со мной. Все изображения и текст принадлежат © Michelle C. East – Create Art with ME.
Видио
Диаграммы
Строительные планы и карты
Строительные планы и карты
Создание плана сантехники и трубопроводов
Visio Plan 2 Visio профессиональный 2021 Visio профессиональный 2019 Visio профессиональный 2016 Visio профессиональный 2013 Visio премиум 2010 Visio 2010 Visio 2007 Дополнительно… Меньше
На планах сантехники и трубопроводов показано расположение арматуры, труб и клапанов.
Планы сантехники можно размещать на пустой странице или в виде слоя на существующем плане этажа.
Вы можете создать план сантехники и трубопроводов одним из трех следующих способов:
На пустой странице
В Visio 2016 и более поздних версиях: щелкните Шаблоны > Карты и планы этажей , а затем щелкните План сантехники и трубопроводов > Создать .
В Visio 2013: щелкните Категории > Карты и планы этажей , а затем щелкните План сантехники и трубопроводов > Создать .
В Visio 2010: в разделе Категории шаблонов щелкните Карты и планы этажей , а затем щелкните План сантехники и трубопроводов > Создать .
В Visio 2007: в меню Файл выберите Новый , выберите Карты и планы этажей , щелкните План сантехники и трубопроводов , а затем щелкните Создать .
По умолчанию этот тип чертежа открывает масштабированную страницу чертежа в альбомной ориентации. Вы можете изменить эти настройки в любое время.
Как слой на плане этажа САПР
Создайте план сантехники и трубопроводов на пустой странице. См. предыдущий раздел для получения информации о его создании.
На вкладке Вставка щелкните Чертеж САПР .
Найдите файл САПР, выберите его и нажмите 9.0594 Открыть .
Чтобы принять размер и масштаб чертежа САПР, нажмите OK .
Примечание. Если масштаб чертежа САПР отличается от масштаба страницы документа, вам будет предложено сопоставить масштабы или продолжить без сопоставления.
После вставки чертежа его размер, масштаб или перемещение можно изменить. Вы также можете заблокировать слой Visio, содержащий чертеж САПР.
Совет: Чтобы изменить свойства вставленного чертежа САПР, щелкните чертеж правой кнопкой мыши, выберите Объект чертежа САПР в контекстном меню, а затем щелкните Свойства . Дополнительные сведения см. в разделе Изменение свойств слоя AutoCAD.
Как слой существующего плана этажа Visio
В диалоговом окне Открыть найдите чертеж, который вы хотите использовать. Выберите файл и нажмите Открыть .
На панели «Фигуры» перетащите на чертеж фигуры сантехнических приборов, труб и клапанов.
Перетащите маркеры выбора, маркеры управления и конечные точки.
Совет: Вы можете заблокировать существующие слои чертежа, чтобы случайно не изменить их при создании нового плана поверх него. Дополнительные сведения см. в разделе Блокировка или разблокировка слоя.
Введите данные формы.
Для этого:Щелкните фигуру правой кнопкой мыши и выберите Данные > Данные формы .
На панели Shape Data щелкните каждое поле, а затем введите или выберите значение.
Соединение сантехнических компонентов с трубами. Для этого:
Перетащите формы труб на страницу чертежа.
org/ListItem»>
Приклейте каждый конец формы трубы к точкам соединения на других формах.
Чтобы изменить размер трубы, перетащите конечную точку.
В меню Файл нажмите Открыть .
Назовите фигуры, выбрав их и набрав. Чтобы изменить положение метки, перетащите маркер управления меткой.
См. также
Создайте схему трубопроводов и приборов
Руководство по схемам трубопроводов и приборовНа схеме трубопроводов и приборов, или P&ID, показаны трубопроводы и связанные с ними компоненты физического потока процесса. Чаще всего используется в инженерной сфере.
Функция и назначение P&ID
P&IDS являются основой для обслуживания и модификации процесса, который он представляет графически. На этапе проектирования диаграмма также служит основой для разработки схем управления системой, таких как исследование опасностей и работоспособности (HAZOP).
Для технологических установок это графическое представление
- Основные детали трубопроводов и приборов
- Схемы управления и отключения
- Безопасность и нормативные требования
- Основные сведения о запуске и эксплуатации
Когда использовать P&ID и кто их использует
P&ID представляют собой схематическую иллюстрацию функциональных взаимосвязей компонентов трубопроводов, контрольно-измерительных приборов и системного оборудования, используемых в области контрольно-измерительных приборов и систем управления или автоматизации. Обычно они создаются инженерами, которые разрабатывают производственный процесс для физического предприятия.
Для этих объектов обычно требуются сложные химические или механические этапы, которые намечены с помощью P&ID для строительства завода, а также для поддержания безопасности предприятия в качестве справочной информации для информации о безопасности процесса (PSI) в управлении безопасностью процесса (PSM). Если что-то пойдет не так, просмотр P&ID обычно является хорошей отправной точкой. P&ID — это бесценные документы, которые нужно держать под рукой, независимо от того, используются ли они для оптимизации существующего процесса, замены оборудования или руководства по проектированию и внедрению нового объекта. Имея записи, которые они предоставляют, изменения можно планировать безопасно и эффективно с помощью управления изменениями (MOC).
P&ID используются полевыми техниками, инженерами и операторами для лучшего понимания процесса и взаимосвязи приборов. Они также могут быть полезны при обучении рабочих и подрядчиков.
Что такое P&ID?
P&ID играют важную роль в мире технологических процессов, демонстрируя взаимосвязь, но они не обязательно включают спецификации. Спецификации обычно предоставляются в отдельных документах. Но они невероятно полезны во многих отношениях, в том числе:
- Оценка строительных процессов
- Служит основой для программирования управления
- Разработка руководств и стандартов для эксплуатации объектов
- Подготовить документы, объясняющие, как работает процесс
- Обеспечение общего языка для обсуждения операций завода
- Создание и внедрение принципов безопасности и контроля
- Разработка концептуальной схемы химического или производственного предприятия
- Форма рекомендаций по сметам, проектированию оборудования и трубопроводов
В чем разница между технологической схемой (PFD) и схемой трубопроводов и приборов (P&ID)?
Детали приборов зависят от степени сложности конструкции. Упрощенные или концептуальные проекты называются схемами технологических процессов (PFD). PFD показывает меньше деталей, чем P&ID, и обычно является первым шагом в процессе проектирования — больше с высоты птичьего полета. Более полные схемы трубопроводов и контрольно-измерительных приборов (P&ID) показаны в P&ID.
Каковы ограничения P&ID?
Поскольку P&ID представляют собой графическое представление процессов, они имеют некоторые ограничения. На них нельзя полагаться как на настоящие модели, потому что они не обязательно нарисованы в масштабе или геометрически точны. Для них также не существует общепринятого универсального стандарта, поэтому они могут выглядеть по-разному от компании к компании — или даже внутри одной компании — в зависимости от внутренних стандартов, типа используемой программной системы и предпочтений создателя. Вот почему важно разработать и проверить документацию, которая сводится к реальным гайкам и болтам вспомогательных документов.
Взгляните на вспомогательные документы P&ID
Поскольку P&ID представляют собой схематические обзорные изображения, вам нужны документы для уточнения деталей и спецификаций. Вот некоторые из них:
- Технологические чертежи (PFD) . P&ID происходят от PFD. PFD — это изображение отдельных шагов процесса в последовательном порядке. Элементы, которые могут быть включены: последовательность действий, материалы или услуги, входящие или выходящие из процесса (входы и выходы), решения, которые необходимо принять, люди, которые участвуют, время, затрачиваемое на каждом этапе, и/или измерения процесса.
- Спецификации материалов трубопроводов (PMS) . Здесь вы найдете подробную информацию о материалах конструкции, прокладках, болтах, фитингах.
- Спецификации оборудования и приборов (EIS) . Стандарты и детали, слишком обширные для включения в P&ID, включены в EIS, включая область применения, стандарты, нормы и спецификации, определения и терминологию, материалы конструкции, основу проектирования, механическую часть/изготовление, гарантии, испытания и проверки, документацию и отгрузку.