Принцип работы термопластавтомата — ООО «Креативные Машины и Оснастка»
Полимерные материалы востребованы в быту, на производстве, в сельском хозяйстве. Столь высокая распространенность стимулирует спрос на детали из пластика и позволяет построить бизнес на их изготовлении. Поэтому предприниматели и проявляют открытый интерес к технике по переработке полимерного сырья. Из-за габаритов данного оборудования требования по обслуживанию достаточно скромны, благодаря чему затраты по закупке и содержанию техники небольшие. Принцип работы легко изучить в процессе подготовки к эксплуатации.
Что представляет собой термопластавтомат

По статистике более трети штучных изделий, выпускаемых в продажу, изготавливаются методом литья под давлением. Такой способ производства предлагается и на компактных (относительно аналогичного промышленного оборудования) термопластавтоматах. Многие процессы строго регламентированы государственными стандартами ГОСТ, что гарантирует высокое качество продукции. Например, ГОСТ 27358-87 описывает процедуру создания пресс-форм для изготовления пластмассовых изделий.
Впервые о литье пластмассы под давлением заговорили в XIX веке. Тогда был создан самый первый в мире аппарат по переработке полимеров. Данное устройство стало прототипом для последующих моделей, хотя каждое очередное поколение фактически создавалось заново, приходилось кардинально пересматривать технологические условия. Принцип работы остался прежним, хотя в течение XX века выдано несколько патентов, которые имели отношение к некоторым блокам термопластавтомата.
На современных аппаратах можно отливать пластмассовые изделия следующего типа:
- Детские игрушки различных габаритов.
- Отделочные и строительные материалы.
- Фурнитура для комплектации мебели и окон.
- Автокомпоненты для легковых и грузовых автомобилей.
- Продукция канцелярского назначения.
- Упаковка, тара, емкости.
Представленный перечень неполный, его можно продолжать, но на практике именно эти направления оказываются ключевыми потребителями готовой продукции. Модернизация процесса литья продолжается. Разработчики преимущественно работают по улучшению формообразующих в пресс-форме определяющих конфигурацию, точность габаритов готового изделия. То же относится к исследованиям по подбору надежного и безопасного для человека сырья. Общий алгоритм работы долгие годы остается без изменений, обновление происходит на уровне отдельных узлов вроде предмундштуковой зоны, конструкции узла смыкания, процесса заполнения формы материалом или выдержки на охлаждение.
Как устроены термопластавтоматы, различия
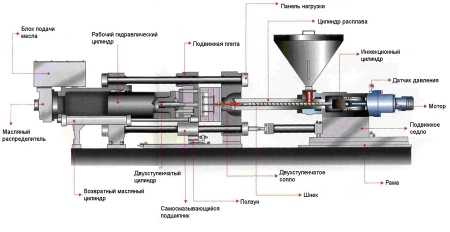
Оборудование состоит из нескольких базовых блоков, позволяющих в итоге организовать процесс литья. Производством данных устройств занимается целый ряд стран – Китай, Южная Корея, Гонконг, Тайвань, Германия, Италия. Принцип действия большинства этих аппаратов похож, ведь любой из них состоит из одинаковых узлов.
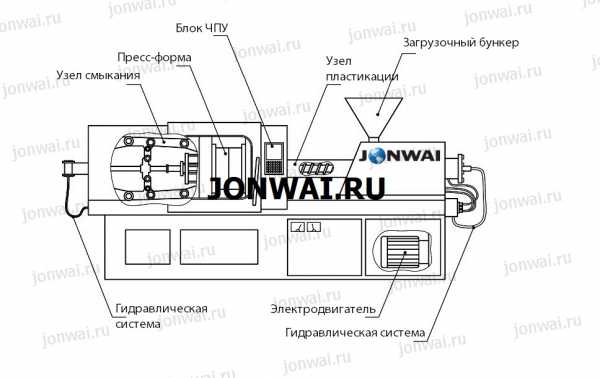
Типовое устройство выглядит так:
- Загрузочный бункер, в который поступает сырье.
- Узел пластификации, где изначально твердое сырье расплавляется до требуемой консистенции.
- Узел смыкания, используемый для отлива продукции.
- Гидравлическая система или гидроприводы, обеспечивающие сжатие, заполнение емкостей, движение плиты и иные операции.
- Электродвигатели, приводящие в действие гидравлику.
- Контроллер или блок ЧПУ, управляющий всей электроникой и механикой аппарата.
Различают автоматы для производства пластиковых деталей по нескольким признакам. В основу разделения обычно входит наличие дополнительных узлов (несмотря на одинаково реализуемый принцип работы). Встречаются такие технологические и конструктивные различия:
- Метод пластификации. Выпускаются с поршневым, червячно-поршневым, с одним и двумя червячными механизмами.
- Особенности пластификации. Различают модели с разделенным или совмещенным процессом.
- Количество пластификаторов. Может устанавливаться один, два и более узла.
- Число узлов смыкания формы. В зависимости от производителя выпускают одно-, двух- и многопозиционные модификации.
- Конструктивные особенности привода. Встречаются модели с гидромеханическим приводом, электрическим или гибридным.
- Расположение оси цилиндра блока пластификатора и плоскости разъема литьевой емкости. Различают горизонтальные, вертикальные и угловые ТПА.
Независимо от особенностей устройства функциональные узлы размещаются на жесткой раме. Полимерный материал в виде гранул поступает в бункер, где захватывается шнеком и транспортируется в предмундштуковую зону, откуда после расплавления под давлением поступает в формообразующую пресс-формы.
Типовые характеристики, особенности

На рынке представлено немало моделей термопластавтоматов. Каждая из них обладает рядом отличительных свойств – разной производительностью, возможностью отливать очень больших изделий или способностью выполнять это с ювелирной точностью. Когда осуществляется выбор нужной модификации данного оборудования заостряют внимание на принципе работы, общих габаритах, требованиях к сырью. От правильного решения будет зависеть, насколько аппарат подойдет к запланированным задачам.
Ключевыми характеристиками данного оборудования, на которых заостряют внимание покупатели, являются:
- Максимальное усилие смыкания формы.
- Размер плит
- У гидравлических моделей – расстояние между колонн.
- Рабочий ход плиты (наибольшее расстояние между ними).
- Объём впрыска
- Скорость впрыска (способность лить тонкостенные изделия)
- Наличие систем энергосбежения.
- Сухой цикл работы ТПА.
- Надежность конструкции, срок гарантийного обслуживания.
В зависимости от технических характеристик выбранного термопластавтомата владелец может рассчитывать на производство определенных деталей. Вместе с параметрами будет меняться точность изготовления, применяемое сырье (промышленного назначения, для пищевых продуктов и т.д.). Способность данного оборудования удерживать давление в процессе производства напрямую влияет на физические свойства изготавливаемых деталей.
В продаже встречаются угловые, горизонтальные и вертикальные модификации. Первые разделяют на устройства с горизонтальным пластификатором и вертикальным узлом смыкания и вертикальным узлом инжекции, но горизонтальным узлом смыкания. Вторые и третьи обычно не имеют дополнительных различий по расположению узлов. По общему принципу работы все разновидности аппаратов похожи друг на друга. Меняются лишь отдельные моменты – процесс выдержки на охлаждение, время охлаждения без давления, скорость заполнения формы, срок выдержки под давлением, иные части программы ЧПУ.
Как работает термопластавтомат

Процедура литья на данном оборудовании предполагает цикличность операций, за счет чего обучиться работе на нем относительно просто. Процесс управления осуществляется встроенным контроллером. Его можно программировать на изготовление разных изделий, начиная с момента прижатия литниковой втулки, заполнения формы и вплоть до съема детали.
Последовательность изготовления одного образца выглядит таким образом:
- Начинается цикл со смыкания формы. На этом этапе важно избежать удара одной части об другую, для чего скорость движения плиты значительно снижают ближе к моменту соединения.
- К литниковой втулке пресс-формы прижимается мундштук модуля пластификации. Данные блоки прижаты друг к другу весь период формирования пластмассового изделия.
- За счет движения шнек-поршня вперед, в пресс-форму впрыскивается заранее нагретое и расплавленное сырье в узле пластикации. Благодаря наличию обратного клапана исключается выброс в предмундштуковую зону. Этот период разделяют на заполнение формы и сжатие расплава.
- Полное заполнение формы с вытеснением воздуха через воздушные клапаны в пресс-форме.
- Стадия максимальной выдержки изделия под давлением выполняется сразу после завершения заполнения формы. Происходит это в считаные мгновения.
- В течение заданного программой данного устройства цикла происходит выдержка под давлением с одновременным охлаждением пресс-формы. При завершении этапа в предмундштуковой зоне остается подушка расплава размером 2-6 мм.
- После завершения программы сдавливания аппарат переходит к этапу охлаждения без давления. В процессе снижения температуры давление в пресс-форме постепенно уменьшается вплоть до атмосферного.
- Как только изделие остывает до температуры, достаточной для безопасного съема детали, происходит размыкание пресс-формы, извлечение изделия толкателями, повторное смыкание формы для заливки последующей порции расплавленного пластика.
В зависимости от особенностей конструкции термопластавтомата на этапе охлаждения без давления литниковая втулка может разъединяться от предмундштуковой зоны для исключения переливания в нее части полимерного материала или оставаться прижатой на весь цикл изготовления товаров. Во втором случае процесс охлаждения может проходить дольше, т.к. сырье вне формы остается в нагретом состоянии и температуры передается на изготавливаемую продукцию.
Перспективы применения в бизнесе

Наиболее востребованы в малом, среднем бизнесе горизонтальные термопластавтоматы с конструкцией, не требующей значительных площадей для монтажа. Они отличаются от аналогов высокой производительностью, совместимостью с широким спектром сырья и удобством в эксплуатации и обслуживании. Ключевыми параметрами данных устройств являются объем впрыскиваемого материала и характеристики узла смыкания формы.
Наиболее востребована данная категория промышленного оборудования в производстве небольших партий штучных изделий из пластика. Постепенно все больше отраслей берут во внимание замену дорогих металлических деталей на дешевые полимерные изделия. Такая тенденция создает благоприятную почву для покупки автоматически работающих аппаратов по литью пластика. Современная система управления большинства термопластавтоматов позволяет обходиться минимальным штатом обслуживающего персонала, что гарантирует низкие накладные затраты при запуске собственной линии производства.
При вводе в эксплуатацию оборудования по переработке пластика, следует заострить внимание на безопасности. Процесс изготовления предполагает этап выдержки под давлением, что при технических неисправностях грозит опасностью для персонала. Необходимо придерживаться правил эксплуатации и при выталкивании, съеме готовых моделей. Они могут оказаться еще слишком горячими. Пока аппарат работает, в предмундштуковой зоне находится постоянно расплавленный материал. Поломки узлов, приводящие к выдавливанию сырья наружу, способны привести к ЧП на предприятии. Если всегда поддерживать исправность оборудования, следовать инструкции по эксплуатации, оно будет работать безукоризненно.
www.jonwai.ru
Термопластавтоматы
На сегодняшний день довольно сложно не встретить какого-либо изделия из пластмасс. Практически все, что нас окружает сделано из этого материала. Данную популярность пластмасс можно объяснить легко, материала этот является одним из самых дешевых, и обработка его производится достаточно легко. Сегодня одним из самых востребованных аппаратов для изготовления пластмассовых изделий является термопластавтомат. Рассмотрим более подробно данное устройство, его технические характеристики и принцип работы.
Устройство термопластавтомата
Термопластавтомат представляет специальное устройство, которое выполняет отлив пластмассовых изделий заданной формы. Данное устройство относится к разряду наиболее востребованных на рынке, поскольку устройство и принцип его работы являются нетрудоемкими, но при этом высокопроизводительными.
Термопластавтомат относится к автоматизированной по принципу работы технике, которая практически не требует применения никакого ручного труда. Данное оборудование имеет множество преимуществ перед другими техническим устройствами, посредством которых осуществляется отливка пластмассовых изделий. К этим преимуществам можно отнести такие как очень высокий уровень производительности, который имеет первостепенное значение при выборе данного оборудования. данное оборудование выполняет такие функции, как производство различных деталей и частей, которые по технологии должны отливаться на больших скоростях.
Принцип работы термопластавтомата
Принцип работы данного оборудования основан на том, что изготовление деталей происходит посредством выдачи горячих пластмасс под действием высокого давления. Происходит процесс следующим образом, расплавленные полимерные материалы, которые накапливаются в специальном цилиндрическом резервуаре литьевой установки. Далее он выдается в специальное отливочное устройство данной установки, которое имеет форму требуемого изделия. После того, как расплавленная масса из полимера попала в форму, она производит смыкание и происходит его застывание. После того, как изделие в форме застынет, створки формы размыкаются, и изделие оттуда вынимается.
В комплектацию термопластавтоматов входит такое оборудование как контролирующее устройство с полным обеспечением программ, посредством которых происходит управление всей установкой, задание ей различных функций. К тому же данные автоматизированные управляющие элементы данного оборудования позволяют задавать форму требуемого изделия и контролировать процессы изготовления.

Высокая скорость работы данной установки обеспечивается специальными устройствами дистанционного управления. Машина отличается так же высокоточным изготовлением, поскольку оснащена специальными контроллерами, которые позволяют задать необходимые параметры для изготовления деталей.
Характеристики и особенности термопластавтоматов
Работа всей конструкции термопластавтоматов осуществляется посредством гидроцилиндров, которые делают управление машиной легким и не требующим дополнительных применения ручного труда. Так же оборудование оснащается специальными датчиками, которые производят контроль над правильной температурой, при которой работа всей установки будет производиться бесперебойно и качественно.
Основной комплектацией данного оборудования являются такие элементы как специальные плиты, с пазами в форме буквы Т, вспрыскивающий узел, который основан на направляющих элементах, насос переменного типа действия, клапаны, распределительного характера. Использование данного типа оборудования позволяет производить множество штучных изделий, любой заданной формы.
promplace.ru
Этапы работы термопластавтомата — Биплант
Технология литья предусматривает следующие основные этапы:
- Смыкание формы (начало цикла). При смыкании формы следует избегать удара, поэтому в конце смыкания скорость замедляют.
- Движение узла пластикации вперед с прижатием мундштука к литниковой втулке формы.При горячеканальной литниковой системе узел пластикации остается прижатым к форме весь цикл.
- Впрыск ранее набранной дозы расплава при движении шнек-поршня вперед. В начале впрыска обратный клапан на конце шнека перекрывает канал и предотвращает перетекание расплава из предмундштуковой зоны назад к загрузочной зоне. Период впрыска делится на этапы заполнения формы и сжатия расплава.
- Заполнение формы в период впрыска. Заполнение происходит с вытеснением воздуха из формы через вентиляционную систему. При впрыске возникают большие напряжения и скорости сдвига, особенно в приповерхностных слоях, которые приводят к значительной ориентации молекул полимера.
- Сжатие расплава. Происходит по завершении полного заполнения формы стремительно, и давление в форме возрастает до максимального в доли секунды.
- Выдержка под давлением (подпитка). Осуществляется в течение определенного времени в целях дополнительной подпитки и компенсации усадки по мере охлаждения. В этот период параллельно с подпиткой происходит интенсивное охлаждение полимера от стенок к середине сечения. В конце этапа в предмундштуковой зоне должна оставаться подушка расплава 2 – 6 мм вдоль по оси («остаточная подушка»), шнек не должен доходить до крайнего левого положения.
- Выдержка на охлаждении без давления. Используется для окончательного затвердевания материала во всем объеме, включая срединную область. В этот период передачи давления от машины к форме не происходит и по мере охлаждения давление внутри формы постепенно снижается.
- Загрузка. С началом этапа выдержки на охлаждение или с некоторой задержкой подается команда на вращение шнека, при этом полимер перемещается по межвитковым каналам шнека от зоны загрузки к предмундштуковой зоне, преодолевая заданное гидравликой противодавление. При этом шнек под действием расплава перемещается в заднее положение, а набранная доза расплава накапливается в предмундштуковой зоне при давлении до 200 – 250 бар.
- Декомпрессия. Технологический прием принудительного перемещения шнека назад на небольшое расстояние к загрузочной зоне для уменьшения давления в предмундштуковой зоне после набора дозы, использующийся при применении сопла открытого типа для исключения самопроизвольного истечения предварительно уплотненного расплава после отведения мундштука от формы. При использовании запирающихся сопел в декомпрессии нет необходимости.
- Отвод сопла осуществляется при использовании форм с застывающим литником для уменьшения теплопередачи от горячего мундштука к холодной литниковой втулке. При длительном контакте сопла и литниковой втулки конец мундштука и находящийся в нем расплав остывают до низких температур; с другой стороны, излишний нагрев литниковой втулки препятствует остыванию центрального литника, что может вызвать нежелательное удлинение цикла. Для отвода сопла весь узел впрыска отодвигается на 100 – 200 мм в заднее положение до начала нового цикла.
- Период охлаждения в форме. Включает несколько вышеперечисленных этапов; начинается после полного заполнения формы, включает короткий период уплотнения расплава, периоды выдержки под давлением и выдержки на охлаждение без давления. За это время происходит полное отверждение отливки до жесткости, обеспечивающей надежное выталкивание (съем) без повреждения отформованной детали.
- Размыкание формы. Происходит по завершении полного охлаждения отливки.
- Выталкивание (съем) отливки из формы. Используется при открытой форме в конце хода подвижной плиты при наталкивании хвостовика выталкивающей системы на стопор (упор) машины или с помощью гидравлического толкателя машины после открытия формы. В ряде случаев вместо выталкивателей в форме используется плита съема, которая имеет ограничители хода и при движении подвижной полуформы сдвигает отлитую деталь.
- Форма открыта. По окончании выталкивания форма остается открытой до начала смыкания. Для работы машины в автоматическом цикле без участия оператора необходимо использовать формы со съемом детали, извлечением литника и их падением в поддон машины без участия оператора. При изготовлении деталей, которые требуют бережного съема без падения детали в поддон, съем детали осуществляет оператор или применяют манипуляторы, как правило, с вакуумными присосками, с помощью которых деталь извлекается из формы и переносится в зону упаковки в стороне от машины. По окончании выталкивания и съема детали (и литников для холодноканальных форм) при автоматическом режиме работы цикл заканчивается и дается команда на смыкание формы, т.е. на новый цикл.
Полное время цикла при литье может составлять всего 4 – 5 с. Для малогабаритного тонкостенного литья и доходить до нескольких минут для крупногабаритных толстостенных отливок. Для традиционного литья полное время цикла варьируется от 10 – 12 до 60 – 90 с. В зависимости от толщины и веса изделия, типа термопласта.
Литьевая машина совершает операции в заданной последовательности для обеспечения всех этапов литья, при этом работают нагреватели в 3 – 5 зонах по длине цилиндра, включая сопло, температуры которых устанавливаются дифференцированно. Скорости вращения шнека, скорость впрыска, давление литья и их изменение во времени задаются согласно рекомендациям и уточняются технологом при запуске новой детали. Кроме названных параметров, необходимо задавать величину противодавления, остаточную подушку, величину декомпрессии, момент переключения давления в конце заполнения формы, продолжительность всех интервалов по циклу, температуру формы (индивидуально для матрицы и пуансона) и загрузочной зоны и др.
Для получения качественных изделий и оптимизации технологических параметров литья необходимо знание процессов, происходящих в форме на этапах заполнения, выдержки под давлением и выдержки на охлаждение. На этих этапах формируются структура и свойства пластмассовой детали.
Литье под давлением термопластов / Ю.П. Ложечко (кандидат технических наук), 2010
biplant.com
Принцип работы термопластавтомата компании IMSTECH
Термопластавтомат – специализированное оборудование для литья термопластов под давлением. Сейчас это наиболее используемый способ создания деталей из полимерных материалов по нескольким причинам:
- высокая технологичность;
- отменная производительность;
- возможность автоматизации;
- не нужна дальнейшая механическая обработка.
Термопласты, которые необходимы для литья, обладают обширным перечнем физических и химических показателей.


Расходные материалы для литья под давлением – это частицы термопласичного полимера. Процедура изготовления проходит в несколько этапов:
- материалы сушатся;
- кладутся в приемный отсек машины;
- пластмасс ссыпается в шнек оборудования и плавится;
- затем поступает с помощью поршня в пресс-форму;
- проходит литниковые полости, заполняя форму;
- пластик застывает в охлажденной форме;
- пресс-форма открывается с готовым изделием.
Конструкция термопластавтомата
Основные детали для осуществления работы машины – узел пластикации и узел смыкания, которые двигаются с помощью гидроприводов и электродвигателя. Центральный блок ЧПУ руководит всеми стадиями электро- и гидроприводами, а также устанавливает настройки цикла.

панель управления ТПА
Чтобы выбрать наиболее подходящую модель для определенных целей, необходимо узнать единственную характеристику — усилие смыкания. С ее помощью можно получить представление об опциях и габаритах оборудования.
Узел пластикации и впрыска
Эта деталь – главная во всем цикле литья под. Узел пластикации и впрыска расплавляет термопласт и подает его в пресс-форму.
Поэтапная работа устройства:
- пластик кладут в бункер;
- далее — материал подается в материальный цилиндр;
- шнек вращается и передает его в сопла;
- пластик греется и плавится;
- пластмасс впрыскивается в пресс-форму.
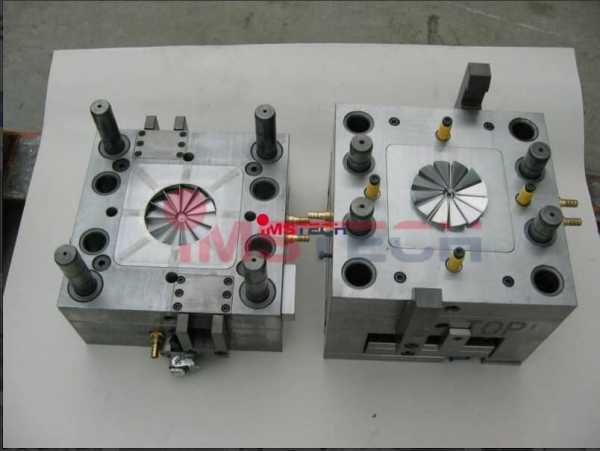
Пресс-форма на вентилятор
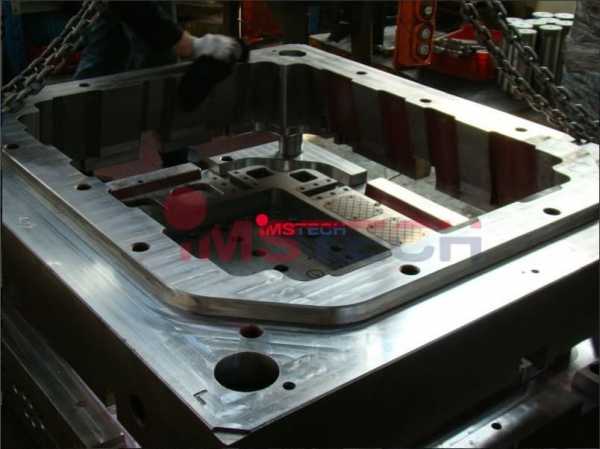
Пресс-форма на ящик
Стадии цикла
Цикл литья осуществляется в несколько стадий разной продолжительности:
- а) закрытие пресс-формы-движение узла впрыска вперед-подача в формующую полость;
- б) обработка под давлением;
- в) движение узла впрыска назад-пластификация, возврат шнека;
- г) открытие формы для извлечения детали.
Большинство времени занимает обработка под давлением и охлаждение детали. Причем, как правило, продолжительность этих процессов зависит от толщины стенок изделия. Обработка деталей с тонкими стенками занимает больше времени “сухого цикла”.
Смыкание и впрыск
Первый этап, который делится на несколько частей с разной скоростью впрыска. Благодаря разделению на несколько ступеней, можно поддерживать нужную скорость прохождения пластика по каналам формы.

Обработка под давлением
На втором этапе шнек поддерживает давление впрыска материала. Если давление превысит нужные показатели, части формы раздвинутся, и материал будет стекать в щели.

Пластификация
На этой ступени шнек вращается и возвращается в изначальную позицию. Одновременно с этим процессом, очередная порция сплава подается в шнековую полость.
Открытие формы
Изделие охлаждается в пресс-форме, затем подвижная плита отодвигается, раскрывая полость образования детали. Как правило, оборудование конструируется так, чтобы после раскрытия изделие оставалась на пуансоне — подвижной части оборудования. С пуансона изделие вынимается толкателями, движимыми гидроцилиндром машины с хвостовиком.


imstech.ru
Термопластавтомат — Принцип работы — AVTOP
Пластиковые изделия пользуются спросом не только потому, что они делаются из легкого и практичного материала со стороны потребителя, а скорее по причине того, что предприятиям выгодно выпускать продукцию из этого материала, так как такой шаг существенно снижает затраты на производство.
Современные технологии позволяют создавать из пластмассы сложные конструкции практически любой формы.
При желании сырье можно повторно переработать с помощью специальных шредеров или измельчителей.
При этом детали изготавливаются с высочайшей точностью.
Именно поэтому пластик используется при конструировании компонентов для сложнейшей техники: самолетов, автомобилей, ракет и т. д.
Производство изделий из пластмассы
Наиболее эффективным способом для производства изделий из пластика является метод литья под давлением.
Литье осуществляется на специальных установках – термопластавтоматах (альтернативное название: инжекционные литьевые машины), о которых и пойдет речь в данной статье.
Процесс литья осуществляется следующим образом: сырье в виде гранул полимеров поступает в термопластавтомат, где нагревается до температуры плавления и впрыскивается в пресс-форму, пластмасса остывает, материал становится твердым, далее литьевая форма размыкается, выталкивая содержимое, так и получается готовое пластиковое изделие.
Устройство термопластавтомата
Термопластавтомат состоит из множества сложных механизмов, поэтому мы рассмотрим только его основные части.
К основным узлам ТПА относятся:
- Бункер – здесь хранится сырье, необходимое для стабильного поддержания работоспособности агрегата.
- Материальный цилиндр и шнек – они отвечают за попадание вязкотекучей субстанции в литьевую форму. Причем полимер впрыскивается не весь сразу, а лишь в том кол-ве, которое было заданно оператором ТПА.
- Двигатели, гидравлические цилиндры, система шлангов, бак для масла – все эти механизмы, в свою очередь, отвечают за создание давления в гидравлической системе, под воздействием которого основные части литьевой машины приходят в движение.
- Узел запирания. К нему относятся подвижные и неподвижные плиты, а также колено-рычажный механизм.
- Узел выталкивания – это устройство, которое отвечает за выталкивание пластмассовых деталей из литьевой формы.
Управление термопластавтоматом

Современные термопластавтоматы функционируют при помощи компьютерных систем управления – контроллеров.
Процессор со встроенным набором программ по заданным оператором параметрам в автоматическом режиме управляет всеми процессами.
Для примера возьмем контроллер KEBA 1075, которым оснащены термопластавтоматы серии haitian mars II.
Ниже представлен список его функций:
- Прогрев литьевой машины перед началом работы.
- Следит за тем, чтобы параметры, заданные оператором ТПА (температура, уровень давления, время цикла и т. д.), соблюдались на протяжении всего цикла производства.
- Показывает состояние всех механизмов инжекционно-литьевой машины: состояние пресс-формы, шнека, подвижных плит и т. д.
- В реальном времени показывает на дисплее результаты в удобном виде: на таблицах, графиках, диаграммах.
- При возникновении отклонений от заданных параметров оперативно оповещает оператора станка.
- Все настройки производственного цикла можно сохранять в памяти контроллера, при желании можно перенести сохраненный файл на в внешнее устройство с помощью USB-кабеля.

Заказать партию пластиковых изделий весом от 0,1 до 250 грамм всегда можно в компании «Автоп».
Доставим в любой регион России.
Производим качественные изделия из первичного сырья ведущих поставщиков мирового рынка пластмасс, также можем изготавливать изделия на основе Вашего сырья.
Если у Вас нет пресс-формы, Вы можете заказать ее у нас.
Литьевые формы компании «Автоп» стоят в 3-5 раз дешевле промышленных пресс-форм.
В нашем распоряжении передовое оборудование мировых производителей ТПА: Haitian, Babyplast, Siger.
Производим изделия в любом количестве от 1 000 шт. до нескольких миллионов в месяц!
По вопросам сотрудничества обращайтесь по телефону: +7(8482)39-00-12
avtop.ru
Термопластавтомат: устройство, принципе работы и разновидности — Новости
Термопластавтомат – это специализированное оборудование в виде станка, который используется в литье пластмассовых изделий под давлением. Он одинаково эффективен в формовании изделий, весом от долей грамма до десятков килограммов. Это наиболее востребованный способ, потому что он:- высокотехнологичен;
- производителен;
- автоматизирован;
- готовые детали не нуждаются в дополнительной механической обработке.
Устройство термопластавтомата

У ТПА несколько конструкционных узлов и агрегатов:
- Инжекционный блок.
- Узел смыкания – блок запирания и размыкания формы.
- Блок привода, обеспечивающий движение определенных элементов оборудования.
- Пульт управления ТПА – блок ЧПУ рабочим циклом термопластавтомата.
Принцип работы, стадии цикла
Принцип работы основан на том, что изготовление деталей осуществляется путем выдачи горячих пластмасс под действием высокого давления.Литье осуществляется циклично и разбито на несколько стадий:
- Подготовка термопласта, который направляется в бункер ТПА, а оттуда в материальный цилиндр. Под воздействием высокой температуры он превращается в расплав.
- Закрытие пресс-формы (движение узла впрыска вперед), подача полимерной массы в формующую полость;
- Обработка под давлением;
- Пластификация (движение узла впрыска назад), возврат шнека;
- Открытие формы, удаление детали.
Разновидности термопластавтоматов
Разделение данного оборудования идет по технологическим и конструктивным параметрам:- Типу и числу позиций;
- Типу пластикации;
- Количеству узлов смыкания;
- Типу привода;
- Нахождению оси цилиндра узла пластикации и плоскости разъема литьевой формы – горизонтальные, вертикальные, угловые.
Преимущества ТПА
В сравнении с аналогичными агрегатами термопластавтомат имеет определенные преимущества:
- высокую производительность за счет кратковременности циклов;
- быструю окупаемость;
- высокую износоустойчивость;
- минимум отходов в процессе производства;
- большие возможности в получении продукции, разнообразной по толщине, габаритам и другим параметрам.
Изделия, выпускаемые с помощью ТПА
На современных термопластавтоматах отливается большой ассортимент изделий из пластмассы:- Разногабаритные детские игрушки.
- Материалы для отделки в строительстве и ремонте.
- Изделия для мебельной фурнитуры.
- Изделия для оконной и дверной фурнитуры.
- Детали для автомототехники и других транспортных средств.
- Упаковочный материал, различные виды тары и емкости.
- Канцелярские принадлежности и т.п.
Купить термопластавтоматы можно в специализированных магазинах или через интернет. Более качественные агрегаты выпускают мировые производители из Европы. Для большинства заказчиков важным критерием при покупке данного оборудования является оптимальное соотношение цены и качества. Поэтому они останавливаются на литьевых машинах из КНР.
youtube03.com
Принцип работы термопластавтомата. Компания ООО «Креативные Машины и Оснастка»
Актуальный метод изготовления пластмассовых деталей – литье под давлением. Процесс осуществляют литьевые машины. У нас вы можете приобрести самые производительные и технологичные автоматические агрегаты. Наряду с продажей оборудования, компания предлагает изготовление пластмассовых изделий на ваших пресс-формах. Фирма «Креативные Машины и Оснастка» располагает собственным парком машин. Это термопластавтоматы (ТПА) знаменитой марки JONWAI.
Вам гарантируются:
· Четкое выполнение заказа,
· Постоянный контроль качества,
· Оперативная доставка товара.

Принцип работы ТПА
В производстве пластмассовых изделий литьем задействован технологический цикл. Начинается он с подготовки гранул полимера. Сначала гигроскопичное сырье просушивают в специальных сушильных бункерах. Устройство ТПА предусматривает ручную засыпку гранул в механизм. Чтобы упростить и ускорить процесс, ТПА оснащается загрузчиком-автоматом. Этот несложный агрегат дозировано добавляет порции пластика в приемный бункер.
Из приемника сырье попадает в шнек автомата. Там оно плавится, превращаясь в однородную массу, и при помощи поршня впрыскивается в пресс-форму. Проходя через каналы литников, расплав разгоняется и с высокой скоростью заполняет формы. На этом работа литьевой машины, точнее, один ее цикл, заканчивается. Далее форма охлаждается и раскрывается. Масса внутри нее затвердевает, готовая деталь выпадает. Цикл можно ускорить использованием чиллеров – холодильных аппаратов. Они применяются для охлаждения ТПА и пресс-формы во время рабочего процесса. Время цикла значительно сокращается, а полимерное оборудование работает намного производительнее.
Экономичное производство с ТПА
Материал, используемый для литья, подходит для вторичной переработки. В процессе производства вторичное сырье получают из оставшегося литника и брака. Его измельчают в дробилках и добавляют в бункер вместе с первичным. Использование такой методики удешевляет затраты на гранулы полимеров.
Вы можете купить термопластавтомат JONWAI различной производительности. Выбор из большого ассортимента продукции позволит выбрать ТПА для конкретных целей. По вопросам сотрудничества вы можете связаться с нами по телефонам, указанным на сайте или через форму обратной связи.
www.jonwai.ru