Ремонт токарных станков и эксплуатация после капитального ремонта
Любое оборудование рано или поздно выходит из строя, поэтому осуществлять ремонт токарного станка просто необходимо, поскольку приобретение нового станка может вылиться в круглую сумму, да и смысла, честно говоря, в этом нет.
Для начала рассмотрим, что собой представляет токарная обработка, устройство станка, а также поговорим про капитальный ремонт задней бабки токарного станка.
Что такое токарная обработка?
Технологический процесс токарной обработки заключается в уменьшении диаметра обрабатываемого предмета при помощи резца, который оснащен специальной режущей кромкой.
Благодаря вращению обрабатываемого предмета происходит процесс резки, подача и поперечное перемещение осуществляется резцом.

Благодаря этим трем составляющим: вращению, подаче, перемещению, можно воздействовать на величину съема материала, также от этого зависит качество обрабатываемой поверхности, форма стружки и пр.
Основные элементы токарного станка:
- Станина с направляющими для задней бабки и суппорта;
- Спереди станины находится передняя бабка, а также шпиндель и патрон;
- К фронтальной части станины крепится коробка передач;
- Суппорт с салазками для поперечной резки;
- На поперечных салазках располагается держатель резца.
Данные элементы являются основными, в зависимости от модификаций можно получить центровой, токарно-револьверный, многорезцовый и другие станки, которые должны проходить обязательное техническое обслуживание.
Подготовка к ремонту
Самыми распространенными проблемами можно считать износ подшипников, направляющих, вилок включения шестерен и пр.
Капитальный ремонт можно делать только после подготовки оборудования.
Перед тем как остановить станок, необходимо проверить, как он работает вхолостую, чтобы определить повышенный уровень вибраций, шумов.
Чтобы определить состояние качения опор шпинделя, нужно обработать образец. Осевое и радиальное биение шпинделя также подвергается проверке.
Эти действия позволят правильно выявить возникшие проблемы, поскольку они не всегда очевидны.
Вообще на предприятии должно осуществляться обслуживание станков согласно календарному графику.
Таким образом, можно своевременно устранить поломки и недочеты, чтобы избежать капитального ремонта.
Если отправлять станок на капитальный ремонт, то его предварительно нужно помыть от грязи и пыли.
Также требуется слить масла и эмульсии, проверить, чтобы все детали были на месте.
Чистка и смазка направляющих см. на видео.
Видео:
Ремонт направляющих
Капитальный ремонт направляющих станины можно выполнить несколькими способами: шабрением, шлифовкой, строганием.
Чтобы определить величину износа направляющих своими руками необходимо зачистить поверхность, удалить забоины.
После этого измеряется зазор между направляющими с помощью линейки по всей длине станка. Замеры делаются с шагом в 30-50 см.
Прямолинейность направляющих можно проверить, используя очень тонкую бумагу (не более 0,02 мм), для таких целей подойдет папиросная.
Листки необходимо разложить на направляющих и придавить не тяжелым предметом.
При нормальной прямолинейности вытащить листочки целыми из-под предмета не получится, только обрывками.
Шабрение осуществляется после установки оборудования на покрытие, отличающееся своей жесткостью (специальный стенд).
Далее необходимо проверить направляющие (продольные и поперечные) по описанному выше методу.
Также можно определить отклонения по уровню, который перемещается по направляющим или по мостику задней бабки.
Для ориентира в качестве базовой поверхности обычно выбирают направляющие, расположенные снизу задней бабки, поскольку они подвергаются меньшему износу.
Видео:
Далее выполняется шабрение с постоянной проверкой на параллельность деталей.
Перед шлифовкой необходимо зачистить поверхности, чтобы убрать все забоины.
Для выполнения этих работ необходимо использовать стол продольно-строгального станка, на который будет установлена станина.
После этого ее необходимо проверить на параллельность.
Далее проверяется извернутость направляющих специальным прибором или уровнем, который устанавливается на мостике задней бабки.
Станина должна быть надежно закреплена на столе, от этого будет зависеть конечный результат. Извернутость направляющих измеряется еще раз (показатели до и после установки не должны различаться) и приступают к шлифовке.
Ремонт направляющих строганием начинается с зачистки поверхности, установки на столе продольно-строгального станка, после этого проверяется на параллельность и фиксируется.
Обработка поверхности резцом для наилучшего результата проводится 3-4 раза.
После выполнения работ необходимо проверить прямолинейность, параллельность и извернутость направляющих и открепить оборудование.
Особенности обработки направляющих
Следует учитывать, что процесс шабрения предполагает использование определенного порядка работ, который для разных станков может отличаться.
Рассмотрим ниже технологию выполнения шабрения токарно-винторезного станка:
- Сначала происходит обработка направляющих, которые находятся снизу задней бабки;
- Далее – расположенных под прижимными планками и снизу каретки, при этом нельзя допускать, чтобы отклонения по параллельности превышали 15 мкм;
- Затем – шабрение поперечного суппорта. Допускаются небольшие погрешности;
- Следующим этапом ремонта токарно-винторезного станка является шабрение каретки (ответных направляющих). Для определения погрешности используется трехгранная линейка. Разница винтовой оси и направляющих не должна быть больше 35 мкм;
- При сильном износе продольных направляющих токарно-винторезного станка необходимо использовать антифрикционный состав. Здесь важным моментом является достижение соответствия по осям ходового вала с посадочной зоной, рейка перемещения должна иметь хорошее сцепление с шестерней в продольном направлении, в поперечном направлении шпиндельная ось должна быть перпендикулярна передвижению суппорта;
- Далее ремонтируются направляющие задней бабки с использованием антифрикционного состава.
См. видео о черновом шабрении.
Видео:
Обслуживание станков лучше доверять специалистам, поскольку работы должны выполняться четко, профессионально, без отклонений.
Своими руками достичь подобных результатов будет сложно.
Ремонтируем каретку суппорта
Восстановить точность нижних направляющих, которые сопряжены с направляющими основания, не учитывая износ – вот с чего необходимо начать ремонт каретки суппорта.
Также при ремонте каретки необходимо заняться восстановлением перпендикулярности ее плоскости под фартук плоскости основания (под коробку передач).
Расположение данных плоскостей измеряется уровнем. Какой толщины щуп будет подложен под каретку, таким и будет уровень отклонения (величина).
Восстановлению также подлежит параллельность продольных направляющих и их же параллельность к оси поперечной подачи.
Продольные и поперечные направляющие должны точно располагаться друг к другу.
Нужно отметить, что ремонт каретки суппорта – очень трудоемкий процесс, выполнить его своими руками очень сложно, поэтому на предприятии должно быть запланировано обслуживание устройства по графику.
Восстановить направляющие каретки можно, используя компенсационные накладки либо акрилопластом.
Поперечные салазки токарно-винторезного станка можно ремонтировать с помощью шлифовки. Поворотные салазки начинают с шабрения поверхностей, после чего приступают к шлифовке.
При необходимости также ремонтируют верхние салазки.
Для этого поверхность шабрят, выверяют, шлифуют, после чего обязательно проверяют точность сопряжения поверхностей с направляющими поворотных салазок.
Шабрение поперечной каретки см. на видео.
Видео:
Ходовой винт и ходовой вал
В ходе капитального ремонта может потребоваться совместить оси ходового винта и вала, коробки подач и фартука.
Коробка подачи устанавливается и закрепляется на основании.
Далее на его середине необходимо установить каретку и закрепить ее заднюю прижимную планку. Когда будет установлен фартук, тогда его нужно будет соединить с кареткой.
Далее устанавливают оправы в коробку подач, точнее в ее отверстия, и фартук для ходового финта.
Каретку необходимо подвинуть к коробке подач до того момента, пока торцы оправы не соприкоснуться. Далее нужно измерить просвет, используя щуп с линейкой.
Используя накладки, шабрение направляющих, можно восстановить соосность отверстий ходового винта и вала.
Видео:
rezhemmetall.ru
Ремонт токарно-винторезных станков: капитальный, текущий
Использование токарно-винторезного станка связано с постоянными нагрузками. Периодически при допущении ошибок оператором происходит износ важных частей конструкции, другие составляющие станка имеют определенный срок службы. Именно поэтому станок нуждается в периодическом осмотре, проведя который можно сделать вывод – нужно ли проводить капитальный ремонт, можно ли выполнять работы с соблюдением правил безопасности, способно ли конструкция станка обеспечивать необходимую точность обработки и многое другое. Проведение периодического осмотра позволяет продлить срок службы станка, а также увеличит показатель производительности работы. Токарно-винторезных станков модели 16К20 и 1К62 осталось довольно много, несмотря на то, что они уже не производятся. Долгий срок службы можно связать с правильным осмотром, ремонтопригодностью задней бабки, коробки передач, электрооборудования и других составляющих этой конструкции.
Виды ремонтов
Учитывая важность вопроса своевременного проведения ремонта станка, была разработано три меры предотвращения износа электрооборудования, задней бабки и других составляющих станка. Эти меры были разделены на три категории, технология проведения которых значительно отличается:
- Предварительный осмотр и ремонт проводится каждый день перед началом работы. Подобная процедура проводится для выявления неисправностей, которые можно выявить при быстром осмотре: плохое питание электрооборудования из-за повреждения кабеля, нарушение крепления задней бабки, механическое повреждение токарно-винторезных станков 16К20 и 1К62, которые появились из-за внешнего воздействия. Подобный осмотр – требования техники безопасности не только при использовании 16К20 и 1К62, но и других моделей.
- Текущий ремонт проводится после планового осмотра. Проведение текущего ремонта подразумевает диагностику не только открытых элементов станков 16К20 и 1К62, к примеру, задней бабки, но и электрооборудования и других составляющих конструкции. Основная задача – исправление всех неисправностей, которые не позволяют проводить работы с заданными технологическими параметрами.
- Капитальный ремонт – самый сложный и дорогостоящий из приведенных в этом списке. Его проведение позволяет не только обеспечить нужные условия для работы, но и значительно увеличивает срок эксплуатации электрооборудования, составных частей привода, задней бабки, передачи и других составляющих конструкции. Основная задача, которую ставят перед собой, когда проводят капитальный ремонт, это возвращение показателей работы станка 16К20 и 1К62 к тем, который были заданы на заводе или приближение состояния оборудования к первоначальному. Капитальный ремонт предусматривает разбор корпуса, замену электрооборудования и других частей конструкции при необходимости.

Промежуток времени, через который проводят текущий и капитальный ремонт, может зависеть от различных факторов.
Скачать альбомы по ремонту токарно-винторезного станка 16К20
Особенности капитального ремонта
При проведении работы по полному осмотру винторезного станка обращают особое внимание на следующее:
- Станину. Станина является связующим элементом и от ее состояния зависит точность обработки, наличие вибрации и многое другое.
- Суппорт предназначен для крепления инструмента и его передвижения относительно заготовки. Как и другие части конструкции, он подвержен износу.
- Фартук предназначен для преобразования вращательного движения в возвратно-поступательное. От его состояния будет зависеть плавность хода суппорта. Поэтому проводится проверка его состояния.
- Коробку скоростей и передач.
- На особенности работы всего электрооборудования.
- Состояние задней бабки.
Как правило, осмотру подвержены все важные части винторезного станка, которые подвергаются наибольшему воздействию во время обработки детали.
После выполнения проверки на наличие дефектов их исправление проводится путем инструментального вмешательства или полной замены износившегося элемента токарно-винторезных станков. К примеру, при восстановлении электрооборудования часто следует провести полную замену, так как работы по восстановлению очень сложны. При восстановлении задней бабки можно заменить только определенные ее части.
Ремонтные работы проводят исключительно мастера, имеющие навыки по разбору и диагностике винторезного оборудования. Этап тестирования позволяет найти наиболее рациональное решение по восстановлению токарно-винторезных станков.
Этапы капитального ремонта
Современное оборудование позволяет восстановить станки с сильной степенью износа практически до первоначального состояния. Особая сложность состоит в правильности позиционирования всех элементов, так как отклонение даже на несколько десятков миллиметра обуславливает значительно падение точности обработки. Из-за длительной эксплуатации даже при хорошей смазке контактирующих во время движения поверхностей они затираются. Эту особенность следует учитывать и устранять. Отклонение от нормы может составить несколько миллиметров, что быстро и точно выявить можно только современным оборудованием.
При проведении восстановления токарно-винторезных обрабатывающих станков, к примеру, 16К20 и 1К62, технология осмотра и выполнения восстановительных работ выглядит следующим образом:
- При осмотре токарно-винторезных станин стоит помнить, что именно этот элемент конструкции является связующим. Так правильность расположения задней бабки может зависеть от степени деформации токарно-винторезных станин 16К20 и 1К62. Наличие деформации – результат высоких нагрузок.
- Монтаж коробки подач и скоростей токарно-винторезных станков. Коробка подач – один из наиболее важных элементов конструкции.
- Восстановление направляющих каретки токарно-винторезных станков – также один из важных этапов, который содержит технология капитального ремонта 16К20 и 1К62.
- Диагностика и монтаж фартука.
- Обслуживание передней бабки. Один из наиболее важных этапов – демонтаж, диагностика передней бабки, которая состоит из огромного количества важных элементов. Конструкция 16К20 и 1к62 устроена так, что коробка скоростей и подач расположена в этой части.
- Замена сменных шестерен.
- Замена суппорта 16К20 и 1К62, его наладка.
- Монтаж и наладка задней бабки.
- Проверка исправности электрооборудования, защитного устройства.
- Проверка состояния системы охлаждения.
- Замена и монтаж кожухов, различных защитных крышек, обновление табличек с техническими данными.
Таким образом можно провести полное восстановление рассматриваемого оборудования. Многие элементы указанных моделей станков сделаны так, что их можно произвести самостоятельно. На машиностроительном заводе, где часто и используются подобные станки, несложно произвести износившиеся шестерни для коробки скоростей или передач. А вот с элементами электрооборудования могут возникнуть трудности, так как заводы, которые создавали 16К20 и 1К62, уже не существуют и детали приходится подбирать по сходству определенных параметров, а не по названию.

Если найти необходимые запчасти можно самостоятельно, то провести их замену может только квалифицированный специалист, который ранее занимался выполнением подобной работы. Технология проведения замены компонентов конструкции изложена в различных книгах, которые можно скачать и изучить. Однако стоит учитывать, что допущение незначительных ошибок при сборе коробки скоростей или передач приведет к полному износу всех элементов. Также не стоит забывать о том, что наладка проводится для достижения определенных показателей точности обработки, которой сможет достигнуть мастер. Поэтому диагностику, демонтаж и монтаж следует доверять квалифицированным специалистам.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Инструмент для шабрения станины токарного станка. Токарные станки после капитального ремонта: восстановление и эксплуатация
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов — каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться — нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
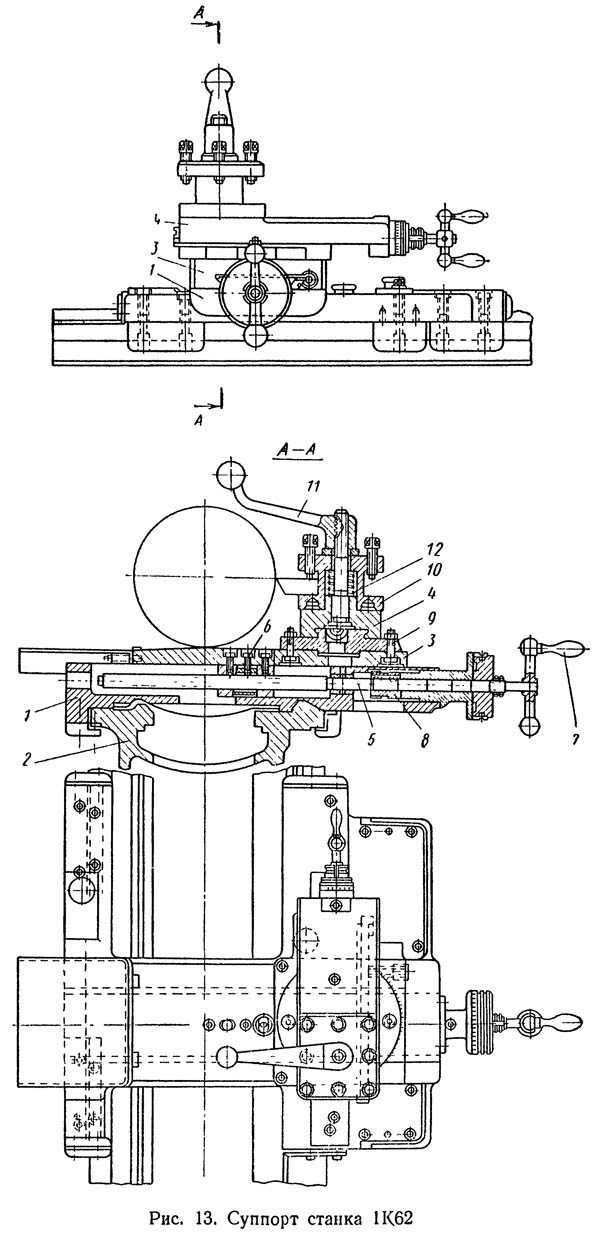
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.

Фото каретки и поперечных салазок суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука , жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба.. 1 мм
Поперечные салазки суппорта установлены на каретке суппорта и перемещается по направляющим каретки в форме ласточкина хвоста под углом 90° к оси шпинделя. Поперечные салазки также приводятся в движение как вручную, так и механически механизмом подачи. Поперечные салазки перемещаются в направляющих нижних салазок с помощью ходового винта и безл
cityshin.ru
Ремонт направляющих станин токарных станков
Характер износа и технические требования на ремонт направляющих станин
Поверхности 3, 4 и 6 (рис. 87, а) — направляющие, по которым перемещается задняя бабка токарного станка, значительно меньше изнашиваются, чем поверхности 7 и 8 передней направляющей суппорта. Несколько меньше изнашиваются поверхности 1, 2, 10. Поверхности 5, 9, 11 и 12 практически не изнашиваются. Разная величина износа поверхностей направляющих объясняется тем, что при движении сборочных единиц, задней бабки и суппорта на эти поверхности действует разная по величине нагрузка.
Исходя из ГОСТ 18097-72, при ремонте станин токарных станков следует выполнять следующие требования:
- направляющие должны быть прямолинейны, допускаемая выпуклость 0,02 мм на 1000 мм длины;
- поверхности 2, 3, 4, б, 7 и 8 должны быть параллельны в горизонтальной плоскости, не иметь спиральной изогнутости, наблюдаемой, когда направляющие извернуты, как по винтовой линии, допустимое отклонение 0,02 мм на 1000 мм длины;
- поверхности 7 и 5 должны быть параллельны поверхностям 11 и 12 под рейку, допустимое отклонение 0,10 мм на всю длину станины;
- поверхности 3 и 4 должны быть параллельны поверхностям 7 и 8, допустимое отклонение 0,03 мм на всю длину станины;
- поверхности 1 и 10 должны быть параллельны поверхностям 2,7 и 8, допустимое отклонение 0,03 мм на всю длину станины.
Долговечность направляющих станины в основном зависит от режима работы станка и качества технического обслуживания.
Восстановление направляющих станины токарного станка шабрением
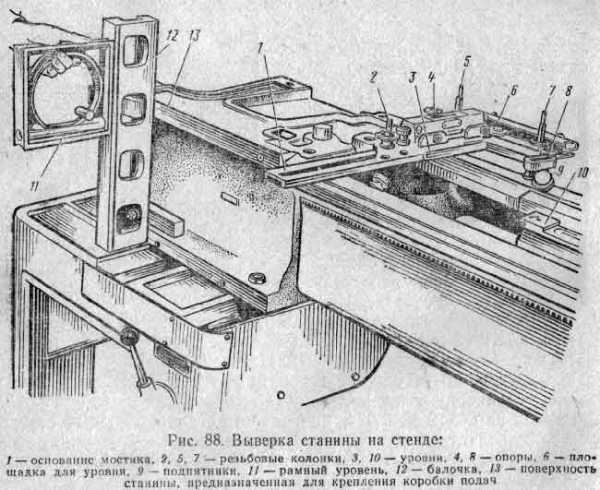
Для восстановления точности направляющих станину устанавливают на стенде или жестком полу и проверяют положение ее в продольном направлении по уровню 10 (рис. 88). Последний устанавливают на менее изношенных частях горизонтальной направляющей по всей ее длине.
Положение станины токарного станка в поперечном направлении проверяют рамным уровнем, который прикладывают к плоскости, где крепится коробка подач. Одновременно проверяется спиральная извернутость, для чего используется мостик или каретка (применяемая как мостик и уровень). Мостик устанавливают на различных участках вдоль направляющих. В зависимости от показаний уровней положение станины регулируют башмаками 14 (см. рис. 87, б, I) или клиньями 15 (рис. 87, б, II), подкладываемыми под ее основание или под ножки. Очень удобно устанавливать станину на болты домкрата 16 (рис. 87, б, III).
Вывинчивая или завинчивая болты домкрата, станину поднимают или опускают. Регулировку осуществляют до тех пор, пока пузырек основной ампулы уровня не станет в нулевое положение, что свидетельствует о правильном положении станины.
После выверки станины выбирают базовую поверхность, по которой контролируют параллельность всех ремонтируемых направляющих*. У станины токарного станка (см. рис, 87, а) за базу обычно принимают направляющие 3, 4 и 6 под заднюю бабку, так как они изнашиваются значительно меньше, чем другие направляющие. Эти поверхности сначала пришабривают, чтобы устранить износ, периодически проверяя прямолинейность и плоскостность контрольной линейкой.
Подготовив базу по контрольной линейке, шабрят поверхности 2,7 и 8 направляющих (см. рис. 87, а) с проверкой параллельности.
Некоторые ремонтники проверяют спиральную изогнутость направляющей индикатором (см. рис. 89, б). Однако этот способ ненадежный, так как направляющая, на которой устанавливается стоика 6 индикатора 4, часто имеет отклонение в горизонтальной плоскости до 0,01 мм. В этом случае показание стрелки индикатора будет неверным. Ошибка будет тем большей, чем длиннее державка 5 индикатора
Отклонения нарастают о увеличением числа ремонтов станка, из-за чего при сборке ремонтируемых станков приходится затрачивать много времени на пригонку по месту коробки подач, кронштейна ходового винта и ходового валика, выполняемую шабрением вручную.
Этого можно избежать, применяя более рациональную технологию ремонта Существенным элементом этой технологии является то, что за базу принимают участки длиной 200—300 мм на концах поверхностей 11 и 12 (см. рис. 87, а). Эти поверхности не имеют износа, а потому не нуждаются в предварительной подготовке, как направляющие задней бабки.

По окончании подготовки базовых поверхностей приступают к шабрению направляющих. Сначала шабрят по краске поверхности, обозначенные на рис. 87, а цифрами 3, 4 и 6. При этом время от времени проверяют универсальным мостиком параллельность и спиральную извернутость этих поверхностей. Для удобства замеров на приспособлении устанавливают два индикатора. По ним определяют параллельность между поверхностями направляющих и маяками, а уровнем устанавливают спиральную изогнутость.
Далее шабрят поверхности 2, 7 и 8. Уровнем проверяют спиральную изогнутость поверхностей 2,7 и 8 (рис. 89, а), а индикатором— параллельность поверхностей 7 и 8 базовым поверхностям. В последнюю очередь шабрят поверхности 1 и 10.
Определение величины износа направляющих
Для определения величины износа направляющих пользуются контрольной линейкой и щупами (рис. 90, а). Длина линейки должна быть не меньше 2/3 длины проверяемой поверхности.
Приступая к проверке, прежде всего зачищают поверхность направляющих, чтобы удалить забоины и грубые задиры. После этого накладывают линейку 1 и щупами 3 измеряют зазор между ней и направляющей 2 через каждые 300—500 мм подлине. Там, где зазор оказывается наибольшим, износ направляющей, т. е. ее отклонение от прямолинейности является максимальным.
Широкие поверхности проверяют на плоскостность (рис. 90, б). Для этого линейку 1 укладывают на две контрольные плитки 2 и 3 одинакового размера и замеряют щупами расстояние между поверхностью детали 4 и линейкой. Это проделывают в нескольких направлениях — а, б, в, г и д, каждый раз производя измерения в нескольких точках по длине линейки.
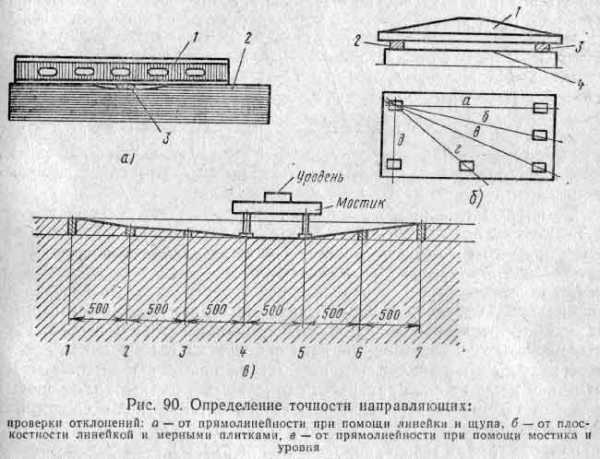
Вместо щупов иногда пользуются кусочками (лепестками) папиросной бумаги толщиной 0,02 мм. Лепестки укладывают в нескольких местах на направляющие и на них накладывают линейку. После этого начинают вытаскивать лепестки из-под линейки; если поверхность прямолинейна, лепестки оказываются прижатыми, при этом их не вытаскивают, а только обрывают их концы.
В тех случаях, когда направляющие значительно длиннее имеющейся контрольной линейки, величину износа определяют чувствительным слесарным уровнем при помощи специального приспособления — мостика или же используют вместо него основание задней бабки.
На рис. 90, в показана схема замера износа направляющих станины в вертикальной плоскости.
Мостик с уровнем, расположенным продольно, перемещают по направляющим. Участок, где пузырек уровня наиболее отклонится, и будет самым изношенным. Найдя этот участок, разбивают (идя от него) станину на равные по длине части, сооответствующие расстоянию между опорами мостика. На исходном участке уровень регулируют так, чтобы пузырек его основной ампулы занял среднее положение, т. е оказался на нуле.
При определении величины износа описываемым способом необходимо учитывать, что уровень показывает отклонение на длине 1000 мм тогда как замеры ведутся на участках меньшей длины. Следовательно показания уровня нужно пересчитывать применительно к фактически измеряемым расстояниям. Если, например, цена деления шкалы уровня 0,04 мм на 1000 мм, а каждое измеряемое расстояние равно 500 мм то цена деления на этих участках будет 0,02 мм.
Износ горизонтальных направляющих определяют мостиком и уровнем следующим образом. Расположив мостик на наиболее изношенной части станины, которую находят по тому, что на границах этой части пузырек уровня отклоняется как в одну, так и в другую сторону (пусть это будет участок 4—5), перемещают мостик с уровнем на следующий участок 5—6. Здесь определяют показание уровня (пузырек отклоняется в сторону подъема) и заносят это показание в специально составляемую таблицу-график. Если пузырек отклонился, например, на три деления, то при цене деления 0,04 мм на 1000 мм и расстояниях между замеряемыми участками 500 мм отклонение прямолинейности выразится в 0,02X3 = 0,06 мм.
Далее располагают мостик с уровнем на участке 6 —7 и также записывают показание уровня Если и здесь получен результат 0,06 мм, значит действительное отклонение от прямолинейности на участках 5—6 равно 0,12 мм.
Метод определения непрямолинейности направляющих при помощи уровней широко используется при ремонте оборудования. Однако уровнем проверяют непрямолинейность только в вертикальной плоскости. Поэтому все большее распространение получили оптические методы контроля, из которых наиболее совершенным является автоколлимационный метод.
Этот метод позволяет осуществлять замеры отклонений от прямолинейности как в вертикальной, так и в горизонтальной плоскостях. Измерение осуществляют при помощи жестко закрепленного автокол-лиматора 2 (рис. 91) и плоского зеркала 4, которое перемещают по проверяемой поверхности. Зеркало устанавливают на универсальный или пециальный мостик и выверяют так, чтобы оно находилось перпендикулярно оптической визирной оси 3 автоколлиматора и изображение совпало с перекрестием окулярного микроскопа 1. Перемещая мостик с зеркалом по направляющим на шаги L, положение зеркала будет меняться из-за непрямолинейности отдельных участков. Углы наклона по отношению к первоначально установленному положению определяют непрямолинейность, которую отсчитывают по шкале микроскопа и строят график так же, как показано на рис. 90, в.
Также Вам будет интересно:
chiefengineer.ru