Схема кинематики токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий. Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Рис.: 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент. Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике. Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Виды токарных станков. Референция в Санкт Петербурге
Данная статья больше не поддерживается в актуальном состоянии.
Новая статья 2020го года — по ссылке
Оглавление:
- Токарно-винторезные станки
- Токарно-револьверные станки
- Токарные станки с ЧПУ
- Токарно-карусельные станки
- Лоботокарные станки
- Токарно-затыловочные станки
- Токарные автоматы и полуавтоматы
- Многорезцовые токарные
- Специализированные
- Разные
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
 При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.
Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.
По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Различают одношпиндельные и многошпиндельный автоматы. Современные многошпиндельные автоматы успешно выпускаются с ЧПУ и сервоприводами.
дата внесения изменений 29.04.2016
Устройство токарного станка по металлу – схема и основные узлы
- Как устроены станина и передняя бабка станка
- Назначение задней бабки токарного оборудования
- Шпиндель как элемент токарного станка
- Строение суппорта
- Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
- Передняя бабка
- Задняя бабка
- Суппорт
- Приводные валы
- Рычаг переключения скоростей
- Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов.Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Устройство токарного станка — РИНКОМ
Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
В материале:
- Станина
- Передняя бабка
- Суппорт
- Верхняя часть
- Нижняя часть
- Подающий механизм
- Фартук
- Задняя бабка
- Разновидности токарных станков
- Многорезцовые станки
- Карусельные станки
- Затыловочные
- Винторезные
- Револьверные
- Универсальные
- Станки с ЧПУ
- Обслуживание станков
Рис. 1 Типовой токарный станок
1 Типовой токарный станок
Устройство токарных станков имеет схожие черты. Типовое оборудование включает следующие компоненты:
- станина;
- передняя бабка;
- суппорт;
- подающий механизм;
- фартук;
- задняя бабка.
Возможно наличие прочих элементов, обусловленных схемой токарного станка.
Станина
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
- призматические – для перемещения суппортов;
- плоские – для работы с задней бабкой.
Станина располагается на опорных ножках. Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Рис. 2 Станина
Передняя бабка
Передняя бабка отвечает за фиксацию и вращение заготовки. Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.
Шпиндель и 2 подшипника передают крутящий момент на патрон. Они имеют установленную размерность, рассчитаны на работу при определенной скорости.
Рис. 3 Шпиндель передней бабки
Блок управления предназначен для настройки станка. Он содержит переключатели, рычаги и прочие управляющие компоненты. С их помощью токарь выбирает режим работы оборудования.
Рис. 4 Блок управления передней бабки
Редуктор представлен набором шестерней. Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Рис. 5 Редуктор токарного станка внутри передней бабки
Некоторые производители выпускают комплекты сменных шестерней. Они позволяют изменить крутящий момент в соответствии с потребностями токаря.
Рис. 6 Шестерни для редуктора
Точность выполнения работ во многом зависит от состояния перечисленных узлов. Биение шпинделя и сбои в передаточном механизме снизят качество обработки материала, приведут к появлению дефектов.
Суппорт
Конструкция токарного станка предполагает наличие суппорта. Элемент состоит из двух частей: верхней и нижней.
Верхняя часть
Верхняя часть суппорта фиксирует резцы и прочий инструмент для обработки заготовок. Наличие механизмов подачи позволяет плавно перемещать резец, контролируя объем удаляемого материала.
Рис. 7 Верхняя часть суппорта токарного станка
Резцы подбираются индивидуально. Мастер учитывает:
- конфигурацию станка;
- параметры обрабатываемого материала;
- геометрию резца.
Чтобы купить резцы для токарных станков, посетите соответствующий раздел каталога «РИНКОМ». Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
Рис. 8 Набор резцов с твердосплавными напайками для токарного станка
Нижняя часть
Нижняя часть суппорта представлена опорными салазками. Они служат для перемещения элемента в рамках призматической направляющей на станине.
Рис. 9 Нижняя часть суппорта, установленная на направляющие
Подающий механизм
Подающий механизм управляет движением суппорта. Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Подающие механизмы автоматизированных станков оснащены валиком и винтом. Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Рис. 10 Токарный станок с автоматизированным подающим механизмом
Фартук
Узел, связывающий суппорт с зубчатой рейкой и ходовым винтом. Управляющие элементы фартука токарного станка вынесены в лицевую часть. Это повышает удобство управления оборудованием, снижает риск травм.
Рис. 11 Фартук токарного станка
Задняя бабка
Задняя бабка используется для закрепления длинномерных деталей, высверливания отверстий, снятия фасок и прочих операций. Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Рис. 12 Задняя бабка токарного станка
Разновидности токарных станков
Принцип устройства и работы токарного станка во многом зависит от исполнения. Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Многорезцовые станки
Многорезцовые станки выполняют сложные операции. Они обеспечивают комплексное воздействие на деталь, изготавливают изделия с переменной геометрией для особых нужд.
Оборудование используется для решения следующих задач:
- высверливание отверстий;
- нарезание резьбы;
- точение;
- подрезка отдельных элементов;
- затачивание;
- развертывание;
- зенкерование.
Устройства имеют внушительные габариты, обладают высокой производительностью.
Рис. 13 Многорезцовый станок
Карусельные станки
Группа станков для работы с деталями большой массы и диаметра. Действия выполняются в вертикальной плоскости, что требует определенной подготовки от персонала.
Перечень проводимых операций:
- обработка конических и цилиндрических поверхностей;
- подготовка пазов;
- шлифование;
- фрезерование.
Возможна подготовка особо крупной резьбы для деталей промышленного назначения.
Рис. 14 Карусельный станок
Затыловочные
Разновидность токарных станков, работающих с зубьями инструментов и шестерней. Техника характеризуется особой конструкцией суппорта, упрощающей выполнение целевых операций. При обработке допускаются вращательные и возвратно-поступательные движения.
Рис. 15 Затыловочный станок
15 Затыловочный станок
Винторезные
Наиболее простые и доступные станки. Оборудование снимает фаски, протачивает канавки, высверливает отверстия и выполняет прочие операции. Рациональное устройство, надежность и долговечность сделали технику завсегдатаем школ, колледжей и частных мастерских.
Рис. 16 Токарно-винторезный станок
Револьверные
Станки для работы с заготовками из калиброванного прутка, названные благодаря особому держателю. Оборудование использует множественные режущие элементы в рамках единовременной и последовательной обработки.
Посредством револьверного станка выполняется ряд операций:
- точение;
- зенкерование;
- сверление;
- нарезание резьбы;
- развертывание.
Возможно проведение работ, связанных с расточкой отверстий.
Рис. 17 Револьверный станок
17 Револьверный станок
Револьверные
Станки для выполнения различных операций. Как правило, они изготавливаются на базе винторезных устройств. Это упрощает работы по модернизации и обслуживанию, снижает общую стоимость оборудования.
Продукция различается по следующим параметрам:
- мощность привода;
- предельная скорость вращения заготовки;
- максимальные размеры обрабатываемых деталей;
- масса и габариты станка;
- класс точности.
Для определения последнего параметра используются буквенные обозначения: С – особая точность, В – высокая точность, Н – нормальная точность, А – особо высокая точность. Техника повышенной точности обозначается буквой П.
Рис. 18 Универсальный токарный станок
Станки с ЧПУ
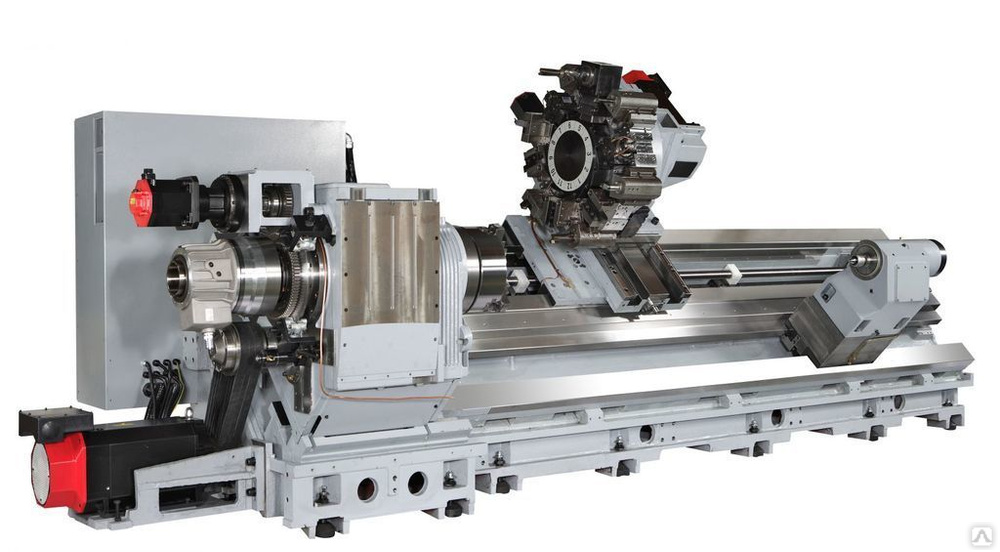
Станки с числовым программным управлением используются для комплексной обработки заготовок. Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Рис. 19 Станок с числовым программным управлением
Обслуживание станков
Токарные станки, вне зависимости от исполнения, требуют своевременного обслуживания. Мероприятия включают чистку компонентов, контроль уровня смазки, проверку соосности узлов и многое другое. Одна из ключевых операций – замена режущих элементов. Использование сертифицированных резцов для токарного станка гарантирует высокую точность операций, сокращает эксплуатационные и временные потери.
Рис. 20 Обслуживание токарного станка
Качественно обслуженное оборудование обеспечивает бесперебойную работу предприятия, снижает риск производственного травматизма, повышает эффективность труда.
Токарные станки
Токарные станки по металлу предназначены для обработки точением и фрезерованием цилиндрических изделий в центрах.
При выборе токарного станка необходимо учитывать следующие параметры:
межцентровое расстояние L;
максимальный диаметр обрабатываемого изделия D;
частота вращения шпинделя n;
установленная мощность N;
масса станка M.
Токарные станки
| Китай | Германия-Китай | Болгария |
Токарные станки с ЧПУ и обрабатывающие центры
| Китай | Тайвань | Китай-Германия | Германия | Южная Корея |
Компания ООО «Станки» предлагает надежные, качественные и долговечные токарные станки различной мощности, скорости и точности обработки, которые являются экономичными в использовании, рассчитанные на круглосуточную бесперебойную работу на промышленных предприятиях, предназначенные для качественного изготовления большого количества различных изделий в условиях серийного производства.
Токарный станок по металлу Вы можете выгодно купить в ООО «Станки» в Нижнем Новгороде. Мы гарантируем высочайшее качество и надежность всех поставляемых токарных станков и их длительную бесперебойную работу.
|
Токарные станки DMTG, ZMM, RAIS, KNUTH, SPINNER, DOOSAN, FEMCO, POLY GIM, ESCO.
Токарный станок: что нужно знать, для правильного выбора или подбора современного аналога в замен устаревшему токарному станку.
При выборе токарного станка, а также при подборе аналога необходимо понимать способ обработки и учитывать технические характеристики станка по отношению к заготовке: обрабатываемый материал, его вес и структуру.
Необходимо соотносить габариты обрабатываемой заготовки с указанными в технических характеристиках токарного станка перемещениями по координатам сторон обработки. Вес заготовки необходимо соотносить с допустимой нагрузкой на установочные центры ее вращения в токарном станке. Физико-химические свойства материала заготовки необходимо соотносить со скоростью вращения шпинделя, указанной в технических характеристиках токарного станка, в дальнейшем это необходимо для подбора инструментальной оснастки. Особое внимание уделяют суммарной мощности токарного станка, в частности мощности двигателя шпинделя и скорости его вращения, которые всегда указываются в технических параметрах оборудования, при необходимости силовой или финишной токарной обработки.
Точность, шероховатость и допуски, с которыми необходимо изготавливать конечный продукт, являются основными критериями при выборе металлообрабатывающих токарных станков. На точность токарного станка, кроме конструкции, ЧПУ, опыта работы и прочих равных условиях, оказывают влияние указанные в технических характеристиках станка точность повтора и точность позиционирования. Надежность токарного станка определяется длительным сохранением точности повтора и позиционирования, особенно в условиях тяжелых режимов прерывистой токарной обработки. Потребность в количестве изделий (в смену/ месяц/ год) диктует ряд необходимых условий при выборе токарного станка. Основной величиной для оценки динамики работы токарного станка является скорость быстрых перемещений, подач и степень автоматизации процесса (ЧПУ, барфидеры, автоматическая смена инструмента, СОЖ (система подачи охлаждающей жидкости), улавливатели деталей, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы). Часто бывает, что выгоднее, к примеру, выбирать 2-х (или много) шпиндельный токарный станок (автомат) с ЧПУ, опционально «нарядить» его, нежели покупать несколько единиц токарного оборудования, которые в итоге потребуют большего количества персонала и затрат.
Надежность токарного станка определяется длительным сохранением точности повтора и позиционирования, особенно в условиях тяжелых режимов прерывистой токарной обработки. Потребность в количестве изделий (в смену/ месяц/ год) диктует ряд необходимых условий при выборе токарного станка. Основной величиной для оценки динамики работы токарного станка является скорость быстрых перемещений, подач и степень автоматизации процесса (ЧПУ, барфидеры, автоматическая смена инструмента, СОЖ (система подачи охлаждающей жидкости), улавливатели деталей, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы). Часто бывает, что выгоднее, к примеру, выбирать 2-х (или много) шпиндельный токарный станок (автомат) с ЧПУ, опционально «нарядить» его, нежели покупать несколько единиц токарного оборудования, которые в итоге потребуют большего количества персонала и затрат.
Конечно же, токарный станок — это инструмент для заработка денег, он должен себя в первую очередь «отбить» и работать дальше, поэтому мы предлагаем разные токарные станки и технологии.
Выбор токарного станка сам по себе так же налагает ряд условий на покупателя. Управление токарным станком, требует несомненной квалификации обслуживающего персонала и часто именно это и учитывается при выборе токарного станка. Управление токарным станком может осуществляться в мануальном (ручном) режиме, с помощью УЦИ (Устройство Цифровой Индикации перемещения по осям обработки, отслеживается с помощью оптических линеек, устанавливаемых на станок), с помощью ЦПУ (Циклового Программного Управления, когда отслеживается обработка не всей детали, а только части — цикла), ЧПУ (числовое программное управление — передовая технология для полной автоматизации процесса изготовления деталей). Некоторые токарные станки вместо ЧПУ комплектуют специальным программным обеспечением, которое устанавливается на персональный компьютер заказчика. Многие токарные станки по определению должны работать в специальных условиях, для установки необходима специальная подводка электричества, специальный фундамент.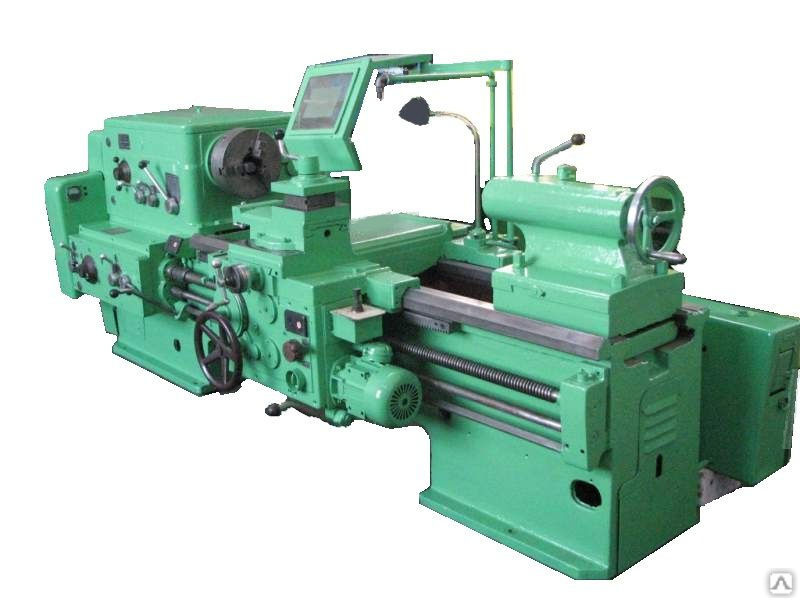 Габариты и вес токарного станка также являются основными его техническими характеристиками.
Габариты и вес токарного станка также являются основными его техническими характеристиками.
ООО «Станки» (831) 414-73-14
Инструкция по выбору токарного станка с ЧПУ
SMEC RUS
Токарный обрабатывающий центр с ЧПУ — это технически сложный станок, который позволяет с высокой точностью и скоростью обрабатывать металлические тела вращения ( пруток). Разберем, с чего начать при выборе токарного станка и на что обратить внимание, делая окончательный выбор среди нескольких моделей от разных производителей.
Содержание
I. Выбор базовых опций
1
Максимальная длина обрабатываемой детали (L, XL)2
Размер и тип патрона (A, B, C)3
Налич ие приводного инструмента (M)4 Наличие оси Y (Y)
5 Наличие противошпинделя (S)
II. Критерии выбора токарного станка с ЧПУ
Критерии выбора токарного станка с ЧПУ
1
Высокая точность/скорость обработки— 1.1
Револьверная голова— 1.2
Шпиндель— 1.3
Станина2
Надежность и срок службы — 2. 1
1
— 2.2
Шарико-винтовая передача (ШВП)3
Удобство использования— 3.1
Система ЧПУ— 3.2
Задняя бабка— 3.3
Бак СОЖ и конвейер для стружки— 3.4
БарфидерВыбор базовых опций
Для начала, необходимо определиться, какими базовыми характеристиками и опциями должен обладать ваш токарный станок с ЧПУ
Максимальная длина обрабатываемой детали (L, XL)
Чем больше длина обрабатываемой детали , тем больше по габаритам будет ваш станок.
Планируя приобретение токарного станка с ЧПУ, как правило, вы уже представляете, какого размера детали будете обрабатывать. Выберите максимальную длину планируемой детали и добавьте 30−50 мм — получившееся значение используйте как максимальную длину обрабатываемой детали ( L max).
Станки компании SMEC делятся на несколько групп, состоящих из диапазонов максимальных длин обрабатываемых деталей. Используя фильтр на странице подбора токарного обрабатывающего центра SMEC , выберите получившееся значение L max в соответствующем параметре фильтрации.
Подсказка: станки SMEC в названии могут иметь букву « L » (Large) или « XL » (Extra Large).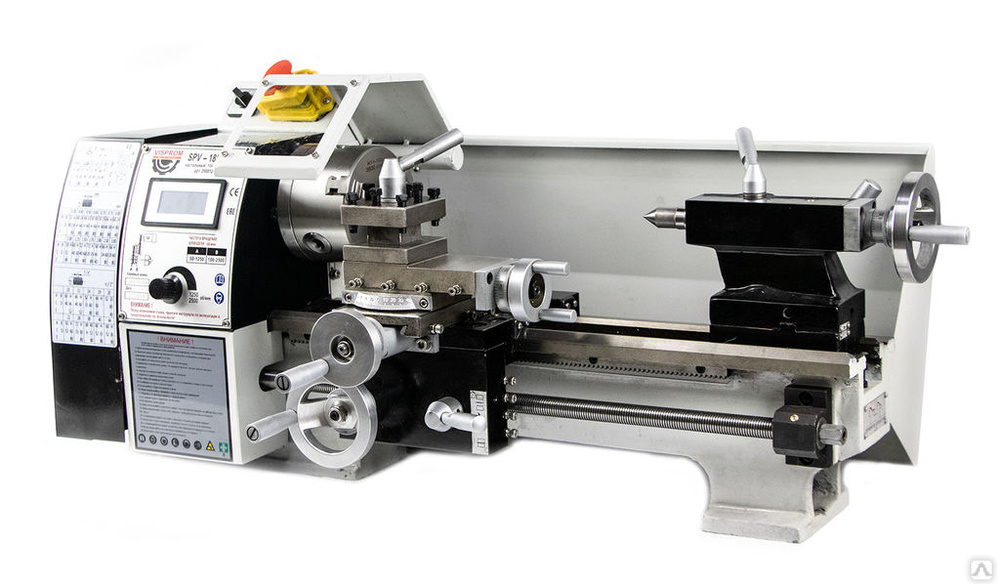 Это означает, что такой станок имеет удлиненную станину и бОльшую длину обработки детали.
Это означает, что такой станок имеет удлиненную станину и бОльшую длину обработки детали.
Размер и тип патрона (A, B, C)
Патрон токарного станка — это устройство для зажима обрабатываемой заготовки в шпинделе. Тип и размер патрона определяет максимальный диаметр заготовки, которая может быть установлена в обрабатывающий центр.
Патроны бывают разных размеров и, как правило, размер обозначается дюймами ( например, 8″). Кроме того, патроны бывают сквозные и закрытые. Патроны сквозного типа позволяют пропускать через себя заготовку, что удобно, при использовании автоматического податчика прутка ( барфидера). Закрытые патроны этого делать не позволяют.
На токарных станках SMEC для удобства работы всегда используются сквозные патроны южнокорейской фирмы Samchully . Исключением являются вертикальные обрабатывающие центры
(
серии PL 250V, PL 300V, PL 800V), где в силу вертикальной конструкции станка используется закрытый патрон.
Исключением являются вертикальные обрабатывающие центры
(
серии PL 250V, PL 300V, PL 800V), где в силу вертикальной конструкции станка используется закрытый патрон.
Подсказка: станки SMEC в названии могут иметь букву « A », « B » или « C », что означает увеличенный размер патрона.
Наличие приводного инструмента (M)
Приводной инструмент позволяет значительно расширить возможности станка, делая токарный станок с ЧПУ обрабатывающим центром.
Приводной блок устанавливается в револьверную голову токарного станка
(
имеет присоединительные размеры, идентичные обычным расточным, сверлильным и другим оправкам), а в приводной блок можно установить специальный вращающийся инструмент
(
сверла, метчики, фрезы). Приводной инструмент обладает специализированным хвостовиком, играющим роль соединительной муфты для передачи момента.
Приводной инструмент обладает специализированным хвостовиком, играющим роль соединительной муфты для передачи момента.
Технологические операции:
• Фрезерование плоскостей, лысок, пазов, обнижений и пр.
• Сверление соосных отверстий разного диаметра, как по оси детали, так и со смещением.
• Обработка поверхностей и отверстий под углом к оси детали.
• Нарезание резьбы методом фрезерования.
Компания SMEC использует в своих станках револьвер и приводные блоки производства немецкой фирмы EWS — мирового лидера в области разработки и производства инструментальных систем с более чем 50-летним опытом.
Подсказка: станки SMEC в названии могут иметь букву « M »
(
Milling). Это означает, что такой станок имеет функцию приводного инструмента.
Это означает, что такой станок имеет функцию приводного инструмента.
Наличие оси Y (Y)
Установка оси Y позволяет расширить возможности токарного станка с ЧПУ. Ось Y добавляет функцию обработки заготовки, вне оси вращения заготовки или вне перпендикуляра к оси вращения заготовки. Другими словами, наличие оси Y позволяет осуществлять линейную фрезеровку и внеосевое сверление.
Типовое применение оси Y — изготовление контровочных отверстий на гайках.
Компания SMEC использует в своих станках направляющие скольжения по оси Y собственного производства
(
Ю. Корея) с отдельным приводом. Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с
направляющими скольжения
. На сегодняшний день — это самое передовое, надежное и стабильное решение.
Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с
направляющими скольжения
. На сегодняшний день — это самое передовое, надежное и стабильное решение.
Подсказка: станки SMEC в названии могут иметь букву « Y ». Это означает, что такой станок оборудован осью Y. Кроме того, если на станке установлена ось Y, это автоматически означает, что на этом станке установлен и приводной инструмент
( «M» )
Наличие противошпинделя (S)
Установка противошпинделя
(
контр-шпинделя) S2 с полной осью C позволяет вести обработку детали с обратной стороны
(
сверление, фрезеровка, перфорация) без дополнительной перестановки детали в станок, следовательно сэкономить время, необходимое на полную обработку детали. Эта возможность позволяет обрабатывать детали повышенной сложности и точности.
Эта возможность позволяет обрабатывать детали повышенной сложности и точности.
Типовое применение противошпинделя — изготовление валов, обработка торца с двух сторон.
Компания SMEC использует в своих токарных станках шпиндель и противошпиндель собственного производства ( Ю.Корея) с встроенным японским приводом FANUC повышенной мощности. Конкурентным преимуществом конструкции противошпинделя SMEC является использование двух пар радиальных подшипников в задней части, что повышает точность тяжелой обработки до непревзойденного уровня. Шпиндель и противошпиндель токарного обрабатывающего центра SMEC синхронизированы для обеспечения высокой точности позиционирования детали.
Подсказка: станки SMEC в названии могут иметь букву « S ». Это означает, что такой станок оборудован противошпинделем. Кроме того, если на станке установлен противошпиндель, это автоматически означает, что на этом станке установлен и приводной инструмент
(
« M »)
Это означает, что такой станок оборудован противошпинделем. Кроме того, если на станке установлен противошпиндель, это автоматически означает, что на этом станке установлен и приводной инструмент
(
« M »)
Теперь вы готовы начать выбор токарного станка с ЧПУ!
Начать выбор!
Критерии выбора токарного станка с ЧПУ
Вы определились с базовыми параметрами вашего будущего станка и получили на руки несколько предложений. Как же определиться, какой токарный станок с ЧПУ лучше? Какими критериями следует руководствоваться?
Высокая точность/скорость обработки Пожалуй, главное назначение токарного обрабатывающего центра с ЧПУ — это быстрое изготовление деталей высокой точности.
Точность обработки станка определяет технологические возможности вашего производства. Имея в своем распоряжении оборудование с высокими точностными характеристиками, вы можете изготавливать детали повышенной сложности и ответственности, соблюдать более строгие допуски, следовательно расширить свои возможности производства и зарабатывать больше.
Скорость цикла обработки детали — важнейший параметр при расчете окупаемости станка. Чем быстрее станок делает из заготовки деталь, тем больше деталей он сделает за единицу времени ( например, за рабочую смену).
Скорость и точность обработки — тесно связанные характеристики, которые должны находиться в правильном балансе. Сравнивая несколько вариантов токарных станков с ЧПУ, следует обратить внимание на их конструктивные особенности.
Револьверная голова На сегодняшний день в мире существует две наиболее распространенные системы крепления инструмента для токарных обрабатывающих центров с приводным инструментом. Это системы VDI и BMT ®. Система BMT ® имеет преимущество в жесткости крепления блока к револьверной голове за счет закрепления 4-мя болтами. Кроме того, система BMT ® предоставляет возможность расширения количества инструмента за счет промежуточных положений револьверной головы (до 24). В токарных станках SMEC используются высокоскоростные револьверные головы на основе оригинальной технологии BMT ® (Built-in Motor Turret — с встроенным в револьвер приводом инструмента) производства немецкой компании
EWS
на 10 или 12 инструментальных позиций. Технология BMT ®
|
 В стандартной комплектации доступна подача СОЖ через инструмент .
В стандартной комплектации доступна подача СОЖ через инструмент .Шпиндель Шпиндель — главный узел токарного станка. Патрон. Токарные станки SMEC в базовой комплектации оборудованы трехкулачковым гидравлическим патроном Samchully со сквозным проходным отверстием . При необходимости мы оборудуем станок другим патроном, исходя из потребностей клиента. Компания Samchully Machinery Co уже более 30 лет производит зажимную технику высшего качества на заводе расположенном в городе Инчхон (Incheon), Южная Корея. Система охлаждения. Подшипники. Прецизионные роликовые подшипники, а также шариковые подшипники с угловым контактом расположены с передней стороны шпинделя, двухрядные роликовые подшипники, статическая нагрузка которых в 3 раза больше , чем у шарикового подшипника, расположены с тыльной стороны для обеспечения высокой точности и стабильности при высокопроизводительной обработке. |
 Правильное вращение шпинделя является ключевым условием для высокоточной обработки деталей. Важно, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта или слабины. На точность работы шпинделя влияют тепловые расширения, образующиеся при работе шпинделя, тип и количество подшипников и тип устанавливаемого патрона.
Правильное вращение шпинделя является ключевым условием для высокоточной обработки деталей. Важно, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта или слабины. На точность работы шпинделя влияют тепловые расширения, образующиеся при работе шпинделя, тип и количество подшипников и тип устанавливаемого патрона. В токарных станках SMEC корпус главного шпинделя имеет систему охлаждения реберного типа. Такая конструкция обеспечивает эффективный теплоотвод от шпинделя к станине, создавая единый теплообменный контур . Помимо этого, мы все же добавили систему вентиляторов для дополнительного теплоотвода.
В токарных станках SMEC корпус главного шпинделя имеет систему охлаждения реберного типа. Такая конструкция обеспечивает эффективный теплоотвод от шпинделя к станине, создавая единый теплообменный контур . Помимо этого, мы все же добавили систему вентиляторов для дополнительного теплоотвода.
Станина Станина — это неподвижное основание токарного станка, к которому крепятся все остальные части и узлы. Вес . Чем станина тяжелее, тем она устойчивее. Поскольку к станине крепятся подвижные элементы станка, одна из ее задач — гасить вибрации, создаваемые двигателями шпинделя, револьвера и других узлов токарного станка. Конструкция станины . Станина может быть составной ( когда несколько частей соединены в конструкцию) или цельнолитой. Составная станина обычно имеет сварочные швы, соединяющие элементы станины. Чем больше швов на станине, тем меньше ее устойчивость и прочность. Низкая устойчивость сказывается на точности обработки, так как в случае появления вибрации инструмент может отклоняться от правильной траектории обработки. Малейшие отклонения резца снижают класс точности изготавливаемой продукции, что в свою очередь, снижает и ее ценность. Цельнолитая же станина швов не имеет, следовательно ее способность подавлять вибрации намного выше. Токарные станки с ЧПУ SMEC оснащены цельнолитой ребристой мостовой станиной трубчатого типа из чугуна марки Механит . |

 Использование этого специально разработанного материала в станине дает повышенную устойчивость за счёт большой плотности, веса и цельной конструкции. Во время резки станина SMEC подавляет отскоки за счёт микродеформации по оси Z при перемещении суппорта
(
характерно для средней и тяжелой обработки). Все это позволяет станкам SMEC обеспечивать идеальное поглащение вибраций и более высокую точность, в сравнении с конкурентами. Еще одна особенность станин SMEC — это угол наклона.
Использование этого специально разработанного материала в станине дает повышенную устойчивость за счёт большой плотности, веса и цельной конструкции. Во время резки станина SMEC подавляет отскоки за счёт микродеформации по оси Z при перемещении суппорта
(
характерно для средней и тяжелой обработки). Все это позволяет станкам SMEC обеспечивать идеальное поглащение вибраций и более высокую точность, в сравнении с конкурентами. Еще одна особенность станин SMEC — это угол наклона. Не менее важные критерии выбора токарного станка с ЧПУ — это надежность узлов и элементов станка и их срок службы.
На надежность узлов станка влияет качество используемых в нем компонентов. Некоторые детали подвергаются наибольшей нагрузке и чаще других могут выходить из строя и подвергаться ремонту частичной или даже полной замене.
Некоторые детали подвергаются наибольшей нагрузке и чаще других могут выходить из строя и подвергаться ремонту частичной или даже полной замене.
Инженерные решения, применяемые разными производителями токарного оборудования позволяют продлить срок службы элементов станка, сохраняя максимальную производительность и точность обрабатывающих операций.
Направляющие Направляющие в токарных станках бывают в основном двух типов: качения или скольжения . Как правило, направляющие скольжения имеют более высокую точность позиционирования, чем направляющие скольжения. Направляющие скольжения имеют более прочную и надежную конструкцию, так как их конструкция проще и не имеет таких слабых мест, как подшипники качения, которые часто выходят из строя. Высокая нагрузочная способность и жесткость конструкции позволяют добиться большей повторяемости и стабильности в сравнении с направляющими качения. Кроме того, срок службы направляющих скольжения в несколько раз превышает аналогичный показатель у направляющих качения. В токарных станках SMEC используются направляющие скольжения Rexroth
(
Bosh group, Германия) коробчатого типа , сравнительно более широкие
(
в 1,2 раза шире чем у большинства конкурентов). Торможение направляющих коробчатого типа быстрее на 0,1 секунды чем направляющих линейного типа. Незначительная цифра в человеческом понимании играет огромную роль в машинной работе, поскольку позволяет снизить уровень вибраций станка, вследствие чего инструмент изнашивается медленнее, что снижает расходы на ТО в долгосрочной перспективе. Коробчатые направляющие имеют 6 плоскостей соприкосновения. Эта технология позволяет сохранить точность обработки даже после столкновений подвижных узлов станка. Турситовое покрытие направляющих снижает трение и изнашивание станка. Уровень высокочастотной термической обработки поверхности направляющих SMEC более чем в два раза выше, чем у конкуренотов
(
2,7 мм у SMEC, против 1,3 мм у большинства станков). |
 Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях.
Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях. Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.
Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.
Шарико-винтовая передача (ШВП) Шарико-винтовая передача — механизм, использующийся для передачи вращательного движения с привода в поступательное (например, движение револьверной головы по направляющим скольжения) с удивительно высоким КПД. Критерии качества ШВП — скорость реакции, точность позиционирования, шум, создаваемый при движении механизма, прочность и надежность корпуса. У ШВП довольно сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Ассортимент шариковинтовых передач на рынке довольно высок. |
 Компания SMEC в своих станках преимущественно использует предварительно натянутые ШВП от лидера рынка — компании
NSK
(Япония), отличающиеся высокой надежностью, скоростью работы и низким уровнем шума. Кроме того, в ШВП станков SMEC установлено три пары опорных подшипников, тогда как большинство производителей токарных станков с ЧПУ устанавливают лишь две пары. Это конкурентное преимущество значительно продляет срок службы станка
.
Компания SMEC в своих станках преимущественно использует предварительно натянутые ШВП от лидера рынка — компании
NSK
(Япония), отличающиеся высокой надежностью, скоростью работы и низким уровнем шума. Кроме того, в ШВП станков SMEC установлено три пары опорных подшипников, тогда как большинство производителей токарных станков с ЧПУ устанавливают лишь две пары. Это конкурентное преимущество значительно продляет срок службы станка
. Удобство использования
Важно не забывать о конечном пользователе токарного станка с ЧПУ — операторе. Удобное устройство станка и эргономичные элементы управления — залог успешной работы оператора и его удовлетворенности работой со станком.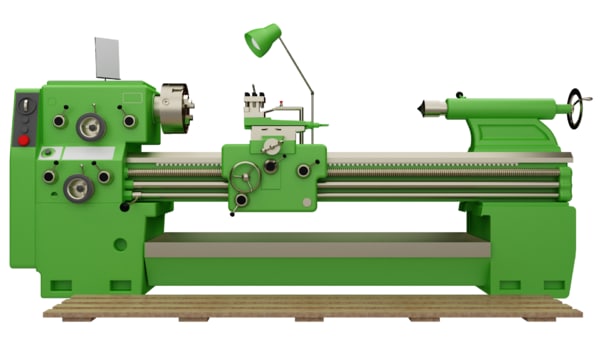
Удобство использования обрабатывающего центра создают такие элементы конструкции, как стойка ЧПУ , управляемая задняя бабка , система подачи металлического прутка и система удаления металлической стружки .
Различные инженерные решения, применяемые производителями токарного оборудования позволяют ускорить взаимодействие оператора со станком и сэкономить время при производстве — главный ресурс, необходимый для быстрой окупаемости обрабатывающего центра.
Система ЧПУ
Система ЧПУ ( Числовое программное управление) Главный элемент управления токарным обрабатывающим центром — это система ЧПУ. Компания SMEC использует в своих токарных станках и обрабатывающих центрах ЧПУ от мирового лидера рынка
(
Более 2,4 миллионов систем — 65% мирового рынка) — японской компании
Fanuc
. В некоторых случаях, по требованию заказчика, возможно оснащение токарного станка ЧПУ от немецкого производителя
Siemens
. Ключевые особенности ЧПУ от Fanuc: Станки SMEC линейки PL и SL оборудованы поворотным механизмом стойки ЧПУ . |
 В сфере станкостроения существует несколько распространенных систем ЧПУ, совместимых с большим количеством различных моделей металлообрабатывающего оборудования
(
Fanuc, Mitsubishi, Siemens, Heidenhain). В некоторых случаях производители разрабатывают собственные системы ЧПУ, которые лучше соответствуют возможностям оснащаемого этими системами оборудования. Различие таких систем очевидно: операторы ЧПУ учатся работать на популярных системах, и их интерфейс, даже на разных моделях стоек ЧПУ, знаком им гораздо лучше.
В сфере станкостроения существует несколько распространенных систем ЧПУ, совместимых с большим количеством различных моделей металлообрабатывающего оборудования
(
Fanuc, Mitsubishi, Siemens, Heidenhain). В некоторых случаях производители разрабатывают собственные системы ЧПУ, которые лучше соответствуют возможностям оснащаемого этими системами оборудования. Различие таких систем очевидно: операторы ЧПУ учатся работать на популярных системах, и их интерфейс, даже на разных моделях стоек ЧПУ, знаком им гораздо лучше. Выбор поставщиков ЧПУ компании SMEC обусловлен надежностью, простотой программирования и распространенностью этих систем в мире. Вам не составит труда ни найти специалиста с опытом работы на станке SMEC, ни обучить нового. Кроме того, распространенность этих систем снижает стоимость их обслуживания — если вас не устроит цена в одном сервисном центре — всегда найдется альтернативное предложение.
Выбор поставщиков ЧПУ компании SMEC обусловлен надежностью, простотой программирования и распространенностью этих систем в мире. Вам не составит труда ни найти специалиста с опытом работы на станке SMEC, ни обучить нового. Кроме того, распространенность этих систем снижает стоимость их обслуживания — если вас не устроит цена в одном сервисном центре — всегда найдется альтернативное предложение. В зависимости от модели, стойка ЧПУ может поворачиваться на угол до 270 градусов . Эта возможность позволяет сотруднику Вашего производства быть более мобильным, экономить время при работе со станком, быть более мобильным и работать более продуктивно.
В зависимости от модели, стойка ЧПУ может поворачиваться на угол до 270 градусов . Эта возможность позволяет сотруднику Вашего производства быть более мобильным, экономить время при работе со станком, быть более мобильным и работать более продуктивно.Задняя бабка
Задняя бабка Задняя бабка токарного станка с ЧПУ — это узел, который служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору для вращающейся заготовки. Как правило, задняя бабка используется при обработке протяженной
(
длинной) и тяжелой детали, закрепляя ее со второй стороны, создавая усиленную ось вращения заготовки, исключая при этом возможные отклонения заготовки от оси вращения. Задняя бабка бывает программируемой и ручной. Соответственно, первая управляется системой ЧПУ, ручная же управляется усилиями оператора станка. Использование программируемой задней бабки значительно удобнее ручного варианта. Компания SMEC в стандартной комплектации токарных станков использует в своих токарных станках программируемую заднюю бабку, но по запросу клиента, возможна установка ручной задней бабки. Задняя бабка, поддерживающая высокую точность обработки даже при
(
тяжелой обработке), может быть перемещена вручную с помощью ручного импульсного генератора. Кроме того, если установлена программируемая задняя бабка, то она может перемещаться назад и вперед автоматически с помощью М-кодов. |
 Другое применение задней бабки — установка инструмента для торцевой обработки заготовки.
Другое применение задней бабки — установка инструмента для торцевой обработки заготовки.Бак СОЖ и конвейер для стружки
Бак СОЖ и конвейер для стружки При обработке металла инструментами токарного станка с ЧПУ используются смазочно-охлаждающие жидкости или, сокращенно, СОЖ . Кроме того, при обработке любого металла образуется металлическая стружка. СОЖ служит, в том числе, для того, чтобы стружка не оставалась на заготовке, инструменте, узлах станка, а смывалась, попадая в лоток для улавливания стружки или специальный стружечный конвейер . Компания SMEC предлагает стружечный конвейер как опциональное улучшение станка. |
 Жидкость СОЖ, фактически, является расходным материалом, который довольно часто необходимо заменять, не смотря на встроенные в станок системы фильтрации СОЖ
(
жидкость циркулирует внутри станка, очищаясь специальными фильтрами)
Жидкость СОЖ, фактически, является расходным материалом, который довольно часто необходимо заменять, не смотря на встроенные в станок системы фильтрации СОЖ
(
жидкость циркулирует внутри станка, очищаясь специальными фильтрами) В базовой комплектации в корпус станка встраивается выдвижной
(
на колесиках) поддон для сбора стружки. Благодаря наклонной конструкции
станины
, металлическая стружка автоматически падает в соответствующий сборочный контейнер или конвейер. Встроенное в корпус станка расположение бака СОЖ и конвейера для стружки позволяет максимально эффективно использовать занимаемое станком пространство. Кроме того, чистка бака с СОЖ значительно упрощена, за счёт возможности снять его даже при прикрученном стружечном конвейере.
В базовой комплектации в корпус станка встраивается выдвижной
(
на колесиках) поддон для сбора стружки. Благодаря наклонной конструкции
станины
, металлическая стружка автоматически падает в соответствующий сборочный контейнер или конвейер. Встроенное в корпус станка расположение бака СОЖ и конвейера для стружки позволяет максимально эффективно использовать занимаемое станком пространство. Кроме того, чистка бака с СОЖ значительно упрощена, за счёт возможности снять его даже при прикрученном стружечном конвейере. Барфидер
Барфидер ( автоматический податчик прутка) Существенно снизить затраты времени на производство деталей помогает механизм автоматической подачи прутка — барфидер . Компания SMEC предлагает барфидеры от производителя
Barload
. Барфидеры этого производителя отличаются высоким качеством использованных в их конструкции материалов, длительным сроком службы и простотой настройки. Кроме того, барфидеры Barload доступны по сравнительно невысокой стоимости. Барфидер не входит в базовую комплектацию станка, и его приобретение опционально. Мы рекомендуем приобретать барфидеры к каждому токарному станку, поскольку они быстро самоокупаются и существенно облегчают работу со станком. Барфидеры Barload:
|
 Барфидер позволяет загрузить несколько металлических прутков, последовательно загружаемых в токарный станок с ЧПУ. Использование барфидера позволяет сделать производство деталей непрерывным, что существенно снижает среднее время изготовления детали.
Барфидер позволяет загрузить несколько металлических прутков, последовательно загружаемых в токарный станок с ЧПУ. Использование барфидера позволяет сделать производство деталей непрерывным, что существенно снижает среднее время изготовления детали. 
Теперь вы обладаете полным набором знаний, необходимых для правильного выбора токарного станка с ЧПУ!
Начать выбор!
Что такое токарный станок и что делают токарные станки? Горнило
перейти к содержаниюMachiningMachine
Автор: Peter Jacobs
Будучи слесарем или специалистом по ЧПУ, целый день работающим на вертикальных фрезерных станках, вы должны знать о токарном станке. Хотя токарные станки в настоящее время очень продвинуты с новыми технологиями, они являются одним из старейших станков, изобретенных еще в 1300 г. до н.э. в Древнем Египте.
Хотя токарные станки в настоящее время очень продвинуты с новыми технологиями, они являются одним из старейших станков, изобретенных еще в 1300 г. до н.э. в Древнем Египте.
Около 1569 г. н.э. токарные станки в основном использовались во Франции для изготовления изделий из дерева; однако во время промышленной революции 18 века люди в Англии модернизировали токарный станок по металлу.
В этом блоге мы подробно расскажем о различных типах, о том, как научиться их использовать, и многом другом. Давайте начнем.
Что такое токарный станок?
Токарный станок — это станок, используемый для придания формы деревянным или металлическим изделиям. Он обрабатывает деревянную или металлическую деталь, вращая ее вокруг оси, в то время как стационарный режущий инструмент продолжает удалять ненужный материал с заготовки, чтобы придать ей желаемую форму.
Эти машины используются для различных операций по изготовлению изделий, таких как шлифовка, сверление, резка, деформация и токарная обработка. Они используются в металлообработке, термическом напылении, обработке стекла и тюнинге различных художественных изделий по дереву.
Они используются в металлообработке, термическом напылении, обработке стекла и тюнинге различных художественных изделий по дереву.
Являясь одним из самых древних станков, способных выполнять широкий спектр производственных задач, он также известен как «Мать всех станков».
Как работает токарный станок?
Прежде чем узнать, как работает эта машина, необходимо узнать о ее частях. Большинство состоит из следующего:
-
Bed
-
Headstock
-
Tailstock
-
Spindle
-
Motor
-
Chuck
-
Режущие инструменты
Рабочий процесс токарного станка
Этап 1: Обрабатываемая деталь помещается между передней и задней бабками. Он соединен с патроном, который помогает поставить заготовку в устойчивое положение, захватывая ее снаружи.
Он соединен с патроном, который помогает поставить заготовку в устойчивое положение, захватывая ее снаружи.
Шаг 2: Заготовка вращается с помощью шпинделя, соединенного с двигателем. Он заставляет заготовку вращаться вокруг своей оси.
Шаг 3: Режущий инструмент помещается в держатель инструмента, который удерживает фрезу на соответствующем расстоянии от вращающейся заготовки, чтобы его лезвия могли резать заготовку по желанию. Различные типы режущих инструментов используются для различных желаемых форм и материалов.
Типы токарных станков
В настоящее время вы можете найти множество типов токарных станков, из которых наиболее часто используются следующие:
Токарный станок с двигателями
Токарные станки с двигателями были популярным изобретением со времен промышленной революции. Они использовали паровые двигатели в качестве источника энергии для непрерывного вращения. Эти машины в настоящее время используются в основном в промышленных целях для сверления или растачивания металлических деталей.
Скоростные токарные станки
Скоростные токарные станки используются для резки деревянных деталей. Поскольку скорость вращения шпинделя в токарных станках этого типа высока, они известны как скоростные токарные станки. Это одна из самых простых машин для понимания, поскольку они состоят только из передней бабки, задней бабки и револьверной головки.
Револьверные станки
Револьверные станки идеально подходят для изготовления идентичных заготовок. Он имеет револьверную головку, которая позволяет машине удерживать несколько режущих инструментов, которые можно использовать одновременно.
Токарные станки для инструментальной мастерской
Токарный станок для инструментальной мастерской — лучший вариант, если вам нужна точность резки. По функциям и рабочему процессу токарные станки Tool Room идентичны токарным станкам Engine. Вы можете легко контролировать скорость токарных станков Tool Room в соответствии с желаемым резом.
Токарные станки по стеклу
Поскольку стекло очень хрупкое и может разбиться при резке лезвием, токарные станки по стеклу используют тепло от горелки, чтобы сделать его ковким. Как только стекло становится гибким, ему придают форму вручную. Этот тип токарного станка в основном используется для производства изделий из стекла, таких как браслеты или дизайнерские зеркала.
Как только стекло становится гибким, ему придают форму вручную. Этот тип токарного станка в основном используется для производства изделий из стекла, таких как браслеты или дизайнерские зеркала.
Разница между токарным станком по металлу и токарным станком по дереву
Хотя большинство станков имеют схожие функции, не все из них можно использовать для изготовления одного материала. Например, токарный станок, изготавливающий деревянные изделия, нельзя использовать для обработки металлических деталей.
| Токарный станок по металлу | Токарный станок по дереву | |
|---|---|---|
| Мощность двигателя | Токарный станок, используемый для обработки металлических деталей, имеет мощный двигатель. | Имеет относительно менее мощный двигатель. |
| Скорость вращения | Большинство токарных станков по металлу вращаются намного быстрее, чем токарные станки по дереву, и имеют переменную скорость вращения. | Имеет скорость вращения 500-1200 оборотов в минуту и вообще не имеет переменной скорости. |
| Размер и острота режущих инструментов | Токарные станки, используемые для обработки металлических деталей, имеют относительно большие размеры и более заточенные лезвия. | Лезвия токарного станка по дереву меньше по размеру и менее заточены. |
Часто задаваемые вопросы о токарных станках
Для чего используются токарные станки?
Токарные станки использовались для обработки различных материалов с самых ранних времен. Начиная с Древнего Египта и промышленной революции в Англии и заканчивая современным миром, эти машины используются для придания формы материальным изделиям.
Трудно научиться пользоваться токарным станком?
Важно сначала научиться механической обработке у опытного инструктора в официальном механическом цехе.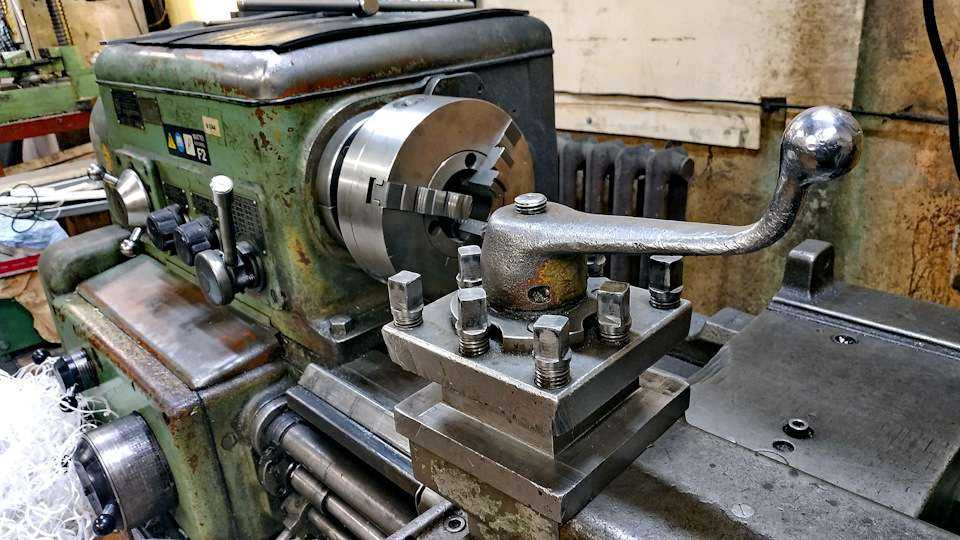 В The Crucible вы можете научиться безопасно использовать обрабатывающее оборудование и делать точные и аккуратные разрезы. Наш механический цех предлагает вводные занятия для станочников, которые только начинают свою деятельность, а также открытое лабораторное время для студентов, чтобы усовершенствовать свои навыки работы на токарном станке, и для опытных рабочих, работающих над личными проектами. Если вы заинтересованы в токарной обработке дерева на токарном станке, наш магазин по дереву предлагает как вводные курсы для начинающих столяров, так и продвинутые курсы для тех, кто имеет представление о токарной обработке дерева на токарном станке.
В The Crucible вы можете научиться безопасно использовать обрабатывающее оборудование и делать точные и аккуратные разрезы. Наш механический цех предлагает вводные занятия для станочников, которые только начинают свою деятельность, а также открытое лабораторное время для студентов, чтобы усовершенствовать свои навыки работы на токарном станке, и для опытных рабочих, работающих над личными проектами. Если вы заинтересованы в токарной обработке дерева на токарном станке, наш магазин по дереву предлагает как вводные курсы для начинающих столяров, так и продвинутые курсы для тех, кто имеет представление о токарной обработке дерева на токарном станке.
Сколько стоят станки?
Средняя стоимость токарного станка для любителей может варьироваться от 800 до 6000 долларов. Цены на промышленные токарные станки могут доходить до 60 000 долларов, а станки с ЧПУ могут стоить даже 500 000 долларов. Существует огромная разница между различными типами токарных станков, поэтому проведите исследование и убедитесь, что у вас есть четкое представление о том, какой тип вам нужен.
Какой токарный станок мне нужен?
Тип, который вам понадобится, определяется материалом, с которым вы работаете, количеством места, которое у вас есть, и вашим начальным бюджетом. Различные типы имеют различную мощность двигателя, скорость вращения, размеры лопастей и многое другое. Если вы работаете с металлом, вам понадобится более мощный двигатель и больше переменных скоростей на вашем станке. Деревянные токарные станки не требуют такой большой мощности и могут работать с меньшими и менее острыми размерами лезвий.
Продолжить знакомство с руководствами по станкам
В этом руководстве рассказывается о том, что делают токарные станки, о различных типах станков и о том, как научиться пользоваться токарными станками….
Подробнее →
Машинисты создают точные детали для механического оборудования. В этом руководстве рассказывается о том, чем занимаются механики, и о том, каково быть механиком в целом….
Читать далее →
В этом подробном руководстве мы подробно расскажем, что такое механическая обработка, ключевые методы, способы обучения и процессы обработки.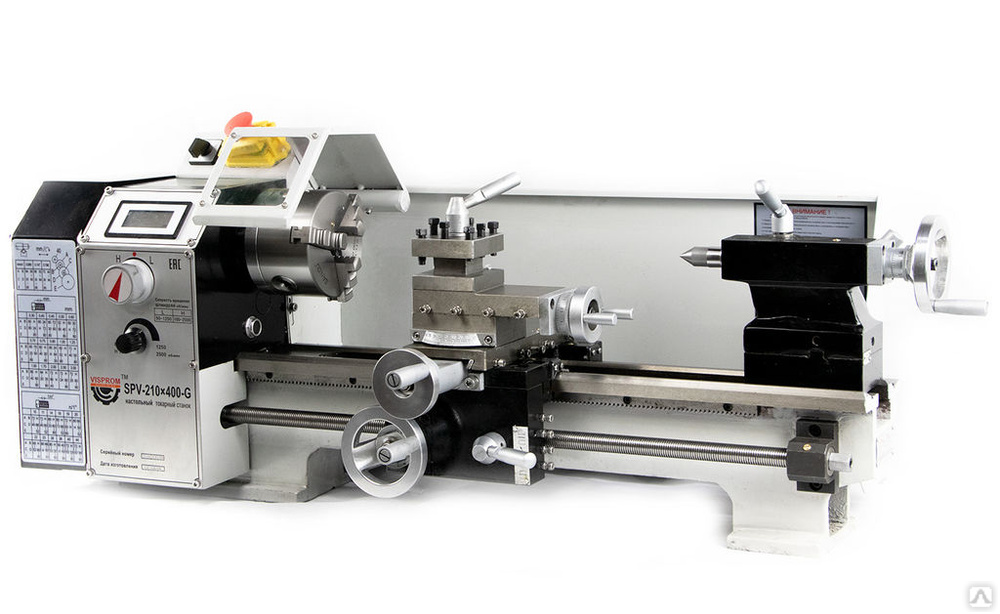 ..
..
Подробнее →
Убедитесь, что вы готовы ко всему, вооружившись знаниями по ремонту велосипедов! Мы рассказываем, как починить цепь, плоскую трубу и многое другое….
Читать далее →
Понимание обслуживания велосипеда и наличие безопасного способа передвижения важнее, чем когда-либо. Читайте дальше, чтобы узнать основы и многое другое….
Подробнее →
Это руководство имеет одобрение эксперта
Питер Джейкобс, старший директор по маркетингу в CNC Masters
Питер Джейкобс — старший директор по маркетингу в CNC Masters. Он активно участвует в производственных процессах и регулярно публикует свои идеи в различных блогах, посвященных обработке с ЧПУ, 3D-печати, быстрой оснастке, литью под давлением, литью металлов и производству в целом.
Вы можете научиться механической обработке
В Горниле еженедельно предлагаются новые курсы механической обработки.
Не найдена сетка для классов механических цехов.
МАГАЗИН МАШИНОСТРОИТЕЛЬ
2022-06-28T08:26:48-07:00 Ссылка для загрузки страницыПерейти к началу
Что такое токарный станок и как он работает
Сегодня мы собираемся ответить на популярный вопрос по механической обработке:
Что такое токарный станок?
Если вы подумываете о работе на токарном станке и хотите узнать больше о том, что делает этот инструмент, вы обратились по адресу. Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
1. Токарный станок 101: Что такое токарный станок?Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Существует множество типов токарных станков, предназначенных для обработки различных материалов и технологий. Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Люди использовали токарные станки для изготовления деталей для других механизмов, а также специальных предметов, таких как чаши и музыкальные инструменты. Независимо от типа и функции, все они работают с использованием этого основного удерживающего и вращающегося механизма.
2. Детали токарного станкаОсновными частями токарного станка являются станина, передняя и задняя бабки, шпиндели, подручник и двигатель. Вот как это работает:
Станина удерживает все вместеВсе части токарного станка прикреплены к станине. Это формирует основу токарного станка и является одним из факторов, определяющих размер детали. То есть расстояние от основного шпинделя до станины подскажет вам предел максимального диаметра.
Правильная ориентация Передняя бабка должна быть слева, а задняя — справа. Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Передняя бабка — это место, где происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание основного шпинделя, так что вы должны увидеть и этот шпиндель здесь.
Двигатель находится на нижней стороне станины станка, слева возле передней бабки. Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Регулируемые деталиВы можете отрегулировать подручник по высоте и повороту, но из соображений безопасности это следует делать только при выключенном станке. После того, как вы ослабите его для регулировки, дважды проверьте, чтобы убедиться, что он снова затянут, прежде чем продолжить.
Задняя бабка также регулируется, и вы, вероятно, сможете полностью ее снять. Как и в случае с подручником, вы никогда не должны выполнять эти регулировки во время работы токарного станка. Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Шпиндели, включая вращающийся главный шпиндель, удерживающий заготовку, могут быть оснащены различными приспособлениями и принадлежностями. Чтобы учесть эти фитинги, главный шпиндель часто является полым и имеет резьбу снаружи.
Некоторые полезные приспособления для главного шпинделя включают центры, патроны и планшайбы. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
3. Кто должен использовать токарный станок? Токарные станки, известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. К ним относятся формование, сверление, шлифование, накатка, токарная обработка, резка и деформация. Такую универсальность инструмента трудно превзойти, и именно поэтому так много рабочих по металлу и дереву полагаются на токарные станки в качестве основы своей работы.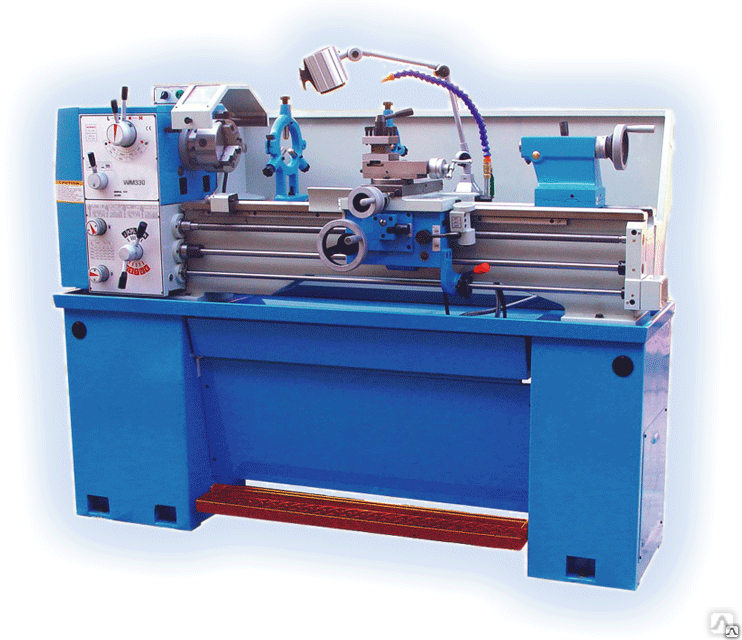
Если вам нужен прецизионный инструмент для резки и формовки, токарный станок может идеально подойти для вашего проекта. Токарные станки хороши для команд, которым требуется универсальное оборудование, способное выполнять работу нескольких инструментов.
4. Безопасность токарного станкаВы должны освоиться с токарным станком, если хотите хорошо им пользоваться, но не слишком.
Вы знаете момент, когда вы используете машину, выполняете какое-то повторяющееся движение, и ваш мозг медленно переключается на автопилот? Как вы, возможно, знаете из опыта, именно в такие моменты случаются ошибки.
В этих руководствах по технике безопасности для токарных станков Университета Пердью и Университета Западной Вирджинии приведены некоторые важные моменты, на которые следует обратить внимание:
Носите правильное снаряжение протекторы или, может быть, даже лицевой щиток. Если нет, то правильное время для снаряжения — до токарной операции.
Соберите волосы, если они длинные, и закатайте длинные рукава. Никогда не надевайте перчатки, кольца или часы при работе на токарном станке. Если какой-либо из этих предметов попадет в сверло или шпиндель, вы быстро окажетесь в смертельной ситуации.
Проверьте щитки и огражденияПеред началом использования станка убедитесь, что все находится на своих местах. Если что-то выглядит не так, четко обозначьте это, прежде чем покинуть это место. Вы можете написать что-то вроде «Не работает». Вы же не хотите, чтобы кто-нибудь, пришедший после вас, столкнулся с проблемами, которые вы могли бы предотвратить.
Держите инструменты острымиТупые и поврежденные токарные инструменты не только неэффективны, но и опасны в использовании. Пометьте и зафиксируйте, прежде чем двигаться вперед.
Выключите питание перед регулировкой Никогда не регулируйте токарный станок во время его работы. Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Самым большим преимуществом, когда речь идет о безопасности токарного станка, является то, что нелегко исправить: опыт и навыки. Если вы обнаружите, что вам не хватает собственных отбивных, не волнуйтесь. Все, что вам нужно сделать, это найти хорошую механическую мастерскую, которая знает, что они делают, и создать прочное партнерство, чтобы выполнить работу.
Вы готовы использовать токарный станок!Итак, что такое токарный станок?
Токарный станок — это, помимо прочего, формовщик, резец, шлифовальный станок и деформатор. Он использует навесное оборудование для выполнения специальных работ и создает достаточно точные результаты, чтобы их можно было использовать на другом оборудовании. Короче говоря, токарный станок является важной частью металло- и деревообрабатывающего оборудования и одним из самых универсальных инструментов.
Короче говоря, токарный станок является важной частью металло- и деревообрабатывающего оборудования и одним из самых универсальных инструментов.
Свяжитесь с нами, если у вас есть какие-либо вопросы об этом удивительном инструменте, и узнайте, что мы можем сделать для вас!
Решения для программирования токарных станков с ЧПУ
Перейти к содержимому
Наше программное обеспечение для программирования кулачковых станков предоставляет вам набор инструментов для обработки ваших деталей именно так, как вам нужно. Токарный станок Mastercam обеспечивает простую черновую обработку, нарезание канавок, нарезание резьбы, отрезку, растачивание, сверление и чистовую обработку для повышения производительности.
Токарный станок Mastercam также поставляется с набором инструментов для программирования оси C, с значительно расширенными возможностями в сочетании с Mastercam Mill, такими как контур торца и сверление, поперечный контур и сверление.
- Интегрированный CAD для CAM предоставляет мощный набор инструментов для создания и управления данными каркасов, поверхностей, STL и тел, включая информацию MBD (с некоторыми трансляторами).
- Усовершенствованные стратегии траектории токарной обработки деталей с большей эффективностью и точностью.
Mastercam используют больше людей, чем любое другое программное обеспечение CAM. От создания САПР до создания окончательно обработанной детали, Mastercam разработан как комплексное решение для повышения эффективности производства.
- Полное трехмерное CAD-моделирование.
- Контекстная справка доступна из всех диалоговых окон.
- Мощное многоосевое движение инструмента.
- Токарно-фрезерный станок.
- Функции быстрой траектории позволяют программировать базовые детали всего несколькими щелчками мыши.
- Легкая черновая и чистовая обработка, нарезание резьбы, нарезание канавок, растачивание, сверление и резка.

- Интеллектуальные траектории с учетом запасов.
- Прочные трехмерные тела и обработка поверхностей.
- Полная библиотека инструментов и поддержка пользовательских инструментов.
Особенности
Эффективность
Быстрое преобразование геометрии и создание операции переноса детали с главного шпинделя на вспомогательный шпиндель и/или операцию вытягивания стержня перед траекторией отрезания.
Интеллектуальная черновая обработка внутреннего и внешнего диаметра
Включает черновую обработку до границы для отливок.
Приводной инструмент
Выполняйте любую работу, сочетая возможности обработки по осям C и Y.
Проверка инструмента
Автоматическая остановка обработки для проверки пластины во время черновой, чистовой обработки и обработки канавок.
Мощный CAD
Откройте практически любой файл CAD в Mastercam, чтобы получить доступ к инструментам моделирования и подготовки для программистов CAM, чтобы быстро устанавливать и снимать детали со станков.
Accelerated Finishing™
Воспользуйтесь преимуществами инновационных профильных инструментов и процессов, направленных на повышение эффективности и производительности обработки.
Поддержка 3D инструментов
Доступно для токарных, фрезерных и токарно-фрезерных станков Mastercam.
Проверка траектории
Получите уверенность в выполнении самых сложных траекторий на своем станке и убедитесь, что ваши детали сделаны правильно с первого раза.
Dynamic Motion™
Увеличьте срок службы инструмента с помощью запатентованных стратегий обработки траекторий, которые максимизируют скорость съема материала и сокращают время цикла.
Бесплатное программное обеспечение
Испытайте программное обеспечение CAM №1 в мире. Загрузите бесплатную демо-версию Mastercam Demo/Home Learning Edition. Используйте его для изучения Mastercam и ознакомления с последними достижениями в области CAD/CAM — на каждом этапе вплоть до фактической обработки детали!
Загрузите бесплатную демо-версию Mastercam Demo/Home Learning Edition. Используйте его для изучения Mastercam и ознакомления с последними достижениями в области CAD/CAM — на каждом этапе вплоть до фактической обработки детали!
Системные требования
В таблице ниже приведены минимальные и рекомендуемые конфигурации системы для Mastercam. Эти рекомендации основаны на системах, которые мы используем в CNC Software для целей тестирования и оценки. Мы рекомендуем использовать для своих систем столько мощности (процессор, видеокарта и память), сколько вы можете себе позволить.
| | Минимум | Рекомендуется |
|---|---|---|
| ОС | Windows 10 или Windows 11 64-разрядная Профессиональная | Windows 10 (версия 20h3 или выше) 64-разрядная Professional |
| Процессор | 64-разрядный процессор Intel® или AMD, 2,4 ГГц или выше | Intel i7 или Xeon® E3, Kaby Lake или выше, 3,2 ГГц или быстрее |
| Память | 8 ГБ | 32 ГБ |
| Видео | Поддержка OpenGL 3. 2 и OpenCL 1.2 с 1 ГБ памяти. Нет встроенной графики. 2 и OpenCL 1.2 с 1 ГБ памяти. Нет встроенной графики. | Карта NVIDIA Quadro® или AMD FirePro™ / Radeon Pro с 4 ГБ (или больше) выделенной памяти. |
| Монитор | Разрешение 1920 * 1080 | Разрешение 1920 * 1080, два монитора |
| Хранилище | Твердотельный накопитель (SSD) для установки не менее 9.2 GB 10 3 со свободным носителем 90 1 3 и 20 GB | Диск NVMe со свободным объемом не менее 20 ГБ |
| 3D-мышь | | 3D-мышь 3Dconnexion |
Посмотреть подробные требования и предложения
ОПЕРАЦИОННЫЕ СИСТЕМЫ
CNC Software, Inc. продолжает пересматривать требования к операционной системе (ОС) для Mastercam с целью обеспечения наилучшего пользовательского опыта для наших клиентов.
Мы рекомендуем использовать 64-разрядную версию Windows 10 Professional. Хотя Mastercam может работать в других редакциях Windows (например, Home Edition) или в виртуальных средах (например, Parallels для Mac), она не тестировалась на этих конфигурациях и поэтому не поддерживается.
Mastercam X7 MU2 был последним выпуском, поддерживающим 32-разрядную ОС Windows 7.
ПРОЦЕССОР
Скорость процессора влияет на скорость расчета и выполнения задач программой. С каждым выпуском все больше и больше аспектов Mastercam становятся доступными для многоядерных процессоров. Расчет траектории и моделирование обычно выполняются быстрее с многоядерным процессором. Обычно при использовании новейших процессоров Intel i7 или Xeon время расчета траектории сокращается на 50 %.
ПАМЯТЬ
Когда Mastercam использует всю доступную оперативную память, она переключается на использование виртуальной памяти, которая хранится на жестком диске, что значительно замедляет работу системы. Мы рекомендуем не менее 8 ГБ памяти. Для создания и моделирования больших траекторий мы рекомендуем 32 ГБ оперативной памяти.
ВИДЕО
При покупке нового компьютера для Mastercam одним из важнейших компонентов является видеокарта.
Мы рекомендуем карту NVIDIA Quadro® или AMD FirePro™ / Radeon Pro с объемом памяти 4 ГБ или более.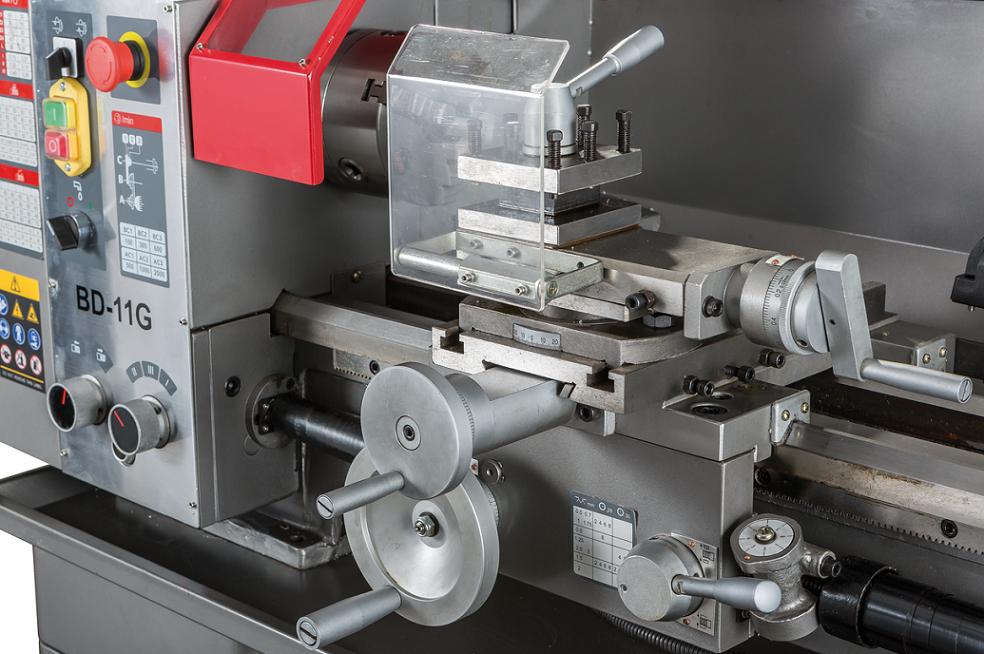 Можно использовать и другие видеокарты, но они должны обеспечивать полную поддержку OpenGL 3.2 и OpenCL 1.2. OpenCL требуется для того, чтобы Mastercam мог передавать определенные вычислительные задачи графической карте для повышения производительности системы.
Можно использовать и другие видеокарты, но они должны обеспечивать полную поддержку OpenGL 3.2 и OpenCL 1.2. OpenCL требуется для того, чтобы Mastercam мог передавать определенные вычислительные задачи графической карте для повышения производительности системы.
Мы не рекомендуем и не поддерживаем использование встроенной графики в некоторых конфигурациях ПК. Как правило, они не способны управлять приложениями с интенсивным использованием графики, такими как Mastercam.
Убедитесь, что вы используете последние версии драйверов от производителя карты. Мы часто видим проблемы, которые решаются с помощью обновленных видеодрайверов. Версия драйвера может иметь большое влияние на работу карты.
Последние версии драйверов для NVIDIA и AMD можно найти по ссылкам в Интернете. Мы рекомендуем использовать функцию автоматического определения, чтобы определить, какая видеокарта установлена. Более подробную информацию о настройке видеокарты можно найти в этой статье базы знаний Mastercam.
МОНИТОР
В большинстве наших внутренних систем используются два монитора, и мы считаем, что это более эффективно. Второй монитор позволяет запускать такие приложения, как Mastercam Simulator, Code Expert, Tool Manager и другие приложения, на дополнительном мониторе, в то время как Mastercam использует основной монитор.
Минимальное рекомендуемое разрешение для основного дисплея составляет 1920 * 1080, типичное для широкоэкранных мониторов, доступных сегодня. Mastercam будет работать на экранах с более низким разрешением, но будьте осторожны с потенциальными проблемами размера с большими диалоговыми окнами и панелями, с которыми может быть неудобно работать. Мониторы с более низким разрешением могут нормально работать в качестве второго монитора в конфигурации с двумя экранами.
Mastercam будет работать на широкоформатных дисплеях, включая мониторы 4K и устройства с высоким разрешением, однако в этих конфигурациях возникают некоторые проблемы с отображением.
ХРАНЕНИЕ
Мы обнаружили, что одним из лучших способов модернизации компьютера является приобретение твердотельного накопителя (SSD). Эти диски теперь оценены в пункте, который делает их хорошей инвестицией. Многие из наших тестовых систем используют основной SSD меньшего размера для ОС и установленных приложений со вторым обычным диском большой емкости для данных.
3D МЫШЬ
3D-мышь упрощает взаимодействие с 3D-приложением. Она предназначена для использования неведущей рукой в тандеме со стандартной мышью для сбалансированного и совместного стиля работы. Вы осторожно манипулируете колпачком контроллера 3D-мыши, чтобы одновременно перемещать, масштабировать и вращать 3D-контент, в то время как ваша стандартная мышь может свободно выбирать элементы меню или части модели. Дополнительную техническую информацию и информацию о покупке можно найти на веб-сайте 3Dconnexion.
АНТИВИРУСНОЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Сегодня на большинстве компьютеров установлено какое-либо антивирусное программное обеспечение для защиты от нежелательных вредоносных программ. В некоторых случаях было обнаружено, что они мешают работе таких приложений, как Mastercam, работающих на компьютере. CNC Software не рекомендует определенные антивирусные продукты, но если вы обнаружите непредвиденные проблемы, это может быть конфликт с антивирусным программным обеспечением. Попробуйте временно отключить антивирусное программное обеспечение или установить исключение для Mastercam.
В некоторых случаях было обнаружено, что они мешают работе таких приложений, как Mastercam, работающих на компьютере. CNC Software не рекомендует определенные антивирусные продукты, но если вы обнаружите непредвиденные проблемы, это может быть конфликт с антивирусным программным обеспечением. Попробуйте временно отключить антивирусное программное обеспечение или установить исключение для Mastercam.
Практические примеры
Посмотреть больше
Carolina Precision Components, Inc.
Узнайте больше
Catawba Valley Community College
Узнайте больше
Technical College
. Узнать больше
История успеха Mallory Industries
Узнать больше
McAfee выбирает Mastercam для инструментов и штампов — автомобильных запчастей
Узнать больше
Moto Engineering and Prototype
Узнать больше
Progressive Tool and Manufacturing, Inc.

Узнать больше
Royell Manufacturing, Inc.
Подробнее
Спрингфилдский технический общественный колледж
Подробнее
Stewart-Haas Racing и Mastercam Dynamic Motion
Подробнее
United Machine & Metal Fabrication
Узнать больше
Выбирая самую широко используемую в мире CAM-систему, вы получаете не только преимущества технологий, лежащих в основе нашего программного обеспечения. Наше глобальное сообщество пользователей, экспертов, преподавателей и энтузиастов Mastercam поможет вам получить максимальную отдачу от ваших инвестиций.
- Онлайн и местное обучение
- Сеть инноваций
- Образовательные ресурсы
- Техническое обслуживание и региональная поддержка
- Что нового документация для Mastercam и Mastercam для SOLIDWORKS ®
Часто задаваемые вопросы
Что такое программное обеспечение для программирования токарных станков с ЧПУ?
Программное обеспечение для программирования токарных станков с ЧПУ используется для создания траекторий движения инструмента с помощью G-кода для управления токарными станками с числовым программным управлением (ЧПУ). Это позволяет автоматизировать станок, когда станок вырезает деталь в соответствии со спецификациями входного кода.
Это позволяет автоматизировать станок, когда станок вырезает деталь в соответствии со спецификациями входного кода.
Можно ли фрезеровать на токарном станке?
Некоторые токарные станки оснащены возможностью выполнять ограниченное фрезерование, а некоторые мастерские модифицируют свои станки для облегченного фрезерования. В общем, детали, которые сочетают в себе оба метода, лучше подходят для отдельной обработки на специальных токарных и фрезерных станках или в одной установке на токарно-фрезерном станке.
Для чего используется токарный станок с ЧПУ?
Токарный станок с ЧПУ обычно используется для резки примерно цилиндрических деталей, где контур формы симметричен при вращении на 360 градусов вокруг центральной оси. Некоторые токарные станки позволяют выполнять дополнительную несимметричную резку сверлами, концевыми фрезами и другими фрезерными инструментами.
Где я могу получить программное обеспечение CAD/CAM для токарного станка?
Mastercam производит программное обеспечение CAD/CAM с лучшими в отрасли функциями для токарных станков с ЧПУ. Это программное обеспечение можно получить через местного торгового посредника Mastercam. Ваш местный торговый посредник сможет помочь вам выбрать лучший пакет CAD/CAM для ваших конкретных потребностей. Кроме того, они обеспечат постоянную продажу, обслуживание и техническую поддержку, чтобы помочь вам оптимизировать производительность как ваших токарных станков с ЧПУ, так и магазина в целом.
Чем полезно программное обеспечение для программирования токарных станков с ЧПУ?
Программное обеспечение для программирования токарных станков с ЧПУ исключает ошибки, возникающие при ручном программировании детали. Это устраняет необходимость выполнения сложных математических уравнений для управления резаком и позволяет быстро адаптироваться к новым деталям.
Пожалуйста, свяжитесь с местным торговым посредником Mastercam для получения дополнительной информации и экспертных советов о продуктах и услугах, отвечающих вашим конкретным потребностям.
Найти моего торгового посредника
Руководство по покупке токарного станка
Если вы ищете токарный станок, то вы, вероятно, уже знакомы с основами того, что такое токарный станок, что он делает и как он может использоваться как профессионалами, так и любителями. Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
Токарные станки в своей ранней форме представляли собой управляемую вручную машину для двух человек. Конечно, эта ранняя форма возникла более трех тысячелетий назад в Древнем Египте, так что по понятным причинам все было немного более олдскульным.
Даже ранние токарные станки обладали ключевой особенностью всех токарных станков, с тех пор и до сих пор; в отличие от других станков, в токарном станке крутится не режущий инструмент, а то, что обрабатывается или обрабатывается («заготовка»). Токарный станок — это обратная сторона дрели; вместо того, чтобы вращающееся режущее долото вгрызалось в окружающий кусок дерева или металла, вращающийся кусок металла формируется стационарной режущей головкой.
Благодаря конструкции токарного станка придание формы заготовке на токарном станке называется «токарной обработкой». На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
СОДЕРЖАНИЕ
- Разработка платания
- Цель вашего нового токарного станка
- Компоненты
- Дальнейшие соображения
скачок вперед во время промышленной революции. Паровые машины обеспечили более мощные станки; электричество еще больше разовьет токарные станки. В 19В 50-х годах серводвигатели добавили элементы управления токарному процессу, а современные токарные станки полностью интегрированы с числовым программным управлением (ЧПУ), что позволяет полностью автоматизировать их.
Попутно мастера изучали, что можно сделать на токарном станке. Токарные станки позволяют удалять материал для создания округлых форм; все, от металлических стержней до деревянных ножек стульев, можно выточить из нестандартных деталей с помощью токарного станка. Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Назначение вашего нового токарного станка
Если вы подумываете о покупке токарного станка, вам сначала нужно изобразить основной проект или проекты, для которых вы будете использовать токарный станок. Имея в виду проект, вот несколько вопросов, которые помогут вам выбрать токарный станок.
- Вы режете в основном деревянные детали или это токарный станок по металлу?
- В личной мастерской или в современном инструментальном цехе?
- Вам нужна полная автоматизация или лучше простой станок?
Эти факторы влияют на сложность станка, который вам понадобится. Полностью оснащенный ЧПУ токарный станок, способный обрабатывать детали промышленного размера по четырем осям, с несколькими головками для токарной обработки, сверления и резки, сильно отличается от простого двухосевого токарного станка для токарной обработки мебели.
Компоненты
Когда дело доходит до деталей, которые вы будете вставлять в токарный станок, существует больше факторов. Основные компоненты токарного станка, как правило, состоят из следующего:
- Передняя бабка со шпинделем
- Патрон (для фиксации заготовки)
- Станина станка
- Каретка и поперечные салазки
- Револьверная головка
- Задняя бабка
предполагаемое назначение вашего токарного станка и размеры деталей, над которыми вы будете работать.
Передняя бабка со шпинделем – Расположенная с левой стороны станка, передняя бабка удерживает шпиндель на месте, обычно с подшипниками. Обычно с двигателем и шкивом передняя бабка также обеспечивает мощность для вращения шпинделя и детали. Размер шпинделя варьируется, обычно от ½ дюйма до 1 ½ дюйма в диаметре.
Размер шпинделя определяет размер заготовки, которую вы можете обработать на токарном станке. Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
Другие аспекты передней бабки и шпинделя, о которых следует помнить: допускает ли передняя бабка вынос? В то время как детали предназначены для установки между передней и задней бабками над станиной токарного станка, вынос позволяет устанавливать заготовку вдали от корпуса детали.
Это значительно увеличивает диаметр обрабатываемых деталей. Это не идеальное решение; есть веские причины, по которым детали обычно устанавливаются над станиной токарного станка, где расположена револьверная головка, а задняя бабка помогает поддерживать заготовку. В любом случае, когда вы покупаете токарный станок, учитывайте размер передней бабки и шпинделя, а также различные положения, которые допускает передняя бабка. Некоторые передние бабки можно поворачивать, что упрощает их вынос.
Патрон – Патрон представляет собой специальный зажим для удержания цилиндра. Патрон удерживает заготовку, и большинство токарных станков могут закреплять заготовки размером от 5 до 66 дюймов. Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать?
Обратите внимание, что есть дополнительные опции с патронами; большинство патронов являются кулачковыми, то есть подвижными частями, которые затягиваются или ослабляются, чтобы соответствовать заготовке. Типичное расположение кулачков состоит из трех или четырех кулачков на каждом патроне, но у некоторых патронов их намного больше. Челюсти могут быть сжаты вместе или перемещаться независимо друг от друга, чтобы удерживать детали необычной формы.
Станина станка – Станина станка – более простое решение. Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
На более крупных токарных станках промышленного назначения станины также могут быть закруглены, а токарные станки с наклонной станиной все чаще используются на полностью автоматизированных токарных станках с ЧПУ для промышленного применения.
Задняя бабка — На многих новых токарных станках задняя бабка является дополнительной функцией. Его назначение простое – он удерживает дальний конец заготовки. В то время как задняя бабка может не понадобиться для небольших деталей, для более крупных деталей задняя бабка имеет решающее значение. Использование задней бабки уменьшает изгиб заготовки; слишком большой изгиб может придать готовому изделию нежелательную деформацию или изгиб. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
Каретка, поперечные салазки и револьверная головка – это «рабочие части» токарного станка. Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.
Хотя это звучит сложно, именно каретка и поперечный суппорт определяют количество осей, по которым может двигаться ваш токарный станок, будь то две, три или четыре. Размер башни и количество головок, которые она может вместить, определяются размером детали, которую вы хотите повернуть. Для больших заготовок требуются большие режущие головки, которые, в свою очередь, требуют больших револьверных головок.
Дополнительные сведения
Размер — В США вы найдете токарные станки с описанием «8 дюймов на 24 дюйма». токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
В Великобритании первая цифра выражается иначе; как мера между центром патрона, то есть теоретически центром любой заготовки, и ближайшей точкой станины токарного станка. Следовательно, токарный станок 8 на 24 в США будет токарным станком 4 на 24 в Великобритании.
Большинство любителей и мастеров, работающих с небольшими деталями, обнаружат, что токарный станок размером 3 x 15 дюймов, как правило, настолько мал, насколько это необходимо, в то время как примерно в два раза больше, 6 x 30 дюймов, представляет собой верхнюю часть дома. токарный станок может быть.
Вес – Имейте в виду, что, как и многие другие механизмы, токарные станки могут быть довольно тяжелыми. Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Мощность . Одна из последних вещей, которую вам нужно учитывать при покупке нового токарного станка, — это двигатель. Хотя некоторые токарные станки работают с одной скоростью, многие из них имеют несколько настроек скорости. Также необходимо учитывать крутящий момент.
Для резки больших деталей вашему токарному станку потребуется больше, чем просто высокие обороты; ему потребуется мощность, чтобы тяжелая заготовка плавно вращалась и резала. Рекламодатели могут с гордостью заявлять о максимальной скорости вращения своих токарных станков; но минимум об/мин может быть даже более важным для таких операций, как нарезание резьбы.
Ось – Токарные станки имеют как минимум две оси движения: ось X (вперед/назад вдоль поперечного суппорта) и Y (перпендикулярно оси X). Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
Это может показаться запутанным; достаточно сказать, что чем больше у токарного станка осей движения, тем более сложным, дорогим и промышленным он, вероятно, будет.
Покупка токарного станка — довольно сложный процесс, но вам очень поможет, если вы будете помнить о проекте во время покупки. Для чего вы собираетесь использовать токарный станок? С учетом этого проекта в качестве определяющего фактора станет очевидной необходимая сложность станка и любые ограничения по размеру или весу. Вы сможете принять гораздо более взвешенное решение, если в первую очередь будете ставить потребности своего проекта.
Терминология токарного станка — Sherline Products
Назначение токарного станка
Функция токарного станка не сильно изменилась за более чем 150 лет с момента зарождения века машин или даже раньше, когда токарные станки приводились в движение вручную или ногой. Он используется для быстрого вращения заготовки, в то время как режущий инструмент прижимается к ней для удаления материала. На токарном станке по дереву режущим инструментом обычно является ручное долото. На токарном станке по металлу усилия обычно слишком велики для ручного инструмента, поэтому заточенный стальной или твердосплавный инструмент удерживается в инструментальной стойке, прикрепленной к подвижному столу. Поворот маховика на поперечном суппорте перемещает инструмент внутрь и наружу, в то время как маховик на длинном ходовом винте перемещает поперечный суппорт и инструментальную стойку из стороны в сторону вниз по детали. Маховики позволяют выполнять очень точные разрезы, так как на них нанесена шкала 0,001″ или 0,01 мм. Помните, что поскольку вы удаляете материал по РАДИУСУ материала, продвижение поперечного суппорта на 0,001″ в заготовку означает, что вы фактически удалите 0,002″ с диаметра. Некоторые старые токарные станки откалиброваны с учетом этого, но поскольку инструментальная система Sherline также предлагает вертикальную фрезерную колонну, которая позволяет использовать токарный станок в качестве фрезерного станка, градуировка маховика отражает истинное перемещение по расстоянию, а не величину, удаленную от диаметра. Токарный станок легче освоить, чем фрезерный, поэтому он часто является первым металлорежущим инструментом, который покупает новый слесарь.
Детали токарного станка и их функции
Щелкните на фото, чтобы увеличить изображение- Регулятор скорости вращения — Регулирует скорость двигателя от 0 до 2800 об/мин
- Передняя бабка — Содержит шпиндель в двух предварительно нагруженных шарикоподшипниках.
- Шпиндель — Шпиндель находится внутри передней бабки и приводится в движение ремнем, идущим от шкива двигателя к шкиву на заднем конце вала шпинделя. Нос шпинделя имеет резьбу снаружи для крепления патронов и сужение внутри для установки других принадлежностей.
- Патроны — 3-х или 4-х кулачковый патрон навинчивается на нос шпинделя, чтобы удерживать вашу работу, сверлильный патрон используется на задней бабке для центрирования вашей детали.
- Стойка для инструмента — крепится к столу токарного станка и удерживает резец квадратного сечения 1/4 дюйма
- Поперечный стол — Также иногда пишется как «поперечный суппорт».
 Это стол с двумя Т-образными пазами, на котором закреплена стойка инструмента.
Это стол с двумя Т-образными пазами, на котором закреплена стойка инструмента. - Удлинитель поперечной направляющей — Конический пластиковый клин, который удерживается на месте замком. Он помещается между наклонными поверхностями ласточкиного хвоста и используется для регулировки износа. По мере износа и появления «люфта» на столе замок ослабляется, и клин проталкивается дальше в зазор, компенсируя любой люфт. Это позволяет машине всегда поддерживать пиковую регулировку.
- Шпиндель задней бабки — Имеет внутренний конус Морзе #0 для крепления патронов и других инструментов. Маховик перемещает его внутрь и наружу для сверления.
- Стопорный винт задней бабки — фиксирует заднюю бабку на станине, предотвращая ее перемещение. В ослабленном состоянии заднюю бабку можно двигать вверх и вниз по станине.
- Станина — Стальной стержень в форме ласточкиного хвоста, на котором седло и задняя бабка перемещаются вперед и назад.
- Седло — Деталь, которая поддерживает стол с поперечными суппортами и перемещается вверх и вниз по станине с помощью маховика с ходовым винтом.
- Удлинитель седла — Действует как поперечный удлинитель, обеспечивая плотную регулировку седла по отношению к станине с ласточкиным хвостом.
- Ходовой винт —Винт с резьбой под станиной, управляющий движением седла. «Седловидная гайка» внизу прикрепляет станину к ходовому винту. Поворот маховика ходового винта перемещает седло вниз по станине.
- Удлинитель задней бабки — латунная деталь, прикрепленная к основанию задней бабки, которая проходит по одному из ласточкиных хвостов станины. Ожидается, что латунная часть будет изнашиваться, а не более дорогая кровать, и ее плотность можно отрегулировать по мере износа.
- Основание токарного станка — Основание из литого металла, на котором установлены станина станка и передняя бабка.
- Стяжной болт — Проходит через отверстие в шпинделе для втягивания патронов и других принадлежностей в конус передней бабки внутри шпинделя. Специальная шайба размещает его по центру отверстия шпинделя.
- Оправка Морзе №1 — Патрон задней бабки обычно имеет оправку Морзе №0, ввернутую в заднюю часть, для использования в шпинделе задней бабки. Эту оправку можно снять и заменить на оправку Морзе № 1, чтобы можно было использовать сверлильный патрон в передней бабке.
- Мертвые точки — № 1 и № 0 Оправки Морзе имеют вершину 60° и используются для размещения и удержания детали «между центрами» на токарном станке. Оправка Морзе №1 вращается вместе с передней бабкой, но поскольку шпиндель задней бабки не вращается, задняя оправка Морзе №0 называется «мертвым» центром. Его необходимо смазывать, потому что он создает трение с движущейся частью, которую он находит. Большинство машинистов в конечном итоге заменяют его «живым» центром, который вращается на шарикоподшипнике.
- Tommy Bars — Круглые стальные стержни, используемые для затягивания и ослабления патронов и других принадлежностей шпинделя. Иногда их называют «шпиндельными стержнями».
- Лицевая пластина — Литая пластина, которая навинчивается на носик шпинделя. В качестве альтернативы использованию патрона к нему можно прикрепить заготовку. У него есть три слота для привода приводной собачки.
- Приводная собачка — Также называемая «токарной собачкой», эта деталь крепится к прутку с помощью винта, который проходит сбоку, а длинный наконечник помещается в один из пазов на лицевой панели. Деталь располагается между центрами токарного станка (живыми или мертвыми), и когда лицевая панель поворачивается, собачка фактически приводит в движение деталь, чтобы повернуть ее для резки. Он также действует как универсальный шарнир при повороте детали между центрами, когда передняя бабка поворачивается на небольшой угол, что позволяет вырезать коническую деталь.
- Стопорный винт передней бабки — Удерживает переднюю бабку на месте. Винт представляет собой заостренный установочный винт. Наконечник входит в коническую канавку на штифте, который торчит из станины токарного станка. Когда винт затягивается, он натягивает переднюю бабку на центрирующий ключ и плотно прижимает ее к станине токарного станка.
- Ключ для выравнивания — прецизионный шлифованный ключ, который входит в пазы в верхней части станины и в нижней части передней бабки, чтобы обеспечить прямое выравнивание передней бабки с задней бабкой. Удаление этой шпонки и вращение передней бабки позволяет нарезать конусы.
- Клиновой ремень — усиленный кевларом уретановый ремень, который приводит в движение шпиндель с помощью шкивов.
- 2-позиционный шкив — Максимальная скорость двигателя около 6000 об/мин. При переводе приводного ремня в нормальное (заднее) положение двигатель понижается примерно в соотношении 2:1 до максимальной скорости примерно 2800 об/мин. Положение «Высокий крутящий момент» (ближайшее к передней бабке) обеспечивает передаточное отношение примерно 4:1 для более низкой скорости, но больший крутящий момент, когда это необходимо для тяжелых резов.
Другие термины для токарных станков и механической обработки
- Регулируемые маховики с «нулем» — На станках базовой модели используются простые маховики. На них нанесена лазерная гравировка с 50 отметками (в дюймах) или 100 отметками (в метрических единицах) и номерами для справки. Регулируемые нулевые маховики позволяют остановиться в любой заданной точке, ослабить рифленое колесо в центре маховика и повернуть кольцо с лазерной гравировкой обратно к нулевой отметке перед началом следующего прохода, не меняя положения маховика. Это означает, что каждый раз вы начинаете с нуля, а не со случайного числа, что упрощает расчеты глубины и резания. В конечном итоге это означает меньше ошибок. Токарные станки серий 4400 и 4500 и фрезерные станки серий 5400 и 2000 включают эти модернизированные маховики в качестве стандартного оборудования.
- Составной суппорт — устройство, используемое на многих токарных станках, позволяющее вводить режущий инструмент в деталь под углом для нарезания конусов. Составной суппорт не является обязательным для токарных станков Sherline, но не входит в стандартную комплектацию, поскольку функция вращения передней бабки позволяет токарному станку Sherline нарезать конусы без использования составного суппорта. Дополнительные составные направляющие имеют артикул 1270 (дюймы) или 1280 (метрические единицы).
- DRO — расшифровывается как «Цифровое считывание». Цифровые показания включают в себя электронный блок с экраном, который считывает числа, а не вы смотрите на градуировку на маховиках, чтобы определить движение. Он предлагает два преимущества: для людей с плохим зрением его легче читать, чем маленькие метки на маховике, и 2) он отслеживает накопленное расстояние, поэтому вам не нужно считать обороты маховика при выполнении более длинных движений. Это помогает устранить распространенный источник ошибок. Любой токарный или фрезерный станок Sherline можно заказать с УЦИ или добавить его позже. Также в показания встроены датчик и индикатор оборотов шпинделя, чтобы исключить догадки относительно скорости шпинделя.
- ЧПУ — расшифровывается как «Числовое компьютерное управление». Вместо того, чтобы вы вращали маховики, компьютер определяет скорость и расстояние и приводит в действие двигатели постоянного тока, называемые «шаговыми двигателями» или «сервоприводами», которые перемещают токарный станок за вас. Любой станок Sherline можно заказать готовым для использования с ЧПУ или как полную систему ЧПУ с шаговыми двигателями, контроллером, компьютером, программным обеспечением и всем остальным. Позднее ЧПУ можно установить на любой токарный или фрезерный станок Sherline.
- HSS — расшифровывается как «Быстрорежущая сталь». Это наиболее распространенный материал для режущих инструментов, используемых домашним слесарем. Он недорогой и легко затачивается на настольном шлифовальном станке, а когда он затупляется, его можно снова заточить с помощью камня или шлифовального станка. Его также можно измельчать в различные формы для специальных целей, таких как сверление, нарезание резьбы или резка специальных форм. (Называется инструмент «Форма».)
- Инструмент с твердосплавной вставкой — Держатели инструментов, которые фиксируют небольшой сменный твердосплавный наконечник на месте для резки более твердых материалов, таких как нержавеющая сталь или титан. Часто используемые в профессиональных механических мастерских из-за более высокой скорости съема металла, которую они позволяют, многие домашние слесари также любят использовать твердосплавные инструменты. Альтернативой является инструмент с твердосплавным наконечником, в котором кусок твердого сплава припаивается к хвостовику инструмента и не снимается. Как правило, после сколов твердосплавный инструмент выбрасывается, поскольку его нелегко заточить.