аппарат контактной сварки своими руками из микроволновки
Точечная сварка является одной из самых распространённых в быту. Она позволяет осуществлять соединение металлических деталей быстро и надежно, и для этого нет необходимости во владении какими-либо особыми навыками сварщика.
Еще одним ее важным преимуществом является несложное оборудование, которое вполне реально сделать самостоятельно. Учитывая достаточно высокую стоимость подобных агрегатов, вопрос самостоятельного изготовления данного прибора становится весьма актуальным.
Суть технологии
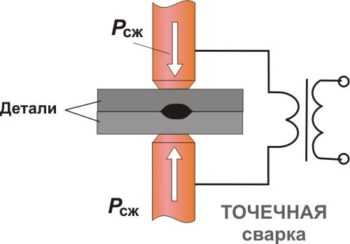
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей. Важно удалить с поверхности окислы и области, подвергшиеся коррозии.
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
Сварочный аппарат для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Стоит отметить также такое преимущество данного устройства, как простота изготовления. Сделать споттер из сварочного трансформатора под силу любому человеку. А достать необходимые детали проще простого. Например, сварка может быть сделана своими руками из микроволновки.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т.д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
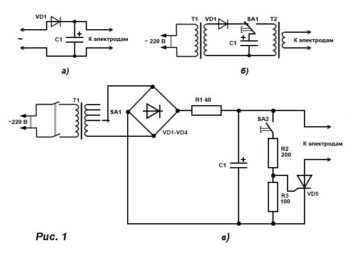
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.
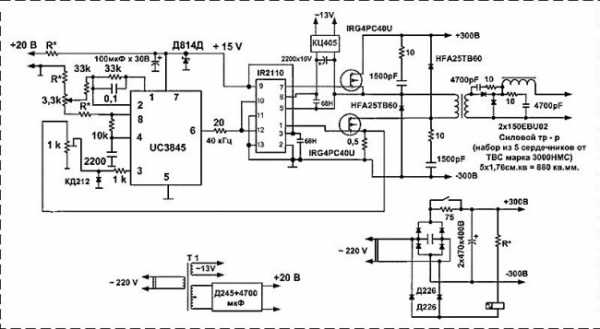
Электрическая схема сварочного аппарата.
Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т.п.
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
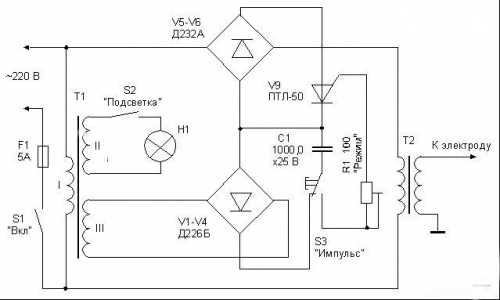
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.

Процессы во время точечной сварки.
Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
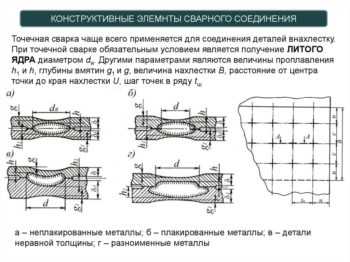
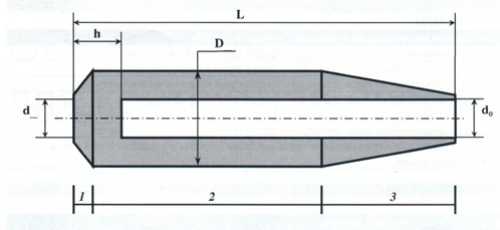
Конструктивные элементы сварного соединения.
Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.
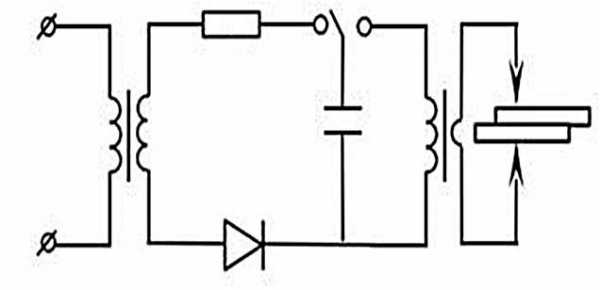
Схема конденсаторной точечной сварки.
Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
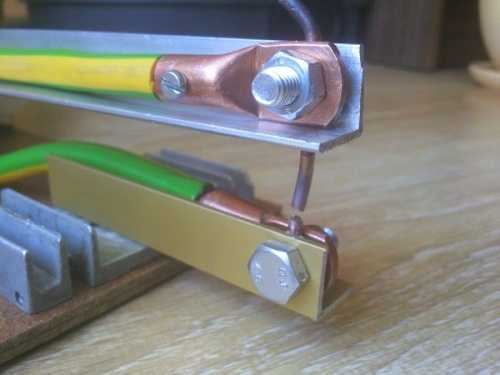
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется выносное приспособление в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.
Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.
Чертеж точечной сварки металлических изделий.
Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался. Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.
Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если делать споттер из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Итог
Сварка, сделанная своими руками из инвертора сварочного аппарата – отличная альтернатива приобретению дорогостоящих устройств. Ее может сделать каждый по одной из готовых схем, доступных в интернете. Кроме того, не потребуется покупка дорогостоящих деталей, ведь большинство из них можно взять из «донорской» техники.
tutsvarka.ru
Точечная сварка своими руками | Лучшие самоделки
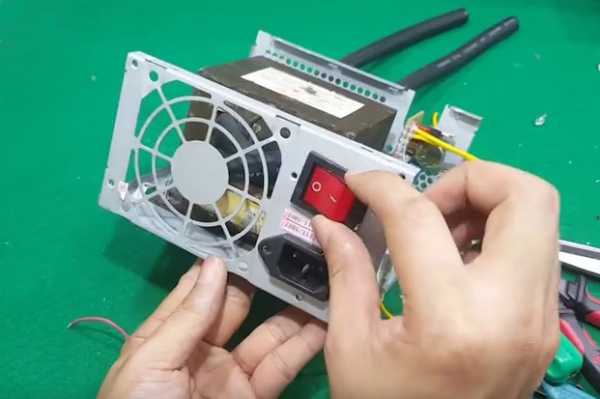
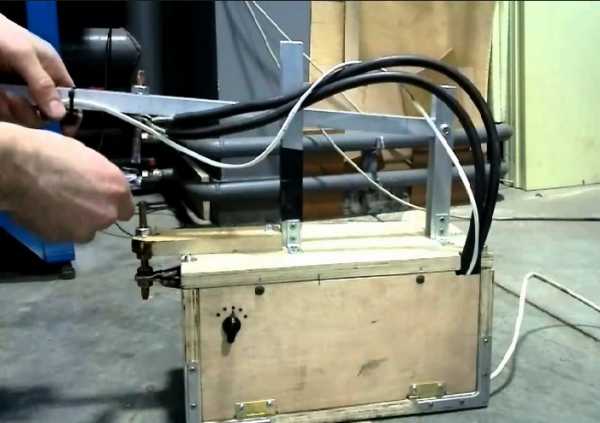
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.

Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
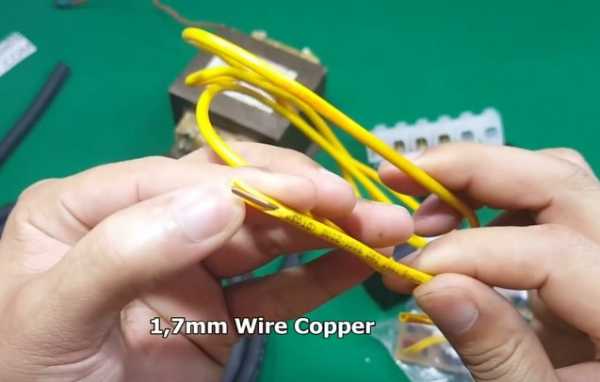
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
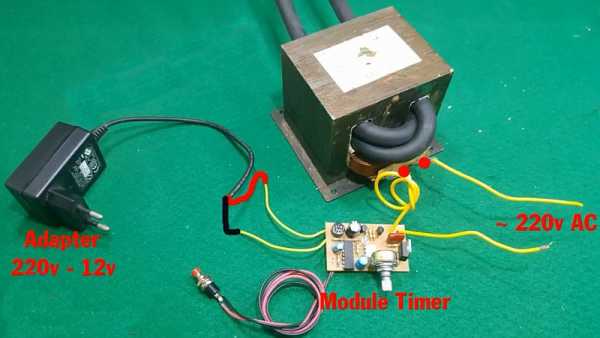
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.

Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
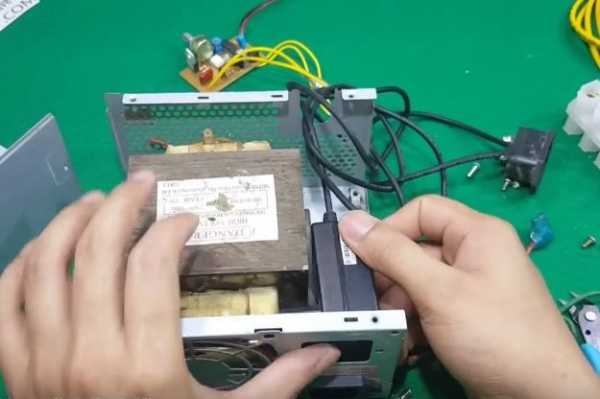
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.

Точечная сварка своими руками
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
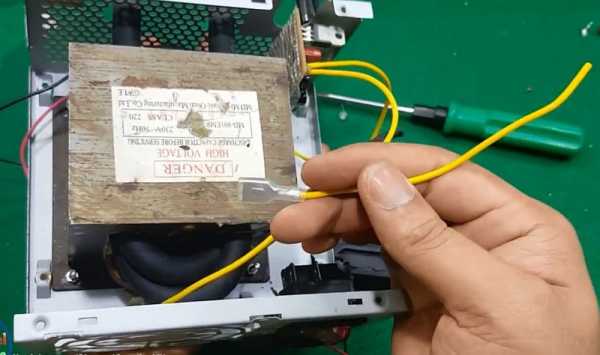
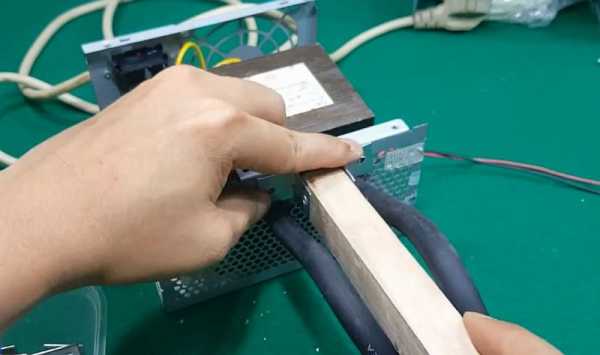
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 3
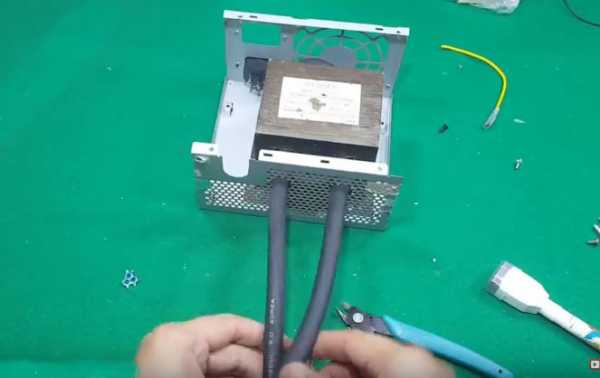
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
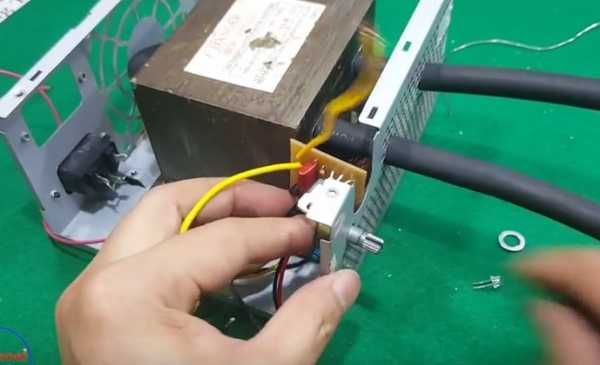
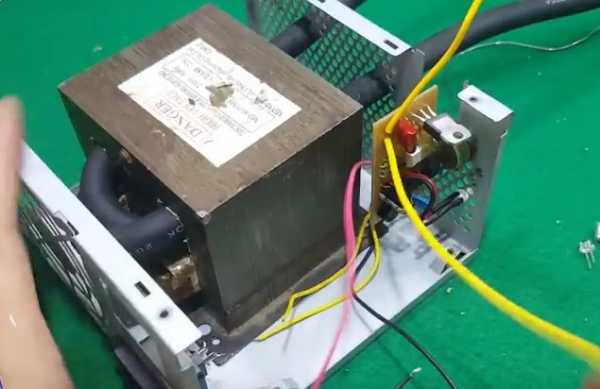
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками
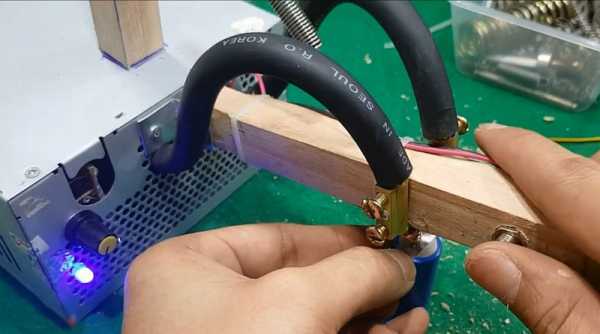
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.

Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.

Точечная сварка своими руками
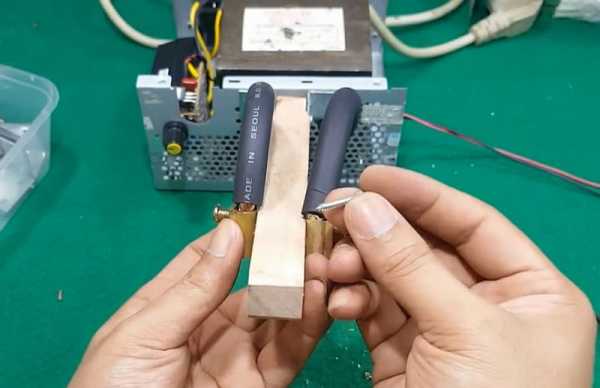
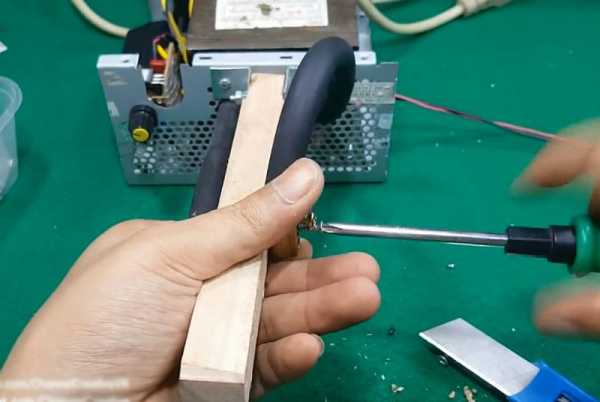
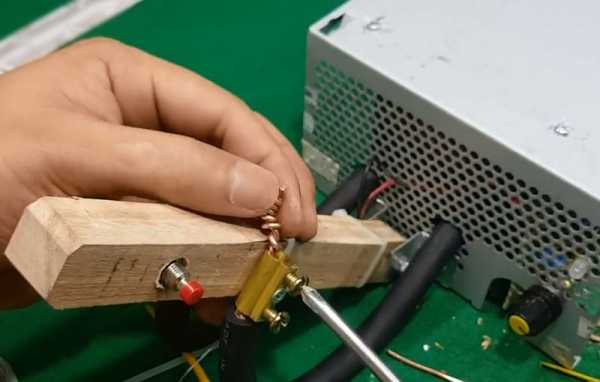
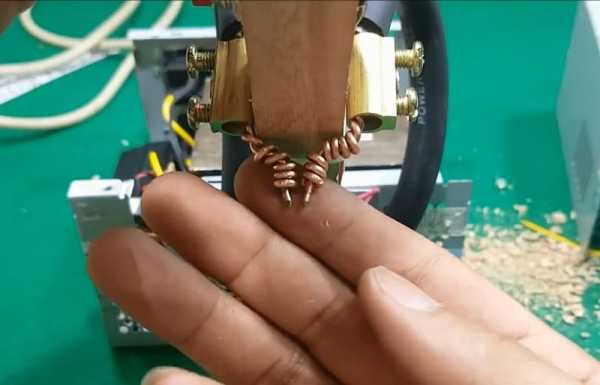
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:

Точечная сварка своими руками
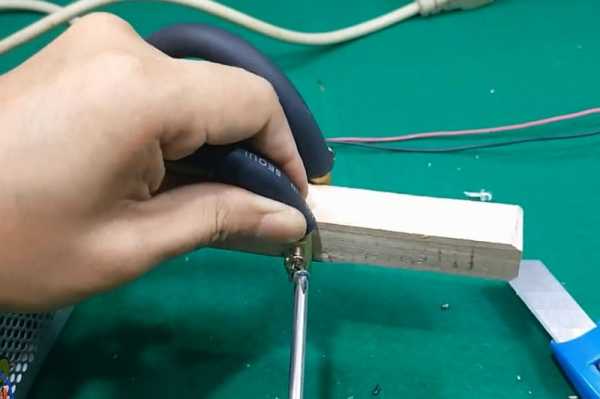
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
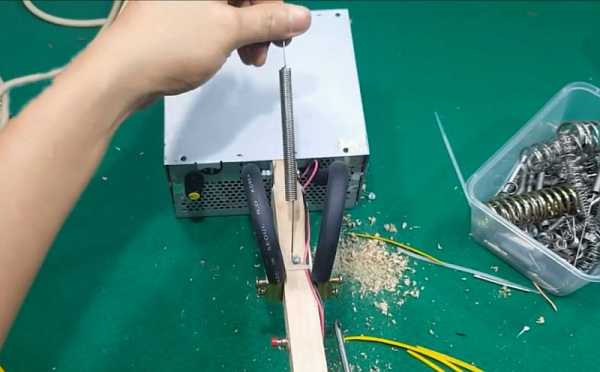
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
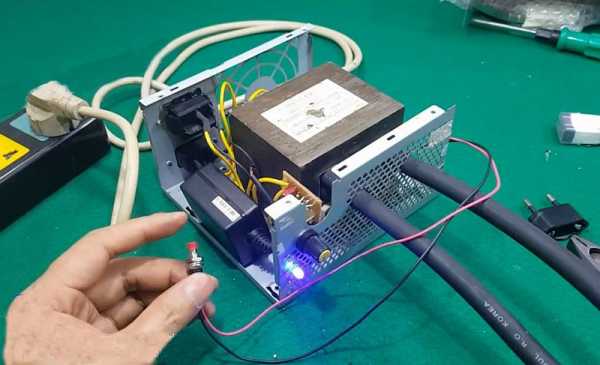
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
bestdiy.ru
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
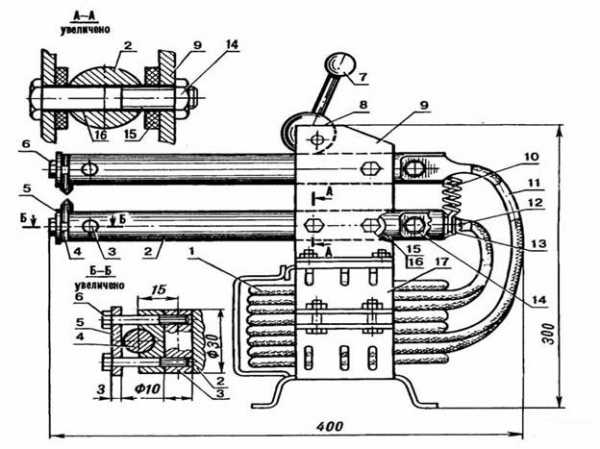
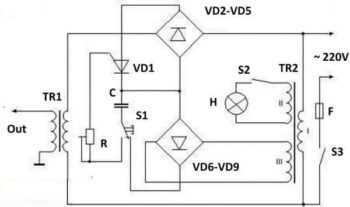
Рисунок. Схема сварочного аппарата по точечной сварке.
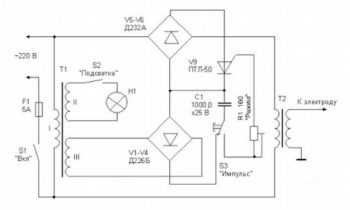
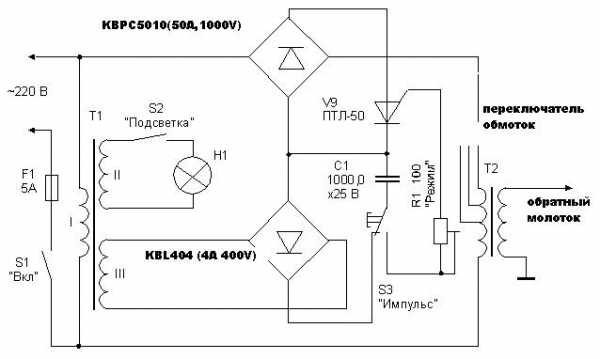
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
svarkagid.com
Точечная сварка выполненная своими руками, от основ к мастерству
Технология точечной сварки
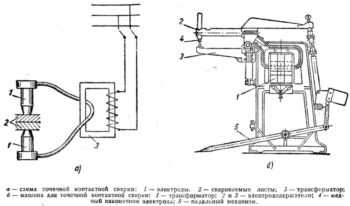
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей. 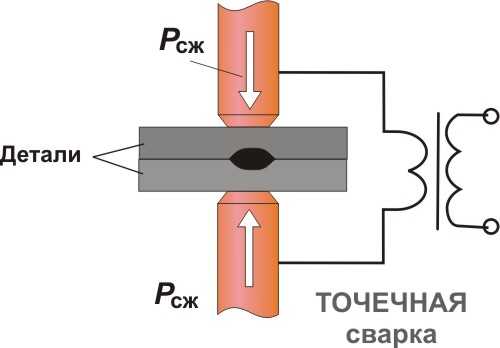 Точечное сваривание – схема
Точечное сваривание – схема
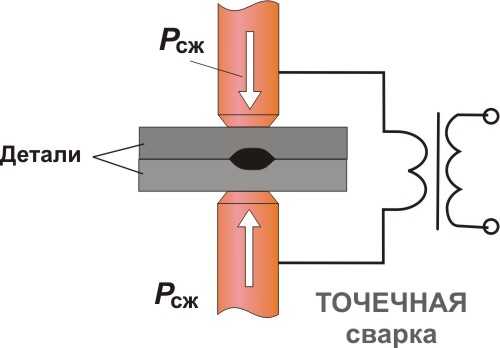
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
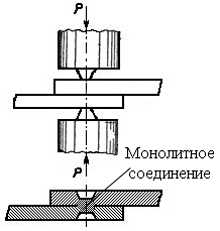 Монолитное соединение
Монолитное соединениеПродолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 – 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 – 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
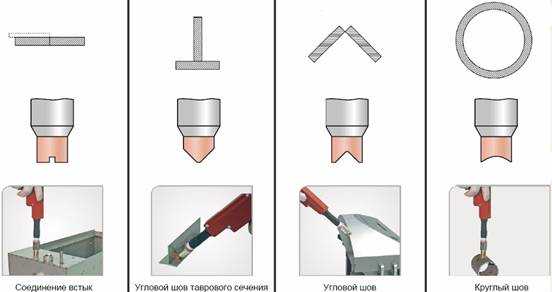
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией – от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ – 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З – 50.  Трансформатор ОСМ – 1
Трансформатор ОСМ – 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Видеоролики точечной сварки выполненной своими руками
1. Видео о применении аппарата точечной сварки GYSPOT 3502, предназначенного для устранения вмятин при помощи инерционного молотка, приварки заклепок, шпилек, гвоздей, шпонок, шайб и болтов, удаления ямок и осадки поверхностей c использованием угольного электрода:
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
3.Конденсаторная сварка своими руками с автоматической подачей метизов:
elsvarkin.ru
Точечная сварка своими руками | Строительный портал

О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.

Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.

Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.

Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
strport.ru
ТОЧЕЧНАЯ СВАРКА [аппараты, методы, советы]
В настоящее время [точечная сварка] получила широкое распространение, как в промышленной сфере, так и быту, так как позволяет решать даже самые сложные задачи по своему прямому назначению.
На самом деле существует большое количество разновидностей сварочных процессов, каждый из которых характеризуется только своими энергоносителями, а также рабочими элементами и принципами проведения работ, у каждого своя технология.
Именно такая сварка наиболее часто используется в бытовых целях домашними мастерами.
Суть самого процесса состоит в том, что аппарат точечной сварки вырабатывает токовый импульс, который необходимо определенное время выдержать непосредственно на поверхности скрепляемых заготовок, в результате чего и происходит их точечная фиксация.
Как правило, время скрепления сварочной точки определяется визуальным способом, путем наблюдения за ней.

В этом случае прочностные характеристики самого соединения определяются, исходя из нескольких факторов одновременно, а именно, структуры материала, размеров точки, а также формы используемых электродов.
Также на качество соединения оказывает влияние сварочный ток, производимое усилие при сжатии, а также реальное состояние лицевой поверхности заготовки.
Данный тип сварки предназначен для скрепления меди, стали и многих других металлов, в том числе и нержавейки.
Особенности процесса сварки
Точечную сварку активно используют, как в промышленных целях, так и в бытовых.
На производстве, как правило, ее используют при необходимости сварить между собой всевозможные листовые заготовки из стали самых разных марок, в том числе нержавейки, меди, а также многих других категорий цветных металлов.
При помощи нее сваривают профильные заготовки различной толщины и формы, а также пересекающиеся стержни.
В домашних целях точечной сваркой в большинстве случаев пользуются при необходимости произвести ремонт самой разной бытовой техники, если требуется сварить кабель, а также для починки всевозможной кухонной утвари в виде кастрюль и тазов.
Следует отметить, что технология сварки точечного типа состоит из нескольких отдельных этапов. Принцип проведения работы всегда один и тот же.
Для начала заготовки из стали, нержавейки, меди, либо других металлов соединяются между собой в определенном положении, после чего помещаются в станок между электродами и тщательно прижимаются.
Далее запускается трансформатор, обеспечивающий необходимый нагрев металла до пластического состояния, в результате чего происходит требуемая деформация. О том, как сделать точечную сварку сварочным аппаратом полуавтоматом, рассказано на видео ниже.
Видео:
В промышленной сфере на крупных предприятиях в большинстве случаев используют оборудование автоматического типа, в домашних условиях пользуются сварочным полуавтоматом.
В некоторых случаях при использовании точечной сварки можно добиться скорости работы порядка шестисот точек в минуту.
Есть еще одна технология точечной сварки — лазерная, которая позволяет выполнять необходимые работы с большой точностью при максимальной прочности соединения.
Принцип точечной сварки состоит в сильном нагреве рабочих поверхностей металлов, в результате чего и происходит их плавление и далее образование однородной структуры.
Основную роль в сварочном процессе играет импульсная характеристика тока, которая и является основным параметром, обеспечивающим необходимый нагрев.
Также имеет значение при точечной сварке время, а также сила удержания заготовок, в результате которых металлическая структура кристаллизуется.
Данная импульсная сварка обеспечивает максимальную прочность швов при полной автоматизации самого процесса. К недостаткам можно отнести невозможность выполнить полностью герметичное соединение металлов между собой.
Некоторые характеристики
Исходя из названия, можно предположить, что при точечной сварке материал скрепляется между собой сразу в нескольких отдельных точках. Большое влияние на прочность самого соединения оказывает сразу несколько факторов.
Определяющими факторами в этом случае являются размеры и непосредственно структура самой точки. Кроме этого, большое значение играет материал электродов, параметры тока, а также передаваемое усилие сжатия.

Существуют различные режимы точечной сварки, которые позволяют выполнять необходимые работы, исходя из поставленных задач.
На сегодняшний день контактная точечная сварка постоянно совершенствуется и видоизменяется, что делает ее перспективным методом, позволяющим эффективно соединять между собой заготовки из стали, меди и других металлов.
Аппарат точечной сварки представляет собой своеобразный сварочный станок, который оснащен инвертором, в его состав обязательно входит трансформатор, а также специальные клещи.
На промышленных предприятиях, как правило, используют автоматические устройства, в быту пользуются полуавтоматом.
И пользование ручным полуавтоматом, и полностью автоматическая и даже лазерная типы сварок обязательно должны полностью соответствовать ГОСТ.
Характерной особенностью данного вида сварки полуавтоматом является то, что при помощи него можно сваривать как листы стали и меди, так и нержавейки. Не играют роли размеры и толщина заготовок, а также их предназначение.
Если используется лазерная сварка, то удается добиться максимальной прочности и точности соединений.
В настоящее время лазерная сварка широко используется в самолетостроении, автомобильной промышленности, кораблестроении для сварки стали, меди, нержавейки и многих других металлов.
В условиях небольших мастерских пользуются полуавтоматом, который обязательно имеет трансформатор и отвечает стандартом ГОСТ.
В промышленных целях в большинстве случаев применяется машина контактной точечной сварки, в состав которой также входит трансформатор, а также конденсаторная установка, по стандартам ГОСТ.
Несмотря на некоторые различия сварки полуавтоматом, схема и принцип точечной сварки всегда одинаковы. Электроды для точечной сварки производят преимущественно из бронзы с небольшим добавлением кадмия или хрома.
Сам процесс точечной сварки можно увидеть на видео, которое размещено ниже.
Видео:
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
Конденсаторная сварка является полным аналогом точечной и обеспечивает скрепление мелких деталей. Используется конденсаторная сварка там, где нужна точность — чаще всего в ремонте техники.
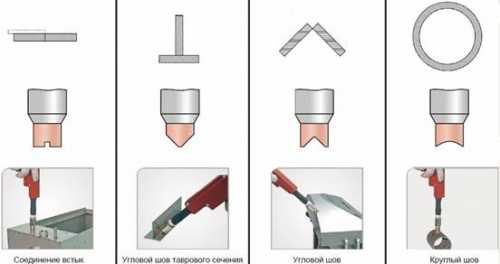
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Виды и типы аппаратов
Существует несколько методов, при которых можно сделать сварное соединение данного типа, а именно, мягкий и жесткий. Исходя из этого, и подбираются аппараты, соответствующие ГОСТ.
В настоящее время для данного типа сварки в специализированных магазинах предлагается большой выбор соответствующих аппаратов, на каждый из которых установлена своя цена.
Цена на сварочный аппарат зависит, в том числе, и от того, какой именно трансформатор установлен. В большинстве случаев на предприятиях установлен станок для данного типа сварки, цена которого достаточно высокая.
Такой станок позволяет выполнять большой объем работы с самым разным металлом. Также станок для данного типа сварки имеет большие функциональные возможности и высокий потенциал работы.
Кроме этого, на крупных предприятиях используется и лазерная сварка, цена которой также находится на высоком уровне.
В бытовых целях используют более компактные аппараты, в состав которых входят трансформатор определенной мощности и, соответственно, клещи.
Цена на такие мини устройства определяется, исходя из его функциональных возможностей и марки производителя. И станок, и компактный сварочный аппарат обеспечивают точечное соединение меди, стали, нержавейки, а также многих других металлов.
Наиболее востребованной машиной считается споттер, цена которого достаточно доступная. В таких агрегатах отсутствуют специальные клещи, а ток передается через вывод, подсоединенный непосредственно к детали и электроду.
Видео:
Споттер имеет компактные размеры, притом, что прижимное усилие заготовкам передается ручным методом. Его основным достоинством является низкая цена при возможности осуществлять соединение стали, меди, а также нержавейки.
Схема работы споттера достаточно примитивная, при этом качество работы полностью отвечает ГОСТ. В данном устройстве установлен достаточно мощный трансформатор, который и обеспечивает необходимое напряжение.
На видео, которое размещено выше, показана схема работы ручного споттера. При покупке ручного устройства следует учитывать, что цена определяется, исходя из нескольких условий, в том числе и от того, какой именно трансформатор установлен.
Более профессиональное оборудование, такое как лазерная сварка или специальный станок, как правило, в домашних условиях не используется, так как цена на него достаточно высокая.
Советы и рекомендации
Трансформатор для данного типа сварки имеет некоторые отличия от остальных. В данном случае производится точечный нагрев поверхности металла, который обеспечивают специальные клещи, в которых установлены электроды.
При выполнении данного вида соединения размеры металлических листов не играют роли, кроме этого, работы могут вестись, в том числе, и с нержавеющей сталью. При выборе аппарата для домашнего использования главным фактором не должна быть его цена.
Рекомендуется, прежде всего, обратить внимание на функциональные возможности устройства, а также прочностные характеристики соединения.
Также имеет значение и производительность агрегата, и наличие автоматизации самого процесса.
Все устройства данного типа отличаются доступностью выполнения необходимых работ, даже при отсутствии соответствующей квалификации, что делает их доступными и популярными среди домашних мастеров.
Собрать такое устройство можно и самостоятельно.
В этом случае потребуется соответствующий трансформатор, который сможет обеспечить необходимый электрический импульс, а также материал, из которого изготовятся клещи.
Все необходимые элементы следует собрать по определенному принципу и схеме, и если всю работу выполнить не только правильно, но и в соответствии с технологией, то можно будет получить устройство, которое обеспечит прочное соединение между собой самых разных металлов.
О том, как самостоятельно собрать аппарат точечной сварки в домашних условиях, подробно рассказано на видео, которое размещено ниже.
Видео:
rezhemmetall.ru
1. Точечная контактная сварка. Область применения.
Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов.Точечная сварка— это сварка, при которой заготовки соединяют в отдельных местах. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Область применения.Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
2. Стыковая контактная сварка (сопротивлением и оплавлением).
Стыковая сварка— разновидность контактной сварки, при которой детали соединяются по поверхности стыкуемых торцов в результате подвода тока и применения усилия сжатия.
При сварке сопротивлениемдетали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
При стыковой сварке непрерывным оплавлениемдетали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка.
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения.
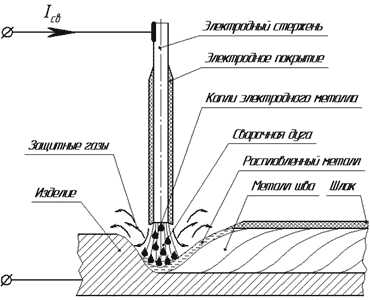
3. Ручная дуговая сварка покрытым электродом. Схема способа. Роль покрытия.
Ручная дуговая сварка (ММА) — это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
Схема способа
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
 [увеличить
изображение]
[увеличить
изображение]
Рисунок 1. Схема сварки покрытым металлическим электродом
Роль покрытия.
Для ручной дуговой сварки плавящимся электродом применяют электроды, представляющие собой стержни из сварочной проволоки с электродным покрытием. Покрытие наносят с целью: поддержания устойчивого горения дуги, защиты зоны сварочной дуги от кислорода воздуха; образования на поверхности сварочной ванны и металла шва слоя шлака, защищающего ванну от доступа воздуха и замедляющего охлаждение шлака; раскисления металла шва и его легирования.
Для изготовления электрода применяют проволоку из стали и цветных Ме.
В зависимости от типа покрытия электроды разделяют на виды: А (кислое покрытие), Б (основное покрытие), Ц (целлюлозное ), Р (рутиловое), П (покрытия прочих видов).П
studfiles.net